Как правильно варить потолочный шов
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
В чем состоят сложности

Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертером или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва

Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой «лайфхак» для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
Электроды и аппаратура

Сварочные работы на потолке можно выполнить с использованием инвертера или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности

Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Как выполняется сварка потолочных швов электродом
 Как выполняется сварка потолочных швов электродом
Как выполняется сварка потолочных швов электродомСварка потолочных швов — это многоуровневый и очень тяжёлый процесс, справиться с которым под силу лишь опытному мастеру. Основная сложность таится в том, что сварочный шов находится непосредственно над сварочным мастером, что чревато получением производственных травм различной тяжести. Общие требования по сварочному процессу для потолочных швов и неукоснительное выполнение инструкции позволит не только безопасно выполнить требуемые работы, но и затратить на них минимальные усилия.
Как выполняется сварка потолочных швов электродом
Потолочные швы заваривают исключительно в лежащем положении. Как правило, используются электроды с размерами в диаметре 3 или 4 мм. Угол наклона электродного стержня в сторону сварки составляет от 80 до 90 градусов. Таким образом, шлак стекает вниз, в подварочный шов, и не мешает делать даже в потолочном выражении вдавленные или «нормальные» разделочные валики. Все сварочные работы выполняются исключительно короткой дугой.
Ещё одной особенностью сварочных работ по потолочным швам является тот факт, что металл с расплавленных концов электрода попадает в сварную ванну по направлению от низа вверх. Из-за этого процесс выполнения работ будет осложняться действием силы тяжести. К тому же, на качество сварного шва могут повлиять пузырьки газов, образующиеся в ванне и поднимающиеся к корням шва, а не на самый верх, как это бывает в обычных условиях.

Необходимо заметить, что потолочные швы бывают не только горизонтальными, соединения могут выполняться под углом в 10-80 градусов. Такие швы чаще всего называются полупотолочными, выполнять их можно как ручной, так и сваркой с автоматическими приспособлениями.
Общие требования к сварке потолочных швов
Сварочные работы по потолочным швам могут характеризоваться целым рядом отличительных особенностей, напрямую влияющих на конечный результат. Для того чтобы получить отличный результат даже при производстве потолочных работ, специалисты советуют следовать следующим рекомендациям:
- Для изготовления потолочных швов сила тока сварочного аппарата должна быть несколько выше, чем для тока, используемого при изготовлении вертикальных соединений и пониже тока, нужного для лежащих горизонтально швов;
- Оптимально использовать электроды с размерами в диаметре 3-4 мм;
- Многое будет зависеть и от угла наклона, специалисты рекомендуют нагибать электродный стержень до угла в 80-90 градусов;
- Если необходимо получить вдавленные или «нормальные» валики, сварочные работы необходимо делать с углом в 90 градусов или «углом наружу»;

- Не менее важно и направление сварки. При выполнении стыковых соединений, работу лучше всего производить в свою сторону, это позволит более тщательно контролировать формирование сварного шва, угол наклона электродного стержня и длину дуги;
- Движение электродным стержнем рекомендуется производить «лестницей» или «дугой наружу»;
- Контроль над получаемым швом. Сварщики советуют делать ширину швов в 1-3 диаметрального размера электрода. Если ширина будет больше, то велик риск появления подтёков, перепадов, горбов и подрезов.
Потолочные швы, выполняемые встык
Работы по производству потолочных швов встык выполняются в несколько этапов. Для начала необходимо создать корень шва или ключевой валик. Делать эти операции при потолочном положении, как уже говорилось выше, необходимо электродами с диаметральным размером в 3 мм. Передвигать электродный стержень нужно «лестницей» либо с минимальным количеством манипуляций. Значение тока сварки должно находиться в пределах от минимального до среднего. О том, как правильно выбрать режим сварки, читайте на сайте mmasvarka.ru.
Для изготовления валиков два и три оптимально использовать электроды диаметральным размером в 4 миллиметра. Силы сварочного тока при этом могут быть средними или выше среднего. Для того чтобы снизить риск появления дефектов сварочного шва, при сварке главным образом надо акцентировать внимание на кромке валика, потом спускаться по краю металлического изделия, даже с помощью «лестницы» переключаться на следующую кромку.

Другие пласты валика изготавливаются путём наплавления, при ее выполнении необходимо свести к минимуму любые колебательные движения. При изготовлении переднего пласта потолочного соединения встык необходимо, чтобы величина пустой разделки не превышала 0, 5-2 мм. Если с первого раза не получилось, то фасадный пласт можно изготовить в пару-тройку заходов.
Для получения переднего пласта в единственный заход, с разделкой в миллиметр советуют использовать способ «дугой наружу». Если же глубина разделки превышает один миллиметр и меньше двух, то лучше прибегнуть к способу «лестницы». В том случае если технологический процесс сварки потолочного шва соблюдён в мельчайших подробностях, результатом работы станет опрятный и прочный шов встык.
Наплавка сварочного шва в потолочном положении
Для выполнения наплавки в потолочном состоянии очень важно верно подобрать ток сварки. Электродные стержни должны иметь диаметральный размер в 4 миллиметра. Наплавка требуется осуществлять узкими в полтора-два диаметральных размера электродными стержнями, что делает возможным применение тока для сварки, находящегося в среднем диапазоне.

При этом первый валик кладётся с диаметральным размером электродного стержня в 2-3 мм., методом наваривания в свою сторону. Валики со второго по пятый, лучше всего укладывать с правой стороны на левую или с левой на правую, тут всё зависит от местоположения мастера и валиков. Электродный стержень по отношению к рабочей поверхности должен располагаться, имея угол 70-80 градусов.
Поделиться в соцсетях
Сварка потолочных швов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие рекомендации при сварке потолочных швов
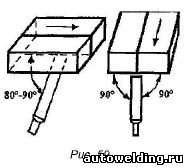
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
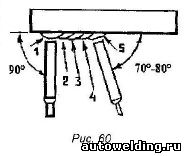
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
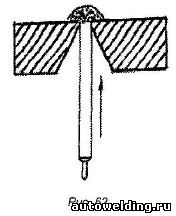
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.

2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
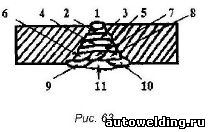
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Тудвасев В.А. «Рекомендации сварщикам».
Выполнение потолочных швов | Сварка и сварщик
Газы, выделяемые покрытием электрода, поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды. Узкие валики накладывают в разделку тремя способами
ЛЕСЕНКОЙ

ЛЕСЕНКОЙ. Электрод располагают под углом к плоскости 90-130°, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на 1/2 — 1/3 ее длины.
ПОЛУМЕСЯЦЕМ

ПОЛУМЕСЯЦЕМ. Электрод располагают под углом 90-130° к потолочной плоскости и, манипулируя по схеме полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла
ОБРАТНОПОСТУПАТЕЛЬНО

ОБРАТНОПОСТУПАТЕЛЬНО. Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся часть металла, постоянно удлиняя валик
ШОВ | Диаметр электрода (мм) для выполнения проходов | |
первого | последующих | |
Потолочный | 4 | 5 |
Горизонтальный | 3 | 4 |
При сварке потолочных и горизонтальных швов жидкий металл стремится вытечь из ванны. Поэтому сварку ведут короткой дугой. Сварочный ток уменьшают на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами
сварка потолочных швов — Технологии сварки
Замыкание по сути — значительное укорачивание дуги. Если в обычном режиме расстояние примерно диаметр электрода и меньше, то в режиме «замыкания» оно сокращается практически до нуля, температура ванны падает. Попробуйте на обычном горизонтальном шве утопить электрод в ванну, понаблюдайте за результатом (кста, горячий электрод при правильном токе никогда не прилипнет).
Замыкание — К.З. Дуга гаснет нагрев идет проходящим током. Оторвать электрод получается не всегда. При сварке в потолочном режиме ток и так уменьшают на 10 — 20 % от значения для сварки «в лодочку» чтобы металл не стекал. Опасность «залипания» электрода при этом увеличивается, а вы еще предлагаете его принудительно закорачивать. У меня так никогда не получалось.
Конечно, сколько людей — столько и манер вести сварку. Лично меня учили еще при СССР в нормальном ПТУ. Базовым упражнением для выполнения «вертикала» и «потолка» была постановка сварных точек.
Суть примерно в следующем:
1. Дугу зажигают и на пластине не перемещая наплавляют точку (около 3 сек.), затем дугу обрывают. Когда зажечь холодный электрод получается уверенно и в процессе постановки точки они получаются одинаковыми и длина дуги все время одинаковая (максимально короткая), переходят к следующему упражнению.
2. Точки начинают ставить на вертикальной плоскости одну за другой с перекрытием примерно на 1/4 — 1/3. При этом электрод не остывает и если первый пункт отработан нормально, то второй получается «на ура».
3. Промежуток между постановкой точек уменьшают до такой степени, что дуга уже не гаснет. Она горит по циклу: нормальный режим (наплавка точки) — удлиненная дуга, направленная на шлак или основной металл (в момент охлаждения и застывания точки). Здесь самое важное научиться видеть, как формируется ванна и определять момент когда сплавление кромок уже произошло, а перегрева (стекания) еще нет. Расказать это невозможно. Прийдет с опытом.
4. Когда навыки манипулирования электродом по п. 3 сформированы переходят к сварке «потолка».
Ну и не нужно забывать, что не все электроды предназначены для сварки в вертикальном и потолочном положении. И электрод должен быть направлен так, чтобы давление дуги как-бы поддерживало стекающий металл.
Просто нужно долго отрабатывать навык, лучше по руководством опытного сварного.
Изменено пользователем Babay5kw Двойные головки Высокочастотные машины для сварки швов пленки из ПВХ на продажу
Вопрос: Вы торговая компания или производитель?
A: Мы являемся фабрикой, вся машина изготавливается нами самими, и мы можем предоставить индивидуальные услуги.
Вопрос: Сколько времени занимает ваша доставка?
A: Обычно это 1-3 дня для стандартного оборудования. 7-30 дней, если товара нет на складе, это в зависимости от количества.
Вопрос: А как насчет гарантии?
A: Наша гарантия составляет 1 год, все детали машины могут быть заменены бесплатно в течение 1 года в случае поломки (не включая технику).
Вопрос: Как заказать станок?
1. Подтвердите модель машины и другие условия по электронной почте / WhatsApp / Skype.
2. Мы принимаем оплату T / T или L / C условия
3. Доставка морем или воздухом.
4. Монтаж и работа.
Вопрос: Как мы упаковываем машину?
1. Машина будет упакована в прочный фанерный футляр (экспортный стандарт, дополнительная фумигация не требуется).
2. Хрупкие детали будут отдельно упакованы с подушечным упаковочным материалом.
Вопрос: Как насчет установки и обучения?
1.Большинство машин будет упаковано без разборки, это будет полная машина; Вы можете начать работу, подключив питание и воздушный компрессор.
2. В остальных случаях для установки будут отправлены видеоролики и руководство по установке.
3. Параметры будут настроены перед доставкой. Заказчик будет вносить небольшие изменения.
4. Доступно обслуживание за рубежом
Вопрос: Как насчет послепродажного обслуживания
1. На все наши машины действует гарантия один год, запасные части будут бесплатно предоставлены в течение 12 месяцев
2.У нас есть все запасные части на складе
3,12-24 часа Онлайн-сервис по электронной почте или видео онлайн для базовой настройки и ремонта
4. Доступны услуги инженеров за рубежом.
Вопрос: У вас есть индивидуальный сервис?
1. Напряжение машины может быть 110/220/380/440 В, 50/60 Гц. Пожалуйста, подтвердите нам информацию о напряжении при размещении заказа
2. Цвет машины может быть изменен, пожалуйста, пришлите нам образец цвета
3. Функции машины могут быть настроены, например: управление ПЛК, автоматический поворотный стол, робот и т. д.
Вопрос: Не могли бы вы сделать для меня штамп / пресс-форму, если я куплю машину у вас?
Изготавливаем формы / штампы до изделий.Для изготовления форм нам потребуются образцы или чертежи.
Q: Есть ли какие-либо указания по установке после того, как мы получили машину?
A: Да, у нас есть профессиональная техническая команда и теплое послепродажное обслуживание. Мы своевременно решим любую проблему, с которой вы столкнетесь при установке и упаковке продукции.
5kw Две головки высокочастотный сварочный аппарат для натяжного потолка из ПВХ
Вопрос: Вы торговая компания или производитель?
A: Мы являемся фабрикой, вся машина изготавливается нами самими, и мы можем предоставить индивидуальные услуги.
Вопрос: Сколько времени занимает ваша доставка?
A: Обычно это 1-3 дня для стандартного оборудования. 7-30 дней, если товара нет на складе, это в зависимости от количества.
Вопрос: А как насчет гарантии?
A: Наша гарантия составляет 1 год, все детали машины могут быть заменены бесплатно в течение 1 года в случае поломки (не включая технику).
Вопрос: Как заказать станок?
1. Подтвердите модель машины и другие условия по электронной почте / WhatsApp / Skype.
2. Мы принимаем оплату T / T или L / C условия
3. Доставка морем или воздухом.
4. Монтаж и работа.
Вопрос: Как мы упаковываем машину?
1. Машина будет упакована в прочный фанерный футляр (экспортный стандарт, дополнительная фумигация не требуется).
2. Хрупкие детали будут отдельно упакованы с подушечным упаковочным материалом.
Вопрос: Как насчет установки и обучения?
1.Большинство машин будет упаковано без разборки, это будет полная машина; Вы можете начать работу, подключив питание и воздушный компрессор.
2. В остальных случаях для установки будут отправлены видеоролики и руководство по установке.
3. Параметры будут настроены перед доставкой. Заказчик будет вносить небольшие изменения.
4. Доступно обслуживание за рубежом
Вопрос: Как насчет послепродажного обслуживания
1. На все наши машины действует гарантия один год, запасные части будут бесплатно предоставлены в течение 12 месяцев
2.У нас есть все запасные части на складе
3,12-24 часа Онлайн-сервис по электронной почте или видео онлайн для базовой настройки и ремонта
4. Доступны услуги инженеров за рубежом.
Вопрос: У вас есть индивидуальный сервис?
1. Напряжение машины может быть 110/220/380/440 В, 50/60 Гц. Пожалуйста, подтвердите нам информацию о напряжении при размещении заказа
2. Цвет машины может быть изменен, пожалуйста, пришлите нам образец цвета
3. Функции машины могут быть настроены, например: управление ПЛК, автоматический поворотный стол, робот и т. д.
Вопрос: Не могли бы вы сделать для меня штамп / пресс-форму, если я куплю машину у вас?
Изготавливаем формы / штампы до изделий.Для изготовления форм нам потребуются образцы или чертежи.
Q: Есть ли какие-либо указания по установке после того, как мы получили машину?
A: Да, у нас есть профессиональная техническая команда и теплое послепродажное обслуживание. Мы своевременно решим любую проблему, с которой вы столкнетесь при установке и упаковке продукции.
Производственные линии для сварки швов сварщика швов сварщика швов
500 долларов США.00–6 000 долларов США / Устанавливать | 1 компл. / Компл. (Мин. Заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
Количество (комплекты) 1–1 > 1 Est.Срок (дни) 30 Торг
- Настройка:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
Стальной барабан со швом Сверхзвуковой сверхзвуковой переключатель для натяжного потолка для настольных точечных сварочных аппаратов Производители
начало и сварка стального барабана сверхзвуковой сверхзвуковой переключатель натяжного потолка для настольных точечных сварочных аппаратов
Описание продукта
- Технология инвертора IGBT-чипов, высокая эффективность и энергосбережение.
- Высокая устойчивость к колебаниям электросети. (V ± 15%)
- Легкое зажигание дуги, стабильная дуговая сварка, глубокая сварочная ванна и отличный внешний вид при сварке
- Регулируемый ток горячей зажигающей дуги
- Подходит для сварки с различными видами кислот или основные электроды.
- Особенно подходит для сварки углеродистой стали, нержавеющей стали, низколегированной стали и других металлов
- Конструкция с двойным входным напряжением (однофазный 220В / 380В переменного тока) для различных областей применения
Модель ARC-400 Входное напряжение (В) 220/380 В Выходной ток (А) 30-400 Напряжение холостого хода (В) 68 ± 5 КПД (%) 80 Степень защиты IP21S Класс изоляции F Вес брутто (кг) 12 Размеры машины (мм) 480 * 210 * 310 мм Размер упаковки (мм) 580 * 320 * 420 мм
Упаковка
Информация о компании
9000 4 Наши услуги
Служба поддержки клиентов
TXEM является профессиональным производителем сварочного оборудования, мы гарантируем высокое качество нашей продукции.
Мы проверим качество и упаковку каждого продукта перед отправкой.
Пожалуйста, отправьте нам электронное письмо, если после получения товара у вас возникнут какие-либо вопросы, мы ответим в течение 24 часов и предоставим вам удовлетворительное решение.
Основной рынок:
Северная Америка, Южная Америка, Юго-Восточная Азия, Ближний Восток, Африка
Поставка:
1. Предлагаемые OEM и ODM услуги, Цвет машины
2. Один год гарантии.
3. Техническая поддержка.
4. Сертификат CE и CCC
Строгий контроль качества:
1. Наше качество начинается с элементов. Все детали полностью новые, отказываются от использованных. Материнская плата нашей машины изготовлена нами самостоятельно, все детали находятся под строгим контролем.
2. Наши системы контроля качества устраняют дефект перед упаковкой; Таким образом, мы устанавливаем не менее 5 станций контроля качества на сборочной линии; тогда каждая крошечная деталь в ведении одного рабочего, даже каждый винт, должен иметь маркировку
3.Научное управление производством 6S, предотвращает ошибки человека на верхних пределах
4. Наши продукты строго проверены на 100% перед поставкой и одобрены CE. И наши продукты могут соответствовать или превосходить некоторые из самых строгих отраслевых стандартов. Мы можем гарантировать, что вы останетесь довольны как производительностью, так и долговечностью.
FAQ
Q: MOQ
A: Мы фабрика. Можно минимальный заказ или заказ образца. Также можно заказать пакетный заказ
Q: Оплата?
A: Фактически, оплата была бы предпочтительнее: обычно мы выбираем T / T, обычно это 50% депозит и оплачиваем остаток перед отгрузкой, аккредитивом, онлайн-оплатой, Paypal или Western Union или банком
Q: Срок поставки ?
A: Товары 100 штук должны быть изготовлены в течение 7-10 дней после получения депозита.На 1 образец нужно 2-3 дня.
Q: Почему выбирают нас?
а. Мы ПРОИЗВОДИТЕЛЬ сварочных аппаратов, поэтому можем предложить лучшую цену, послепродажное обслуживание и более короткие сроки поставки.
г. Мы используем все новые компоненты, трубки IGBT, диоды, конденсаторы и т.д. импортные компоненты.
г. Мы применяем технологию SMT, чтобы уменьшить количество отказов, и это удобно для ремонта сварочного аппарата и снижения затрат на ремонт, нам просто нужно заменить неисправную плату печатной платы.
г. Мы предоставляем гарантийный срок от 1 до 2 лет на все наши изделия
С сентября.до декабря наша компания наймет специальных агентов в Германии, Австрии, Испании и Италии. Тех, кто соответствует требованиям, будет всячески поддерживать наша компания. Конкретную информацию, пожалуйста, свяжитесь с эксклюзивной службой поддержки клиентов.
Другой станок ARC
.
TXEM является профессиональным производителем сварочного оборудования, мы гарантируем высокое качество нашей продукции.
Мы проверим качество и упаковку каждого продукта перед отправкой.
Пожалуйста, отправьте нам электронное письмо, если после получения товара у вас возникнут какие-либо вопросы, мы ответим в течение 24 часов и предоставим вам удовлетворительное решение.
г. Мы используем все новые компоненты, трубки IGBT, диоды, конденсаторы и т.д. импортные компоненты.
г. Мы применяем технологию SMT, чтобы уменьшить количество отказов, и это удобно для ремонта сварочного аппарата и снижения затрат на ремонт, нам просто нужно заменить неисправную плату печатной платы.
г. Мы предоставляем гарантийный срок от 1 до 2 лет на все наши изделия