Презентация «Сварка под водой, сварка в космосе, сварка на земле, сварка в медицине»

״ Сварка на земле ״ «Сварка под водой ״ ״ Сварка в космосе» ״ Сварка в медицине ״

В начале XXI века сварка является одним из ведущих технологических процессов создания материальной основы современной цивилизации

Основоположниками дуговой сварки
являются российские ученые
и инженеры –
В.В. Петров (1761-1834),
Н.Н. Бенардос (1842-1905),
Н.Г. Славянов (1854-1897).
Е.О. Патон (1870- 1953)
Василий Владимирович Петров,
крупнейший физик конца XXVIII- начала XIX века, профессор физики, ученик и последователь М.В. Ломоносова, впервые в мире в 1802 г. открыл и описал явление электрического дугового разряда.
Опытным путем он показал возможность использования электрической дуги для освещения и плавления металлов. Открытие В.В. Петрова значительно опередило свой век. Лишь через 80 лет электрическая дуга нашла практическое применение для целей сварки. Его осуществил Н.Н. Бенардос.

- Николай Николаевич Бенардос,
В 1880-1890 г.г. Н.Н. Бенардос
предложил и произвел все
основные виды дуговой сварки:
плавящимся и неплавящимся электродами дугой прямого и косвенного действия, ручную, полуавтоматическую и автоматическую, незащищенной дугой и в среде защитного газа. В 1887 г. – основные виды электроконтактной сварки: точечную и роликовую.
Дуговая сварка угольным электродом впервые была применена в Иваново-Вознесенске.
Изобретатель Бенардос Н.Н. получил патенты на свое изобретение во многих странах мира.
В городе Иваново в 2012 г.
установлен памятник Н. Бенардосу
(скульптор В. Волков).

Бенардос Н.Н.
Образование: Киевский университет, Петровская земледельческая и лесная академия.
Место работы: Товарищество «Яблочков-изобретатель и К», Товарищество «Электро-гефест».
Известен как создатель электрической дуговой сварки, изобретатель зубной пломбы (малоизвестен). Награды и премии: Золотая медаль Русского Технического общества.
Краеведческий музей им.
Н.Н. Бенардоса в г. Лух
(Ивановская обл.)

- Николай Гаврилович Славянов, русский инженер-металлург, изобретатель электродуговой сварки металлическим электродом.
Славянов Н.Г. окончил Петербургский горный
институт в 1877 году. Работал на пермских пушечных
заводах, где и сделал большую часть своих изобретений.
Он разработал первые источники питания постоянного тока (генераторы), сварочные автоматы, ряд составов флюсов и организовал первый в мире сварочный цех по восстановлению литых деталей из стали, чугуна и цветных металлов.
На всемирной электротехнической выставке в 1893 году в Чикаго получит золотую медаль с формулировкой
«За произведённую техническую революцию»
(сварка семи несплавляемых металлов).
г. Пермь. Памятник Н.Г. Славянову . 1954 г.
Мемориальный дом-музей им. Н.Г. Славянова

- Евгений Оскарович Патон (1870 – 1953 г.)
- Патон Е.О. – основоположник научной школы сваривания металлов, учёный в области мостостроения, разработчик уникальных методов сварки, основатель и первый руководитель института электросварки, академик АН УССР. Проводил исследования в отрасли расчёта и прочности сварных конструкций, механизации сварочных процессов, научных основ электрической сварки плавлением. Под его руководством изобретен способ автоматической скоростной сварки, который сыграл выдающуюся роль в техническом развитии.

- Мост имени Е. О. Патона в Киеве
Мост Патона — это первый в мире цельносварной мост длиной 1543м, который находится в Киеве. Он объединяет два берега большого Днепра. Масса всех металлических конструкций моста – 10 тыс. т. Мост открыт в 1953 году. Непосредственное участие в проектировании и строительстве моста принимал академик Евгений Оскарович Патон, именем которого названо это сооружение.

В дореволюционной России изобретение сварки не получило должного распространения. Только после 1917 года в СССР стали широко использовать в промышленности электродуговую сварку (ремонтные работы, производство новых конструкций).
Выдающуюся роль в теоретической разработке сварочных процессов сыграли многие ученые нашей страны: Е.О. Патон, Н.Н. Рыкалин, Б.Е. Патон и другие.
Фундаментальные исследования проводились в институтах Советского Союза: ИЭС им. Е. Патона, ВНИИЭСО, ЦНИИТМАШ, МАТИ, ЛПИ и других.

Были разработаны впервые в мире высокопроизводительные виды сварки металлов: электрошлаковая, в углекислом газе, диффузионная и другие

- Сварка под водой
Впервые в мировой практике подводную дуговую резку угольным электродом в лабораторных условиях осуществили в 1887 г. Н.Н. Бенардос и проф. Д.А. Лачинов. Продолжения эти работы не получили.
В 30-е годы проводились испытания в Черном море (К.К. Хренов). Затем проводился ремонт судов.
В годы войны возникла насущная проблема ремонта кораблей, выполнение сварки при аварийных и спасательных работах.

- Виды подводной сварки
Подводная сварка сегодня может быть разделена на три основных вида:
- Гипербарическая сухая сварка, выполняемая в сухой среде внутри глубоководной камеры;
- Мокрая сварка, выполняемая в непосредственном контакте с водой и при давлении, зависящем от глубины, на которой производятся работы;
- Сварка в кессоне, выполняемая в сухой среде и при атмосферном давлении сварщиком, находящимся внутри погружаемой металлической конструкции, которая герметично закрепляется на подлежащей ремонту детали.


- Сварка в космосе
Работа по изобретению
сварочного аппарата для
сварки и резки в условиях
космоса началась в 50-х годах
по инициативе С.П. Королева,
т.к. возникла необходимость проводить ремонт и техническое обслуживание космического корабля непосредственно в космосе.
Первые эксперименты по сварке в космосе проведены 16 октября 1969 г. на корабле «Союз-6» Г.С. Шониным и В.Н. Кубасовым с использованием установки «Вулкан».
Установка позволяла в автоматическом режиме выполнять дуговую, плазменную и электронно-лучевую сварку.

В период с 1979 по 1984 г. в космосе
проводились эксперименты по нанесению
тонкопленочных металлических покрытий на
образцы из конструкционных сталей методом
термического испарения и конденсации. Они
проводились на установках типа «Испаритель»,
оснащенных двумя электронно-лучевыми
пушками.
14 июля 1984 г. космонавтами С.Савицкой и В.Джанибековым были впервые проведены
эксперименты по электронно-лучевой сварке
с выходом в открытый космос. Применялся
сварочный аппарат УРИ (универсальный ручной инструмент).
Он позволял осуществлять сварку, резку, пайку, нагрев металла, нанесение покрытий. Все эти операции выполнялись короткофокусной электронно-лучевой пушкой, которую космонавт держал в руке.
Масса всего аппарата около 30 кг, а электронно-лучевой пушки – 2,5 кг. Потребляемая мощность – 750 Вт.
В настоящее время создан новый аппарат для сварки – «Универсал».
А. Леонов, А. Соколов. «Космические сварщики»

Сварка в медицине
В 60-х годах ХХ в. созданы методы и аппаратура для получения неразъемных соединений костных и мягких биологических тканей. Разработан плазменный скальпель. Широко известно применение миниатюрных лазерных установок для приварки отслаивающейся сетчатки глаза ко дну глазного яблока. Этим способом сварки сохранено зрение тысячам людей. ИЭС им. Е.О. Патона совместно с рядом медицинских организаций Украины разработали новую технологию соединения мягких тканей.
Оборудование и инструмент для сварки живых тканей:
а – высокочастотный сварочный источник питания;
б – медицинский сварочный пинцет;
в – медицинский сварочный зажим;
г – медицинский сварочный ланароскопический зажим


Презентация «Сварка под водой, сварка в космосе, сварка на земле, сварка в медицине»
״ Сварка на земле ״ «Сварка под водой ״ ״ Сварка в космосе» ״ Сварка в медицине ״
В начале XXI века сварка является одним из ведущих технологических процессов создания материальной основы современной цивилизации
Основоположниками дуговой сварки
являются российские ученые
и инженеры –
В.В. Петров (1761-1834),
Н.Н. Бенардос (1842-1905),
Н.Г. Славянов (1854-1897).
Е.О. Патон (1870- 1953)
Василий Владимирович Петров,
крупнейший физик конца XXVIII- начала XIX века, профессор физики, ученик и последователь М.В. Ломоносова, впервые в мире в 1802 г. открыл и описал явление электрического дугового разряда.
Опытным путем он показал возможность использования электрической дуги для освещения и плавления металлов. Открытие В.В. Петрова значительно опередило свой век. Лишь через 80 лет электрическая дуга нашла практическое применение для целей сварки. Его осуществил Н.Н. Бенардос.
- Николай Николаевич Бенардос, выдающийся русский изобретатель
В 1880-1890 г.г. Н.Н. Бенардос
предложил и произвел все
основные виды дуговой сварки:
плавящимся и неплавящимся электродами дугой прямого и косвенного действия, ручную, полуавтоматическую и автоматическую, незащищенной дугой и в среде защитного газа. В 1887 г. – основные виды электроконтактной сварки: точечную и роликовую.
Дуговая сварка угольным электродом впервые была применена в Иваново-Вознесенске.
Изобретатель Бенардос Н.Н. получил патенты на свое изобретение во многих странах мира.
В городе Иваново в 2012 г.
установлен памятник Н. Бенардосу
(скульптор В. Волков).
Бенардос Н.Н.
Образование: Киевский университет, Петровская земледельческая и лесная академия.
Место работы: Товарищество «Яблочков-изобретатель и К», Товарищество «Электро-гефест».
Известен как создатель электрической дуговой сварки, изобретатель зубной пломбы (малоизвестен). Награды и премии: Золотая медаль Русского Технического общества.
Краеведческий музей им.
Н.Н. Бенардоса в г. Лух
(Ивановская обл.)
- Николай Гаврилович Славянов, русский инженер-металлург, изобретатель электродуговой сварки металлическим электродом.
Славянов Н.Г. окончил Петербургский горный
институт в 1877 году. Работал на пермских пушечных
заводах, где и сделал большую часть своих изобретений.
Он разработал первые источники питания постоянного тока (генераторы), сварочные автоматы, ряд составов флюсов и организовал первый в мире сварочный цех по восстановлению литых деталей из стали, чугуна и цветных металлов.
На всемирной электротехнической выставке в 1893 году в Чикаго получит золотую медаль с формулировкой
«За произведённую техническую революцию»
(сварка семи несплавляемых металлов).
г. Пермь. Памятник Н.Г. Славянову . 1954 г.
Мемориальный дом-музей им. Н.Г. Славянова
- Евгений Оскарович Патон (1870 – 1953 г.)
- Патон Е.О. – основоположник научной школы сваривания металлов, учёный в области мостостроения, разработчик уникальных методов сварки, основатель и первый руководитель института электросварки, академик АН УССР. Проводил исследования в отрасли расчёта и прочности сварных конструкций, механизации сварочных процессов, научных основ электрической сварки плавлением. Под его руководством изобретен способ автоматической скоростной сварки, который сыграл выдающуюся роль в техническом развитии.
- Мост имени Е. О. Патона в Киеве
Мост Патона — это первый в мире цельносварной мост длиной 1543м, который находится в Киеве. Он объединяет два берега большого Днепра. Масса всех металлических конструкций моста – 10 тыс. т. Мост открыт в 1953 году. Непосредственное участие в проектировании и строительстве моста принимал академик Евгений Оскарович Патон, именем которого названо это сооружение.
В дореволюционной России изобретение сварки не получило должного распространения. Только после 1917 года в СССР стали широко использовать в промышленности электродуговую сварку (ремонтные работы, производство новых конструкций).
Выдающуюся роль в теоретической разработке сварочных процессов сыграли многие ученые нашей страны: Е.О. Патон, Н.Н. Рыкалин, Б.Е. Патон и другие.
Фундаментальные исследования проводились в институтах Советского Союза: ИЭС им. Е. Патона, ВНИИЭСО, ЦНИИТМАШ, МАТИ, ЛПИ и других.
Были разработаны впервые в мире высокопроизводительные виды сварки металлов: электрошлаковая, в углекислом газе, диффузионная и другие
- Сварка под водой
Впервые в мировой практике подводную дуговую резку угольным электродом в лабораторных условиях осуществили в 1887 г. Н.Н. Бенардос и проф. Д.А. Лачинов. Продолжения эти работы не получили.
В 30-е годы проводились испытания в Черном море (К.К. Хренов). Затем проводился ремонт судов.
В годы войны возникла насущная проблема ремонта кораблей, выполнение сварки при аварийных и спасательных работах.
- Виды подводной сварки
Подводная сварка сегодня может быть разделена на три основных вида:
- Гипербарическая сухая сварка, выполняемая в сухой среде внутри глубоководной камеры;
- Мокрая сварка, выполняемая в непосредственном контакте с водой и при давлении, зависящем от глубины, на которой производятся работы;
- Сварка в кессоне, выполняемая в сухой среде и при атмосферном давлении сварщиком, находящимся внутри погружаемой металлической конструкции, которая герметично закрепляется на подлежащей ремонту детали.
- Сварка в космосе
Работа по изобретению
сварочного аппарата для
сварки и резки в условиях
космоса началась в 50-х годах
по инициативе С.П. Королева,
т.к. возникла необходимость проводить ремонт и техническое обслуживание космического корабля непосредственно в космосе.
Первые эксперименты по сварке в космосе проведены 16 октября 1969 г. на корабле «Союз-6» Г.С. Шониным и В.Н. Кубасовым с использованием установки «Вулкан».
Установка позволяла в автоматическом режиме выполнять дуговую, плазменную и электронно-лучевую сварку.
В период с 1979 по 1984 г. в космосе
проводились эксперименты по нанесению
тонкопленочных металлических покрытий на
образцы из конструкционных сталей методом
термического испарения и конденсации. Они
проводились на установках типа «Испаритель»,
оснащенных двумя электронно-лучевыми
пушками.
14 июля 1984 г. космонавтами С.Савицкой и В.Джанибековым были впервые проведены
эксперименты по электронно-лучевой сварке
с выходом в открытый космос. Применялся
сварочный аппарат УРИ (универсальный ручной инструмент).
Он позволял осуществлять сварку, резку, пайку, нагрев металла, нанесение покрытий. Все эти операции выполнялись короткофокусной электронно-лучевой пушкой, которую космонавт держал в руке.
Масса всего аппарата около 30 кг, а электронно-лучевой пушки – 2,5 кг. Потребляемая мощность – 750 Вт.
В настоящее время создан новый аппарат для сварки – «Универсал».
А. Леонов, А. Соколов. «Космические сварщики»
Сварка в медицине
В 60-х годах ХХ в. созданы методы и аппаратура для получения неразъемных соединений костных и мягких биологических тканей. Разработан плазменный скальпель. Широко известно применение миниатюрных лазерных установок для приварки отслаивающейся сетчатки глаза ко дну глазного яблока. Этим способом сварки сохранено зрение тысячам людей. ИЭС им. Е.О. Патона совместно с рядом медицинских организаций Украины разработали новую технологию соединения мягких тканей.
Оборудование и инструмент для сварки живых тканей:
а – высокочастотный сварочный источник питания;
б – медицинский сварочный пинцет;
в – медицинский сварочный зажим;
г – медицинский сварочный ланароскопический зажим
Сварка под водой — Прочее

ГПОУ «МСЦ ПТО имени Ф. И. Бачурина»
«Подводная сварка»
Подготовил: студент группы №6
Чумаколенко Александр
Руководитель — мастер п/о Диде С. Ю.
Макеевка — 2018г.


В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водород и кислород . Кислород вместе с металлом образуют окислы.

Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сварка под водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный .

История открытия подводной сварки
- Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сварки для множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
- Особенности сварки под водой
- Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.

Применение подводной сварки
- Подводная сварка нашла применение в следующих сферах:
- в строительстве гидротехнических сооружений;
- возведение подводной части трубопроводных, судовых и других конструкций.
- Разновидность сварки под водой
- На сегодня известно четыре основных способа подводной сварки:
- в сухой глубоководной камере;
- в рабочей камере;
- в портативном сухом боксе;
- мокрая сварка.

Процесс подводной сварки в сухой обстановке
- Такая разновидность предполагает содержание в камере не только сварщика, но и сварного узла. Процесс сваривания в глубоководной камере характеризуется высоким качеством сварных швов. Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
- Понятие «сварка в сухой среде» означает процесс сваривания, который происходит под высоким давлением и в абсолютно изолированной среде от воды.
Сухая гидросварка
- Для выполнения такой разновидности сварки, прежде всего, должна присутствовать стабильная сухая газовая среда вокруг мест сваривания и сварочной головки. Это становится возможным за счет использования специальных камер, изготовленных на заказ или невесомых портативных боксов. Что характерно, в этих случаях полуавтоматическая сварка, основываясь, на работу электродной проволоки происходит в сухой среде.
- Мокрая сварка под водой
- Она может быть выполнена в двух режимах:
- ручном;
- полуавтоматическом.
- Соединение ручной сваркой может быть выполнено внахлестку, угловым, иногда стыковым, но чаще всего используется способ опирающегося электрода. Горение дуг при таком способе характеризуется устойчивостью.
- Подобным способом можно заварить швы, не завися от пространственного положения.
- Многообещающим выступает полуавтоматический вариант, в котором комбинируется механическая подача проволоки в зону дуги с подвижностью и глобальностью ручного варианта. За счет механической подачи проволоки становится возможным длительное время выполнять подводную сварку без перерывов.
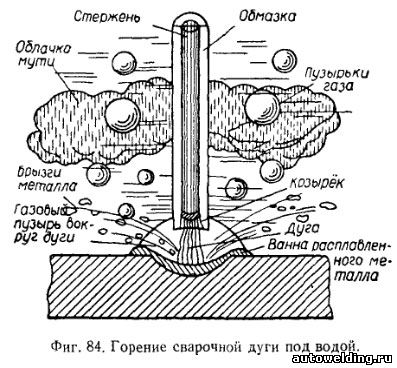
Виды сварки — Сварка под водой С конца прошлого столетия известна возможность получения устойчивого дугового разряда в жидкой среде: воде, масле и т. д. В этом случае дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счёт испарения и разложения окружающей жидкости тепловым действием дугового разряда. Дуговая электросварка под водой впервые в мире осуществлена и изучена в Советском Союзе автором настоящей книги в 1932 г. Первоначальные опыты велись в небольшом бачке с проточной водой, куда сварщик погружал руки в длинных резиновых перчатках. Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесён достаточно толстый совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т. п. составами. Хорошие результаты, например, даёт раствор 80 г целлулоида на 1 л ацетона. Обмазка, охлаждаемая снаружи водой, плавится несколько медленнее электродного стержня. Выступающий конец слоя обмазки образует на конце электрода небольшую чашечку, так называемый козырёк, имеющий существенное значение для подводной металлической дуги. Козырёк защищает конец электродного стержня от попадания воды и повышает устойчивость газового пузыря вокруг дуги. Опыт показал, что при электродах с обмазкой надлежащего состава, правильно изготовленной и обработанной водонепроницаемым составом, дуга горит под водой вполне устойчиво при питании её сварочным током от нормальных сварочных агрегатов. Удовлетворительную устойчивость имеет также и дуга переменного тока, питаемая от нормального сварочного трансформатора, однако для подводной сварки предпочтительнее дуга постоянного тока. Наиболее важным результатом лабораторных исследований 1932 г. было установление интенсивного расплавления основного металла; дуга под водой плавит металл почти так же интенсивно, как и на воздухе. Это может быть объяснено способностью душ автоматически реагировать на воздействия внешней среды. Если усилить охлаждение какой-либо части дугового разряда, то автоматически происходит возрастание напряжённости электрического поля и падения напряжения в ней, ведущее к усилению тепловыделения, компенсирующему охлаждающее действие внешней среды. Интенсивное расплавление металла подводной дугой даёт возможность успешно выполнять сварку металла под водой. Возможно выполнить все основные формы сварных соединений, применяемые на воздухе, как в нижнем, так в вертикальном и потолочном положениях. Металл, наплавленный под водой и на воздухе, имеет близкие механические свойства и состав. Зона влияния сужена; структура имеет признаки усиленного охлаждения окружающей водной средой. Сварку можно успешно вести как в пресной, так и солёной морской воде. В том же 1932 г. новый способ нашёл практическое применение на морях и реках Советского Союза и был проверен в производственных условиях. Метод нашёл некоторое практическое применение, и до начала второй мировой войны было выполнено несколько серьёзных работ, связанных главным образом с ремонтом и подъёмом морских судов. Начавшаяся война с массовыми повреждениями и разрушениями судов и различных сооружений предъявила большой спрос к способу подводной сварки. В начале 1942 г. в Москве была создана под руководством автора специальная мощная лаборатория подводной сварки и резки, в которой опыты проводились в условиях, близких к производственным, в учебной камере водолазами — сварщиками. В короткое время была детально разработана и изучена технология подводной сварки и резки, подготовлены кадры. Процессы подводной сварки и резки во время войны получили широкое применение и прочно вошли в практику. В отношении подводной сварки можно отметить следующие основные выводы. Сварочный ток для подводной сварки следует увеличить на 10—20% против таких же работ на воздухе. Напряжение подводной дуги на 5—7 в выше напряжения дуги на воздухе. Общий вид дуги, горящей под водой, показан на фиг. 84. Избыток газов, создаваемых дугой, поднимается на поверхность воды отдельными пузырьками. Газ, выделяемый подводной дугой, состоит преимущественно из водорода и продуктов разложения электродной обмазки. Водород образуется за счёт отнятия кислорода паров воды нагретым металлом. Одновременно дуга образует значительное количество мути тёмно-бурого цвета, создающей облачко над дугой. Муть представляет собой, главным образом, коллоидальный раствор окислов железа, распыляемых дугой в форме мельчайших частиц.
Потери металла на угар и разбрызгивание довольно значительны, коэффициент наплавки около 6—7 г/а-час. Сварку можно вести на всех глубинах, на которых может работать водолаз в нормальном снаряжении; известны случаи выполнения работ на глубинах до 100 м. Прочность сварных соединений, выполняемых под водой, обычно несколько понижена, что объясняется главным образом тяжёлыми условиями работы подводного электросварщика-водолаза. Под водой часто недостаточна, а иногда и почти полностью отсутствует видимость, недостаточна устойчивость работающего, движения связаны водолазным снаряжением и т. д. Подводная электросварка в настоящее время находит значительное практическое применение, на её основе развился, например, подводный судоремонт. При подводном судоремонте подводная часть судна ремонтируется без постановки его в док, на плаву. Выполнение ремонта подводной части на плаву в несколько раз сокращает срок выполнения и стоимость ремонта. Под водой вполне устойчиво горит угольная дуга и интенсивно плавит металл, создавая возможность производить его сварку. Подводная сварка угольной дугой пока не нашла заметного практического применения. Хренов К.К. «Сварка, резка и пайка металлов». |
Подводная сварка: виды, характеристика способа
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.
Разновидность подводного сварочного процесса
Сварка под водой подразделяется на несколько способов ее проведения:
ручной метод с помощью дуги;
полуавтомат;
в кабине водолаза, рабочем отсеке;
в боксе на определенной глубине;
в небольшом отсеке с кислородом.
Часто применимыми из вышеуказанных способов являются:
Сварка в герметичном боксе считается действием дорогостоящим и сложным, требующим присутствия специального оборудования: крана, судна. Данный трудоемкий процесс позволяет получить в итоге неотличимый от исходного шов.
Гидросварка осуществляется в камерах небольшой площади, в которую поступает сухой газ. Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Процесс соединения заготовок должен производиться в герметичном боксе. При этом используется смесь инертного газа, который методом вытеснения вытолкнет воду на поверхность, что обеспечит работу без воды.
Специальные приборы для подводной сварки контролируют изменение температуры внутри рабочей зоны. Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Выбор способа
Сварка под водой подразделяется на такой тип: ручная дуговая и полуавтоматическ
Выбранная электронная проволока в качестве соединительного материала имеет небольшие диаметры, позволяющие равномерному распределению их по поверхности исходных заготовок. Увеличить функцию соединения и получить равномерный стык может использование аргона в равном соотношении с углекислым газом. При этом потребуется свести к минимуму содержание водорода в металлоконструкц
Сварка под водой способствует равномерному горению газа, образуя пузыри, находящиеся в водном испарении и в продуктах металлического плавления. Процесс окисления получается в результате химического взаимодействия металловолокон и продуктов водного распада.
Выбор электродов
Подводная сварка электродной проволокой, покрытой защитным составом, заключается в розжиге дуги в газовом вакууме, что образуется в ходе испарения и распада жидкости. Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.
Вес пленки, содержащейся по всей длине электрода, должен составлять 150% от стержневой массы. При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
Перенапряжение ликвидируется водным охлаждением. Глубина проплавки металлоконструкц
Среди отрицательных показателей данной технологии можно отметить низкие показатели ударного действия, загибочный угол и наплавку металла на стыковую зону.
При подводных сварных работах применяется электродная проволока на основе низкого содержания углерода. Такого рода материал имеет высокую плотность, совпадающую с электродным материалом для работы на суше.
Для работы на глубине марка электродов должна иметь показатели, указывающие на защитную пленку, которая имеет стойкость к влаге. Водонепроницаемо
Также среди недостатков сварки под водой является пропуск при создании шва, его смещение и наплавка, не встречающиеся при работе на поверхности. Для качественной работы требуется иметь соответствующий материал и профессиональные навыки сварщика.
Похожие статьиПрезентация к уроку по теме: Презентация «Сварка это круто»
Слайд 1
Сварка – это круто, сварка – это класс. Смотрите вы на нас. Наша профессия просто класс!Слайд 2
Лучше в мире, спору нет, Сварщика профессия! Дарит всем дуги он свет, Металл соединяет весело!!
Слайд 3
Герои будней – сварщики простые, А руки у героев золотые! Кто с их работой нынче не знаком? На их плечах – весь город, каждый дом! Сварить, создать, отремонтировать мгновенно – Огнем дуги сияя непременно. На предприятии, и дома, и везде Без сварщика не обойтись нигде!
Слайд 4
Конкурс «Разминка» Конкурс «Разминка» построен на ваших знаниях и конечно же на быстроте реакции. Вам предложено 30 блиц-вопросов . Кто быстрее правильно ответит, у того и победные баллы. /каждый правильный ответ оценивается в один балл/
Слайд 5
1. Рабочее место сварщика, оборудованное всем необходимым (пост) 2.Темное стекло на сварочной маске (светофильтр) 3. Отрицательно заряженная часть дуги (катод) 4 . Оборудование для хранения сжатых газов (баллон)
Слайд 6
5. В чем измеряется напряжение (вольты ) 6. Остро заточенный металлический стержень для разметки ( чертилка) 7. Самый активный химический элемент таблицы Менделеева ( кислород) 8. Оборудование для хранения сжатых газов (баллон)
Слайд 7
9 . Самый короткий сварочный шов (прихватка) 10.Сварной ш ов в жидком состоянии (ванна) 12. Самый твердый и хрупкий железо- углеродистый сплав (чугун) 11. Принадлежность для защиты тела сварщика (спецодежда)
Слайд 8
13. Реакция взаимодействия металла и кислорода (окисление) 14. Служит для защиты головы от падающих предметов (каска) 15. Применяют для проверки вертикальности швов (отвес) 16. Изменение формы металла под воздействием внешних воздействий (деформация)
Слайд 9
17. Расстояние между кромками металла (зазор) 18. Самый электропроводный технический металл (медь) 19.Короткий электрический разряд между электродом и изделием (дуга) 20. Направленное движение заряженных частиц (ток)
Слайд 10
21. Материал для съемного ограждения поста (брезент) 22. В чем измеряется сила тока ( Апмер ) 23 . Нужен для закрепления электрода ( электрододержатель ) 24. Очень легкий цветной металл ( алюминий)
Слайд 11
25. Металлический стержень с обмазкой (электрод) 26. Операция по выравниванию металла ( правка) 27. Самый тяжелый технический металл, с большой плотностью (свинец)
Слайд 12
28. Автор открытия явления дуги 29. Напряжение промышленной сети (Петров) 30. Порошкообразный материал для защиты шва (220-380 В) (Флюс)
Слайд 13
31. Инструмент для рубки металла 32. Защищает лицо и глаза 33. Сварке плавлением применяют сварочный материал зубило щиток проволока
Слайд 14
34. Контроль сварного изделия Осмотр 35. Процесс получения неразъемного соединения двух или более деталей называется 36.Вспомогательный инструмент сварщика Щ етка Сварка
Слайд 15
Д уга 37.Разряд между электродами Заземление – это соединение металлических частей оборудования с землёй,которые не находятся под напряжением 38. Что такое заземление
Слайд 16
Сыплет искрами сварщик На холодную сталь. Он сегодня всех раньше «Здравствуй!» солнцу сказал. Солнце выше и выше, Чист и свеж небосвод. Сварщик радугу пишет, Сварщик строит завод. Сыплет искрами сварщик, Вниз течет ручеек И я думаю: счастье Ты нашел, паренек! Ты в рабочие вышел Встретил правильно жизнь. Так держись этой выси! Солнца, парень, держись
Слайд 17
Второй этап: «Мозговой штурм». В этом конкурсе вам предложено отгадать 10 сварочных понятий. Вам будут предложены три подсказки. Чем больше у вас будет предположений, тем больше вероятность, что вы отгадаете ответ.
Слайд 18
Он бывает медным. Если поменять одну букву , получится собака мужского пола. КАБЕЛЬ. . Он может быть расположен на границе. Его выставляют возле памятников. Бывает стационарным и передвижным Материал применяется для автоматической сварки. Бывает во рту. Служит для защиты шва от примесей. Процесс применяют для получения подсолнечного масла. Бывает такой сахар. Процесс вывода вредных примесей. ФЛЮС. РАФИНИРОВАНИЕ ПОСТ.
Слайд 19
Он бывает игрушечный для детской игры. Настоящий нельзя давать детям. Один из них назван именем Калашникова. АВТОМАТ. Так называют лицо умершего человека. Её надевают на маскараде. Она защищает лицо от ожогов МАСКА.
Слайд 20
Нужна , когда жарко. Рваная одежда её обеспечивает. Гоняет воздух, обеспечивает воздухообмен. Его можно делать нитками. Остается после операции. В сварке может быть жидким или твердым. Неразъемное соединение. ВЕНТИЛЯЦИЯ. Он есть у источника питания. Бывает и учебный. Выполняет защитную функцию источника тока от внешних воздействий. КОРПУС. Ими прикидываются, когда ничего не хотят делать. Любимый воспитательный инструмент мастера. По ним подается газ. ШЛАНГИ. ШОВ.
Слайд 21
Третий этап: «Спринтер» Верите ли вы, что спецодежда сварщика снабжается утепляющим верхним бельем? Верите ли вы, что женщин допускают ко всем видам сварочных работ? ( нет, работать без допуска на высоту и в замкнутых пространствах не допускаются Верите ли Вы, что кровотечение может быть невидимым? (да, внутренних органов ) (да, в новых разработках)
Слайд 22
Верите ли вы, что есть сварочный костюм с подогревом? Верите ли вы, что масса сварочного аппарата может быть 5,9 кг? да, портативный аппарат, обеспечивающий ток до 160А, со встроенным корректором потребляемого тока и стабилизатором промышленной сети) . Верите ли вы, что существует звание «Мисс Сварка»? да, во многих странах проводятся конкурсы женщин технологов, сварщиц, студенток (нет)
Слайд 23
(нет, большую роль играет умение манипулировать электродом между кромками, правильность подбора режима сварки, умение держать постоянной сварочную дугу, условия проведения работ) Верите ли вы, что существует памятник Василию Петрову, открывшему дугу? ( нет, памятник существует только Славянову в городе Пермь) Верите ли вы, что руку или ногу нужно бинтовать снизу вверх? (да, при этом каждый ход бинта должен наполовину перекрывать предыдущий) Верите ли вы, что качество прочности сварочного соединения зависит только от подбора сварочных материалов?
Слайд 24
(да, существует новая модель маски с автоматически затемняющимс я фильтром, разработанная шведскими учеными? Верите ли вы, что есть сварочный аппарат, работающий на воде ? (да, аппарат использует метод разложения воды электрической дугой, с раздельным получением водорода и кислорода, при подключении горелки им можно производить сварочные процессы) Верите ли вы, что дугу Петрова можно получить, используя графит от чертежного карандаша? да, Петров использовал заточенные кусочки угля) . Верите ли вы, что есть маска-хамелеон?
Слайд 25
(нет, потому что многие газы хранятся в сжиженном – углекислый газ, кислород, ацетилен) Верите ли вы, что изобретения по сварке сразу нашли свое промышленное применение? . (нет, потому что Россия была очень отсталой страной) Верите ли вы, что травматический шок всегда наступает после получения травмы? нет, только после больших травм, которые получаются от чрезмерных болевых раздражений) Верите ли вы, что газ в баллонах находится в сжатом газообразном состоянии?
Слайд 26
Пока наше жюри подводит итоги двух прошедших конкурсов, предлагаем послушать рифмованные мысли о выбранной профессии, с которой многим из вас придется шагать по жизни. Я в робу сварщика одет. Искры от сварки мелькают. Руки уверенны и сильны. Они свое дело знают. Профессия сварщика трудна болят глаза и ноют руки. Но в жизни она очень важна, и это оправдывает все наши муки. Искристый шов глаза слепит во тьме, И шлака виден легкий водопад, Мне скажут, что я молодец: изделие готово и заказчик рад.