Реферат на тему: Сварка
Оглавление:
У вас нет времени на реферат или вам не удаётся написать реферат? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать реферат», я написала о правилах и советах написания лучших рефератов, прочитайте пожалуйста.
Собрала для вас похожие темы рефератов, посмотрите, почитайте:
- Реферат на тему: Физическая культура и здоровый образ жизни
- Реферат на тему: Экология и здоровье человека
- Реферат на тему: Базы данных
- Реферат на тему: Гипертоническая болезнь
Введение
При сварке электронным пучком проникновение конусообразно. Металл плавится у передней стенки кратера, и расплавленный металл движется вдоль боковых стенок к задней стенке, где он кристаллизуется.
Плавление при сварке
электронным пучком в основном обусловлено давлением потока электронов, типом
выделения тепла в объеме твердого металла и реакционным давлением испаряющегося
металла, вторичными и термическими электронами и излучением. Возможна сварка
непрерывным электронным пучком. Однако при сварке легко испаряются металлы
(алюминий, магний и т.д.), эффективность электронного тока и количество тепла,
выделяемого в продукт, снижается за счет потери энергии при ионизации паров
металла. В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
Возможна сварка
непрерывным электронным пучком. Однако при сварке легко испаряются металлы
(алюминий, магний и т.д.), эффективность электронного тока и количество тепла,
выделяемого в продукт, снижается за счет потери энергии при ионизации паров
металла. В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки:
- ток в луче;
- Напряжение ускорения;
- скорость движения струи по поверхности изделия;
- Длительность импульса и паузы;
- Точность фокусировки луча;
- Степень вакуумирования.


Для перемещения струи на поверхности продукта, продукт или сама струя перемещается с помощью системы отклонения. Система отклонения позволяет лучу колебаться вдоль и поперек шва или по более сложному пути. Низковольтное оборудование применяется при сварке металла толщиной более 0,5 мм для получения сварных швов с отношением глубины к ширине до 8:1. Высоковольтные агрегаты применяются для сварки толстого металла с отношением глубины к ширине до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, показаны на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не должен превышать 0,07 мм, при толщине до 20 мм зазор не должен превышать 0,1 мм) и точное направление балки вдоль оси соединения (отклонение не более 0,2…0,3 мм).
Для больших зазоров (чтобы
избежать подрезания) требуется дополнительный металл в виде технологических бутылок
или порошковой проволоки. В последнем случае существует возможность
металлургического воздействия на металл шва. За счет изменения зазора и
количества присадочного металла доля присадочного металла в сварном шве может
быть увеличена до 50 %.
За счет изменения зазора и
количества присадочного металла доля присадочного металла в сварном шве может
быть увеличена до 50 %.
Электронно-лучевая сварка имеет значительные преимущества.
Высокая концентрация тепла, поступающего в продукт, который выделяется не только на поверхности продукта, но и на определенной глубине в объеме основного металла. Фокусируя электронный пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм, что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В результате можно получить швы, где отношение глубины разрушения к ширине разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы (вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Низкое тепло на входе. Для
достижения одинаковой глубины проникновения при электронно-лучевой сварке 4 …
В 5 раз меньше тепла, чем требуется для дуговой сварки. Это уменьшает искажение
заготовки.
Это уменьшает искажение
заготовки.
Отсутствие насыщения расплавленного и нагретого металла газами. Напротив, в ряде случаев происходит дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Это взрывной шов. Тепло вырабатывается в результате трения между соединяемыми материалами. Трение является результатом взрыва, который сжимает контактные поверхности деталей. Этот метод используется для покрытия металлов инородным материалом. Например, сталь покрыта алюминием.
Этот вид сварки включает в себя несколько вариантов, которые мы сейчас рассмотрим.
Дуговая сварка
Этот тип сварки является
наиболее часто используемым. Свариваемые материалы и/или детали расплавляются
под действием тепла, выделяемого дугой.
Наиболее важными «подтипами» электродуговой сварки являются: ручная дуговая сварка, сварка негорючим электродом, сварка плавлением, сварка под флюсом, сварка электрошлаком.
Это универсальный технологический процесс. С его помощью можно выполнять сварочные работы в любом пространственном положении, из разных видов стали, даже без необходимого оборудования. Используется специальный электрод с флюсовым покрытием. Покрытие служит для защиты металлического шва от внешних воздействий. Сварка производится постоянным током с прямой или обратной полярностью и переменным током. Этот тип сварки используется для коротких и изогнутых сварных швов в труднодоступных местах и для монтажных работ.
В качестве электрода
используется графитовый или вольфрамовый стержень.
В качестве электрода используется проволока (сталь, медь или алюминий), которая подается током через токопроводящий наконечник. Электрическая дуга расплавляет проволоку, и проволока автоматически подается механизмом подачи для обеспечения постоянной длины проволоки. Для защиты от атмосферных воздействий используются защитные газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с электродной проволокой от сварочной головки.
Под флюсовой сваркой
 В качестве флюсов используются
кальцинированный бор, борная кислота, кремниевая кислота и др. Флюсы
используются в виде порошков, паст, водных растворов. Дуговое горение
происходит в пузырьке газа, который находится между металлом и слоем потока.
Сама дуга в этом случае не видна. Эта технология повышает защиту металла от
вредного воздействия атмосферы и улучшает глубину расплава.
В качестве флюсов используются
кальцинированный бор, борная кислота, кремниевая кислота и др. Флюсы
используются в виде порошков, паст, водных растворов. Дуговое горение
происходит в пузырьке газа, который находится между металлом и слоем потока.
Сама дуга в этом случае не видна. Эта технология повышает защиту металла от
вредного воздействия атмосферы и улучшает глубину расплава.При электрошлаковой сварке следующие электроды служат в качестве электродной проволоки, прутков и пластин. Источником тепла является расплавленный шлак, через который протекает электрический ток. Тепло, вырабатываемое флюсом, расплавляет края свариваемых деталей и присадочную проволоку. Этот процесс используется для сварки вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в машиностроении для изготовления кузнечно — сварных и литых конструкций.
плазменная сварка
Источником тепла является
пучок плазмы, который образуется при нагревании электрода электрическим током.
Пучок плазмы сжимается и ускоряется под действием электромагнитных сил, что
оказывает как тепловое, так и газодинамическое воздействие на свариваемый
продукт. При струйном нагреве плавится как цветной металл в непосредственной
близости от дуги, так и присадочный металл. В дополнение к сварке, этот процесс
часто используется для наращивания сварки, распыления и резки.
При струйном нагреве плавится как цветной металл в непосредственной
близости от дуги, так и присадочный металл. В дополнение к сварке, этот процесс
часто используется для наращивания сварки, распыления и резки.
Источником тепла является пучок электронов. Пучок генерируется термоэлектронным излучением катода электронной пучковой пушки. Этот вид сварки используется в промышленных условиях в вакуумных камерах. Известна также технология сварки электронным пучком в атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума непосредственно перед свариваемыми деталями.
Источником тепла является сфокусированный лазерный луч. Используются твердотельные, газовые, жидкостные и полупроводниковые лазеры. Лазерный луч также используется для резки различных материалов. Основными преимуществами лазерной сварки являются: возможность выполнения процесса на высоких скоростях, практически полное отсутствие деформации продукта и узкий стык.
Источником тепла является
газовый факел, который образуется при сжигании смеси кислорода и горючего газа. В качестве горючего газа могут использоваться ацетилен, водород, пропан, бутан
и их смеси. Тепло, выделяемое при сжигании смеси кислорода и
легковоспламеняющегося газа, расплавляет свариваемые поверхности и присадочный
материал, образуя сварочную ванну. Пламя может быть «окисляющим» или
«восстанавливающим», и это регулируется количеством кислорода.
В качестве горючего газа могут использоваться ацетилен, водород, пропан, бутан
и их смеси. Тепло, выделяемое при сжигании смеси кислорода и
легковоспламеняющегося газа, расплавляет свариваемые поверхности и присадочный
материал, образуя сварочную ванну. Пламя может быть «окисляющим» или
«восстанавливающим», и это регулируется количеством кислорода.
Термомеханическая сварка
Сварка производится путем нагрева свариваемых поверхностей. Этот вид сварки также имеет свои варианты.
Этот вид сварки нагревает изделия и деформирует их, что обеспечивает их взаимное проникновение. Сварные детали зажимаются в сварочные клещи и выделяют на электродах ток высокого напряжения, который плавит детали. Затем ток отключается и сильно сжимается клещами, в результате чего металл кристаллизуется и образует сварной шов.
При диффузионной сварке
соединяемые поверхности сжимаются и нагреваются. Обычно этот процесс происходит
в вакууме. В результате этого действия образуется сварной шов. Эта технология
очень дорогая и поэтому в основном используется в аэрокосмической, электронной
и инструментальной промышленности.
Поверхности свариваются путем удара кованым молотком по горячим деталям. Этот тип сварки ненадежен, имеет низкую производительность и подходит для ограниченного количества сплавов. Сегодня кузнечная сварка используется практически нигде.
Высокочастотная токовая сварка
Свариваемые детали располагаются близко друг к другу и нагреваются, пропуская через них высокочастотный ток, после чего детали сжимаются вместе. Полученная в результате заготовка охлаждается и готова к использованию. Процесс в основном используется для производства труб и фитингов из продольной стали.
Внешний вид и развитие сварных швов
Сварка — это процесс формирования постоянных соединений путем создания атомных связей между свариваемыми частями путем их локального или общего нагрева или пластической деформации, либо путем комбинированного действия обеих форм.
В 1802 г. впервые в мире
профессор физики Медико-хирургической академии Санкт-Петербурга В. В. Петров
(1761-1834) открыл электрическую дугу, описал происходящие в ней явления и
указал на возможность ее практического применения.
В 1881 г. русский изобретатель Н.Н. Бенардос (1842-1905) использовал электрическую дугу для соединения и разделения стали. Электрическая дуга Н.Н. Бенардос обгорел между углеродным электродом и сварным металлом. Стальная проволока служила дополнительным стержнем для формирования соединения. Батареи использовались в качестве источника электрической энергии. Тот, что из Н.Н. Предложенная Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н. Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими электродами под защитным газом и механизированную подачу электрода в дугу.
В 1888 г. русский инженер
Н.Г. Славянов (1854-1897) предложил дуговую сварку плавящимся металлическим
электродом. Разработал научные основы дуговой сварки, применил флюс для защиты
металла сварочной ванны от воздействия воздуха, предложил накладную сварку и
сварку чугуна. Н.Г. Славянов изготовил по его проекту сварочный генератор и
организовал в Пермских пушечных мастерских первую в мире электросварочную
мастерскую, в которой работал с 1883 по 1897 год.
Н.Н. Бенардос и Н.Г. Славянов выступили инициаторами автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли широкого применения. Только после Великой Октябрьской социалистической революции сварка получила широкое распространение в нашей стране. Уже в начале 1920-х гг. под руководством профессора В.П. Вологдина на Дальнем Востоке корабли ремонтировались методом дуговой сварки, как и сварные котлы, а позднее — сварки кораблей и критических конструкций.
Разработка и промышленное
применение сварки потребовали разработки и производства надежных источников
питания для устойчивого горения дуги. Такие устройства — сварочный генератор
СМ 1 и сварочный трансформатор с
нормальной магнитной утечкой СТ 2 —
впервые были изготовлены в 1924 году ленинградским заводом
«Электрик». В том же году советским ученым В.П. Никитиным была разработана
принципиально новая схема сварочного трансформатора типа СТН. Производство
таких трансформаторов заводом «Электрик» было начато в 1927 году.
В 1928 году ученый Д.А. Дульчевский изобрел автоматическую дуговую сварку под флюсом.
Новый этап в развитии сварки относится к концу 1930-х годов , когда коллектив Института электросварки АН УССР под руководством академика Э.О. Патон разработал промышленный метод автоматической сварки под флюсом. Его внедрение в производство началось в 1940 г. Во время войны дуговая сварка под флюсом сыграла большую роль в производстве танков, самоходных орудий и авиационных бомб. Позже был разработан метод полуавтоматической сварки под флюсом.
В конце 1940-х годов газовая сварка стала использоваться в промышленности. Команды Центрального научно-исследовательского института машиностроительных технологий и Е.П. Патоновский институт электросварки разработал и внедрил полуавтоматическую сварку в углекислоте в 1952 году.
Главным достижением
сварочного оборудования стала разработка коллективом КЭС в 1949 году метода
электрошлаковой сварки, который позволил сваривать металлы практически любой
толщины.
Авторы работ по сварке углекислого газа плавящимся электродом и электрошлаковой сварке К.М. Новожилив, Г.З. Волошкевич, К.В. Любавский и другие были удостоены Ленинской премии.
В последующие годы в стране применялись ультразвуковая сварка, электронно-лучевая сварка, плазменная сварка, диффузионная сварка, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли ученые нашей страны: В.П. Вологдин, В.П. Никитин, Д.А. Дульчевский, Э.О. Патонов и команды Е.О. Патонова, Центральный научно-исследовательский институт технологии машиностроения, Всесоюзный научно-исследовательский институт автогенного машиностроения, Институт металлургии имени А.А. Байкова, Ленинградский завод «Электрик» и др.
Сварка во многих случаях заменила трудоемкие структурные процессы, такие как клепки и литье, резьбовые соединения и ковка.
Преимущества сварки перед этими методами заключаются в следующем:
- Экономия металла — 10 … 30% и более в зависимости от сложности конструкции
- снижение трудоемкости труда, сокращение продолжительности работы и снижение ее стоимости
- Более дешевое оборудование
- Машинопригодность и автоматизация сварочного процесса
- Возможность ремонта износа
- герметичность сварных соединений выше, чем у заклепочных или резьбовых.
Снижение производственного шума и улучшение условий труда работников
Виды сварки
Сварка плавлением производится при нагреве сильным концентрированным источником тепла (дуга, плазма и т.д.). Кромки сварных деталей сплавляются спонтанно и образуют общий сварочный бассейн, в котором происходят некоторые физические и химические процессы.
Сварка под давлением осуществляется путем пластической деформации металла на стыке под действием сжимающих сил. В результате различные загрязнения и оксиды на свариваемых поверхностях смещаются наружу, и чистые поверхности приближаются к атомному расстоянию адгезии по всему поперечному сечению.
Наиболее важные виды сварки
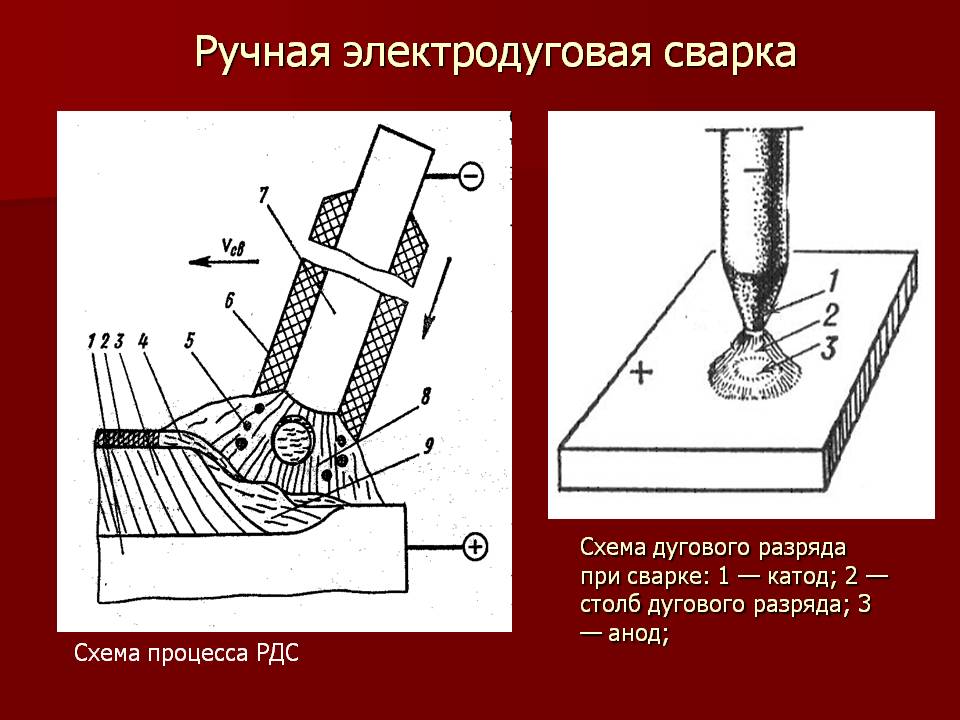
Ручная дуговая сварка выполняется металлическими электродами с покрытием. На электрод и свариваемый металл подается переменный или постоянный ток, в результате чего образуется дуга, длина которой должна поддерживаться постоянной в течение всего процесса сварки.
Под дуговой сваркой. Суть
сварки заключается в том, что дуга горит под слоем порошка для сварки под
флюсом между концом неизолированной электродной проволоки. Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Дуговая сварка в среде инертного газа осуществляется как с помощью не плавящихся (часто вольфрамовых), так и плавящихся электродов.
При сварке негорючим электродом дуга между электродом и свариваемым металлом горит под действием защитного газа. Сварочная проволока подается в зону сварки снаружи.
Сварка плавящимися электродами производится на полуавтоматических и автоматических станках. В этом случае возникает дуга между непрерывно подаваемой голой проволокой и свариваемым металлом.
Защитные газы — инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона и гелия, либо углекислый газ, либо кислород; углекислый газ с кислородом и т.д.).
Газовая сварка осуществляется
путем нагревания до тех пор, пока сварочные кромки и сварочная проволока не
расплавятся высокотемпературным газокислородным пламенем от сварочной горелки. В качестве топливного газа используется ацетилен и его заменители
(пропан-бутан, природный газ, жидкие горючие пары и т.д.).
В качестве топливного газа используется ацетилен и его заменители
(пропан-бутан, природный газ, жидкие горючие пары и т.д.).
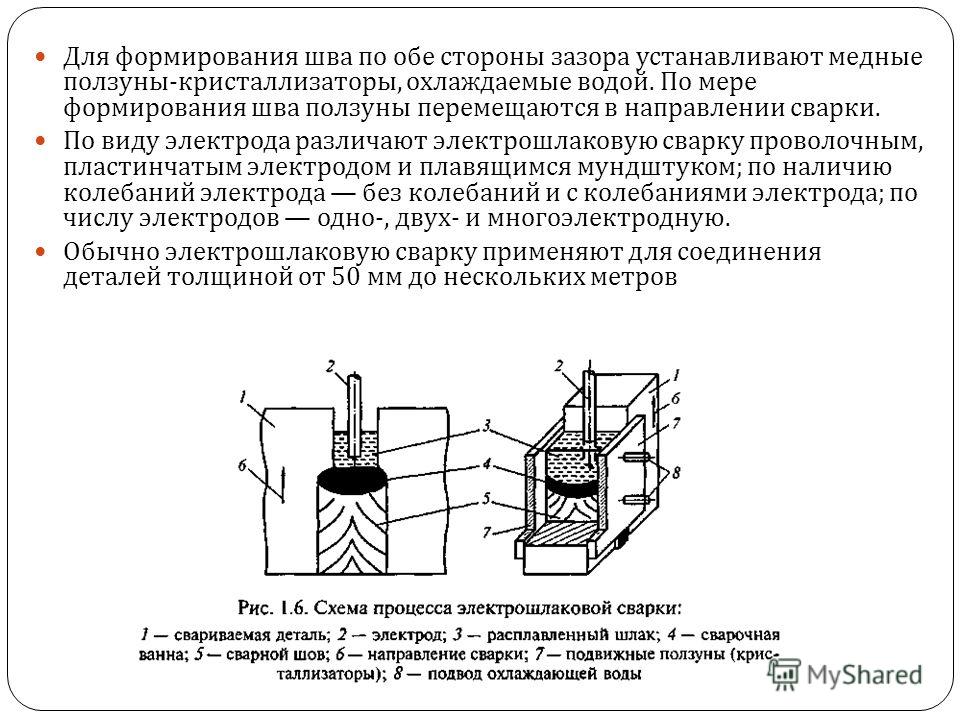
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливаются с зазором между свариваемыми кромками. Проволока и флюс подаются в зону сварки. Дуга горит только в начале процесса. После того, как определенное количество потока расплавилось, дуга гаснет, и ток течет через расплавленный шлак.
Сварка контактов выполняется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в точке нагрева. Локальный нагрев достигается за счет сопротивления электрическому току сварных частей в месте их контакта. Существует несколько видов контактной сварки, которые различаются по форме сварного соединения, технологическим особенностям, способам подачи тока и электропитания.
Типы контактной сварки
Сварка прикладом деталей, свариваемых вместе над поверхностью торцов встык.
При точечной сварке элементы
соединяются в областях, ограниченных площадью концов электродов, которые питают
ток и передают сжимающее усилие.
Контактная сварка рельефа выполняется на отдельных участках на предварительно подготовленных протуберанах — рельефах.
При контактной сварке швом элементы соединяются при помощи притирки вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Суть процесса электронно-лучевой сварки заключается в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. Когда электроны бомбардируют поверхность металла, большая часть их кинетической энергии преобразуется в тепло, которое используется для плавки металла.
Для сварки необходимо: получить свободные электроны, сконцентрировать их и дать им высокую скорость для увеличения их энергии, которая, когда электроны замедляются в свариваемом металле, преобразуется в тепло.
Электронно-лучевая сварка применяется для сварки тугоплавких и редких металлов, высокопрочных, жаропрочных и коррозионностойких сплавов и сталей.
Диффузионная сварка в вакууме
имеет следующие преимущества: металл не плавится, что позволяет получить более
прочные сварные соединения и высокую точность размеров изделий, позволяет
сваривать разнородные материалы: сталь с алюминием, вольфрам, титан, металлокерамику,
молибден, медь с алюминием и титаном, титан с платиной и др.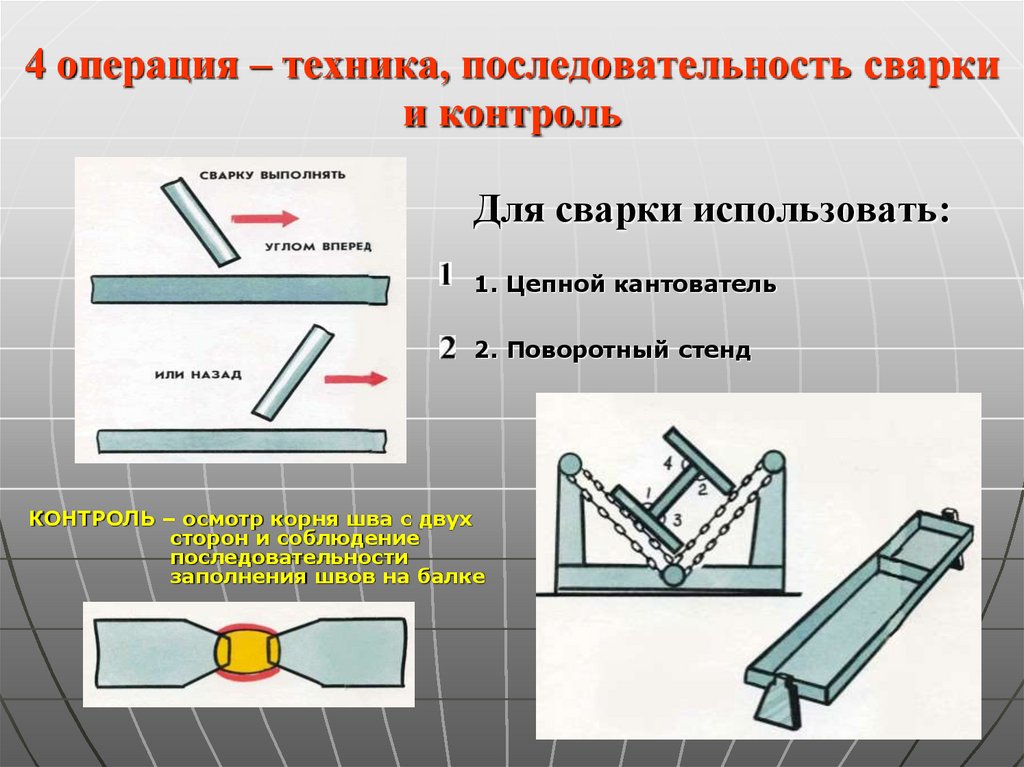
Плазменная сварка может использоваться для сварки однородных и разнородных металлов, а также неметаллических материалов. Температура плазменной дуги, используемой в сварочной технике, достигает 30 000 C. Для генерации плазменной дуги используются плазматроны с прямой или непрямой дугой. При прямом воздействии плазмотронов плазменная дуга образуется между вольфрамовым электродом и основным металлом. В этом случае насадка является электрически нейтральной и служит для сжатия и стабилизации дуги. При использовании непрямых плазмотронов между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны через канал в сопле проходит нейтральный монотомный (аргон, гелий) или диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну дуги, повышая тем самым температуру колонны.
Лазерная сварка. Лазер —
оптический квантовый генератор (OQG). Излучателем — активным элементом — в ОРЦ
могут быть: 1) твердые частицы — стекло с неодимом, рубином и т.д.; 2) жидкости
— растворы оксида неодима, красителей и т.д.; 30 газов и газовых смесей — водород,
азот, двуокись углерода и т.д.; 4) полупроводниковые монокристаллы — арсенидов
галлия и индия, сплавов кадмия с селеном и серой и т.д. Возможно перерабатывать
металлы и неметаллические материалы в атмосфере, в вакууме и в различных газах.
Лазерный луч свободно проникает в стекло, кварц и воздух.
Излучателем — активным элементом — в ОРЦ
могут быть: 1) твердые частицы — стекло с неодимом, рубином и т.д.; 2) жидкости
— растворы оксида неодима, красителей и т.д.; 30 газов и газовых смесей — водород,
азот, двуокись углерода и т.д.; 4) полупроводниковые монокристаллы — арсенидов
галлия и индия, сплавов кадмия с селеном и серой и т.д. Возможно перерабатывать
металлы и неметаллические материалы в атмосфере, в вакууме и в различных газах.
Лазерный луч свободно проникает в стекло, кварц и воздух.
Холодная сварка металлов. Суть данного вида сварки заключается в том, что при воздействии высокого давления на соединяемые элементы в точке контакта возникает пластическая деформация, которая способствует созданию межатомных адгезионных сил и приводит к образованию металлических связей. Сварка производится без нагрева. Холодной сваркой можно получить стыки шва, притирки и столбняка. Таким образом свариваются пластмассовые металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в
твердом состоянии под действием тепла, образующегося при трении поверхностей
свариваемых деталей, с последующим приложением сжимающих усилий. Прочные
сварные соединения создаются металлическими соединениями между контактными
поверхностями сварных деталей.
Прочные
сварные соединения создаются металлическими соединениями между контактными
поверхностями сварных деталей.
Высокочастотная сварка основана на нагреве металла путем прохождения через него высокочастотных токов с последующим выдавливанием рулонов. Такие сварные швы могут быть выполнены с питанием током через контакты и с питанием индукционным током.
Ультразвуковая сварка. При сварке ультразвуком создается постоянная связь между металлами за счет одновременного воздействия на детали механических колебаний высокой частоты и относительно низких сил давления. Этот метод используется при сварке теплочувствительных металлов, пластмасс, металлов и неметаллических материалов.
Взрывная сварка основана на
воздействии на свариваемые детали направленных кратковременных
сверхвысокоэнергетических взрывных давлений порядка (100…200) Х 108 Па.
Взрывозащитная сварка применяется при изготовлении заготовок для прокатки
биметалла, на поверхностях наплавки конструкционных сталей металлами и сплавами
с особыми физико-химическими свойствами, а также при сварке деталей из
разнородных металлов и сплавов.
Полусварочный станок A 547U
Полуавтомат А 547У предназначен для сварки в среде углекислого газа. Позволяет сваривать металлические швы толщиной от 1 мм и более, а также угловые швы на катетерах шва от 1,5 мм и более. Благодаря небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2 мм), можно сваривать швы, расположенные в любом пространственном положении со свободным их формированием. Сварка производится постоянным током с обратной полярностью. В качестве источника тока могут использоваться сварочные преобразователи или сварочные выпрямители с жесткими внешними свойствами.
Общий вид полуавтомата в комплекте со сварочным выпрямителем BC 300 показан на рис. 130. Набор содержит: Питатель 5, сварочный выпрямитель 6 со встроенным пультом управления 7, держатель 4 со шлангом, редуктор — расходомер 3, отопительный газ 2, газовый баллон 1 с углекислым газом, а также соединительные кабели и провода.
Механизм подачи
сконструирован таким образом, что электродная проволока вставляется в зону
дуги. Устанавливается вместе с барабаном 2 электродной проволоки и
газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с
крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает
вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7
находится нажимной шарикоподшипник 6. прижимание электродной проволоки к
подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3.
усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4,
конец которого прижимает вал рычага и поворачивает его к оси 10. На другой
стороне корпуса находится штырь 20, на который помещен барабан с электродной
проволокой. Между барабаном и подающим валиком находится направляющая трубка 8.
Для соединения проводов контуров управления с обеих сторон корпуса имеются
разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый
сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки
вставляется в контактные губки 18 и зажимается штифтом 19.
Устанавливается вместе с барабаном 2 электродной проволоки и
газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с
крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает
вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7
находится нажимной шарикоподшипник 6. прижимание электродной проволоки к
подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3.
усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4,
конец которого прижимает вал рычага и поворачивает его к оси 10. На другой
стороне корпуса находится штырь 20, на который помещен барабан с электродной
проволокой. Между барабаном и подающим валиком находится направляющая трубка 8.
Для соединения проводов контуров управления с обеих сторон корпуса имеются
разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый
сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки
вставляется в контактные губки 18 и зажимается штифтом 19.
Питатель устанавливается на рабочем месте и переносится сварщиком на рукоятке 11. При работе в стационарных условиях механизм подачи закреплен на столе сварщика. В этом случае вместо барабана с электродной проволокой целесообразно использовать проволоку непосредственно из отсека, который размещается на оровку.
Полуавтомат поставляется с двумя типами держателей с шлангами. Одна из них, длиной 1,2 м, предназначена для сварки электродной проволокой диаметром 0,8 — 1 мм при токе до 150А, а вторая, длиной 2,5 м, используется для сварки проволокой диаметром 1 — 1,2 мм при токе до 250А.
Если радиус действия сварочной проволоки больше указанного, то брызги металла на электрод увеличиваются и процесс сварки нарушается; если радиус действия меньше, то наконечник сгорает. Последовательность полета и надежность работы наконечника гарантируется контактной втулкой. Одна контактная втулка используется для изогнутых резаков, а две — для прямых.
Сварка в разных положениях
шва в пространстве выполняется в разных режимах. При переходе от нижних к
вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен
быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и
занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами
дистанционного управления режимом сварки. Устройства для дистанционного
переключения режимов делают полуавтоматы пригодными для начала и окончания
сварки.
При переходе от нижних к
вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен
быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и
занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами
дистанционного управления режимом сварки. Устройства для дистанционного
переключения режимов делают полуавтоматы пригодными для начала и окончания
сварки.
В качестве защитных газов используются активные газы, т.е. те, которые в процессе сварки могут взаимодействовать с другими элементами. Эти газы включают углекислый газ (CO2) или смеси: 70% углекислый газ и 30% аргон (или кислород) для сварки углеродистых сталей; 70% аргон и 30% углекислый газ для сварки легированных сталей.
Использование газовых смесей вместо 100% углекислого газа повышает производительность и качество сварных швов.
Преимущество газосварной
сварки заключается также в том, что на свариваемые изделия, изготовленные по
этой технологии, можно накладывать прочные антикоррозионные слои (оцинкованные
и т. д.) без какой-либо специальной подготовки. Сварка инертным газом также
используется для соединения тонких металлов (0,1 — 1,5 мм).
д.) без какой-либо специальной подготовки. Сварка инертным газом также
используется для соединения тонких металлов (0,1 — 1,5 мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьший объем работ.
Углекислый газ. При нормальном атмосферном давлении удельная плотность двуокиси углерода составляет 0,00198 г/см³. При температуре 31°С и давлении 7,53 МПа сжижается углекислый газ. Температура сжижения газа при атмосферном давлении составляет 78,5o C. Углекислый газ хранится и транспортируется в стальных баллонах под давлением 6 — 7 МПа. Стандартный баллон объемом 40 дм³ вмещает 25 кг жидкой углекислоты, в результате чего при испарении образуется 12 625 дм³ газа. Жидкая углекислота занимает 60-80% объема резервуара, остальная часть объема заполняется испаренным газом.
Заключение
Жидкая углекислота способна растворять воду, поэтому углекислый газ, выделяющийся в цилиндре, должен быть высушен перед подачей в зону листа; его концентрация должна быть не менее 99%. Если углекислый газ содержит влагу, то пористость шва неизбежна.
Если углекислый газ содержит влагу, то пористость шва неизбежна.
Для сварки используется специально произведенная двуокись углерода, также можно использовать двуокись углерода для пищевых продуктов.
Пищевой углекислый газ содержит большое количество влаги, поэтому перед сваркой газ необходимо высушить, пропустив его через картридж, заполненный сульфатом обезвоженной меди, или через сушилку с силикагелем.
В процессе сварки двуокись углерода отвечает следующим техническим требованиям: для класса I CO2 не менее 99,5%, для класса II CO2 — 99%; для класса I водяные пары не более 0,18%, для класса II CO2 — 0,51%.
Если количество сварочных станций превышает 20, желательно иметь централизованную подачу углекислого газа по трубопроводу от рампы или газификационной установки. Рекомендуется оборудовать сварочные станции электромагнитными клапанами, которые позволяют автоматически включать подачу газа перед зажиганием дуги и отключать его после тушения. Каждый сварочный пост должен быть оснащен расходомером (ротаметром).
Список литературы
- Сычев, М.М. Материаловедение. Проектирование конструкционных материалов: Учебник / М.М. Сычев, С.И. Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.
- Мутилина, И.Н. Технология строительных материалов: учебник / И.Н. Мутилина. — Владивосток: Издательский дом ФГТУ, 2004.
- Быков В.П. Ручная дуговая сварка: методические указания / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1995.
- Быков В.П. Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1993.
- Казаков Ю.В. «Сварка и резка материалов» М.2004.
Помощь студентам в учёбе от Людмилы Фирмаль
Здравствуйте!
Я, Людмила Анатольевна Фирмаль, бывший преподаватель математического факультета Дальневосточного государственного физико-технического института со стажем работы более 17 лет. На данный момент занимаюсь онлайн обучением и помощью по любыми предметам. У меня своя команда грамотных, сильных бывших преподавателей ВУЗов. Мы справимся с любой поставленной перед нами работой технического и гуманитарного плана. И не важно: она по объёму на две формулы или огромная сложно структурированная на 125 страниц! Нам по силам всё, поэтому не стесняйтесь, присылайте.
У меня своя команда грамотных, сильных бывших преподавателей ВУЗов. Мы справимся с любой поставленной перед нами работой технического и гуманитарного плана. И не важно: она по объёму на две формулы или огромная сложно структурированная на 125 страниц! Нам по силам всё, поэтому не стесняйтесь, присылайте.
Срок выполнения разный: возможно онлайн (сразу пишите и сразу помогаю), а если у Вас что-то сложное – то от двух до пяти дней.
Для качественного оформления работы обязательно нужны методические указания и, желательно, лекции. Также я провожу онлайн-занятия и занятия в аудитории для студентов, чтобы дать им более качественные знания.
Моё видео:
Вам нужно написать сообщение в Telegram . После этого я оценю Ваш заказ и укажу срок выполнения. Если условия Вас устроят, Вы оплатите, и преподаватель, который ответственен за заказ, начнёт выполнение и в согласованный срок или, возможно, раньше срока Вы получите файл заказа в личные сообщения.
Если условия Вас устроят, Вы оплатите, и преподаватель, который ответственен за заказ, начнёт выполнение и в согласованный срок или, возможно, раньше срока Вы получите файл заказа в личные сообщения.
Стоимость заказа зависит от задания и требований Вашего учебного заведения. На цену влияют: сложность, количество заданий и срок выполнения. Поэтому для оценки стоимости заказа максимально качественно сфотографируйте или пришлите файл задания, при необходимости загружайте поясняющие фотографии лекций, файлы методичек, указывайте свой вариант.
Какой срок выполнения заказа?Минимальный срок выполнения заказа составляет 2-4 дня, но помните, срочные задания оцениваются дороже.
Как оплатить заказ?Сначала пришлите задание, я оценю, после вышлю Вам форму оплаты, в которой можно оплатить с баланса мобильного телефона, картой Visa и MasterCard, apple pay, google pay.
Какие гарантии и вы исправляете ошибки?В течение 1 года с момента получения Вами заказа действует гарантия. В течении 1 года я и моя команда исправим любые ошибки в заказе.
В течении 1 года я и моя команда исправим любые ошибки в заказе.
Качественно сфотографируйте задание, или если у вас файлы, то прикрепите методички, лекции, примеры решения, и в сообщении напишите дополнительные пояснения, для того, чтобы я сразу поняла, что требуется и не уточняла у вас. Присланное качественное задание моментально изучается и оценивается.
Теперь напишите мне в Telegram или почту и прикрепите задания, методички и лекции с примерами решения, и укажите сроки выполнения. Я и моя команда изучим внимательно задание и сообщим цену.
Если цена Вас устроит, то я вышлю Вам форму оплаты, в которой можно оплатить с баланса мобильного телефона, картой Visa и MasterCard, apple pay, google pay.
Мы приступим к выполнению, соблюдая указанные сроки и требования. 80% заказов сдаются раньше срока.
После выполнения отправлю Вам заказ в чат, если у Вас будут вопросы по заказу – подробно объясню. Гарантия 1 год. В течении 1 года я и моя команда исправим любые ошибки в заказе.
 youtube.com/embed/WzNbdAhBPak» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/WzNbdAhBPak» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> youtube.com/embed/qEFVz-qrPmc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/qEFVz-qrPmc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Можете смело обращаться к нам, мы вас не подведем. Ошибки бывают у всех, мы готовы дорабатывать бесплатно и в сжатые сроки, а если у вас появятся вопросы, готовы на них ответить.
В заключение хочу сказать: если Вы выберете меня для помощи на учебно-образовательном пути, у вас останутся только приятные впечатления от работы и от полученного результата!
Жду ваших заказов!
С уважением
Пользовательское соглашение
Политика конфиденциальности
Помощь студентам в учёбе от Людмилы Фирмаль
Здравствуйте!
Я, Людмила Анатольевна Фирмаль, бывший преподаватель математического факультета Дальневосточного государственного физико-технического института со стажем работы более 17 лет. На данный момент занимаюсь онлайн обучением и помощью по любыми предметам. У меня своя команда грамотных, сильных бывших преподавателей ВУЗов. Мы справимся с любой поставленной перед нами работой технического и гуманитарного плана. И не важно: она по объёму на две формулы или огромная сложно структурированная на 125 страниц! Нам по силам всё, поэтому не стесняйтесь, присылайте.
На данный момент занимаюсь онлайн обучением и помощью по любыми предметам. У меня своя команда грамотных, сильных бывших преподавателей ВУЗов. Мы справимся с любой поставленной перед нами работой технического и гуманитарного плана. И не важно: она по объёму на две формулы или огромная сложно структурированная на 125 страниц! Нам по силам всё, поэтому не стесняйтесь, присылайте.
Срок выполнения разный: возможно онлайн (сразу пишите и сразу помогаю), а если у Вас что-то сложное – то от двух до пяти дней.
Для качественного оформления работы обязательно нужны методические указания и, желательно, лекции. Также я провожу онлайн-занятия и занятия в аудитории для студентов, чтобы дать им более качественные знания.
Моё видео:
Вам нужно написать сообщение в Telegram . После этого я оценю Ваш заказ и укажу срок выполнения. Если условия Вас устроят, Вы оплатите, и преподаватель, который ответственен за заказ, начнёт выполнение и в согласованный срок или, возможно, раньше срока Вы получите файл заказа в личные сообщения.
После этого я оценю Ваш заказ и укажу срок выполнения. Если условия Вас устроят, Вы оплатите, и преподаватель, который ответственен за заказ, начнёт выполнение и в согласованный срок или, возможно, раньше срока Вы получите файл заказа в личные сообщения.
Стоимость заказа зависит от задания и требований Вашего учебного заведения. На цену влияют: сложность, количество заданий и срок выполнения. Поэтому для оценки стоимости заказа максимально качественно сфотографируйте или пришлите файл задания, при необходимости загружайте поясняющие фотографии лекций, файлы методичек, указывайте свой вариант.
Какой срок выполнения заказа?Минимальный срок выполнения заказа составляет 2-4 дня, но помните, срочные задания оцениваются дороже.
Как оплатить заказ?Сначала пришлите задание, я оценю, после вышлю Вам форму оплаты, в которой можно оплатить с баланса мобильного телефона, картой Visa и MasterCard, apple pay, google pay.
В течение 1 года с момента получения Вами заказа действует гарантия. В течении 1 года я и моя команда исправим любые ошибки в заказе.
Качественно сфотографируйте задание, или если у вас файлы, то прикрепите методички, лекции, примеры решения, и в сообщении напишите дополнительные пояснения, для того, чтобы я сразу поняла, что требуется и не уточняла у вас. Присланное качественное задание моментально изучается и оценивается.
Теперь напишите мне в Telegram или почту и прикрепите задания, методички и лекции с примерами решения, и укажите сроки выполнения. Я и моя команда изучим внимательно задание и сообщим цену.
Если цена Вас устроит, то я вышлю Вам форму оплаты, в которой можно оплатить с баланса мобильного телефона, картой Visa и MasterCard, apple pay, google pay.
Мы приступим к выполнению, соблюдая указанные сроки и требования. 80% заказов сдаются раньше срока.
После выполнения отправлю Вам заказ в чат, если у Вас будут вопросы по заказу – подробно объясню. Гарантия 1 год. В течении 1 года я и моя команда исправим любые ошибки в заказе.
Можете смело обращаться к нам, мы вас не подведем. Ошибки бывают у всех, мы готовы дорабатывать бесплатно и в сжатые сроки, а если у вас появятся вопросы, готовы на них ответить.
В заключение хочу сказать: если Вы выберете меня для помощи на учебно-образовательном пути, у вас останутся только приятные впечатления от работы и от полученного результата!
Жду ваших заказов!
С уважением
Пользовательское соглашение
Политика конфиденциальности
БЕСПЛАТНОЕ эссе по сварке
БЕСПЛАТНОЕ эссе по сварке
Соединение — это всеобъемлющий термин, который охватывает такие процессы, как сварка, пайка твердым припоем, пайка, склеивание и механическое соединение. Эти процессы являются важным и необходимым аспектом производственных операций. Эта статья посвящена одной теме, в частности, сварке.
Сварка – это процесс соединения однородных металлов. Сварка соединяет металлы путем плавления и сплавления 1, когда соединяются основные металлы, и 2, когда наносится присадочный металл. При сварке используется точечный, локализованный подвод тепла. В большинстве случаев при сварке используются металлы на основе черных металлов, такие как сталь и нержавеющая сталь. Сварка охватывает диапазон температур 1500 ∘ F — 3000 ∘ F (800°С — 1635°С). Сварные соединения обычно прочнее или столь же прочны, как и соединяемые основные металлы. Как правило, сварка используется для кузнечного, кузнечного, нефтепроводного и пищевого оборудования.
Производственные процессы:.
Теперь давайте рассмотрим сварку более подробно. Существует несколько различных видов сварки.
Газокислородная сварка:.
Газокислородная сварка (OFW) включает любую сварочную операцию, в которой используется горение кислорода в качестве теплоносителя. Процесс включает плавление основного металла и, как правило, присадочного металла с использованием пламени, создаваемого на конце сварочной горелки. Топливный газ и кислород смешиваются в соответствующих пропорциях внутри смесительной камеры, которая может быть частью узла сварочного наконечника. Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей расплавленной ванне и сливаются при охлаждении. Одним из преимуществ этого процесса сварки является контроль сварщика над подачей тепла и температурой независимо от добавления присадочного металла. Размер, форма и вязкость сварочной ванны также контролируются в процессе сварки. OFW идеально подходит для ремонтной сварки, а также для сварки тонколистового металла, труб и труб малого диаметра. Сварные швы толстого сечения, за исключением ремонтных работ, неэкономичны по сравнению со многими доступными процессами дуговой сварки.
Очерки, связанные со сваркой
1. Изучение новых сложных навыков
Сначала я должен был получить все свои сварочные принадлежности со склада: сварочные перчатки, сварочные рукава, сварочную куртку, контактные трубки и, что не менее важно, мой сварочный шлем. … «Некоторые свариваются быстро, а некоторые медленно. … Он сварил несколько, чтобы показать мне основную концепцию того, как держать пистолет и где делать сварные швы . .. Я последовал за ним через линию сварки и к основной нижней линии сварки… Пытаясь не отставать, я попытался сварить быстрее и обнаружил, что мои сварные швы были неполными…
- Количество слов: 1078
- Приблизительно Страниц: 4
- Класс: Средняя школа
2. Нержавеющая сталь 304
Понимание того, как сварка влияет на эти марки стали, должно считаться необходимым знанием для всех инженеров-сварщиков. … Верхняя часть сварного шва или верхняя часть сварного шва были закруглены и не вызывали подрезов. … У сварного шва с сильным загрязнением было довольно много проблем. … Поскольку газовая пористость и включения ухудшают механические свойства металла сварного шва, это может нанести ущерб сварному шву. … Сварной шов был далек от полного провара (рис. 7), что привело к общему снижению целостности сварного шва. …
- Количество слов: 991
- Приблизительно Страниц: 4
- Класс: Средняя школа
3. Инженерные процессы Класс
СВАРКА И ПАЙКА Цель: Цель этой лабораторной работы состояла в том, чтобы узнать, как настроить дуговую сварку и как сварить два куска стали вместе. … СВАРКА ПЛАСТИКОВ Цель: Цель лаборатории сварки пластмасс заключалась в том, чтобы понять, как настраивать элементы управления сварочным аппаратом для пластмасс, научиться делать как минимум пять различных типов сварных швов пластмасс и проверить сварные швы на прочность. … Затем мы создали отдельные проекты, используя как минимум 3 различных типа сварных швов, и проверили прочность наших сварных швов. … После подбора более качественных деталей сварной шов стал прочным. Что я узнал: …
- Количество слов: 1862
- Приблизительно Страниц: 7
- Класс: Средняя школа
4.
Линкольн Электрик КомпаниБлагодаря диверсификации производства сварочного оборудования и расходных материалов для сварки Lincoln Electric получила возможность разработать первоклассную платформу. … У Lincoln Electric были отмеченные наградами инженеры, которые помогли развить технологическое лидерство в области сварки. Компания обладала ценными патентами в области дуговой сварки, которые выделяли Lincoln Electric среди конкурентов. … Производя как оборудование, так и расходные материалы, Lincoln извлекала выгоду, предлагая сварочные решения, а не отдельные продукты. … Например, доля сварочного оборудования у Lincoln была выше, чем у ITW. …
- Количество слов: 800
- Приблизительно Страниц: 3
- Уровень: Выпускник
5.
Практический пример тестирования при приеме на работуПосле повторного найма Лигон прошел дополнительное обучение и тестирование, чтобы получить повторную сертификацию для выполнения более сложных сварочных работ. Он снова провалил более сложный тест на сварку. … В отрывке не указано, к какой расе принадлежали другие сварщики, а также не указано, не провалили ли эти сварщики более квалифицированный экзамен по сварке. … Тест измеряет его навыки выполнения определенных сварочных процедур. … Поскольку некоторые аспекты работы требуют, чтобы Лигон мог успешно выполнять более сложные процедуры сварки, его производительность не соответствует требуемому стандарту. …
- Количество слов: 785
- Приблизительно Страниц: 3
- Есть библиография
6.
РоботыСВАРКА Промышленные роботы могут выполнять два вида сварки – точечную и дуговую сварку. При точечной сварке два металлических листа сваривают, накладывая один лист на другой и сплавляя их электропистолетом в нескольких точках. … Детали движутся по конвейерной ленте, и по мере их прохождения робот сваривает их. … При дуговой сварке металлические листы прижимаются друг к другу. …Также робот должен держать электрод на одной высоте во время сварки. …
- Количество слов: 2637
- Приблизительно Страниц: 11
- Класс: Средняя школа
7.
ГидроформингТакие проблемы, как двери, которые закрываются равномерно и плотно, не будут работать без этого типа поддержки для балансировки веса каретки. (Хауэр) В настоящее время в производстве рам используются рельсы, которые вырезаются и свариваются вместе почти так же, как и в ранних рамах на заре моторных транспортных средств. … Вот некоторые причины, по которым следует использовать гидроформинг: этот процесс намного более экономичен, чем современные методы изготовления коробчатых рам, и этот уникальный метод изготовления использует гораздо меньше сварки для создания рамы, чем его предшественник. Этот процесс устраняет около 300 дюймов сварного…
- Количество слов: 1329
- Приблизительно Страниц: 5
- Есть библиография
- Класс: Средняя школа
8.
ВИДЕНИЕ СЕБЯБольшинство людей думают, что умеют сваривать, потому что умеют накладывать валик, но это гораздо больше. Я научился сваривать, и я думаю, что это весело, просто практиковаться весело. Я могу сваривать MIG, TIG и ARC, любой может сваривать MIG или ARC, но сварка TIG непроста, она требует много практики и пациентов. …
- Количество слов: 1331
- Приблизительно Страниц: 5
- Класс: Средняя школа
Есть письменный вопрос? Спросите нашего профессионального писателя!
Отправить мой вопрос
Принципы и области применения сварки | Пример бесплатного эссе
Введение
Роль сварки в повседневной жизни человека невозможно оценить. В чьей-либо близости половина предметов подверглась сварке. Они начинаются от автомобильных кузовов и перил на лестнице до функциональных и декоративных предметов, таких как стулья для патио, подсвечники, пекарские полки, винные стеллажи и так далее. Однако большое количество людей не имеют представления даже об основных азах этой профессии. Поэтому в этой статье будут освещены основные принципы сварки. В нем будут определены основные типы сварки, их последствия и меры предосторожности, необходимые для этих процессов.
Наши специалисты могут предоставить индивидуальное эссе
с учетом ваших инструкций
всего за $13,00 $11,05/страница
спросить себя, что влечет за собой сварка. Как Рут (стр. 8) упрощает весь процесс, сварка — это «…использование тепла для расплавления отдельных кусков металла, чтобы они соединились и сплавились, образуя единый цельный кусок». Поэтому тепло маркирует основу сварки. Соответственно, весь процесс сварки зависит от способности сварщика контролировать тепло для получения качественных результатов. В этой профессии есть термины, используемые для обозначения определенных объектов, характерных для работы. Свариваемые детали называются основным металлом. При сварке к свариваемой детали добавляют некоторые дополнительные металлы, которые называются присадочным металлом. При создании сварного шва сварщик поддерживает область, которая состоит из присадочного металла и основного металла и называется расплавленной ванной. Что действительно отличает сварку от пайки, сварки и пайки твердым припоем, так это состав свариваемых металлов. При сварке состав металла должен быть одинаковым, в отличие от других методов. Ниже приведены правила безопасности при сварке (Pender 7: Finch 9).
Правила техники безопасности при сварке
Как упоминалось выше, сварка связана с теплом. Соответственно, сварка может быть опасной деятельностью. В процессе сварки можно получить порезы, ожоги, поражение электрическим током или просто вызвать пожар, который может привести к потере имущества или даже к гибели людей. Опасная часть сварки возникает не только во время сварки, но и во время других процессов подготовки к сварке, таких как распиловка, шлифовка и воронение. Поэтому важно принимать большие меры предосторожности при выполнении любого процесса сварки. Ниже приведены некоторые из основных мер предосторожности, которые следует учитывать.
Дым
В процессе сварки дым обычно опасен для здоровья человека. Поэтому сварщик должен убедиться, что его лицо не находится в пределах сварочного шлейфа. Если сварка выполняется в помещении, должен быть установлен вентилятор, вытяжка дыма или вытяжной шкаф. Кроме того, сварщик должен носить противоаэрозольную маску или респиратор, одобренные OSHA. В случае беременности респиратор обязателен.
Ожоги
Все тело, включая руки и голову, должно быть защищено натуральными волокнами. Это предохраняет тело от получения ожогов от разлетающихся горячих искр и шлака. Рекомендуется использовать натуральные волокна, поскольку синтетические, такие как нейлон, могут расплавиться при воспламенении. Это может привести к серьезным ожогам.
Arc Burn
Инфракрасное и ультрафиолетовое излучение, создаваемое сварочной дугой, может быть вредным для глаз и кожи. Они могут вызвать слепоту, ожоги или рак кожи. В качестве меры предосторожности сварщик должен носить сварочный шлем с линзами для глаз и защитой лица. Для защиты кожи рекомендуются длинные брюки и одежда с длинными рукавами. Сварочные экраны также должны быть доступны для защиты глаз прохожих и домашних животных. Должен быть дополнительный шлем для любого заинтересованного наблюдателя.
Пожарный
Спички, зажигалки, коврики и любые другие легковоспламеняющиеся вещества не должны находиться в зоне сварки. В мастерской также не должно быть опилок. В целях соблюдения мер предосторожности всегда должен быть огнетушитель класса ABC. Вместе с огнетушителем должна быть аптечка. Также сварщик должен через час после сварки осмотреть окрестности, чтобы убедиться, что сварочные искры не тлеют на месте.
Своевременная доставка! Получите 100% индивидуальная бумага
сделано в
всего за 3 часа
Приступим
Взрывы
В мастерской газовые баллоны, в том числе негорючие, должны постоянно находиться на цепях или ремнях. Это мера предосторожности, потому что давление, которым заполнены эти баллоны, может сделать их опасными снарядами. Кроме того, цилиндры не должны выполнять двойную функцию роликов или опор. На них также нельзя производить сварку. Если кто-то должен отсутствовать более десяти минут, все вентили баллонов должны быть закрыты. Во время транспортировки убедитесь, что баллоны установлены правильной стороной вверх и закреплены цепью. Эту процедуру следует соблюдать, даже когда они пусты.
Основные методы сварки
Существует несколько методов сварки. Они определяются различными свойствами свариваемого металла. Например, металлы различной формы, состава, положения и толщины потребуют различных методов сварки. В этой части статьи эти методы будут обсуждаться один за другим.
Держатель горелки
Обычно определяется толщиной рассматриваемого металла. В легких металлах лошадь должна удерживаться в положении, при котором лошадь накинута на запястье. Способы удержания показаны на рисунках 1 и 2 ниже. При сварке наконечник должен быть совмещен со свариваемым стыком. Наконечник следует держать под углом наклона от 30 до 60 градусов от перпендикуляра. Однако точное определение угла зависит от предполагаемого сварного шва, степени необходимого предварительного нагрева и толщины металла. Более толстые металлы требуют больших вертикальных углов, которые облегчают проникновение. Расстояние от поверхности основного металла до белого конуса пламени должно быть примерно 1/8 дюйма. При правильном положении коня в образовавшейся луже должно быть равное количество свариваемых металлов. Движение наконечника следует начинать круговыми или полукруговыми движениями. Это способствует равномерному распределению тепла по обоим металлам (Giachino 23).
Сварка спереди
Это также называется сваркой в ванне или волнистой сваркой. В этом виде сварки, который также считается самым старым методом сварки, стержень помещается перед наконечником в направлении сварки. Пламя направлено в сторону сварного шва с наклоном кончика под углом от 45 до 60 градусов от пластин. Это способствует предварительному нагреву свариваемых кромок непосредственно перед расплавленной ванной. Наконечник перемещается вперед и назад в полукруглом положении, что обеспечивает баланс тепла между стержнем и стенками основного металла. Этот метод обычно рекомендуется для более легких труб и листового металла, толщина которых не превышает 1/8 дюйма. Из-за своей способности контролировать сварочную ванну он обеспечивает гладкий сварной шов, поэтому он рекомендуется для указанных металлов. Однако он не может хорошо работать с тяжелыми металлами (Griffin 30).
Сварка наотмашь
В этом методе наконечник горелки располагается впереди стержня по направлению к сварному шву. Сварщик помещает конец стержня между сварочной ванной и наконечником горелки. Как и при сварке спереди, угол остается между 45 и 60 градусами от свариваемого соединения или пластин. Для сравнения, движение, требуемое в этом методе, меньше, чем при сварке спереди. В случае прямого стержня его следует перекатывать снова и снова для равномерного распределения тепла. В противном случае стержень может погнуться и быстро перемещаться вместе с горелкой вперед и назад. Этот метод требует движения горелки вперед и назад по сварному шву с одновременным медленным и равномерным продвижением в направлении сварного шва. Этот метод обеспечивает более узкую букву «V» по сравнению с сваркой спереди. Это более рекомендуется для толстых металлов, превышающих 1/8 дюйма. Кроме того, он требует меньше лужи и удилища по сравнению с ударом справа (Griffin 30).
Положения для сварки
По возможности наиболее подходящее положение для сварки в горизонтальном положении. В этом положении легче контролировать лужу, а также это менее утомительно. Это положение, тем не менее, подходит, если материал должен быть сварен на верхней стороне, когда он лежит ровно или почти ровно. С другой стороны, уместно подать заявку на потолочное положение, если материал требует сварки с нижней стороны. Это происходит, когда горелка направлена вверх к суставу. Если оставить лужу слишком большой, она может провиснуть или принять большую каплевидную форму. Таким образом, роль стержня заключается в обеспечении контроля над лужей. Кроме того, в этой позе требуется меньше тепла, потому что тепло обычно поднимается естественным образом (Finch 43).
Если для работы требуется горизонтальный шов, предполагается горизонтальное положение. В этом положении горелка принимает горизонтальное направление к свариваемому материалу. Во время работы сварку следует начинать справа налево. Также сварщик должен предполагать наклон пламени вверх под углом примерно от 45 до 65 градусов. Подходит для техники удара справа. Как и в положении над головой, стержень следует использовать для предотвращения провисания лужи к нижнему краю борта. Нельзя допускать перегрева лужи, поскольку это снижает ее когезивную способность (Finch 44).
Мы поставим бумагу на заказ в соответствии с вашими требованиями.
Скидка 15% Ваш первый заказ
Воспользуйтесь скидкой
Наконец, есть вертикальное положение, при котором лужа в значительной степени опирается на давление пламени факела для поддержки. В этом положении сварщик должен следить за поддержанием стандартного уровня нагрева и за тем, чтобы горячий утюг не выходил из ванны. Время от времени необходимо удалять пламя из лужи, поскольку это предотвращает случаи перегрева. В этом положении сварку начинают снизу с проталкиванием ванны вверх. Делать это нужно движением вперед. Угол наклона наконечника составляет от 45 до 60 градусов. Добавление стержня выполняется сверху прямо перед пламенем (Finch 43).
Назначение различных видов сварки
Существует несколько видов сварки. Каждый тип выполняет определенную функцию, которая ему подходит (Иеффус 29).
Электрошлаковая сварка
Этот тип сварки, также известный как ЭШС, позволяет наплавлять металл шва в полость сварного шва между двумя соединяемыми металлами. Чтобы предотвратить стекание луж, соединение оснащено медными заслонками с водяным охлаждением. Этот метод рекомендуется для горизонтальных сварных швов на металлах размером более 36 дюймов.
Дуговая сварка с флюсовой проволокой
В этом методе, также называемом FCAW, используются заполненные флюсом трубчатые электроды. По сравнению с покрытиями SMAW этот флюс менее хрупок. Рекомендуется для соединения металлических секций толщиной 1 дюйм и более. Это выгодно из-за его соответствия технологии.
Газовая дуговая сварка металлическим электродом
Этот метод, также называемый инертным газом, включает использование внешнего газа для защиты зоны сварки. Газы могут быть гелием, аргоном, углекислым газом или их смесью. Благодаря своей способности к раскислению он может обеспечивать несколько слоев сварного шва на стыке. В этом методе используются низкие температуры, поэтому он рекомендуется для тонких металлов толщиной менее четверти дюйма.
Плазменная дуговая сварка
В этом методе используется очень горячая плазменная струя, создаваемая ионизированным газом и электродами. Это использование высокой концентрации энергии делает его фаворитом для глубоких соединений и узких сварных швов.
Дуговая сварка вольфрамовым электродом
Также называется вольфрамовым инертным газом. Этот метод включает генерацию тепла от вольфрамовых электродов в качестве одного из полюсов дуги. При необходимости расплавленный материал обеспечивается присадочной проволокой. В основном рекомендуется для тонких сварных швов, требующих отличного качества и красивой обработки поверхности.
Текущие проблемы и технологические изменения
В последние годы были зафиксированы различные случаи гибели людей и уничтожения имущества в результате обрушения зданий. Вину возложили на сварку. Многие аналитики обвиняли сварщиков в некачественной работе, не выдерживающей никакого давления. Это привело к усовершенствованию методов сварки, чтобы охватить передовые технологии, чтобы предотвратить повторение таких случаев. Одним из заметных улучшений в отрасли является включение компьютера для предварительного определения относительного движения между основным металлом и источником тепла. Это приводит к более безопасному и надежному сварному шву. В дополнение к использованию компьютеров в отрасли также появились роботы, которые «способны к многоосевому движению» для облегчения движения (David & DebRoy 49).7).
Всего за $13,00 $11,05/страница
вы можете получить специально написанную
академическую работу
в соответствии с вашими инструкциями
Узнать больше
В дополнение к этому можно отслеживать положение и размер сварочной ванны и других важных параметров. Этому способствует система слежения, работающая от инфракрасного и других оптических излучений. Они помогают в определении точного сварного шва. Из-за интенсивности тепла вокруг сварочной ванны образуется газовая плазма, обладающая электропроводностью. По мере совершенствования технологии плазменная ванна используется в качестве монитора выбросов паров металла сварочной ванной (David & DebRoy 497). Это становится важным шагом на пути к охране окружающей среды и здоровью сварщиков. Это также полезно при лазерной сварке, поскольку дает оценку энергии, достигающей заготовки, и оценку электропроводности дуги при дуговой сварке вольфрамовым электродом.
Заключение
В заключение отметим, что роль сварки в человеческом обществе незаменима. Поэтому требуется все больше и больше технологических достижений для повышения качества и надежности сварочных изделий. Кроме того, необходимо проводить все больше и больше исследований для обеспечения безопасности окружающей среды и здоровья сварщиков. Учитывая все это, профессия будет с легкостью продолжать выполнять свою важную роль в обществе.
Процитированные работы
Арес, Джоза. Металл: методы формовки, ковки и сварки. Хауппож, Нью-Йорк: Образовательные услуги Бэррона, 2006 г.
Остин, Джон. Электродуговая сварка. Чикаго: Американское техническое общество, 1952.
Кэри, Ховард. Современная технология сварки. Englewood Cliffs, NJ: Prentice-Hall, 1979.
Дэвид А. и Деброй Т. Текущие вопросы и проблемы в области науки о сварке. Журнал науки. 257: 497-501. 1992. 2009. Интернет.
Финч, Ричард. Справочник по эффективной сварке. Сент-Пол, Миннесота: Motorbooks International, 2005.
Джачино, Уильям. Технология сварки. Чикаго: Американское техническое общество, 1973.
Гриффин, Иван. Сварочные процессы. Олбани, Нью-Йорк: Delmar Publishers, 1978.
Джеффус, Л. Сварка: Принципы и приложения. Стэмфорд, Коннектикут: Cengage Learning, 2002.
Пендер, Ангус. Сварка. Торонто: McGraw-Hill Co. of Canada, 1968.
Рут, К. Основы сварки: введение в практическую и декоративную сварку. Нью-Йорк: Creative Publishing International, 2003.
Очерк по электросварке: 4 лучших эссе | Отрасли
РЕКЛАМА:
Вот сочинение на тему «Электросварка металлов» для 11 и 12 классов. Найдите абзацы, длинные и короткие сочинения на тему «Электросварка металлов», написанные специально для студентов.
Эссе по электросваркеСодержание эссе:
- Эссе о значении электросварки
- Очерк методов электросварки
- Эссе о применении электросварки
- Очерк преимуществ электросварки
- Очерк о недостатках электросварки
Эссе № 1.
Значение электросварки:ОБЪЯВЛЕНИЯ:
Электросварка — это процесс, при котором две или более одинаковых или разнородных металлических детали соединяются вместе путем их нагревания до подходящей температуры, так что они сплавляются вместе в желаемом месте. Нагрев локальный.
Иногда также используется наполнитель. Все металлы могут быть соединены вместе тем или иным процессом сварки. Некоторые металлы легко свариваются, а другие трудно свариваются. Как правило, металлы с низкой температурой плавления не подлежат сварке.
Сварка может быть различных видов, напр. Газовая сварка, Электросварка и Электронно-лучевая сварка. Электросварку применяют для изготовления мостов, сварки резервуаров, стальных каркасов и деталей машин из листового металла. Также используется для ремонта. Кроме того, сварка является наиболее эффективным способом соединения металлов.
Двумя наиболее важными принципами электросварки являются сварка сопротивлением и дуговая сварка. В случае контактной сварки обычно применяют давление, но в случае дуговой сварки его избегают.
РЕКЛАМА:
Эссе № 2. Методы электросварки :
Выбор надлежащего метода будет зависеть от свариваемого металла, его толщины и ожидаемых свойств сварного шва.
Обычно используются следующие методы:
1. Левая сварка
ОБЪЯВЛЕНИЯ:
2. Сварка справа
3. Вертикальная сварка
1. Левая сварка:
Также известен как прямая сварка. При этом типе сварки присадочный стержень держится в левой руке, а продувочная труба — в правой. Сварка начинается с правой стороны и продолжается слева.
ОБЪЯВЛЕНИЙ:
Положение продувочной трубы и наполнительного стержня показано на рис. 4.1. Этот метод широко используется для стыковой сварки стальных листов.
2. Сварка справа:
Он также известен как обратная сварка. В этой сварке присадочная проволока следует за продувочной трубой во время операции сварки.
Присадочный стержень и продувочная трубка удерживаются, как обычно, с левой и с правой стороны соответственно, и сварка начинается с левой стороны и продолжается вперед с правой стороны, как показано на рис. 4.2. Этот метод очень широко используется для сварки стальных листов.
3. Вертикальная сварка:
Это очень полезный и экономичный метод сварки, который можно использовать для металлических листов любой толщины, но только тогда, когда эти листы можно расположить в вертикальной плоскости. При этом методе подготовки кромок не требуется, поэтому достигается значительная экономия времени и денег за счет этого фактора, а также соответствующего расхода присадочной проволоки.
Сварка начинается с нижней части пластин и продолжается по ней вверх. В этом методе наполнительный стержень движется вперед, за ним следует нагнетательная труба. Наклон присадочной штанги во всем корпусе составляет 30°.
Требования к хорошему сварному шву:
1. Основное требование к хорошему сварному шву – отсутствие внешних дефектов, таких как неравномерная ширина и высота валиков.
2. Шов должен иметь ровный цвет.
3. Равномерная ширина шва.
4. Отсутствие поверхностных дефектов типа трещин, пористости поверхности.
5. Отсутствие внутренних дефектов, таких как дыры, неполная проварка и т. д.
Обратите внимание, чтобы избежать дефектов сварки :
1. Следует поддерживать правильную длину дуги.
2. Сварочный ток следует выбирать в соответствии с характером работы.
3. Необходимо использовать правильную технику сварки.
4. Следует выбрать электрод правильного типа и размера.
5. Проварка свариваемых деталей должна быть выполнена надлежащим образом.
Эссе № 3. Применение электросварки :
1. Строительство котлов и сосудов под давлением.
2. Строительство мостов.
3. Строительство резервуаров и сосудов для хранения.
4. Трубопроводы и трубопроводы.
5. Мебель бытовая.
6. Ремонт сломанных и поврежденных деталей.
7. Авиастроение.
8. Станки, приспособления и приспособления.
9. Сельхозтехника.
10. Строительные конструкции, навесы и т. д.
Эссе № 4. Преимущества электросварки :
1. Ремонт с помощью сварки очень прост.
2. Его можно использовать где угодно.
3. Сваркой можно соединять большое количество металлов/сплавов.
4. Обеспечивает гибкость конструкции.
5. Доступно портативное сварочное оборудование.
6. Сварочный метод соединения является самым дешевым методом по сравнению с другим типом соединения.
7. Обеспечивает постоянный сварной шов.
8. Хороший сварной шов так же прочен, как и основной металл.
Эссе № 5. Недостатки электросварки :
1. Высокая начальная стоимость оборудования.