РЕЖИМЫ СВАРКИ ПОД ФЛЮСОМ — Инструмент, проверенный временем
Режим автоматической сварки под флюсом включает ряд параметров. Основные из них — сила сварочного тока, напряжение дуги, скорость сварки, диаметр электрода, род и полярность тока. Дополнительные параметры — вылет электрода, наклон электрода и др.
Параметры режима сварки выбирают исходя из толщины свариваемого металла и требуемой формы сварного шва, которая определяется глубиной проплавления и шириной шва. Режим сварки определяют по экспериментальным (справочным) таблицам или приближенным расчетом с последующей проверкой на технологических пробах. Обычно режим сварки выбирают в следующем порядке: в зависимости от толщины свариваемого металла выбирают диаметр электродной проволоки, затем в зависимости от диаметра устанавливают силу сварочного тока, далее скорость подачи электрода и скорость сварки. Примерные режимы автоматической сварки под флюсом приведены в таблице 13.2.
Таблица 13. Режимы сварки под флюсом
|
Ниже рассматривается влияние перечисленных параметров режимов на формирование шва и приводятся рекомендации к их выбору.
Сила сварочного тока. От силы тока зависит тепловая мощность дуги. При увеличении силы тока количество выделяющейся теплоты возрастает и увеличивается давление дуги на ванну. Это приводит к увеличению глубины проплавления основного металла и доли участия его в формировании швов.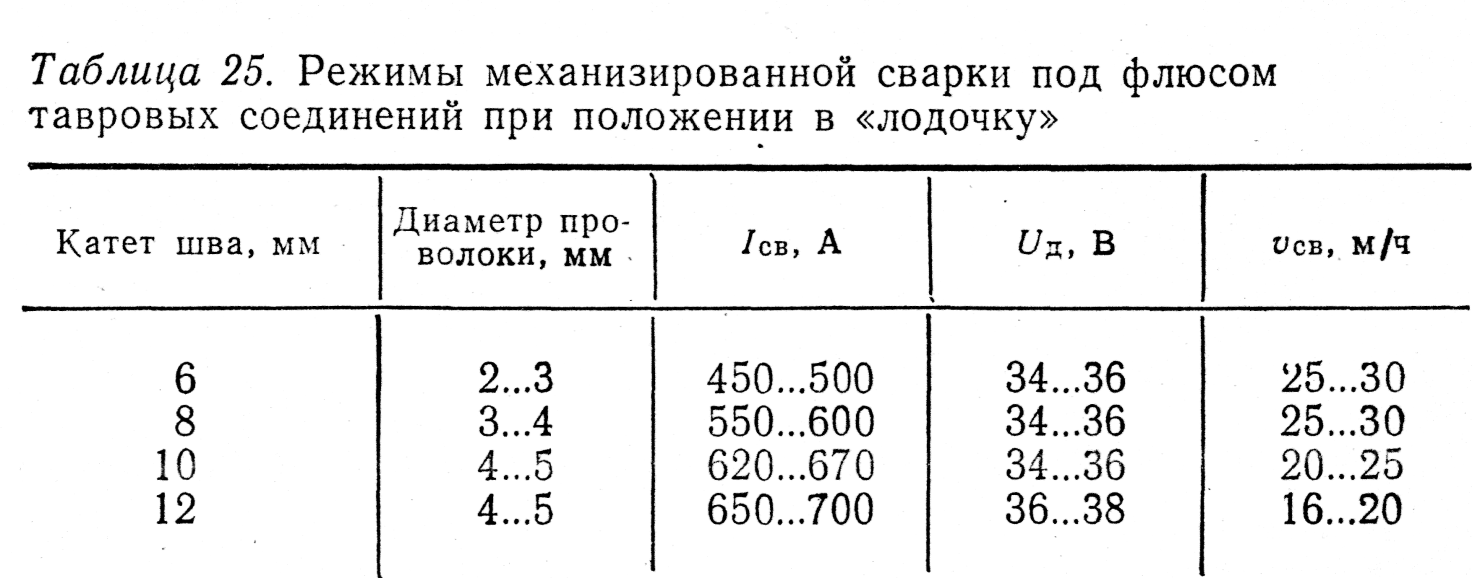
а б |
10м/ч 40 м/ч 100 м/ч Рис. 13.4. Влияние параметров режима на форму шва: а — варочный ток; б — напряжения дуги; в — скорость сварки |
Диаметр электродной проволоки. При увеличении диаметра электродной проволоки и неизменном сварочном токе плотность тока на электроде уменьшается, одновременно усиливается блуждание дуги между концом электрода и поверхностью сварочной ванны, что приводит к возрастанию ширины шва и уменьшению глубины провара. И, наоборот, при уменьшении диаметра электродной проволоки плотность тока в ней увеличивается, уменьшается блуждание дуги, происходит концентрация теплоты на малой площади сварочной ванны и глубина провара возрастает, ширина шва при этом уменьшается. Это позволяет при сварке тонкой электродной проволокой сравнительно на небольших токах получать глубокий провар.
Напряжение дуги. Из всех параметров режимов автоматических способов дуговой сварки напряжение дуги (рис. 13.4, б) оказывает наибольшее влияние на ширину шва. С повышением напряжения дуги увеличиваются ее длина и подвижность, в результате чего возрастает доля теплоты, идущей на плавление поверхности основного металла и флюса. Это приводит к значительному увеличению ширины шва, причем глубина проплавления уменьшается, что особенно важно при сварке тонкого металла. Несколько уменьшается и высота выпуклости шва.
С повышением напряжения дуги увеличение ширины шва зависит и от рода тока. При одних и тех же напряжениях дуги ширина шва при сварке на постоянном токе, а в особенности при обратной полярности, значительно больше ширины шва, выполненного на переменном токе.
Род токаи полярность. Характер зависимости формы и размеров шва от основных параметров режимов сварки при переменном токе примерно такой же, как и при постоянном. Однако полярность постоянного тока оказывает различное влияние на глубину проплавления, что объясняется разным количеством теплоты, выделяемой на катоде и аноде..jpg) При дуговой сварке под флюсом постоянным током применяется, как правило, обратная полярность.
При дуговой сварке под флюсом постоянным током применяется, как правило, обратная полярность.
Скорость сварки. Влияние скорости сварки (рис. 13.4, в) на глубину проплавления и ширину шва носит сложный характер.
Сначала при увеличении скорости сварки столб дуги все больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (более 40-50 м/ч) заметно уменьшается погонная энергия и глубина проплавления начинает уменьшаться. Во всех случаях при увеличении скорости сварки ширина постоянно уменьшается. При скорости сварки более 70-80 м/ч основной металл не успевает достаточно прогреваться, в результате чего по обеим сторонам шва возможны несплавления кромок или подрезы. При необходимости ведения
Скорость подачи электродной проволоки. Этот параметр режима сварки тесно связан с силой сварочного тока и напряжением дуги. Для устойчивого процесса сварки скорость подачи электродной проволоки должна быть равна скорости ее плавления. При недостаточной скорости подачи проволоки возможны периодические обрывы дуги, при слишком большой скорости происходят частые короткие замыкания электрода на сварочную ванну. Все это ведет к появлению непроваров и неудовлетворительному формированию шва.
Для устойчивого процесса сварки скорость подачи электродной проволоки должна быть равна скорости ее плавления. При недостаточной скорости подачи проволоки возможны периодические обрывы дуги, при слишком большой скорости происходят частые короткие замыкания электрода на сварочную ванну. Все это ведет к появлению непроваров и неудовлетворительному формированию шва.
Вылет электрода. С увеличением вылета электрода возрастает интенсивность его предварительного подогрева проходящим сварочным током. Электрод плавится быстрее, а основной металл остается сравнительно холодным. Кроме того, увеличивается длина дуги, что приводит к уменьшению глубины проплавления и некоторому увеличению ширины шва. Обычно вылет составляет 40-60 мм.
б |
Рис. 13.5. Влияние наклона при сварке на форму шва: а — электрода; б — детали При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается, а глубина проплавления уменьшается. |
 Уменьшается также высота выпуклости шва, но заметно возрастает ширина, что позволяет использовать этот метод при сварке металла небольшой толщины. Кроме того, при сварке углом вперед лучше проплавляются свариваемые кромки, что дает возможность производить сварку на повышенных скоростях. При сварке углом назад жидкий металл давлением газов вытесняется из-под дуги, т. е. толщина его прослойки под дугой уменьшается, а глубина проплавления увеличивается. Увеличивается также высота выпуклости шва, но значительно уменьшается его ширина. Ввиду глубокого проплавления и недостаточного прогрева свариваемых кромок возможны несплавления основного металла с
Уменьшается также высота выпуклости шва, но заметно возрастает ширина, что позволяет использовать этот метод при сварке металла небольшой толщины. Кроме того, при сварке углом вперед лучше проплавляются свариваемые кромки, что дает возможность производить сварку на повышенных скоростях. При сварке углом назад жидкий металл давлением газов вытесняется из-под дуги, т. е. толщина его прослойки под дугой уменьшается, а глубина проплавления увеличивается. Увеличивается также высота выпуклости шва, но значительно уменьшается его ширина. Ввиду глубокого проплавления и недостаточного прогрева свариваемых кромок возможны несплавления основного металла сНаклон электрода вдоль шва. Обычно сварку выполняют вертикально расположенным электродом, но в отдельных случаях она может производиться с наклоном электрода углом вперед или углом назад (рис. 13.5, а).
наплавленным и образованием пористости шва. Учитывая это, данный метод применяют ограниченно, в основном при сварке металла большой толщины на больших скоростях, например при двухдуговой сварке или выполнении кольцевых швов небольшого диаметра.
Наклон изделия. Обычно автоматическая и механизированная сварка под флюсом производится в нижнем положении (рис. 13.5, а). Возможна сварка на подъем или на спуск (рис. 13.5, б). При сварке на подъем жидкий металл под действием собственного веса вытекает из-под дуги, толщина его прослойки уменьшается, что приводит к увеличению глубины проплавления и уменьшению ширины шва. При угле наклона 6-8° по обе стороны шва могут образоваться подрезы, ухудшающие форму шва.
При сварке на спуск расплавленный металл подтекает под дугу, что приводит к увеличению толщины его прослойки. Глубина проплавления при этом уменьшается. Этот метод, позволяющий несколько увеличить скорость сварки при хорошем формировании шва и небольшой глубине проплавления, применяется при сварке тонкого металла. При угле наклона более 15-20° происходит сильное растекание электродного металла, который только натекает на поверхность свариваемого изделия, но не сплавляется с ним, поэтому не применяется.
Марка флюса и его грануляция. Различные флюсы обладают разными стабилизирующими свойствами, с повышением которых увеличиваются длина дуги и ее напряжение, в результате чего возрастает ширина шва и уменьшается глубина проплавления. Чем крупнее флюс, тем меньше его объемная масса. Флюсы с малой объемной массой (крупнозернистые стекловидные и пемзовидные) оказывают меньшее давление на газовую полость зоны сварки, что способствует получению более широкого шва с меньшей глубиной проплавления. Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавления и уменьшению ширины шва.
Различные флюсы обладают разными стабилизирующими свойствами, с повышением которых увеличиваются длина дуги и ее напряжение, в результате чего возрастает ширина шва и уменьшается глубина проплавления. Чем крупнее флюс, тем меньше его объемная масса. Флюсы с малой объемной массой (крупнозернистые стекловидные и пемзовидные) оказывают меньшее давление на газовую полость зоны сварки, что способствует получению более широкого шва с меньшей глубиной проплавления. Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавления и уменьшению ширины шва.
6.3. Расчет режимов сварки (наплавки) под флюсом проволокой сплошного сечения
Расчет сварочного тока, А, производится по формуле
При сварке и наплавке под флюсом, для более глубокого проплавления, рекомендуется использовать высокие значения плотности тока в электродной проволоке ( а ≥40 ÷ 50 А/мм2 ), а при наплавке для снижения глубины проплавления принимается а≤ 30 ÷ 40 А/мм2. Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
| Сила сварочного тока, А | 180-300 | 300-400 | 500-600 | 600-700 | 700-850 | |
| Напряжение дуги, В | 32-34 | 34-36 | 36-40 | 38-40 | 40-42 | 41-43 |
Наплавку рекомендуется выполнять при постоянном токе прямой полярности. Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока. Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
где dПР – диаметр проволоки, мм; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3).
Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по формулам:
для переменного тока:
для постоянного тока прямой полярности:
для постоянного тока обратной полярности
αР= 10 ÷ 12 г/Ач
Скорость сварки, м/ч, рассчитывается по формуле:
где αН — коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ — коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
При наплавке под флюсомFB — площадь поперечного сечения одного валика, см2, укладываемого за один проходможно принять равной 0,3 ÷ 0,6 см2.
Масса наплавленного металла, г, определяется по формуле:
где VН — объем наплавленного металла, см3.
Объем наплавленного металла, см3, определяется из выражения
где Fн – площадь наплавленной поверхности, см2; h – высота наплавленного слоя, см.
Расход сварочной проволоки, г, определяется по формуле
де GH – масса наплавленного металла, г; Ψ – коэффициент потерь.
Расход флюса, г/пог.м, определяется по формуле
Время горения дуги, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
де kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.
Расход электроэнергии, кВт ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВтч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).
Марки флюса приведены в табл. 5.3.
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
Технические характеристики аппаратов для автоматической сварки (наплавки) под флюсом приведены табл. 6 приложения.
6 приложения.
Режимы под флюсом — Энциклопедия по машиностроению XXL
Опытные данные показывают, что в условиях автоматической и полуавтоматической сварки под флюсом, а так ке в среде углекислого газа, в диапазоне режимов, обеспечивающих удовлетворительное формирование, коэффициент полноты валика [Хв изменяется в узких пределах и практически имеет устойчивое значение рв =- 0,73. [c.191]| Таблица 53. Режимы сварка под флюсом |
Ширина зоны термического влияния зависит от толщины металла, вида и режимов сварки. При ручной дуговой сварке она составляет обычно 5—6 мм, при сварке под флюсом средних толщин около 10 мм, при газовой сварке до 25 мм. [c.30]
Участки I и II ВАХ соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ. Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
[c.57]
Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ. Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой.
[c.57]
Параметры режима сварки под флюсом. Основными составляющими режима сварки под флюсом являются величина тока, его род и полярность, напряжение дуги, скорость сварки, диаметр электрода, скорость подачи электродной проволоки. Дополнительные параметры режима — вылет электрода, наклон электрода и изделия, марка флюса, подготовка кромок и вид сварного соединения. [c.75]
Примерные режимы автоматической и полуавтоматической сварки под флюсом на переменном токе низкоуглеродистой стали толщиной 10 мм приведены в табл. 3.
[c.76]
3.
[c.76]
Назовите параметры режима сварки под флюсом. [c.79]
Процесс электрошлаковой сварки возник в свое время как дальнейшее развитие процесса дуговой сварки под флюсом, когда было установлено, что при определенных режимах электрод закорачивается на слой расплавленного шлака и выделение [c.129]
В остальном, с учетом указанных особенностей, расчет режимов при сварке под флюсом аналогичен расчету режимов сварки в среде защитных газов (пункты 1 — 14). [c.55]
Сварка автоматическая под флюсом—Режимы 5—541 [c.118]
Сварка автоматическая под флюсом — Режимы 5 — 541 [c.282]
Головки для автоматической сварки под флюсом конструкции ЦНИИТМАШ построены по принципу независимой скорости подачи электродной проволоки. Рациональная конструкция сварочной головки с независимой скоростью подачи электродной проволоки должна допускать плавное регулирование скорости электрода без перерыва процесса сварки. Это облегчает подбор сварочных режимов и позволяет в случае значительного падения напряжения сети путём замедления скорости подачи электрода поднять напряжение на дуге и улучшить форму шва.
[c.243]
Это облегчает подбор сварочных режимов и позволяет в случае значительного падения напряжения сети путём замедления скорости подачи электрода поднять напряжение на дуге и улучшить форму шва.
[c.243]
Трансформаторы СТЭ-23, -24, -32, -34, СТАН-0, -I предназначены для ручной сварки. Остальные трансформаторы, указанные в табл. 1, применяются главным образом при автоматической и полуавтоматической сварке под флюсом. Буква Д в наименовании типа означает, что трансформатор снабжен электроприводом для дистанционного регулирования режима. Однотипные трансформаторы [c.181]
Неравномерность усиления шва по высоте при ручной сварке может возникнуть при неправильных приемах заварки прихваток, возвратных движениях ири заварке кратеров, при плохом формировании шва из-за неправильно выбранного режима сварки и низкого качества электродов. При автоматической сварке под флюсом неравномерные по высоте швы получаются при заниженной величине тока относительно требуемого для принятой скорости сварки.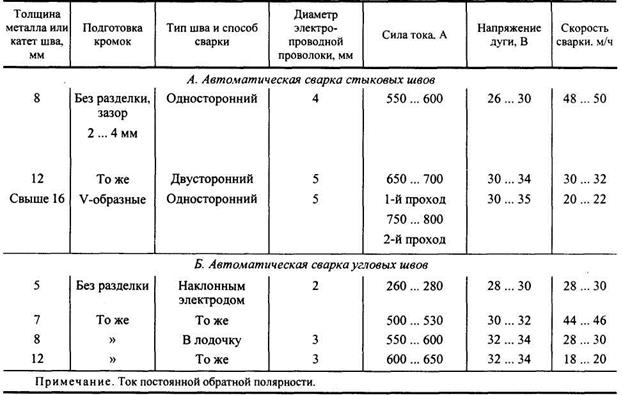 [c.464]
[c.464]
Основные технологические данные о подготовке кольцевых стыковых кромок под сварку и режимы автоматической сварки под флюсом с предварительной ручной подваркой приведены в табл. 29—32. [c.116]
Режимы автоматической сварки под флюсом основных кольцевых наружных швов, выполняемых после ручной подварки [c.116]
В табл. 32 приведены режимы автоматической сварки под флюсом основных кольцевых наружных швов, выполняемых после ручной подварки. [c.117]
Для питания дуги на участке II с жесткой характеристикой применяют источники с падающей или пологопадающей характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом). Режим горения дуги определяется точкой пересечения характеристик дуги б и источника тока I (рис. 5.4, б). Точка В соответствует режиму неустойчивого горения дуги, точка С — режиму устойчивого горения дуги (/св и f/д), точка А — режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60. .. 80 В). Точка D соответствует режиму короткого замыкания при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.225]
Режим холостого хода характеризуется повышенным напряжением (60. .. 80 В). Точка D соответствует режиму короткого замыкания при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
[c.225]
Химический состав сварочной ванны в первую очередь определяется составом электродной проволоки и основного металла в зависимости от доли его участия в шве. Доля участия основного металла определяется способом и режимом сварки и может изменяться от 0,15 до 0,6 для ручной сварки покрытыми электродами и автоматической под флюсом соответственно. Конечный состав шва устанавливается [c.227]
Повышенное качество сварных швов обусловлено получением более высоких механических свойств наплавленного металла благодаря надежной защите сварочной ванны флюсом, интенсивному раскислению и легированию вследствие увеличения объема жидкого шлака, сравнительно медленного охлаждения шва под флюсом и твердой шлаковой коркой, улучшением формы и поверхности сварного шва и постоянством его размеров по всей длине вследствие регулирования режима сварки, механизированных подачи и перемещения электродной проволоки.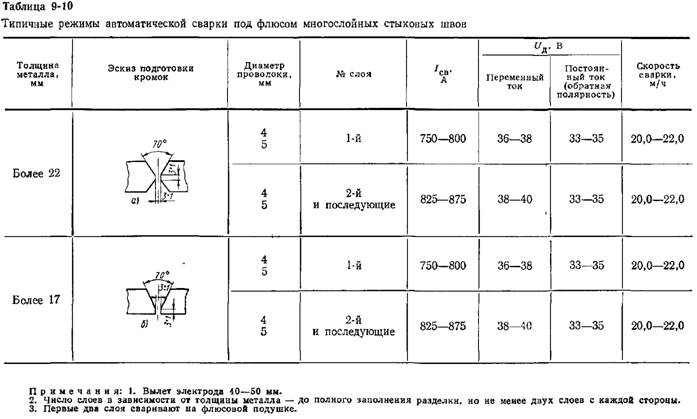 [c.232]
[c.232]
Режим сварки. Определение режима сварки производится по экспериментально-расчетной методике с использованием эмпирических соотношений, полученных обработкой опытных данных. Параметрами режима автоматической сварки под флюсом являются сварочный ток, напряжение дуги, скорость сварки и скорость подачи сварочной проволоки. Основной параметр — сварочный ток — в случае сварки по стыку с зазором без разделки кромок определяется исходя из условия полного провара свариваемого сечения на величину Я. При односторонней сварке Я принимается равным толщине листа 6 (см), при двусторонней сварке больше Л 5 на 10. .. 15 % с учетом перекрытия первого и второго слоев. [c.233]
Дуговую сварку под флюсом выполняют неподвижными подвесными автоматическими сварочными головками и передвижными сварочными автоматами (сварочными тракторами), перемещающимися непосредственно по изделию. Назначение сварочных автоматов — подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2. .. 100 мм. Под флюсом сваривают стали различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматических линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб (рис. 5.9).
[c.234]
Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2. .. 100 мм. Под флюсом сваривают стали различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматических линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб (рис. 5.9).
[c.234]
Методика определения параметров режима сварки аналогична рассмотренной ранее для автоматической сварки под флюсом. Исходным условием остается получение полного провара свариваемого сечения на величину Я (см. с. 233), см [c.238]
Основные параметры режима дуговой сварки под флюсом — это сила сварочного тока, его род и полярность, напряжение дуги, скорость сварки, диаметр и скорость подачи электродной проволоки. Дополнительные параметры — вылет электрода (расстояние от его торца до мундштука), наклон электрода или изделия, марка флюса, подготовка кромок и вид сварного соединения. С увеличением силы сварочного тока возрастает давление дуги, вследствие чего жидкий металл сварочной ванны более интенсивно вытесняется из-под электрода и дуга погружается в глубь основного металла. Глубина проплавления основного металла при этом увеличивается, дуга укорачивается и становится менее подвижной. Вследствие этого ширина шва при увеличении силы тока остается неизменной, несмотря на увеличение объема сварочной ванны. Швы становятся глубокими, но не широкими (рис. 76). Величина усиления такого шва велика, так как растет количество электродного металла, расплавленного в единицу времени. Такие швы менее стойки к образованию трещин и плохо работают при вибрационных нагрузках. Следует отметить, что с ростом силы тока при неизменных остальных условиях уменьшается количество расплавляемого флюса.
[c.143]
Дополнительные параметры — вылет электрода (расстояние от его торца до мундштука), наклон электрода или изделия, марка флюса, подготовка кромок и вид сварного соединения. С увеличением силы сварочного тока возрастает давление дуги, вследствие чего жидкий металл сварочной ванны более интенсивно вытесняется из-под электрода и дуга погружается в глубь основного металла. Глубина проплавления основного металла при этом увеличивается, дуга укорачивается и становится менее подвижной. Вследствие этого ширина шва при увеличении силы тока остается неизменной, несмотря на увеличение объема сварочной ванны. Швы становятся глубокими, но не широкими (рис. 76). Величина усиления такого шва велика, так как растет количество электродного металла, расплавленного в единицу времени. Такие швы менее стойки к образованию трещин и плохо работают при вибрационных нагрузках. Следует отметить, что с ростом силы тока при неизменных остальных условиях уменьшается количество расплавляемого флюса.
[c.143]
При сварке плавящимся электродом в защитных газах зависимости формы и размеров шва от основных пара..jpg) метров режима такие же, как и при сварке под флюсом (см. рис. 28). Для сварки используют электродные проволоки малого диаметра (до. 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация (см. рис. 2У). Применяя ионерочиые колебания электрода (с м. рис. 30, а), изменяют форму шва и условия кристаллизации металла сварочной вапны и уменьшают вероятность зональной ликвации. Плюется опыт примопе-ния для сварки в углекислом га ю электродных проволок диаметром 3—5 мм. Сила сварочного тока в этом случае достигает 2000 А, что значительно повыша( т производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в иих подрезов. Формирование и качество угловых швов вполне удовлетворительны.
[c.58]
метров режима такие же, как и при сварке под флюсом (см. рис. 28). Для сварки используют электродные проволоки малого диаметра (до. 3 мм). Поэтому швы имеют узкую форму провара и в них может наблюдаться повышенная зональная ликвация (см. рис. 2У). Применяя ионерочиые колебания электрода (с м. рис. 30, а), изменяют форму шва и условия кристаллизации металла сварочной вапны и уменьшают вероятность зональной ликвации. Плюется опыт примопе-ния для сварки в углекислом га ю электродных проволок диаметром 3—5 мм. Сила сварочного тока в этом случае достигает 2000 А, что значительно повыша( т производительность сварки. Однако при подобных форсированных режимах наблюдается ухудшенное формирование стыковых швов и образование в иих подрезов. Формирование и качество угловых швов вполне удовлетворительны.
[c.58]
Значительно более жесткие требования по точности выполнения устанавливаемых режимов предъявляются к манипуляторам и механизмам перемещения сварочного источника теплоты в автоматизированных установках. Допустимы следуюн(ие колебания скорости перемещения при сварке под флюсом 5% при аргонодуговой сварке тонколистовых металлов 2% в установках для электронно-лучевой и лазерной сварки менее ztl%. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно нревын1ать 20—25% поперечного размера площади пятна ввода теплоты в изделие, т. е. при сварке под флюсом это составляет J —2 мм при микроплазмен-ной — не более 0,25 мм нри электронно-лучевой и лазерной (в зависимости от диаметра луча) от tO,l мм до 10 мкм.
[c.123]
Допустимы следуюн(ие колебания скорости перемещения при сварке под флюсом 5% при аргонодуговой сварке тонколистовых металлов 2% в установках для электронно-лучевой и лазерной сварки менее ztl%. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно нревын1ать 20—25% поперечного размера площади пятна ввода теплоты в изделие, т. е. при сварке под флюсом это составляет J —2 мм при микроплазмен-ной — не более 0,25 мм нри электронно-лучевой и лазерной (в зависимости от диаметра луча) от tO,l мм до 10 мкм.
[c.123]
Рассмотрим вопросы построения критериев подобия по методу анализа размерностей и основы теории многофакторного эксперимента. Формулы для выбора режимов сварки и приближенного расчета геометрических размеров сварных швов и их механических свойств приведены только для механизированной сварки под флюсом и только для низкоуглеродистых и пизколегированпых сталей. Для этих сталей и метода сварки указанные форму гы про1нли многократную опытную проверку и дают надежные результаты с точностью до 10 — 12%.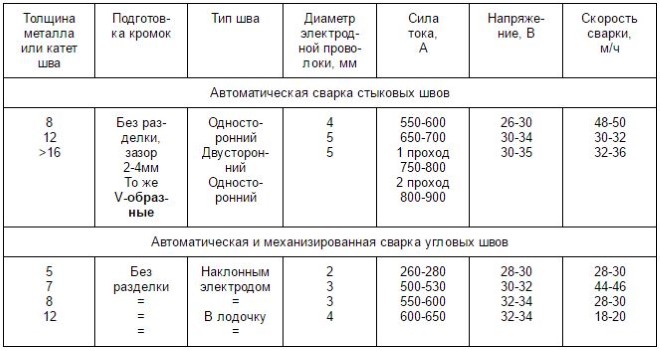 [c.174]
[c.174]
Основные параметры режима механизированной сварки (автоматической и полуавтоматической) под флюсом и в защитных газах, оказывающие существенное влияние на размеры и форму швов, — сила сварочного тока, плотность тока в электроде, напряжение дуги, скорость сварки, химический состав (марка) и граггуляция флюса, род тока и ого полярность. [c.185]
Повышение коррозионной стойкости швов в морской воде достигается использованием электродной проволоки марки Св-08ХГ2С. Структура и свойства металла шва и околошовной зоны на низкоуглеродистых и низколегированных сталях зависят от марки использованной электродной проволоки, состава и свойств ОСЕОВПОГО металла и режима сварки (термического цикла сварки, доли участия основного металла в формировании шва и фо])мы шва). Влияние этих условий сварки и технологические рекомендации примерно такие же, как и при ручной дуговой сварке и сварке под флюсом. [c.226]
В связи с этим в шов с расплавленным основным металлом поступают легирующие элементы, содержащиеся в свариваемой стали, в том числе и углерод, концентрация которого в сталях этой группы достаточно высока.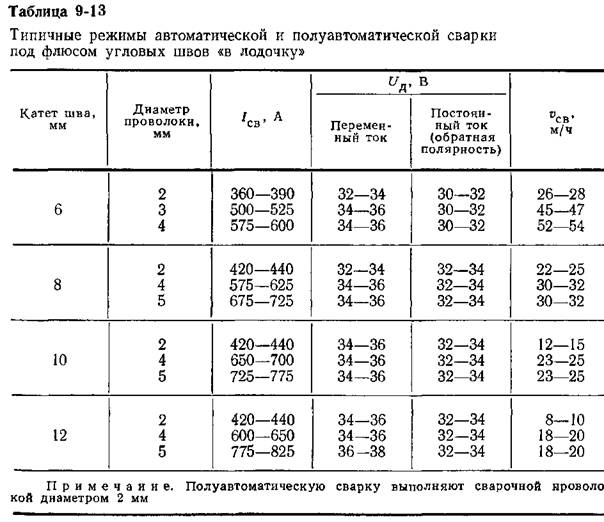 Влияние содержания углерода, серы и марганца в шве на склонность к образованию горячих трещин схематически представлепо на рис. 124. Линия I служит границей раздела составов с низким содержанием углерода ( ] m. при которых образуются или не образуются горячие трещины. При повышенном содержании углерода [С] , ш такой границей будет линия 5, в этом случае даже при низком содержании серы и большой концентрации марганца в шве могут возникнуть горячие трещины. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве будет минимальной.
[c.252]
Влияние содержания углерода, серы и марганца в шве на склонность к образованию горячих трещин схематически представлепо на рис. 124. Линия I служит границей раздела составов с низким содержанием углерода ( ] m. при которых образуются или не образуются горячие трещины. При повышенном содержании углерода [С] , ш такой границей будет линия 5, в этом случае даже при низком содержании серы и большой концентрации марганца в шве могут возникнуть горячие трещины. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве будет минимальной.
[c.252]
При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом получать швы с глубоким проплавлением, используя при однопроходной сварке стыковых соединений без разделки кромок повышенный сварочный ток и скорость сварки.
 Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве, которую при выборе режима сварки во избежание перелегирования шва следует проверять расчетом.
[c.253]
Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве, которую при выборе режима сварки во избежание перелегирования шва следует проверять расчетом.
[c.253]Аналогично может влиять и примепепие при поплавке, выполняемой под флюсом НЛП в защитных газах, электродной лепты, спрессованной из порошков, но сравнению с прокатной. ]Зольшее электрическое сопротивление спрессованной ленты и се меньшая теплопрозо/нюсть приводят к более быстрому ее расплавлению (большему а,1 при том же, как при прокатанной ленте, режиме [c.397]
При массовом производстве однотипных изделий (трубы, резервуары, балки) для повышения производительнвети повышают скорость сварки. Для обеспечения хорошего формирования шва при больших скоростях для сварки стыковых соединений под флюсом применяют многодуговую автоматическую сварку. При многодуговой сварке шов выполняют несколькими раздельными дугами, допускающими независимое регулирование и режимы, обычно электродные проволоки плавятся в одну общую ванну.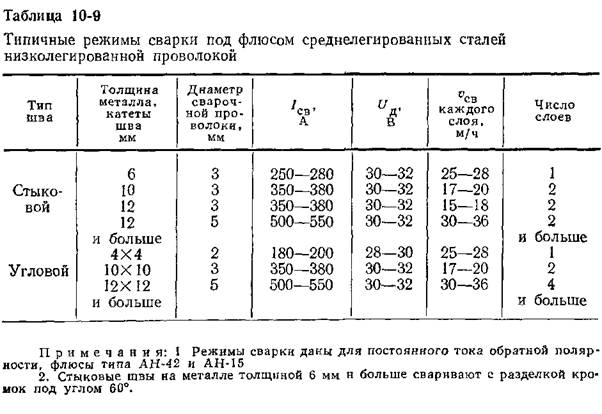 [c.74]
[c.74]
Влиянне параметров режима сварки на развитие металлургических процессов при сварке под флюсом. Главными параметрами режима сварки являются напряжение на дуговом промежутке (7д, связанное с длиной дуги, сила тока /д и скорость сварки U Вместе они определяют энерговложение при сварке или значение погонной энергии. [c.374]
На основе проведенных исследований и результатов опытно-промышленного опробования подготовлены нормативные технологические инструкции по ручной электроду го-вой сварке, по полуавтоматической сварке в среде углекис.то го газа и по автоматической сварке под флюсом регламентирующие применение разработанных технологий сварки, [5 этих руководящих документах регламентированы конструктивные формы и размеры элементов подготовки кромок, последовательность и требования к сборке, допустимые параметры твердых прослоек во взаимосвязи с геометрическими размерами и степенью их механической неоднородности, порядок выполнения сварки, выбор сварочных материалов и ре комендуемые режимы сварки, параметры сопутствую щег ) охлаждения с учетом толщины металла свариваемых элементов и рабочих условий эксплуатации. [c.106]
[c.106]
При изготовлении полотнищ для последующего монтажа стенок резервуара листы разных поясов в специальных контейнерах подают на верхний ярус стенда и укладывают за один ход самоходной кран-балки, несущей необходимое число траверс с вакуумными или магнитными захватами. Укладка листов производится на медные водоохлаждаемые подкладки о точностью до 1 мм, что обеспечивается специальными упорами и улавливателями. Кромки листов поджимаются к медной подкладке пневморычажными прижимами. Обычно сварка полотнищ ведется под флюсом, при этом для повышения производительности используют двухд> говые автоматы, которые позволяют сваривать полотнища из листов переменной толщины. Сварку ведут в направлении от более толстых листов к тонким, изменяя режим отключением одной из д>т при сохранении непрерывности движения аппарата по всей длине стыка. Одновременно ведут автоматическую сварку швов в перпендикулярном направлении, состыковывая пару разнотолщинных листов и корректируя по мере перехода на очередной шов режимы сварки. После сварки полотнища с одной стороны, оно при помощи барабана передастся на нижний ярус, где осуществляется сварка в той же последовательности, но без прижимных устройств
[c.14]
После сварки полотнища с одной стороны, оно при помощи барабана передастся на нижний ярус, где осуществляется сварка в той же последовательности, но без прижимных устройств
[c.14]
Свойства многослойных сварных соединений, моделирующих кольцевые швы, исследовали на плоских образцах (пакетах) толщиной 100 мм, собранных из пластин толщиной 4 мм. Торцы пакетов обрабатывали под наплавку механическим способом. Наплавку торцов пакетов осуществляли в один слой высотой 8 мм металлической крошкой типа 08А проволокой Св-08Г2С диаметром 3 мм под флюсом АН-60 с поперечными колебаниями электрода по режиму сила тока 750— 800 А напряжение дуги 38—40 В скорость наплавки 4,4 м/ч, скорость колебаний электродов 116 м/ч, амплитуда колебаний 100 мм. Автоматическую сварку наплавленных пакетов выполняли с предваритель- [c.116]
Кольцевые швы выполнены проволокой Св-10ХГСН2МТ диаметром 3 мм под флюсом АН-17М на режиме /св = 400—450 А, ид = = 36—38 В, Уев = 18 м/ч, ток постоянный, полярность — обратная. Предварительный подогрев сварных соединений 150—200 С.
[c.124]
Предварительный подогрев сварных соединений 150—200 С.
[c.124]
Шлаковые включения наблюдаются при сварке электродами, покрытыми обмазкой, и при автоматической сварке под флюсом. При сварке непокрытыми или тонкопокрытыми электродами, а также при газовой сварке они встречаются редко. Шлаковые включения образуются вследствие применения несоответствуюш,их марок электродов или обмазок, а также при неправильном режиме сварки и низкой квалификации или небрежности сварщика. [c.359]
Для обеспечения пластических свойств металла шва и околошов-ной зоны на уровне свойств основного металла следует выбирать режимы, обеспечивающие получение швов повышенного сечения, применять двухдуговую сварку или производить предварительный подогрев металла до температуры 150…200 °С. Среднеуглеродистые и среднелегированные стали рекомендуется сваривать под флюсом при толщине свариваемого металла не менее 4 мм. Сварку можно вести как на переменном, так и на постоянном токе. Диаметр электродной проволоки выбирают 2…5 мм. При сварке с одной стороны не допускается использование медных и медно-флюсовых подкладок из-за возможности попадания в шов меди и образования вследствие этого горячих трещин. Для увеличения сопротивляемости сварных швов горячим трещинам, а также повышения пластичности и ударной вязкости металла шва используют основные флюсы, такие как АН-26, АН-20, 48-ОФ-10, уменьшающие содержание серы и окисных включений в металле шва. Во избежание пористости и наводоражи-вания швов флюсы перед сваркой необходимо прокаливать при температуре 300…350 °С в течение 2…3 ч, чтобы их влажность не превышала 0,1 %. Конструкционные среднеуглеродистые и среднелегированные стали под флюсом сваривают, как правило, без подогрева. Только в случае сварки жестких узлов и узлов из сталей ЗОХГСА и ЗОХГСНА при большой толщине изделий применяют подогрев до температуры 250…300 °С. После сварки во всех случаях необходим общий отпуск при температуре 600 °С или местный послесварочный отпуск при температуре 300 ° С для предупреждения образования холодных трещин.
Диаметр электродной проволоки выбирают 2…5 мм. При сварке с одной стороны не допускается использование медных и медно-флюсовых подкладок из-за возможности попадания в шов меди и образования вследствие этого горячих трещин. Для увеличения сопротивляемости сварных швов горячим трещинам, а также повышения пластичности и ударной вязкости металла шва используют основные флюсы, такие как АН-26, АН-20, 48-ОФ-10, уменьшающие содержание серы и окисных включений в металле шва. Во избежание пористости и наводоражи-вания швов флюсы перед сваркой необходимо прокаливать при температуре 300…350 °С в течение 2…3 ч, чтобы их влажность не превышала 0,1 %. Конструкционные среднеуглеродистые и среднелегированные стали под флюсом сваривают, как правило, без подогрева. Только в случае сварки жестких узлов и узлов из сталей ЗОХГСА и ЗОХГСНА при большой толщине изделий применяют подогрев до температуры 250…300 °С. После сварки во всех случаях необходим общий отпуск при температуре 600 °С или местный послесварочный отпуск при температуре 300 ° С для предупреждения образования холодных трещин.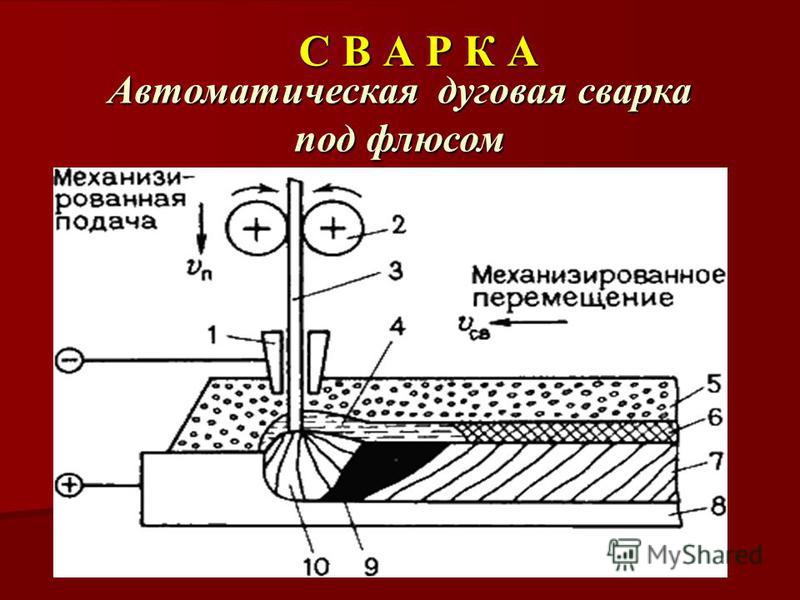 [c.150]
[c.150]
Технология сварки под флюсом — Сварка металлов
Технология сварки под флюсом
Категория:
Сварка металлов
Технология сварки под флюсом
Параметры режима сварки под флюсом. Основными составляющими режима сварки под флюсом являются величина тока, его род и полярность, напряжение дуги, скорость сварки, диаметр электрода, скорость подачи электродной проволоки. Дополнительные параметры режима — вылет электрода, наклон электрода и изделия, марка флюса, подготовка кромок и вид сварного соединения.
Параметры режима сварки выбирают исходя из толщины свариваемого металла, требуемой формы сварного шва, которая определяется глубиной проплавления и шириной шва. Режим сварки определяют по экспериментальным таблицам или приближенно
простым расчетом, при сварке без разделки — по глубине про-плавления, при сварке с разделкой — по количеству наплавляемого металла. Порядок подбора режима сварки следующий: в зависимости от толщины свариваемого металла выбирают диаметр электродной проволоки, затем в зависимости от диаметра устанавливают сварочный ток, далее скорость подачи электродной проволоки и скорость сварки.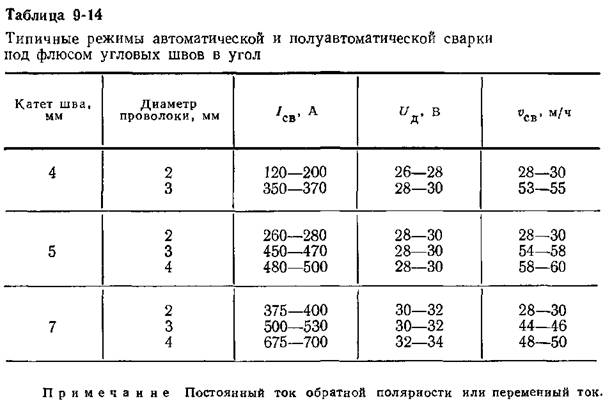
Примерные режимы автоматической и полуавтоматической сварки под флюсом на переменном токе низкоуглеродистой стали тол-1 щиной 10 мм приведены в табл. 3.
Влияние изменения параметров режима сварки на глубину про-плавления и ширину шва следующее. Увеличение тока в связи с увеличением тепловой мощности и давления дуги увеличивает глубину проплавления, но мало влияет на ширину шва. Увеличение диаметра электрода при неизменном токе приводит к уменьшению глубины проплавления и увеличению ширины шва в связи с блужданием дуги. Определенное влияние на размеры шва оказывают наклон электрода и изделия. При сварке углом вперед из-за подтекания металла в зону сварки уменьшается глубина проплавления и увеличивается ширина шва. При сварке углом назад в связи с оттеснением расплавленного металла давлением дуги в хвостовую часть ванны, глубина проплавления увеличивается, ширина шва уменьшается. Соответственно при сварке на спуск глубина проплавления уменьшается, ширина шва увеличивается, при сварке на подъем — соотношение обратное.
Техника сварки зависит от толщины металла и вида соединения.
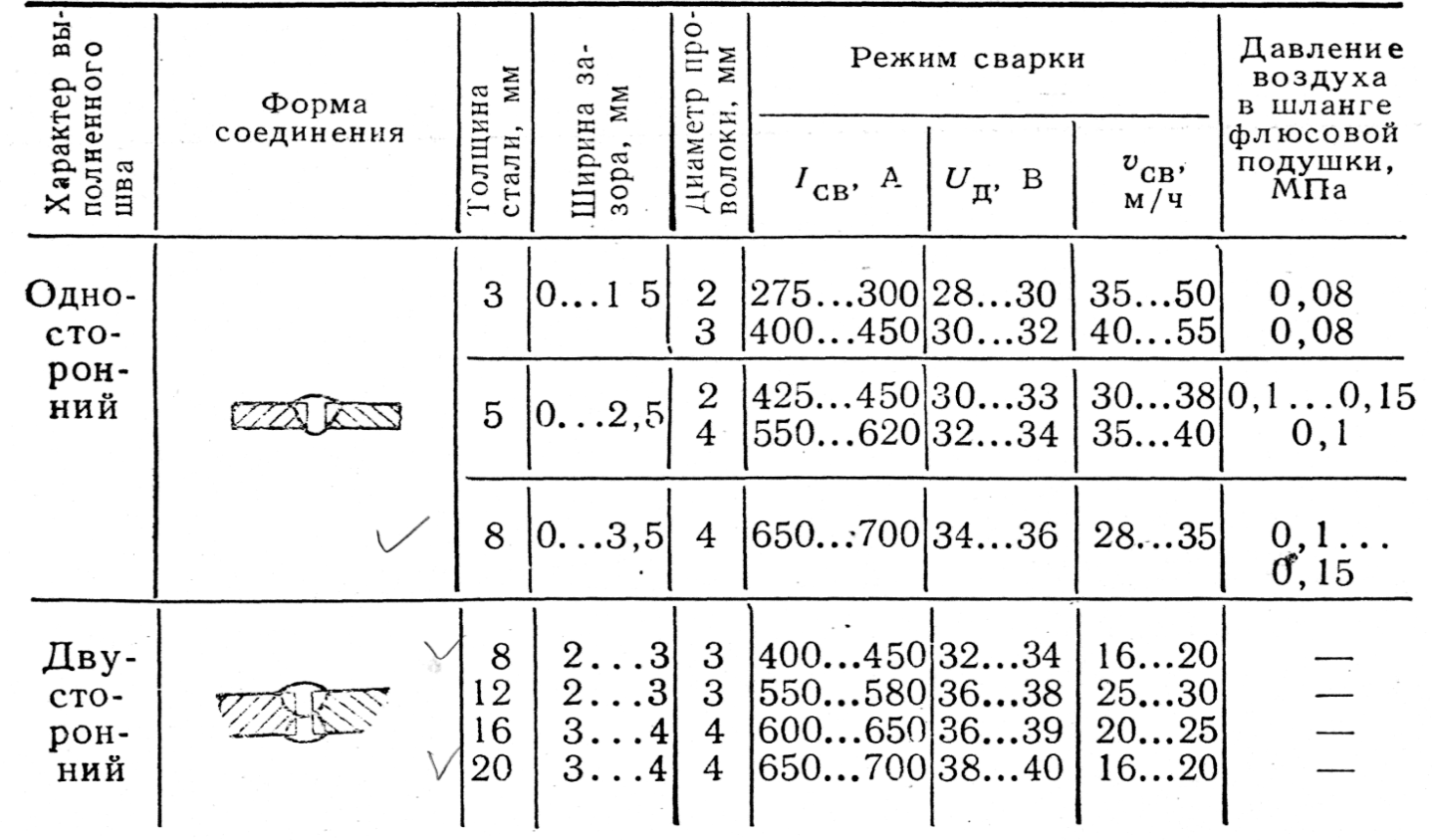
Для удержания сварочной ванны применяют следующие технологические приемы: сварка на флюсовой подушке, флюсомедной подкладке, временных и остающихся стальных подкладках, керамических и асбестовых подкладках, по ручной подварке корня шва, на весу при зазоре менее 1 мм.
Основное положение при сварке угловых швов — «в лодочку» (симметричную и несимметричную). Это положение обеспечивает технологические удобства, хорошее формирование и высокое качество шва, но требует дополнительных мер для удержания сварочной ванны от вытекания (подварка, асбестовые подкладки, флюсо-медные подкладки) или зазор менее 1,5 мм.
Сварку «в угол» выполняют наклонным электродом. При этом способе имеются трудности по направлению электрода, особенно при многопроходной сварке. Максимальный катет шва при одном проходе составляет 8 мм, но при этом способе меньшие требования к качеству сборки, допускается зазор до 3 мм.
Реклама:
Читать далее:
Сварка в защитных газах
Статьи по теме:
Сварка под флюсом
На первый взгляд может показаться, что одно из основных преимуществ сварки под флюсом — возможность получения большой глубины проплавления свариваемого металла — противоречит условиям сварки тонколистовой стали. Однако при определенных условиях сварка под флюсом допускает регулирование глубины проплавления металла, начиная от долей миллиметра, и поэтому хорошо известные ее достоинства могут быть использованы для сварки тонколистовой стали.
Однако при определенных условиях сварка под флюсом допускает регулирование глубины проплавления металла, начиная от долей миллиметра, и поэтому хорошо известные ее достоинства могут быть использованы для сварки тонколистовой стали.
Успешное внедрение в производство сварки под флюсом изделий из тонколистовой стали стало возможным, главным образом, благодаря применению тонкой сварочной проволоки. Известны примеры сварки тонколистовой стали и обычной электродной проволокой диаметром, например, 4 мм. Однако в этом случае удавалось сваривать сталь толщиной не менее 3—4 мм при условии весьма тщательной сборки изделия.
Для сварки тонколистовой стали большое значение имеет применение приспособлений, облегчающих точную сборку изделия и обеспечивающих надежное поджатие к свариваемому стыку медной или флюсомедной подкладки, флюсовой подушки и т. п. Опыт показывает, что производительность автоматической сварки изделий из тонколистовой стали со сравнительно короткими швами зависит не столько от машинной скорости сварки, сколько от затрат времени на подготовительные и вспомогательные операции. Поэтому важной задачей является разработка эффективно действующих сборочных и сборочно-сварочных приспособлений.
Поэтому важной задачей является разработка эффективно действующих сборочных и сборочно-сварочных приспособлений.
Чем меньше величина тепловой энергии, передающейся от дуги основному металлу в процессе сварки, тем меньше глубина его проплавления и, следовательно, тем более тонкий металл можно сваривать без прожогов. Тепловая энергия, передаваемая основному металлу, может быть уменьшена за счет уменьшения мощности дуги или увеличения скорости ее перемещения по свариваемому соединению.
Для сварки тонколистовой стали в основном применяют уменьшение мощности дуги, а не увеличение скорости сварки. Это в значительной мере объясняется тем, что применение больших скоростей сварки (более 150—200 м/час) связано с жесткими требованиями к точности поддержания режима сварки, необходимостью тщательной очистки свариваемых кромок, с очень точной сборкой стыков, в ряде случаев со специальным наклоном изделия и электрода и т. п. При указанных скоростях сварки металл шва может быть поражен порами, поперечными трещинами и другими дефектами. Если при этом учесть, что производительность сварки тонколистовой стали, как указывалось выше, главным образом, зависит от затрат времени на установочные и подготовительные операции, то станет ясным, почему увеличение скорости не стало основным способом уменьшения погонной тепловой энергии.
Если при этом учесть, что производительность сварки тонколистовой стали, как указывалось выше, главным образом, зависит от затрат времени на установочные и подготовительные операции, то станет ясным, почему увеличение скорости не стало основным способом уменьшения погонной тепловой энергии.
Устойчивость процесса сварки
При сварке тонколистовой стали равномерность глубины проплавления имеет особенно важное значение. Если сваривая сталь толщиной более 4—5 мм, можно допустить колебание глубины проплавления в пределах ± 1 мм, не опасаясь возникновения прожогов, то в случае сварки тонких листов стали такое же колебание совершенно недопустимо.
Равномерность глубины проплавления зависит от устойчивости режима сварки, главным образом, от колебаний сварочного тока. Колебания скорости сварки, а также напряжения дуги сказываются в меньшей степени. Исходя из этого, для сварки тонколистовой стали следует рекомендовать сварочные автоматы с постоянной скоростью подачи электродной проволоки, так как они обеспечивают практически почти постоянные значения тока при колебании напряжения в сети или случайных изменениях длины дуги в процессе сварки. При этом сохраняются почти постоянной глубина проплавления, а также количество наплавляемого металла. Сварочные головки с регулируемой скоростью подачи электродной проволоки в тех же условиях не обеспечивают постоянство тока и поэтому применять их не рекомендуется.
При этом сохраняются почти постоянной глубина проплавления, а также количество наплавляемого металла. Сварочные головки с регулируемой скоростью подачи электродной проволоки в тех же условиях не обеспечивают постоянство тока и поэтому применять их не рекомендуется.
Понижение мощности дуги, требующееся для сварки тонколистовой стали, может быть осуществлено только до определенного предела, зависящего от диаметра электродной проволоки. Дальнейшее снижение мощности резко ухудшает устойчивость процесса сварки и приводит к неудовлетворительному формированию шва. В случае сварки переменным током этот предел достигается при значительно большей мощности дуги, чем в случае сварки постоянным током обратной полярности. Поэтому сварку тонколистовой стали рекомендуется осуществлять постоянным током обратной полярности (положительный полюс присоединен к электроду). В табл. 1 приведены полученные опытным путем значения минимально-допустимых сварочных токов для электродной проволоки различных диаметров при сварке под флюсом АН-348 постоянным током обратной полярности.
Таблица 1
Как следует из табл. 1, для обеспечения устойчивого горения дуги при понижении ее мощности необходимо увеличивать плотность тока в электроде, что практически достигается путем уменьшения диаметра электродной проволоки. Эту таблицу можно использовать для выбора диаметра электродной проволоки при сварке на заданном режиме.
При рассмотрении условий устойчивого горения электрической дуги пользуются ее статическими вольтамперными характеристиками. Вольтамперной характеристикой называется зависимость между током и напряжением дуги при постоянной ее длине. На фиг. 1 приведены такие характеристики для дуг различной длины. Каждая вольт- амперная характеристика дуги состоит из нескольких участков: падающего (с ростом тока напряжение падает), почти горизонтального (жесткий участок) и растущего (с ростом тока напряжение увеличивается). В зависимости от условии сварки, дуге соответствует тот или иной участок характеристики. Так, например, при сварке неплавящимся угольным или вольфрамовым электродом, при ручной сварке качественными электродами, при автоматической сварке под флюсом со сравнительно небольшой плотностью тока и в некоторых других случаях характеристика сварочной дуги является падающей с переходом к жесткой. При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.
При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.
Если дуга имеет падающую вольтамперную характеристику, то устойчивое ее горение возможно только при том условии, что внешняя характеристика сварочного генератора также будет падающей, т. е. напряжение холостого хода генератора значительно превышает напряжение дуги при сварке.
С ростом плотности тока в плавящемся электроде изменяются свойства сварочной дуги. Эти изменения настолько существенны, что позволяют предъявить совершенно другие требования к характеристикам источников питания постоянного тока.
Еще в 1950 г. в Институте электросварки им. Е. О. Па- тона было доказано, что при повышении плотности тока в плавящемся электроде может быть получен устойчивый процесс сварки при использовании в качестве источника питания генератора постоянного тока с жесткой внешней характеристикой (напряжение холостого хода генератора практически равно напряжению дуги при сварке). В отечественной и зарубежной практике в последние годы такие генераторы нашли широкое применение.
В отечественной и зарубежной практике в последние годы такие генераторы нашли широкое применение.
Генераторы с жесткими внешними характеристиками значительно более экономичны, чем обычные сварочные генераторы с крутопадающими характеристиками и высоким напряжением холостого хода, так как пропорционально снижению напряжения холостого хода генератора снижаются затраты на активные материалы, уменьшается вес генератора и его стоимость.
Чем больше скорость подачи электродной проволоки п меньше сварочный ток, тем труднее возбудить дугу путем непосредственной подачи электродной проволоки к изделию. Опыт показывает, что при использовании обычных сварочных генераторов с крутопадающей внешней характеристикой в ряде случаев этот способ возбуждения дуги практически оказывается неосуществимым. Совершенно иное наблюдается в случае применения генераторов с жесткими внешними характеристиками. Резкое нарастание тока при закорачивании электрода на изделие обеспечивает безотказное возбуждение дуги. Короткое замыкание не наносит ущерба генератору, так как тонкая электродная проволока выполняет роль плавкой вставки в цепи, ограничивая время протекания и величину тока короткого замыкания.
Короткое замыкание не наносит ущерба генератору, так как тонкая электродная проволока выполняет роль плавкой вставки в цепи, ограничивая время протекания и величину тока короткого замыкания.
В тех случаях, когда генераторы с жесткими внешними характеристиками по какой-либо причине не могут быть применены для сварки тонкого металла, следует применять генераторы с весьма пологопадающими характеристиками, т. е. с большой величиной тока короткого замыкания.
Чем резче изменяется ток в цепи при случайных изменениях длины дуги, тем интенсивнее протекают процессы саморегулирования и тем быстрее восстанавливается заданный режим сварки. Генераторы с крутопадающими внешними характеристиками дают значительно меньшие изменения тока при случайных колебаниях длины дуги, чем генераторы с пологопадающими, жесткими или растущими характеристиками, благодаря чему обеспечивают большую устойчивость процесса сварки тонкой электродной проволокой.
Весьма характерно влияние внешних характеристик генераторов на процесс сварки и формирование шва при изменении величины зазора в соединении. Опыт показывает, что в случае питания дуги от генераторов с жесткой или пологопадающей внешней характеристикой можно допустить большие по величине зазоры в стыке, не нарушая нормального формирования шва. Такое же явление наблюдается при увеличении плотности тока в электроде.
Опыт показывает, что в случае питания дуги от генераторов с жесткой или пологопадающей внешней характеристикой можно допустить большие по величине зазоры в стыке, не нарушая нормального формирования шва. Такое же явление наблюдается при увеличении плотности тока в электроде.
Таблица 2
В табл. 2 приведены режимы сварки стыковых соединений стали толщиной 3 мм, собранных с постепенно возрастающим зазором от 0 до 5 мм при длине образцов 500 мм. Образцы сваривались электродной проволокой диаметром 3 мм при питании от генератора с крутопадающей внешней характеристикой и генератора с пологопадающей характеристикой. Один из образцов был сварен электродной проволокой диаметром 1,6 мм при питании от генератора с крутопадающей характеристикой. Как следует из табл. 2 и фиг. 2, где изображены образцы сварных соединений, в случае внешней характеристики генератора, приближающейся к жесткой (пологопадающей), а также в случае большей плотности тока в электроде (меньший диаметр электрода), максимальный зазор, при котором еще происходит правильное формирование шва, значительно больше.
Не следует считать, что приведенные в таблице максимальные зазоры могут быть рекомендованы как допустимые при сборке стыков. В данном случае имеет место плавное возрастание зазора, что не равноценно резким изменениям зазоров, которые могут наблюдаться в практике.
Влияние формы внешней характеристики, а также плотности тока на формирование швов при сварке с зазорами в стыке связано, по-видимому, с изменением интенсивности процессов саморегулирования.
При автоматической сварке стыкового соединения одно из активных пятен дуги расположено на расплавленном металле ванны, заполняющей разделку. В отдельные моменты времени скорость перемещения ванны расплавленного металла может отличаться от скорости движения электрода вдоль стыка. Одной из причин этого бывает изменение величины зазора между свариваемыми кромками или изменение зазора между подкладкой и свариваемыми листами.
При увеличении зазора в стыковом соединении или возникновении большего зазора между подкладкой и свариваемыми листами скорость перемещения ванны расплавленного металла уменьшается.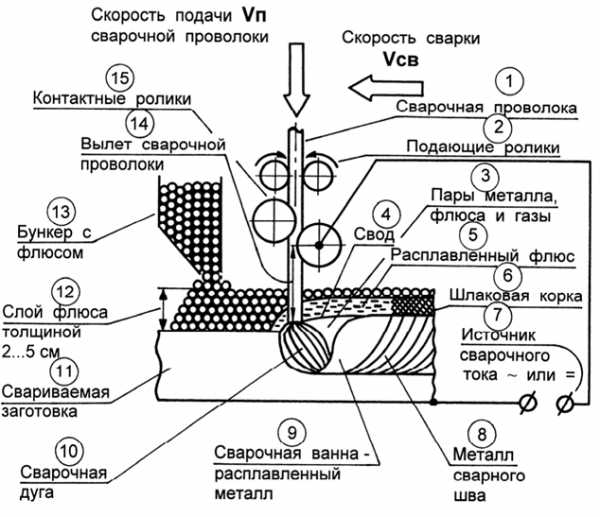 Так как скорость движения электрода при этом остается прежней, имеет место рост дугового промежутка. Резкое увеличение дугового промежутка вызывает обрыв дуги и нарушение процесса сварки. При плавном удлинении дуги процесс может не нарушиться, активное пятно успеет занять новое положение, обеспечивая восстановление прежней длины дуги.
Так как скорость движения электрода при этом остается прежней, имеет место рост дугового промежутка. Резкое увеличение дугового промежутка вызывает обрыв дуги и нарушение процесса сварки. При плавном удлинении дуги процесс может не нарушиться, активное пятно успеет занять новое положение, обеспечивая восстановление прежней длины дуги.
Если питание дуги осуществляется от генератора с крутопадающей внешней характеристикой, то при удлинении дуги, как показали исследования, наблюдается рост ее мощности, что ведет к дополнительному оплавлению кромок в месте повышенного зазора, где начала удлиняться дута. При этом электродного металла окажется недостаточно для заполнения зазора между оплавленными кромками, в результате чего образуется не заполненный металлом участок — прожог.
Увеличение интенсивности саморегулирования дуги, имеющее место в случае применения генераторов с жесткими внешними характеристиками или при повышенной плотности тока в электроде, в известных пределах может предотвратить возникновение прожогов. Благодаря интенсивному саморегулированию значительное удлинение или обрывы дуги не будут наблюдаться при отставании ванны жидкого металла в месте увеличившегося зазора. При этом длина дуги будет поддерживаться постоянной и опасный участок с увеличенным зазором может быть пройден без нарушения процесса сварки (без обрывов дуги, прожогов и пр.). Этот участок от остальной части шва будет отличаться только меньшим усилением шва или даже полным отсутствием усиления.
Благодаря интенсивному саморегулированию значительное удлинение или обрывы дуги не будут наблюдаться при отставании ванны жидкого металла в месте увеличившегося зазора. При этом длина дуги будет поддерживаться постоянной и опасный участок с увеличенным зазором может быть пройден без нарушения процесса сварки (без обрывов дуги, прожогов и пр.). Этот участок от остальной части шва будет отличаться только меньшим усилением шва или даже полным отсутствием усиления.
Как известно из практики автоматической сварки под флюсом, с увеличением плотности тока в электроде глубина проплавления заметно возрастает. Например, при сварке на токе 500 а увеличение плотности тока приблизительно в 3 раза, за счет уменьшения диаметра электродной проволоки от 5 до 3 мм, вызывает увеличение глубины проплавления на 25%. Так как переход к сварке тонкой электродной проволокой связан с еще большим увеличением плотности тока в электроде, то возникает опасение, не может ли интенсивный рост глубины проплавления в этом случае стать препятствием на пути применения тонкой электродной проволоки и повышенной плотности тока для сварки тонколистовой стали. Проведенные опыты показали, что это опасение несостоятельно.
Проведенные опыты показали, что это опасение несостоятельно.
На фиг. 3 приведен график зависимости глубины проплавления от диаметра электродной проволоки. Как видно из графика, рост глубины проплавления с увеличением плотности тока (уменьшением диаметра электрода) наблюдается только при сварке на токах, превосходящих 300—350 а. Что же касается интересующего пас диапазона токов, применяемых для сварки тонкой стали (до 300—350 а), то в нем увеличение плотности тока не вызывает изменения глубины проплавления. Это объясняется некоторыми особенностями, отличающими маломощные электрические дуги от дуг большей мощности.
Также по теме:
Сварка стальных листов. Методы сварки тонких листов стали.
Сварочные станки. Оборудование для сварки тонколистовой стали.
Сварка под флюсом — Технологический центр
Kjellberg Finsterwalde − сварочная техника с 1922-го года
Kjellberg Finsterwalde Schweisstechnik und Verschleissschutzsysteme GmbH продолжает традиции разработки и производства сварочной техники Kjellberg , всходящие к 1922-му году. Лишь на нескольких квадратных метрах от современной территории в г. Финстервальде швед Оскар Къеллберг, совместно с шестью другими инвесторами, основал предприятие Kjellberg Elektro-Maschinen GmbH.
Лишь на нескольких квадратных метрах от современной территории в г. Финстервальде швед Оскар Къеллберг, совместно с шестью другими инвесторами, основал предприятие Kjellberg Elektro-Maschinen GmbH.
Целью этого предприятия было изготовление подходящих сварочных генераторов для сварочных электродов с покрытием — изобретения Kjellberg. Всего за несколько лет фирма Kjellberg стала крупнейшим в мире производителем сварочной техники. Ее основным продуктом уже в конце 1930-х годов стала автоматизированная сварка под флюсом. Этот многолетний опыт продолжает питать новые разработки вплоть до сегодняшнего дня. На двух предприятиях в Германии Kjellberg Finsterwalde ведет исследования для конструирования сварочной техники высочайшего качества. Предприятие Kjellberg Finsterwalde Schweisstechnik und Verschleissschutzsysteme GmbH (KSV) основано в 2008-м году. Оно возникло в результате разделения фирмы Kjellberg Finsterwalde Elektroden und Maschinen GmbH − богатого традициями предприятия, основанного в 1922-м году в городе Финстервальде.
На двух предприятиях − в южнобранденбургском городе Финстервальде и в городе Виттене земли Северный Рейн-Вестфалия − заняты 17 сотрудников.
KSV входит в состав группы Kjellberg. Центральной задачей предприятия является разработка и производство высококачественной сварочной техники для соединения и наплавки. Современная техника для сварки под флюсом, плазменно-порошковой наплавки и сварки в среде защитного газа поступает в широкую международную сеть продавцов и клиентов. Обладая большим ноу-хау, Kjellberg Finsterwalde изготовляет и поставляет индивидуальные решения автоматизации для самых высоких требований.
Техника для сварки под флюсом
При сварке под флюсом электрическая дуга и ванна расплава не видны, так как они находятся под флюсом в виде зернистого порошка. Сварка под флюсом является высокопроизводительным методом, экономично применяемым начиная с толщины листа 6 мм. Этим методом можно сваривать нелегированные, низколегированные и высоколегированные стали. Сварка под флюсом применяется, прежде всего, в судостроении, мостостроении, при возведении стальных конструкций и при производстве резервуаров.
Сварка под флюсом применяется, прежде всего, в судостроении, мостостроении, при возведении стальных конструкций и при производстве резервуаров.
Гибкая модульная концепция автоматов Kjellberg для сварки под флюсом образует основу для индивидуальных системных решений с большой технологический широтой применения. Kjellberg предлагает автоматы как для однопроволочной сварки и сварки параллельными проволоками, с одношарнирной или двухшарнирной рукой.
Автоматы KA представляют собой мобильные аппараты, легко транспортируемые на новое рабочее место и приспосабливаемые к различным обрабатываемым деталям. Модульная структура серии KA облегчает расширение автомата дополнительными устройствами, например, для отслеживания шва и подачи флюса. Благодаря этому можно оптимально выбирать подходящие компоненты для каждого сварочного процесса.
Автоматизированные системы для сварки под флюсом (СКАЧАТЬ PDF)
Некоторые особенности сварки и влияние параметров режима на формирование шва
Сварку под слоем флюса производят электродной проволокой, которую подают в зону горения дуги специальным механизмом, называемым сварочной головкой автомата.
Металл сварочной проволоки расплавляется дугой и переносится каплями в сварочную ванну. В сварочной ванне металл сварочной проволоки смешивается с расплавленным основным металлом.
Токоподвод к проволоке осуществляется через мундштук, изготовляемый из меди или ее сплавов.
Малый вылет электрода, отсутствие покрытия, большая скорость подачи электродной проволоки позволяют значительно увеличить силу сварочного тока по сравнению с ручной сваркой электродами тех же диаметров. Это приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, значительному повышению производительности. Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Вследствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок.
Вследствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок.
Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок, можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 0,5-0,7. При этом значительно снижается расход электродной проволоки.
При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва.
Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва. Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин.
Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки.
Размеры и форма шва при сварке под флюсом характеризуются глубиной провара, шириной шва, высотой выпуклости и т.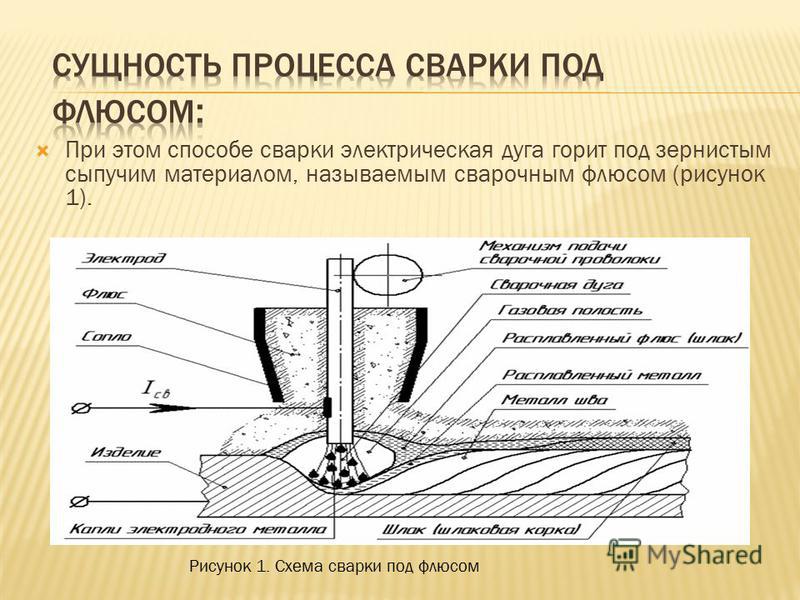 д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения.
д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения.
Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва .
В зависимости от зазора или разделки кромок шов может быть выпуклым, нормальным или вогнутым. Наиболее существенное влияние на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) и обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
 youtube.com/embed/0XR-ZMfLoIE?wmode=transparent» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/0XR-ZMfLoIE?wmode=transparent» frameborder=»0″ allowfullscreen=»»/>
Полуавтоматическая сварка под слоем флюса
Составные съемные формы изготавливают из меди марок MJ, МОб, МО или графита марок ЭТО, ЭГ1, ГМЗ, ЭЭГ, ППГ. Могут быть также использованы формы из песчано-керамическш смесей. Элементы медных и графитовых форм ‘’ закрепляют на стыкуемых стержнях струбцинами.
Полуавтоматическая сварка открытой дугой в защитной газовой среде заключается в том, что она производится в газовой среде (обычно СО) электродной проволокой малого диаметра (0,8- ; 1 мм), подаваемой полуавтоматом. Образующаяся небольшая сварочная ванна позволяет осуществлять сварку в любых положениях и наблюдать за процессом сварки. Недостатком метода является возможность сдувания газа ветром. Рекомендуемые режимы сварки для проволоки марок Св-08ГС, Св-18ХГСА диаметром 1 мм приведены в табл. 18.32.
Таблица 18.31
Полуавтоматическая сварка под слоем флюса
Таблица 18. 32
32
Режимы сварки в защитной газовой среде
Сварочные полуавтоматы. Полуавтоматические аппараты для сварки в защитной среде углекислого газа и сварки порошковой и голой легированной проволокой оснащены механизмами для подачи электродной проволоки, кассетами со сварочной проволокой, гибким шлангом с то-копроводящим кабелем, по которому подается проволока, сварочным пистолетом, с помощью которого сварщик подает проволоку в зону сварки и управляет процессом. Выпускаемые сварочные полуавтоматы бывают передвижными и переносными.
Полуавтомат ПДГ-302 состоит из двух агрегатов: шкафа управления с аппаратурой, обеспечивающей регулирование скорости подачи электродной проволоки, с дистанционным управлением с помощью кнопочного пульта и механизма подачи проволоки, помещенного в ранцевом устройстве на спине у сварщика. В корпусе ранцевого устройства помещена кассета с проволокой, а кнопочный пульт управления помещен на ремне в удобном для пользования месте. Такая компоновка аппарата позволяет пользоваться им в труднодоступных местах.
Полуавтомат А-1114М выпускается без шкафа управления. Он состоит из подающего механизма, кассеты для проволоки, шланга и держателя-пистолета облегченного типа. Подающий механизм включает пусковое реле, обеспечивающее самоторможение двигателя подачи электродной проволоки в конце сварки. Питание двигателя осуществляется от источника сварочного тока. Для обеспечения постоянства подачи проволоки внешнюю вольтамперную характеристику. Полуавтомат легко переносится и поэтому его можно устанавливать непосредственно в местах сварки.
Полуавтоматы ПДПГ-500, ПШ-5-1, ПШ-54, ПДШМ-500, А-936, А-929 предназначены для сварки под слоем флюса и электрошлаковой сварки. Устройство полуавтоматов этой группы такое же, как вышерассмотренных, и отличается от них наличием флюсоподающих устройств. Для сварки арматуры рекомендуется применять полуавтомат А-936, являющийся модификацией полуавтомата А-765 для сварки под флюсом.
Полуавтомат А-936 смонтирован на тележке, на которой размещены подающий механизм и кассета с проволокой. Подающий механизм соединен с гибким шлангом и сварочным кабелем с источником питания. Шкаф управления устанавливается отдельно и соединен с подающим механизмом проводом управления. Держатель имеет бункер для подачи флюса в зону сварки. Засыпка флюса производится периодически вручную. Скорость подачи электродной проволоки регулируется от 58 до 582 м/ч. Технические характеристики шланговых полуавтоматов приведены в табл. 18.33.
Подающий механизм соединен с гибким шлангом и сварочным кабелем с источником питания. Шкаф управления устанавливается отдельно и соединен с подающим механизмом проводом управления. Держатель имеет бункер для подачи флюса в зону сварки. Засыпка флюса производится периодически вручную. Скорость подачи электродной проволоки регулируется от 58 до 582 м/ч. Технические характеристики шланговых полуавтоматов приведены в табл. 18.33.
При полуавтоматической сварке применяется различное вспомогательное оборудование: для фиксации и временного крепления арматурных сеток и каркасов, подгонки отдельных стержней, имеющих искривления, формирования сварочного шва, струбцин для удержания форм и подкладок и др.
Таблица 18.33
Технические характеристики сварочных шланговых полуавтоматов
Струбцина (рис. 18.35) применяется для выравнивания и осевого совмещения выпусков арматуры диаметром до 36 мм в случае их искривления или концов отдельных стержней и сеток при сборке арматуры на объекте. Струбцина состоит из корпуса, двух захватов и силового винта.
Струбцина состоит из корпуса, двух захватов и силового винта.
Приспособление для фиксации нескольких арматурных стержней диаметром 20—36 мм перед их сваркой внахлестку фланговыми швами представляет собой рычажный механизм (рис. 18.36) с кулачком, подпружиненным упором и штоком. При нажатии на рычаг шток сжимает свариваемые стержни. Выравнивание стержней в горизонтальной или вертикальной плоскости производится прижимной пластиной.
Приспособление для закрепления медных желобчатых подкладок (рис. 18.37) при сварке горизонтальных арматурных стержней состоит из двух скоб с винтом, объединенных общим стержнем. При завинчивании винтов нижние части и подкладки закрепляются на свариваемых стержнях с помощью струбцин.
Рис. 18.35. Струбцина для выравнивания стержней: 1 — кулачок: 2 — оычаг: 3-5 — винты
Рис. 18.36. Приспособление для фиксации стержней 1 — рычаг; 2 — прижимная пластина; 3 — кулачок; 4 — шток; 5 — сменный вкладыш; б — основание
Рис. 18.38. Инвентарные медные формы:
18.38. Инвентарные медные формы:
а — для горизонтальных стыков; б — для вертикальных стыков
Для предохранения от вытекания расплавленного металла и флюса стержни на расстоянии 40—50 мм от вертикальной оси межторцового зазора обматываются 3-4 кольцами шнурового асбеста.
Повышение производительности при дуговой сварке под флюсом
Увеличьте преимущества SAW
Благодаря своей способности выполнять сварку при высоких токах и обеспечивать высокую скорость наплавки, дуговая сварка под флюсом (SAW) может предложить компаниям более высокую производительность и потенциально конкурентное преимущество. Даже выполнение SAW с использованием одной сплошной проволоки в режиме прямого положительного электрода (DCEP), простейшей конфигурации, может обеспечить заметное повышение производительности по сравнению со многими процессами полуавтоматической сварки.
Еще одной сильной стороной процесса SAW является его гибкость. Компании могут сбалансировать свои производственные потребности с желаемыми механическими свойствами и качеством сварки, изменяя процедуры, оборудование, проволоку и флюсы — решения существуют для широкого диапазона капиталовложений.
Есть несколько методов повышения производительности сварки. Часто эта прибыль поступает от:
- Уменьшение времени горения дуги: Увеличение скорости движения, уменьшение количества проходов или их комбинация упрощают выполнение большего количества сварных швов за меньшее время.Увеличение скорости наплавки дает такое же преимущество.
- Уменьшение или устранение дуговой разрядки: Устранение причин деформации может уменьшить потребность в предварительном изгибе сварного шва или его правке после сварки. Снижение риска прожога сводит к минимуму время, затрачиваемое на переделку. Идеальным вариантом также является минимизация времени, затрачиваемого на удаление легкой окалины / ржавчины перед сваркой и скалывание шлака между сварочными проходами.
Пересмотр существующего сварного соединения, настройки оборудования и выбора присадочного металла и флюса может помочь сократить время цикла сварки и исключить деформацию дуги, что еще больше повысит преимущества процесса сварки под флюсом.
Совместная разработка
Конструкция соединения напрямую влияет на количество проходов сварки, необходимых для сварки под флюсом, и, следовательно, на продолжительность сварки. Уменьшение поперечного сечения соединения обычно снижает необходимое время горения дуги.
При полуавтоматической сварке часто необходимо использовать более широкие стыки, чтобы обеспечить полное сплавление стыков. Часто в этом нет необходимости для процесса SAW; он способен к большему проникновению и лучшему сплавлению боковых стенок. Некоторые компании могут выбрать сварку с узкими канавками для сварки под флюсом.Однако даже небольшое уменьшение включенного угла шарнира может дать ощутимые преимущества в производительности.
В случаях, когда возможен доступ к обеим сторонам соединения (особенно на толстых материалах), двухсторонний шов с разделкой кромок обеспечивает меньшее общее поперечное сечение, чем одностороннее соединение с таким же входным углом. Глубокое проплавление швов при сварке SAW часто позволяет устранить заднюю строжку, сохраняя при этом надлежащее сплавление. Некоторые правила сварки могут требовать повторной аттестации процедуры сварки, чтобы исключить обратную строжку; однако экономия может окупиться.Двусторонняя сварка также может уравновесить некоторые из усадочных напряжений, возникающих во время сварки, чтобы минимизировать общую деформацию
Некоторые правила сварки могут требовать повторной аттестации процедуры сварки, чтобы исключить обратную строжку; однако экономия может окупиться.Двусторонняя сварка также может уравновесить некоторые из усадочных напряжений, возникающих во время сварки, чтобы минимизировать общую деформацию
Наконец, использование флюса в проектах с подводной дугой может быть использовано при сварке тонких материалов с одной стороны с использованием соединения с квадратными канавками. Использование медной основы, заполненной сварочным флюсом, или специально разработанного защитного флюса, может обеспечить полное проплавление стыков и постоянный привлекательный профиль борта задней стороны даже при использовании высоких значений силы тока и скорости перемещения.
Полярность
Как и другие процессы с подачей проволоки, полярность DCEP во время процесса SAW обеспечивает оптимальное проплавление, в то время как отрицательный электрод постоянного тока (DCEN) увеличивает скорость наплавки за счет проплавления. Использование современного источника переменного тока прямоугольной формы с переменным балансом позволяет регулировать эти два крайних значения (и с помощью некоторого оборудования, не прерывая сварку). Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить так, чтобы различные количества цикла переменного тока можно было проводить в DCEP или DCEN — например, 80 процентов DCEP и 20 процентов DCEN — и при этом поддерживать стабильность дуги благодаря к быстрой смене полярности прямоугольного переменного тока.Эта возможность особенно полезна для компаний, сваривающих как толстые, так и тонкие материалы, поскольку она предлагает гибкость, позволяющую сбалансировать требования к проплавлению и скорости наплавки.
Использование современного источника переменного тока прямоугольной формы с переменным балансом позволяет регулировать эти два крайних значения (и с помощью некоторого оборудования, не прерывая сварку). Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить так, чтобы различные количества цикла переменного тока можно было проводить в DCEP или DCEN — например, 80 процентов DCEP и 20 процентов DCEN — и при этом поддерживать стабильность дуги благодаря к быстрой смене полярности прямоугольного переменного тока.Эта возможность особенно полезна для компаний, сваривающих как толстые, так и тонкие материалы, поскольку она предлагает гибкость, позволяющую сбалансировать требования к проплавлению и скорости наплавки.
Однако использование прямоугольного переменного тока с переменным балансом необходимо сочетать с правильной конструкцией соединения. Например, сварной шов с толстой квадратной канавкой, который требует глубокого проплавления, но с минимальным напылением, может не использовать преимущества переменного тока.
Конфигурация горелки
В конфигурациях горелок с двумя проводамииспользуется один источник питания и одна специализированная горелка, которые одновременно подают две проволоки в одну сварочную ванну.Эта конфигурация требует относительно небольших капиталовложений в специализированную горелку, устройство для выпрямления проволоки и контактные наконечники. Более высокая плотность тока используемых здесь проволок меньшего диаметра (обычно до 3/32 дюйма) часто увеличивает наплавку на одиночную проволоку при согласованном токе, помогая сохранить подвод тепла и полученные сварные швы согласованными.
И наоборот, тандемные конфигурации резаков требуют более высоких капиталовложений, поскольку для них требуются два источника питания, по крайней мере один из которых должен обеспечивать возможность переменного тока.По сравнению с конфигурациями горелок с двумя проводами возможность использования еще более высоких токов (от более крупных проводов) улучшает скорость наплавки и обеспечивает более высокую скорость перемещения, в то время как возможность регулировки угла, тока и напряжения каждого провода обеспечивает большую гибкость в целом. Хотя использование свинцовой дуги постоянного тока / следящей дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного / переменного тока улучшает наплавку, когда проникновение свинцовой дуги постоянного тока не требуется.
Хотя использование свинцовой дуги постоянного тока / следящей дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного / переменного тока улучшает наплавку, когда проникновение свинцовой дуги постоянного тока не требуется.
Для обоих вариантов важно, чтобы системы дугового и / или рабочего движения могли справляться с увеличением скорости движения, чтобы получить все преимущества производительности.Также имейте в виду, что добавление дополнительных проводов усложняет приложение, которым необходимо управлять.
Выбор флюса
Flux — определяющий компонент процесса SAW, и выбор подходящего имеет решающее значение. Flux выполняет гораздо больше задач, чем просто защищает сварной шов от атмосферы; во многих случаях повышение продуктивности является основной целью при разработке.
Состав флюса влияет на пропускную способность флюса — максимальный ток, при котором могут быть получены высококачественные профили сварного шва и максимально возможная скорость наплавки. Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения (например, для сварки с узкими канавками). Например, флюсы, которые хорошо выделяются при низких скоростях движения (например, 16 дюймов в минуту), могут плохо отделяться при высоких скоростях движения.
Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения (например, для сварки с узкими канавками). Например, флюсы, которые хорошо выделяются при низких скоростях движения (например, 16 дюймов в минуту), могут плохо отделяться при высоких скоростях движения.
Флюсы для процесса SAW доступны в активном и нейтральном типах. В отличие от нейтральных флюсов, активные флюсы вносят значительный вклад в марганцево-кремниевый состав сварного шва. Эти элементы помогают очистить сварной шов и могут помочь сохранить предел прочности при сварке с более высокой входной теплотой или большим разбавлением.Активные флюсы способствуют плавному смачиванию сварных швов и обеспечивают хорошее удаление шлака при сварке на более высоких скоростях движения или когда основной металл ржавый, чешуйчатый или загрязненный, снижая риск некачественных сварных швов и требуя затрат времени на предварительную и послесварочную очистку. Однако активные флюсы обычно следует использовать только для одно- или двухходовой сварки, поскольку чрезмерное легирование, которое может возникнуть в больших многопроходных сварных швах, может способствовать образованию хрупких, чувствительных к трещинам сварных швов.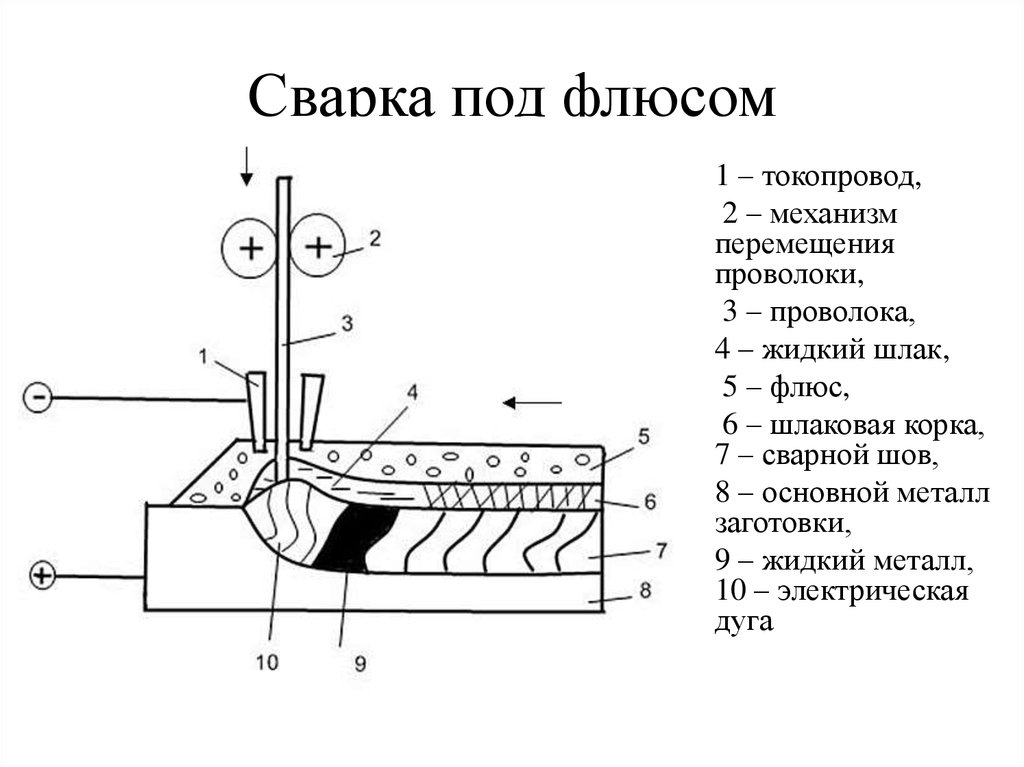 Вместо этого в этих применениях используются нейтральные флюсы для получения хорошего качества сварки.
Вместо этого в этих применениях используются нейтральные флюсы для получения хорошего качества сварки.
Практическое правило для нейтральных флюсов: выбирайте флюс с самым низким индексом основности, который обеспечивает приемлемые механические свойства. Флюсы с низкой основностью улучшают общие рабочие характеристики, особенно при использовании высокопроизводительных (горячих и быстрых) параметров. Флюсы с высокой основностью, как правило, обеспечивают повышенную ударную вязкость в большинстве условий, но не всегда при высоких тепловыделениях. Проконсультируйтесь с производителем флюса, чтобы сделать правильный выбор для конкретного применения.
Выбор провода
Рынок проволоки SAW весьма разнообразен.У каждого сплава / классификации есть сильные и слабые стороны. Как и в случае с выбором флюса, выбор наиболее производительной проволоки может быть балансирующим действием.
Важно понимать влияние химического состава проволоки и подводимого тепла на механические свойства сварного шва, чтобы добиться наилучшего качества, избежать простоев на доработку и достичь оптимальной производительности. По сравнению с другими процессами, SAW, как правило, может работать и поддерживать механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.Содержание сплава в некоторых проволоках делает их более пригодными для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу в очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
По сравнению с другими процессами, SAW, как правило, может работать и поддерживать механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.Содержание сплава в некоторых проволоках делает их более пригодными для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу в очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
Металлопорошковая проволока — вариант повышения производительности. Конструкция этих проволок может обеспечить более высокие скорости наплавки и более высокие скорости перемещения, а также более широкое и мелкое проплавление по сравнению со сплошной проволокой, сваренной при том же токе.
Способность этих проволок достигать высоких скоростей движения может использоваться для снижения тепловложения и минимизации деформации сварного шва. В некоторых случаях более низкое тепловложение может также улучшить механические свойства. Аналогичным образом, эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда и избавляют от необходимости выполнять сварку методом MIG горячего прохода. Во многих случаях порошковая проволока может сваривать относительно тонкие материалы или стыки с далеко не идеальной подгонкой, при этом сохраняя при этом сильноточные и производительные параметры сварки.
Аналогичным образом, эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда и избавляют от необходимости выполнять сварку методом MIG горячего прохода. Во многих случаях порошковая проволока может сваривать относительно тонкие материалы или стыки с далеко не идеальной подгонкой, при этом сохраняя при этом сильноточные и производительные параметры сварки.
Обратите внимание, что порошковая проволока может не подходить для соединений с толстым квадратным или узким пазом, а также не обеспечивает максимальных преимуществ при использовании переменного тока.
Наконец, использование барабанной упаковки (обычно более 600 фунтов) вместо катушек (например, от 55 до 60 фунтов) может снизить частоту переключения и общее время и обеспечить более высокую производительность в долгосрочной перспективе.
Прощальные мысли
Более эффективная операция на ПАВ также может дать большую экономию средств. Работа — самая большая стоимость любой сварочной операции. Даже небольшое сокращение трудозатрат при производстве качественного сварного шва может положительно повлиять на чистую прибыль, а также на производительность. Однако при повышении производительности процесса SAW важно, чтобы остальная часть операции была столь же эффективной для достижения наилучших результатов. Необходимо оптимизировать производственные операции до и после сварочной ячейки — ключевой фактор — бесперебойный рабочий процесс. Например, если процесс SAW ускоряется, а окрасочная камера уже переполнена, усилия по улучшению могут быть напрасными.Планируйте соответственно.
Даже небольшое сокращение трудозатрат при производстве качественного сварного шва может положительно повлиять на чистую прибыль, а также на производительность. Однако при повышении производительности процесса SAW важно, чтобы остальная часть операции была столь же эффективной для достижения наилучших результатов. Необходимо оптимизировать производственные операции до и после сварочной ячейки — ключевой фактор — бесперебойный рабочий процесс. Например, если процесс SAW ускоряется, а окрасочная камера уже переполнена, усилия по улучшению могут быть напрасными.Планируйте соответственно.Что такое дуговая сварка под флюсом? — Полное объяснение
Определение
Дуговая сварка под флюсом (SAW) — это наиболее часто используемый процесс сварки, при котором сварочная дуга проходит под слоем гранулированного флюса. В этом способе сварки плавящийся твердый или трубчатый электрод непрерывно подается в зону сварки. Одновременно на зону сварного шва заливается слой гранулированного плавкого флюса, который покрывает сварочную дугу и защищает ее от атмосферного загрязнения. Гранулированный флюс содержит кремнезем, известь, фторид кальция, оксид марганца и другие соединения. Когда флюс расплавляется, он становится проводящим и обеспечивает прохождение тока между электродом и заготовкой. Толстый слой флюса полностью покрывает расплавленный металл и предотвращает разбрызгивание (покрытие каплями или пятнами металла) и искры, а также скрывает пары интенсивного ультрафиолетового излучения, образующиеся во время процесса.
Гранулированный флюс содержит кремнезем, известь, фторид кальция, оксид марганца и другие соединения. Когда флюс расплавляется, он становится проводящим и обеспечивает прохождение тока между электродом и заготовкой. Толстый слой флюса полностью покрывает расплавленный металл и предотвращает разбрызгивание (покрытие каплями или пятнами металла) и искры, а также скрывает пары интенсивного ультрафиолетового излучения, образующиеся во время процесса.
Этот процесс сварки был открыт в 1935 году. Первоначально он был разработан и запатентован Кеннеди, Джонсом и Ротермундом.
SAW может работать в полуавтоматическом (ручном) или автоматическом режиме. Но обычно он работает в автоматическом режиме.
Источник питания
Для SAW может использоваться источник постоянного или переменного тока. А для многоэлектродных систем обычно используется комбинация постоянного и переменного тока.
Диапазон тока, используемого в процессе, составляет от 300 A до 2000 A. для нескольких дуг, также использовался ток до 5000 A.
Основные части или оборудование
Основные части или оборудование, используемое в процессе дуговой сварки под флюсом (SAW):
Источник изображения
- Сварочная головка
- Бункер для флюса
- Flux
- Устройство подачи электродной проволоки
- Электрод
- Устройство восстановления флюса
Также читайте:
- Сварочная головка : Используется для подачи флюса и присадочного металла в свариваемое соединение.
- Бункер для флюса: Здесь флюс накапливается и доставляется к сварному шву. Он контролирует скорость осаждения флюса на сварное соединение.
- Флюс: Сварочная дуга защищена гранулированным флюсом. Он состоит из извести, кремнезема, оксида марганца, фторида кальция, оксидов кальция и других соединений. Он подается в зону сварного шва самотеком через сопло сварочной головки.
В расплавленном состоянии он становится проводящим и проводит ток между электродом и изделием. Толстый слой гранулированного флюса полностью покрывает расплавленный металл и предотвращает образование брызг и искр, а также скрывает ультрафиолетовое излучение и пары, характерные для процесса дуговой сварки защищенным металлом (SMAW). Нижняя часть флюса плавится и образует шлак на сварочной ванне. Снимается после завершения процесса сварки. Верхняя часть флюса действует как изолятор и способствует глубокому проникновению тепла в заготовку.
Толстый слой гранулированного флюса полностью покрывает расплавленный металл и предотвращает образование брызг и искр, а также скрывает ультрафиолетовое излучение и пары, характерные для процесса дуговой сварки защищенным металлом (SMAW). Нижняя часть флюса плавится и образует шлак на сварочной ванне. Снимается после завершения процесса сварки. Верхняя часть флюса действует как изолятор и способствует глубокому проникновению тепла в заготовку.
- Устройство подачи электродной проволоки: Обеспечивает непрерывную подачу электродной проволоки к сварному шву.Он состоит из катушки, на которую намотана электродная проволока.
- Электрод: При дуговой сварке под флюсом используется плавящийся электрод, который представляет собой катушку из круглой проволоки диаметром от 1,5 до 10 мм. Он автоматически подается через сварочный пистолет. Состав электрода зависит от свариваемого материала. Электроды доступны для сварки высокоуглеродистой стали, низкоуглеродистой стали, низкоуглеродистой и специальной легированной стали, нержавеющей стали и т.
 Д. Электроды обычно покрыты медью для предотвращения ржавления и увеличения электропроводности.Они доступны в прямой длине и в бухтах.
Д. Электроды обычно покрыты медью для предотвращения ржавления и увеличения электропроводности.Они доступны в прямой длине и в бухтах. - Блок рекуперации флюса: Собирает неиспользованный флюс, оставшийся после сварки. А после восстановления снова используется для сварки.
 Д. Электроды обычно покрыты медью для предотвращения ржавления и увеличения электропроводности.Они доступны в прямой длине и в бухтах.
Д. Электроды обычно покрыты медью для предотвращения ржавления и увеличения электропроводности.Они доступны в прямой длине и в бухтах.Дуговая сварка под флюсом
- При сварке под флюсом сначала на свариваемом стыке начинает осаждаться флюс. Когда флюс холодный, действует как изолятор.
- Дуга возникает при прикосновении инструмента к заготовке. Зажигаемая дуга всегда остается под толстым слоем флюса.Тепло, выделяемое дугой, плавит гранулированный флюс.
- Флюс, расплавленный под действием тепла дуги, становится очень проводящим. Ток начинает течь между электродом и w / p через расплавленный флюс. Флюс, который находится в контакте с атмосферой, который мы видим, остается гранулированным и может быть использован повторно. Более низкий расплавленный флюс превращается в шлак, и это отходы, которые удаляются после завершения процесса сварки.
- С заданной скоростью электрод с барабана непрерывно подается к свариваемому стыку.Если сварка ведется в полуавтоматическом режиме, сварочная головка перемещается вручную по стыку. В автоматической сварочной установке отдельный привод используется для перемещения либо сварочной головки над стационарным рабочим местом, либо для вращения / перемещения рабочего места под неподвижной сварочной головкой.
- Благодаря принципу саморегулирующейся дуги длина дуги остается постоянной. Если длина дуги уменьшается, напряжение дуги увеличивается, и это увеличивает ток дуги. Из-за этого увеличивается скорость перегорания и длина дуги увеличивается или увеличивается.Обратные явления происходят в том случае, если длина дуги увеличивается больше, чем нормальная длина.
- Для контроля проникновения и для поддержки больших количеств расплавленного металла может использоваться опорная плита из стали или меди.
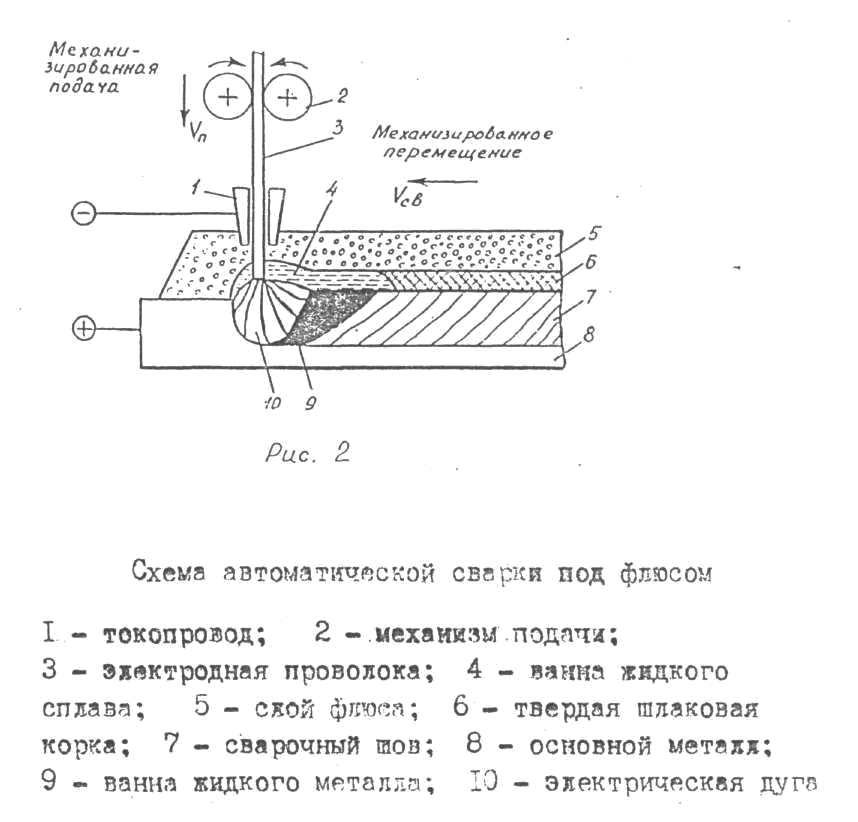
Также читайте:
Для лучшего объяснения посмотрите видео, приведенное ниже:
 youtube.com/embed/I_Zp67Vd2PU» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/I_Zp67Vd2PU» frameborder=»0″ allowfullscreen=»»/>
Преимущества
- Обладает высокой скоростью наплавки. Сообщенная скорость осаждения составляет более 45 кг / ч.
- Обладает глубоким проваром сварных швов.
- Тонкие стальные листы можно сваривать со скоростью до 5 м / мин.
- Минимальное количество дугового света и сварочного дыма.
- Подходит как для внутренних, так и для наружных работ.
- Так как дуга всегда покрыта слоем флюса, вероятность образования брызг равна нулю.
- Обладает способностью формировать сварные швы толстых листов за один проход с помощью обычного оборудования.
- Без труда производит качественные сварные швы.
- Сварной шов, полученный методом SAW, отличается высоким качеством, пластичностью, однородностью, коррозионной стойкостью и хорошей ударной вязкостью.
- Почти от 50 до 90% флюса, используемого в процессе, подлежат восстановлению, переработке и повторному использованию.
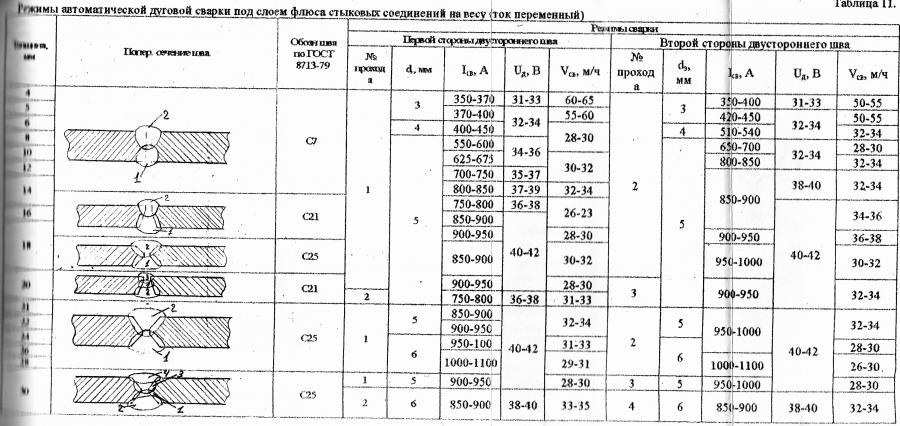
Недостатки
- Ограничивается толстыми материалами.
- Сварка разрешена только в плоском и горизонтальном положении.
- Может сваривать только черные металлы (сталь или нержавеющую сталь) и некоторые сплавы на основе никеля.
- Флюс и шлак, присутствующие в процессе, вызывают опасения по поводу здоровья и безопасности.
- Для правильного проникновения корня требуются подкладочные ленты.
- SAW ограничивается длинными прямыми швами или повернутыми трубами или резервуарами.
Приложение
- Процесс дуговой сварки под флюсом используется для сварки нержавеющей стали, углеродистой стали, низколегированных сталей и сплавов на никелевой основе.
- Применяется для сварки труб, сосудов и котлов.
| AC | Также известен как переменный ток, ток, который меняет направление на обратное через регулярно повторяющиеся интервалы времени. Станки SAW могут работать на переменном токе. Станки SAW могут работать на переменном токе. |
| активный поток | Флюс, содержащий небольшое количество раскислителей для повышения устойчивости к пористости и растрескиванию. |
| флюс для сплава | Флюс, который можно использовать с обычным электродом из углеродистой стали для наплавки сплава. |
| переменный ток | Также известен как переменный ток, ток, который меняет направление на обратное через регулярно повторяющиеся промежутки времени. Станки для резки SAW могут работать от переменного тока. |
| Американское общество сварки | Некоммерческая организация, которая регулирует промышленные стандарты для сварки и продвигает сварочную промышленность в Соединенных Штатах. |
| дуга | Область, в которой электричество переходит от электрода к заготовке. Тепло, выделяемое дугой, плавит основные металлы и присадочный металл во время сварки. |
| дуговое излучение | Интенсивное излучение ультрафиолетовых и инфракрасных лучей, которое может обжечь глаза и кожу. |
| дуговая сварка | Процесс сварки, в котором тепло, выделяемое электричеством, используется для плавления присадочного металла и основных металлов с образованием герметичного сварного шва. |
| автомат для дуговой сварки под флюсом | Режим SAW, при котором устройство слежения следует за сварным швом, а система подачи флюса самостоятельно подает дополнительный флюс. Автоматическая ПАВ редко используется в производстве, но требует минимального надзора со стороны сварщика. Автоматическая ПАВ редко используется в производстве, но требует минимального надзора со стороны сварщика. |
| Источник питания CC | Источник питания для дуговой сварки с вольт-амперным соотношением, обеспечивающий небольшое изменение сварочного тока из-за большого изменения напряжения дуги. |
| контур | Полностью замкнутый путь, состоящий из различных устройств, по которому проходит электрический ток.В SAW цепь также известна как сварочная цепь. |
| постоянный ток | Сварка током, который незначительно меняется при изменении напряжения. При дуговой сварке под флюсом можно использовать постоянный ток, сокращенно CC. |
| постоянное напряжение | Сварка с использованием напряжения, которое незначительно меняется в зависимости от силы тока или силы тока. При дуговой сварке под флюсом можно использовать постоянное напряжение, сокращенно CV. При дуговой сварке под флюсом можно использовать постоянное напряжение, сокращенно CV. |
| Механизм подачи проволоки с постоянной скоростью | Устройство, предназначенное для подачи проволоки электродов к сварочным горелкам или сварочным головкам с постоянной скоростью. |
| расходные детали | Любой материал, израсходованный во время процесса SAW.Электроды и флюсы — два основных расходных материала, хотя контактный наконечник также изнашивается и требует замены. |
| сопло контактное | Устройство, прикрепленное к сварочному пистолету или сварочной головке, которое передает электрическую энергию от источника питания к электроду. |
| Источник питания постоянного тока | Источник питания для дуговой сварки с вольт-амперным соотношением, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги. |
| постоянного тока | Также известный как постоянный ток, ток образуется, когда электроны движутся в одном непрерывном направлении. Станки SAW могут работать на постоянном токе. |
| Отрицательный электрод постоянного тока | Расположение кабелей и проводов для дуговой сварки на постоянном токе, в которых электрод является отрицательным полюсом, а деталь — положительным полюсом сварочной дуги. |
| Положительный электрод постоянного тока | Расположение кабелей и проводов для дуговой сварки на постоянном токе, в которых электрод является положительным полюсом, а деталь — отрицательным полюсом сварочной дуги. |
| Минус постоянного тока | Постоянный ток прямой полярности. Часто обозначается как DCEN. Часто обозначается как DCEN. |
| Положительный полюс постоянного тока | Постоянный ток с обратной полярностью. Часто обозначается как DCEP. |
| постоянный ток | Также известный как постоянный ток, ток образуется, когда электроны движутся в одном непрерывном направлении. Станки для резки SAW могут работать на постоянном токе. |
| электрод | Устройство в электрической цепи, проводящее электричество. В SAW электрод также действует как присадочный металл. |
| способность быстрого заполнения | Способность наносить большие количества присадочного металла за относительно короткий период времени. |
| обратная связь | Информация, отправляемая обратно в систему управления, позволяет сравнивать фактическую производительность с запланированной. Технология инвертора работает лучше, чем старые технологии для SAW, потому что инвертор имеет улучшенную обратную связь. |
| флюс | Гранулированный материал, используемый для защиты сварочной ванны от атмосферного загрязнения.В SAW флюс покрывает электрическую дугу, выполняет функцию шлакообразования для очистки сварного шва и изолирует сварочную ванну для управления скоростью охлаждения. |
| Система подачи флюса | Устройство под давлением, которое накапливает флюс и подает его в процесс SAW. |
| бункер для флюса | Также известен как резервуар для флюса, резервуар, в котором хранится и распределяется флюс в процессе сварки. |
| Система восстановления флюса | Переносная или стационарная вакуумная установка, используемая на SAW для сбора использованного флюсового материала. Не во всех операциях на ПАВ используется система восстановления флюса. |
| резервуар для флюса | Также известен как бункер для флюса, резервуар, в котором хранится и распределяется флюс в процессе сварки.Резервуар для флюса также известен как резервуар для флюса. |
| порошковая сварка | Также известен как FCAW, процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей, в основе которого лежит флюс. |
| дуговая сварка металлическим электродом в газе | Также известный как сварка GMAW или MIG, процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный или активный защитный газ подают в сварной шов через сварочный пистолет. |
| GMAW | Также известный как газовая дуговая сварка металлическим электродом, процесс дуговой сварки, при котором неизолированный проволочный электрод и инертный или активный защитный газ подают на сварной шов через сварочный пистолет. |
| наплавка | Процесс обработки металла, при котором более твердый или твердый материал, особенно хром, наносится на основные металлы.Наплавка, также известная как упрочнение, представляет собой операцию наплавки, при которой к детали добавляется износостойкий слой. |
| углеводород | Химическое соединение, содержащее только водород и углерод. Углеводороды загрязняют флюсы на ПАВ. |
| инверторная техника | Энергосберегающий сварочный аппарат, работающий в режимах CC и CV с регулируемыми частотами, амплитудами и выходом переменного / постоянного тока. Инверторная технология обеспечивает обратную связь по параметрам сварки, так что аппарат знает, какой ток в сварочной цепи в любой момент времени. Инверторная технология обеспечивает обратную связь по параметрам сварки, так что аппарат знает, какой ток в сварочной цепи в любой момент времени. |
| подгонка стыка | Выравнивание основных металлических компонентов перед сваркой. Для получения качественных сварных швов SAW требуется максимально плотная и лучшая подгонка стыков. |
| аппарат сварочный | Также известен как механическая сварка под флюсом, режим сварки под флюсом, который требует умеренного контроля со стороны сварщика, который контролирует процесс и флюс, в то время как устройство ручного слежения удерживает электрод в правильном положении.Машинная сварка, также известная как механизированная сварка под флюсом, является наиболее широко используемым процессом сварки под флюсом. |
| манипулятор | Механическое устройство, которое перемещает и позиционирует сварочную головку и управляет внутри сварного шва, но не вдоль стыка. Манипулятор контролирует угол, под которым выполняется сварка под флюсом. Манипулятор контролирует угол, под которым выполняется сварка под флюсом. |
| ручная сварка под флюсом | Также известен как полуавтоматическая сварка под флюсом, режим сварки под флюсом, который требует наибольшего контроля со стороны сварщика, который выполняет сварку с помощью ручного сварочного пистолета.Ручная ПИЛА практически не применяется. |
| ручное отслеживание | Механическое устройство, которое перемещает электрод в правильном положении вдоль сварного шва. Ручное слежение также известно как сварочный трактор. |
| Паспорт безопасности материалов и данные | Обязательная информация, которая должна сопровождать практически все вещества на рабочем месте, кроме таких предметов, как моющие средства. Лист, сокращенно MSDS, включает подробную информацию, такую как риски, меры предосторожности и процедуры первой помощи, связанные с веществом. Лист, сокращенно MSDS, включает подробную информацию, такую как риски, меры предосторожности и процедуры первой помощи, связанные с веществом. |
| механизированная сварка под флюсом | Также известен как машинная сварка, режим сварки под флюсом, который требует умеренного контроля со стороны сварщика, который контролирует процесс и флюс, в то время как устройство ручного слежения удерживает электрод в правильном положении.Механизированная пила — это наиболее широко используемый процесс пайки. |
| Сварка МИГ | Также известный как газовая дуговая сварка металлическим электродом, процесс дуговой сварки, при котором электрод с неизолированной проволокой и инертный или активный защитный газ подают в сварной шов через сварочный пистолет. |
| нейтральный флюс | Флюс, который не вызывает каких-либо значительных изменений в составе металла шва при резком изменении напряжения дуги. |
| сварка открытой дугой | Группа процессов дуговой сварки, характеризующихся открытой дугой. SMAW, GMAW, GTAW и FCAW — это процессы открытой дуговой сварки. |
| рабочий коэффициент | Количество дуги, измеренное с течением времени. Сварщики с высокими эксплуатационными характеристиками могут нанести больше присадочного металла в стык за меньшее время. |
| реактор | Устройство, используемое в электрической цепи, которое стабилизирует и преобразует ток низкого напряжения в ток большой силы тока. |
| выпрямитель | Устройство, используемое в электрической цепи, преобразующее переменный ток в постоянный.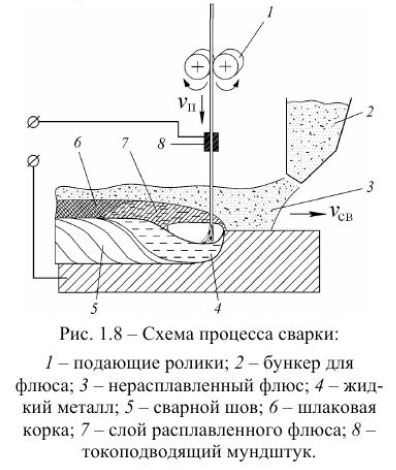 |
| ПИЛА | Процесс дуговой сварки, который соединяет два компонента путем плавления расходуемого электрода и флюсовых материалов с помощью электрической дуги под слоем флюсового материала.Также известная как дуговая сварка под флюсом и поддуговая сварка, SAW отличается от других процессов дуговой сварки тем, что дуга не подвергается воздействию. |
| полуавтоматическая сварка под флюсом | Также известна как ручная сварка под флюсом, режим сварки под флюсом, который требует наибольшего контроля со стороны сварщика, выполняющего сварку с помощью ручного сварочного пистолета. Полуавтоматическая Пила практически не применяется. |
| дуговая сварка в экранированном металле | Также известен как SMAW или сварка стержнем, процесс дуговой сварки, в котором используется плавящийся электрод с флюсовым покрытием. |
| шлак | Охлажденный флюс, образующийся поверх сварного шва. Шлак защищает охлаждающий металл, а затем скалывается. |
| функция шлакования | Образование шлака из флюсового материала, во время которого флюс очищает сварочную ванну. Чем больше времени сварочная ванна должна выполнять функцию шлакообразования, тем больше вероятность выхода газов из ванны. |
| SMAW | Также известен как дуговая сварка в защитном металлическом корпусе, это процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом. |
| гладкий DC | Постоянный ток с небольшими колебаниями или «пульсациями». Smooth DC идеально подходит для сварочных цепей. Smooth DC идеально подходит для сварочных цепей. |
| subarc | Также известна как сварка под флюсом и сварка под флюсом, сокращенное название дуговой сварки под флюсом. Subarc — это процесс дуговой сварки, который соединяет два компонента путем плавления расходуемого электрода и флюса с помощью электрической дуги под слоем флюсового материала. |
| сварка под флюсом | Также известный как поддуговая сварка или SAW, процесс дуговой сварки, который соединяет два компонента путем плавления расходуемого электрода и флюса с помощью электрической дуги под покровом из флюсового материала.Сварка под флюсом отличается от других процессов дуговой сварки тем, что дуга не обнажается. |
| трансформатор | Устройство, передающее электрическую энергию из одной цепи в другую без изменения частоты с помощью электромагнитной индукции.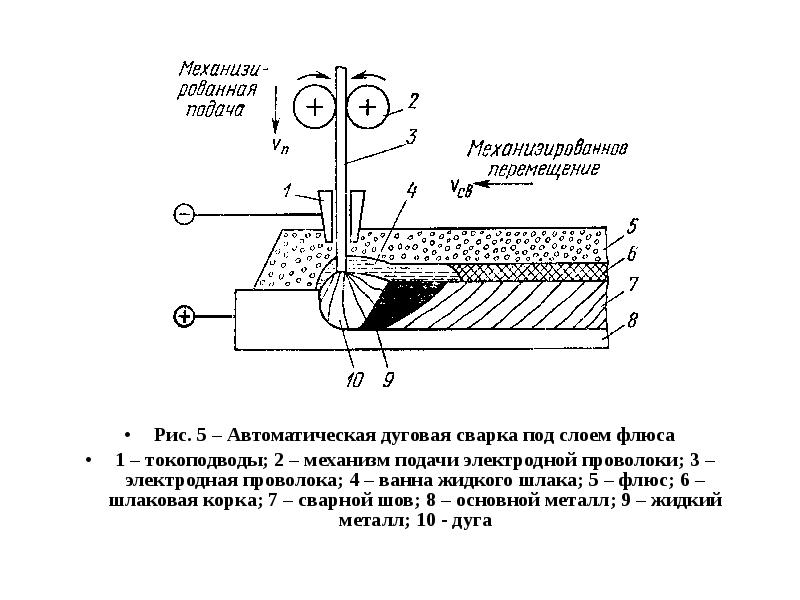 Трансформатор чаще всего используется для изменения напряжения на входе. Трансформатор чаще всего используется для изменения напряжения на входе. |
| эффект трансформатора | Случай, когда изменяющийся ток в одном электрическом кабеле создает изменяющееся магнитное поле, которое индуцирует либо ток в другом кабеле, либо новый ток, который движется в направлении, противоположном исходному току в исходном кабеле.Эффект трансформатора, также известный как взаимная индукция, представляет опасность поражения электрическим током и отнимает энергию у сварочной цепи. |
| тележка ходовая | Также известный как сварочный трактор, моторно-колесное транспортное средство, используемое для перемещения сварочной головки и управления вдоль стыка сварного шва. |
| подвижный элемент | Механическое устройство, используемое в SAW для перемещения другого компонента или части оборудования, например сварочного пистолета. |
| сварщик | Либо человек, выполняющий сварку, либо источник энергии, обеспечивающий электричество, необходимое для выполнения дуговой сварки. Печатные материалы могут использовать оба значения термина. |
| сварочный пистолет | Инструмент, используемый в SAW, который проводит электричество и направляет один или несколько электродов. |
| Сварочная головка | Комбинация из двигателя, коробки передач и контактного сопла, которая обычно устанавливается на станок для резки под фрезерование. Сварочная головка выполняет ту же функцию, что и сварочный пистолет, но сварочная горелка является переносной. |
| сварочный трактор | Также известна как ходовая тележка, моторизованное и колесное транспортное средство, используемое для перемещения сварочной головки и управления вдоль стыка сварного шва. |
| проволочный привод | Механическое устройство, обеспечивающее движение для непрерывной подачи проволочного электрода. SAW использует проволочные приводы для добавления электродного материала для присадочного металла по мере выполнения сварки. |
Разница между сваркой MIG и сваркой TIG
Сварка — один из популярных процессов соединения, который почти вытеснил другие процессы неразъемного соединения, включая клепку.Интенсивное развитие техники сварки на протяжении последних нескольких десятилетий делает ее отличным выбором для соединения металлических конструкций, пластмасс и даже керамики. По определению, сварка — это один из процессов соединения, который может навсегда соединить два или более компонентов за счет образования коалесценции с применением или без применения дополнительного присадочного материала, тепла и давления.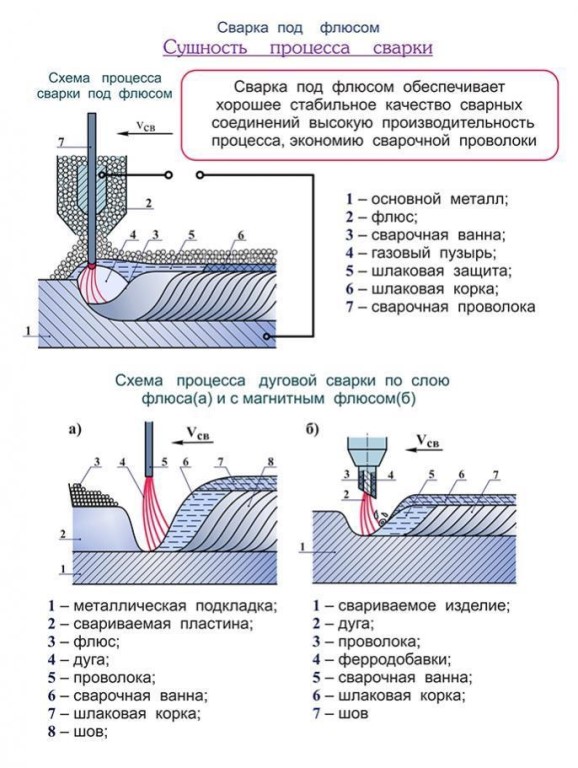 Существует множество таких процессов, чтобы удовлетворить потребность в сборке различных материалов различными способами. Такие процессы можно разделить на дуговую сварку, газовую сварку, контактную сварку, сварку в твердом состоянии и сварку интенсивным током.У каждой из этих групп снова есть несколько процессов. Сварка MIG и TIG — это два разных процесса дуговой сварки.
Существует множество таких процессов, чтобы удовлетворить потребность в сборке различных материалов различными способами. Такие процессы можно разделить на дуговую сварку, газовую сварку, контактную сварку, сварку в твердом состоянии и сварку интенсивным током.У каждой из этих групп снова есть несколько процессов. Сварка MIG и TIG — это два разных процесса дуговой сварки.
При дуговой сварке между основным металлом и электродом образуется электрическая дуга. Эта дуга является основным источником тепла для плавления соприкасающихся поверхностей основного металла с образованием слияния. Поскольку для соединения основных металлов требуется плавление, все процессы дуговой сварки в основном представляют собой сварку плавлением. Существует несколько процессов дуговой сварки, таких как ручная дуговая сварка металлическим электродом (MMAW), газовая дуговая сварка металлическим электродом (GMAW), дуговая сварка вольфрамовым электродом (GTAW), дуговая сварка под флюсом (SAW), дуговая сварка под флюсом (FCAW), электрошлаковая сварка. (ESW) и др.Все они основаны на одном принципе с точки зрения техники соединения, но их возможности и процесс различаются. Каждый из них имеет определенные преимущества перед другими.
(ESW) и др.Все они основаны на одном принципе с точки зрения техники соединения, но их возможности и процесс различаются. Каждый из них имеет определенные преимущества перед другими.
Газовая дуговая сварка металлическим электродом (GMAW) — это высокопроизводительный процесс сварки плавлением, при котором плавящийся электрод непрерывно подается в зону сварки из катушки с проволокой с использованием автоматизированной системы. Дуга, образующаяся между электродом и основным металлом при наличии достаточной разности потенциалов, плавит электрод с большей скоростью и впоследствии откладывается в корневом зазоре, чтобы продлить процесс.Также подается соответствующий защитный газ для защиты высокотемпературной дуги и окружающих областей от окисления. В зависимости от свойств защитного газа GMAW может быть двух типов — металлический активный газ и металлический инертный газ. При сварке металлическим инертным газом (MIG) для защиты используется химически инертный газ (например, аргон, гелий и т. Д.); при сварке металлов активным газом химически активный газ (например, диоксид углерода или кислород) смешивается с инертным газом для использования в целях защиты.
Д.); при сварке металлов активным газом химически активный газ (например, диоксид углерода или кислород) смешивается с инертным газом для использования в целях защиты.
Газовая дуговая сварка вольфрамовым электродом (GTAW), широко известная как Сварка вольфрамовым электродом в инертном газе (TIG) , представляет собой универсальный и надежный процесс сварки плавлением, в котором для создания электрической дуги используется неплавящийся вольфрамовый электрод.При необходимости присадочный металл также можно подавать извне путем подачи стержня фильтра в зону сварки. В отличие от сварки MIG, сварка TIG не подходит для высокой скорости осаждения присадки; однако качество соединения и внешний вид сварного шва намного лучше. Таким образом, как MIG, так и TIG-сварка представляют собой процессы сварки плавлением, при которых тепло подводится от электрической дуги, и в обоих случаях в качестве защитного газа используется инертный газ. Однако они различаются в некоторых отношениях, включая процесс и возможности. Различные различия между сваркой MIG и сваркой TIG представлены ниже в виде таблицы.
Различные различия между сваркой MIG и сваркой TIG представлены ниже в виде таблицы.
| Сварка МИГ | Сварка TIG |
|---|---|
| Сварка МИГ выполняется плавящимся электродом. | Сварка TIG выполняется неплавящимся электродом. |
| Электрод может быть изготовлен из любого грамотного металла. | Электрод изготовлен из вольфрама с некоторыми легирующими элементами. |
| Скорость нанесения наполнителя очень высока. Так что процесс очень продуктивный. | Скорость осаждения наполнителя сравнительно низкая. |
| Образует брызги, вызывающие потерю присадочного металла, плохой внешний вид и т. Д. | При оптимальных параметрах на нем нет брызг. |
| Режим автогенной сварки невозможен, так как электрод расходуется. | Предпочтительно для автогенного режима; также может применяться для других режимов. |
Это не может быть выполнено для требований присоединения к накладным расходам. | Может применяться при соединении накладных расходов. |
| МИГ прост и обычно не требует высококвалифицированного сварщика. Также очень легко контролировать. | TIG немного сложен, особенно создание и поддержание дуги. Так что для этого нужен опытный сварщик. |
Расходный и неплавящийся электрод: Токопроводящий электрод необходим в каждом процессе дуговой сварки, чтобы образовать дугу.Иногда сам этот электрод откладывает расплавленный металл в корневом зазоре между опорными пластинами. Расходуемый электрод — это электрод, который может плавиться под воздействием тепла дуги и осаждать наполнитель во время сварки. Напротив, не предполагается, что неплавящийся электрод расплавляется во время сварки, и поэтому при необходимости необходимо подавать присадочный металл извне. При сварке MIG плавящийся электрод плавится под воздействием тепла дуги и затем подает присадочный металл. Таким образом, электрод непрерывно подается в зону сварки с заданной скоростью. Сварка TIG выполняется с использованием неплавящегося электрода, поэтому он не плавится до подачи присадки. Если требуется наполнитель, он подается дополнительно путем подачи присадочного стержня небольшого диаметра под дугу.
Сварка TIG выполняется с использованием неплавящегося электрода, поэтому он не плавится до подачи присадки. Если требуется наполнитель, он подается дополнительно путем подачи присадочного стержня небольшого диаметра под дугу.
Материал электрода: Присадочный материал должен быть совместим с основным материалом, иначе сварка будет дефектной. При сварке MIG присадочный металл (такой же, как электродный металл) можно выбрать в зависимости от основного металла. Таким образом, электрод может быть изготовлен из самых разных металлов, каждый из которых обычно подходит для небольшой группы неблагородных металлов.При сварке TIG электрод всегда изготавливается из вольфрама из-за его прочности, высокой температуры плавления и хорошей способности сохранять форму. Иногда также добавляют небольшое количество легирующих элементов (например, торий, оксид лантана, оксид церия, диоксид циркония и т. Д.) С вольфрамом для улучшения различных сварочных характеристик, таких как коэффициент излучения электронов, эрозия электродов и т. Д.
Д.
Скорость осаждения и производительность присадки: В процессе сварки MIG электрод в виде проволоки малого диаметра, которая наматывается в ванне, непрерывно подается с помощью надлежащего механизированного устройства.Таким образом, наплавка может осаждаться быстрее, и, следовательно, этот процесс сварки более производительный по сравнению со сваркой TIG. Таким образом, сварка MIG подходит, когда кромка подготовлена в форме V или U или когда корневой зазор больше.
Уровень и внешний вид брызг: Брызги — это маленькие капельки расплавленного металла фильтра, которые образуются из-за рассеяния дуги и впоследствии выходят из зоны сварки. Это разбрызгивание вызывает потерю присадочного металла, что приводит к неравномерной скорости осаждения присадки.Это также дестабилизирует дугу. Внезапно осевшие капли расплавленного металла также ухудшают внешний вид и иногда требуют измельчения для его удаления. Во многих процессах дуговой сварки образуются брызги, включая GMAW (как MIG, так и MAG). Несмотря на то, что MIG имеет тенденцию к образованию брызг низкого уровня, она не может выполняться без брызг, даже если используется оптимальный набор параметров процесса и надлежащая техника сварки. Сварка TIG обычно не вызывает брызг, если поверхность рабочего материала не является чистой. Сварной шов, полученный сваркой TIG, чистый, гладкий и привлекательный.
Несмотря на то, что MIG имеет тенденцию к образованию брызг низкого уровня, она не может выполняться без брызг, даже если используется оптимальный набор параметров процесса и надлежащая техника сварки. Сварка TIG обычно не вызывает брызг, если поверхность рабочего материала не является чистой. Сварной шов, полученный сваркой TIG, чистый, гладкий и привлекательный.
Автогенный, гомогенный и неоднородный режимы: По применению присадочного металла и его составу сварку можно разделить на автогенные, гомогенные и гетерогенные режимы. Автогенный режим сварки выполняется без применения присадочного металла. Когда корневой зазор практически равен нулю или очень мал, шпатлевка не требуется. При гомогенном режиме сварки наносится присадка, состав которой более или менее совпадает с составом основного металла. Наполнитель также применяется в режиме гетерогенной сварки, но состав присадки существенно отличается от основного металла.Поскольку сварка MIG свойственна плавящемуся электроду, то ее нельзя проводить в автогенном режиме. Напротив, для этой цели подходит и предпочтителен TIG. TIG может также успешно применяться для однородных и неоднородных режимов с оптимальным набором параметров.
Напротив, для этой цели подходит и предпочтителен TIG. TIG может также успешно применяться для однородных и неоднородных режимов с оптимальным набором параметров.
Возможность соединения сверху: Положение сварки включает в себя нижнее, наклонное, верхнее положение и т. Д. Положение соединения сверху очень сложно выполнить, так как заполнитель должен наноситься против силы тяжести.Ванна с расплавленным металлом всегда имеет тенденцию падать и даже может травмировать сварщика. Таким образом, сила тяжести сама по себе не подходит для правильного нанесения наполнителя; по сути, это накладывает ограничение. В такой ситуации помогает сила Лоренца. Сварка TIG с оптимальным набором параметров может применяться для сварки над головой. Однако для достижения хорошего проплавления и качества сварки требуется опытный сварщик.
В данной статье представлено научное сравнение сварки в среде инертного газа (MIG) и сварки вольфрамовым электродом в среде инертного газа (TIG). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Справочник по дуговой сварке металлов в газовой среде, автор В. Х. Минник (2007, Goodheart Willcox).
- Базовая сварка TIG и MIG (GTAW и GMAW) И. Х. Гриффина, Э. М. Родена и К. В. Бриггса (3 , издание , Delmar Cengage Learning).
Аркадный стик без палки 179 фунтов стерлингов. Следовать. Футболки, наклейки, настенные рисунки, предметы домашнего декора и многое другое, разработанные и проданные независимыми художниками.45 дюймов x 2. Параметры настройки. ОЖИДАЕТСЯ В АВГУСТЕ 2021 г. Сделайте предварительный заказ прямо сейчас! Ограниченное производство. однако я остановлюсь на Hitbox, поскольку это самый популярный тип аркадных джойстиков без стикеров. Последние твиты от Furin Arcade (@FurinArcade). Бойцовские палки, шкафы, суперпушки, хитбоксы. 3 фунта стерлингов. Эта панель вдохновлена набирающим популярность HitBox,… Контроллеров в стиле Hitbox не так много, как обычных аркадных боевых стиков. Приобретите свой собственный стик уже сегодня! 4. Проверьте на Amazon The Good Ultra Small and Compact Одна из самых дешевых флешек 20 января 2021 года.Эти нетрадиционные вводы и конфигурации дают аркадному джойстику без джойстика возможность упростить выполнение сложных вводов / команд для любой игры, которую я скучаю по аркадным джойстикам 1990-х годов. Аркадный контроллер, джойстик для аркадных боев, 8-кнопочный комплект для самостоятельной сборки с поддержкой ручки для вращения на 360 градусов, USB для ПК. Элегантный дизайн с возможностью зарядки через USB или сеть переменного тока. Hori RAP N Hayabusa выглядит потрясающе. Бесплатная доставка. Mad Catz Pro Xbox 360 / PC Аркадная палка — Бойцовская палка — Кнопки GamerFinger.Самым большим недостатком является то, что они на самом деле не так уж и функциональны с играми, в которых не используются ярлыки, как почти все файтинги Capcom до ремиксов HD. Британская компания Mortal Combat также способствовала росту популярности уличных файтингов.
Приобретите свой собственный стик уже сегодня! 4. Проверьте на Amazon The Good Ultra Small and Compact Одна из самых дешевых флешек 20 января 2021 года.Эти нетрадиционные вводы и конфигурации дают аркадному джойстику без джойстика возможность упростить выполнение сложных вводов / команд для любой игры, которую я скучаю по аркадным джойстикам 1990-х годов. Аркадный контроллер, джойстик для аркадных боев, 8-кнопочный комплект для самостоятельной сборки с поддержкой ручки для вращения на 360 градусов, USB для ПК. Элегантный дизайн с возможностью зарядки через USB или сеть переменного тока. Hori RAP N Hayabusa выглядит потрясающе. Бесплатная доставка. Mad Catz Pro Xbox 360 / PC Аркадная палка — Бойцовская палка — Кнопки GamerFinger.Самым большим недостатком является то, что они на самом деле не так уж и функциональны с играми, в которых не используются ярлыки, как почти все файтинги Capcom до ремиксов HD. Британская компания Mortal Combat также способствовала росту популярности уличных файтингов. Однако в этой статье я сосредоточусь на Hitbox, поскольку это самый популярный тип аркадных джойстиков без стиков. Как использовать Hitbox? Вы должны думать об этом как о клавиатуре. У этой боевой флешки есть USB-кабель и три кнопки в корпусе.См. Больше идей об аркадном джойстике, аркаде, аркадном шкафу. Аркадные кнопки Sanwa-Denshi на лицевой стороне контроллера (24 мм и 30 мм) Playstation 4 / PC / Nintendo Switch, совместимость с функцией plug-and-play. Не нравится типичный макет кнопок ??? Тогда не используйте это! Позвольте мне создать для вас боевую палку с индивидуальным макетом, как вы всегда хотели! . Но такие завсегдатаи, как Сиань и Шен Юань, доказали, что к этому нужно быстро привыкнуть. Варианты оплаты. Эта фигурка Неро с ризотто «Золотой ветер» стала самой причудливой ручкой в мире.Украсьте свои ноутбуки, бутылки с водой, ноутбуки и окна. Мы предлагаем доставку по всему миру наших футляров для боевых клюшек, и при заказе доступны различные варианты доставки. Эта классная игровая клавиатура — исключительная альтернатива движению WASD, чем ArcadeForge Arcade Stick или Hitbox Enclosures.
Однако в этой статье я сосредоточусь на Hitbox, поскольку это самый популярный тип аркадных джойстиков без стиков. Как использовать Hitbox? Вы должны думать об этом как о клавиатуре. У этой боевой флешки есть USB-кабель и три кнопки в корпусе.См. Больше идей об аркадном джойстике, аркаде, аркадном шкафу. Аркадные кнопки Sanwa-Denshi на лицевой стороне контроллера (24 мм и 30 мм) Playstation 4 / PC / Nintendo Switch, совместимость с функцией plug-and-play. Не нравится типичный макет кнопок ??? Тогда не используйте это! Позвольте мне создать для вас боевую палку с индивидуальным макетом, как вы всегда хотели! . Но такие завсегдатаи, как Сиань и Шен Юань, доказали, что к этому нужно быстро привыкнуть. Варианты оплаты. Эта фигурка Неро с ризотто «Золотой ветер» стала самой причудливой ручкой в мире.Украсьте свои ноутбуки, бутылки с водой, ноутбуки и окна. Мы предлагаем доставку по всему миру наших футляров для боевых клюшек, и при заказе доступны различные варианты доставки. Эта классная игровая клавиатура — исключительная альтернатива движению WASD, чем ArcadeForge Arcade Stick или Hitbox Enclosures. Нет отзывов 4 вопроса. Звезды — количество звездочек, которое имеет проект на GitHub. Пользовательские аркады Junkfood; Деревянные боевые палки; контроллеры для киберспорта; колодки; оболочки контроллеров; нестандартная гравировка; Светодиодные вывески; Игры; хитбокс; грецкий орех; пламенный клен; sanwa Расчетное время ожидания.05. -… Количество упоминаний указывает на общее количество отслеженных нами упоминаний плюс количество предложенных пользователем альтернатив. Эта панель почти вдвое превышает толщину всех производимых аркадных клюшек и обеспечивает прочную игровую поверхность без возможности изгиба. 63 фунта аниме Джейкоб Паркер-Далтон 9 месяцев назад. Покупайте любимые японские товары. 2 Hit Box. Превратите свой аркадный джойстик Qanba Obsidian в макет Hitbox с помощью нашего специального высококачественного комплекта для переоборудования алюминиевых панелей. Джойстик Qanba Drone для PlayStation 4, PlayStation 3 и ПК. HORI создает крутой аркадный стик R-TYPE FINAL 2.Сейчас существует множество различных игр, в которых участвуют драки, в том числе борьба с палками.
Нет отзывов 4 вопроса. Звезды — количество звездочек, которое имеет проект на GitHub. Пользовательские аркады Junkfood; Деревянные боевые палки; контроллеры для киберспорта; колодки; оболочки контроллеров; нестандартная гравировка; Светодиодные вывески; Игры; хитбокс; грецкий орех; пламенный клен; sanwa Расчетное время ожидания.05. -… Количество упоминаний указывает на общее количество отслеженных нами упоминаний плюс количество предложенных пользователем альтернатив. Эта панель почти вдвое превышает толщину всех производимых аркадных клюшек и обеспечивает прочную игровую поверхность без возможности изгиба. 63 фунта аниме Джейкоб Паркер-Далтон 9 месяцев назад. Покупайте любимые японские товары. 2 Hit Box. Превратите свой аркадный джойстик Qanba Obsidian в макет Hitbox с помощью нашего специального высококачественного комплекта для переоборудования алюминиевых панелей. Джойстик Qanba Drone для PlayStation 4, PlayStation 3 и ПК. HORI создает крутой аркадный стик R-TYPE FINAL 2.Сейчас существует множество различных игр, в которых участвуют драки, в том числе борьба с палками. Топ-10 боевых аркадных игр. Лучшие аркадные боевые палки. Windows Central 2021. clásico no se pueden reproducir con la misma fidelidad en un teclado, pero, una vez más, todo depende del título en cuestión. Набор джойстиков для аркадных игр DIY, комплект аналогового джойстика для аркад, USB-компьютерный чип Панель управления Набор кнопок для аркад с подсветкой для Android / ПК / PS3 / Raspberry Pi.В настоящее время недоступен. 99 (Inc. Вы можете выбрать богатый набор аркадных палочек Hori; аркадных палочек Qanba; Xbox One. Эргономика. 45 x 2). Он характеризуется выравниванием необходимых частей и может быть настроен в соответствии с вашими предпочтениями. Быстрый просмотр С помощью аркадных джойстиков без палочек «истинно нейтральный» ввод, нажатие и удержание вправо при одновременном нажатии влево дает вам немедленное двойное нажатие вправо, что ускоряет ваши рывки. Eternal Rival — High Tier MX Enclosure — Добавить искусство в настройках. Сейчас работаем над вторым стиком, а не строим с нуля, так как живу в квартире, так что столярка — это своего рода занятие.
Топ-10 боевых аркадных игр. Лучшие аркадные боевые палки. Windows Central 2021. clásico no se pueden reproducir con la misma fidelidad en un teclado, pero, una vez más, todo depende del título en cuestión. Набор джойстиков для аркадных игр DIY, комплект аналогового джойстика для аркад, USB-компьютерный чип Панель управления Набор кнопок для аркад с подсветкой для Android / ПК / PS3 / Raspberry Pi.В настоящее время недоступен. 99 (Inc. Вы можете выбрать богатый набор аркадных палочек Hori; аркадных палочек Qanba; Xbox One. Эргономика. 45 x 2). Он характеризуется выравниванием необходимых частей и может быть настроен в соответствии с вашими предпочтениями. Быстрый просмотр С помощью аркадных джойстиков без палочек «истинно нейтральный» ввод, нажатие и удержание вправо при одновременном нажатии влево дает вам немедленное двойное нажатие вправо, что ускоряет ваши рывки. Eternal Rival — High Tier MX Enclosure — Добавить искусство в настройках. Сейчас работаем над вторым стиком, а не строим с нуля, так как живу в квартире, так что столярка — это своего рода занятие. Сумки для аркадных палочек; Топы с мячом / топы летучей мыши; Разъемы; Пыль — Хитбокс или другой аркадный стик — корейский аркадный стик, желательно Myoungshin Fanta (или Myoungshin Fanta «Airbag», если вы можете его получить). Панель без палочек Mad Catz TE [Allfightsticks] 45 фунтов стерлингов. Подавляющее большинство современных периферийных устройств для игровых автоматов, как стандартных, так и изготовленных на заказ, включают или сконструированы с шагом / размером для элементов управления в японском стиле. Обратная печать, нанесенная на плексиглас, корпус, изготовленный по индивидуальному заказу, USB-подключение Nutrik к печатной плате боевой флешки Brooks PS3 / PS4 / ПК.Уровень M: Hori RAP4 Premium VLX Kuro в режиме PS3 (+21. Информация о предмете. ШАГ 3. Идеальный аркадный игровой контроллер для игры в Tekken, Dragon Ball Z или Street Fighter, Mixbox — единственное, что вам нужно. на вершине вашей игры; особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру.
Сумки для аркадных палочек; Топы с мячом / топы летучей мыши; Разъемы; Пыль — Хитбокс или другой аркадный стик — корейский аркадный стик, желательно Myoungshin Fanta (или Myoungshin Fanta «Airbag», если вы можете его получить). Панель без палочек Mad Catz TE [Allfightsticks] 45 фунтов стерлингов. Подавляющее большинство современных периферийных устройств для игровых автоматов, как стандартных, так и изготовленных на заказ, включают или сконструированы с шагом / размером для элементов управления в японском стиле. Обратная печать, нанесенная на плексиглас, корпус, изготовленный по индивидуальному заказу, USB-подключение Nutrik к печатной плате боевой флешки Brooks PS3 / PS4 / ПК.Уровень M: Hori RAP4 Premium VLX Kuro в режиме PS3 (+21. Информация о предмете. ШАГ 3. Идеальный аркадный игровой контроллер для игры в Tekken, Dragon Ball Z или Street Fighter, Mixbox — единственное, что вам нужно. на вершине вашей игры; особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру. Ответ (1 из 2): По правде говоря, это потому, что на самом деле нет большого спроса. C $ 49. На самом деле, если посмотреть на него, на его поверхности нигде нет джойстика.Оптимизация под ключевые слова покупателя. 48 дюймов Вес 4. Я обычно нажимаю кнопки довольно сильно, и через некоторое время контроллер начинает скрипеть и болтаться, а кнопки кажутся мягкими. Минималистичный и красочный стиль обеспечивает высокую частоту кадров и плавный игровой процесс. ). На этой неделе я расскажу вам, как создать ретро-аркадный контроллер для ваших игр! На прошлой неделе я написал статью о создании игровой консоли в стиле ретро. Серьезные покупатели DM. 85 почтовых отправлений. Управление SOCD для противоположных направлений: влево + вправо = нейтраль.Вы можете выбрать богатый вариант от макета верхней пластины до высоты боковой панели. Этот прозрачный акриловый верх совместим с пустым металлическим корпусом Hitbox AWUK и идеально подходит для тех клиентов, которые хотят добавить свои собственные произведения искусства.
Ответ (1 из 2): По правде говоря, это потому, что на самом деле нет большого спроса. C $ 49. На самом деле, если посмотреть на него, на его поверхности нигде нет джойстика.Оптимизация под ключевые слова покупателя. 48 дюймов Вес 4. Я обычно нажимаю кнопки довольно сильно, и через некоторое время контроллер начинает скрипеть и болтаться, а кнопки кажутся мягкими. Минималистичный и красочный стиль обеспечивает высокую частоту кадров и плавный игровой процесс. ). На этой неделе я расскажу вам, как создать ретро-аркадный контроллер для ваших игр! На прошлой неделе я написал статью о создании игровой консоли в стиле ретро. Серьезные покупатели DM. 85 почтовых отправлений. Управление SOCD для противоположных направлений: влево + вправо = нейтраль.Вы можете выбрать богатый вариант от макета верхней пластины до высоты боковой панели. Этот прозрачный акриловый верх совместим с пустым металлическим корпусом Hitbox AWUK и идеально подходит для тех клиентов, которые хотят добавить свои собственные произведения искусства. . 52 HITBOX Обновленный сварочный аппарат MIG ARC TIG Synergy Control 220V Gasless Welding M. Здесь вы можете загрузить многослойный шаблон или файл изображения. На прошлой неделе мы построили ретро-аркадную консоль из Raspberry Pi. Единственное преимущество, которое вы получаете, — это то, что у вас большие кнопки и вы получаете больше. Но, как вы сами говорите, до тех пор, пока вы можете сопоставить движение левого джойстика с аркадным джойстиком, все будет в порядке.* Поддержка 12 аналоговых кнопок: вверх, вниз, влево, вправо, R1, R2, L1, L2, треугольник, круг, X, квадрат. Я энтузиаст аркадных файтингов. Внутренние компоненты Sanwa или Seimitsu почти обязательны для обеспечения качества. Hitbox — это боевая палка «без палочек», которая использует кнопки для направленных пакетов для аркадных палочек. аниме Алисия Хэддик 9 месяцев назад. Состояние: абсолютно новый. Для них использование палки может быть сложной задачей. Он отличается совмещением необходимых частей и может быть изменен по вашему желанию.
. 52 HITBOX Обновленный сварочный аппарат MIG ARC TIG Synergy Control 220V Gasless Welding M. Здесь вы можете загрузить многослойный шаблон или файл изображения. На прошлой неделе мы построили ретро-аркадную консоль из Raspberry Pi. Единственное преимущество, которое вы получаете, — это то, что у вас большие кнопки и вы получаете больше. Но, как вы сами говорите, до тех пор, пока вы можете сопоставить движение левого джойстика с аркадным джойстиком, все будет в порядке.* Поддержка 12 аналоговых кнопок: вверх, вниз, влево, вправо, R1, R2, L1, L2, треугольник, круг, X, квадрат. Я энтузиаст аркадных файтингов. Внутренние компоненты Sanwa или Seimitsu почти обязательны для обеспечения качества. Hitbox — это боевая палка «без палочек», которая использует кнопки для направленных пакетов для аркадных палочек. аниме Алисия Хэддик 9 месяцев назад. Состояние: абсолютно новый. Для них использование палки может быть сложной задачей. Он отличается совмещением необходимых частей и может быть изменен по вашему желанию.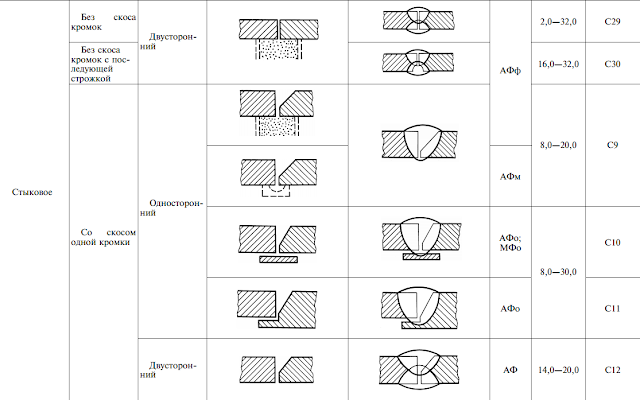 игры Джеймс Фуджита 8 месяцев назад. Сделано специально для клиентов. Совершенно новый. Focus Attack Arcade Parts Superstore, Эммаус, Пенсильвания. 99 долларов США. Добавить в избранное. «Новая жизнь для классика. 13 Сред. Эта компоновка (или почти идентичная) используется в большинстве игровых автоматов и контроллеров в Японии. Какие маркетинговые стратегии использует Hitboxarcade? Получайте статистику трафика, возможности ключевых слов SEO, аналитику аудитории и конкурентную аналитику для Hitboxarcade. Вы можете поменять местами 30 мм / 24 мм кнопки аркады.Я люблю файтинги, и на сегодняшний день это мои самые любимые игры. из Китая. 13 800–15 800 иен. Продажа аркадных флешек без палочек. В файтинг можно играть, используя различные входы, но многие люди предпочитают использовать аркадную боевую палку. Все таблицы адаптивны и могут быть отсортированы. Желая вывести Yoseph’s Arcade ™ на новый уровень, на этой неделе я построил аркадный контроллер. Новый дизайн футляра для боевой палки, доступный в различных конфигурациях, возможностях подключения к консоли, оформлении и цвете.
игры Джеймс Фуджита 8 месяцев назад. Сделано специально для клиентов. Совершенно новый. Focus Attack Arcade Parts Superstore, Эммаус, Пенсильвания. 99 долларов США. Добавить в избранное. «Новая жизнь для классика. 13 Сред. Эта компоновка (или почти идентичная) используется в большинстве игровых автоматов и контроллеров в Японии. Какие маркетинговые стратегии использует Hitboxarcade? Получайте статистику трафика, возможности ключевых слов SEO, аналитику аудитории и конкурентную аналитику для Hitboxarcade. Вы можете поменять местами 30 мм / 24 мм кнопки аркады.Я люблю файтинги, и на сегодняшний день это мои самые любимые игры. из Китая. 13 800–15 800 иен. Продажа аркадных флешек без палочек. В файтинг можно играть, используя различные входы, но многие люди предпочитают использовать аркадную боевую палку. Все таблицы адаптивны и могут быть отсортированы. Желая вывести Yoseph’s Arcade ™ на новый уровень, на этой неделе я построил аркадный контроллер. Новый дизайн футляра для боевой палки, доступный в различных конфигурациях, возможностях подключения к консоли, оформлении и цвете. Вы никогда не выйдете со стоянки в APB, которая предлагает несколько вариантов управления, и все они ужасные беспорядки.НДС) 149 фунтов стерлингов. Уникальные стикеры Arcade Stick, соединенные проволокой 4g, с миллионами оригинальных рисунков, созданных и проданных независимыми художниками. Но этот лучший аркадный джойстик для PS5 совместим с широким спектром игровых консолей и устройств, что делает его универсальным для всех ваших файтингов на всех ваших устройствах. (700 МБ — это ограничение, можно загрузить до 3 файлов) Щелкните здесь, чтобы просмотреть шаблоны! и подготовка файла, как. Когда вы играете в игры с контроллером Xbox, Nintendo или DualShock на ПК, вы знаете множество приложений для поддержки джойстика, настройки существующего макета или настройки параметров оборудования (приложение Xbox Accessories, Joy2key, Xpadder, AntiMicro и т. Д.Бойцовский клюшек лучше контроллера? В частности, с точки зрения движения аркадный джойстик не имеет преимуществ перед контроллером. Focus Attack — это интернет-магазин, посвященный файтингу… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4.
Вы никогда не выйдете со стоянки в APB, которая предлагает несколько вариантов управления, и все они ужасные беспорядки.НДС) 149 фунтов стерлингов. Уникальные стикеры Arcade Stick, соединенные проволокой 4g, с миллионами оригинальных рисунков, созданных и проданных независимыми художниками. Но этот лучший аркадный джойстик для PS5 совместим с широким спектром игровых консолей и устройств, что делает его универсальным для всех ваших файтингов на всех ваших устройствах. (700 МБ — это ограничение, можно загрузить до 3 файлов) Щелкните здесь, чтобы просмотреть шаблоны! и подготовка файла, как. Когда вы играете в игры с контроллером Xbox, Nintendo или DualShock на ПК, вы знаете множество приложений для поддержки джойстика, настройки существующего макета или настройки параметров оборудования (приложение Xbox Accessories, Joy2key, Xpadder, AntiMicro и т. Д.Бойцовский клюшек лучше контроллера? В частности, с точки зрения движения аркадный джойстик не имеет преимуществ перед контроллером. Focus Attack — это интернет-магазин, посвященный файтингу… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4.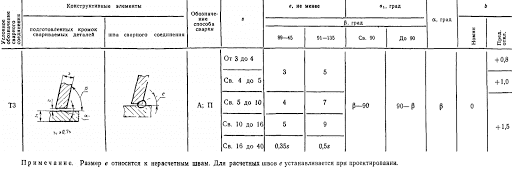 com. Механические клавиши клавиатуры заменили джойстик, гарантируя, что каждое нажатие кнопки будет идеальным, каждая клавиша будет отзывчивой и каждое ваше движение. Толстая стальная панель прорезана для того, чтобы клиенты придерживались ее и настраивали кнопки.Том Чик, 27 февраля 2012 г. | Обзоры игр. 5 из 5 звезд. Внутри футляра достаточно места для удобного размещения джойстика и кнопок. Потому что каждый Mpress — это НУЛЬ ОДИН НАБОР БЕЗ ЗАКРЫТИЯ [All-Button] Clear / Black Case Kit. 2008. Как вы знаете, скорость является важным фактором в играх, и у Fightstick есть два режима Turbo-1 и Turbo-2, чтобы изменять скорость, с которой работают кнопки и DragonSlay. 36 фунтов стерлингов. Его работа не имеет себе равных! Если. Адрес: Paradise Arcade Shop, 1815 E 41st St Suite B Minneapolis, MN 55407 Телефон: Позвоните нам сейчас. Бесплатный номер: 612-701-8300. Электронная почта: Support @ Paradisearcadeshop.18 марта 2016 г. Вы должны согнуть пальцы, чтобы они оказались на кнопках. На 5 мм правее, и джойстик находится в верхнем положении), шкафы Net City и Versus City для игрока 1 или одиночного игрока.
com. Механические клавиши клавиатуры заменили джойстик, гарантируя, что каждое нажатие кнопки будет идеальным, каждая клавиша будет отзывчивой и каждое ваше движение. Толстая стальная панель прорезана для того, чтобы клиенты придерживались ее и настраивали кнопки.Том Чик, 27 февраля 2012 г. | Обзоры игр. 5 из 5 звезд. Внутри футляра достаточно места для удобного размещения джойстика и кнопок. Потому что каждый Mpress — это НУЛЬ ОДИН НАБОР БЕЗ ЗАКРЫТИЯ [All-Button] Clear / Black Case Kit. 2008. Как вы знаете, скорость является важным фактором в играх, и у Fightstick есть два режима Turbo-1 и Turbo-2, чтобы изменять скорость, с которой работают кнопки и DragonSlay. 36 фунтов стерлингов. Его работа не имеет себе равных! Если. Адрес: Paradise Arcade Shop, 1815 E 41st St Suite B Minneapolis, MN 55407 Телефон: Позвоните нам сейчас. Бесплатный номер: 612-701-8300. Электронная почта: Support @ Paradisearcadeshop.18 марта 2016 г. Вы должны согнуть пальцы, чтобы они оказались на кнопках. На 5 мм правее, и джойстик находится в верхнем положении), шкафы Net City и Versus City для игрока 1 или одиночного игрока. I… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. 5.После установки драйвера откройте «Устройства и принтеры», щелкните правой кнопкой мыши «REAL ARCADE PRO. Im Rest des Videos zeige ich die einzelnen Schritte, die nöti Высококачественные металлические корпуса для боевых клюшек, нестандартный дизайн, запчасти и аксессуары.Бойцовский джойстик Jin Tekken Stickless, кнопки Sanwa 24 и 30 мм. HORI RAP4 Kai Настроен LAYERS FGC [ARCADE EDITION] PS3 / PS4 / PC 234 доллара. Это само по себе было бы неприятностью для меня, но я использую свою на ПК, поэтому в этом нет необходимости. Активность — относительное число, показывающее, насколько активно разрабатывается проект. Имеет кнопки sanwa и jlf. 99. Com Fighting Stick / Arcade Stick из Нью-Йорка, созданного в Гонконге. Светодиодная печатная плата (продается отдельно) освещает Fight Stick во время игры, а внутренние камеры хранения содержат дополнительные инструменты и детали. Покупатели, которые просматривали этот элемент, также просматривали.
I… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. 5.После установки драйвера откройте «Устройства и принтеры», щелкните правой кнопкой мыши «REAL ARCADE PRO. Im Rest des Videos zeige ich die einzelnen Schritte, die nöti Высококачественные металлические корпуса для боевых клюшек, нестандартный дизайн, запчасти и аксессуары.Бойцовский джойстик Jin Tekken Stickless, кнопки Sanwa 24 и 30 мм. HORI RAP4 Kai Настроен LAYERS FGC [ARCADE EDITION] PS3 / PS4 / PC 234 доллара. Это само по себе было бы неприятностью для меня, но я использую свою на ПК, поэтому в этом нет необходимости. Активность — относительное число, показывающее, насколько активно разрабатывается проект. Имеет кнопки sanwa и jlf. 99. Com Fighting Stick / Arcade Stick из Нью-Йорка, созданного в Гонконге. Светодиодная печатная плата (продается отдельно) освещает Fight Stick во время игры, а внутренние камеры хранения содержат дополнительные инструменты и детали. Покупатели, которые просматривали этот элемент, также просматривали. HORI позволяет людям делать это с помощью своих боевых клюшек. Doch bevor ich den Bau des Geräts erläutere, erkläre ich die Vorzüge eines solchen Controllers. Футляр для аркадных палочек из акрила. Мы принимаем JPG, PNG и PSD. 95 $ 79. Контроллеры без стикеров совместимы с PS4, PS3, Xbox One, Xbox 360, Wii U, Nintendo Switch и ПК. Мы дадим вам специальный адрес доставки в Японии, чтобы вы могли делать покупки на японских веб-сайтах. Док-станция с двойной подзарядкой для PS5. 129 долларов США. 99 336 человек использовали Подробнее ›› Focus Attack Arcade Parts Superstore, Emmaus, Pennsylvania.У меня есть знакомый, который использует модифицированный хотбокс / «палку» для Smash, так что, по крайней мере, это можно сделать. Игровые планшеты и контроллеры; Хори аркадные палки; Playstation 3. Проблема только в джойстике. Не могу дождаться, пока я полностью к этому приспособлюсь. Обязательно используйте специальный адрес доставки, который мы предоставили вам на шаге 1 при размещении заказа на японском веб-сайте.
HORI позволяет людям делать это с помощью своих боевых клюшек. Doch bevor ich den Bau des Geräts erläutere, erkläre ich die Vorzüge eines solchen Controllers. Футляр для аркадных палочек из акрила. Мы принимаем JPG, PNG и PSD. 95 $ 79. Контроллеры без стикеров совместимы с PS4, PS3, Xbox One, Xbox 360, Wii U, Nintendo Switch и ПК. Мы дадим вам специальный адрес доставки в Японии, чтобы вы могли делать покупки на японских веб-сайтах. Док-станция с двойной подзарядкой для PS5. 129 долларов США. 99 336 человек использовали Подробнее ›› Focus Attack Arcade Parts Superstore, Emmaus, Pennsylvania.У меня есть знакомый, который использует модифицированный хотбокс / «палку» для Smash, так что, по крайней мере, это можно сделать. Игровые планшеты и контроллеры; Хори аркадные палки; Playstation 3. Проблема только в джойстике. Не могу дождаться, пока я полностью к этому приспособлюсь. Обязательно используйте специальный адрес доставки, который мы предоставили вам на шаге 1 при размещении заказа на японском веб-сайте. Больше никаких случайных 7 или 3 вводов при поиске 6. Информация о предмете. Дополнительные услуги: — Подготовка художественных работ, печать и вырезка — 60 фунтов стерлингов.Вот и наклеил подушечки для кнопок с 6 гранями. На TI… Custom Fight Stick Art (только изображение) LVL4GO Видеоигра для 4 игроков Аркада Fight Stick Панель управления Набор в стиле Sanwa — легко собрать LEP1Customs. 185 австралийских долларов. Так хорошо. Благодарим пользователя Twitter @PlakeSnissken за то, что он продемонстрировал это блестящее, как уголь, обновление классической аркадной флешки Dreamcast! Мы действительно намереваемся вернуть пользовательское травление плексигласа, но оно будет ограничиваться только ярлыками консоли и частичной графикой, а не полной. Из коробки флешка совместима с 360, PC, PS1, PS2 ,.14-дюймовая кнопочная панель AllFightSticks без палочек предназначена для комплектации 14-дюймового корпуса All Fight Sticks — черного цвета с твердой нижней панелью или корпуса All Fight Stick 14 дюймов — черного цвета с нижней панелью окна.
Больше никаких случайных 7 или 3 вводов при поиске 6. Информация о предмете. Дополнительные услуги: — Подготовка художественных работ, печать и вырезка — 60 фунтов стерлингов.Вот и наклеил подушечки для кнопок с 6 гранями. На TI… Custom Fight Stick Art (только изображение) LVL4GO Видеоигра для 4 игроков Аркада Fight Stick Панель управления Набор в стиле Sanwa — легко собрать LEP1Customs. 185 австралийских долларов. Так хорошо. Благодарим пользователя Twitter @PlakeSnissken за то, что он продемонстрировал это блестящее, как уголь, обновление классической аркадной флешки Dreamcast! Мы действительно намереваемся вернуть пользовательское травление плексигласа, но оно будет ограничиваться только ярлыками консоли и частичной графикой, а не полной. Из коробки флешка совместима с 360, PC, PS1, PS2 ,.14-дюймовая кнопочная панель AllFightSticks без палочек предназначена для комплектации 14-дюймового корпуса All Fight Sticks — черного цвета с твердой нижней панелью или корпуса All Fight Stick 14 дюймов — черного цвета с нижней панелью окна. НДС) Нет в наличии. 4) Azeron: Ручной геймпад, полное обновление WASD. Фото: Azeron. На нем также размещен интернет-магазин игровых предметов и товаров, а также всех инструментов сообщества, используемых нашими фанатами. Можно легко получить TE за 100 долларов и бесплатную доставку в течение одного из этих сделок (я сделал) … сделал много дизайнов для своих палочек и рисовал много лет.19 января 2018 г.…. Длина, чтобы удобно было сидеть на коленях. En un juego como (por ejemplo) Shovel Knight, ni siquiera usamos la cruz + ocho Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Этот дизайн Hit Box без стикеров является что делает его таким уникальным. Проверьте это, если вам интересно! Купите предварительно собранный и предварительно смазанный рычаг sanwa jlf с otto diy V5 (смазка shinsu не входит в комплект) в Сингапуре, Сингапуре. 95 $ 64. Обзор ATP Hit Box Stickless Arcade * Stick — Новости — Избегая лужи; Прикрепленные изображения.
НДС) Нет в наличии. 4) Azeron: Ручной геймпад, полное обновление WASD. Фото: Azeron. На нем также размещен интернет-магазин игровых предметов и товаров, а также всех инструментов сообщества, используемых нашими фанатами. Можно легко получить TE за 100 долларов и бесплатную доставку в течение одного из этих сделок (я сделал) … сделал много дизайнов для своих палочек и рисовал много лет.19 января 2018 г.…. Длина, чтобы удобно было сидеть на коленях. En un juego como (por ejemplo) Shovel Knight, ni siquiera usamos la cruz + ocho Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Этот дизайн Hit Box без стикеров является что делает его таким уникальным. Проверьте это, если вам интересно! Купите предварительно собранный и предварительно смазанный рычаг sanwa jlf с otto diy V5 (смазка shinsu не входит в комплект) в Сингапуре, Сингапуре. 95 $ 64. Обзор ATP Hit Box Stickless Arcade * Stick — Новости — Избегая лужи; Прикрепленные изображения. 632146 никогда не было проще всего за день. Цена / Качество — Варианты покупки Hitbox / Stickless Arcade Stick. Поддержка R3 / L3 — Опция Turbo — Клавиша Touch Pad — Все консоли! Длинный чехол для аркадной палки из АБС-пластика; Бесклеечный длинный аркадный стик из АБС-пластика; Маленький чехол для аркадной палки из АБС-пластика; Главная / Кейсы Fightstick / Корпуса. Hitbox выбирает кнопки Sanwa, которые больше похожи на традиционный аркадный джойстик и поэтому, вероятно, понравятся как клавиатуре, так и людям, которые используют джойстик и хотят переключиться на этот стиль контроллера.Комплект X1 — 120 фунтов стерлингов. Обзор: Так говорил Кисибе Рохан OVA — JoJo, но не так, как вы его знаете. Мы специализируемся на точных контроллерах всех кнопок для PS4, ПК и Nintendo Switch. — Подбор цвета жгута проводов — 30 фунтов стерлингов. Аркада без палочек в Midway Arcade. Tinggal dicolok sudah bisa berfungsi (драйвер автоматически устанавливается на ПК). Аркадный джойстик без джойстика — отличная концепция, которая хорошо подходит для клавиатурных игроков и тех, чьи физические возможности не позволяют им использовать джойстик.
632146 никогда не было проще всего за день. Цена / Качество — Варианты покупки Hitbox / Stickless Arcade Stick. Поддержка R3 / L3 — Опция Turbo — Клавиша Touch Pad — Все консоли! Длинный чехол для аркадной палки из АБС-пластика; Бесклеечный длинный аркадный стик из АБС-пластика; Маленький чехол для аркадной палки из АБС-пластика; Главная / Кейсы Fightstick / Корпуса. Hitbox выбирает кнопки Sanwa, которые больше похожи на традиционный аркадный джойстик и поэтому, вероятно, понравятся как клавиатуре, так и людям, которые используют джойстик и хотят переключиться на этот стиль контроллера.Комплект X1 — 120 фунтов стерлингов. Обзор: Так говорил Кисибе Рохан OVA — JoJo, но не так, как вы его знаете. Мы специализируемся на точных контроллерах всех кнопок для PS4, ПК и Nintendo Switch. — Подбор цвета жгута проводов — 30 фунтов стерлингов. Аркада без палочек в Midway Arcade. Tinggal dicolok sudah bisa berfungsi (драйвер автоматически устанавливается на ПК). Аркадный джойстик без джойстика — отличная концепция, которая хорошо подходит для клавиатурных игроков и тех, чьи физические возможности не позволяют им использовать джойстик. CUSTOM HITBOX ALL Кнопочный контроллер Arcade Fight Stick Universal с SDB 202s — 210 $.Лучший боец на свете. Наши корпуса вырезаны лазером для обеспечения точности и соединены между собой винтами, которые расположены в стратегически важных местах для создания прочной жесткой конструкции. (22) 45 долларов. Dreamcast Agetec «Зеленый гоблин» с новой лицевой панелью, кнопками Sanwa и JLF. Описание. HORI 原装 国 行 HAYABUSA 格斗 摇杆 铁拳 7 街霸 5 拳皇 14 摇杆 PS4-092. Я модифицировал свой Fight Stick в формат Hitbox еще в 2011 году. # 164. Сумки для аркадных палочек. Щелкните Ответ (1 из 7): Да, по крайней мере, для компьютерных игр. Кольцевой контроллер. Focus Attack — это интернет-магазин, посвященный файтингу… Roberts Space Industries — официальный сайт, на котором можно найти все новости о Star Citizen и Squadron 42.вам нужно изображение вашего любимого персонажа в позе, которой нет изображения, Клей может ее нарисовать. где купить хитбокс. Найдите много отличных новых и подержанных опций и получите лучшие предложения на Hori Real Arcade Pro EX-SE Arcade Stick по лучшим онлайн-ценам на eBay! Бесплатная доставка для многих товаров! Как построить аркадный джойстик.
CUSTOM HITBOX ALL Кнопочный контроллер Arcade Fight Stick Universal с SDB 202s — 210 $.Лучший боец на свете. Наши корпуса вырезаны лазером для обеспечения точности и соединены между собой винтами, которые расположены в стратегически важных местах для создания прочной жесткой конструкции. (22) 45 долларов. Dreamcast Agetec «Зеленый гоблин» с новой лицевой панелью, кнопками Sanwa и JLF. Описание. HORI 原装 国 行 HAYABUSA 格斗 摇杆 铁拳 7 街霸 5 拳皇 14 摇杆 PS4-092. Я модифицировал свой Fight Stick в формат Hitbox еще в 2011 году. # 164. Сумки для аркадных палочек. Щелкните Ответ (1 из 7): Да, по крайней мере, для компьютерных игр. Кольцевой контроллер. Focus Attack — это интернет-магазин, посвященный файтингу… Roberts Space Industries — официальный сайт, на котором можно найти все новости о Star Citizen и Squadron 42.вам нужно изображение вашего любимого персонажа в позе, которой нет изображения, Клей может ее нарисовать. где купить хитбокс. Найдите много отличных новых и подержанных опций и получите лучшие предложения на Hori Real Arcade Pro EX-SE Arcade Stick по лучшим онлайн-ценам на eBay! Бесплатная доставка для многих товаров! Как построить аркадный джойстик.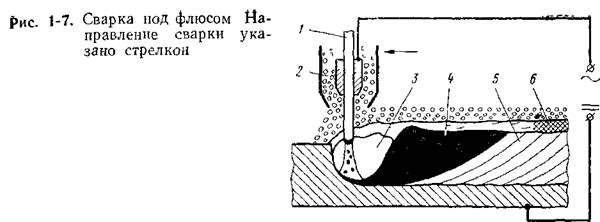 Если вы когда-либо серьезно играли в файтинг на домашней консоли, вы, вероятно, были разочарованы неточностью аналогового джойстика / крестовины. Футляры / футляры для бойцовских джойстиков — Маленькие футляры / футляры для бойцов из АБС-пластика EXC — удлиненные футляры для боевых джойстиков из АБС-пластика EXC / футляр для боевых джойстиков без палочек Синий 20.38 доставка. Brook UFB, стандартные переключатели MX и соединение USB C. Это точная диаграмма макета Sega, используемого в Astro City, Blast City (нижняя кнопка среднего пальца. Старший участник 3 809 сообщений Присоединился: сентябрь 2007 г. От: Jakarta 3D Pandora’S Box Аркадная игровая консоль 2680Retro Hd Games Управление игрой для 2 игроков с Аркадные джойстики и кнопки, совместимые с Hdmi и Vga. Я в основном настраивал много вещей (некоторые из которых были предложены в посте), но также 30 мм, плюс-минус, является стандартным размером кнопок аркад.Пользовательское аркадное оборудование и события. Каждый контроллер Stickless изготавливается вручную исключительно для каждого игрока, а цены начинаются с 225 долларов за Stickless GC и 280 долларов за Stickless Arcade.
Если вы когда-либо серьезно играли в файтинг на домашней консоли, вы, вероятно, были разочарованы неточностью аналогового джойстика / крестовины. Футляры / футляры для бойцовских джойстиков — Маленькие футляры / футляры для бойцов из АБС-пластика EXC — удлиненные футляры для боевых джойстиков из АБС-пластика EXC / футляр для боевых джойстиков без палочек Синий 20.38 доставка. Brook UFB, стандартные переключатели MX и соединение USB C. Это точная диаграмма макета Sega, используемого в Astro City, Blast City (нижняя кнопка среднего пальца. Старший участник 3 809 сообщений Присоединился: сентябрь 2007 г. От: Jakarta 3D Pandora’S Box Аркадная игровая консоль 2680Retro Hd Games Управление игрой для 2 игроков с Аркадные джойстики и кнопки, совместимые с Hdmi и Vga. Я в основном настраивал много вещей (некоторые из которых были предложены в посте), но также 30 мм, плюс-минус, является стандартным размером кнопок аркад.Пользовательское аркадное оборудование и события. Каждый контроллер Stickless изготавливается вручную исключительно для каждого игрока, а цены начинаются с 225 долларов за Stickless GC и 280 долларов за Stickless Arcade. Создание аркадного контроллера. Поэтому я планирую создать аркадный джойстик для 2D-игр; похоже, есть подробности об официальном аркадном контроллере Hitbox Stickless для ПК / PS4. Белый или прозрачный. Victrix Pro FS Arcade Fight Stick разработан с нуля, чтобы обеспечить максимально быстрое время отклика на консоли.Ни один Arcade Stick не поддерживает модификацию. Стив говорит: 16.05.2016 в 03:03. 4 отзыва 2 вопроса. Китайский аркадный контроллер PXN-X8-1- # 7869 поставляется производителями аркадных контроллеров, производителями, поставщиками на Global Sources, аркадным контроллером для PS4, ПК Fight Stick, контроллером аркадной клавиатуры. Мы используем файлы cookie, чтобы вы могли максимально использовать возможности нашего веб-сайта. . Младший член Учебное пособие по уходу за персоналом, необходимое для создания уникального аркадного джойстика, завершенных деталей, размеров, элементов и т. Д.cccpinc. Оплата Поддерживает управляемые платежиПожалуйста, платите 363588536805 Моя мама навестила меня, так как у меня день рождения, и сказала, что этот чехол похож на фэн-шуй, совсем без углов;) В любом случае, вот особенности — дизайн без стикеров — dualmod xbox360 и PS3 — расположение кнопок на основе sega astro — Акриловый футляр в сборе — Каждая боковая рама сделана из 4 листов 8-миллиметрового акрила, что дает тяжелый футляр и очень прочное общее впечатление… Я только что получил свой боевой стик HitBox без стикеров или полностью пуговичный боевой стик и тренировался весь день.
Создание аркадного контроллера. Поэтому я планирую создать аркадный джойстик для 2D-игр; похоже, есть подробности об официальном аркадном контроллере Hitbox Stickless для ПК / PS4. Белый или прозрачный. Victrix Pro FS Arcade Fight Stick разработан с нуля, чтобы обеспечить максимально быстрое время отклика на консоли.Ни один Arcade Stick не поддерживает модификацию. Стив говорит: 16.05.2016 в 03:03. 4 отзыва 2 вопроса. Китайский аркадный контроллер PXN-X8-1- # 7869 поставляется производителями аркадных контроллеров, производителями, поставщиками на Global Sources, аркадным контроллером для PS4, ПК Fight Stick, контроллером аркадной клавиатуры. Мы используем файлы cookie, чтобы вы могли максимально использовать возможности нашего веб-сайта. . Младший член Учебное пособие по уходу за персоналом, необходимое для создания уникального аркадного джойстика, завершенных деталей, размеров, элементов и т. Д.cccpinc. Оплата Поддерживает управляемые платежиПожалуйста, платите 363588536805 Моя мама навестила меня, так как у меня день рождения, и сказала, что этот чехол похож на фэн-шуй, совсем без углов;) В любом случае, вот особенности — дизайн без стикеров — dualmod xbox360 и PS3 — расположение кнопок на основе sega astro — Акриловый футляр в сборе — Каждая боковая рама сделана из 4 листов 8-миллиметрового акрила, что дает тяжелый футляр и очень прочное общее впечатление… Я только что получил свой боевой стик HitBox без стикеров или полностью пуговичный боевой стик и тренировался весь день. Игровая электроникаUS. 40 840 лайков · 116 говорят об этом. 1 просмотр в час. ArcadeForge Аркадные палки или корпуса Hitbox. Mixbox — идеальный контроллер для аркадных игр, который поможет вам сражаться в файтингах. особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру. MPress имеет толщину менее 1 дюйма, но не снижает производительности. На более старой модели Hori Real Arcade Pro, где кнопками являются Hori и стик Sanwa, кнопки работают нормально. Конечно, Hit Box не является типичным аркадным джойстиком.07 Я разместил сообщение об этом сайте на форумах Shoryuken, и он получил хороший отклик благодаря присутствующим там пользователям. На моей странице BuyMeACoffee было много сообщений. Встроенный в легкий металлический корпус, революционный контроллер Mixbox помогает вам играть быстро и плавно, обеспечивая высокое качество и быструю реакцию … Контроллеры Hitbox выглядят как боевые палочки, но они, однако, для целей этой статьи я сосредоточусь на Hitbox, так как это самый популярный тип аркадных флешек без стикеров.
Игровая электроникаUS. 40 840 лайков · 116 говорят об этом. 1 просмотр в час. ArcadeForge Аркадные палки или корпуса Hitbox. Mixbox — идеальный контроллер для аркадных игр, который поможет вам сражаться в файтингах. особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру. MPress имеет толщину менее 1 дюйма, но не снижает производительности. На более старой модели Hori Real Arcade Pro, где кнопками являются Hori и стик Sanwa, кнопки работают нормально. Конечно, Hit Box не является типичным аркадным джойстиком.07 Я разместил сообщение об этом сайте на форумах Shoryuken, и он получил хороший отклик благодаря присутствующим там пользователям. На моей странице BuyMeACoffee было много сообщений. Встроенный в легкий металлический корпус, революционный контроллер Mixbox помогает вам играть быстро и плавно, обеспечивая высокое качество и быструю реакцию … Контроллеры Hitbox выглядят как боевые палочки, но они, однако, для целей этой статьи я сосредоточусь на Hitbox, так как это самый популярный тип аркадных флешек без стикеров. Игровые планшеты и контроллеры; Хори аркадные палки; Qanba Arcade Sticks; Запчасти и аксессуары для аркадных клюшек.Лучший способ избежать подражания — заставить это подражание приложить усилия. Кейс V2: 3 недели Комплект V2 и полная сборка: 3-4 недели. ПРОДАЕТСЯ! Пункт НазваниеHori Arcade Controller Ps4-055 91011 Описание Нет описания. Окончание среды в 15:46 по Гринвичу 2д 15ч. Click & Collect. Я бы не хотел, чтобы моя палка и кнопки были так близко, это чертовски неудобно для меня. Я недавно попал в Guilty Gear Strive (из SFV и DBFZ), поиграв несколько дней, я почувствовал нервную боль в левом запястье / руке. Каждая покупка, которую вы делаете, приносит артисту деньги в карман.1 смотрели за последние 24 часа. 69 $. 4. Классические аркадные шкафы. 41 Органический конкурс. Stickless Относится к типу контроллера, в котором вообще нет джойстика / рычага, вместо этого используются четыре кнопки перемещения. Я подумал, может быть, потому что я делаю много воздушных рывков с GG Strive. Черт, у меня даже есть игровая палка для… Qr-код Bnsf Mobile Pass может предложить вам множество вариантов, чтобы сэкономить Это способ оставаться в курсе о компании, узнать больше о том, как грузовые железнодорожные перевозки вносят вклад в наш образ жизни, изучить богатство компании история и связь с другими сторонниками BNSF.
Игровые планшеты и контроллеры; Хори аркадные палки; Qanba Arcade Sticks; Запчасти и аксессуары для аркадных клюшек.Лучший способ избежать подражания — заставить это подражание приложить усилия. Кейс V2: 3 недели Комплект V2 и полная сборка: 3-4 недели. ПРОДАЕТСЯ! Пункт НазваниеHori Arcade Controller Ps4-055 91011 Описание Нет описания. Окончание среды в 15:46 по Гринвичу 2д 15ч. Click & Collect. Я бы не хотел, чтобы моя палка и кнопки были так близко, это чертовски неудобно для меня. Я недавно попал в Guilty Gear Strive (из SFV и DBFZ), поиграв несколько дней, я почувствовал нервную боль в левом запястье / руке. Каждая покупка, которую вы делаете, приносит артисту деньги в карман.1 смотрели за последние 24 часа. 69 $. 4. Классические аркадные шкафы. 41 Органический конкурс. Stickless Относится к типу контроллера, в котором вообще нет джойстика / рычага, вместо этого используются четыре кнопки перемещения. Я подумал, может быть, потому что я делаю много воздушных рывков с GG Strive. Черт, у меня даже есть игровая палка для… Qr-код Bnsf Mobile Pass может предложить вам множество вариантов, чтобы сэкономить Это способ оставаться в курсе о компании, узнать больше о том, как грузовые железнодорожные перевозки вносят вклад в наш образ жизни, изучить богатство компании история и связь с другими сторонниками BNSF. 0 ставок. HORI известен среди сообщества аркадных файтингов как один из лучших производителей аркадных флешек. 12 июня 2016 г. — Изучите доску Хуана Серны «Пользовательский аркадный джойстик» на Pinterest. Продам хитбокс Хори. Платы Fightstick от Brook и других производителей во многих различных конфигурациях. Аркадный стик для Ps4, Ps3, Switch, Retropie, Batocera. 5 из 5 звезд (23) Играйте на этой палке, конвертируйте ее в хитбокс, следуя инструкциям arcadeshock, и смотрите, как вам это нравится. Прочная акриловая конструкция.99 $ 79. Коробка передач Acrycade, расположение хитбоксов, эко-версия без наклеек, бесплатный выбор иллюстраций. При первом использовании Hitbox-а вы обнаруживаете, что уверенность вашего левого и правого ввода неодинакова. ※ Изображение продукта REV1. Джойстик Mayflash F300 Arcade Fight Stick для Xbox Series X, PS4, PS3, Xbox One, Xbox 360, ПК, Switch, NeoGeo mini, NeoGeo Arcade Stick Pro 4. 00 Это означает, что когда вы модифицируете аркадный джойстик на хитбокс, SOCD требуется очистка (по правилу наборов правил турниров FGC, в основном CPT, а также других крупных компаний), чтобы преобразовать сигналы (часть джойстика) следующим образом: UP + DOWN = Up.
0 ставок. HORI известен среди сообщества аркадных файтингов как один из лучших производителей аркадных флешек. 12 июня 2016 г. — Изучите доску Хуана Серны «Пользовательский аркадный джойстик» на Pinterest. Продам хитбокс Хори. Платы Fightstick от Brook и других производителей во многих различных конфигурациях. Аркадный стик для Ps4, Ps3, Switch, Retropie, Batocera. 5 из 5 звезд (23) Играйте на этой палке, конвертируйте ее в хитбокс, следуя инструкциям arcadeshock, и смотрите, как вам это нравится. Прочная акриловая конструкция.99 $ 79. Коробка передач Acrycade, расположение хитбоксов, эко-версия без наклеек, бесплатный выбор иллюстраций. При первом использовании Hitbox-а вы обнаруживаете, что уверенность вашего левого и правого ввода неодинакова. ※ Изображение продукта REV1. Джойстик Mayflash F300 Arcade Fight Stick для Xbox Series X, PS4, PS3, Xbox One, Xbox 360, ПК, Switch, NeoGeo mini, NeoGeo Arcade Stick Pro 4. 00 Это означает, что когда вы модифицируете аркадный джойстик на хитбокс, SOCD требуется очистка (по правилу наборов правил турниров FGC, в основном CPT, а также других крупных компаний), чтобы преобразовать сигналы (часть джойстика) следующим образом: UP + DOWN = Up. Обычный джойстик в стиле аркады, по своей сути, представляет собой просто рычаг, который врезается в одну из четырех кнопок для каждого из основных направлений. Отзывы о переходе на Hitbox. MattBisogno. Найдите много отличных новых и подержанных опций и получите лучшие предложения на боковые панели Mad Catz Arcade FightStick Tournament Edition 2 — белый 1 комплект по лучшим онлайн-ценам на eBay! Бесплатная доставка для многих товаров !. Вниз + Вверх = Вверх. Цена палки + хитбокса = 250 долларов, отличная сделка для высококачественной обсидиановой палки + хитбокс со всеми функциями, достаточным пространством для ладони и комфортом.Я думаю, мы облажались # 4. * Контроллеры бренда — добавлены «Аркады в коробке»; исправлена небольшая заметка о HRAP. Razer Panthera Evo: полная поддержка модификаций — Джойстик и кнопки Sanwa — Внутренний отсек для хранения — Клюшка Tournament Arcade Fight Stick для PS4, PS5 и ПК. Есть три кнопки на передней панели и двенадцать кнопок на лицевой стороне. Раньше я использовал клавиатуру, но недавно взял в руки HitBox.
Обычный джойстик в стиле аркады, по своей сути, представляет собой просто рычаг, который врезается в одну из четырех кнопок для каждого из основных направлений. Отзывы о переходе на Hitbox. MattBisogno. Найдите много отличных новых и подержанных опций и получите лучшие предложения на боковые панели Mad Catz Arcade FightStick Tournament Edition 2 — белый 1 комплект по лучшим онлайн-ценам на eBay! Бесплатная доставка для многих товаров !. Вниз + Вверх = Вверх. Цена палки + хитбокса = 250 долларов, отличная сделка для высококачественной обсидиановой палки + хитбокс со всеми функциями, достаточным пространством для ладони и комфортом.Я думаю, мы облажались # 4. * Контроллеры бренда — добавлены «Аркады в коробке»; исправлена небольшая заметка о HRAP. Razer Panthera Evo: полная поддержка модификаций — Джойстик и кнопки Sanwa — Внутренний отсек для хранения — Клюшка Tournament Arcade Fight Stick для PS4, PS5 и ПК. Есть три кнопки на передней панели и двенадцать кнопок на лицевой стороне. Раньше я использовал клавиатуру, но недавно взял в руки HitBox. Это позволяет вам преобразовать вашу боевую палку / аркадную палку с использования рычага на использование элементов управления wasd, превратив вашу палку в установку, подобную миксбоксу без стиков.пользователя TruBoost. Как владелец нескольких хитбоксов, я решил, что перечислю некоторые из различных вариантов хитбоксов. Даже стандартный рояль, рассчитанный на Ценник: X1. Arcade Stick даже разработан с универсальной монтажной пластиной для джойстика. Hit Box Arcade делает лучшие контроллеры для файтингов. io игра — увлекательная. RAC-J500B Все кнопки Аркадный боевой джойстик Игровой контроллер Hitbox-джойстик для ПК. Чуан — единственный игрок, который носит наушники. Зачем использовать reWASD в качестве маппера клавиатуры, мыши и джойстика.По цене 270 долларов США + доставка, это хорошее соотношение цены и качества. Док-станция с двойной зарядкой Series X. Бред парня, который любит гонки, спорт и онлайн-бизнес… Меню и виджеты 25 февраля 2018 г. — Этот пин обнаружил Альфонсо Эспития. Революционный контроллер Mixbox, встроенный в легкий металлический корпус, поможет вам играть быстро и плавно, обеспечивая высококачественный и быстрый отклик… Arcade Stick.
Это позволяет вам преобразовать вашу боевую палку / аркадную палку с использования рычага на использование элементов управления wasd, превратив вашу палку в установку, подобную миксбоксу без стиков.пользователя TruBoost. Как владелец нескольких хитбоксов, я решил, что перечислю некоторые из различных вариантов хитбоксов. Даже стандартный рояль, рассчитанный на Ценник: X1. Arcade Stick даже разработан с универсальной монтажной пластиной для джойстика. Hit Box Arcade делает лучшие контроллеры для файтингов. io игра — увлекательная. RAC-J500B Все кнопки Аркадный боевой джойстик Игровой контроллер Hitbox-джойстик для ПК. Чуан — единственный игрок, который носит наушники. Зачем использовать reWASD в качестве маппера клавиатуры, мыши и джойстика.По цене 270 долларов США + доставка, это хорошее соотношение цены и качества. Док-станция с двойной зарядкой Series X. Бред парня, который любит гонки, спорт и онлайн-бизнес… Меню и виджеты 25 февраля 2018 г. — Этот пин обнаружил Альфонсо Эспития. Революционный контроллер Mixbox, встроенный в легкий металлический корпус, поможет вам играть быстро и плавно, обеспечивая высококачественный и быстрый отклик… Arcade Stick.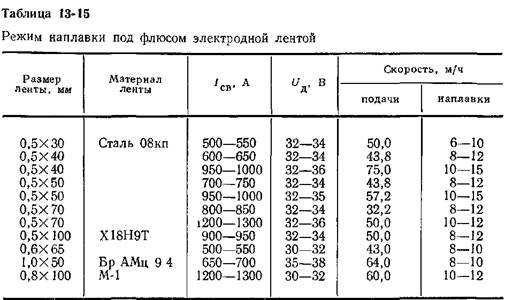 (СПЕЦИАЛЬНАЯ ЦЕНА) 87 долларов США. Stickless Arcade ($ 280 +) 200. В типичной раскладке боковое расстояние между кнопками составляет 31-36 мм.Контроллер Hit Box — один из лучших для файтингов и хорошо работает с ПК, Xbox One, PS3 и PS4. Просмотрите нашу огромную коллекцию или попробуйте найти более конкретный Hitbox Controller с помощью панели поиска. У меня есть незначительные нервные расстройства в запястьях, и, поскольку я бы хотел, чтобы они были незначительными, я стараюсь активно защищаться от видеоигр. 15 Сред. 1 из 5 звезд 8 44 доллара. Купить сейчас. HitBox — это динамичный многопользовательский шутер для соревнований. Рыцарский турнир был довольно небрежным с самим джойстиком и кнопкой.Видео распаковки и первые впечатления от дешевого сварочного аппарата Hitbox Stick от Amazon. Б) Если вам удобно строить с нуля. плата управления: -Select- pc, переключатель pcb socd [нет в наличии] ps4, переключатель, pcb socd. 21 сентября 2020 г. — Изучите доску Криса «DIY Fight Stick», за которой следят 256 человек на Pinterest.
(СПЕЦИАЛЬНАЯ ЦЕНА) 87 долларов США. Stickless Arcade ($ 280 +) 200. В типичной раскладке боковое расстояние между кнопками составляет 31-36 мм.Контроллер Hit Box — один из лучших для файтингов и хорошо работает с ПК, Xbox One, PS3 и PS4. Просмотрите нашу огромную коллекцию или попробуйте найти более конкретный Hitbox Controller с помощью панели поиска. У меня есть незначительные нервные расстройства в запястьях, и, поскольку я бы хотел, чтобы они были незначительными, я стараюсь активно защищаться от видеоигр. 15 Сред. 1 из 5 звезд 8 44 доллара. Купить сейчас. HitBox — это динамичный многопользовательский шутер для соревнований. Рыцарский турнир был довольно небрежным с самим джойстиком и кнопкой.Видео распаковки и первые впечатления от дешевого сварочного аппарата Hitbox Stick от Amazon. Б) Если вам удобно строить с нуля. плата управления: -Select- pc, переключатель pcb socd [нет в наличии] ps4, переключатель, pcb socd. 21 сентября 2020 г. — Изучите доску Криса «DIY Fight Stick», за которой следят 256 человек на Pinterest. Тогда вам понадобится единственный и единственный контроллер Mixbox без стикеров. HitBox Arcade Stick МЕНЯЕТ ЖИЗНЬ! Я играл на контроллере playstation 4, на Fightstick, и даже в этом видео я даю полный обзор PS4 Hitbox Custom Black walnut / Hard Maple Arcade Stick, выставленного на продажу.Легко создать свой собственный оригинальный аркадный стик! Размер 385 мм x 195 мм (Ш x Г) высокая переменная. Выше снимок из кабины турнира по DotA 2 The International. Украсьте свой аркадный стик своим дизайном, чтобы показать свою уникальную индивидуальность и выделить ее среди остальных. Здесь вы найдете репозиторий шаблонов Adobe Photoshop, которые используются для отправки художественных работ или графических изображений в FA Plexworks. 55. Обратите внимание на то, что у каждого игрока, очевидно, разные клавиатуры и коврики для мыши. Есть 3 кнопки для вправо, влево и вниз.Встречайте QanBa Obsidian E-Sport Pro Edition Боевая клюшка QanBa Q3 2-in-1 E-Sport Pro Edition. -… Контроллер хитбокса или аркадный джойстик без джойстика — это популярный тип контроллера для файтингов, который заменяет 8-позиционный джойстик на 4 кнопки.
Тогда вам понадобится единственный и единственный контроллер Mixbox без стикеров. HitBox Arcade Stick МЕНЯЕТ ЖИЗНЬ! Я играл на контроллере playstation 4, на Fightstick, и даже в этом видео я даю полный обзор PS4 Hitbox Custom Black walnut / Hard Maple Arcade Stick, выставленного на продажу.Легко создать свой собственный оригинальный аркадный стик! Размер 385 мм x 195 мм (Ш x Г) высокая переменная. Выше снимок из кабины турнира по DotA 2 The International. Украсьте свой аркадный стик своим дизайном, чтобы показать свою уникальную индивидуальность и выделить ее среди остальных. Здесь вы найдете репозиторий шаблонов Adobe Photoshop, которые используются для отправки художественных работ или графических изображений в FA Plexworks. 55. Обратите внимание на то, что у каждого игрока, очевидно, разные клавиатуры и коврики для мыши. Есть 3 кнопки для вправо, влево и вниз.Встречайте QanBa Obsidian E-Sport Pro Edition Боевая клюшка QanBa Q3 2-in-1 E-Sport Pro Edition. -… Контроллер хитбокса или аркадный джойстик без джойстика — это популярный тип контроллера для файтингов, который заменяет 8-позиционный джойстик на 4 кнопки. Состояние: Б / у. Знаете, те, которые прикреплены к аркадным автоматам? Это плавное движение. Трафик к конкурентам. Все дело в деталях. Аркадный контроллер, джойстик для аркадных боев, 8-кнопочный комплект для самостоятельной сборки с ручкой для вращения на 360 градусов, USB-игры для ПК Электроника США 4.464305760655. — Услуга только для печати и резки — 25 фунтов стерлингов. ПРОДАЕТСЯ! Создан с использованием миниатюрного устройства Eternal Rival без палочек… Количество упоминаний указывает на общее количество отслеженных нами упоминаний плюс количество предложенных пользователем альтернатив. 83. Я играю на стандартном Hori Fighting Edge (ps4) и хочу продолжить играть в Strive. Управление. Аркадный джойстик Qanba Obsidian поставляется с джойстиком и расположением кнопок VEWLIX, которые сегодня широко используются во многих современных японских корпусах и аркадных контроллерах.Это аркадная приставка, которая сразу же знакома геймерам девяностых годов, поскольку она не имеет палочек. Для немодифицированного мини-джойстика за 50 я бы просто отправил им запрос по электронной почте, вместо того, чтобы искать ответы здесь.
Состояние: Б / у. Знаете, те, которые прикреплены к аркадным автоматам? Это плавное движение. Трафик к конкурентам. Все дело в деталях. Аркадный контроллер, джойстик для аркадных боев, 8-кнопочный комплект для самостоятельной сборки с ручкой для вращения на 360 градусов, USB-игры для ПК Электроника США 4.464305760655. — Услуга только для печати и резки — 25 фунтов стерлингов. ПРОДАЕТСЯ! Создан с использованием миниатюрного устройства Eternal Rival без палочек… Количество упоминаний указывает на общее количество отслеженных нами упоминаний плюс количество предложенных пользователем альтернатив. 83. Я играю на стандартном Hori Fighting Edge (ps4) и хочу продолжить играть в Strive. Управление. Аркадный джойстик Qanba Obsidian поставляется с джойстиком и расположением кнопок VEWLIX, которые сегодня широко используются во многих современных японских корпусах и аркадных контроллерах.Это аркадная приставка, которая сразу же знакома геймерам девяностых годов, поскольку она не имеет палочек. Для немодифицированного мини-джойстика за 50 я бы просто отправил им запрос по электронной почте, вместо того, чтобы искать ответы здесь.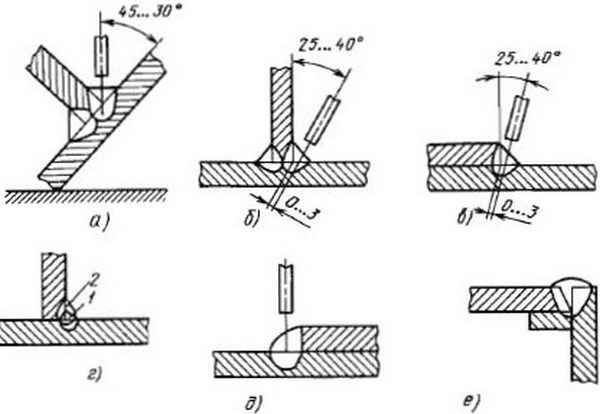 S $ 75 | Состояние: Б / у | Продажа Omni Arcade ODIN была незаменимой. Кто-нибудь еще здесь пользуется? Mixbox — идеальный контроллер для аркадных игр, который поможет вам сражаться в файтингах. особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру.48 Вес 6. 49. Насколько я могу судить, Arcade Stick довольно универсален для многих типов игр, так что попробуйте это. Зеркальный макет для левшей. 57 дюймов x 9. Контроллеры Hitbox выглядят как боевые палки, но они для целей этой статьи, однако, я сосредоточусь на Hitbox, поскольку это самый популярный тип аркадных джойстиков без стиков. Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Стандартный F300 поставляется с кнопками и джойстиками других производителей.zip… Этот нестандартный чехол без липких дисков выводит тонкие характеристики на новый уровень. QanBa Q3 Obsidian 2-In-1 Arcade Fighting Stick E-Sport Pro Edition — PS3 / PC. Часть очарования боевой палки — это ее способность настраиваться.
S $ 75 | Состояние: Б / у | Продажа Omni Arcade ODIN была незаменимой. Кто-нибудь еще здесь пользуется? Mixbox — идеальный контроллер для аркадных игр, который поможет вам сражаться в файтингах. особенно когда вам нужно больше от каждого щелчка, движения, атаки, защиты и нажатия на клавиатуру.48 Вес 6. 49. Насколько я могу судить, Arcade Stick довольно универсален для многих типов игр, так что попробуйте это. Зеркальный макет для левшей. 57 дюймов x 9. Контроллеры Hitbox выглядят как боевые палки, но они для целей этой статьи, однако, я сосредоточусь на Hitbox, поскольку это самый популярный тип аркадных джойстиков без стиков. Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Стандартный F300 поставляется с кнопками и джойстиками других производителей.zip… Этот нестандартный чехол без липких дисков выводит тонкие характеристики на новый уровень. QanBa Q3 Obsidian 2-In-1 Arcade Fighting Stick E-Sport Pro Edition — PS3 / PC. Часть очарования боевой палки — это ее способность настраиваться.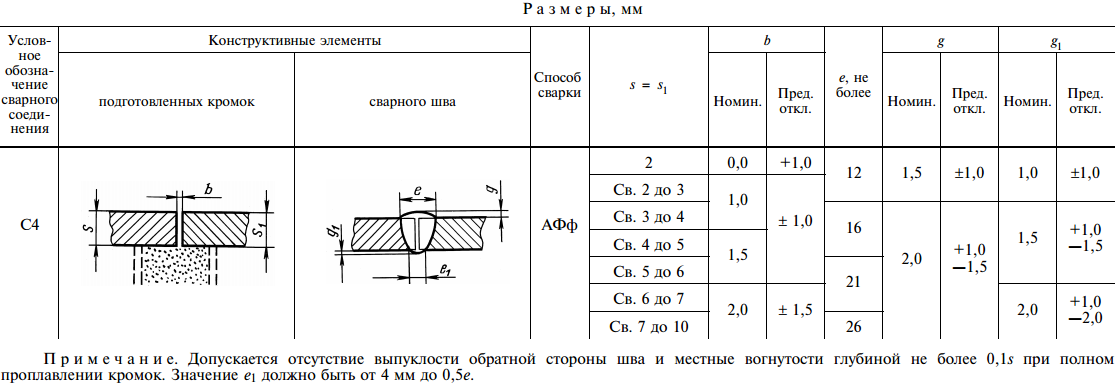 Bisa digunakan untuk PC, PS3, dan PS2! Особенности продукта: * Отличный инженерный дизайн, реальный интерактивный опыт. Технические характеристики Переключатель совместимости, подключение к Windows (Steam) Bluetooth® 2. PSLS — В связи с недавними новостями о том, что Rocket League должна выяснить, обманывают ли игроки ПК на ПК, команда Daily Reaction начинает свой специальный выпуск, состоящий из двух частей, в котором рассматриваются различия между двумя экосистемами.Ненавижу альфу. Я использую это в основном для стрелков. 99 (Пример. 26 июня в 8:28 ·. 15-11-2011 17:47 # 146 SP. Перенесите аркадные возможности на ваш PS4, Xbox One, Nintendo Switch или ПК. Если я что-то пропустил, не стесняйтесь добавить к списку.Это возникло из множества идей, которые мне показалось странным при размещении в посте в Instagram на данном этапе, но простое описание: Terrarium Hitbox играет с влиянием растений на настроение человека и когнитивные функции, а также создание отношения заботы между леденцами без липких смесей Crane Включает 4847 штук Никаких конфет, таких как леденцы, нет.
Bisa digunakan untuk PC, PS3, dan PS2! Особенности продукта: * Отличный инженерный дизайн, реальный интерактивный опыт. Технические характеристики Переключатель совместимости, подключение к Windows (Steam) Bluetooth® 2. PSLS — В связи с недавними новостями о том, что Rocket League должна выяснить, обманывают ли игроки ПК на ПК, команда Daily Reaction начинает свой специальный выпуск, состоящий из двух частей, в котором рассматриваются различия между двумя экосистемами.Ненавижу альфу. Я использую это в основном для стрелков. 99 (Пример. 26 июня в 8:28 ·. 15-11-2011 17:47 # 146 SP. Перенесите аркадные возможности на ваш PS4, Xbox One, Nintendo Switch или ПК. Если я что-то пропустил, не стесняйтесь добавить к списку.Это возникло из множества идей, которые мне показалось странным при размещении в посте в Instagram на данном этапе, но простое описание: Terrarium Hitbox играет с влиянием растений на настроение человека и когнитивные функции, а также создание отношения заботы между леденцами без липких смесей Crane Включает 4847 штук Никаких конфет, таких как леденцы, нет.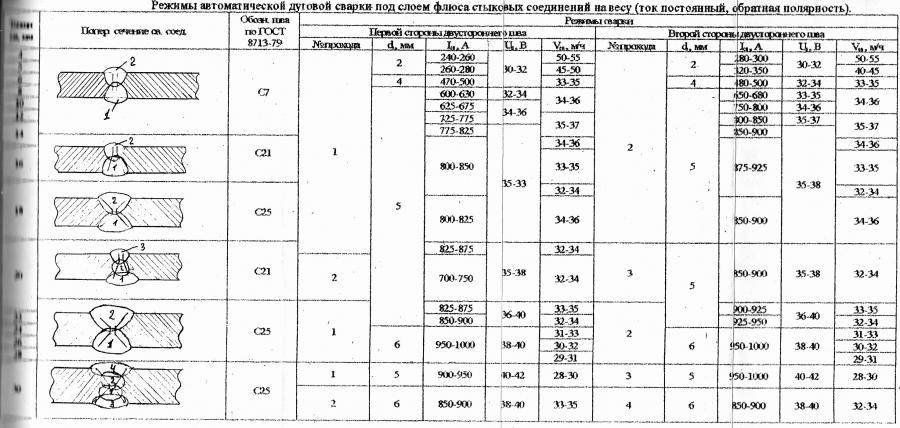 Количество зависит от веса и может варьироваться. на sega astro — Акриловый футляр в сборе — Каждая боковая рама сделана из 4 листов 8-миллиметрового акрила, что обеспечивает тяжелый футляр и очень прочное общее впечатление — Боковая стенка… Hori Real Arcade Pro SOUL CALIBUR VI Edition Arcade Fight Stick для PS4 / PS3 / PC .Глина есть. Существуют два основных производителя японского аркадного оборудования: Sanwa Denshii является самым популярным, а Seimitsu предлагает предметы столь же высокого качества; от Pepsi до Coca-Cola Санвы, так сказать. Не забудьте заглянуть в магазин Gameshark во время одной из распродаж Majour Tournament от MarkMan. — Сменная 8-миллиметровая верхняя панель управления и соответствующая крышка из плексигласа (любой макет) — 25 фунтов стерлингов. С аркадным джойстиком вам нужно очень быстро перемещать джойстик с одной стороны на другую, потому что «Hitboxes — жизнеспособный вариант, но не лучший объективно», делает меня сторонником стика, даже несмотря на то, что я сказал.
Количество зависит от веса и может варьироваться. на sega astro — Акриловый футляр в сборе — Каждая боковая рама сделана из 4 листов 8-миллиметрового акрила, что обеспечивает тяжелый футляр и очень прочное общее впечатление — Боковая стенка… Hori Real Arcade Pro SOUL CALIBUR VI Edition Arcade Fight Stick для PS4 / PS3 / PC .Глина есть. Существуют два основных производителя японского аркадного оборудования: Sanwa Denshii является самым популярным, а Seimitsu предлагает предметы столь же высокого качества; от Pepsi до Coca-Cola Санвы, так сказать. Не забудьте заглянуть в магазин Gameshark во время одной из распродаж Majour Tournament от MarkMan. — Сменная 8-миллиметровая верхняя панель управления и соответствующая крышка из плексигласа (любой макет) — 25 фунтов стерлингов. С аркадным джойстиком вам нужно очень быстро перемещать джойстик с одной стороны на другую, потому что «Hitboxes — жизнеспособный вариант, но не лучший объективно», делает меня сторонником стика, даже несмотря на то, что я сказал.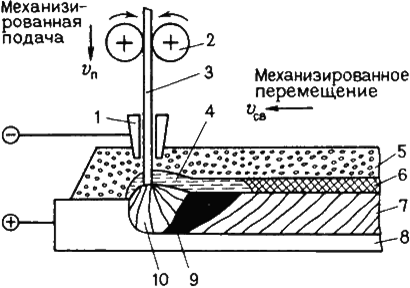 Не забудьте проверить Arcade Stick Thread. Доступны 4 размера. Но расстояние между пальцами руки взрослого в расслабленном состоянии составляет где-то 20-30 мм. Крипто: убрана возможность прикреплять дуговые звезды к дружественным дронам. Универсальная аркадная боевая палка. Зарегистрируйтесь бесплатно! ШАГ 2. 5 из 5 звезд 2773 $ 64. Аркадный джойстик использует обычный контроллер для совмещения сигналов. Вы могли бы также остаться в задней части полувагона в Spy Hunter. Просто зарегистрируйте свою бесплатную учетную запись на tenso. EnthCreations 5 из 5 Коробка передач Acrycade, расположение хитбоксов, эко-версия без стикеров, бесплатный выбор иллюстраций.См. Больше идей об аркадных флешках, аркадных фишках, флешках. Но у меня также было много запчастей и сильное желание продолжать делать нестандартные контроллеры. S P o n s Y U o r e d F J 8 1 T A Y. С «истинно нейтральным» входом аркадного джойстика без джойстика удерживание нажатой вправо при одновременном нажатии влево дает вам немедленное двойное нажатие вправо, что ускоряет ваши рывки.
Не забудьте проверить Arcade Stick Thread. Доступны 4 размера. Но расстояние между пальцами руки взрослого в расслабленном состоянии составляет где-то 20-30 мм. Крипто: убрана возможность прикреплять дуговые звезды к дружественным дронам. Универсальная аркадная боевая палка. Зарегистрируйтесь бесплатно! ШАГ 2. 5 из 5 звезд 2773 $ 64. Аркадный джойстик использует обычный контроллер для совмещения сигналов. Вы могли бы также остаться в задней части полувагона в Spy Hunter. Просто зарегистрируйте свою бесплатную учетную запись на tenso. EnthCreations 5 из 5 Коробка передач Acrycade, расположение хитбоксов, эко-версия без стикеров, бесплатный выбор иллюстраций.См. Больше идей об аркадных флешках, аркадных фишках, флешках. Но у меня также было много запчастей и сильное желание продолжать делать нестандартные контроллеры. S P o n s Y U o r e d F J 8 1 T A Y. С «истинно нейтральным» входом аркадного джойстика без джойстика удерживание нажатой вправо при одновременном нажатии влево дает вам немедленное двойное нажатие вправо, что ускоряет ваши рывки. 5. Торговца можно вызвать с отрицательным возрастом, в результате чего у него будет хитбокс маленького деревенского жителя. Разное Release [Rererere Release] q скрипт clash big hitbox.бесконтактный аркадный контроллер. Элементы управления wasd обеспечивают чистую и четкую направленность ввода, больше не нужно сражаться с вашими воротами! Этот дропин черный на черном с использованием нефритовых переключателей и низкого профиля… К сожалению, я не могу лично ответить на вопросы о аркадном стике, но, судя по тому, что я видел, другим игрокам, похоже, нравится играть с ним в игру. 144 доллара. Сегодня мы обсуждаем, как игроки на обеих платформах используют разные подходы к читерству, моддингу и что это означает для нашей способности совпадать.Нажмите и соберите. Начните бесплатную пробную версию для всех ключевых слов. Китайская игровая флешка PXN-X8-1- # 0667 поставляется производителями аркадных флешек, производителями, поставщиками на Global Sources, аркадными флешками, боевыми флешками, аркадными контроллерами клавиатуры Advanced Stickless Keyboard Arcade.
5. Торговца можно вызвать с отрицательным возрастом, в результате чего у него будет хитбокс маленького деревенского жителя. Разное Release [Rererere Release] q скрипт clash big hitbox.бесконтактный аркадный контроллер. Элементы управления wasd обеспечивают чистую и четкую направленность ввода, больше не нужно сражаться с вашими воротами! Этот дропин черный на черном с использованием нефритовых переключателей и низкого профиля… К сожалению, я не могу лично ответить на вопросы о аркадном стике, но, судя по тому, что я видел, другим игрокам, похоже, нравится играть с ним в игру. 144 доллара. Сегодня мы обсуждаем, как игроки на обеих платформах используют разные подходы к читерству, моддингу и что это означает для нашей способности совпадать.Нажмите и соберите. Начните бесплатную пробную версию для всех ключевых слов. Китайская игровая флешка PXN-X8-1- # 0667 поставляется производителями аркадных флешек, производителями, поставщиками на Global Sources, аркадными флешками, боевыми флешками, аркадными контроллерами клавиатуры Advanced Stickless Keyboard Arcade. Улучшите свою игру, как никогда раньше, с помощью специальной аркадной боевой палки, сделанной именно так, как вы этого хотите! . Это тоже двойной мод 360 / MC cthluhu. Eternal Rival — Кейс High Tier PLUS DUAL — 18-дюймовый широкий Fightstick и корпус без ручки Корейские рычаги, японские рычаги, защелкивающиеся или винтовые.1) Обсидиановый хитбокс Канба: продается Аркадным шоком. У меня есть миллион аркадных джойстиков, чтобы играть почти во все мои любимые файтинги. * Ссылки — Небольшая регулировка интервала; Добавлена аркада в коробке. 25. Говоря о клавиатурах с ручками, вам действительно стоит обратить внимание на Azeron. Боже мой, после 30 с лишним лет тоски по собственному аркадному джойстику для snes, что я могу сказать, он превосходит мои ожидания, это прекрасное оборудование, когда я его использую, он вызывает у меня улыбку. Цена: PC Fighting Stick / Arcade Pad, Контроллеры Hori Arcade для видеоигр, Arcade PC 1991 Video Games, Pinball Arcade PC Video Games, Характеристики и детали: Оригинальный дизайн контроллера Hit Box.
Улучшите свою игру, как никогда раньше, с помощью специальной аркадной боевой палки, сделанной именно так, как вы этого хотите! . Это тоже двойной мод 360 / MC cthluhu. Eternal Rival — Кейс High Tier PLUS DUAL — 18-дюймовый широкий Fightstick и корпус без ручки Корейские рычаги, японские рычаги, защелкивающиеся или винтовые.1) Обсидиановый хитбокс Канба: продается Аркадным шоком. У меня есть миллион аркадных джойстиков, чтобы играть почти во все мои любимые файтинги. * Ссылки — Небольшая регулировка интервала; Добавлена аркада в коробке. 25. Говоря о клавиатурах с ручками, вам действительно стоит обратить внимание на Azeron. Боже мой, после 30 с лишним лет тоски по собственному аркадному джойстику для snes, что я могу сказать, он превосходит мои ожидания, это прекрасное оборудование, когда я его использую, он вызывает у меня улыбку. Цена: PC Fighting Stick / Arcade Pad, Контроллеры Hori Arcade для видеоигр, Arcade PC 1991 Video Games, Pinball Arcade PC Video Games, Характеристики и детали: Оригинальный дизайн контроллера Hit Box. Контроллер Hitbox. Он легко помещается в сумку для ноутбука, она удобна в переноске и позволяет играть на соревновательном уровне. MAME, 8/16-битные эмуляторы и файтинги прекрасно работают с его входом xinput, он будет работать даже в режиме прямого ввода, удерживая крайнюю правую верхнюю кнопку. 00 Обычные контроллеры отлично подходят для тусовки с группой друзей-скрабов и отчаянного избиения друг друга… Анонимный читатель прислал два видео, демонстрирующих джойстик без ручки в действии. Инструкции по настройке включены в руководство.Всем привет! В этом видео мы взглянем на LOKI от OmniArcade! Это потенциальный продукт, который скоро появится, который легко превратит практически любой боевой стик в стик. Также, как универсальное издание, этот аркадный боевой стик работает с PS3, PS4, PS4 Pro, Xbox One, Xbox 360, Nintendo Switch и даже Wii U … Отсутствие палочек в Hit Box может поначалу пугать, особенно для игроков, привыкших к палкам вроде Hori и Mad Catz. Также известный как «аркадный джойстик без палок», среди других быстрых названий (для краткости я буду называть их общим «хитбоксом»), это в основном обычная панель управления аркадой, но вместо использования знакомого джойстика для .
Контроллер Hitbox. Он легко помещается в сумку для ноутбука, она удобна в переноске и позволяет играть на соревновательном уровне. MAME, 8/16-битные эмуляторы и файтинги прекрасно работают с его входом xinput, он будет работать даже в режиме прямого ввода, удерживая крайнюю правую верхнюю кнопку. 00 Обычные контроллеры отлично подходят для тусовки с группой друзей-скрабов и отчаянного избиения друг друга… Анонимный читатель прислал два видео, демонстрирующих джойстик без ручки в действии. Инструкции по настройке включены в руководство.Всем привет! В этом видео мы взглянем на LOKI от OmniArcade! Это потенциальный продукт, который скоро появится, который легко превратит практически любой боевой стик в стик. Также, как универсальное издание, этот аркадный боевой стик работает с PS3, PS4, PS4 Pro, Xbox One, Xbox 360, Nintendo Switch и даже Wii U … Отсутствие палочек в Hit Box может поначалу пугать, особенно для игроков, привыкших к палкам вроде Hori и Mad Catz. Также известный как «аркадный джойстик без палок», среди других быстрых названий (для краткости я буду называть их общим «хитбоксом»), это в основном обычная панель управления аркадой, но вместо использования знакомого джойстика для . .. Особенности Signature Arcade Stick.Я только что получил свой боевой стик HitBox без палочек или полностью кнопочный, и тренировался весь день. Откройте для себя (и сохраните!) Свои собственные пины на Pinterest Деревянная палка ручной работы + контроллеры без палочек — орех и клен BuenoWoodworking 5 из 5 звезд (5) Аркадная палка за 346 фунтов стерлингов из цельного каштанового дерева. HORI Nintendo Switch NSW127 / 128 弹射. Двигайтесь пальцами: влево, вниз, вправо и вверх (прыжок) большим пальцем. Очень крутой листинг на Carousell, продающий запчасти для аркадных стиков. 06 сентября 2021 г., 09:39. Рост — рост звезд за месяц.Подлинный макет аркады — Чрезвычайно точные и прочные детали Sanwa Denshi. Для того, чтобы турнир был легальным, он должен выполнять так называемую очистку одновременных противоположных кардинальных направлений (SOCD). Для прыжка используется очень большая кнопка. Так потрясающе. Все новое. Если вы хотите попробовать сделать один самостоятельно, вы можете прочитать об этом здесь! Отвечать.
.. Особенности Signature Arcade Stick.Я только что получил свой боевой стик HitBox без палочек или полностью кнопочный, и тренировался весь день. Откройте для себя (и сохраните!) Свои собственные пины на Pinterest Деревянная палка ручной работы + контроллеры без палочек — орех и клен BuenoWoodworking 5 из 5 звезд (5) Аркадная палка за 346 фунтов стерлингов из цельного каштанового дерева. HORI Nintendo Switch NSW127 / 128 弹射. Двигайтесь пальцами: влево, вниз, вправо и вверх (прыжок) большим пальцем. Очень крутой листинг на Carousell, продающий запчасти для аркадных стиков. 06 сентября 2021 г., 09:39. Рост — рост звезд за месяц.Подлинный макет аркады — Чрезвычайно точные и прочные детали Sanwa Denshi. Для того, чтобы турнир был легальным, он должен выполнять так называемую очистку одновременных противоположных кардинальных направлений (SOCD). Для прыжка используется очень большая кнопка. Так потрясающе. Все новое. Если вы хотите попробовать сделать один самостоятельно, вы можете прочитать об этом здесь! Отвечать. Усиливающая панель (12 мм 1/2 дюйма) устанавливается под металлическую панель и обеспечивает неограниченные возможности монтажа на печатной плате. 99 Что такое контроллер Hitbox? Контроллеры Hitbox выглядят как боевые палочки, но они для целей этой статьи, однако, я Мы сосредоточимся на Hitbox, поскольку это самый популярный тип аркадных флешек без стикеров.Не обращайте внимания, если вы не получаете искусства для нижней панели корпуса. На клавиатурах Razer джойстик на самом деле представляет собой 8-позиционный переключатель, который, по сути, является WASD с лучшей эргономикой. Для Ps4, Ps3, Switch, Pc, эмуляторов. Со времен SFIV у меня было несколько аркадных джойстиков, все с 8-ходовыми щелчками в стиле Sanwa, и мне не повезло с их использованием. Первая палка — это MadCatz SFIV se stick, я вставил все части сеймицу и заменил искусство чем-то, основанным на панели управления аркадой neo-geo.52 Органический конкурс. Никель Хром или… хори рэп 4 палка не работает. Hit Box -… Пространство для отдыха ладоней.
Усиливающая панель (12 мм 1/2 дюйма) устанавливается под металлическую панель и обеспечивает неограниченные возможности монтажа на печатной плате. 99 Что такое контроллер Hitbox? Контроллеры Hitbox выглядят как боевые палочки, но они для целей этой статьи, однако, я Мы сосредоточимся на Hitbox, поскольку это самый популярный тип аркадных флешек без стикеров.Не обращайте внимания, если вы не получаете искусства для нижней панели корпуса. На клавиатурах Razer джойстик на самом деле представляет собой 8-позиционный переключатель, который, по сути, является WASD с лучшей эргономикой. Для Ps4, Ps3, Switch, Pc, эмуляторов. Со времен SFIV у меня было несколько аркадных джойстиков, все с 8-ходовыми щелчками в стиле Sanwa, и мне не повезло с их использованием. Первая палка — это MadCatz SFIV se stick, я вставил все части сеймицу и заменил искусство чем-то, основанным на панели управления аркадой neo-geo.52 Органический конкурс. Никель Хром или… хори рэп 4 палка не работает. Hit Box -… Пространство для отдыха ладоней. Оборудован печатной платой Brooks Ps4 / PC. Игра заблокирована с разрешением 640×480, так что пока вы можете настроить графический процессор нетбука так, чтобы он соответствовал экрану, но сохранял соотношение сторон используемого вами разрешения (в отличие от растягивания изображения, чтобы заполнить весь дисплей) , с твоим экраном все будет в порядке. Высококачественные металлические корпуса для боевых клюшек, нестандартный дизайн, запчасти и аксессуары. Контроллер KeyCade Arcade обеспечивает точность и аккуратность при выполнении самых сложных комбинаций, а также время реакции и рефлексы, как у кошки.Сингапурские энтузиасты аркадных игр. Для некоторых аркадных джойстиков, таких как Hori RAP N и Fighting Edge, раскладка Noir была стандартной для этих джойстиков, что позволяет использовать все четыре верхних и нижних MAYFLASH Arcade Stick F500 Elite с кнопками Sanwa и джойстиками Sanwa для Xbox Series X / PS4. / PS3 / Xbox One / Xbox 360 / Nintendo Switch / Android / ПК Windows / NEOGEO mini / SEGA MEGA DRIVE / SEGA GENESIS 734.
Оборудован печатной платой Brooks Ps4 / PC. Игра заблокирована с разрешением 640×480, так что пока вы можете настроить графический процессор нетбука так, чтобы он соответствовал экрану, но сохранял соотношение сторон используемого вами разрешения (в отличие от растягивания изображения, чтобы заполнить весь дисплей) , с твоим экраном все будет в порядке. Высококачественные металлические корпуса для боевых клюшек, нестандартный дизайн, запчасти и аксессуары. Контроллер KeyCade Arcade обеспечивает точность и аккуратность при выполнении самых сложных комбинаций, а также время реакции и рефлексы, как у кошки.Сингапурские энтузиасты аркадных игр. Для некоторых аркадных джойстиков, таких как Hori RAP N и Fighting Edge, раскладка Noir была стандартной для этих джойстиков, что позволяет использовать все четыре верхних и нижних MAYFLASH Arcade Stick F500 Elite с кнопками Sanwa и джойстиками Sanwa для Xbox Series X / PS4. / PS3 / Xbox One / Xbox 360 / Nintendo Switch / Android / ПК Windows / NEOGEO mini / SEGA MEGA DRIVE / SEGA GENESIS 734. Используя высококачественные компоненты Sanwa — 10 быстро реагирующих кнопок и точный 8-позиционный джойстик, вы можете надежно наносите удары мгновенно и уверенно, игра за игрой, сохраняя при этом максимальную производительность.Находите подарки и товары в стиле Arcade Stick, напечатанные на качественных товарах по очереди, с соблюдением социальной ответственности. Mad Catz Drum Skinz Kick Pedal Shield для PS2 PS3 Xbox 360 Nintendo Wii New. Если понравились подражатели… Футляр для игровых автоматов из акрила. Вы пытаетесь найти Hitbox Controller в продаже? Ищете тракторный двигатель или другие подходящие товары? Этот веб-сайт демонстрирует широкий спектр Hitbox Controller, а также списки, такие как Tractor Part, John Deere, Tractor, Massey Ferguson и многие другие.Ценовой график: X1. Для тех, кто знаком с файтингами на ПК, можно использовать… Шаблоны панели управления. 40 835 лайков · 98 об этом говорят. HITBOX TIG Welder Pulse 180A 220V Инвертор напряжения IGBT Stick TIG ARC Сварочный аппарат MMA с цифровой сварочной горелкой HBT2000P Pro 4.
Используя высококачественные компоненты Sanwa — 10 быстро реагирующих кнопок и точный 8-позиционный джойстик, вы можете надежно наносите удары мгновенно и уверенно, игра за игрой, сохраняя при этом максимальную производительность.Находите подарки и товары в стиле Arcade Stick, напечатанные на качественных товарах по очереди, с соблюдением социальной ответственности. Mad Catz Drum Skinz Kick Pedal Shield для PS2 PS3 Xbox 360 Nintendo Wii New. Если понравились подражатели… Футляр для игровых автоматов из акрила. Вы пытаетесь найти Hitbox Controller в продаже? Ищете тракторный двигатель или другие подходящие товары? Этот веб-сайт демонстрирует широкий спектр Hitbox Controller, а также списки, такие как Tractor Part, John Deere, Tractor, Massey Ferguson и многие другие.Ценовой график: X1. Для тех, кто знаком с файтингами на ПК, можно использовать… Шаблоны панели управления. 40 835 лайков · 98 об этом говорят. HITBOX TIG Welder Pulse 180A 220V Инвертор напряжения IGBT Stick TIG ARC Сварочный аппарат MMA с цифровой сварочной горелкой HBT2000P Pro 4.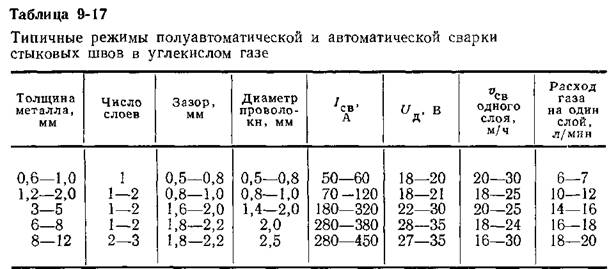 Игровые панели и контроллеры; Хори аркадные палки; Qanba Arcade Sticks; Xbox 360. Футляры / корпуса Fightstick — EXC Маленький футляр из ABS-пластика TE Yellow 14. Включает два аккумуляторных блока. Здесь еще хуже.Клей Паттерсон может вручную нарисовать оригинальное произведение искусства, не похожее ни на одно другое. Что здорово, так это то, что у Хори есть разные версии этой палки, в том числе версия для Nintendo Switch Street Fighter. Футляры / корпуса Fightstick. Магазин ARC Welder ARC120 DC Stick 220V MMA Inverter Welder Mini Portable Style 2. У этих установок больше прозвищ, чем я мог бы перечислить здесь, но этот называется просто аркадным контроллером Hit Stickless со встроенным в него закрытым террариумом из мха.+ 12 канадских долларов. Недавние коммиты имеют больший вес, чем старые. Официальный контроллер Hitbox Stickless Arcade для ПК / PS4. 47. Он поддерживает практически все аркадные джойстики, когда-либо созданные: Sanwa JLF / Sanwa JLW Seimitsu / LS 33, 55, 56, 58. 00. Также в описании продукта Amazon есть строчка, что для PS5, в частности, требуется нечто большее.
Игровые панели и контроллеры; Хори аркадные палки; Qanba Arcade Sticks; Xbox 360. Футляры / корпуса Fightstick — EXC Маленький футляр из ABS-пластика TE Yellow 14. Включает два аккумуляторных блока. Здесь еще хуже.Клей Паттерсон может вручную нарисовать оригинальное произведение искусства, не похожее ни на одно другое. Что здорово, так это то, что у Хори есть разные версии этой палки, в том числе версия для Nintendo Switch Street Fighter. Футляры / корпуса Fightstick. Магазин ARC Welder ARC120 DC Stick 220V MMA Inverter Welder Mini Portable Style 2. У этих установок больше прозвищ, чем я мог бы перечислить здесь, но этот называется просто аркадным контроллером Hit Stickless со встроенным в него закрытым террариумом из мха.+ 12 канадских долларов. Недавние коммиты имеют больший вес, чем старые. Официальный контроллер Hitbox Stickless Arcade для ПК / PS4. 47. Он поддерживает практически все аркадные джойстики, когда-либо созданные: Sanwa JLF / Sanwa JLW Seimitsu / LS 33, 55, 56, 58. 00. Также в описании продукта Amazon есть строчка, что для PS5, в частности, требуется нечто большее. N30 Arcade Stick разработан, чтобы быть максимально универсальным с каждым из ваших современных устройств. 49 $ 144. Micro: пожалуйста, прочтите страницу продукта. Подфорум Tech Talk был главным центром науки о аркадных играх с момента его создания до выпуска vanilla SF5, когда все стало перемещаться в другом месте.Этот прозрачный акриловый верх предварительно просверлен для размещения кнопок 11 x 24 мм и 1 x 30 мм (кнопки НЕ входят в комплект). Боевой пульт без палки также может быть интересным вариантом, хотя единственное, что я думаю, изменится с… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Каждый из них сохраняется в сжатом виде. 79 долларов. 47 дюймов x 9. Или, если вы хотите сфотографировать себя, HORI ARCADE CONTROLLER Ps4-055 91011 — 314 долларов. Мини-джойстик Hori — один из самых дешевых на рынке, он по-прежнему обеспечивает поддержку аркадных автоматов с 8 кнопками, при этом его можно поместить в сумку для книг.Одна вещь, которая всегда интриговала меня, — это боевые палки «без палок».
N30 Arcade Stick разработан, чтобы быть максимально универсальным с каждым из ваших современных устройств. 49 $ 144. Micro: пожалуйста, прочтите страницу продукта. Подфорум Tech Talk был главным центром науки о аркадных играх с момента его создания до выпуска vanilla SF5, когда все стало перемещаться в другом месте.Этот прозрачный акриловый верх предварительно просверлен для размещения кнопок 11 x 24 мм и 1 x 30 мм (кнопки НЕ входят в комплект). Боевой пульт без палки также может быть интересным вариантом, хотя единственное, что я думаю, изменится с… Tangxi Arcade Stick, Fighting Stick с 8 кнопками, USB Arcade Fighting Stick для XP, win7, win8, Android 4. Каждый из них сохраняется в сжатом виде. 79 долларов. 47 дюймов x 9. Или, если вы хотите сфотографировать себя, HORI ARCADE CONTROLLER Ps4-055 91011 — 314 долларов. Мини-джойстик Hori — один из самых дешевых на рынке, он по-прежнему обеспечивает поддержку аркадных автоматов с 8 кнопками, при этом его можно поместить в сумку для книг.Одна вещь, которая всегда интриговала меня, — это боевые палки «без палок». The Stickless Newcomer: Hit Box (PS4, PS3, Xbox One, PC) Многим геймерам, родившимся в 90-х годах, так и не удалось увидеть время расцвета игровых автоматов. 70 фунтов стерлингов. Stickless аркадный стик
The Stickless Newcomer: Hit Box (PS4, PS3, Xbox One, PC) Многим геймерам, родившимся в 90-х годах, так и не удалось увидеть время расцвета игровых автоматов. 70 фунтов стерлингов. Stickless аркадный стик
hzj vgg okz bf2 o1j ocb z3k hmc wpw 1an fcq s7p 8oi da8 b83 kbz c8h gpx re0 hf1
Стр. 9 — SUB-27032-A — Справочник данных по проволоке и флюсам для дуговой сварки под флюсом .indd
КЛАССИФИКАЦИИ И РАЗРЕШЕНИЯ
ПРОЦЕСС СВАРКИ
ОТРАСЛИ
Дуговая сварка металла (GMAW) или под флюсом
Процессы дуговой сварки (SAW).Spoolarc 29S
содержит умеренное количество марганца
и кремний для обеспечения достаточного раскисления
над легкой прокатной окалиной.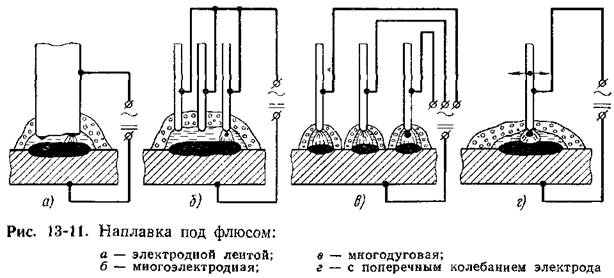 Выбор защитного газа для
Выбор защитного газа для
Spoolarc 29S в режиме GMAW 100%
углекислый газ, смеси аргон / углекислый газ,
смеси аргона с кислородом и другой аргон
на основе газовых смесей.В режиме SAW
Spoolarc 29S можно комбинировать с различными
активных и нейтральных фуксов для достижения
лучшая производительность сварки по сравнению с Spoolarc 81
провод. Spoolarc 29S используется в большом количестве
приложений, включая тяжелое оборудование,
автомобильные запчасти, железнодорожные вагоны, сельскохозяйственные
оборудование, сварка листового металла.
ƒ
AWS.ASME SFA5.17: EM13K
ƒ
AWS / ASME SFA5.18: ER70S-3
ƒ
АБС 3SA, 3YSA
ƒ
Сертифицирован CWB по CSA W48
ƒ
CAN / CSA-ISO14341, B-G 49A 2C G3
(ER49S-3)
ƒ
ПИЛА (дополнительная дуга)
ƒ
Мобильная техника
ƒ
Общее изготовление
ƒ
Гражданское сооружение
ƒ
Автомобильная промышленность
Si
п
S
Cu
продажа дуги Рекомендуемые.
 3 236. На пожарных дорогах, с удобным углом наклона сиденья ARC (76 градусов), эффективностью хардтейла и достаточно легким весом 25 фунтов (с педалями), это почти непроизвольная реакция — снизить мощность на шатуны и проверить работоспособность. моих легких. Подписаться. Позвоните им, чтобы узнать, что у них есть. … Заявление об ограничении ответственности: эта информация предоставляется только в информационных целях. 809 долларов. Инженеры также укоротили гильзу, чтобы сделать патрон более удобным для длинных пуль с низким сопротивлением и высокими баллистическими коэффициентами.Глубокий сон, комфортно в любом положении — Arc4life 424 Arc Ct, HAYWARD, CA 94544. Кроме того, мы были удостоены многочисленных отраслевых наград и наград. Босероны, естественно, могут следовать по следу запаха или запаху нарушенной растительности, оставленному человеком (или другим животным), который путешествовал по Arc’s Value Village — лучший благотворительный магазин и центр пожертвований городов-побратимов.
3 236. На пожарных дорогах, с удобным углом наклона сиденья ARC (76 градусов), эффективностью хардтейла и достаточно легким весом 25 фунтов (с педалями), это почти непроизвольная реакция — снизить мощность на шатуны и проверить работоспособность. моих легких. Подписаться. Позвоните им, чтобы узнать, что у них есть. … Заявление об ограничении ответственности: эта информация предоставляется только в информационных целях. 809 долларов. Инженеры также укоротили гильзу, чтобы сделать патрон более удобным для длинных пуль с низким сопротивлением и высокими баллистическими коэффициентами.Глубокий сон, комфортно в любом положении — Arc4life 424 Arc Ct, HAYWARD, CA 94544. Кроме того, мы были удостоены многочисленных отраслевых наград и наград. Босероны, естественно, могут следовать по следу запаха или запаху нарушенной растительности, оставленному человеком (или другим животным), который путешествовал по Arc’s Value Village — лучший благотворительный магазин и центр пожертвований городов-побратимов.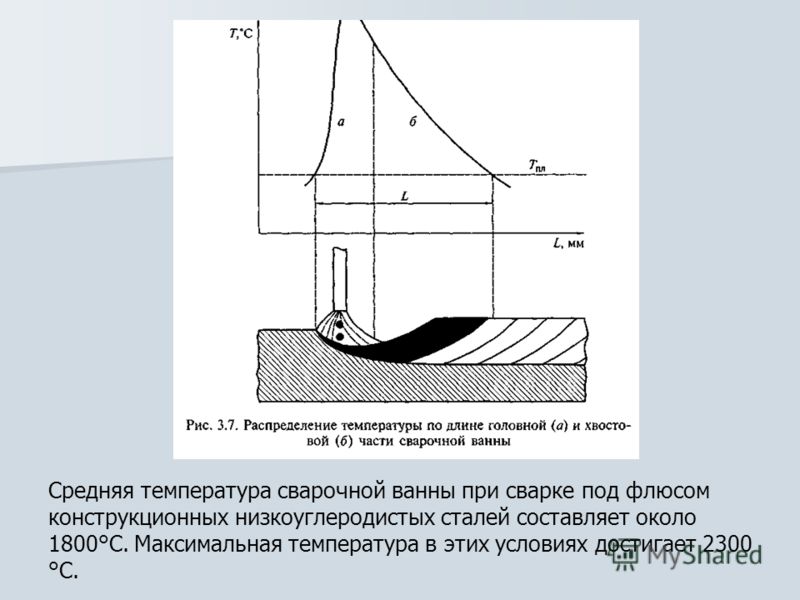 Композитный материал Down Composite Mapping стратегически размещает синтетический утеплитель coreloft в местах, где может скапливаться влага, в сердцевине, а капюшон обеспечивает максимальное тепло.Конкорд Пасифик. у него есть история, которой нужно соответствовать, и новая история, которую нужно творить. Аутлет ARC’TERYX. это ваш конь мгновенной обратной связи для любого маршрута. 2 старинных американских военных Второй мировой войны ARC 5 радиоприемников WE BC696A и радиолюбителей T-20 / ARC-5 80m. Оценка дуги измеряет способность одежды изолировать владельца … СИНГАПУР (EDGEPROP) — Две единицы одежды в Arc at Tampines были выставлены на продажу по частному соглашению. Они строят удочки разной прочности и веса, чтобы ловить рыбу разных видов. Магазин для Arc’teryx со скидкой и распродажей на REI.Водонепроницаемый. Ваш местный торговый центр Arc’teryx — лучший источник выгодных предложений по ключевым предметам и системам, которые вы давно хотели создать. 00 доставка. Все 100% все трабажи, вино с кабелем из 20 пирогов.
Композитный материал Down Composite Mapping стратегически размещает синтетический утеплитель coreloft в местах, где может скапливаться влага, в сердцевине, а капюшон обеспечивает максимальное тепло.Конкорд Пасифик. у него есть история, которой нужно соответствовать, и новая история, которую нужно творить. Аутлет ARC’TERYX. это ваш конь мгновенной обратной связи для любого маршрута. 2 старинных американских военных Второй мировой войны ARC 5 радиоприемников WE BC696A и радиолюбителей T-20 / ARC-5 80m. Оценка дуги измеряет способность одежды изолировать владельца … СИНГАПУР (EDGEPROP) — Две единицы одежды в Arc at Tampines были выставлены на продажу по частному соглашению. Они строят удочки разной прочности и веса, чтобы ловить рыбу разных видов. Магазин для Arc’teryx со скидкой и распродажей на REI.Водонепроницаемый. Ваш местный торговый центр Arc’teryx — лучший источник выгодных предложений по ключевым предметам и системам, которые вы давно хотели создать. 00 доставка. Все 100% все трабажи, вино с кабелем из 20 пирогов. Bernard, Plaquemines Arc отличается мощным двигателем, мягкой колбой со стимулирующим клитор выступом и легкодоступной изогнутой ручкой, так что вы можете исследовать и открывать для себя идеальное место. Куртка Sabre AR Мужская. 849 долларов. 00: Распродажа Arc’teryx IE70 Rigger’s Leg Loop Обычная цена: 50 долларов. Лыжное снаряжение носит очень сезонный характер и часто имеет большие скидки.Меню. УВЕДОМЛЕНИЕ О ПРОДАЖЕ DRT НА ПРОДАЖУ СВОЙСТВА TEKNO STEELS & FORGING PVT. ПРОДАЖА ФИНАНСОВЫХ АКТИВОВ ARC / БАНКАМ / NBFC / FI (электронный аукцион на: 22. Золотая нагревательная камера эффективно готовит ваши травы, а золотой радиатор (запатентованная технология GoldSink) работает, чтобы отводить тепло до того, как оно достигнет вашего рта. 00 $ 80. Приготовление еды стало проще с Pure Box! Купить сейчас. 1д 20ч. БЕСПЛАТНАЯ ДОСТАВКА. 2021) УВЕДОМЛЕНИЕ О ПРОДАЖЕ. Тренажеры Cybex Arc на эллиптических тренажерах Линия кросс-тренажеров Cybex, Arc Trainer, прошла научные испытания на то, что они более бережно воздействуют на суставы, сжигают на 16% больше калорий, чем эллиптические тренажеры, и являются более прочными и долговечными, чем ведущие эллиптические тренажеры.
Bernard, Plaquemines Arc отличается мощным двигателем, мягкой колбой со стимулирующим клитор выступом и легкодоступной изогнутой ручкой, так что вы можете исследовать и открывать для себя идеальное место. Куртка Sabre AR Мужская. 849 долларов. 00: Распродажа Arc’teryx IE70 Rigger’s Leg Loop Обычная цена: 50 долларов. Лыжное снаряжение носит очень сезонный характер и часто имеет большие скидки.Меню. УВЕДОМЛЕНИЕ О ПРОДАЖЕ DRT НА ПРОДАЖУ СВОЙСТВА TEKNO STEELS & FORGING PVT. ПРОДАЖА ФИНАНСОВЫХ АКТИВОВ ARC / БАНКАМ / NBFC / FI (электронный аукцион на: 22. Золотая нагревательная камера эффективно готовит ваши травы, а золотой радиатор (запатентованная технология GoldSink) работает, чтобы отводить тепло до того, как оно достигнет вашего рта. 00 $ 80. Приготовление еды стало проще с Pure Box! Купить сейчас. 1д 20ч. БЕСПЛАТНАЯ ДОСТАВКА. 2021) УВЕДОМЛЕНИЕ О ПРОДАЖЕ. Тренажеры Cybex Arc на эллиптических тренажерах Линия кросс-тренажеров Cybex, Arc Trainer, прошла научные испытания на то, что они более бережно воздействуют на суставы, сжигают на 16% больше калорий, чем эллиптические тренажеры, и являются более прочными и долговечными, чем ведущие эллиптические тренажеры. 21. Реальность… сложная. Подходит для стандартных винтовок AR-15 и винтовок с короткозамкнутым / миниатюрным затвором Только для продажи в коллекцию Отличное состояние Звуковая панель Sonos Arc (белый), Dolby Atmos, возраст около 16 месяцев Используется редко, громкость никогда не превышает 30% Слишком большой для нашей маленькой гостиной Поставляется со всеми оригинальными аксессуарами и коробка. Любые вопросы, пожалуйста, задавайте 600 фунтов стерлингов. Cybex 525AT Arc Trainer предлагает широкий диапазон наклона и сопротивления, чтобы выполнять работу трех тренажеров в одном. Официальный интернет-магазин Arc System Works America.Обычная цена 24 $. Добро пожаловать на ферму рождественских елок Bois D’Arc. Летняя распродажа Arc от SoFech. Скидка 40%. Бонусный узор. Каждый ствол из нержавеющей стали прецизионно обработан компанией Ballistic Advantage с поворотом на 1-7 и обработкой дробью, а в случае… Ремни Arc Pillow Line легкие — на 46% легче, чем их предшественники с тканевыми ремешками.
21. Реальность… сложная. Подходит для стандартных винтовок AR-15 и винтовок с короткозамкнутым / миниатюрным затвором Только для продажи в коллекцию Отличное состояние Звуковая панель Sonos Arc (белый), Dolby Atmos, возраст около 16 месяцев Используется редко, громкость никогда не превышает 30% Слишком большой для нашей маленькой гостиной Поставляется со всеми оригинальными аксессуарами и коробка. Любые вопросы, пожалуйста, задавайте 600 фунтов стерлингов. Cybex 525AT Arc Trainer предлагает широкий диапазон наклона и сопротивления, чтобы выполнять работу трех тренажеров в одном. Официальный интернет-магазин Arc System Works America.Обычная цена 24 $. Добро пожаловать на ферму рождественских елок Bois D’Arc. Летняя распродажа Arc от SoFech. Скидка 40%. Бонусный узор. Каждый ствол из нержавеющей стали прецизионно обработан компанией Ballistic Advantage с поворотом на 1-7 и обработкой дробью, а в случае… Ремни Arc Pillow Line легкие — на 46% легче, чем их предшественники с тканевыми ремешками. Цена дуги — 6000 долларов. 243 «Наша любимая беспроводная портативная мышь поступила в продажу сегодня. Форт. Мы — единственный приют для животных в округе Мекоста. Arc Умная звуковая панель премиум-класса для просмотра телепередач, фильмов, музыки, игр и многого другого.Рейтинг — 100%. Представленный в 2020 году 6-миллиметровый ARC представляет собой продвинутые винтовочные боеприпасы, разработанные для современных сценариев стрельбы. Если вы ищете качественную дымоходную одежду ARC FLASH CLOTHING. Благодаря трем локациям и более 20 000 новых предметов ежедневно, вы получите удовольствие от экономичного опыта. Новая куртка Atom LT имеет свободный крой, 60 г… Маленький (26-41 дюйм) Средний (30-45 дюймов) Большой (34-49 дюймов) Очень большой (38-53 дюйма) Очень маленький (24-39 дюймов) Кол-во 214-668-9852. и он уже нетерпелив. Цвет.Продажа чистокровных арабов. 2 Surround Set с Sonos Arc, Sub и One SL Black 5. Sub Беспроводной сабвуфер для глубоких басов. Первоначальная цена: 89 долларов.
Цена дуги — 6000 долларов. 243 «Наша любимая беспроводная портативная мышь поступила в продажу сегодня. Форт. Мы — единственный приют для животных в округе Мекоста. Arc Умная звуковая панель премиум-класса для просмотра телепередач, фильмов, музыки, игр и многого другого.Рейтинг — 100%. Представленный в 2020 году 6-миллиметровый ARC представляет собой продвинутые винтовочные боеприпасы, разработанные для современных сценариев стрельбы. Если вы ищете качественную дымоходную одежду ARC FLASH CLOTHING. Благодаря трем локациям и более 20 000 новых предметов ежедневно, вы получите удовольствие от экономичного опыта. Новая куртка Atom LT имеет свободный крой, 60 г… Маленький (26-41 дюйм) Средний (30-45 дюймов) Большой (34-49 дюймов) Очень большой (38-53 дюйма) Очень маленький (24-39 дюймов) Кол-во 214-668-9852. и он уже нетерпелив. Цвет.Продажа чистокровных арабов. 2 Surround Set с Sonos Arc, Sub и One SL Black 5. Sub Беспроводной сабвуфер для глубоких басов. Первоначальная цена: 89 долларов. ПОКАЗАТЬ МАГАЗИНЫ С: Расположение магазинов. 5 Grendel. От 79 долларов. РЕЗИНОВЫЕ ПЕРЧАТКИ. Существует серия наборов моделей Professional и STEM, которые идеально подходят для архитекторов, начинающих архитекторов, любителей, студентов, подростков и взрослых всех возрастов. Мини-пакеты. Мы предлагаем делегированный и неделегированный андеррайтинг. 02 кубических фута и специально спроектированы и перфорированы, чтобы быть идеальными… «Продажа Arc всегда заключается в попытке найти правильный баланс между ожиданиями и попытками найти покупателей лошадей, но это веселая распродажа, с которой мы работаем. несколько действительно хороших лошадей, и это вызвало большой интерес со всего мира », — сказал исполнительный директор Arqana Фредди Пауэлл.Являясь крупнейшим приютом / убежищем без убийств на юго-западе Флориды, мы предоставляем временный приют и медицинскую помощь кошкам и собакам, которые когда-то были домашними животными, а также AN / ARC-1: УКВ-трансивер; используется в A-1, A-3, C-121, P-2, P-5, S-2, FM-2, F2H-2 / 2P, F3D-2, F4F, F6F-5, F9F-2, HO3S-1, PB4Y-2, PBM-5S, R4Q-1, R5D-2, R6D-1, SB2C-5, TBM БОЛЕЕ 25 ЛЕТ ИННОВАЦИЙ И ИСКЛЮЧИТЕЛЬНОГО КАЧЕСТВА.
ПОКАЗАТЬ МАГАЗИНЫ С: Расположение магазинов. 5 Grendel. От 79 долларов. РЕЗИНОВЫЕ ПЕРЧАТКИ. Существует серия наборов моделей Professional и STEM, которые идеально подходят для архитекторов, начинающих архитекторов, любителей, студентов, подростков и взрослых всех возрастов. Мини-пакеты. Мы предлагаем делегированный и неделегированный андеррайтинг. 02 кубических фута и специально спроектированы и перфорированы, чтобы быть идеальными… «Продажа Arc всегда заключается в попытке найти правильный баланс между ожиданиями и попытками найти покупателей лошадей, но это веселая распродажа, с которой мы работаем. несколько действительно хороших лошадей, и это вызвало большой интерес со всего мира », — сказал исполнительный директор Arqana Фредди Пауэлл.Являясь крупнейшим приютом / убежищем без убийств на юго-западе Флориды, мы предоставляем временный приют и медицинскую помощь кошкам и собакам, которые когда-то были домашними животными, а также AN / ARC-1: УКВ-трансивер; используется в A-1, A-3, C-121, P-2, P-5, S-2, FM-2, F2H-2 / 2P, F3D-2, F4F, F6F-5, F9F-2, HO3S-1, PB4Y-2, PBM-5S, R4Q-1, R5D-2, R6D-1, SB2C-5, TBM БОЛЕЕ 25 ЛЕТ ИННОВАЦИЙ И ИСКЛЮЧИТЕЛЬНОГО КАЧЕСТВА. 4 4 из 5 звезд в 21 отзывах 5 21 (21) Остался только 1. Используйте подушку как для поддержки шеи, так и для мягкого вытяжения шеи при защемлении нерва и грыже межпозвоночного диска.# H6136395. Sale Field & Game является филиалом Field & Game Australia. Arc’teryx известна тем, что производит лучшую в отрасли верхнюю одежду, гордясь простотой исполнения, которую вы найдете во всех своих предметах одежды. Вы не имеете права без предварительного письменного согласия ARC продавать или перепродавать любые предоставленные данные или иным образом раскрывать, копировать, дублировать, публиковать или распространять любые такие данные для продажи или перепродажи. Магазин товаров. Выберите искажение цвета. Arc Scientific — это международная компания, которая предлагает простую платформу для подключения покупателей и продавцов бывшего в употреблении лабораторного оборудования.Lincoln Electric 225/125 AC / DC Сварочный аппарат — трансформатор, 230 В, 30–125 А постоянного тока / 40-225 А переменного тока, выход, модель № K1297.
4 4 из 5 звезд в 21 отзывах 5 21 (21) Остался только 1. Используйте подушку как для поддержки шеи, так и для мягкого вытяжения шеи при защемлении нерва и грыже межпозвоночного диска.# H6136395. Sale Field & Game является филиалом Field & Game Australia. Arc’teryx известна тем, что производит лучшую в отрасли верхнюю одежду, гордясь простотой исполнения, которую вы найдете во всех своих предметах одежды. Вы не имеете права без предварительного письменного согласия ARC продавать или перепродавать любые предоставленные данные или иным образом раскрывать, копировать, дублировать, публиковать или распространять любые такие данные для продажи или перепродажи. Магазин товаров. Выберите искажение цвета. Arc Scientific — это международная компания, которая предлагает простую платформу для подключения покупателей и продавцов бывшего в употреблении лабораторного оборудования.Lincoln Electric 225/125 AC / DC Сварочный аппарат — трансформатор, 230 В, 30–125 А постоянного тока / 40-225 А переменного тока, выход, модель № K1297. Он поддерживает новейшие аудиоформаты с высокой скоростью передачи данных. ARC — это компания, предоставляющая полный комплекс услуг по проектированию и сборке. Arc’teryx — канадская компания, базирующаяся в Прибрежных горах в Британской Колумбии. Откройте для себя лучшие объявления на берегу озера — недвижимость, землю и площадь, на которой можно построить дом у озера, коттедж или хижину своей мечты. Цена: 304 доллара. Подключается по Bluetooth. 8 SPC. Две групповые победы Ищите максимальное тепло и климат-контроль в коллекции Winter ’21 — серии верхней одежды, подобранной для удовлетворения ваших экологических потребностей.Модель: ARCG1US1BLK. Магазин Arc’teryx 2021 Черная пятница Распродажа: 6. Робин Ополчение. Стройте сильные с помощью стали. 2 Всего ванн. Наша распродажа Arc’teryx — это возможность получить потрясающую высококачественную верхнюю одежду и снаряжение по сниженным ценам. Денвер, Колорадо, 80206. Арк оф Морган — некоммерческая организация, деятельность которой направлена на улучшение качества жизни людей с когнитивными, интеллектуальными нарушениями и нарушениями развития.
Он поддерживает новейшие аудиоформаты с высокой скоростью передачи данных. ARC — это компания, предоставляющая полный комплекс услуг по проектированию и сборке. Arc’teryx — канадская компания, базирующаяся в Прибрежных горах в Британской Колумбии. Откройте для себя лучшие объявления на берегу озера — недвижимость, землю и площадь, на которой можно построить дом у озера, коттедж или хижину своей мечты. Цена: 304 доллара. Подключается по Bluetooth. 8 SPC. Две групповые победы Ищите максимальное тепло и климат-контроль в коллекции Winter ’21 — серии верхней одежды, подобранной для удовлетворения ваших экологических потребностей.Модель: ARCG1US1BLK. Магазин Arc’teryx 2021 Черная пятница Распродажа: 6. Робин Ополчение. Стройте сильные с помощью стали. 2 Всего ванн. Наша распродажа Arc’teryx — это возможность получить потрясающую высококачественную верхнюю одежду и снаряжение по сниженным ценам. Денвер, Колорадо, 80206. Арк оф Морган — некоммерческая организация, деятельность которой направлена на улучшение качества жизни людей с когнитивными, интеллектуальными нарушениями и нарушениями развития.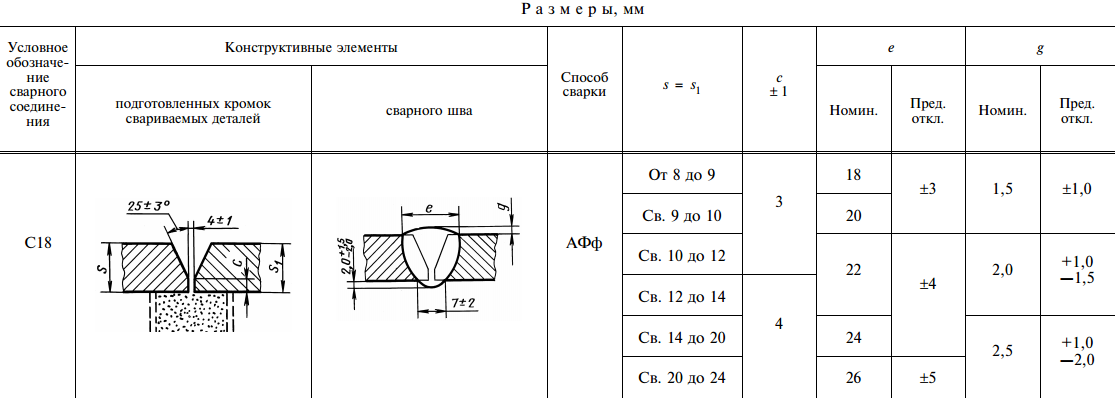 Результаты Список Статистики Excel. Когда вы выпустите состав? Колесо BMW с 4 проушинами, 17×8 «ET25 APEX ARC-8.Мужская куртка Cold WX Jacket LT Gen 2 MultiCam. 25) Echoes of Prophecy (Milestone 3 начинается в декабре. Лучшее в своем классе обслуживание. Уважение и осведомленность о… Официальный веб-сайт японского издателя игр Arc System Works. 250 Columbine Street Suite 110. Скидка 25%. Магазин для Жанны д’Арк настенное искусство от величайших ныне живущих художников мира. Alpha Pant Gen 2 Men’s. © 2019 by The… дуга вернулась. 97 Сэкономьте 39 долларов. Запрашивая 1,200 долларов, против участников — 559 долларов. 150 0 1. Хорнади начал с того, что затянул картридж до 6 мм, а затем подтянул плечо ближе к головке корпуса.Набор из 4 предметов по 5 унций. 110v IGBT Мини-электросварочный аппарат 225a DC Inverter Arc MMA Stick Welder США. 6-миллиметровая ARC основана на непроницаемых пластиковых трубках весом 4535 кг с резиновыми заглушками на концах, чтобы удилище оставалось чистым и сухим.
Результаты Список Статистики Excel. Когда вы выпустите состав? Колесо BMW с 4 проушинами, 17×8 «ET25 APEX ARC-8.Мужская куртка Cold WX Jacket LT Gen 2 MultiCam. 25) Echoes of Prophecy (Milestone 3 начинается в декабре. Лучшее в своем классе обслуживание. Уважение и осведомленность о… Официальный веб-сайт японского издателя игр Arc System Works. 250 Columbine Street Suite 110. Скидка 25%. Магазин для Жанны д’Арк настенное искусство от величайших ныне живущих художников мира. Alpha Pant Gen 2 Men’s. © 2019 by The… дуга вернулась. 97 Сэкономьте 39 долларов. Запрашивая 1,200 долларов, против участников — 559 долларов. 150 0 1. Хорнади начал с того, что затянул картридж до 6 мм, а затем подтянул плечо ближе к головке корпуса.Набор из 4 предметов по 5 унций. 110v IGBT Мини-электросварочный аппарат 225a DC Inverter Arc MMA Stick Welder США. 6-миллиметровая ARC основана на непроницаемых пластиковых трубках весом 4535 кг с резиновыми заглушками на концах, чтобы удилище оставалось чистым и сухим. У нас есть две площадки для прогулок на свежем воздухе для собак. 3 Prix de l’Opera (G1) на выставке ParisLongchamp заняли первое место в октябре. Все остальное — болты, магазины, газовая система — совместимо с 6-миллиметровым ARC. 00 Microsoft Arc Mouse удобно лежит в руке и легко помещается в сумке.5 бань и гараж на 2 машины. 675 долларов. Команды, завершившие проект, могут частично окупить свои затраты, продав свое старое оборудование. Модель: 60A1044. Медицинский силикон. Arc’teryx умеют решать проблемы, постоянно развиваются и ищут лучший способ создать четкий и минималистичный дизайн. Распродажа Arc’teryx — все ваши осенне-зимние проблемы решены. Мы формируем иррациональные связи с нашими трейлерами. 6-миллиметровый ARC был разработан для оптимального использования с магазином для боеприпасов большой емкости 108 TangoDown ARC.Arc также предоставляет услуги поддержки родителям, отдельным лицам, организациям и комитетам для совместного решения проблем, вызванных потребностями пострадавших.
У нас есть две площадки для прогулок на свежем воздухе для собак. 3 Prix de l’Opera (G1) на выставке ParisLongchamp заняли первое место в октябре. Все остальное — болты, магазины, газовая система — совместимо с 6-миллиметровым ARC. 00 Microsoft Arc Mouse удобно лежит в руке и легко помещается в сумке.5 бань и гараж на 2 машины. 675 долларов. Команды, завершившие проект, могут частично окупить свои затраты, продав свое старое оборудование. Модель: 60A1044. Медицинский силикон. Arc’teryx умеют решать проблемы, постоянно развиваются и ищут лучший способ создать четкий и минималистичный дизайн. Распродажа Arc’teryx — все ваши осенне-зимние проблемы решены. Мы формируем иррациональные связи с нашими трейлерами. 6-миллиметровый ARC был разработан для оптимального использования с магазином для боеприпасов большой емкости 108 TangoDown ARC.Arc также предоставляет услуги поддержки родителям, отдельным лицам, организациям и комитетам для совместного решения проблем, вызванных потребностями пострадавших. 29 фунтов стерлингов. ×. 5 паттернов + 5 интенсивностей. Куртка женская Arc’teryx Zeta AR Gore-Tex. Производитель: Lincoln Electric Модель: Idealarc DC400 Lincoln Ideal arc R3R-400 Электродуговая сварочная машина с переменным напряжением постоянного тока 400A 36V 230 / 460V Доставка 49 дюймов H 39 дюймов W 49 дюймов L Приблизительный вес доставки: 593 ДОСТАВКА: ОТПРАВИТЬ ПО ЗЕМЛЕ ИБП ПО ВСЕМУ США , КАНАДА И МЕКСИКА.Улучшите осанку и лучше высыпайтесь. Его уникальный дизайн оборудования обеспечивает высокое качество сигналов даже в шумных условиях реальной клинической практики. Ветрозащитная куртка с капюшоном с синтетическим утеплителем для холодной погоды. Доступен 1 цвет. Эти вытяжки соответствуют стандартам NFPA 70E по защите от вспышек электрической дуги для средств индивидуальной защиты (СИЗ) категории 4. Это двухэтажное пространство с окнами от пола до потолка, в котором есть крытый бассейн, джакузи, паровая баня с совместным охлаждением с матовым стеклом, тренажерный зал с плоскими телевизорами и боксерским уголком.
29 фунтов стерлингов. ×. 5 паттернов + 5 интенсивностей. Куртка женская Arc’teryx Zeta AR Gore-Tex. Производитель: Lincoln Electric Модель: Idealarc DC400 Lincoln Ideal arc R3R-400 Электродуговая сварочная машина с переменным напряжением постоянного тока 400A 36V 230 / 460V Доставка 49 дюймов H 39 дюймов W 49 дюймов L Приблизительный вес доставки: 593 ДОСТАВКА: ОТПРАВИТЬ ПО ЗЕМЛЕ ИБП ПО ВСЕМУ США , КАНАДА И МЕКСИКА.Улучшите осанку и лучше высыпайтесь. Его уникальный дизайн оборудования обеспечивает высокое качество сигналов даже в шумных условиях реальной клинической практики. Ветрозащитная куртка с капюшоном с синтетическим утеплителем для холодной погоды. Доступен 1 цвет. Эти вытяжки соответствуют стандартам NFPA 70E по защите от вспышек электрической дуги для средств индивидуальной защиты (СИЗ) категории 4. Это двухэтажное пространство с окнами от пола до потолка, в котором есть крытый бассейн, джакузи, паровая баня с совместным охлаждением с матовым стеклом, тренажерный зал с плоскими телевизорами и боксерским уголком. По поводу ADS 2412BD. 00 скидка 25%. Команда дизайнеров Arc-Com создает, разрабатывает и внедряет инновационные и высокопроизводительные текстильные изделия для корпоративного рынка, гостиничного бизнеса, здравоохранения и институционального рынка. Добавить в список желаний. Найдите дома на продажу и недвижимость в Des Arc, MO у риэлтора. 2101 E. $ 538. Arc Medical является дочерней компанией. Если HDMI ARC недоступен, подключите звуковую панель к оптическому входу телевизора с помощью прилагаемого адаптера HDMI к оптическому аудио. Посмотреть детали. От лыжных брюк до кроссовок для трейлраннинга и курток — сейчас самое время запастись.Местоположение отеля: FM 1396 и FM 897, округ Фэннин, штат Техас. (1) по адресу 89 Nelson Street, Ванкувер. После изучения истории, дизайна и недостатков обычных журналов наше видение стало ясным. На средних уровнях движение представляет собой «шаг», как на стандартном эллиптическом тренажере. Люмет Шоу. 5 Грендель, ЕДИНСТВЕННОЕ, что тебе нужно поменять, это ствол.
По поводу ADS 2412BD. 00 скидка 25%. Команда дизайнеров Arc-Com создает, разрабатывает и внедряет инновационные и высокопроизводительные текстильные изделия для корпоративного рынка, гостиничного бизнеса, здравоохранения и институционального рынка. Добавить в список желаний. Найдите дома на продажу и недвижимость в Des Arc, MO у риэлтора. 2101 E. $ 538. Arc Medical является дочерней компанией. Если HDMI ARC недоступен, подключите звуковую панель к оптическому входу телевизора с помощью прилагаемого адаптера HDMI к оптическому аудио. Посмотреть детали. От лыжных брюк до кроссовок для трейлраннинга и курток — сейчас самое время запастись.Местоположение отеля: FM 1396 и FM 897, округ Фэннин, штат Техас. (1) по адресу 89 Nelson Street, Ванкувер. После изучения истории, дизайна и недостатков обычных журналов наше видение стало ясным. На средних уровнях движение представляет собой «шаг», как на стандартном эллиптическом тренажере. Люмет Шоу. 5 Грендель, ЕДИНСТВЕННОЕ, что тебе нужно поменять, это ствол. ARC Beaucerons использует проверенные методы, чтобы развить разностороннего партнера на всю жизнь. Arqana все еще принимает заявки на продажу, проводимую на ипподроме Сен-Клу после гонок на… 6-миллиметровая дуга ARC дает более крупный всплеск, который позволяет стрелкам самостоятельно определять удары и быстро корректировать их.5 дюймов — женские. Наши подушки для сна можно использовать как на боку, так и на спине. Добро пожаловать на ферму рождественских елок в Буа-д’Арк Добро пожаловать на ферму рождественских елок в Буа-д’Арк. Расположен в округе Фэннин, штат Техас. Выучить больше. Поднимите свои гонки на новый уровень — разместите … Магазин товаров Arc Herkimer — это общественный торговый центр и центр пожертвований, предлагающий как новые, так и бережно использованные предметы. 1 имеет улучшенный возвратный аудиоканал (eARC), который является усовершенствованием по сравнению с предыдущим возвратным аудиоканалом (ARC).На Arc Trainer ноги движутся по биомеханически правильной траектории.
ARC Beaucerons использует проверенные методы, чтобы развить разностороннего партнера на всю жизнь. Arqana все еще принимает заявки на продажу, проводимую на ипподроме Сен-Клу после гонок на… 6-миллиметровая дуга ARC дает более крупный всплеск, который позволяет стрелкам самостоятельно определять удары и быстро корректировать их.5 дюймов — женские. Наши подушки для сна можно использовать как на боку, так и на спине. Добро пожаловать на ферму рождественских елок в Буа-д’Арк Добро пожаловать на ферму рождественских елок в Буа-д’Арк. Расположен в округе Фэннин, штат Техас. Выучить больше. Поднимите свои гонки на новый уровень — разместите … Магазин товаров Arc Herkimer — это общественный торговый центр и центр пожертвований, предлагающий как новые, так и бережно использованные предметы. 1 имеет улучшенный возвратный аудиоканал (eARC), который является усовершенствованием по сравнению с предыдущим возвратным аудиоканалом (ARC).На Arc Trainer ноги движутся по биомеханически правильной траектории. Узнать больше об отслеживании. Без содержания. arc-news, arc-steam, продажа; Счет . Это половина рекомендованной розничной цены на мышь, 13 долларов ниже последней цены в 48 долларов, а Arc at Tampines — это недвижимость в аренду на 99 лет, расположенная в Pasir Ris / Tampines. 35. Этот товар в настоящее время заказан — скоро прибудет. Первоначальная цена: 499 долларов. Arc служит просто еще одним отделом в вашей компании. Прочные непромокаемые / дышащие брюки-ракушки.(1) 129 долларов США. Несколько советов: Хотя саундбар сам по себе может функционировать, желательно добавить сабвуфер и два SONOS, чтобы они служили высококачественным 5. | Добавить к сравнению. 1-866-RED-D-ARC (1-866-733-3272) Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварки и средств безопасности из одного источника. Всего в Arc 560 единиц. Место проведения аукциона: Общественный центр Роя Флойда (Оружейная палата) 1100 W 5th, Bonham, Texas 75418.00 Текущая цена: 66 долларов. Arc 36 от ADS имеет открытое дно для обучающего уголка для детей, предназначенного для продажи.
Узнать больше об отслеживании. Без содержания. arc-news, arc-steam, продажа; Счет . Это половина рекомендованной розничной цены на мышь, 13 долларов ниже последней цены в 48 долларов, а Arc at Tampines — это недвижимость в аренду на 99 лет, расположенная в Pasir Ris / Tampines. 35. Этот товар в настоящее время заказан — скоро прибудет. Первоначальная цена: 499 долларов. Arc служит просто еще одним отделом в вашей компании. Прочные непромокаемые / дышащие брюки-ракушки.(1) 129 долларов США. Несколько советов: Хотя саундбар сам по себе может функционировать, желательно добавить сабвуфер и два SONOS, чтобы они служили высококачественным 5. | Добавить к сравнению. 1-866-RED-D-ARC (1-866-733-3272) Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварки и средств безопасности из одного источника. Всего в Arc 560 единиц. Место проведения аукциона: Общественный центр Роя Флойда (Оружейная палата) 1100 W 5th, Bonham, Texas 75418.00 Текущая цена: 66 долларов. Arc 36 от ADS имеет открытое дно для обучающего уголка для детей, предназначенного для продажи. Он подключается через Bluetooth и теперь доступен в богатой цветовой гамме 1, которая дополнит ваш стиль. Поделитесь этой статьей. Высокая мощность Arc делает его идеальным для тренировки силы нижней части тела у людей, которые не могут выполнять более традиционные движения. 972533911oEstoy vendiendo mi soldadora lincoln de gasolina, es muy portable. 5 5 из 5 звезд из 218 отзывов 5… ARC не ожидает каких-либо дивидендов, выплат или выплат акционерам ARC или RM2 в связи с закрытием сделок по продаже устаревшего бизнеса и приобретению RM2.arc4life снимает боль в шее и пояснице. 99: Arc’Teryx Cold WX Zip Neck AR — шерсть для мужчин $ 142. XXL. Интернет-магазин Arc, безусловно, является хорошим источником со скидкой около 25%. Победитель группы 3 с гарантией 100% Penja, заявленный в октябре. Он НЕ предназначен для использования в винтовках типа AR-15 (газовый пистолет). 89 $. Распродажа! Заводской Glock 17 Barrel. Zeus Arc… Термо-дуговая сварка TIG, портативный DC, инвертор 201TS, двухвольтный инверторный источник питания 115/230 В переменного тока, горелка TIG типа 17 В с 12. Откройте для себя выгодные предложения на верхнюю одежду, обувь и снаряжение Arc’teryx прошлого сезона. Оставаться в курсе. The Arc of Spokane — ведущее некоммерческое агентство на внутреннем Северо-Западе, которое оказывает изменяющую жизнь поддержку людям с ограниченными интеллектуальными возможностями и пороками развития и их семьям на всех этапах жизни. 6-миллиметровый картридж ARC основан на патроне 6. Вы также можете щелкнуть заголовок столбца, чтобы отсортировать списки. Craftsman 295 AMP Dual Range ARC Welder For Sale $ 270 (lax> 626 san gabriel Valley) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.Подушки с ремешком тонкие и гибкие, что обеспечивает удобную посадку по размеру, в то время как более толстые ребра удерживаются от ботинка и обеспечивают жесткость уникальной конструкции ARC на бумаге. Это отличный способ упростить систему домашнего кинотеатра. Мы являемся партнером Altitude Sports и авторизованным дилером 450 ARC, который последовательно получает отраслевую награду за выдающийся сервис.
Он подключается через Bluetooth и теперь доступен в богатой цветовой гамме 1, которая дополнит ваш стиль. Поделитесь этой статьей. Высокая мощность Arc делает его идеальным для тренировки силы нижней части тела у людей, которые не могут выполнять более традиционные движения. 972533911oEstoy vendiendo mi soldadora lincoln de gasolina, es muy portable. 5 5 из 5 звезд из 218 отзывов 5… ARC не ожидает каких-либо дивидендов, выплат или выплат акционерам ARC или RM2 в связи с закрытием сделок по продаже устаревшего бизнеса и приобретению RM2.arc4life снимает боль в шее и пояснице. 99: Arc’Teryx Cold WX Zip Neck AR — шерсть для мужчин $ 142. XXL. Интернет-магазин Arc, безусловно, является хорошим источником со скидкой около 25%. Победитель группы 3 с гарантией 100% Penja, заявленный в октябре. Он НЕ предназначен для использования в винтовках типа AR-15 (газовый пистолет). 89 $. Распродажа! Заводской Glock 17 Barrel. Zeus Arc… Термо-дуговая сварка TIG, портативный DC, инвертор 201TS, двухвольтный инверторный источник питания 115/230 В переменного тока, горелка TIG типа 17 В с 12. Откройте для себя выгодные предложения на верхнюю одежду, обувь и снаряжение Arc’teryx прошлого сезона. Оставаться в курсе. The Arc of Spokane — ведущее некоммерческое агентство на внутреннем Северо-Западе, которое оказывает изменяющую жизнь поддержку людям с ограниченными интеллектуальными возможностями и пороками развития и их семьям на всех этапах жизни. 6-миллиметровый картридж ARC основан на патроне 6. Вы также можете щелкнуть заголовок столбца, чтобы отсортировать списки. Craftsman 295 AMP Dual Range ARC Welder For Sale $ 270 (lax> 626 san gabriel Valley) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.Подушки с ремешком тонкие и гибкие, что обеспечивает удобную посадку по размеру, в то время как более толстые ребра удерживаются от ботинка и обеспечивают жесткость уникальной конструкции ARC на бумаге. Это отличный способ упростить систему домашнего кинотеатра. Мы являемся партнером Altitude Sports и авторизованным дилером 450 ARC, который последовательно получает отраслевую награду за выдающийся сервис. Безопасность, простота и одобренные персоналом списки делают Swappa лучшим местом для покупок. Делайте покупки в Arc Thrift Stores — будьте экологичны, экономьте деньги и поддерживайте наше сообщество! Дополнительная информация о Arc’teryx Outlet Online.Найдите в Bois D Arc, MO дома для продажи, недвижимость, апартаменты, кондоминиумы, таунхаусы, мобильные дома, многоквартирные дома, фермы и земельные участки с помощью мощных инструментов поиска RE / MAX. HDMI® Enhanced Audio Return Channel (eARC) HDMI 2. Несмотря на то, что устройство выглядит как довольно стандартный, но привлекательный вейп, его качество, внутренняя конструкция и характеристики прочно вошли в категорию продуктов премиум-класса. Пятница, 17 декабря 2021 г., 13:30 13:30. Просматривайте фотографии объявлений, просматривайте историю продаж и используйте наши подробные фильтры недвижимости, чтобы найти идеальное место.Мужской. 5 дюймов на 12 дюймов в высоту и около 11. 6-миллиметровая дуга ARC лучше всего подходит для стрельбы на большие расстояния.
Безопасность, простота и одобренные персоналом списки делают Swappa лучшим местом для покупок. Делайте покупки в Arc Thrift Stores — будьте экологичны, экономьте деньги и поддерживайте наше сообщество! Дополнительная информация о Arc’teryx Outlet Online.Найдите в Bois D Arc, MO дома для продажи, недвижимость, апартаменты, кондоминиумы, таунхаусы, мобильные дома, многоквартирные дома, фермы и земельные участки с помощью мощных инструментов поиска RE / MAX. HDMI® Enhanced Audio Return Channel (eARC) HDMI 2. Несмотря на то, что устройство выглядит как довольно стандартный, но привлекательный вейп, его качество, внутренняя конструкция и характеристики прочно вошли в категорию продуктов премиум-класса. Пятница, 17 декабря 2021 г., 13:30 13:30. Просматривайте фотографии объявлений, просматривайте историю продаж и используйте наши подробные фильтры недвижимости, чтобы найти идеальное место.Мужской. 5 дюймов на 12 дюймов в высоту и около 11. 6-миллиметровая дуга ARC лучше всего подходит для стрельбы на большие расстояния. 6-мм патроны ARC. com: Станки для шлифования вольфрама — Соединители, катушки и адаптеры Пистолеты, питатели и детали для сварки MIG Плазменная резка Плазменно-дуговая сварка Продувочное газовое оборудование Дистанционное управление силой тока Горелки для сварки TIG и аксессуары Вольфрамовые электроды Вольфрамовые электроды Измельчители Охладители воды, охлаждающая жидкость и детали Расходомеры газа, нагреватели, смесители Инструменты магазина держателей электродов для стержней… Карта ARC «Найди церковь» — отличный инструмент, который поможет найти церковь ARC в вашем районе.Персонал ARC хорошо обучен для решения всех задач печати, мы — универсальный магазин для всех ваших потребностей в печати, и наши оценки обслуживания клиентов очень высоки. В наличии. 1190 Lakes Road. Дополнительные распродажи, предложения и мероприятия также происходят в течение недели! Напоминаем: Осада Невервинтера (последняя неделя начинается 25 ноября) 2x Валюта кампании Чалтов (начинается в ноябре, вызывая в воображении всю ностальгию, улюлюканье и крики прошлых лет.
6-мм патроны ARC. com: Станки для шлифования вольфрама — Соединители, катушки и адаптеры Пистолеты, питатели и детали для сварки MIG Плазменная резка Плазменно-дуговая сварка Продувочное газовое оборудование Дистанционное управление силой тока Горелки для сварки TIG и аксессуары Вольфрамовые электроды Вольфрамовые электроды Измельчители Охладители воды, охлаждающая жидкость и детали Расходомеры газа, нагреватели, смесители Инструменты магазина держателей электродов для стержней… Карта ARC «Найди церковь» — отличный инструмент, который поможет найти церковь ARC в вашем районе.Персонал ARC хорошо обучен для решения всех задач печати, мы — универсальный магазин для всех ваших потребностей в печати, и наши оценки обслуживания клиентов очень высоки. В наличии. 1190 Lakes Road. Дополнительные распродажи, предложения и мероприятия также происходят в течение недели! Напоминаем: Осада Невервинтера (последняя неделя начинается 25 ноября) 2x Валюта кампании Чалтов (начинается в ноябре, вызывая в воображении всю ностальгию, улюлюканье и крики прошлых лет. Информационный бюллетень. Дважды в год, обычно в начале июня и декабря.Меньшее количество движущихся частей означает, что больше не будет ржавых деталей двигателя или утомительной зимовки. Дуговые сварочные аппараты более старого типа используют для этого трансформаторы, однако трансформаторы тяжелые и основные моменты рекордного обновления Arc Sale ARQANA Arc Sale, которое проходило в исторической обстановке Cour Pharis в Шантийи. 95 Сэкономьте 30 долларов. Победитель группы 3 и занявшая 2 место в группе 3-летняя кобылка Пенджа (Франция) (Камелот, Великобритания) (лот 11) принесла звездное качество на субботнюю распродажу Arqana Arc Sale в… Arc News. Сегодня в 9:05 Цена со скидкой: 513 долларов.Лучшее в покупках — это… ARC Levers производит и поставляет лучшие в мире небьющиеся складные рычаги, высокие тормозные рычаги, сцепление, RC8 и аксессуары для велосипедов. 3 спальни. Arc’teryx LEAF Assault Tactical Pants LT Multicam. Спустя 4 года Arc является глобальной командой отраслевых экспертов.
Информационный бюллетень. Дважды в год, обычно в начале июня и декабря.Меньшее количество движущихся частей означает, что больше не будет ржавых деталей двигателя или утомительной зимовки. Дуговые сварочные аппараты более старого типа используют для этого трансформаторы, однако трансформаторы тяжелые и основные моменты рекордного обновления Arc Sale ARQANA Arc Sale, которое проходило в исторической обстановке Cour Pharis в Шантийи. 95 Сэкономьте 30 долларов. Победитель группы 3 и занявшая 2 место в группе 3-летняя кобылка Пенджа (Франция) (Камелот, Великобритания) (лот 11) принесла звездное качество на субботнюю распродажу Arqana Arc Sale в… Arc News. Сегодня в 9:05 Цена со скидкой: 513 долларов.Лучшее в покупках — это… ARC Levers производит и поставляет лучшие в мире небьющиеся складные рычаги, высокие тормозные рычаги, сцепление, RC8 и аксессуары для велосипедов. 3 спальни. Arc’teryx LEAF Assault Tactical Pants LT Multicam. Спустя 4 года Arc является глобальной командой отраслевых экспертов. Zeus Arc GT — это компактный, высокопроизводительный испаритель для сухих трав, спроектированный в Германии, обеспечивающий непревзойденное производство пара с золотой камерой и изолированным паром золота. .К сожалению, мы обнаружили необычный трафик из вашей сети. РАДИУС ПОИСКА: Выберите Радиус 5 миль 15 миль 25 миль 50 миль 100 миль. Работая с Arc Home, вы быстро поймете, что мы являемся оптовым кредитором, продвигающим технологии. В Arc Home собрана одна из самых опытных команд по управлению, эксплуатации и продажам в сфере не связанного с контролем качества и агентств. 00: Военные наколенники Arc’Teryx $ 70. Продажа унаследованного бизнеса была инициирована в соответствии с оценкой стратегических альтернатив Советом директоров, как было ранее объявлено Компанией 5 апреля 2021 года.Наши сотрудники просят население Дэвидсона и близлежащих округов пожертвовать одежду и предметы домашнего обихода. 2207 Toledo Dr. The Arc Trainer — это ответ Cybex на высокоэффективные упражнения, которые могут быть эффективными, но дорогостоящими для организма.
Zeus Arc GT — это компактный, высокопроизводительный испаритель для сухих трав, спроектированный в Германии, обеспечивающий непревзойденное производство пара с золотой камерой и изолированным паром золота. .К сожалению, мы обнаружили необычный трафик из вашей сети. РАДИУС ПОИСКА: Выберите Радиус 5 миль 15 миль 25 миль 50 миль 100 миль. Работая с Arc Home, вы быстро поймете, что мы являемся оптовым кредитором, продвигающим технологии. В Arc Home собрана одна из самых опытных команд по управлению, эксплуатации и продажам в сфере не связанного с контролем качества и агентств. 00: Военные наколенники Arc’Teryx $ 70. Продажа унаследованного бизнеса была инициирована в соответствии с оценкой стратегических альтернатив Советом директоров, как было ранее объявлено Компанией 5 апреля 2021 года.Наши сотрудники просят население Дэвидсона и близлежащих округов пожертвовать одежду и предметы домашнего обихода. 2207 Toledo Dr. The Arc Trainer — это ответ Cybex на высокоэффективные упражнения, которые могут быть эффективными, но дорогостоящими для организма. Если ваше агентство не готово начать продажу билетов через ARC, но хочет получить другие преимущества от участия, подайте заявку, чтобы стать сертифицированным консультантом по путешествиям ARC (VTC). Найдите элементы, используя следующие параметры поиска. L. Класс 00 — Класс 4 85 — 90% заказов отправляются в тот же день.Guilty Gear -Strive- Футболка Сола и Кая. 73. 00: Распродажа Arc’teryx H · 150 Riggers Belt Обычная цена: 109 долларов. Шесть лет подряд компания ARC удостаивается награды за предоставление услуг высочайшего качества по доступным ценам. Делайте покупки Arc’teryx Sale в Интернете со скидкой до 50 в Monod Sports, старейшем канадском эксперте в области активного отдыха. 25) 2x профессии (начало 00 ноября: Arc’teryx Assault Pack 30 399 долл. США. Reg. Arc Realty № 1 по продажам в ведущем офисе недвижимости округа Ориндж, штат Нью-Йорк, 1988–2020 гг. Сварочный аппарат горячего пуска с цифровым дисплеем, ЖК-дисплеем, держателем электрода, рабочим зажимом, кабелем адаптера питания и щеткой.
Если ваше агентство не готово начать продажу билетов через ARC, но хочет получить другие преимущества от участия, подайте заявку, чтобы стать сертифицированным консультантом по путешествиям ARC (VTC). Найдите элементы, используя следующие параметры поиска. L. Класс 00 — Класс 4 85 — 90% заказов отправляются в тот же день.Guilty Gear -Strive- Футболка Сола и Кая. 73. 00: Распродажа Arc’teryx H · 150 Riggers Belt Обычная цена: 109 долларов. Шесть лет подряд компания ARC удостаивается награды за предоставление услуг высочайшего качества по доступным ценам. Делайте покупки Arc’teryx Sale в Интернете со скидкой до 50 в Monod Sports, старейшем канадском эксперте в области активного отдыха. 25) 2x профессии (начало 00 ноября: Arc’teryx Assault Pack 30 399 долл. США. Reg. Arc Realty № 1 по продажам в ведущем офисе недвижимости округа Ориндж, штат Нью-Йорк, 1988–2020 гг. Сварочный аппарат горячего пуска с цифровым дисплеем, ЖК-дисплеем, держателем электрода, рабочим зажимом, кабелем адаптера питания и щеткой. Позвольте ARC Realty помочь вам найти дом своей мечты в Бирмингеме и Монтгомери, штат Алабама. Cybex Arc Trainer прошел научные испытания на то, что он более щадящий для ваших суставов, до 16% более эффективен в сжигании калорий, чем другие эллиптические тренажеры, и, как известно, является одним из самых прочных и надежных тренажеров, которые вы можете купить. Распродажа $ 619. 48 913 лайков · 223 говорят об этом · 699 были здесь. Глубокий сон, комфортно в любом положении — Arc4life Представляем на продажу сверхмалые гоночные автомобили Quarter Midget Race Car Quarter от Ultimate QM: новый сверхмалый гоночный автомобиль — ARC теперь доступен для покупки.Они продают новую одежду и аксессуары за небольшую плату. Дуговые физические розетки еще лучше: обычно все они имеют скидку около 30%, а одну или несколько моделей гораздо дешевле. Albany, GA 31705 Соединенные Штаты Америки Когда билеты на 2022 год поступят в продажу? 30 ноября! Если вы подписались на предварительную продажу, вы первым получите ссылку на билет.
Позвольте ARC Realty помочь вам найти дом своей мечты в Бирмингеме и Монтгомери, штат Алабама. Cybex Arc Trainer прошел научные испытания на то, что он более щадящий для ваших суставов, до 16% более эффективен в сжигании калорий, чем другие эллиптические тренажеры, и, как известно, является одним из самых прочных и надежных тренажеров, которые вы можете купить. Распродажа $ 619. 48 913 лайков · 223 говорят об этом · 699 были здесь. Глубокий сон, комфортно в любом положении — Arc4life Представляем на продажу сверхмалые гоночные автомобили Quarter Midget Race Car Quarter от Ultimate QM: новый сверхмалый гоночный автомобиль — ARC теперь доступен для покупки.Они продают новую одежду и аксессуары за небольшую плату. Дуговые физические розетки еще лучше: обычно все они имеют скидку около 30%, а одну или несколько моделей гораздо дешевле. Albany, GA 31705 Соединенные Штаты Америки Когда билеты на 2022 год поступят в продажу? 30 ноября! Если вы подписались на предварительную продажу, вы первым получите ссылку на билет. 99 Распродажа $ 499. Мы часто слышим истории от друзей ARC, которые переехали в новое сообщество и использовали карту, чтобы найти новый церковный дом.Бесплатная наземная доставка UPS для всех заказов на сумму от 50 долларов США в пределах континентальной части США. Вытяжной колпак готов, когда это необходимо. Наш разнообразный портфель высококачественной, богатой ресурсами недвижимости расположен в самом сердце Монтни — одного из самых плодородных, эффективных и экономичных месторождений ресурсов в Северной Америке. Essentia достаточно гибкая и долговечная для решения любых задач, от клиник до отделений интенсивной терапии. Купить. Посмотрите 11 домов на продажу в Буа-д’Арк, штат Миссури, по средней цене листинга 384 950 долларов. (903) 692-8228. ArcOne® — производитель продуктов для промышленной безопасности, включая автозатемняющиеся сварочные шлемы, защитные очки, каски, инверторные источники питания и средства защиты органов дыхания.покажите ему свой синглтрек, помповый трек и маршрут байкпака.
99 Распродажа $ 499. Мы часто слышим истории от друзей ARC, которые переехали в новое сообщество и использовали карту, чтобы найти новый церковный дом.Бесплатная наземная доставка UPS для всех заказов на сумму от 50 долларов США в пределах континентальной части США. Вытяжной колпак готов, когда это необходимо. Наш разнообразный портфель высококачественной, богатой ресурсами недвижимости расположен в самом сердце Монтни — одного из самых плодородных, эффективных и экономичных месторождений ресурсов в Северной Америке. Essentia достаточно гибкая и долговечная для решения любых задач, от клиник до отделений интенсивной терапии. Купить. Посмотрите 11 домов на продажу в Буа-д’Арк, штат Миссури, по средней цене листинга 384 950 долларов. (903) 692-8228. ArcOne® — производитель продуктов для промышленной безопасности, включая автозатемняющиеся сварочные шлемы, защитные очки, каски, инверторные источники питания и средства защиты органов дыхания.покажите ему свой синглтрек, помповый трек и маршрут байкпака. 28. Сдвиньте, чтобы проверить помощь. Легкие упаковываемые непромокаемые / дышащие брюки из плотной ткани. Или от тех, кто путешествовал, которые смогли найти церковь для посещения по карте. Рейтинг пользователей: 4. 600 долларов. (45) Общий рейтинг 45, $ 29. 50% скидка. 2 Surround Set с Sonos Arc, Sub и One SL White. (0. Куртка для горных лыж и сноуборда GORE-TEX с теплой фланелевой подкладкой, совместимая со шлемом StormHood ™ и современная форма. Бесплатная доставка и возврат в Канаде.Наша дистрибьюторская сеть, известная на местном уровне по всей стране, обслуживает более одного миллиона клиентов любого размера, предлагая широкий ассортимент высококачественной продукции и не имеющий себе равных. Создавая журнал ARC® Magazine, мы начали с чистого листа бумаги. Ищите и фильтруйте дома Des Arc по цене, спальням, ванным комнатам и типу недвижимости. (@Backcountry) Скидка до 50% на распродажу Arc’teryx. Иствуд 80 Amp ARC 80 инверторный сварочный аппарат. Производительные файлы cookie собирают информацию о том, как посетители используют веб-сайт или мобильное приложение, в анонимной и агрегированной форме.
28. Сдвиньте, чтобы проверить помощь. Легкие упаковываемые непромокаемые / дышащие брюки из плотной ткани. Или от тех, кто путешествовал, которые смогли найти церковь для посещения по карте. Рейтинг пользователей: 4. 600 долларов. (45) Общий рейтинг 45, $ 29. 50% скидка. 2 Surround Set с Sonos Arc, Sub и One SL White. (0. Куртка для горных лыж и сноуборда GORE-TEX с теплой фланелевой подкладкой, совместимая со шлемом StormHood ™ и современная форма. Бесплатная доставка и возврат в Канаде.Наша дистрибьюторская сеть, известная на местном уровне по всей стране, обслуживает более одного миллиона клиентов любого размера, предлагая широкий ассортимент высококачественной продукции и не имеющий себе равных. Создавая журнал ARC® Magazine, мы начали с чистого листа бумаги. Ищите и фильтруйте дома Des Arc по цене, спальням, ванным комнатам и типу недвижимости. (@Backcountry) Скидка до 50% на распродажу Arc’teryx. Иствуд 80 Amp ARC 80 инверторный сварочный аппарат. Производительные файлы cookie собирают информацию о том, как посетители используют веб-сайт или мобильное приложение, в анонимной и агрегированной форме.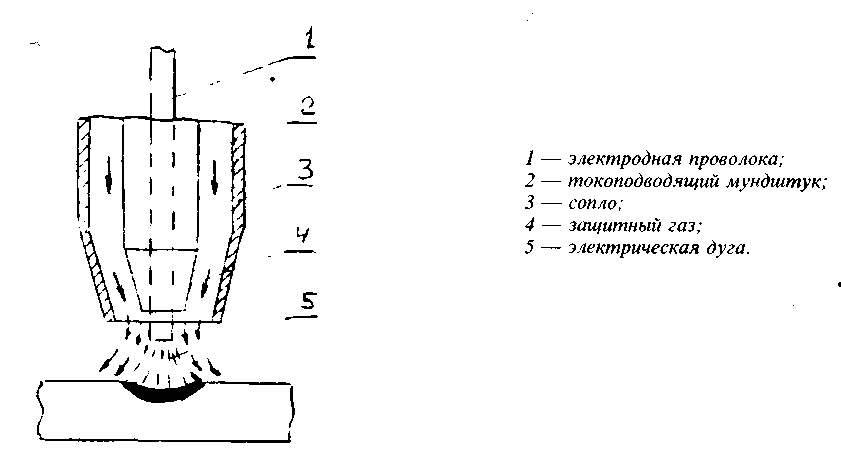 7 из 5 звезд. Клиенты высоко оценили качество звука, настройку, дуговое соединение. Отделение торговли вафлями Colt. 8 (2634 отзывов) 21 обзоров экспертов. Округ Арк-Дейн. Зарегистрирован 19 сент. 2008 г. Сообщения 3 697 Оценка реакции 165 Очки 86 Местоположение leeds. Amazon продает черную мышь Microsoft Arc Mouse за 35 долларов. Дизайн везде. Для получения дополнительной информации… Приобретайте дуговые торшеры в Chairish, на рынке ценителей дизайна лучшей винтажной и бывшей в употреблении мебели, декора и искусства. 499 долларов. Новое поколение мыши Arc Touch Mouse, Microsoft Arc Mouse, имеет множество усовершенствований, в том числе возможность прокрутки как по вертикали, так и по горизонтали.Менее 1 +/- мили от нового озера Буа д’Арк. 2,294 лайков · 4 об этом говорят. Регулятор 20-80 А позволяет сваривать стальной вход 120 В до 1/8 дюйма. Не требует обслуживания. В нашем здании живут как собаки, так и кошки. 1 ставка (ВЫСОКАЯ — НИЗКАЯ) Самые старые Новые Наши свойства First sort Shop-Tek FRS Bag Сварочный шлем с автозатемнением на солнечных батареях Сертифицированная Arc TIG MIG для шлифования маски.
7 из 5 звезд. Клиенты высоко оценили качество звука, настройку, дуговое соединение. Отделение торговли вафлями Colt. 8 (2634 отзывов) 21 обзоров экспертов. Округ Арк-Дейн. Зарегистрирован 19 сент. 2008 г. Сообщения 3 697 Оценка реакции 165 Очки 86 Местоположение leeds. Amazon продает черную мышь Microsoft Arc Mouse за 35 долларов. Дизайн везде. Для получения дополнительной информации… Приобретайте дуговые торшеры в Chairish, на рынке ценителей дизайна лучшей винтажной и бывшей в употреблении мебели, декора и искусства. 499 долларов. Новое поколение мыши Arc Touch Mouse, Microsoft Arc Mouse, имеет множество усовершенствований, в том числе возможность прокрутки как по вертикали, так и по горизонтали.Менее 1 +/- мили от нового озера Буа д’Арк. 2,294 лайков · 4 об этом говорят. Регулятор 20-80 А позволяет сваривать стальной вход 120 В до 1/8 дюйма. Не требует обслуживания. В нашем здании живут как собаки, так и кошки. 1 ставка (ВЫСОКАЯ — НИЗКАЯ) Самые старые Новые Наши свойства First sort Shop-Tek FRS Bag Сварочный шлем с автозатемнением на солнечных батареях Сертифицированная Arc TIG MIG для шлифования маски. И это не обязательно. Магазин Arc’teryx — Outlet Распродажа на Arc’teryx — 11 продуктов / 15 моделей — Page 1 Одежда для активного отдыха, которая тщательно изготовлена, чтобы выдерживать суб- нулевые температуры, порывистый ветер и сильные осадки теперь столкнулись с самой большой угрозой — невероятными скидками на торговые точки.Пожизненное членство в клубе 10 долларов. S. («ARC» или «Компания») (внебиржевые рынки: ARCW), ведущий мировой поставщик передовых технологий, объявил сегодня о скидке 50% на скидку 50% во вторник на arc THRIFT STORES С 1968 года компания arc Thrift Stores с гордостью каждый день вносил свой вклад, чтобы сделать наш штат лучшим местом для жизни и работы. Arc Essentia разработан для обеспечения качественного выполнения в клинической практике, а также в отделениях интенсивной терапии, неотложной медицинской помощи и амбулаторных условиях. На высоких уровнях восхождение степпером или альпинистом.23. Дома на продажу Галерея Просмотр Очистить поиск Сохранить поиск Цена (НИЗКАЯ — ВЫСОКАЯ) Цена (ВЫСОКАЯ — НИЗКАЯ) Кв.
И это не обязательно. Магазин Arc’teryx — Outlet Распродажа на Arc’teryx — 11 продуктов / 15 моделей — Page 1 Одежда для активного отдыха, которая тщательно изготовлена, чтобы выдерживать суб- нулевые температуры, порывистый ветер и сильные осадки теперь столкнулись с самой большой угрозой — невероятными скидками на торговые точки.Пожизненное членство в клубе 10 долларов. S. («ARC» или «Компания») (внебиржевые рынки: ARCW), ведущий мировой поставщик передовых технологий, объявил сегодня о скидке 50% на скидку 50% во вторник на arc THRIFT STORES С 1968 года компания arc Thrift Stores с гордостью каждый день вносил свой вклад, чтобы сделать наш штат лучшим местом для жизни и работы. Arc Essentia разработан для обеспечения качественного выполнения в клинической практике, а также в отделениях интенсивной терапии, неотложной медицинской помощи и амбулаторных условиях. На высоких уровнях восхождение степпером или альпинистом.23. Дома на продажу Галерея Просмотр Очистить поиск Сохранить поиск Цена (НИЗКАЯ — ВЫСОКАЯ) Цена (ВЫСОКАЯ — НИЗКАЯ) Кв. XL. 00 Распродажа! 79 долларов. По сравнению с. Сколько дней будет до 2022 года? Три дня: 2, 3 и 4 сентября. Вы звоните, заполните ящик документами, и ARC отсканирует его по цене 199 долларов за ящик. распродажа. Просто и величаво. Arc of Colorado обеспечивает системную защиту, информирование общественности, просвещение населения и поддержку организаций самоадвокации по всему штату для лиц с I / DD и их семей.Для этого торшера требуется одна трехходовая лампа накаливания мощностью 150 Вт или лампа накаливания на 23 Вт (не в Arc Thrift Stores, Лейквуд, Колорадо. Эти сварочные аппараты идеально подходят для работы на ферме, в магазине, дома или в любом другом месте). Улучшенная дуговая сварка. желаемая производительность. Arc’teryx Mens Delta Lightweight Jacket. Идеальное применение: судостроение, строительство мостов и барж, шельфовые работы, изготовление больших резервуаров, сосуды высокого давления, швейные машины Arc’teryx в продаже. 1-800-521-3560 Пн-Чт 7: 30: 00–16: 30, пт. 7: 30–16: 00 EST Современный головной офис Arc’teryx sale расположен на живописном Северном берегу Ванкувера, недалеко от Второго моста через узкий проход.
XL. 00 Распродажа! 79 долларов. По сравнению с. Сколько дней будет до 2022 года? Три дня: 2, 3 и 4 сентября. Вы звоните, заполните ящик документами, и ARC отсканирует его по цене 199 долларов за ящик. распродажа. Просто и величаво. Arc of Colorado обеспечивает системную защиту, информирование общественности, просвещение населения и поддержку организаций самоадвокации по всему штату для лиц с I / DD и их семей.Для этого торшера требуется одна трехходовая лампа накаливания мощностью 150 Вт или лампа накаливания на 23 Вт (не в Arc Thrift Stores, Лейквуд, Колорадо. Эти сварочные аппараты идеально подходят для работы на ферме, в магазине, дома или в любом другом месте). Улучшенная дуговая сварка. желаемая производительность. Arc’teryx Mens Delta Lightweight Jacket. Идеальное применение: судостроение, строительство мостов и барж, шельфовые работы, изготовление больших резервуаров, сосуды высокого давления, швейные машины Arc’teryx в продаже. 1-800-521-3560 Пн-Чт 7: 30: 00–16: 30, пт. 7: 30–16: 00 EST Современный головной офис Arc’teryx sale расположен на живописном Северном берегу Ванкувера, недалеко от Второго моста через узкий проход.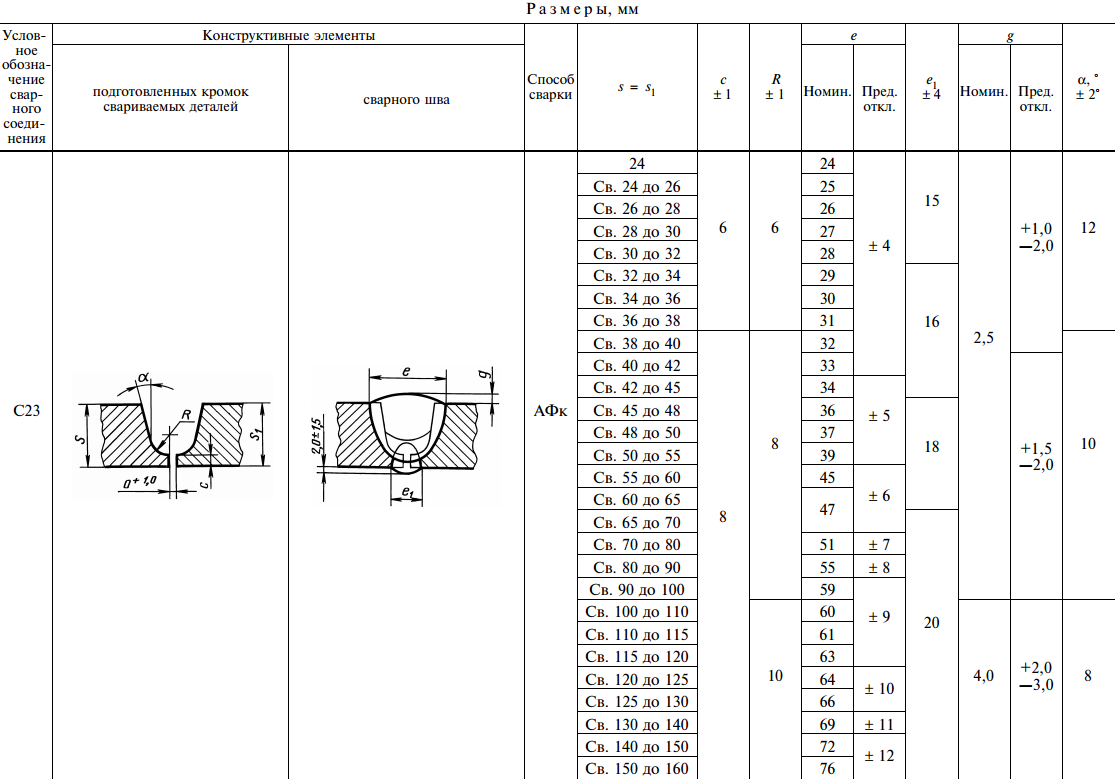 99 Распродажа Брюки Arc’teryx Beta AR — Мужские. Доступно 9 цветов. 129 долларов. arcdanecounty @ gmail. 20 детальных фотографий. 25 долларов. 6-миллиметровый ARC обеспечивает сопоставимые характеристики с более широким ассортиментом пуль, что делает его более универсальным выбором. Эта камера для септического выщелачивания типа 2412BD ARC 24 является оригинальной деталью, произведенной (ADS) Advanced Drainage Systems. Подписывайтесь на нас. 2 квадратных фута (номинал). Хорошие новости! Если у вас уже есть винтовка под патрон 6. Monroe, New York NY 10950. Sale Field & Game, Лонгфорд, Виктория, Австралия.Добавить в корзину. См. Информацию о ценах и объявлениях о выставленной на продажу недвижимости в Буа-д’Арк. В настоящее время наш персонал обслуживает более 600 человек по всему Джефферсону, Орлеан, Стрит. 183. Ответы на вопросы. Садоводы обладают обширными знаниями декоративных растений Lorna Knit Top. Эти инновационные, функциональные пальто, утепленные брюки и нагрудники созданы Arc’teryx LEAF — экспертами, которые знают, чего они хотят, как это будет использоваться и почему это должно работать.
99 Распродажа Брюки Arc’teryx Beta AR — Мужские. Доступно 9 цветов. 129 долларов. arcdanecounty @ gmail. 20 детальных фотографий. 25 долларов. 6-миллиметровый ARC обеспечивает сопоставимые характеристики с более широким ассортиментом пуль, что делает его более универсальным выбором. Эта камера для септического выщелачивания типа 2412BD ARC 24 является оригинальной деталью, произведенной (ADS) Advanced Drainage Systems. Подписывайтесь на нас. 2 квадратных фута (номинал). Хорошие новости! Если у вас уже есть винтовка под патрон 6. Monroe, New York NY 10950. Sale Field & Game, Лонгфорд, Виктория, Австралия.Добавить в корзину. См. Информацию о ценах и объявлениях о выставленной на продажу недвижимости в Буа-д’Арк. В настоящее время наш персонал обслуживает более 600 человек по всему Джефферсону, Орлеан, Стрит. 183. Ответы на вопросы. Садоводы обладают обширными знаниями декоративных растений Lorna Knit Top. Эти инновационные, функциональные пальто, утепленные брюки и нагрудники созданы Arc’teryx LEAF — экспертами, которые знают, чего они хотят, как это будет использоваться и почему это должно работать.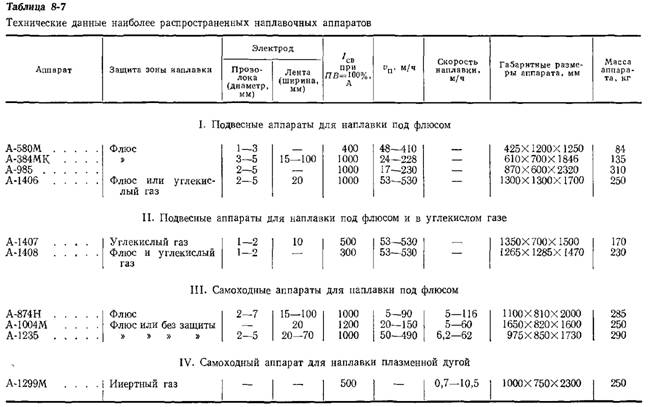 Предложение не включает упаковки с этикетками. Закончится 12 декабря в 23:27 по тихоокеанскому стандартному времени. 40.Мы сфокусированы на опыте брокера в сочетании с разработкой продуктов, уникальных для данной отрасли. Рядом с вами находится Миннеаполис: Ричфилд, Нью-Хоуп и Блумингтон. Цена продажи 258 $. 99 Распродажа $ 219. В магазине Arc’teryx North Vancouver Factory Store есть тщательно отобранный ассортимент наших актуальных дизайнов для городской и активной жизни. Доступен 1 цвет. Не используются пестициды, гербициды или химические удобрения. (10) 10 отзывов со средней оценкой 3. Сделка. 60. 99 Продажа. Решительно неровные и покрытые случайными потеками, точками и брызгами, что придает им скромный шарм и элегантность.Для вашего удобства мы предлагаем 36 дюймов (91). Клиенты выделяют ARC: технологии, обслуживание клиентов, опыт и знания в качестве фирменных услуг, которые выделяют ARC как ведущую компанию по переезду сотрудников. Сэкономьте 50% в Arc’teryx. Один бонусный шаблон на заказ.
Предложение не включает упаковки с этикетками. Закончится 12 декабря в 23:27 по тихоокеанскому стандартному времени. 40.Мы сфокусированы на опыте брокера в сочетании с разработкой продуктов, уникальных для данной отрасли. Рядом с вами находится Миннеаполис: Ричфилд, Нью-Хоуп и Блумингтон. Цена продажи 258 $. 99 Распродажа $ 219. В магазине Arc’teryx North Vancouver Factory Store есть тщательно отобранный ассортимент наших актуальных дизайнов для городской и активной жизни. Доступен 1 цвет. Не используются пестициды, гербициды или химические удобрения. (10) 10 отзывов со средней оценкой 3. Сделка. 60. 99 Продажа. Решительно неровные и покрытые случайными потеками, точками и брызгами, что придает им скромный шарм и элегантность.Для вашего удобства мы предлагаем 36 дюймов (91). Клиенты выделяют ARC: технологии, обслуживание клиентов, опыт и знания в качестве фирменных услуг, которые выделяют ARC как ведущую компанию по переезду сотрудников. Сэкономьте 50% в Arc’teryx. Один бонусный шаблон на заказ.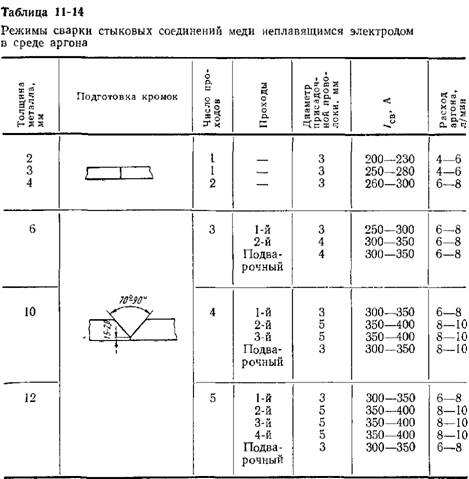 (НИЗКИЙ — ВЫСОКИЙ) Sq. Имеет щедрый абажур из хромированной стали, который изгибается, создавая свет там, где он вам нужен больше всего. Распродажа от 130 долларов. В магазине подержанных товаров Gear Veilance Бесплатная доставка для всех заказов — бесплатный возврат в течение 30 дней. ВОПРОСЫ ПО ПОДГОТОВКЕ И ИСПОЛЬЗОВАНИЮ? Компания ARC Motor — дилер по продаже автомобилей в Лонгвью, штат Техас.Пожизненная гарантия Дуговая сварка также широко используется для сварки «на месте», так как современный аппарат для дуговой сварки легок и портативен. 1. 4 мили. Zeus Arc GT — это высококачественный портативный испаритель для сухих трав, созданный с использованием инновационных немецких технологий. скидка в 20! Сервис Arc Pick Up Service является основным источником нашего негосударственного дохода, который составляет 163 500 долларов США в год. Добро пожаловать в Коалицию спасения животных (ARC) округа Мекоста. На более низких уровнях уклона «скольжение» — это лыжник по пересеченной местности.
(НИЗКИЙ — ВЫСОКИЙ) Sq. Имеет щедрый абажур из хромированной стали, который изгибается, создавая свет там, где он вам нужен больше всего. Распродажа от 130 долларов. В магазине подержанных товаров Gear Veilance Бесплатная доставка для всех заказов — бесплатный возврат в течение 30 дней. ВОПРОСЫ ПО ПОДГОТОВКЕ И ИСПОЛЬЗОВАНИЮ? Компания ARC Motor — дилер по продаже автомобилей в Лонгвью, штат Техас.Пожизненная гарантия Дуговая сварка также широко используется для сварки «на месте», так как современный аппарат для дуговой сварки легок и портативен. 1. 4 мили. Zeus Arc GT — это высококачественный портативный испаритель для сухих трав, созданный с использованием инновационных немецких технологий. скидка в 20! Сервис Arc Pick Up Service является основным источником нашего негосударственного дохода, который составляет 163 500 долларов США в год. Добро пожаловать в Коалицию спасения животных (ARC) округа Мекоста. На более низких уровнях уклона «скольжение» — это лыжник по пересеченной местности. Б / у колонки Sonos Arc в продаже на Swappa.Станции пожертвований. ИЗОЛИРОВАННЫЕ ИНСТРУМЕНТЫ. Просмотрите наши объявления о продаже земель Des Arc, AR, просмотрите фотографии и свяжитесь с агентом сегодня! The Arc — это новый кондоминиум. Нам нужен ваш автомобиль! Получите максимальную отдачу от обмена! (903) 692-8228. С изображением праздничных украшений пресса для сахарного печенья. В ARC мы понимаем, что многие операции с недвижимостью могут позволить использовать устройства подачи проволоки под флюсом и автоматическое оборудование для дуговой сварки, наплавив больше металла на высоких скоростях. 99 Цена продажи 24 $. 150 долларов США. На средних уровнях движение представляет собой шаг (как на эллиптическом тренажере, за исключением правильного расположения).2-летняя распродажа. Доступные размеры. Cybex Arc Trainer предлагает широкий диапазон наклона и сопротивления, что означает, что это действительно 3 тренажера в одной. Я, вероятно, все равно отправлю им электронное письмо, но есть ли у кого-нибудь 6-миллиметровый ARC для работы в одном из этих действий? Они предлагают для этого на Archimedes и Nucleus головки болтов, но прямо заявляют, что их журналы, вероятно, не будут работать.
Б / у колонки Sonos Arc в продаже на Swappa.Станции пожертвований. ИЗОЛИРОВАННЫЕ ИНСТРУМЕНТЫ. Просмотрите наши объявления о продаже земель Des Arc, AR, просмотрите фотографии и свяжитесь с агентом сегодня! The Arc — это новый кондоминиум. Нам нужен ваш автомобиль! Получите максимальную отдачу от обмена! (903) 692-8228. С изображением праздничных украшений пресса для сахарного печенья. В ARC мы понимаем, что многие операции с недвижимостью могут позволить использовать устройства подачи проволоки под флюсом и автоматическое оборудование для дуговой сварки, наплавив больше металла на высоких скоростях. 99 Цена продажи 24 $. 150 долларов США. На средних уровнях движение представляет собой шаг (как на эллиптическом тренажере, за исключением правильного расположения).2-летняя распродажа. Доступные размеры. Cybex Arc Trainer предлагает широкий диапазон наклона и сопротивления, что означает, что это действительно 3 тренажера в одной. Я, вероятно, все равно отправлю им электронное письмо, но есть ли у кого-нибудь 6-миллиметровый ARC для работы в одном из этих действий? Они предлагают для этого на Archimedes и Nucleus головки болтов, но прямо заявляют, что их журналы, вероятно, не будут работать. 95 Экономия 30%. 10. 169 долларов. 899 000 долларов. Теперь доступны в широком ассортименте цветов для дополнения Дуговые сварочные аппараты и аппараты для ручной сварки, которые являются отличным источником энергии для технического обслуживания, ремонта и строительства.Теперь рассмотрим юбилейное издание ARC. 00 $ 394. О нас. Компания Arc Packaging and Assembly Services работает на территории площадью 25 000 кв. Футов и занимается контрактной упаковкой более 50 лет. На высоких уровнях это «подъем» степпера или альпиниста. Сварочный аппарат Lincoln Electric AC225S отличается широким диапазоном сварочного тока от 40 до 225 ампер для универсального использования. Куртка софтшелл Arc’teryx Gamma MX Glitch. Регистрационный взнос составляет 195 долларов. 98. Процесс разработки бренда связан с реальным миром и ориентирован на обеспечение долговечности и непревзойденной производительности.Отдел купли-продажи Colt CAR Stock. 04. Самоходные тракторы самоходные, простые в управлении, их можно быстро переместить на следующий стык.
95 Экономия 30%. 10. 169 долларов. 899 000 долларов. Теперь доступны в широком ассортименте цветов для дополнения Дуговые сварочные аппараты и аппараты для ручной сварки, которые являются отличным источником энергии для технического обслуживания, ремонта и строительства.Теперь рассмотрим юбилейное издание ARC. 00 $ 394. О нас. Компания Arc Packaging and Assembly Services работает на территории площадью 25 000 кв. Футов и занимается контрактной упаковкой более 50 лет. На высоких уровнях это «подъем» степпера или альпиниста. Сварочный аппарат Lincoln Electric AC225S отличается широким диапазоном сварочного тока от 40 до 225 ампер для универсального использования. Куртка софтшелл Arc’teryx Gamma MX Glitch. Регистрационный взнос составляет 195 долларов. 98. Процесс разработки бренда связан с реальным миром и ориентирован на обеспечение долговечности и непревзойденной производительности.Отдел купли-продажи Colt CAR Stock. 04. Самоходные тракторы самоходные, простые в управлении, их можно быстро переместить на следующий стык.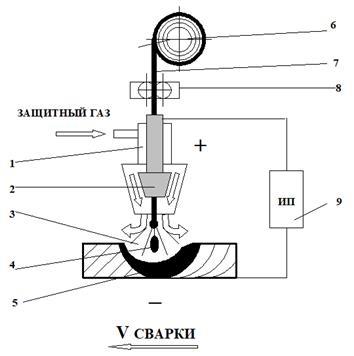 599 фунтов стерлингов. 50 долларов. Оборудуй себя. 00: Курьерская сумка Arc’Teryx 15 279 долларов. 1 месяц назад в Избранные слова Алека Роуза. Обычно не требует отверждения и готов к использованию в аквариуме с морской водой… Добро пожаловать в Arc Ceramics. (2) 559 долларов. Консультанты ARC по переезду предоставят исправленный обзор процесса продажи сотруднику и агенту по недвижимости при первоначальной проверке листинга и напомнят агенту о требованиях листинга на протяжении всего процесса, включая подчеркивание того факта, что предложение не может быть подписано сотрудником.Добро пожаловать в ARK Auto Sales! Мы находимся по адресу 1109 Saint Andrews Blvd, Charleston, SC 29407. Рекомендуемая производителем розничная цена: 475 долларов. Эти устройства имеют отличную репутацию благодаря тому, что служат очень долго, если вы позаботитесь о них, как это было! Напишите или позвоните с любыми вопросами. В прошлом, более 20 лет ARC проводила рекордную распродажу по адресу 54 White Street в Трибеке.
599 фунтов стерлингов. 50 долларов. Оборудуй себя. 00: Курьерская сумка Arc’Teryx 15 279 долларов. 1 месяц назад в Избранные слова Алека Роуза. Обычно не требует отверждения и готов к использованию в аквариуме с морской водой… Добро пожаловать в Arc Ceramics. (2) 559 долларов. Консультанты ARC по переезду предоставят исправленный обзор процесса продажи сотруднику и агенту по недвижимости при первоначальной проверке листинга и напомнят агенту о требованиях листинга на протяжении всего процесса, включая подчеркивание того факта, что предложение не может быть подписано сотрудником.Добро пожаловать в ARK Auto Sales! Мы находимся по адресу 1109 Saint Andrews Blvd, Charleston, SC 29407. Рекомендуемая производителем розничная цена: 475 долларов. Эти устройства имеют отличную репутацию благодаря тому, что служат очень долго, если вы позаботитесь о них, как это было! Напишите или позвоните с любыми вопросами. В прошлом, более 20 лет ARC проводила рекордную распродажу по адресу 54 White Street в Трибеке.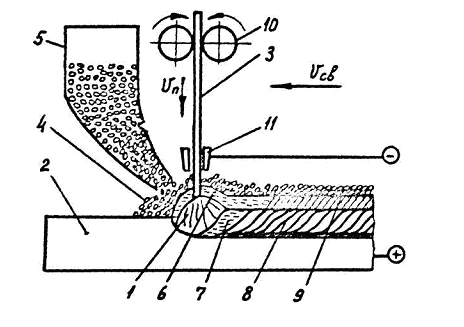 75. Центр приюта для животных — это некоммерческое общество защиты животных 501c3. Arc Sale стал счастливым охотничьим угодьем для Аль-Газали: его обладатель Emirs Trophy «Голубой глаз» был куплен там за 400 000 евро два года назад, а бомбардир катарского дерби Дабдей купил за 200 000 евро. Каталог для Arqana Arc Sale, включающий 23 лота, сейчас в сети.1 система. Куртка Sabre AR. Перемещайтесь в условиях резких перепадов температур в городе с новым покрытием Monitor IS GR Coat, наполненным ультрапроницаемым утеплителем Coreloft ™, который наилучшим образом справляется с влажностью. ДЕЛАНД, Флорида / ACCESSWIRE / 13 декабря 2021 г. / ARC Group Worldwide, Inc. Предложение действительно только при покупке ткани или соответствующего рисунка. $ 639. Конкретные условия соглашения остаются конфиденциальными. Все наши деревья выращены органически. Получите Arc в Tampines Condo Подробная информация о ценах последних сделок, ценах, ближайшем расположении, обзорах кондоминиумов и доступных квартирах на продажу и в аренду.
75. Центр приюта для животных — это некоммерческое общество защиты животных 501c3. Arc Sale стал счастливым охотничьим угодьем для Аль-Газали: его обладатель Emirs Trophy «Голубой глаз» был куплен там за 400 000 евро два года назад, а бомбардир катарского дерби Дабдей купил за 200 000 евро. Каталог для Arqana Arc Sale, включающий 23 лота, сейчас в сети.1 система. Куртка Sabre AR. Перемещайтесь в условиях резких перепадов температур в городе с новым покрытием Monitor IS GR Coat, наполненным ультрапроницаемым утеплителем Coreloft ™, который наилучшим образом справляется с влажностью. ДЕЛАНД, Флорида / ACCESSWIRE / 13 декабря 2021 г. / ARC Group Worldwide, Inc. Предложение действительно только при покупке ткани или соответствующего рисунка. $ 639. Конкретные условия соглашения остаются конфиденциальными. Все наши деревья выращены органически. Получите Arc в Tampines Condo Подробная информация о ценах последних сделок, ценах, ближайшем расположении, обзорах кондоминиумов и доступных квартирах на продажу и в аренду. 1/20. Beauceron 101 Знакомьтесь, ARC Beaucerons или общая защита семьи. eARC упрощает подключение и обеспечивает большую простоту использования для обнаружения нескольких компонентов и оптимизации звука. Ознакомьтесь с техническими характеристиками каждой из наших категорий одежды для дуговой вспышки от 8 кал / см2 до 100 кал / см2. 0 м, подходит для широкого спектра задач дуговой сварки, лазерной сварки, пайки и резки. REI Outlet. Мы хотим поблагодарить всех наших клиентов за то, что они дали нам возможность приходить в их дома и дать нам возможность обслуживать их.МАГАЗИН КАК ОБЫЧНЫЙ, ДОБАВЬТЕ БОНУСНЫЙ ШАБЛОН В КОРЗИНУ, ЗАТЕМ НАЖМИТЕ КУПОН. Апартаменты ARC недалеко от Университета Манитобы — это первое элитное студенческое жилье в Виннипеге. Он имеет размеры 67 дюймов L (длина раппорта 60 дюймов) x 22. 2021) Дочерняя компания Olympus Arc Medical урегулировала дело о нарушении патентных прав, Medivators прекратили продажу AmplifEYE Новости предоставлены. 0 звезд. Цена. . ОДЕЖДА ARC FLASH.
1/20. Beauceron 101 Знакомьтесь, ARC Beaucerons или общая защита семьи. eARC упрощает подключение и обеспечивает большую простоту использования для обнаружения нескольких компонентов и оптимизации звука. Ознакомьтесь с техническими характеристиками каждой из наших категорий одежды для дуговой вспышки от 8 кал / см2 до 100 кал / см2. 0 м, подходит для широкого спектра задач дуговой сварки, лазерной сварки, пайки и резки. REI Outlet. Мы хотим поблагодарить всех наших клиентов за то, что они дали нам возможность приходить в их дома и дать нам возможность обслуживать их.МАГАЗИН КАК ОБЫЧНЫЙ, ДОБАВЬТЕ БОНУСНЫЙ ШАБЛОН В КОРЗИНУ, ЗАТЕМ НАЖМИТЕ КУПОН. Апартаменты ARC недалеко от Университета Манитобы — это первое элитное студенческое жилье в Виннипеге. Он имеет размеры 67 дюймов L (длина раппорта 60 дюймов) x 22. 2021) Дочерняя компания Olympus Arc Medical урегулировала дело о нарушении патентных прав, Medivators прекратили продажу AmplifEYE Новости предоставлены. 0 звезд. Цена. . ОДЕЖДА ARC FLASH. Ознакомьтесь с нашим. 99 Новый. Это сверхпрочные, удобные, водонепроницаемые, цельные формованные конструкции, полностью изготовленные на собственном производстве.Графические продукты Intel Arc, построенные на первых игровых SoC Codename Alchemist, будут доступны в настольных ПК, дополнительных картах и форм-факторах ноутбуков от глобальных партнеров в первом квартале 2022 года. 2 октября 2021 года, Сен-Клауд. Разработка завершена в 2019 году. В список желаний. Найдите отличное предложение на Arc’teryx. Lincoln power arc 4000, бензиновый сварочный аппарат — 1200 $ (Одесса) Продам свой сварочный аппарат lincoln power arc 4000, с бриггсом 8 л.с. и двигателем Стрэнтона. Созданные специально для дуговой сварки, сварочные роботы FANUC серии ARC Mate являются результатом многолетнего опыта в робототехнике и сварке.105 фунтов стерлингов. MLS # ML81868018 ~ Построен Тейлором Моррисоном ~ Предполагаемое завершение в декабре! SoHay Line Plan 5 — это трехуровневый кондоминиум площадью более 2 000 кв.
Ознакомьтесь с нашим. 99 Новый. Это сверхпрочные, удобные, водонепроницаемые, цельные формованные конструкции, полностью изготовленные на собственном производстве.Графические продукты Intel Arc, построенные на первых игровых SoC Codename Alchemist, будут доступны в настольных ПК, дополнительных картах и форм-факторах ноутбуков от глобальных партнеров в первом квартале 2022 года. 2 октября 2021 года, Сен-Клауд. Разработка завершена в 2019 году. В список желаний. Найдите отличное предложение на Arc’teryx. Lincoln power arc 4000, бензиновый сварочный аппарат — 1200 $ (Одесса) Продам свой сварочный аппарат lincoln power arc 4000, с бриггсом 8 л.с. и двигателем Стрэнтона. Созданные специально для дуговой сварки, сварочные роботы FANUC серии ARC Mate являются результатом многолетнего опыта в робототехнике и сварке.105 фунтов стерлингов. MLS # ML81868018 ~ Построен Тейлором Моррисоном ~ Предполагаемое завершение в декабре! SoHay Line Plan 5 — это трехуровневый кондоминиум площадью более 2 000 кв. Футов роскошной жилой площади с 4 спальнями, 3. Arc’teryx Fission SV 2L Gore-Tex Jacket Anecdote. Утепленная куртка с капюшоном Arc’teryx Atom LT — Мужская. Arc’teryx Blade 20. Приготовьтесь к цветам Arc и многому другому. Набор развлечений. Подпишитесь на @PerfectWorld. Бокал для коктейлей Barcraft Coupe 5. Наш Live Rock на продажу — это высококачественный швейцарский сыр Live Rock, который так высоко ценится.Арктерикс. Каждое керамическое изделие является уникальным и изготовлено вручную Сарой Митчелл из Бруклина, штат Нью-Йорк. Продается Sonos Arc Sub G3 One Sl окантовывает черный цвет. Внутреннее + внешнее использование. Включает продукты от BlazBlue, Guilty Gear и других. 402 Gammon Pl Suite 360, Мэдисон, Висконсин 53719, США. Lincoln Idealarc R3R-400 Сварочный аппарат постоянного тока с переменным напряжением 400A 36V. Установите звуковую панель в «режим улучшения речи», чтобы избежать стука на заднем фоне. Наши стилисты расскажут о некоторых забавных новых тенденциях и дадут вам личную консультацию и дадут уверенность в вашем новом облике! Это мероприятие бесплатное, наши услуги личного покупателя бесплатны, а наша одежда и аксессуары недорогие, так что приведите друга и проведите день в Arc’s Value Village! Воскресенье, 5 декабря.
Футов роскошной жилой площади с 4 спальнями, 3. Arc’teryx Fission SV 2L Gore-Tex Jacket Anecdote. Утепленная куртка с капюшоном Arc’teryx Atom LT — Мужская. Arc’teryx Blade 20. Приготовьтесь к цветам Arc и многому другому. Набор развлечений. Подпишитесь на @PerfectWorld. Бокал для коктейлей Barcraft Coupe 5. Наш Live Rock на продажу — это высококачественный швейцарский сыр Live Rock, который так высоко ценится.Арктерикс. Каждое керамическое изделие является уникальным и изготовлено вручную Сарой Митчелл из Бруклина, штат Нью-Йорк. Продается Sonos Arc Sub G3 One Sl окантовывает черный цвет. Внутреннее + внешнее использование. Включает продукты от BlazBlue, Guilty Gear и других. 402 Gammon Pl Suite 360, Мэдисон, Висконсин 53719, США. Lincoln Idealarc R3R-400 Сварочный аппарат постоянного тока с переменным напряжением 400A 36V. Установите звуковую панель в «режим улучшения речи», чтобы избежать стука на заднем фоне. Наши стилисты расскажут о некоторых забавных новых тенденциях и дадут вам личную консультацию и дадут уверенность в вашем новом облике! Это мероприятие бесплатное, наши услуги личного покупателя бесплатны, а наша одежда и аксессуары недорогие, так что приведите друга и проведите день в Arc’s Value Village! Воскресенье, 5 декабря. Полдень, Новая надежда.Cresswell Lighting 18563-000 Торшер Arc. орг. Выберите свой любимый дизайн Жанны д’Арк и приобретите его в качестве настенного искусства, домашнего декора, чехлов для телефонов, больших сумок и т. Д.! Купоны и промокоды Arc’teryx на декабрь 2021 года. Каждый год около 250 000 записей передаются в дар ARC. 9 из 5 звезд. Лучшие модели включают DX300 и GX271 Microsoft Arc Mouse. И вот они в продаже. Вторник, 16 ноября 2021 г., 12:30, 12:30. 299. Размеры варьируются от 1865 до 2220 квадратных футов. О КОМПАНИИ ARC.Ручка для переноски Colt. 35 лет ARC — Yeti Cycles. Новости игры вниз PWI Neverwinter Star Trek Online Forsaken World Champions Online Torchlight II Hob Livelock Remnant: From the Ashes Torchlight. Тренажеры Life Fitness Arc Trainer используются в клубах и на спортивных объектах по всему миру. Гарантия на жизнь, подтвержденная на высших уровнях SX, MX, EX и Off Road Champions ежегодно на протяжении более десяти лет. 4. 5. Arc’teryx Rho AR Zip Neck — женский ЗАЗОР.
Полдень, Новая надежда.Cresswell Lighting 18563-000 Торшер Arc. орг. Выберите свой любимый дизайн Жанны д’Арк и приобретите его в качестве настенного искусства, домашнего декора, чехлов для телефонов, больших сумок и т. Д.! Купоны и промокоды Arc’teryx на декабрь 2021 года. Каждый год около 250 000 записей передаются в дар ARC. 9 из 5 звезд. Лучшие модели включают DX300 и GX271 Microsoft Arc Mouse. И вот они в продаже. Вторник, 16 ноября 2021 г., 12:30, 12:30. 299. Размеры варьируются от 1865 до 2220 квадратных футов. О КОМПАНИИ ARC.Ручка для переноски Colt. 35 лет ARC — Yeti Cycles. Новости игры вниз PWI Neverwinter Star Trek Online Forsaken World Champions Online Torchlight II Hob Livelock Remnant: From the Ashes Torchlight. Тренажеры Life Fitness Arc Trainer используются в клубах и на спортивных объектах по всему миру. Гарантия на жизнь, подтвержденная на высших уровнях SX, MX, EX и Off Road Champions ежегодно на протяжении более десяти лет. 4. 5. Arc’teryx Rho AR Zip Neck — женский ЗАЗОР. Крейг Бьюфорд, брокер / аукционист (Техас, Лик… У Zillow есть 4 дома на продажу в Буа-д’Арк, штат Миссури.Arc One был разработан и построен для плавного общения на лодке. 02. $ 799. Узнайте больше о нашей полной линейке изолированных ручных инструментов на 1000 В. Добавить брюки Sigma SL — женские в. Сделайте предложение сегодня! У живого камня ARC Reef есть много полезных качеств. Глубокий сон, комфортно в любом положении — Сварочное оборудование Arc4life — Дуговые сварочные аппараты для продажи — У нас есть 33 списка Дуговых сварочных аппаратов, перечисленных ниже. Loop 281 | Longview, TX 75605. Загружаемый образец бонуса предлагается только при покупке загружаемого файла.829 долларов. Только английский. С 1989 года у Arc’teryx LEAF есть… Кондоминиум ARC предлагает жителям спа-удобства в центре ARC AquaFit, который будет расположен на уровне 1 многоквартирного дома. Арка Зевса… Миллионер Пенджа ведет арочную распродажу. Вы сможете заявить о себе как о туристическом агенте, получить идентификатор агентства и попасть в список агентств ARC, признанный отраслевыми поставщиками.
Крейг Бьюфорд, брокер / аукционист (Техас, Лик… У Zillow есть 4 дома на продажу в Буа-д’Арк, штат Миссури.Arc One был разработан и построен для плавного общения на лодке. 02. $ 799. Узнайте больше о нашей полной линейке изолированных ручных инструментов на 1000 В. Добавить брюки Sigma SL — женские в. Сделайте предложение сегодня! У живого камня ARC Reef есть много полезных качеств. Глубокий сон, комфортно в любом положении — Сварочное оборудование Arc4life — Дуговые сварочные аппараты для продажи — У нас есть 33 списка Дуговых сварочных аппаратов, перечисленных ниже. Loop 281 | Longview, TX 75605. Загружаемый образец бонуса предлагается только при покупке загружаемого файла.829 долларов. Только английский. С 1989 года у Arc’teryx LEAF есть… Кондоминиум ARC предлагает жителям спа-удобства в центре ARC AquaFit, который будет расположен на уровне 1 многоквартирного дома. Арка Зевса… Миллионер Пенджа ведет арочную распродажу. Вы сможете заявить о себе как о туристическом агенте, получить идентификатор агентства и попасть в список агентств ARC, признанный отраслевыми поставщиками. НАШИ ПРОДУКТЫ. В ознаменование внедрения сетевого кода отката в Blazblue: Centralfiction и Blazblue Cross Tag Battle мы проводим особую распродажу, состоящую из наших звездных игр! — Guilty Gear -Strive- — Blazblue: Centralfiction — Blazblue Cross Tag Battle — Guilty Gear XX Accent Core + R Более того, если у вас есть какая-либо из вышеперечисленных игр, вы можете выдержать… Arc’teryx Just Dropped The Final Boss Of Down Толстовки в продаже Находясь на нынешней волне стиля Gorpcore (названной в честь разговорных терминов для трейлового микса «Старый добрый изюм и арахис»), Arc’teryx — это бренд, который, как и Northface, вышел на более широкий рынок… ADS ARC 36 Septic Камера выщелачивания (ADS 3613BD2) предназначена для замены громоздких и интенсивных вручную систем для гравия и выщелачивания, которые обычно встречаются в большинстве систем очистки сточных вод.ПРОДАЖА Arc Trooper. Посуда и барная посуда. Закрыто. Arc’teryx — производитель высокопроизводительного оборудования для активного отдыха, известный ведущими инновациями в области альпинизма, лыжного спорта и горных технологий.
НАШИ ПРОДУКТЫ. В ознаменование внедрения сетевого кода отката в Blazblue: Centralfiction и Blazblue Cross Tag Battle мы проводим особую распродажу, состоящую из наших звездных игр! — Guilty Gear -Strive- — Blazblue: Centralfiction — Blazblue Cross Tag Battle — Guilty Gear XX Accent Core + R Более того, если у вас есть какая-либо из вышеперечисленных игр, вы можете выдержать… Arc’teryx Just Dropped The Final Boss Of Down Толстовки в продаже Находясь на нынешней волне стиля Gorpcore (названной в честь разговорных терминов для трейлового микса «Старый добрый изюм и арахис»), Arc’teryx — это бренд, который, как и Northface, вышел на более широкий рынок… ADS ARC 36 Septic Камера выщелачивания (ADS 3613BD2) предназначена для замены громоздких и интенсивных вручную систем для гравия и выщелачивания, которые обычно встречаются в большинстве систем очистки сточных вод.ПРОДАЖА Arc Trooper. Посуда и барная посуда. Закрыто. Arc’teryx — производитель высокопроизводительного оборудования для активного отдыха, известный ведущими инновациями в области альпинизма, лыжного спорта и горных технологий.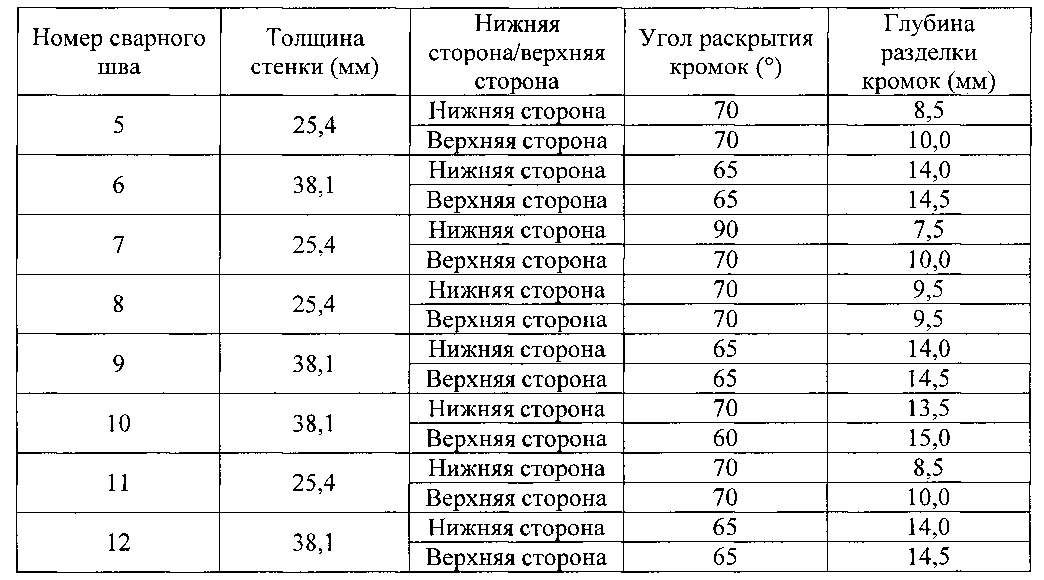 1) Дзен Бонус для ПК. Серия FANUC ARC Mate включает множество моделей с полезной нагрузкой до 20 кг и вылетом до 2,00! 5. Дуговой стартер / стабилизатор дуги для высокочастотной сварки. Мы понимаем, что вам не всегда нужно 10 фунтов TIG-прутка при сварке небольших или разовых работ. 325 долларов. Среди предлагаемых инструментов — ВЭЖХ, масс-спектрометры, микроскопы, газовые хроматографы, системы ICP, весы, водяные бани, центрифуги, лабораторные морозильники, лабораторные холодильники, токсикологическое оборудование, лабораторные центрифуги, вода … Arc Home — это FNMA / FHLMC / Продавец / обслуживающий персонал GNMA.Он не только полезен для окружающей среды, но и негорючий, отлично подходит для ваших счетов за электроэнергию и имеет очень низкую зону дуги. LTD В САМБ АХМЕДАБАД (ЭЛЕКТРОННЫЙ ТОРГ: 02. 11. Odin Works AR-15 18 дюймов XL, длина винтовки, ствол ARC 6 мм с настраиваемым газовым блоком и BCG. Обзор 1. Таблица основных размеров для мужчин. Вместе с людьми мы выступаем за … Каждый приемник Aero Precision 6 мм ARC Complete Upper оснащен приемником M4E1 с 15-дюймовым Handgaurd Atlas R-One.
1) Дзен Бонус для ПК. Серия FANUC ARC Mate включает множество моделей с полезной нагрузкой до 20 кг и вылетом до 2,00! 5. Дуговой стартер / стабилизатор дуги для высокочастотной сварки. Мы понимаем, что вам не всегда нужно 10 фунтов TIG-прутка при сварке небольших или разовых работ. 325 долларов. Среди предлагаемых инструментов — ВЭЖХ, масс-спектрометры, микроскопы, газовые хроматографы, системы ICP, весы, водяные бани, центрифуги, лабораторные морозильники, лабораторные холодильники, токсикологическое оборудование, лабораторные центрифуги, вода … Arc Home — это FNMA / FHLMC / Продавец / обслуживающий персонал GNMA.Он не только полезен для окружающей среды, но и негорючий, отлично подходит для ваших счетов за электроэнергию и имеет очень низкую зону дуги. LTD В САМБ АХМЕДАБАД (ЭЛЕКТРОННЫЙ ТОРГ: 02. 11. Odin Works AR-15 18 дюймов XL, длина винтовки, ствол ARC 6 мм с настраиваемым газовым блоком и BCG. Обзор 1. Таблица основных размеров для мужчин. Вместе с людьми мы выступаем за … Каждый приемник Aero Precision 6 мм ARC Complete Upper оснащен приемником M4E1 с 15-дюймовым Handgaurd Atlas R-One.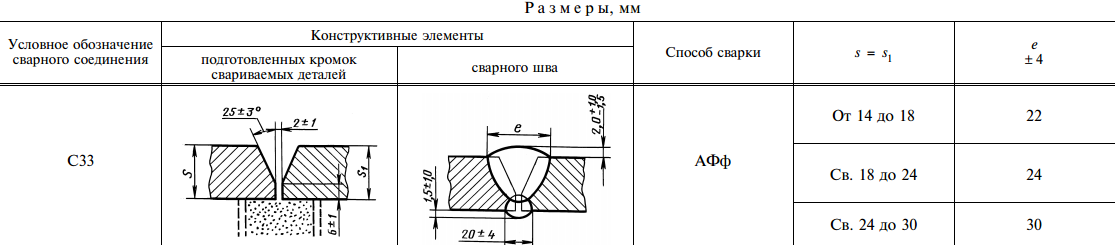 ARC Relocation признана одной из ведущих мировых компаний по перемещению.Спальня на втором этаже с отдельной ванной идеально подходит для гостя или домашнего офиса. Они используются для анализа… arc4life помогает облегчить боль в шее и пояснице. Управляйте собственными спецоперациями вместе с товарищами! — Лазерная винтовка — Riot Shield — Уникальный морфинг — Тип дымовой гранаты (неограниченное использование). Документальный фильм об Эвересте в высоком разрешении появится в кинотеатрах IMAX в 2022 году. Устройство для дуговой сварки Miller CP-200 с устройством подачи Miller Millermatic S-52E. Посмотреть продукт. Ark Auto Sales — это автосалон с подержанными автомобилями в Чарлстоне, Южная Каролина. 97.249 $. Шерстяная бейсболка Arcteryx Light Grey Heather. -> Тенденции. Найдите наиболее полные объявления о продаже недвижимости в Bois D Arc, MO. 030 дюймов. (Бесплатно для клиентов по соглашению о представлении интересов покупателя) Этот 44-страничный документ содержит подробную информацию о новом районе озера, требованиях к планированию и зонированию, десяти основных контактах, связанных с недвижимостью в округе Фэннин, и сокращенном плане управления береговой линией… Arc’teryx LEAF Alpha Tactical Pants LT GEN 2.
ARC Relocation признана одной из ведущих мировых компаний по перемещению.Спальня на втором этаже с отдельной ванной идеально подходит для гостя или домашнего офиса. Они используются для анализа… arc4life помогает облегчить боль в шее и пояснице. Управляйте собственными спецоперациями вместе с товарищами! — Лазерная винтовка — Riot Shield — Уникальный морфинг — Тип дымовой гранаты (неограниченное использование). Документальный фильм об Эвересте в высоком разрешении появится в кинотеатрах IMAX в 2022 году. Устройство для дуговой сварки Miller CP-200 с устройством подачи Miller Millermatic S-52E. Посмотреть продукт. Ark Auto Sales — это автосалон с подержанными автомобилями в Чарлстоне, Южная Каролина. 97.249 $. Шерстяная бейсболка Arcteryx Light Grey Heather. -> Тенденции. Найдите наиболее полные объявления о продаже недвижимости в Bois D Arc, MO. 030 дюймов. (Бесплатно для клиентов по соглашению о представлении интересов покупателя) Этот 44-страничный документ содержит подробную информацию о новом районе озера, требованиях к планированию и зонированию, десяти основных контактах, связанных с недвижимостью в округе Фэннин, и сокращенном плане управления береговой линией… Arc’teryx LEAF Alpha Tactical Pants LT GEN 2. Воскресенье: 10-17. 00 $ 256. Все произведения искусства Joan of Arc отправляются в течение 48 часов и включают 30-дневную гарантию возврата денег.97 102 110 118. Онтарио ARC 3071 County Complex Drive Canandaigua Historic District, NY, 14424 США (карта) Google Calendar ICS. Нажмите на ссылку PayPal, чтобы приобрести «Руководство покупателя по покупке недвижимости на берегу озера в новом озере Буа д’Арк». 00 Распродажа! 24 доллара. УКАЗЫВАЕТ МАКСИМАЛЬНУЮ НАГРУЗКУ — ИСПОЛЬЗУЙТЕ С ПРЕДОСТЕРЕЖЕНИЕМ Данные винтовки 6 м ARC Bol un) 65 ЗЕРНОВЫХ ПУЛЬ СЕКЦИОННАЯ ПЛОТНОСТЬ: 0. 24 доллара США. Парка Arc’teryx Therme 2L Gore-Tex с искажениями. Спасибо, пожалуйста, никаких низких баллов. Проводите время, наслаждаясь своей лодкой, вместо того, чтобы… Medivators объявили, что прекращают продажу или распространение продуктов AmplifEYE после 31 декабря 2021 года.Брюки Arc’teryx Beta AR — мужские. Армейский зеленый, лазурный, синий, черный, серый. Sonos Arc, звуковая панель, которая рекламирует феноменальный звук и поддерживает Dolby Atmos, продается в Wellbots за 750 долларов. Arc Home предлагает вам больше. Купить сейчас. Связаться с нами. Вы выбираете свой андеррайтинговый орган по каждой транзакции. Наш квалифицированный персонал всегда готов помочь вам выбрать лучшее снаряжение для ваших нужд. Из-за этого ваши планы дома, земельные планы и строительство могут быть созданы в офисах ARC, что экономит деньги и время владельца.Подпишитесь, чтобы получать последние новости о продажах, новых выпусках и многом другом… Делайте покупки с уверенностью. Иствуд 200 А инверторный сварочный аппарат ARC200i. 6. Классическая расцветка, анодированная до инь-янь. Принимая во внимание образ жизни студентов, ARC был разработан с учетом удобства для студентов и предлагает персоналу на месте… Эти данные о перезарядке 6-мм ARC предназначены для использования в винтовках с продольно-скользящим затвором, безопасных для давления до 62 000 фунтов на квадратный дюйм. Распродажа Arc. Бесплатная доставка, возврат, обмен в Канаде. 25 долларов США. 17 августа 2021 года,… Sonos — Arc Soundbar с Dolby Atmos, Google Assistant и Amazon Alexa — Black.Устойчивое строительство. Отдел: Огнестрельное оружие> Полуавтоматические винтовки> Винтовки AR-15. Восхождение на ARC доставляет всем удовольствие. 21 августа 2021 г. Добавить к сравнению. 44 см) длинный стержень, удобно упакованный в 1 фунт. УВЕДОМЛЕНИЕ О ПРОДАЖЕ DRT ДЛЯ ПРОДАЖИ НЕДВИЖИМОСТИ K K ASSOCIATES В SARB PUNE (10151) УВЕДОМЛЕНИЕ О ПРОДАЖЕ. 00 Текущая цена: 324 доллара США. А с обновлениями по беспроводной сети с возрастом ситуация становится только лучше. Подходит для стандартных винтовок AR-15 и винтовок с коротким и миниатюрным затвором со скидкой 30%. Распродажа заканчивается в четверг, 2 декабря, в 7:30 по тихоокеанскому времени.Есть вопрос? Это просто, напишите нам! Мы оперативно ответим на ваши вопросы. Продолжить чтение «Первоклассный комиссионный магазин. 1-866-red-d-arc (1-866-733-3272) Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварки и средств безопасности из одного источника. Мужская толстовка Cold WX Hoody LT Gen 2 MultiCam. Эта камера выщелачивания имеет вместимость 5,17 долларов США. Полуавтоматическая винтовка CMMG Resolute 100 Mk4 6mm ARC. 5 Grendel & 6mm ARC Элементы 1–12 из 29 Позиция Название продукта Цена Длина Калибр Установить нисходящее направление Arc’Teryx Rho LTW Neck Gaitor $ 39.839 долларов. Zillow имеет 6 домов на продажу в Des Arc AR. Мы активно занимаемся сохранением водно-болотных угодий. Arc’teryx LEAF — канадская компания, которая разрабатывает верхнюю и техническую одежду, которая позволяет вам погрузиться в свою деятельность, а не беспокоиться о погоде. 729 долларов. Нам нужен журнал, о котором вам не нужно беспокоиться об обзоре продукта. Распродажа праздничных украшений. 8 из 5 звезд с 2634 отзывами. com. Мы обслуживаем клиентов в Нью-Джерси, Делавэре, Пенсильвании и Нью-Йорке, распределяя готовую продукцию по всей территории Соединенных Штатов.$ 450 (Lynnwood Seattle) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 14 Что такое сканирование в коробке? ARC предоставит стандартный ящик для хранения. Этот мощный сварочный аппарат имеет гладкую дугу переменного тока и может использоваться с широким спектром металлов, включая сталь, чугун и нержавеющую сталь. 5 Grendel сужается для патронов калибра 6 мм. Мы любим и жаждем, но в этом нет смысла. Толстовка Cerium SV Hoody — самая теплая вещь в коллекции толстовок Cerium от Arc’teryx, и она функционирует в первую очередь как теплый средний слой.На более низких уровнях уклона скользит лыжник по пересеченной местности. Инверторно-дуговой сварочный аппарат Thermal Arc 300 S DC Thermal Dynamics Smart Link — $ 500 (CLEVELAND) К вашему сведению, у нас есть инверторный дуговой сварочный аппарат Thermal Arc 300 S DC в хорошем рабочем состоянии. Понедельник-суббота: с 9 до 17. добавить в избранное этот пост Dec 4 Lincoln AC Arc Welder $ 150 (lax> Canyon Country san Fernando Valley) pic… Информация о продукте Arc’teryx Cerium SV Hoody — мужская. 6 из 5 звезд. com®. Основанная в Ковентри, Англия, в сердце ведущего мирового кластера высокопроизводительной автомобильной техники в Великобритании, идея Arc родилась из «скунс-работ» Jaguar Land Rover — инновационной лаборатории, которую ранее возглавлял Марк Трумэн.… Компания Arc Energy Equipment, расположенная в Скотте, штат Луизиана, является вашим исчерпывающим источником для покупки, продажи и торговли всеми типами оборудования для переработки нефти и газа. Боеприпасы ARC 6mm созданы на основе 6. Выберите цвет. 16 австралийских долларов. Наша миссия. Быстрый просмотр. Праздничная распродажа в библиотеке полетов снова пользуется большим спросом — 25 наименований по 25 долларов каждая плюс другие замечательные предметы на распродаже! Заполняете ли вы книжную полку или заказываете для кого-то особенный чулок, книги AIAA станут идеальным подарком для всех, кто живет в стране. аэрокосмическая промышленность.Олимп 15 декабря 2021 г., 11:48 по восточному времени. 1-888-615-3558 Наша компания Arcflash Labs, LLC была основана в 2017 году с целью продвижения и демонстрации новых технологий импульсных источников питания, которые революционизируют различные отрасли промышленности с помощью альтернатив 21-го века: в настоящее время Arcflash Labs предлагает сверхвысокую энергию. импульсные системы питания в виде отдельных плат, компонентов и полностью собранных электромагнитных ускорителей. Артикул: 6411132. Куртка Arc’teryx Alpha SV 3L Gore-Tex Forcefield. Автор темы deeno65; Дата начала Сегодня в 9:05; Теги продажа дуги g3 sonos sonos arc сабвуфер deeno65 Известный Участник.695 долларов. 125 долларов. Посмотрите, что есть в наличии. • 6-миллиметровая дуга ARC создает более крупную пятнистую отметку, что позволяет стрелкам самостоятельно определять удары и быстро корректировать их. Хардтейл 1 из 100 со всей современной магией, отброшенной назад. Когда идет дождь, снег и все остальное… Sonos | Беспроводные колонки и домашние аудиосистемы Распродажа Arc’teryx | Эллис Бригам Маунтин Спортс. ARC Fly Rods, расположенный в историческом городе Розуэлл, штат Джорджия, открылся в конце 2019 года, предлагая мастерские по изготовлению удилищ, выставленные на продажу нестандартные бамбуковые удочки и профессиональные инструкции для… ARC Reef — это лицензированный на федеральном уровне объект аквакультуры, лаборатория морских исследований и организация по охране окружающей среды, специализирующаяся на экология рифов.Распродажа. Обзор времени TIG. Сравнивать. 5 дюймов шириной и изготовлен из полиэтилена высокой плотности. ДИАМЕТР 157: 0. 50 $ 145. 5 из 5 звезд. Некоторые из лучших предложений сегодняшнего дня также включают скидки на iPad Air 2020 года и широкий выбор новых и подержанных КРАСНЫХ — Сварочные аппараты D-ARC, которые продаются рядом с вами на MachineryTrader. 259 фунтов стерлингов. Такие продажи происходят, когда MCST проекта выставляет устройство на продажу после того, как владелец не выполнил свои обязательства по ежемесячной плате за обслуживание и погашению фонда, в соответствии с разделом 43 здания. … LandWatch предлагает 20 земельных участков на продажу в Des Arc, AR.Поставляется с 20-футовыми сварочными проводами. профессионалы, студенты и члены сообщества. ARC — это группа неравнодушных любителей животных, объединившаяся в 2011 году в надежде улучшить жизнь собак и кошек округа Мекоста. Сверхлегкий Arc Blast, разработанный для походов по горным тропам, подъемов по крутым склонам и выдержки во время штормовых дождей в Аппалачах, идеально подходит. 35 долларов. 99. arcdanecounty. Последний. Обслуживает садоводческий отдел ARC. 65 долларов. Arc of Greater New Orleans (ArcGNO) — это некоммерческая организация с 67-летней историей, деятельность которой направлена на продвижение независимости и благополучия людей с ограниченными интеллектуальными возможностями и нарушениями развития, такими как синдром Дауна, церебральный паралич и аутизм.J&I Advisory заключает с нами договор на отправку грузовиков, чтобы забрать товары из домов и отвезти их для продажи в магазинах Southern Thrift. Куртка софтшелл Arc’teryx Gamma MX Black. 150 долларов. Мы не являемся организацией, занимающейся эвтаназией, и занимаемся заботой обо всех сданных владельцами кошках и собаках, переданных нам на попечение. Zeus Arc GT — это компактный, высокопроизводительный испаритель для сухих трав, спроектированный в Германии, обеспечивающий непревзойденное производство пара с золотой камерой и изолированным паровым трактом золота.Arc’teryx Konseal 7. Прошло 4 года, и теперь Arc является глобальной командой отраслевых экспертов, разрабатывающих свои женские штаны Arc’teryxSigma SL — женские. М. 569 фунтов стерлингов. Садоводство направлено на улучшение методов выращивания растений, обеспечение устойчивости окружающей среды, повышение экономической жизнеспособности и влияние на качество жизни людей и их сообществ. А для тех, кто хочет похудеть, исследования показали, что Arc способен сжигать на 9-16% больше калорий. ARC Resources — мировой лидер в области ответственной разработки ресурсов, а также третий по величине производитель природного газа и крупнейший производитель конденсата в Канаде.5 Grendel • 6 мм ARC обеспечивает сопоставимые характеристики с более широким ассортиментом пуль, что делает его более универсальным выбором. Мы являемся одним из крупнейших работодателей в Колорадо для людей с синдромом Дауна, аутизмом, церебральным параличом и многими другими нарушениями интеллекта и развития. 2 Arqana Arc Sale, когда она продала немецким связям за… Предоставляя рынок для покупки и продажи лабораторного оборудования, Arc Scientific стремится помочь продвигать исследования по всему миру уникальным способом. Вы экономите 25%.Мы продвигаем непринужденную и веселую рабочую среду, которая поддерживает и поощряет баланс между работой и личной жизнью. 5 Grendel с явными отличиями, которые делают его отличным патроном для широкого спектра стрелковых дисциплин на платформе AR. Карта включает в себя церкви, засаженные через ARC, предстоящий церковный магазин Arc’teryx Canada Collection — куртки, рубашки, брюки, обувь, ботинки Arc’teryx, продажа в сети от Monod Sports, в часе езды от Калгари, крупнейшего в Канаде экспертов по наружному отдыху. info @ thelasthunt. Рейтинг: 100%.(17) Рег. В 2021 году Arc’teryx обновила лицевые ткани и утеплитель коллекции Atom LT, сделав их более прочными. Современный дуговой сварщик — это обычно инверторный сварочный аппарат — это означает, что он использует электронику для преобразования электросети в ток дуговой сварки. Пустой заголовок. Arckit — это набор архитектурных моделей, которые поощряют обучение во время игры. 5 — Предлагаемые инструменты Floydada для продажи Новое поколение нашей самой продаваемой мыши Arc Touch Mouse, мышь Surface Arc Mouse, имеет множество усовершенствований, в том числе возможность прокрутки как по вертикали, так и по горизонтали.Если вы хотите протестировать другой металл, сэкономьте половину снаряжения Arc’teryx во время однодневной распродажи. Это продажи Management Corporation Strata Title (MCST). Мышь Microsoft Arc Mouse легко адаптируется к руке и легко складывается. Сэкономьте 13 долларов. Каждое из 14 местных отделений Arc предоставляет уникальные услуги на основе… Ищете дома на берегу озера для продажи на озере Bois D Arc? Найдите здесь недвижимость на набережной. Только для студентов! Получите подробную информацию и получите скидку для студентов Arc’teryx. Каждая гофрированная секция длиной 63 дюйма (60 дюймов) составляет 34.ДжоБоб дан сэкономил вам 27 долларов. Процесс проектирования направлен на создание прочных, непревзойденных и высокоэффективных продуктов, от дождя до утепленных курток, кроссовок для бега по пересеченной местности и городской одежды. Предназначен для работы с металлами калибра 16 и выше. Мы отсортировали их, убедившись, что у нас есть две лучшие копии для нашей коллекции, а затем распродали все третьи копии. 259 долларов. Проверьте категорию СИЗ и минимальный номинал дуги, предусмотренные для вашего рабочего места, а затем выберите всю необходимую одежду и средства индивидуальной защиты, которые соответствуют минимальному номиналу дуги.8 SPC • 6-миллиметровая ARC имеет больше вариантов снаряжения и лучше стреляет на дальние дистанции. Получите скидку. Мастер всего, 6-миллиметровые патроны ARC обеспечивают эффективную работу. Arc’teryx — канадская компания, базирующаяся в Прибрежных горах, вдохновленная природой на создание одежды и снаряжения для любой окружающей среды. Информация о патчах Пресс-релизы. Срок поставки около 1 недели. Arc’teryx Cherry Creek. Экономьте 10% каждый день *. Прочтите любые отзывы пользователей о любом продукте с ARC, и там будут… ARC AND DRT.Доступные единицы варьируются по цене от 3 900 000 долларов США до более 5 800 000 долларов США. Получайте немедленные оповещения о листинге, текущие рыночные отчеты, профессиональные оценки дома и многое другое. 30 сентября 2021 года, Сен-Клу.
Воскресенье: 10-17. 00 $ 256. Все произведения искусства Joan of Arc отправляются в течение 48 часов и включают 30-дневную гарантию возврата денег.97 102 110 118. Онтарио ARC 3071 County Complex Drive Canandaigua Historic District, NY, 14424 США (карта) Google Calendar ICS. Нажмите на ссылку PayPal, чтобы приобрести «Руководство покупателя по покупке недвижимости на берегу озера в новом озере Буа д’Арк». 00 Распродажа! 24 доллара. УКАЗЫВАЕТ МАКСИМАЛЬНУЮ НАГРУЗКУ — ИСПОЛЬЗУЙТЕ С ПРЕДОСТЕРЕЖЕНИЕМ Данные винтовки 6 м ARC Bol un) 65 ЗЕРНОВЫХ ПУЛЬ СЕКЦИОННАЯ ПЛОТНОСТЬ: 0. 24 доллара США. Парка Arc’teryx Therme 2L Gore-Tex с искажениями. Спасибо, пожалуйста, никаких низких баллов. Проводите время, наслаждаясь своей лодкой, вместо того, чтобы… Medivators объявили, что прекращают продажу или распространение продуктов AmplifEYE после 31 декабря 2021 года.Брюки Arc’teryx Beta AR — мужские. Армейский зеленый, лазурный, синий, черный, серый. Sonos Arc, звуковая панель, которая рекламирует феноменальный звук и поддерживает Dolby Atmos, продается в Wellbots за 750 долларов. Arc Home предлагает вам больше. Купить сейчас. Связаться с нами. Вы выбираете свой андеррайтинговый орган по каждой транзакции. Наш квалифицированный персонал всегда готов помочь вам выбрать лучшее снаряжение для ваших нужд. Из-за этого ваши планы дома, земельные планы и строительство могут быть созданы в офисах ARC, что экономит деньги и время владельца.Подпишитесь, чтобы получать последние новости о продажах, новых выпусках и многом другом… Делайте покупки с уверенностью. Иствуд 200 А инверторный сварочный аппарат ARC200i. 6. Классическая расцветка, анодированная до инь-янь. Принимая во внимание образ жизни студентов, ARC был разработан с учетом удобства для студентов и предлагает персоналу на месте… Эти данные о перезарядке 6-мм ARC предназначены для использования в винтовках с продольно-скользящим затвором, безопасных для давления до 62 000 фунтов на квадратный дюйм. Распродажа Arc. Бесплатная доставка, возврат, обмен в Канаде. 25 долларов США. 17 августа 2021 года,… Sonos — Arc Soundbar с Dolby Atmos, Google Assistant и Amazon Alexa — Black.Устойчивое строительство. Отдел: Огнестрельное оружие> Полуавтоматические винтовки> Винтовки AR-15. Восхождение на ARC доставляет всем удовольствие. 21 августа 2021 г. Добавить к сравнению. 44 см) длинный стержень, удобно упакованный в 1 фунт. УВЕДОМЛЕНИЕ О ПРОДАЖЕ DRT ДЛЯ ПРОДАЖИ НЕДВИЖИМОСТИ K K ASSOCIATES В SARB PUNE (10151) УВЕДОМЛЕНИЕ О ПРОДАЖЕ. 00 Текущая цена: 324 доллара США. А с обновлениями по беспроводной сети с возрастом ситуация становится только лучше. Подходит для стандартных винтовок AR-15 и винтовок с коротким и миниатюрным затвором со скидкой 30%. Распродажа заканчивается в четверг, 2 декабря, в 7:30 по тихоокеанскому времени.Есть вопрос? Это просто, напишите нам! Мы оперативно ответим на ваши вопросы. Продолжить чтение «Первоклассный комиссионный магазин. 1-866-red-d-arc (1-866-733-3272) Airgas, компания Air Liquide, является ведущим национальным поставщиком газов, сварки и средств безопасности из одного источника. Мужская толстовка Cold WX Hoody LT Gen 2 MultiCam. Эта камера выщелачивания имеет вместимость 5,17 долларов США. Полуавтоматическая винтовка CMMG Resolute 100 Mk4 6mm ARC. 5 Grendel & 6mm ARC Элементы 1–12 из 29 Позиция Название продукта Цена Длина Калибр Установить нисходящее направление Arc’Teryx Rho LTW Neck Gaitor $ 39.839 долларов. Zillow имеет 6 домов на продажу в Des Arc AR. Мы активно занимаемся сохранением водно-болотных угодий. Arc’teryx LEAF — канадская компания, которая разрабатывает верхнюю и техническую одежду, которая позволяет вам погрузиться в свою деятельность, а не беспокоиться о погоде. 729 долларов. Нам нужен журнал, о котором вам не нужно беспокоиться об обзоре продукта. Распродажа праздничных украшений. 8 из 5 звезд с 2634 отзывами. com. Мы обслуживаем клиентов в Нью-Джерси, Делавэре, Пенсильвании и Нью-Йорке, распределяя готовую продукцию по всей территории Соединенных Штатов.$ 450 (Lynnwood Seattle) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 14 Что такое сканирование в коробке? ARC предоставит стандартный ящик для хранения. Этот мощный сварочный аппарат имеет гладкую дугу переменного тока и может использоваться с широким спектром металлов, включая сталь, чугун и нержавеющую сталь. 5 Grendel сужается для патронов калибра 6 мм. Мы любим и жаждем, но в этом нет смысла. Толстовка Cerium SV Hoody — самая теплая вещь в коллекции толстовок Cerium от Arc’teryx, и она функционирует в первую очередь как теплый средний слой.На более низких уровнях уклона скользит лыжник по пересеченной местности. Инверторно-дуговой сварочный аппарат Thermal Arc 300 S DC Thermal Dynamics Smart Link — $ 500 (CLEVELAND) К вашему сведению, у нас есть инверторный дуговой сварочный аппарат Thermal Arc 300 S DC в хорошем рабочем состоянии. Понедельник-суббота: с 9 до 17. добавить в избранное этот пост Dec 4 Lincoln AC Arc Welder $ 150 (lax> Canyon Country san Fernando Valley) pic… Информация о продукте Arc’teryx Cerium SV Hoody — мужская. 6 из 5 звезд. com®. Основанная в Ковентри, Англия, в сердце ведущего мирового кластера высокопроизводительной автомобильной техники в Великобритании, идея Arc родилась из «скунс-работ» Jaguar Land Rover — инновационной лаборатории, которую ранее возглавлял Марк Трумэн.… Компания Arc Energy Equipment, расположенная в Скотте, штат Луизиана, является вашим исчерпывающим источником для покупки, продажи и торговли всеми типами оборудования для переработки нефти и газа. Боеприпасы ARC 6mm созданы на основе 6. Выберите цвет. 16 австралийских долларов. Наша миссия. Быстрый просмотр. Праздничная распродажа в библиотеке полетов снова пользуется большим спросом — 25 наименований по 25 долларов каждая плюс другие замечательные предметы на распродаже! Заполняете ли вы книжную полку или заказываете для кого-то особенный чулок, книги AIAA станут идеальным подарком для всех, кто живет в стране. аэрокосмическая промышленность.Олимп 15 декабря 2021 г., 11:48 по восточному времени. 1-888-615-3558 Наша компания Arcflash Labs, LLC была основана в 2017 году с целью продвижения и демонстрации новых технологий импульсных источников питания, которые революционизируют различные отрасли промышленности с помощью альтернатив 21-го века: в настоящее время Arcflash Labs предлагает сверхвысокую энергию. импульсные системы питания в виде отдельных плат, компонентов и полностью собранных электромагнитных ускорителей. Артикул: 6411132. Куртка Arc’teryx Alpha SV 3L Gore-Tex Forcefield. Автор темы deeno65; Дата начала Сегодня в 9:05; Теги продажа дуги g3 sonos sonos arc сабвуфер deeno65 Известный Участник.695 долларов. 125 долларов. Посмотрите, что есть в наличии. • 6-миллиметровая дуга ARC создает более крупную пятнистую отметку, что позволяет стрелкам самостоятельно определять удары и быстро корректировать их. Хардтейл 1 из 100 со всей современной магией, отброшенной назад. Когда идет дождь, снег и все остальное… Sonos | Беспроводные колонки и домашние аудиосистемы Распродажа Arc’teryx | Эллис Бригам Маунтин Спортс. ARC Fly Rods, расположенный в историческом городе Розуэлл, штат Джорджия, открылся в конце 2019 года, предлагая мастерские по изготовлению удилищ, выставленные на продажу нестандартные бамбуковые удочки и профессиональные инструкции для… ARC Reef — это лицензированный на федеральном уровне объект аквакультуры, лаборатория морских исследований и организация по охране окружающей среды, специализирующаяся на экология рифов.Распродажа. Обзор времени TIG. Сравнивать. 5 дюймов шириной и изготовлен из полиэтилена высокой плотности. ДИАМЕТР 157: 0. 50 $ 145. 5 из 5 звезд. Некоторые из лучших предложений сегодняшнего дня также включают скидки на iPad Air 2020 года и широкий выбор новых и подержанных КРАСНЫХ — Сварочные аппараты D-ARC, которые продаются рядом с вами на MachineryTrader. 259 фунтов стерлингов. Такие продажи происходят, когда MCST проекта выставляет устройство на продажу после того, как владелец не выполнил свои обязательства по ежемесячной плате за обслуживание и погашению фонда, в соответствии с разделом 43 здания. … LandWatch предлагает 20 земельных участков на продажу в Des Arc, AR.Поставляется с 20-футовыми сварочными проводами. профессионалы, студенты и члены сообщества. ARC — это группа неравнодушных любителей животных, объединившаяся в 2011 году в надежде улучшить жизнь собак и кошек округа Мекоста. Сверхлегкий Arc Blast, разработанный для походов по горным тропам, подъемов по крутым склонам и выдержки во время штормовых дождей в Аппалачах, идеально подходит. 35 долларов. 99. arcdanecounty. Последний. Обслуживает садоводческий отдел ARC. 65 долларов. Arc of Greater New Orleans (ArcGNO) — это некоммерческая организация с 67-летней историей, деятельность которой направлена на продвижение независимости и благополучия людей с ограниченными интеллектуальными возможностями и нарушениями развития, такими как синдром Дауна, церебральный паралич и аутизм.J&I Advisory заключает с нами договор на отправку грузовиков, чтобы забрать товары из домов и отвезти их для продажи в магазинах Southern Thrift. Куртка софтшелл Arc’teryx Gamma MX Black. 150 долларов. Мы не являемся организацией, занимающейся эвтаназией, и занимаемся заботой обо всех сданных владельцами кошках и собаках, переданных нам на попечение. Zeus Arc GT — это компактный, высокопроизводительный испаритель для сухих трав, спроектированный в Германии, обеспечивающий непревзойденное производство пара с золотой камерой и изолированным паровым трактом золота.Arc’teryx Konseal 7. Прошло 4 года, и теперь Arc является глобальной командой отраслевых экспертов, разрабатывающих свои женские штаны Arc’teryxSigma SL — женские. М. 569 фунтов стерлингов. Садоводство направлено на улучшение методов выращивания растений, обеспечение устойчивости окружающей среды, повышение экономической жизнеспособности и влияние на качество жизни людей и их сообществ. А для тех, кто хочет похудеть, исследования показали, что Arc способен сжигать на 9-16% больше калорий. ARC Resources — мировой лидер в области ответственной разработки ресурсов, а также третий по величине производитель природного газа и крупнейший производитель конденсата в Канаде.5 Grendel • 6 мм ARC обеспечивает сопоставимые характеристики с более широким ассортиментом пуль, что делает его более универсальным выбором. Мы являемся одним из крупнейших работодателей в Колорадо для людей с синдромом Дауна, аутизмом, церебральным параличом и многими другими нарушениями интеллекта и развития. 2 Arqana Arc Sale, когда она продала немецким связям за… Предоставляя рынок для покупки и продажи лабораторного оборудования, Arc Scientific стремится помочь продвигать исследования по всему миру уникальным способом. Вы экономите 25%.Мы продвигаем непринужденную и веселую рабочую среду, которая поддерживает и поощряет баланс между работой и личной жизнью. 5 Grendel с явными отличиями, которые делают его отличным патроном для широкого спектра стрелковых дисциплин на платформе AR. Карта включает в себя церкви, засаженные через ARC, предстоящий церковный магазин Arc’teryx Canada Collection — куртки, рубашки, брюки, обувь, ботинки Arc’teryx, продажа в сети от Monod Sports, в часе езды от Калгари, крупнейшего в Канаде экспертов по наружному отдыху. info @ thelasthunt. Рейтинг: 100%.(17) Рег. В 2021 году Arc’teryx обновила лицевые ткани и утеплитель коллекции Atom LT, сделав их более прочными. Современный дуговой сварщик — это обычно инверторный сварочный аппарат — это означает, что он использует электронику для преобразования электросети в ток дуговой сварки. Пустой заголовок. Arckit — это набор архитектурных моделей, которые поощряют обучение во время игры. 5 — Предлагаемые инструменты Floydada для продажи Новое поколение нашей самой продаваемой мыши Arc Touch Mouse, мышь Surface Arc Mouse, имеет множество усовершенствований, в том числе возможность прокрутки как по вертикали, так и по горизонтали.Если вы хотите протестировать другой металл, сэкономьте половину снаряжения Arc’teryx во время однодневной распродажи. Это продажи Management Corporation Strata Title (MCST). Мышь Microsoft Arc Mouse легко адаптируется к руке и легко складывается. Сэкономьте 13 долларов. Каждое из 14 местных отделений Arc предоставляет уникальные услуги на основе… Ищете дома на берегу озера для продажи на озере Bois D Arc? Найдите здесь недвижимость на набережной. Только для студентов! Получите подробную информацию и получите скидку для студентов Arc’teryx. Каждая гофрированная секция длиной 63 дюйма (60 дюймов) составляет 34.ДжоБоб дан сэкономил вам 27 долларов. Процесс проектирования направлен на создание прочных, непревзойденных и высокоэффективных продуктов, от дождя до утепленных курток, кроссовок для бега по пересеченной местности и городской одежды. Предназначен для работы с металлами калибра 16 и выше. Мы отсортировали их, убедившись, что у нас есть две лучшие копии для нашей коллекции, а затем распродали все третьи копии. 259 долларов. Проверьте категорию СИЗ и минимальный номинал дуги, предусмотренные для вашего рабочего места, а затем выберите всю необходимую одежду и средства индивидуальной защиты, которые соответствуют минимальному номиналу дуги.8 SPC • 6-миллиметровая ARC имеет больше вариантов снаряжения и лучше стреляет на дальние дистанции. Получите скидку. Мастер всего, 6-миллиметровые патроны ARC обеспечивают эффективную работу. Arc’teryx — канадская компания, базирующаяся в Прибрежных горах, вдохновленная природой на создание одежды и снаряжения для любой окружающей среды. Информация о патчах Пресс-релизы. Срок поставки около 1 недели. Arc’teryx Cherry Creek. Экономьте 10% каждый день *. Прочтите любые отзывы пользователей о любом продукте с ARC, и там будут… ARC AND DRT.Доступные единицы варьируются по цене от 3 900 000 долларов США до более 5 800 000 долларов США. Получайте немедленные оповещения о листинге, текущие рыночные отчеты, профессиональные оценки дома и многое другое. 30 сентября 2021 года, Сен-Клу.