Тест «Электросварщик ручной дуговой сварки»
Тесты
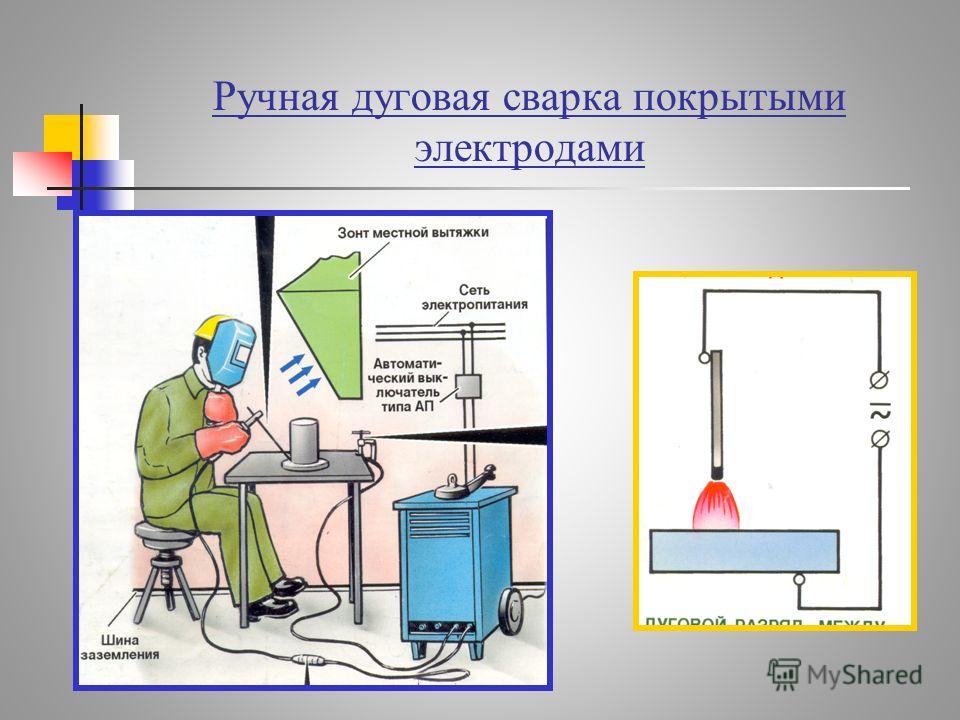
Профессия «Электросварщик ручной дуговой сварки» (часть 1)
Каждый вопрос имеет один или несколько правильных ответов.
Выберите верный ответ!
Правила безопасности при ведении сварочных работ
Может ли электросварщик произвести подключение к сети сварочного оборудования?
а) не может
б) может с разрешения инструктора
в) подключение производит электротехнический персонал
В каких местах допускается производить сварочные работы?
а) в помещениях сварочных цехов
б) в любых помещениях
в) в помещениях и на открытом воздухе по согласованию с органами пожарной охраны
Минимальная величина проходов вокруг места проведения сварочных работ составляет:
а) 2 м б) 1,5 м в) 1 м
Может ли сварщик произвести мелкий ремонт электрооборудования в процессе работы?
а) может с разрешения инструктора
б) не может
в) ремонт производится только электротехническим персоналом
Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди?
а) нельзя
б) можно с согласия руководителя работ
в) можно, оградив место работ переносными щитами
Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата?
а) имеет
б) имеет при отлучке не более 5 мин.
в) не имеет
Правила электробезопасности
От каких факторов зависит действие электрического тока на организм человека
а) от величины тока
б) от величины напряжения
в) от сопротивления человека
Какие бывают виды поражения электрическим током организма человека?
а) тепловые б) радиоактивные в) световые
При какой величине электрический ток считается смертельным?
а) 0,005 А б) 0,1 А в) 0,025 А
Что означает тепловое поражение электрическим током?
а) заболевание глаз
б) паралич нервной системы
в) ожоги тела
Правила пожарной безопасности
На какой срок дается разрешение на проведение временных (разовых) сварочных (огненных) работ?
а) на одни сутки
б) на рабочую смену
в) на время выполнения работы
После выполнения каких требований можно приступать к выполнению работ?
а) наличие средств пожаротушения
б) присутствие ответственного лица
в) очистка рабочего места от сгораемых материалов
Что должно сделать в первую очередь лицо, занятое сварочными работами, при возникновения пожара?
а) сообщить о пожаре в пожарную часть
б) немедленно принять меры по ликвидации пожара
в) оказать помощь пострадавшим
Каково применение песка как средства пожаротушения?
а) для защиты горючих поверхностей полов и настилов
б) для тушения горючих жидкостей
в) для тушения горящих электроустановок
Оказание первой доврачебной помощи
При несчастном случае в первую очередь:
а) необходимо освободить пострадавшего от воздействия вредных условий и вызвать медицинского работника
б) необходимо оказать доврачебную помощь
в) необходимо создать условия для нормального дыхания
16. При ушибах и растяжениях на поврежденное место накладывается:
При ушибах и растяжениях на поврежденное место накладывается:
а) холод
б) тепло
в) свободная повязка
17. При черепно- мозговой травме необходимо:
а) положить голову холод
б) положить на голову тепло
в) наложить на голову марлевую повязку
Подготовка рабочего места сварщика
18. Стационарный пост обычно устанавливается:
а) в виде отдельного участка на строительной площадке
б) в виде рабочего места на свариваемой конструкции
в) в виде отдельной кабины размером 2х2,5 м
19. Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются:
а) дополнительной вентиляцией
б) переносными щитами (ограждениями),ширмами
в) звуковой сигнализацией
20. При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано:
а) подъемной площадкой или лестницей
б) дополнительным ограждением или ширмами
в) дополнительной вентиляцией
21. Длина сварочных проводов не должна превышать:
Длина сварочных проводов не должна превышать:
а) 30 м б) 20 м в) 10 м
22.Во время работы необходимо
а) оберегать провода от возможных повреждений
б) готовые детали укладывать в соответствующую тару
в) соблюдать правила пожарной и электробезопасности
Подготовка кромок под сварку
23. Подготовка (зачистка) кромок под сварку включает:
а) удаление различных включений и дефектов до появления характерного металлического блеска
б) установку и закрепление деталей для выполнения сварки
в) химическую обработку поверхности пластин
24.Хичическая обработка кромок под сварку включает:
а) удаление влаги с поверхности кромки с помощью обтирочного материала
б) удаление масляных пятен с помощью обтирочного материала, смоченного в ацетоне
в) удаление загрязнения с помощью материала, смоченного в уайт-спирите
25.Удалить заусенцы с поверхности кромки можно с помощью:
а) металлической щетки
б) напильника
в) наждачной бумаги
Наплавка валика на плоскую поверхность детали из низкоуглеродистой стали
26. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла?
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла?
а) необходимо немедленно отломить электрод от поверхности заготовки
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электрододержателя, покачивая в разные стороны, отломить его от поверхности заготовки
в) необходимо отломить электрод от поверхности заготовки с помощью молотка
27. При наклоне валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10-15 град. б) 15-20 град. в) 20-25 град.
28. Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода
б) равна диаметру электрода
в) больше диаметра электрода
29. Слишком длинная дуга приводит:
а) к увеличению разбрызгивания
б) к неровному формированию валика
в) к прилипанию электрода
30. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода
б) уменьшается с увеличением диаметра электрода
в) не изменяется
Прихватка деталей из низкоуглеродистой стали
31. Прихватка – это короткий сварной шов длиной:
Прихватка – это короткий сварной шов длиной:
а) от 10 до 30 мм
б) от 10 до 60 мм
в) от 60 до 90 мм
32. Точечная прихватка – это короткий сварной шов длиной:
а) до 4 мм б) менее 10 мм в) от 10 до 15 мм
33. Прихватка – это короткий сварной шов, выполняемый:
а) в один проход
б) в два прохода
в) в три прохода
34. Выберите длину прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм
а) 8 мм б) 15 мм в) 25 мм
35. Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
а) 90…110 А б) 120…140 А в) 140…160 А
Зачистка сварных швов
36. Зачистка шва предполагает удаление:
а) неровности
б) шлаковые корки
в) брызг застывшего металла
37. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
а) 40 мм б) 20 мм в) 80 мм
38. Шлаковую корку со сварного шва можно удалить:
а) молотком и зубилом
б) молотком-шлакоотделителем
в) шлифовальным кругом, закрепленным на пневмомашине
Внешний осмотр и измерение
39. При измерительном контроле прихваток пользуются измерительными инструментами:
При измерительном контроле прихваток пользуются измерительными инструментами:
а) лупой
б) металлической линейкой
в) рулеткой и штангенциркулем
40. Недопустимые дефекты прихватки:
а) трещины
б) скопление пор
в) заниженная длина прихватки
41. Допустимые дефекты прихватки:
а) не заваренный кратер
б) прожог
в) заниженная длина прихватки
42. При обнаружении дефектов прихватки, в результате визуального контроля осмотра собранного прихватками узла, вам необходимо:
а) запоминать обнаруженные дефекты
б) помечать обнаруженные дефекты
в) помечать и записывать обнаруженные дефекты
43. Перед контролем, прихватки и околошовная зона:
а) зачищаются до металлического блеска
б) протираются ветошью
в) очищаются только от окалины
Сварочная дуга
44. Как измениться величина сварочного тока при увеличении длины дуги?
а) увеличится
б) уменьшится
в) не измениться
45. Как измениться величина сварочного напряжения при увеличении длины дуги?
Как измениться величина сварочного напряжения при увеличении длины дуги?
а) увеличится
б) уменьшится
в) не изменится
46. С увеличением сварочного тока размеры сварочной ванны:
а) увеличиваются
б) уменьшаются
в) не изменяются
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
а) к положительному
б) к отрицательному
в) не имеет значения
48. Мелкокапельный и струйный переносы электродного металла обеспечивают:
а) более устойчивый процесс сварки и лучшее формирование сварочного шва
б) менее устойчивый процесс сварки, но лучшее формирование сварного шва
в) неустойчивый процесс сварки и плохое формирование сварного шва
Сварочные напряжения и деформации
49. Как изменяются размеры детали при нагреве?
а) размеры детали увеличиваются
б) размеры детали уменьшаются
в) размеры детали не меняются
50. Причиной возникновения деформаций при сварке является:
Причиной возникновения деформаций при сварке является:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
51. В каком состоянии находится металл сварного шва после сварки и полного остывания?
а) металл сварного шва сжат
б) металл сварного шва растянут
в) металл сварного шва не деформирован
52. Зависят ли величины деформации после сварки от размеров свариваемых пластин?
а) да, зависят
б) нет, не зависят
в) зависят, если свариваются пластины разной ширины
53. Каким способом можно уменьшить сварочные деформации при сварке пластин встык?
а) путем правильного выбора взаимного расположения свариваемых деталей с учетом последующей деформации от сварки
б) нельзя уменьшить
в) путем нагрева отдельных зон
Виды сварных швов
54. Что называется валиком?
а) металл сварного шва, наплавленный или переплавленный за один проход
б) металл сварного шва, наплавленный за один проход
в) металл сварного шва, переплавленный за два прохода
55. Какой сварной шов называется многослойным?
Какой сварной шов называется многослойным?
а) сварной шов, поперечное сечение которого заварено в один слой
б) сварной шов, поперечное сечение которого заварено в два слоя
в) сварной шов, поперечное сечение которого заварено в три слоя
56. Что называется корнем шва?
а) часть сварного шва, расположенная на его лицевой поверхности
б) часть сварного шва, наиболее удаленная от его лицевой поверхности
в) часть сварного шва, расположенная в последнем выполненном слое
Дефекты сварных швов
57. Что называется трещиной?
а) дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах
б) дефект в виде внутренней полости
в) дефект в виде углубления по линии сплавления сварного шва с основным металлом
58. Что называется порой?
а) дефект в виде полости или впадины, образованной при усадке металла шва
б) дефект, имеющий ответвления в различных направлениях
в) дефект сварного шва в виде полости округлой формы, заполненной газом
59. Что называется подрезом?
Что называется подрезом?
а) дефект в виде углубления по линии сплавления сварного шва с основным металлом
б) дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок
в) дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
60. Каковы причины появления пор?
а) хорошо прокаленные электроды
б) влажные электроды
в) наличие ржавчины или масла на сварочных кромках
61. Ковы причины появления брызг электродного металла?
а) большая длина сварочной дуги
б) большая ширина сварного шва
в) магнитное дутьё
Стали
62. Что называют сталью?
а) любой металл
б) сплав железа с углеродом и другими элементами
в) сплав на основе никеля
63. Для чего в сталь добавляют легирующие элементы?
а) для получения необходимых свойств стали
б) для изменения температуры плавления
в) для ведения металлургического процесса
64. Свариваемость стали тем выше, чем:
Свариваемость стали тем выше, чем:
а) большее количество способов сварки может быть использовано
б) проще технология сварки
в) больше углерода содержится в стали
65. Свариваемость какой стали (Ст.3 или 12Х18Н9Т) выше?
а) стали Ст.3
б) стали 12Х18Н9Т
в) свариваемость одинакова
66. Сколько углерода содержит сталь 08Х18Н10Т?
а) не более 8%
б) не более 0,8%
в) не более 0,08%
67. Температура плавления стали находится в промежутке:
а) 900-1000 С
б) 1400-1600 С
в) 1600-1700 С
68. С увеличением содержания углерода, а также ряда легирующих элементов свариваемость стали:
а) улучшается
б) ухудшается
в) не изменяется
Низкоуглеродистые стали
69. Что называется низкоуглеродистой сталью?
а) любая конструкционная сталь
б) сталь с содержанием углерода до 0,25%
в) сталь с содержанием углерода более 0,25%
70. Свойства низкоуглеродистых сталей определяются:
а) содержанием углерода
б) содержанием легирующих элементов
в) содержанием вредных примесей
71. Углерод:
Углерод:
а) повышает прочность
б) ухудшает свариваемость
в) повышает пластичность
72. Качественные стали:
а) имеют пониженное содержание марганца
б) содержат меньше вредных примесей
в) применяются для ответственных сварных конструкций
73. Котельные стали:
а) предназначены для изготовления сосудов, работающих под давлением при температурах до 450 С
б) свыше 450 С
г) для агрессивных сред
Электроды для сварки низкоуглеродистых сталей
74. Электродная проволока:
а) обеспечивает стабильное горение сварочной дуги
б) обеспечивает хорошее формирование сварочного шва
в) выполняет роль присадочного материала
75. Покрытие электрода служит для:
а) обеспечения стабильного горения сварочной дуги
б) получения металла заданного химического состава
в) получения неразъемного сварного соединения
76. Основное покрытие обозначается буквой:
а) А б) Р в) Б
77. К каким типам электродов предъявляются повышенные требования по пластичности и ударной вязкости?
К каким типам электродов предъявляются повышенные требования по пластичности и ударной вязкости?
а) Э-50А б) Э-46 в) Э42А
78. Для сварки на переменном токе используют электроды:
а) АНО-4 б) МР-3 в) УОНИИ-13/55
79. Какие марки электродов не требуют тщательной подготовки кромок под сварку?
а) УОНИИ-13/45 б) АНО-9 в) ЦУ-7
80. Электроды какой марки менее чувствительны к увлажнению покрытия электрода?
а) АНО-4 б) МР-3 в) УОНИИ -13/45
81. Какие электроды рассчитаны на сварку предельно короткой дугой?
а) УОНИИ -13/45 б) УОНИИ-13/55 в) ЦУ-7
Слесарный инструмент
82. Металлическая щетка предназначена:
а) для отбивания брызг застывшего металла
б) для подготовки кромок под сварку
в) для зачистки сварных швов
83. Для определения величины зазора между деталями вы воспользуетесь:
а) рулеткой б) угольником в) набором щупов
84. Для маркировки выполненного сварного шва вы воспользуетесь:
а) личным клеймом сварщика
б) зубилом
в) мелом
Источники питания сварочной дуги
85. Для заземления деталей необходимо:
Для заземления деталей необходимо:
а) приварить конец кабеля к детали
б) прикрепить конец кабеля к детали струбциной
в) прижать коней кабеля грузом к детали
86. Какую внешнюю вольт-амперную характеристику (ВАХ) может иметь источник питания для ручной дуговой сварки?
а) падающую б) жесткую в) возрастающую
87. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В б) 80-90 В в) 127 В
88. Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
89. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
90. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
91. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) путем изменения расстояния между обмотками
б) посредством изменения соединений между катушками обмоток
в) не регулируется
92. Выпрямители имеют маркировку:
а) ВД б) ТД в) ТС
Оборудование и оснастка
93. Сварочный выпрямитель относится:
а) к оборудованию для сварки
б) к сварочной оснастке
в) к приспособлениям для сварки
94. Для какого вида сварки используются сварочные трансформаторы?
а) сварка постоянным током на прямой полярности
б) сварка переменным током
в) сварка постоянным током на обратной полярности
95. Для какого вида сварки используются сварочные выпрямители?
а) сварка постоянным током на прямой полярности
б) сварка переменным током
в) сварка постоянным током на обратной полярности
96. Какие держатели электродов получили наибольшее распространение?
а) вилочные б) безогарковые в) пружинные
97. Для чего используется обратный провод?
Для чего используется обратный провод?
а) для соединения электрода с источником питания
б) для соединения изделия с источником питания
в) для соединения электрода и изделия с источником питания
98. Обратный провод, соединяющий свариваемое изделие с источником питания, обычно изготавливается из провода марки:
а) ПРГ б) ПРГД в) АПРГДО
Шлифмашины
99.Шлифовальные машины предназначены:
а) для подготовки кромок под сварку
б) для зачистки сварных швов
в) для вышлифовки дефектов в сварных соединениях
100. В качестве инструмента, устанавливаемого на шлифовальную машину, используют:
а) вращающиеся щетки
б) абразивные круги
в) абразивные головки
101. При работе с шлифовальной машиной запрещается:
а) следить за состоянием крепежных деталей машины
б) переходить с одного рабочего места на другое с работающей машиной
в) работать спаренными кругами
Тесты для сварщиков (эл. сварочные и газосварочные работы)
сварочные и газосварочные работы)
1. Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Какой вид термообработки заключается в нагреве металла до определенной температуры и затем медленном охлаждении вместе с печью?
1.Отпуск
2.Отжиг
3.Закалка
4.Нормализация
4. Вам поручена сварка конструкции из низколегированной стали электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС — 18
2.НД — 11
3.УОННИ — 13/55
4.МР — 3
5. Как отличаются по величине сварочные токи при прихватке и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2. Ток должен быть больше на 20-30% сварочного тока
Ток должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Швы сварных соединений бывают прямолинейными, кольцевыми, криволинейными и классифицируются по
1.Виду
2.Положению
3.Конфигурации
4.Протяженности
8. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется
1.Сварочным выпрямителем
2.Сварочным трансформатором
3.Сварочным генератором
4.Сварочный преобразователь
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока служит
1. Сварочный провод
Сварочный провод
2.Зажимы
3.Держатель
4.Кабель
11. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1.30-45 В
2.45-50 В
3.50-65 В
4.65-70 В
12. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 — С5
2 — С6
3 — С7
4 — С8
13. Какая из приведенных марок сварочной проволоки обозначает низкоуглеродистую проволоку?
1.Св — 12ГС
2.Св — 08Г2С
3.Св — 08ГА
4.Св — 12Х13
14. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до.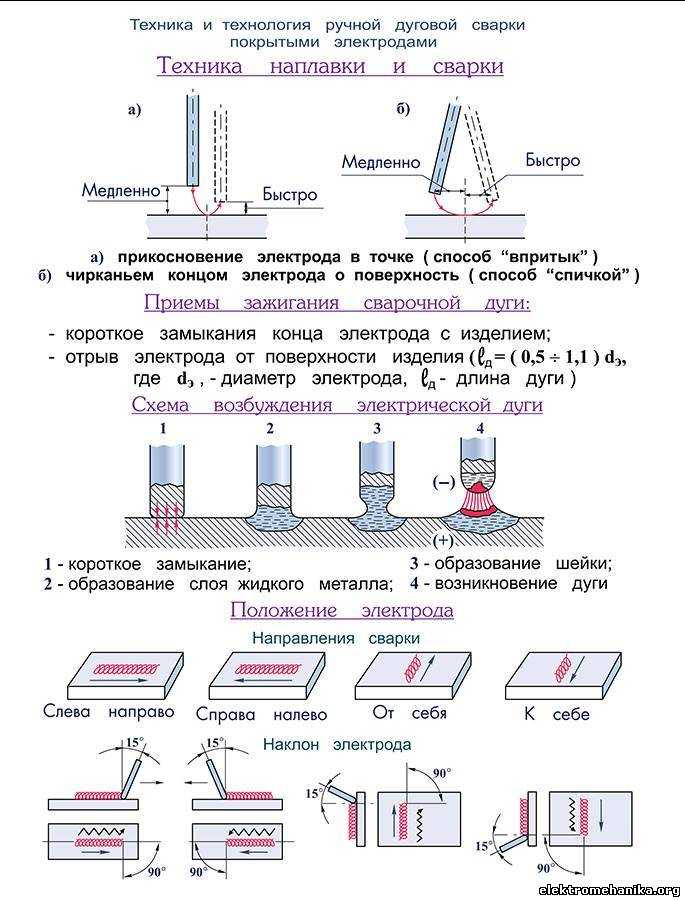 ..
..
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную… диаметра стержня электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок составляет от…
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
18. При сварке углового соединения, со скосом одной кромки под углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
21. Назовите газ для сварки, который при температуре 20 С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха
1. Ацетилен
Ацетилен
2. Природный газ
3. Кислород
4. Пропан-бутановая смесь
22. К обслуживанию сварочного генератора допускаются лица, знающие устройство и работу генератора, достигшие возраста
1. 16лет
2. 18 лет
3. 20 лет
4. 22года
23. Кислородный баллон окрашивают в
1.Голубой цвет
2.Гелый цвет
3.Серый цвет
4.Черный цвет
24. В зависимости от объемного соотношения подаваемых в горелку газов пламя может быть науглероженным
1.О2/С2Н2=1
2.О2/С2Н2-1,1
3.О2/С2Н2=1,2
4.О2/С2Н2=1,3
25. Изменение формы и размеров изделия под действием внешней и внутренней силы называется
1.Деформацией
2.Напряжением
3.Прочностью
4.Растяжением
26. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1.Утяжина
2.Трещина
3. Подрез
Подрез
4.Усадочная раковина
27. Стали, содержащие углерода 0,1-0,7% называют
1.Низколегированными
2.Среднелегированными
3.Высоколегированными
4.Углеродистыми
28. Укажите марку низколегированной низкоуглеродистой стали, содержащей С
1.20ХГСА
2.30ХН2МФА
3.10Г2СI
4.15ХСНД
29. Применение электродов для сварки на постоянном токе обратной полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
30. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
31. Какой легирующий элемент стали повышает твердость и снижает пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
32. Вам поручена сварка покрытыми электродами на минимальном токе 315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2. ВД-306
ВД-306
3.ВДУ-504
4.ВДУ-504-1
33. При работе в колодцах, тоннелях, сырых помещениях используются светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
34. На каком расстоянии от легковоспламеняющихся материалов разрешается производство сварочных работ
1.1 м
2.5 м
3.10 м
4.15 м
35. На каком расстоянии от кислородного баллона и других горючих газов разрешается производство сварочных работ?
1.1 м
2.5 м
3.10 м
4.15 м
36. На каждом сварочном посту разрешается иметь кислородные баллоны в количестве
1.1 шт
2.2 шт
3.3 шт
4.4 шт
37. На горелке или резаке сначала открывают
1. Кислородный вентиль
2. Ацетиленовый вентиль
3. Вентиль продувки
4. Затрудняюсь ответить
38. Баллоны и концы шлангов, применяемых для подачи газов — заменителей, на длине 0,5 м должны быть окрашены в
1. Синий цвет
Синий цвет
2. Желтый цвет
3. Красный цвет
4. Зеленый цвет
39. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
40. Состояние клинической смерти продолжается от
1. 1 — 2 мин
2. 4 — 12 мин
3. 12 — 14 мин
4. 14 — 15 мин
ЭТАЛОНЫ ОТВЕТОВ 1-2 (118)
2-4 (148)
3-2
4-3 (27)
5-4 (59)
6-1 (12)
7-3 (15)
8-2 (19)
9-2 (20)
10-3 (21)
11-3 (19)
12-1 (22)
13-3 (23)
14-4 (28)
15-2 (28)
16-1 (29)
17-4 (34)
18-3 (36)
19-4 (73)
20-2 (39)
21-3 (43)
22-2 (49)
23-1 (51)
24-1 (58)
25-1 (65)
26-3 (73)
27-4 (116)
28-3 (118)
29-1 (27)
30-2 (118)
31-2 (41)
32-4 (24)
33-2 (151)
34-1 (259)
35-3 (289)
36-2 (289)
37-2 (291)
38-1 (292)
39-3 (293)
40-2 (25
Тест: Сварщик ручной дуговой сварки
Тест: Сварщик ручной дуговой сварки — Технология 9 классАнглийский язык
Астрономия
Белорусский язык
Биология
География
ИЗО
Информатика
История
Итальянский язык
Краеведение
Литература
Математика
Музыка
Немецкий язык
ОБЖ
Обществознание
Окружающий мир
ОРКСЭ
Русский язык
Технология
Физика
Физкультура
Химия
Черчение
Для учителей
Дошкольникам
VIP — доступ
- Предметы »
- Технология »
- 9 класс »
- Сварщик ручной дуговой сварки
Сварщик ручной дуговой сварки
Проверьте свои знания по вашей специальности.
Технология 9 класс | Автор: Препод | ID: 17174 | Дата: 2.5.2022
Помещать страницу в закладки могут только зарегистрированные пользователи
Вопрос №
1
От чего зависит качество наплавленного металла?
От низкого напряжения и маленького диаметра
От повышения напряжения и диаметра электрода
От низкого напряжения и диаметра электрода
От повышения силы тока и напряжения
Вопрос №
2
Сварку швов на поворотах следуют заваривать …?
Электродом с тонким покрытием
Ниточным швом
Без отрыва дуги
Электродом с толстым покрытием
Вопрос №
3
Диаметр электрода при ручной дуговой сварке выбирают в зависимости от…?
Сварочного тока
Марки стали
Вопрос №
4
Сварочное соединения – это…?
Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений минимальный расход металла, надежность и удобство контроль
Это соединение на заклепках
Это соединение на резьбе и заклепках
Вопрос №
5
От чего зависит прочность сварных соединений?
От режима сварки и вида сварного соединения
От режима сварки
От прочности сварочной проволоки и флюсов
От прочности материалов, свариваемости, режима сварки
Вопрос №
6
Положение электрода при сварке характеризуется:
Направлением сварки
Углом наклона к свариваемой детали
Углом его наклона к оси сварного шва
Вопрос №
7
Как называется контроль, при котором получают негатив изображения участка сварного шва?
Рентгеновский
Ультразвуковой
Магнитографический
Вопрос №
8
Марка электрода характеризуется…?
Химическими свойствами электрода
Физическими свойствами электрода
Толщиной электрода
Вопрос №
9
Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется…?
Красноломкость
Хладноломкость
Вопрос №
10
Какая сталь обыкновенного качества относится к спокойной?
Сталь, полностью раскисленная при выплавке и содержащая 0,15-0,3% кремния
Содержащая не менее 0,3% кремния и 1% марганца
Содержащая менее 0,5 мл. водорода на 100 г. металла
водорода на 100 г. металла
Вопрос №
11
Для чего в сталь вводят легирующие элементы?
Для придания стали специальных свойств
Для улучшения свариваемости
Для снижения содержания вредных примесей (серы и фосфора) в стали
Вопрос №
12
Какие химические элементы в металле сварного шва в наибольшей степени снижают пластические свойства?
Церий и титан
Сера и фосфор
Хром и никель
Вопрос №
13
Как влияет высокое содержание серы и фосфора на свариваемость сталей?
Не влияет
Повышает свариваемость при условии предварительного подогрева стали
Способствует появлению трещин и ухудшает свариваемость
Вопрос №
14
От чего зависит величина деформации свариваемого металла?
От склонности стали к закалке
От неравномерности нагрева
От марки электрода, которым производят сварку
Вопрос №
15
Какая из углеродистых сталей, охлаждающихся с одинаковой скоростью, имеет более высокую пластичность?
Сталь с 0,2% углерода
Сталь с 0,4% углерода
Сталь с 0,6% углерода
Вопрос №
16
Изменение формы и размеров изделия под действием внешней и внутренней силы называется…?
деформация
напряжение
прочность
Вопрос №
17
Каково назначение предварительного подогрева чугуна перед сваркой?
повысить температуру плавления детали
уменьшить напряжение
уменьшить отбеливание чугуна и образование трещин в металле
Вопрос №
18
Покрытые электроды предназначены для
сварки в защитных газах
плазменной сварки
Вопрос №
19
Какой дефект возникает в сварочном шве при увеличенном токе
подрез
прожог
поры
Вопрос №
20
Сплав меди – это
латунь
олово
цинк
Показать ответы
Получение сертификата
о прохождении теста
Доступно только зарегистрированным пользователям
© TestEdu. ru 2013-2022
ru 2013-2022
E-mail администратора: [email protected]
Тест — Ручная дуговая, полуавтомат | Тест:
1-Вариант
1.Для ручной дуговой сварки выпускают стальную сварочную проволоку диаметром.
А) 1.2-2м
В) 1.5-5мм
С) 1.3-3мм
D) 1.4-4мм
Е) 1.6-6мм
2. Для полуавтоматической сварки выпускают стальную сварочную проволоку диаметром.
А) До 2 мм
В) До 3 мм
С) До1.5мм
D) До 4мм
Е) До 5мм
3. Как обозначается сварочная проволока.
А) Дв
В) Вв
С) Бв
D) Св
Е) Ав
4) Какие защитные газы можно применять при дуговой сварки?
А) Аргон, гелий, азот, СО2
В) Водород
С) Водород, кислород
D) Кислород
Е) Углекислый газ, водород
5.Какой защитный газ может применятся при сварке стали?
А) Фреон
В) Аммиак
С) Кислород
D) Углекислый газ
Е) Азот
6.Какой защитный газ применяется при сварке алюминия?
А) Фреон
В) Азот
С) Аргон
D) Углекислый газ
Е) Хлороводород
7. Какие марки электродов применяются для сварки меди?
Какие марки электродов применяются для сварки меди?
А) ОЗН
В) ОЗЛ
С) МР З
D) Комсомолец 100
Е) ГоНи 13/45
8.Системы организационных и технических мероприятий и средств предотвращающих воздействие на работающих производственных факторов.
А) Льготы по пенсионному обеспечению
В) Техника безопасности
С) Производственная санитария
D) Охрана труда
Е) Оформление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
А) Не менее 0,5м
В) Не менее 1м
С) Не мение1,5м
D) Не мение2,0м
Е) Не менее 2,5м
10.Работы, связанные со сварочным оборудованием разрешается производить сварщикам.
А) Подключать провода к клеммам малого напряжения
В) Производить чистку сварочных агрегатов во время роботы
С) Подключать к сети сварочные агрегаты
D) Ремонтировать агрегаты
Е) Ремонтировать силовые линии
11. Сварочные стекла выбираются в зависимости от
А) Вида работ
В) Частоты тока
С) Напряжения дуги
D) Силы сварочного тока
Е) Вида источника
12.При обратном ударе пламени необходимо
А) Отсоединить оба шланга от горелки
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
13. Согласно оптимальным нормам в холодные периоды года температура воздуха рабочей зоны при средней тяжести робот принимается.
А) 25-30 с
В) 23-25 с
С) 17-20 с
D) 17-20 с
Е) 16-18 с
14.Вентиляционная система, осуществляющая смену воздуха во всем объеме помещения, называется
А) Смешанная
В) Принудительная
С) Местная
D) Естественная
Е) Общеобъёмная приточно-вытяжная
15.При ожоге тела следует.
А) Ожог надо помыть водой
В) Наложить стерильную повязку
С) Смазать зеленкой
D) Смазать йодом
Е) Отделить прилипшую одежду от тела
16. Сварка- это процесс получения
А) Клеёных соединений
В) Клепанных соединений
С) Болтовых соединений
D) Разъёмных соединений
Е) Неразъемных соединений
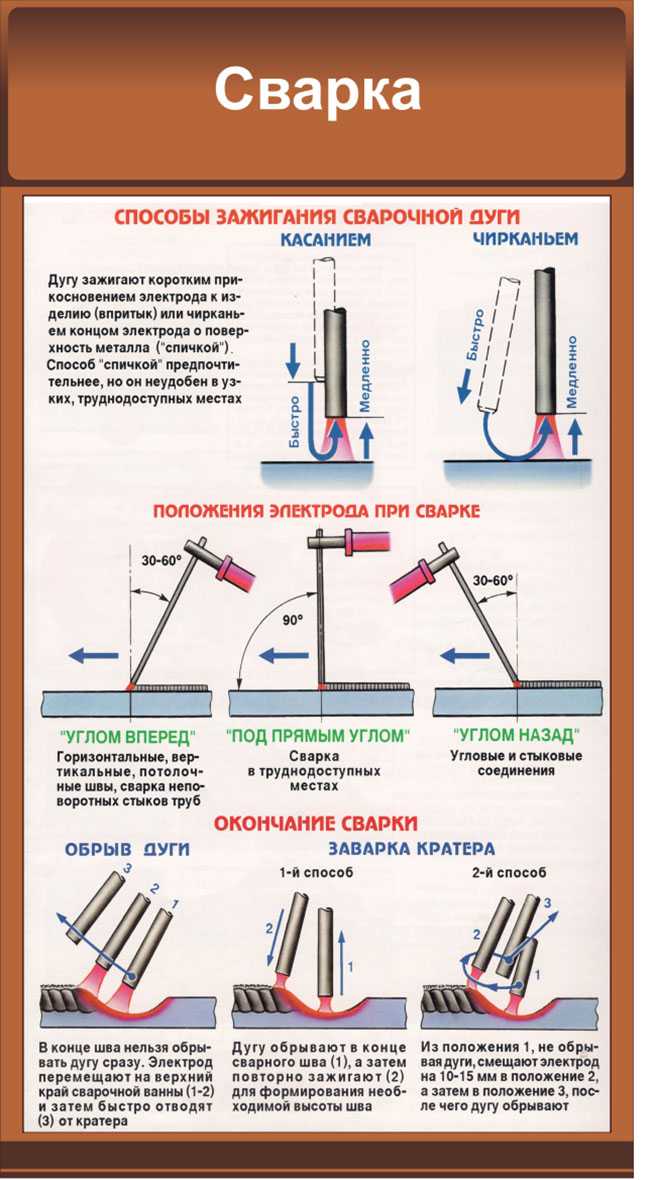
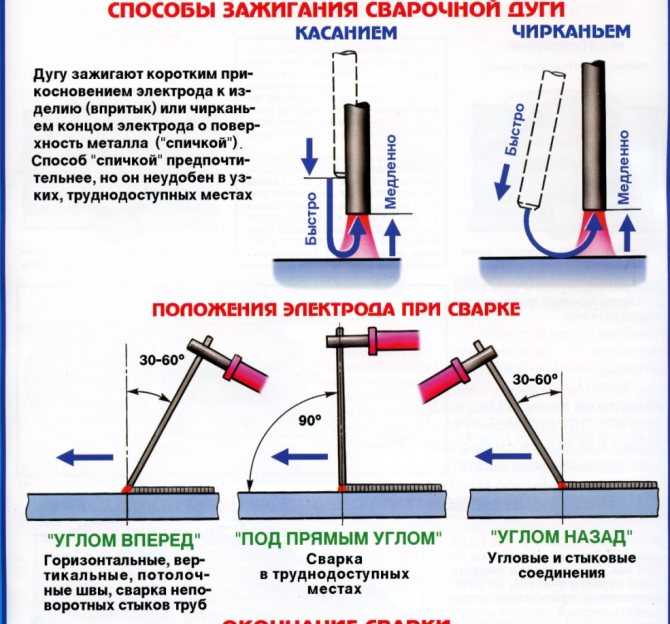
17.Способы возбуждающие сварочную дугу
А) Чирканьем
В) При помощи сварочной цепи
С) Подачей тока
D) Касанием и черканьем
Е) Касанием
18.Качество наплавленного металла зависит.
А) От низкого напряжения и маленького диаметра
В) От повышения напряжения и диаметра электрода
С) От низкого напряжения и диаметра электрода
D) От повышения силы тока и напряжения
Е) От повышения силы тока
19.Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
А) 4ммдиаметрпроволоки,0,08%Х.20%Н,9%Г,7%Т
В) 4мм, сварочнаяпроволока,8%С,20%Х,9%Н,7%Г,1%Т.
С) 0,4мм диаметр проволоки,8%С,20%,9%Н,7%Г, 1%Т.
D) 4мм, проволока сварочная.0,08углерода,20%хрома,9%никеля,7%марганца,1%титана.
Е) 4мм диаметр проволоки 0,8С,20%Х,9%Н,7%Г,1%Т
20. Сварку швов на поворотах следуют заваривать.
А) Электродом с тонким покрытием
В) Ниточным швом
С) С отрывом дуги
D) Электродом с толстым покрытием
Е) Без отрыва дуги
21.Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
А) Сварочного тока
В) Марки стали
С) Напряжения холостого хода
D) Толщины свариваемой детали
Е) Разделки кромок детали
22. При зажигании горелки в начале открывается вентиль.
А) Через камеру смешивания пропускают газ через мундштук
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
23. Сварочное соединение —
А) Это соединение на резьбе и заклепках
В) Это соединение на заклепках
С) Сварочное соединение –часть сварочной конструкции, в которой с помощью сварки получили несколько разъемных детали
D) Это соединение, полученное при помощи резьбы
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений минимальный расход металла, надежность, удобство и контроль
24. Приимущества сварного соединения.
А) Сложность обработки кромок под сварку правильного проката, необходимость точной сварки элементов соединение под сварку.
В) Кромки соединения хорошо провариваются при V-образной разделке
С) Соединение легко поддается термической обработке.
D) Х-образной обработке кромок требуются мало металла
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений
25.Глубина проплавления (провар)
А) Глубина провара 24мм
В) Глубина провара2-6мм
С) Глубина провара равная диаметру электрода.
D) Глубина провара4-6мм
Е) Это наибольшая глубина расплавленного основного металла в сечения шва.
2-Вариант
1.Прочнось сварных соединений зависит:
А) От режима сварки и вида сварного соединения.
В) От режима сварки.
С) От прочности сварочной проволоки и флюсов.
D) От сварного соединения и его размеров.
Е) От прочности материалов, свариваемости, режима сварки.
2.Положение электрода при сварке характеризуется:
А) Зазором между свариваемыми деталями.
В) Силой тока и напряжением.
С) Направлением сварки.
D) Углом наклона к свариваемой детали.
Е) Углом его наклона к оси сварного шва.
3.Электрошлаковая сварка прозводится:
А) В вертикальных швах большой толщины
В) В потолочном положении
С) В горизонтальном положении
D) В вертикальном и нижнем положениях
Е) В нижнем положении
4.Определить область применения(ацетилена) С2Н2:
А) Сварка легкоплавких металлов.
В) Сварка цветных металлов
С) Сварка чугуна
D) Кислородная резка стали.
Е) Для всех случаев резки и сварки.
5.Определить значения химического соединения СаС2:
А) Оксид кальция.
В) Гашеная известь.
С) Карбид кальция
D) Вода.
Е) Ацетилен.
6. Раположение ацетильного генератора от места работы:
А) Не менее 20м
В) Не менее18м
С) Не менее 5м
D) Не менее 10м
Е) Не менее15м
7.Пламя, где подается одинаковый объем газов О2 и Н20:
А) Кислородное
В) Окислительное
С) Ацетиленовое
D) Науглероживающее
Е) Нормальное пламя
8.Самая высокая температура ацетиленокислородного пламени:
А) 4000 С
В) 4200 С
С) 3150 С
D) 5000 С
Е) 1500 С
9.Способы сварки, применяемые при газовой сварке:
А) Левый способ.
В) Левый и правый способы.
С) На себя.
D) Правый способ.
Е) От себя.
10.Расстояние металла от ядра в восстановительной зоне:
А) 4-6 мм.
В) 2-4 мм.
С) 1-2 мм.
D) 1-3 мм.
Е) 2-6 мм.
11.Вертикальный шов при газовой сварке сваривают:
А) Сверху вниз спиралеобразными движениями.
В) Снизу вверх левым способом.
С) Сверху вниз правым способом.
D) Снизу вверх правым способом.
Е) Сверху вниз левым способом.
12.Отличие резака от сварочной горелки:
А) Отсутствием камеры смешения газов.
В) Двойного мундштука.
С) Отдельной трубки для режущего кислорода и третьим вентилем.
D) Отсутствуем кислородной трубки.
Е) Отдельной трубки с вентилем для режущего кислорода и двойным мундштуком
13.Шлаки при резки должны быть:
А) Нерастворимыми.
В) Жидкотекучими.
С) Вязкими
D) Жаростойкими.
Е) Тугоплавкими.
14.Защищать сварной шов от шлаков следует:
А) До сварки.
В) Сразу после сварки.
С) После полного остывания металла.
D) Во время сварки.
Е) Через 15 минут после сварки.
15.Контроль, при котором получают негатив изображения участка сварного шва:
А) Рентгеновский.
В) Ультразвуковой.
С) Магнитопорошковый.
D) Люминесцентный.
Е) Магнитографический
16. Сварщики допускают к работе при условиях:
А) После прохождения курсов сварщика.
В) После соответствующего обучения, пройдя инструктаж по технике безопасности.
С) Получившим удостоверение сварщика.
D) После знакомства с производством и работодателем .
Е) После соответствующего обучения, имеющего удостоверение на сварочные работы, прошедшего инструктаж и проверку знаний техники безопасности.
17.При оказании помощи пораженному электрическим током в первую очередь необходима:
А) Освободить от действия тока
В) Заземлить высоковольтные провода
С) Дать нашатырный спирт
D) Сделать искусственное дыхание
Е) Заземлить провода электроустановок
18.Запрещается совместная транспортировка баллонов:
А) Нескольких баллонов с водородом.
В) Нескольких баллонов с ацетиленом.
С) Нескольких баллонов с пропаном.
D) Нескольких баллонов с ацетиленом и кислородом.
Е) Нескольких кислородных баллонов.
19) Сварщик о средствах огнетушения должен знать:
А) Где находится писок и багор.
В) Нахождение место роботы.
С) Умение пользоваться первичными средствами огнетушения.
D) Знать местонахождения легковоспламеняющихся материалов.
Е) Расположение пожарного крана огнетушителей и комплект противопожарного инвентаря.
20.Назвать природные минералы, входящие в обмотку электрода:
А) Слюда, тальк.
В) Тальк, лимонит.
С) Барит, магнетит.
D) Мрамор, мел, известняк.
Е) Шпат, кварц.
21.Марка электрода характеризуется:
А) Химическими свойствами электрода.
В) Физическими свойствами электрода.
С) Толщиной электрода.
D) Составом электродного покрытия
Е) Длиной электрода.
22.Электроды с тонким покрытием применяют для сварки неответственных конструкций из:
А) Легированной стали.
В) Углеродистых сталей.
С) Среднеуглеродистых сталей.
D) Высокоуглеродистых сталей.
Е) Низкоуглеродистых сталей.
23.Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется:
А) Горячетекучесть.
В) Хладноломкость.
С) Жаростойкость.
D) Тепловое растрескивание.
Е) Красноломкость.
24.При сварке в замкнутых пространствах напряжение освещения должно быть:
А) 220В.
В) 127В.
С) 24В.
D) 12В.
Е) 36В.
25.Высота стенок сварочной кабины должна быть не менее:
А) 2,75м.
В) 1,75.
С) 2м.
D) 1,5м.
Е) 2,5м.
3-Вариант
1.Для ручной дуговой сварки выпускают стальную сварочную проволоку диаметром.
А) 1.2-2м
В) 1.5-5мм
С) 1.3-3мм
D) 1.4-4мм
Е) 1.6-6мм
2.Для полуавтоматической сварки выпускают стальную сварочную проволоку диаметром.
А) До 2 мм
В) До 3 мм
С) До1.5мм
D) До 4мм
Е) До 5мм
3. Как обозначается сварочная проволока.
А) Дв
В) Вв
С) Бв
D) Св
Е) Ав
4. Какие защитные газы можно применять при дуговой сварки?
А) Аргон, гелий, азот, СО2
В) Водород
С) Водород, кислород
D) Кислород
Е) Углекислый газ, водород
5. Какой защитный газ может применятся при сварке стали?
А) Фреон
В) Аммиак
С) Кислород
D) Углекислый газ
Е) Азот
6.Какой защитный газ применяется при сварке алюминия?
А) Фреон
В) Азот
С) Аргон
D) Углекислый газ
Е) Хлороводород
7.Какие марки электродов применяются для сварки меди?
А) ОЗН
В) ОЗЛ
С) МР З
D) Комсомолец 100
Е) ГоНи 13/45
8.Системы организационных, технических мероприятий и средств предотвращающих воздействие на работающих производственных факторов.
А) Льготы по пенсионному обеспечению
В) Техника безопасности
С) Производственная санитария
D) Охрана труда
Е) Оформление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
А) Не менее 0,5м
В) Не менее 1м
С) Не менее1,5м
D) Не менее2,0м
Е) Не менее 2,5м
10.Работы, связанные со сварочным оборудованием разрешается производить сварщикам.
А) Подключать провода к клеммам малого напряжения
В) Производить чистку сварочных агрегатов во время роботы
С) Подключать к сети сварочные агрегаты
D) Ремонтировать агрегаты
Е) Ремонтировать силовые линии
11.Сварочные стекла выбираются в зависимости от.
А) Вида работ
В) Частоты тока
С) Напряжения дуги
D) Силы сварочного тока
Е) Вида источника
12.При обратном ударе пламени необходимо
А) Отсоединить оба шланга от горелки
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиль открывают
Е) Ацетиленовый
13) Согласно оптимальным нормам в холодные периоды года температура воздуха рабочей зоны при средней тяжести робот принимается
А) 25-30 с
В) 23-25 с
С) 17-20 с
D) 17-20 с
Е) 16-18 с
14. Вентиляционная система, осуществляющая смену воздуха во всем объеме помещения, называются
А) Смешанная
В) Принудительная
С) Местная
D) Естественная
Е) Обще объёмная приточно-вытяжная
15. При ожога тела следует
А) Ожог надо помыть водой
В) Наложить стерильную повязку
С) Смазать зеленкой
D) Смазать йодом
Е) Отделить прилипшую одежду от тела
16.Сварка- это процесс получение
А) Клеёных соединений
В) Клепанных соединений
С) Болтовых соединений
D) Разъёмных соединений
Е) Неразъемных соединений
17.Способы возбуждающие сварочную дугу
А) Чирканьем
В) При помощи сварочной цепи
С) Подачей тока
D) Касанием и чирканьем
Е) Касанием
18.Качество наплавленного металла зависит.
А) От низкого напряжения и маленького диаметра
В) От повышения напряжения и диаметра электрода
С) От низкого напряжения и диаметра электрода
D) От повышения силы тока и напряжения
Е) От повышения силы тока
19. Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
А) 4ммдиаметрпроволоки,0,08%Х.20%Н,9%Г,7%Т
В) 4мм,сварочнаяпроволока,8%С,20%Х,9%Н,7%Г,1%Т.
С) 0,4мм диаметр проволоки,8%С,20%,9%Н,7%Г, 1%Т.
D) 4мм,проволока сварочная.0,08углерода,20%хрома,9%никеля,7%марганца,
1%титана.
Е)4мм диаметр проволоки 0,8С,20%Х,9%Н,7%Г,1%Т
20.Сварку швов на поворотах следуют заваривать.
А) Электродом с тонким покрытием
В) Ниточным швом
С) С отрывом дуги
D) Электродом с толстым покрытием
Е) Без отрыва дуги
21.Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
А) Сварочного тока
В) Марки стали
С) Напряжения холостого хода
D) Толщины свариваемой детали
Е) Разделки кромок детали
22) При зажигании горелки в начале открывается вентиль.
А) Через камеру смешивания пропускают газ через мундштук
В) Пропускают газ в инжектор
С) Кислородный
D) Оба вентиля открывают
Е) Ацетиленовый
23. Сварочное соединения —
А) Это соединение на резьбе и заклепках
В) Это соединение на заклепках
С) Сварочное соединение –часть сварочной конструкции, в которой с помощью сварки получили несколько разъемных детали
D) Это соединение, полученное при помощи резьбы
Е) Сварка элементов неограниченной толщины, равномерное распределение напряжений, высокая прочность сварных соединений минимальный расход металла, надежность удобство и контроль
24.Преимущества сварного соединения.
А) Сложность обработки кромок под сварку правильного проката, необходимость точной сварки элементов соединение под сварку.
В) Кромки соединения хорошо провариваются при V-образной разделке
С) Соединение легко поддается термической обработке.
D) Х-образной обработке кромок требуются мало металла
Е) Сварка элементов неограниченной толшинны, равномерное распределение напряжений, высокая прочность сварных соединений
25.Глубина проплавления(провар)
А) Глубина провара 24мм
В) Глубина провара2-6мм
С) Глубина провара равная диаметру электрода.
D) Глубина провара4-6мм
Е) Это наибольшая глубина расплавленного основного металла в сечения шва.
4-Вариант
1.Прочность сварных соединений зависит:
А) От режима сварки и вида сварного соединения.
В) От режима сварки.
С) От прочности сварочной проволоки и флюсов.
D) От сварного соединения и его размеров.
Е) От прочности материалов, свариваемости, режима сварки.
2.Положение электрода при сварке характеризуется:
А) Зазором между свариваемыми деталями.
В) Силой тока и напряжением.
С) Направлением сварки.
D) Углом наклона к свариваемой детали.
Е) Углом его наклона к оси сварного шва.
3.Электрошлаковая сварка производится:
А) В вертикальных швах большой толщины
В) В потолочном положении
С) В горизонтальном положении
D) В вертикальном и нижнем положениях
Е) В нижнем положении
4.Определить область применения(ацетилена) С2Н2:
А) Сварка легкоплавких металлов.
В) Сварка цветных металлов
С) Сварка чугуна
D) Кислородная резка стали.
Е) Для всех случаев резки и сварки.
5.Оредилить значения химического соединения СаС2:
А) Оксид кальция.
В) Гашеная известь.
С) Карбид кальция.
D) Вода.
Е) Ацетилен.
6.Раположение ацетильного генератора от места работы:
А) Не менее 20м
В) Не менее18м
С) Не менее 5м
D) Не менее 10м
Е) Не менее15м
7.Пламя, где подается одинаковый объем газов О2 и Н20:
А) Кислородное
В) Окислительное
С) Ацетиленовое
D) Науглероживающее
Е) Нормальное пламя
8.Самая высокая температура ацетиленокислородного пламени:
А)4000 С
В) 4200 С
С) 3150 С
D)5000 С
Е)1500 С
9.Способы сварки, применяемые при газовой сварке:
А) Левый способ.
В) Левый и правый способы.
С) На себя.
D) Правый способ.
Е) От себя.
10.Расстояние металла от ядра в восстановительной зоне:
А) 4-6 мм.
В) 2-4 мм.
С) 1-2 мм.
D) 1-3 мм.
Е) 2-6 мм.
11.Вертикальный шов при газовой сварке сваривают:
А) Сверху вниз спиралеобразными движениями.
В) Снизу вверх левым способом.
С) Сверху вниз правым способом.
D) Снизу вверх правым способом.
Е) Сверху вниз левым способом.
12.Отличие резака от сварочной горелки:
А) Отсутствие камеры смешения газов.
В) Двойного мундштука.
С) Отдельной трубки для режущего кислорода и третьим вентилем.
D) Отсутствие кислородной трубки.
Е) Отдельной трубки с вентилем для режущего кислорода и двойным мундштуком
13.Шлаки при резки должны быть:
А) Нерастворимыми.
В) Жидкотекучими.
С) Вязкими
D) Жаростойкими.
Е) Тугоплавкими.
14.Защищать сварной шов от шлаков следует:
А) До сварки.
В) Сразу после сварки.
С) После полного остывания металла.
D) Во время сварки.
Е) Через 15 минут после сварки.
15.Контроль, при котором получают негатив изображения участка сварного шва:
А) Рентгеновский.
В) Ультразвуковой.
С) Магнитопорошковый.
D) Люминесцентный.
Е) Магнитографический
16.Сварщики допускают к работе при условиях:
А) После прохождения курсов сварщика.
В) После соответствующего обучения, пройдя инструктаж по технике безопасности.
С) Получившим удостоверение сварщика.
D) После знакомства с производством и работодателем.
Е) После соответствующего обучения, имеющего удостоверение на сварочные работы, прошедшего инструктаж и проверку знаний техники безопасности.
17.При оказании помощи пораженному электрическим током в первую очередь необходима:
А) Освободить от действия тока
В) Заземлить высоковольтные провода
С) Дать нашатырный спирт
D) Сделать искусственное дыхание
Е) Заземлить провода электроустановок
18.Запрещается совместная транспортировка баллонов:
А) Нескольких баллонов с водородом.
В) Нескольких баллонов с ацетиленом.
С) Нескольких баллонов с пропаном.
D) Нескольких баллонов с ацетиленом и кислородом.
Е) Нескольких кислородных баллонов.
19.Сварщик о средствах огнетушения должен знать:
А) Где находится песок и багор.
В) Уметь пользоваться первичными средствами огнетушения.
С) Знать местонахождения легковоспламеняющихся материалов.
В) Расположение пожарного крана огнетушителей и комплект противопожарного инвентаря.
20.Назвать природные минералы, входящие в обмотку электрода:
А) Слюда, тальк.
В) Тальк, лимонит.
С) Барит, магнетит.
D) Мрамор, мел, известняк.
Е) Шпат, кварц.
21.Марка электрода характеризуется:
А) Химическими свойствами электрода.
В) Физическими свойствами электрода.
С) Толщиной электрода.
D) Составом электродного покрытия
Е) Длиной электрода.
22.Электроды с тонким покрытием применяют для сварки неответственных конструкций из:
А) Легированной стали.
В) Углеродистых сталей.
С) Среднеуглеродистых сталей.
D) Высокоуглеродистых сталей.
Е) Низкоуглеродистых сталей.
23.Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется:
А) Горячетекучесть.
В) Хладноломкость.
С) Жаростойкость.
D) Тепловое растрескивание.
Е) Красноломкость.
24.При сварке в замкнутых пространствах напряжение освещения должно быть:
А)220в.
В)127в.
С)24в.
D)12в.
Е)36в.
25.Высота стенок сварочной кабины должна быть не менее:
А) 2,75м.
В) 1,75.
С) 2м.
D) 1,5м.
Е) 2,5м.
1-вариант 2-вариант
1 .Е 1.А
2 В 2 .Е
3 Д 3.С
4А 4.Д
5Д 5.Е
6С 6. В
7 Д 7.Е
8 д 8.В
9 А 9.Е
10 А 10.В
11 Д 11.Е
12 Е 12.А
13 С 13.Е
14 Е 14.Д
15 Е 15.Е
16 В 16.Д
17 Е 17.Д
18 Д 18.Е
19 Д 19.Е
20 Е 20.Д
21 А 21.С
22 Е 22. С
23 Е 23.Е
24 Е 24.А
25 Е 25.Е
3-вариант 4-вариант
1 .Е 1.А
2 В 2 .Е
3 Д 3.С
4А 4.Д
5Д 5.Е
6С 6.В
7 Д 7.Е
8 д 8.В
9 А 9.Е
10 А 10.В
11 Д 11.Е
12 Е 12.А
13 С 13.Е
14 Е 14.Д
15 Е 15.Е
16 В 16.Д
17 Е 17.Д
18 Д 18.Е
19 Д 19.Е
20 Е 20.Д
21 А 21.С
22 Е 22.С
23 Е 23.Е
24 Е 24.А
25 Е 25. Е
Недельный базовый практический курс по ручной дуговой сварке (ММА 111, черный металл, положение PB)
Учебное заведение
MTÜ Keevituskeskus
Название учебной программы
Недельный базовый практический курс по ручной дуговой сварке (ММА 111, черный металл, положение PB)
К какой группе принадлежит программа?
521 Механика и металлообработка. Профессиональные стандартные компетенции сварщика 3 уровня
Уровень обучения
Повышение квалификации и переобучение для взрослых
Цель обучения
По окончании обучения сварщик собирает и сваривает сварные изделия из черного металла и детали толщиной 3-10 мм в положении PB. Для более ответственной работы (продукты, требующие проверки) консультируется и сотрудничает с непосредственным руководителем, координатором или мастером. Сварщик в своей работе использует ручную дуговую сварку покрытым электродом (MМА 111).
Учебные результаты
К концу обучения сварщик:
- Ознакомлен с рабочими инструкциями и требованиями техники безопасности, правильно выбирает необходимое оборудование и организовывает рабочее место.

- Знает состовляющие оборудования и выбирает соответствующий режим для ручной дуговой сварки пластин из черных металлов в положении PB
- Подготавливает детали из черного металла к сварке при определенных условиях и рассчитывает высоту шва
- Сваривает пластины из черного металла под прямым углом в положении PB (MMA 111)
Целевая группа и условия для начала учебы
Курс рассчитан на новичков, которые в своей повседневной работе сталкиваются с простыми и малоответственными сварочными работами, такими как крепление арматуры и мелких металлических деталей. Для сотрудников, которым необходимо приобрести базовые практические навыки в соответствии со своими должностными обязанностями.
Взрослые (от 18 лет), которые обратились с такой просьбой, будут допущены к обучению сварщика на основании заявления в соответствии с условиями школы Keevituskeskus. Учащимся нужна хорошая координация и точность движений, нормальная физическая форма и зрение, умение концентрироваться и усидчивость. Все желающие, которые соответствуют требованиям для начала обучения и сдали тест на месте, будут допущены к учебе. Во время теста заказчик знакомится с ручной дуговой сваркой, после чего он пытается сформировать сварной шов с помощью инструктора по сварке. Тест считается завершенным, если потенциальный ученик понимает задачи и следует всем устным инструкциям инструктора по сварке. Во время теста учащийся и преподаватель могут оценить, подходит ли курс для удовлетворения пожеланий и потребностей клиента.
Объем и структура обучения
35 академический час, из них
- 22 ак.ч. – практические занятия
- 6 ак.ч. – подготовка к экзамену
- 7 ак.ч. – школьный экзамен
Учебная среда
В мастерской имеется 7 рабочих мест (кабинки). У каждого ученика индивидуальное рабочее место. Одна рабочая зона составляет не менее 4 м2 и оснащена сварочным оборудованием, двухуровневой вентиляцией и инструментами. Мастерская оснащена необходимыми инструментами для ручной обработки металла (резка, чистка, подготовка). Каждому студенту предоставляется на месте сварочная маска, перчатки, шапочка, рабочая одежда и другое защитное оборудование для безопасной работы. В начале учебного процесса учащиеся получают необходимые материалы.
Описание учебного процесса. Содержание обучения, методы и материалы:
| Объем и структура обучения | Содержание обучения и учебные материалы | Методы обучения |
|---|---|---|
| Практические занятия, 1 ак.ч. | Знакомство с чертежами, рабочими инструкциями и техникой безопасности. Подбор рабочих инструметов и средств индивидуальной защиты | Демонстрация/Практика. Анализ ситуаций |
| Практические занятия, 5 ак.ч. | Организация надлежащего рабочего места. Компоненты и оснащение рабочего места. Что такое электрическая дуга и напряжение. Настройка оборудования и выбор режима для сварки пластин из черного металла толщиной 3-8 мм в положении PB. | Демонстрация/Практикa |
| Практические занятия, 3 ак. ч. | Подготовка деталей и конструкций из черного металла толщиной 3-8 мм к сварке в положении PB | Демонстрация/Практика |
| Практические занятия, 1 ак.ч. | Типы угловых швов. Измерение сварного шва. Использование катетомера | Демонстрация. Обсуждение в паре. Практические задания |
| Практические занятия, 12 ак.ч. | Сварка пластин из черного металла толщиной 3 и 8 мм в положении PB. Формирование тавровых швов. Контроль качества и исправление дефектов при необходимости. | Демонстрация. Практические задания |
| Подготовка к экзамену, 6 ак.ч. | Организация рабочего места. Подготовка деталей и конструкций толщиной 8мм к сварке, настройка оборудования и выбор режима для сварки таврового соединения в положении PB. Сварка углового шва. Контроль качества и устранение дефектров при необходимости. | Практические задания |
Критерии оценки или завершение обучения
Предварительное условие для завершения обучения – посещение занятий, 80% часов. Кроме того, необходимо изготовить деталь в соответствии с WPS и в соответствии с критериями оценки
| Методы оценки | Критерии оценки |
|---|---|
| Практический экзамен.Учащийся организует рабочее место, подготавливает контрольный образец, сваривает пластины из черного металла толщиной 8мм согласно заданию преподавателя. | Визуальный контроль. Испытание на изгиб (при необходимости). Предполагается, что все необходимые тесты были успешно завершены, и у экзаменатора нет замечаний, экзамен считается успешно сданным, а ученику будет выдано свидетельство об окончании. |
Документы о завершении обучения
Свидетельство, если достигнуты результаты обучения. Справка, если не достигнуты результаты обучения, но учащийся принимал участие в обучении. Справка выдается в соответствии с количеством часов учебы, но не выдается в том случае, если учащийся участвовал менее, чем в половине занятий.
Квалификация преподавателя
Образование сварщика, профессиональный опыт в качестве сварщика (как в Эстонии, так и за рубежом) более 10 лет и опыт обучения взрослых, имеет евросертификаты (ISO 9606-1): сварка проволочным полуавтоматом, сварка вольфрамовым электродом в среде защитного газа TIG, ручная дуговая сварка покрытым электродом ММА. Может сваривать трубы и пластины (черный металл, нержавеющая сталь, алюминий) во всех пространственных положениях.
Õppekava kinnitatud: 16.11.2020
ЦЕНА: 850 EUR + KM
Тест по ПМ.01 «Подготовительно – сварочные работы» МДК.01.02.
Тест по ПМ.01 «Подготовительно – сварочные работы» МДК.01.02.
«Технологические приемы сборки изделий под сварку»
1. Вставить пропущенные слова:
Сваркой называется получение неразьёмного соединения посредством установления межатомных связей между соединяемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
2. Выбрать правильный ответ:
Выбор силы сварочного тока зависит от:
– марки стали и положения сварки в пространстве
– толщины металла, диаметра электрода, марки стали и положения в пространстве
– диаметра электрода, марки стали детали и положения сварки в пространстве +
3. Выбрать правильный ответ:
Соединение, при котором свариваемые детали лежат под углом друг к другу и соприкасаются торцами, называется:
– угловым
– стыковым
– тавровым –нахлесточным +
4. Установить правильную последовательность подготовительных операций перед сваркой:
– прокалка электродов 1
– зачистка поверхности деталей от влаги и грязи 3
– разделка кромок 2
– подключение сварочного аппарата 4
– сборка под сварку –контроль качества сборки 5
5. Выбрать правильные ответы:
К основным параметрам режима сварки относятся:
– сила тока +
– катет шва
– диаметр электрода +
– притупление кромок
– скорость сварки +
– положение в пространстве +
напряжение на дуге
6. Вставить пропущенное слово:
Виды сварки, которые производятся давлением с использованием тепловой энергии общего или местного характера, относятся к термомеханическому классу.
7. Установить соответствие между классом сварки и видом сварки:
| 1. Термический 3,6,8 | 1.Кузнечная сварка 2.Сварка взрывом 3.Автоматическая сварка под флюсом 4.Контактная сварка 5.Сварка трением 6.Ручная дуговая сварка 7.Холодная сварка 8.Газовая сварка Полуавтоматическая сварка в среде защитного газа |
| 2. Термомеханический 2,7 | |
| 3. Механический 1,4,5 |
8. Выбрать правильный ответ:
Зона термического влияния – это:
– участок основного металла, подвергшийся расплавлению
– участок основного металла, не подвергшийся расплавлению, структура которого изменяется +
– участок основного металла, не подвергшийся расплавлению, структура которого не меняется
9. Выбрать правильный ответ:
Горячие трещины в металле шва возникают из-за:
– повышенного содержания фтора
– повышенного содержания водорода
– повышенного содержания серы +
10. Выбрать правильный ответ:
Покрытые электроды предназначены для:
ручной дуговой сварки +
– сварки в защитных газах
– сварки под флюсом
11. Выбрать правильный ответ:
Обратный провод используется для соединения подключения:
– электрода к источнику питания
– изделия к источнику питания +
– электрода к изделию с источником питания
17. Выбрать правильный ответ:
Обратноступенчатый шов выполняется следующим образом:
– от центра (середины) детали к краям
участками (ступенями), длина которых равна длине при полном использовании одного электрода +
– длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки
20. Выбрать правильный ответ:
Сварочная электрическая дуга представляет собой:
– столб газа, находящего в состоянии плазмы +
– струю расплавленного металла
– столб паров материала электродной проволоки
21. Выбрать правильный ответ:
Причиной возникновения деформаций при сварке является:
– неравномерный нагрев и охлаждение свариваемой детали +
– нерациональная сборка детали под сварку
– неправильно выбранная марка электрода
22. Выбрать правильный ответ:
Металлургические процессы, протекаемые в сварочной ванне при сварке покрытыми электродами, называются:
– окисление
– раскисление –легирование +
– все варианты ответов
28. Выбрать правильный ответ:
Водород образует в металле шва при сварке:
– Поры +
непровары
– кратеры
29. Выбрать правильный ответ:
ВД–306 обозначает:
– выпрямитель диодный, напряжение 306в +
– выпрямитель для РДС, номинальный сварочный ток 300А
– возбудитель дуги, сила тока 306А
42. Установить правильную последовательность сварочного процесса:
– зажигание дуги; 3
– перемещение электрода; удержание дуги; подготовка кромок; отбитие шлака; 2
– сборка изделия. 1
43. Установить соответствие между видами покрытий и их обозначениями:
| 1) рутиловое Р 2) кислое А 3) основное Б 4) целлюлозное Ц | А Б Ц Р |
44. Вставить пропущенное слово:
Электроды с тонким покрытием обозначают буквой М
45. Выбрать правильный ответ:
Высота прихватки равна:
– 1/8 – 1/9 сечения полного шва.
– 1/3 толщины металла +
– 1/4 – 1/5 сечения полного шва
59. Выбрать правильный ответ:
Тест по ПМ.01 «Подготовительно – сварочные работы» МДК.01.02.
«Технологические приемы сборки изделий под сварку»
1. Вставить пропущенные слова:
Сваркой называется получение неразьёмного соединения посредством установления межатомных связей между соединяемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
2. Выбрать правильный ответ:
Выбор силы сварочного тока зависит от:
– марки стали и положения сварки в пространстве
– толщины металла, диаметра электрода, марки стали и положения в пространстве
– диаметра электрода, марки стали детали и положения сварки в пространстве +
3. Выбрать правильный ответ:
1.01.1.01.ПТО-I-РД. Билет 9 | Тест 24.ру
1. Какими способами устраняются зазоры, превышающие допустимые?
Заменой деталей
Поджатием деталей при сборке
Поджатием деталей при сборке или заменой деталей
2. С какой целью проводятся механические испытания стыковых сварных соединений контрольных образцов?
Для выявления внутренних дефектов сварных соединений
Для выявления наружных дефектов сварных соединений
Для определения прочностных и пластических характеристик сварного соединения
3. Укажите максимально допустимую величину смещения свариваемых кромок элементов в стыковых соединениях при толщине элементов (S) свыше 10 мм.
Не более 0,1*S, но не более 3,0 мм
Не более 0,5 мм
Не более 1,5 мм
4. Ручная дуговая сварка потолочных швов производится электродами диаметром
Не более 3 мм
Не более 4 мм
Не более 5 мм
5. Укажите порядок наложения основного (несущего) и подварочного шва при двусторонней сварке со сплошным проплавлением?
Первый накладывается основной шов, после зачистки корня шва от шлака и протекания металла накладывается подварочный шов
Первый накладывается подварочный шов, и после зачистки корня шва с обратной стороны накладывается основной шов
Допускается любой вариант
6. Какие требования предъявляются к сварщикам, допускаемым к сварке ответственных металлоконструкций элементов кранов?
Сварщики должны иметь разряд не ниже 4-го
Сварщики должны пройти дополнительную подготовку и заварить контрольный образец
Сварщики должны быть аттестованы в соответствии с «Правилами аттестации сварщиков» и иметь соответствующие удостоверения
7. Сколько раз допускается исправление дефектов стального литья в одном и том же месте сваркой
Не более одного раза
Не более двух раз
Неограниченное число раз
8. Укажите порядок двусторонней сварки стыковых, угловых и тавровых соединений со сплошным проплавлением?
Сначала — корневой шов, а после зачистки от шлака и протекшего металла основной шов с обратной стороны
Сначала целиком основной шов (лицевой), а после зачистки корня шва от шлака и протекшего металла — подварочный шов с обратной стороны
Очередность выполнения швов не имеет значения
9. Для каких целей используют балластный реостат на рабочем месте сварщика при работе от многопостового источника питания?
Для изменения скорости сварки
Для дистанционного включения и выключения источника питания
Для создания крутопадающей характеристики и регулирования на рабочем месте величины сварочного тока
10. Как влияет сварочный ток на размеры шва и ЗТВ, при неизменности других параметров?
Увеличение сварочного тока уменьшает размеры металла шва и зоны термического влияния
Увеличение сварочного тока уменьшает размеры металла шва и увеличивает зону термического влияния
Увеличение сварочного тока увеличивает размеры металла шва и зоны термического влияния
11. Каковы требования к обработке кромок деталей после дуговой (воздушной и кислородной) резки перед сваркой?
Не производится
Производится на глубину не менее 5 мм от наибольшей впадины реза
Производится на глубину 1,5-2 мм от наибольшей впадины реза
12. Какие швы рекомендуется выполнять в последнюю очередь во избежание создания в металлоконструкциях при сварке реактивных напряжений?
Стыковые швы, расположенные перпендикулярно силовому потоку
Очередность выполнения швов в данном случае не имеет значения
Угловые и тавровые швы
13. Какое условное обозначение электродов должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами?
Полное обозначение по ГОСТ 9466-75
Сокращенное обозначение, состоящее из марки, диаметра и обозначения ГОСТ 9466-75
Любое, указанное в 1 и 2 ответах
14. Электроды марки АНО-4 применяются
Для сварки несущих конструкций из низколегированных сталей
Только для сварки слабонапряженных вспомогательных элементов из углеродистых сталей
Для сварки расчетных элементов сварных несущих металлоконструкций из углеродистых сталей при расчетной температуре до -20 градусов Цельсия, а также для сварки слабонапряженных и вспомогательных элементов конструкций из углеродистых сталей
15. Укажите требования к смещению свариваемых кромок относительно друг друга (по толщине) в стыковых соединениях деталей толщиной более 10 мм.
Допускается на величину равную 0,1 толщины свариваемых деталей, но не более 3 мм
Допускается не более 2 мм
Не допускается
16. Какие сварочные материалы применяются при приварке нерасчетных элементов к несущим металлоконструкциям?
На усмотрение сварщика
Те же, что и для сварки несущих металлоконструкций
Те же, что и для сварки не расчетных элементов
17. Требования к размеру уступа кромок в плоскости соединения для стыковых соединений полок и других свободных по ширине деталей при ширине деталей более 400 мм.
Уступ не допускается
Допускается уступ не более 4 мм
Допускается уступ не более 6 мм
18. Какие сварочные материалы рекомендуется применять для сварки металлоконструкций из разнородных сталей (углеродистых и низколегированных)?
Которые регламентированы НД для сталей с более высокими механическими свойствами
Которые регламентированы НД для сталей с более низкими механическими свойствами
Не регламентируется
19. Укажите необходимые условия ручной и механизированной сварки листовых металлоконструкций из низколегированной стали толщиной до 16 мм включительно при температуре воздуха не ниже -20 градусов Цельсия?
Без предварительного подогрева
С предварительным подогревом до температуры 200 градусов Цельсия
С предварительным подогревом до температуры 300 градусов Цельсия
20. На каком токе процесс дуговой сварки (наплавки) покрытыми электродами будет наиболее производительным?
Переменный ток
Постоянный ток обратной полярности
Постоянный ток прямой полярности
| ||||
Добро пожаловать на крупнейший в мире веб-сайт по сварке MIG, порошковой проволокой и сварке TIG. Этот веб-сайт был впервые создан в 1997 году Эдом Крейгом. Свяжитесь с Эд. [email protected] | ||||
| ||||
Викторина по сварке
Примите участие в нашей увлекательной викторине для школьников и проверьте свои знания по целому ряду вопросов, связанных со сваркой под водой. Не стоит воспринимать это слишком серьезно, но я надеюсь, что вы найдете его интересным и информативным.
Повеселитесь!
| 1,0 | Глазная дуга – это состояние, вызванное воздействием УФ-излучения на незащищенные глаза? | |
| Правда | ||
| Ложь | ||
| 2. 0 | Всегда ли сварочный аппарат должен быть настроен на DCSP? | |
| Правда | ||
| Ложь | ||
| 3,0 | Можно ли сваривать под водой переменным током? | |
| Правда | ||
| Ложь | ||
| 4. 0 | Я опытный сварщик MMA, поэтому мне не нужно использовать простые методы контактной сварки? | |
| Правда | ||
| Ложь | ||
| 5,0 | Выражение(я) DCSP, DCRP на передней панели сварочного аппарата относится к полярности? | |
| Правда | ||
| Ложь | ||
| 6,0 | Нет разницы между напряжением холостого хода (OCV) и напряжением дуги (AV)? | |
| Правда | ||
| Ложь | ||
| 7,0 | Единицей мощности является ВОЛЬТ? | |
| Правда | ||
| Ложь | ||
| 8,0 | Если единица мощности выражена в ваттах. Верно ли следующее утверждение? — Ампер x Напряжение = Мощность = Вт? | |
| Правда | ||
| Ложь | ||
| 9,0 | SMAW означает дуговую сварку металлическим электродом в среде защитного газа, а MMA означает ручную дуговую сварку металлическим электродом? | |
| Правда | ||
| Ложь | ||
| 10,0 | В сварочных операциях используются два основных типа тока: переменный и постоянный. Какой тип сварочного аппарата будет подавать только переменный ток? | |
| Аппарат для дуговой сварки | ||
| Трансформатор | ||
| Т.И.Г. | ||
| Все вышеперечисленное | ||
| 11,0 | Сварочный ток, в отличие от сварочного напряжения, является единственной действительно независимой переменной? | |
| Правда | ||
| Ложь | ||
| 12,0 | Сварочная дуга испускает три типа неионизирующего излучения. Какой из следующих типов, вероятно, вызовет аркоглаз? | |
| Инфракрасный | ||
| Видимый | ||
| Ультрафиолет (УФ) | ||
| 13,0 | При установке сварочного аппарата в режим DCSP электрод подключен к отрицательному полюсу/клемме? | |
| Правда | ||
| Ложь | ||
| 14,0 | Сопротивление в любой сварочной цепи не может быть устранено. Однако, что из следующего, по вашему мнению, оказывает наибольшее влияние на сопротивление? | |
| Длинные сварочные кабели | ||
| Свободные концевые фитинги | ||
| Тип электрода | ||
| 15,0 | От чего из следующего зависит скорость перемещения при подводной сварке? | |
| Размер электрода | ||
| Текущее значение | ||
| Положение сварки | ||
| Используемая техника | ||
| Все вышеперечисленное | ||
| 16,0 | Магнитные помехи при сварке постоянным током могут стать потенциальной проблемой. Если вы столкнулись с магнитными помехами или, как это обычно называют, дуговым разрядом, какие из следующих действий могут помочь уменьшить их воздействие? | |
| Уменьшение текущего значения | ||
| Изменение направления сварки | ||
| Перестановка возвратного зажима | ||
| Методы последовательной сварки | ||
| Все вышеперечисленное | ||
| 17,0 | Сварка мокрым способом под водой имеет ряд проблем по сравнению с поверхностной сваркой сухим способом в отношении механических свойств. Эффекты быстрого тушения создают структуру, которая из следующих? | |
| Высокопластичный и ковкий | ||
| Улучшенные свойства при растяжении | ||
| Низкая пластичность, высокая твердость | ||
| Все вышеперечисленное | ||
| 18,0 | Какой из следующих дефектов сварки наиболее вероятен при мокрой сварке углеродистых сталей под водой. (при условии, что это среднеуглеродистые конструкционные стали)? | |
| Высокопластичный и ковкий | ||
| Улучшенные свойства при растяжении | ||
| Низкая пластичность, высокая твердость | ||
| Все вышеперечисленное | ||
| 19,0 | Сварочные кабели поставляются в медном или алюминиевом исполнении. В чем преимущества меди по сравнению с алюминием? | |
| Дешевле | ||
| Зажигалка | ||
| Улучшенная пропускная способность по току и гибкость | ||
| Все вышеперечисленное | ||
| 20,0 | Сварочные кабели поставляются в медном или алюминиевом исполнении. В чем преимущества меди по сравнению с алюминием? | |
| Текущий грузоподъемность | ||
| Максимальная рабочая мощность | ||
| Размер машины | ||
| Все вышеперечисленное | ||
Квалификационные процедуры и обучение сварщиков
Intertek предлагает написание сварочных процедур и обучение сварщиков в соответствии с британскими, европейскими и американскими квалификационными нормами сварщиков.
Наши специалисты по сварке проводят обучение сварщиков и сертифицируют сварщиков в соответствии с национальными и международными квалификационными кодами сварщиков. Мы можем помочь вашим сотрудникам развить навыки сварки, необходимые для вашей компании, что позволит вам выйти на новые рынки или принять участие в сварочных работах, требующих специального кодирования. Intertek поддерживает фирмы в таких отраслях промышленности, как строительство, производство, автомобилестроение, железнодорожный транспорт и производство электроэнергии.
Обучение сварщиков может проводиться на вашем рабочем месте или на нашем предприятии в Великобритании. Наши специалисты по сварке имеют обширный опыт обучения по всем основным квалификационным кодам сварщиков, а также имеют квалификации CSWIP (Схема сертификации для инспекционного персонала по сварке) и EWS (Европейский специалист по сварке).
Квалификационные коды/процедуры сварщиков:
- BS EN ISO 9606 Часть 1 — 5
- BS EN 287
- BS 4872 Части 1 и 2
- СПЕЦИЯ IX
- BS 1 и 2
- .
Этот международный стандарт устанавливает требования к квалификации сварщиков для сварки плавлением большинства металлов. Он содержит свод правил аттестации сварщиков независимо от вида продукции или отрасли. Сварочные процессы, указанные в настоящем стандарте, включают те процессы сварки плавлением, которые обозначены как ручная или частично механизированная сварка, и квалификация распространяется на все типы сварных соединений.
BS EN 287
Этот европейский стандарт определяет квалификационные испытания сварщиков для сварки сталей плавлением. BS EN 287 будет заменен EN ISO 9606 часть 1 в октябре 2015 года.
BS 4872 части 1 и 2
Этот британский стандарт подходит для сварщиков, занимающихся ручной или полуавтоматической сваркой плавлением ферритной стали или аустенитной нержавеющей стали. стальные конструкции, для которых процедура сварки не должна быть одобрена.
ASME Section IX
ASME IX — это американский сертификат сварки и пайки для строительства котлов, сосудов под давлением и трубопроводов. Стандарт гарантирует, что процедура сварки и полученный сварной шов соответствуют руководящим принципам строительства и способны выдерживать окружающую среду, для которой они предназначены, без ущерба для материала или целостности конструкции.
BS EN ISO 15614, части 1 — 14
Это британское и европейское испытание процедур предназначено для дуговой и газовой сварки большинства металлов во всех формах изделий, а также для дуговой сварки никеля и никелевых сплавов во всех формах изделий. Стандарты определяют, как спецификация процедуры сварки аттестуется испытаниями процедуры сварки. Он определяет условия, необходимые для проведения испытаний процедуры сварки, и диапазон аттестации процедур сварки для всех практических сварочных операций в диапазоне переменных.
Дуговая и газовая сварка охватываются следующими общими процессами:
- Ручная дуговая сварка металлическим электродом (MMA /111 / SMAW)
- Сварка металла в среде инертного газа (MIG / 131 / GMAW)
- Сварка металла в активном газе ( MAG / 135 / GMAW)
- Дуговая сварка под флюсом (SAW / 121 / 125)
- Дуговая сварка металлическим флюсом (FCAW / 136)
- Дуговая сварка вольфрамовым электродом в среде инертного газа (TIG / GTAW)
- Плазменно-дуговая сварка (PAW) / 15)
- Сварка кислородно-ацетиленовая (OAW / 311)
Other types of joint testing offered:
- Brazed and soldered joint testing
- Resistance weld testing
- Laser weld testing
- Electron beam weld testing
- Flash butt weld testing
- Diffusion bonding testing
Если для достижения указанного стандарта требуется дополнительное обучение сварщиков, наши специалисты по сварке адаптируют курсы сварки в соответствии с индивидуальными потребностями и требованиями вашей компании.
Наши квалификационные коды сварщиков и услуги по обучению обеспечат вам полную гарантию качества, что ваши сварочные процедуры и сварщики соответствуют отраслевым нормам и стандартам.
Нужна помощь или есть вопрос? +44 (0) 1332 275700
Нужна помощь или есть вопрос?
+44 (0) 1332 275700
- Америка
- +1 985 631 2426
- Средний Восток
- +971 2 6225820
- Австралия
- +61 (0) 2 8039 8111
Онлайн-курсы PDH.
PDH для профессиональных инженеров. ПДХ Инжиниринг.«Мне нравится широта ваших курсов HVAC; не только экологические курсы или курсы по энергосбережению
.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам
, чтобы выставить меня на новые источники
информации ».
Степен Кедак, с.е.
New Jersey, P.E.
. Я многому научился, и они
очень быстро отвечали на вопросы.
Это было на высшем уровне. Буду использовать
снова. Спасибо.»
Блэр Хейворд, ЧП
Альберта, Канада
«Веб-сайт прост в использовании. Хорошо организован. Я действительно буду пользоваться вашими услугами снова.
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, особенно потому, что я думал, что уже знаком
С детализацией аварии Канзаса
City Hyatt Apparking ».
Michael Morgan, P.E.
Texas
. Мне нравится, что я могу просмотреть текст перед покупкой. Я нашел класс
информативным и полезным
в моей работе.»0013 «У вас отличный выбор курсов и очень информативные статьи. Вы — лучшее, что я нашел.» Рассел Смит, ЧП Pennsylvania «Я считаю, что такой подход позволяет работающему инженеру легко заработать PDH, предоставляя время для просмотра материала». Хесус Сьерра, ЧП Калифорния «Спасибо, что разрешили мне просматривать неправильные ответы. На самом деле, человек узнает больше из неудач.» Джон Скондрас, ЧП Pennsylvania «Курс был хорошо составлен, и использование тематических исследований является эффективным способом обучения. Джек Лундберг, ЧП Wisconsin «I am very impressed with the way you present the courses; i.e., allowing the student to review the course material before paying and receiving the quiz .» Арвин Свангер, ЧП Вирджиния «Спасибо, что предложили все эти замечательные курсы.1270 enjoyed a lot.» Mehdi Rahimi, P.E. New York «I am very pleased with the course offerings, the quality of material content, and the ease of locating and taking your on-line courses.» William Valerioti, P.E. Texas «This material largely met my expectations. Курс был легко следовать. Фотографии в основном давали хорошее представление о обсуждаемые темы. Gerald Notte, P.E. New Jersey » Это был мой опыт. было информативно, выгодно и экономично. Я настоятельно рекомендую это для всех инженеров ». Джеймс Шурелл, P.E. OHIO 9119. практика, » Необходимый 1 кредит в этике и нашел его здесь. «
не основаны на каком-то неясном разделе
законов, которые не применяются 9от 1270
до «обычная» практика». Я многому научился вернуться к своему медицинскому устройству
Организация. «
Иван Харлан, P.E.
9 Tennesse
9. хороший акцент на практическое применение технологии».
Юджин Бойл, ЧП
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо представленной,
, а онлайн -формат был очень
и легким до
09 и легкий до
. Благодарность.»
Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному обучению физкультуры в условиях временных ограничений лицензиата».
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Мне помогает
просмотр текстового материала в распечатанном виде. предоставлены фактические случаи
. »
Жаклин Брукс, ЧП
Флорида
«The document Common ADA Errors in Facilities Design is very useful. The
test did require research in the
document but answers were
readily available.»
Гарольд Катлер, ЧП
Массачусетс
«Это было эффективное использование моего времени. Спасибо за разнообразие выбора
в инженерии дорожного движения, который мне нужен
, чтобы выполнить требования
PTOE Сертификация. способ заработать CEU для моих требований штата Делавэр PG». До сих пор все курсы, которые я посещал, были отличными.
Надежда увидеть больше 40%
Дисконтированные курсы ».
Кристина Никалас, с.е.
New horklas, P.E.
New Horkolas, P. E.
. дополнительные
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать.1270
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для инженеров-профессионалов
, которые могут получить блоки PDH
в любое время. Очень удобно.»
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я мать двоих детей, работающая полный рабочий день, у меня не так много времени, чтобы исследовать, где
получить мои кредиты от.»
Кристен Фаррелл, P.E.
Висконсин
2 «Это было очень познавательно и познавательно. Легко понять с иллюстрациямии графиками; определенно
облегчает впитывание всех
теорий. »
Виктор Окампо, инженер.
Alberta, Canada
«A good review of semiconductor principles. I enjoyed going through the course at
my own pace during my morning
subway commute
to work .»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и пройти
викторина. I would highly recommend
you to any PE needing
CE units.»
Mark Hardcastle, P.E.
Missouri
«Very good selection тем во многих областях техники».Миссури
«У меня пережил вещи, которые я забыл. Я также рад получить финансово
.
на 40%.»
Conrado Casem, P. E.
Теннесси
«Отличный курс по разумной цене. Я буду пользоваться вашими услугами в будущем.»
Чарльз Флейшер, П.Е.
Нью-Йорк
«Это был хороший тест, и я фактически проверил, что я прочитал кодексы профессиональной этики
и правила Нью-Мексико
».
Брун Гильберт, ЧП
Калифорния
«Мне очень понравились занятия. Они стоили времени и усилий.»
Дэвид Рейнольдс, ЧП
Канзас
«Очень доволен качеством тестовых документов. Воспользуюсь CEDengineerng
, когда потребуется дополнительная сертификация
».
Томас Каппеллин, ЧП
Иллинойс
«У меня истек срок действия курса, но вы все равно выполнили обязательство и поставили
me what I paid for — much
appreciated!»
Jeff Hanslik, P. E.
Oklahoma
«CEDengineering provides convenient, economical and relevant courses
для инженера».1270
Хорошо расположено. «
Глен Шварц, P.E.
New Jersey
«.
для дизайна дерева.»
Bryan Adams, P.E.
Миннесота
«Отличный звонок по телефону помог мне получить консультацию.»1270
Роберт Велнер, ЧП
New York
«I had a great experience taking the Coastal Construction – Designing
the Building course and
highly recommend it.»
Денис Солано, ЧП
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень
прекрасно подготовлено. Мне нравится возможность загрузить учебный материал до
Обзор, где бы ни был и
, когда. Сохраняйте широкий выбор тем на выбор».
Уильям Бараттино, ЧП
Вирджиния
«Процесс прямой, никакой чепухи. Хороший опыт.»
Тайрон Бааш, ЧП
Иллинойс
«Вопросы на экзамене были наводящими и демонстрировали понимание материала
. Тщательный
и всеобъемлющий. «
Майкл Тобин, P.E.
Arizona
» Это мой курс
«Это мой курс
» Это мой курс
«. моя телефонная линия
с работы.» Я обязательно воспользуюсь этим сайтом снова.»
Анджела Уотсон, ЧП
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата.»
Кеннет Пейдж, ЧП
Мэриленд
«Это был отличный источник информации о нагревании воды с помощью солнечной энергии.
Луан Мане, ЧП
Conneticut
«Мне нравится подход, позволяющий зарегистрироваться и иметь возможность читать материалы в автономном режиме, а затем
вернуться, чтобы пройти тест.»
Алекс Млсна, ЧП
Индиана
«Я оценил количество информации, предоставленной для класса. Я знаю
Это вся информация, которую я могу
Использование в реальных .
курс.»Нью-Джерси
«Веб-сайт прост в использовании, вы можете скачать материал для изучения, затем вернуться
и пройти викторину. Очень
удобно и на моем
Майкл Гладд, ЧП
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, ЧП
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать сертификат PDH
. Спасибо, что сделали процесс
простым.»
Фред Шайбе, ЧП
Висконсин
«Положительный опыт. Быстро нашел подходящий мне курс и закончил его
Один час PDH в
Один час. «
Стив Торкильдсон, P.E.
South Carolina
» I South Carolina
«I South Carolina
» I ABLED DOCTED DOCTED «I ABLED ABLEAD. и пригодность, до
наличие для оплаты
материала.»
Richard Wymelenberg, P.E.1269 Мэриленд
«Это хороший курс повышения квалификации по ЭЭ для инженеров, не являющихся электриками».
Дуглас Стаффорд, ЧП
Техас
«Всегда есть возможности для улучшения, но я не могу придумать ничего в вашем
процессе, который нуждается в улучшении.»
Томас Сталкап, ЧП
Арканзас
«Мне очень нравится удобство прохождения онлайн-викторины и немедленного получения сертификата
».
Марлен Делани, ЧП
Иллинойс
«Обучающие модули CEDengineering — это очень удобный способ доступа к информации по
многим различным техническим областям за пределами
Специальная специализация Без
Следует путешествовать. »
Гектор Герреро, с.е.
Geergia, P.E. . Отчеты о делах
. 2005 Oct;26(4):736-9.
дои: 10.1183/036.05.00130504.
Т Ханну 1 , Р. Пиипари, Х. Касуринен, Х. Кескинен, М. Туппурайнен, Т. Туоми
принадлежность
- 1 Кафедра медицины труда, Финский институт гигиены труда, Хельсинки, и Лаборатория инженерных материалов, Хельсинкский технологический университет, Эспоо, Финляндия. Тимо.Ханну@ttl.fi
- PMID: 16204606
- DOI:
10.1183/036. 05.00130504
Бесплатная статья
Отчеты о клинических случаях
T Hannu et al. Эур Респир Дж. 2005 Октябрь
Бесплатная статья
. 26 октября 2005 г. (4): 736-9.
дои: 10.1183/036.05.00130504.
Авторы
Т Ханну 1 , Р Пиипари, Х Касуринен, Х Кескинен, М Туппурайнен, Т Туоми
принадлежность
- 1 Кафедра медицины труда, Финский институт гигиены труда, Хельсинки, и Лаборатория инженерных материалов, Хельсинкский технологический университет, Эспоо, Финляндия. Тимо.Ханну@ttl.fi
- PMID: 16204606
- DOI: 10.1183/036.05.00130504
Абстрактный
Профессиональная астма (ОА) может быть вызвана дымом ручной дуговой сварки нержавеющей стали. В последние годы возросло использование специальных нержавеющих сталей (НСС) с высоким содержанием хрома. В данном исследовании представлены два случая ОА, вызванного ручной дуговой сваркой на НДС. В обоих случаях диагноз ОА был основан на респираторных симптомах, профессиональном воздействии и положительных результатах специфических провокационных тестов. В первом случае 46-летний сварщик испытывал сильную одышку при сварке SSS (сталь SMO), но не в других ситуациях. Пробные испытания как с мягкой сталью, так и с нержавеющей сталью с использованием общего электрода дали отрицательный результат. Сварка ССС специальным электродом вызывала отсроченное падение объема форсированного выдоха за одну секунду на 37% (ОФВ1). Во втором случае 34-летний мужчина начал испытывать одышку в течение последних нескольких лет при сварке особенно SSS (дуплексной стали). Мониторинг пиковой скорости выдоха на рабочем месте свидетельствовал об ОА. Пробные тесты как с мягкой сталью, так и с нержавеющей сталью с использованием общего электрода не вызывали бронхиальной обструкции. Сварка ССС специальным электродом вызвала отсроченное снижение ОФВ1 на 31%. Таким образом, воздействие дыма при ручной дуговой сварке специальной нержавеющей стали следует рассматривать как новую причину профессиональной астмы.
Похожие статьи
Профессиональная астма, вызванная сварочным дымом из нержавеющей стали: клиническое исследование.
Ханну Т., Пиипари Р., Туппурайнен М., Нордман Х.
, Туоми Т.
Ханну Т. и др.
Eur Respir J. 29 января 2007 г.; 29 (1): 85–90. дои: 10.1183/036.00058106. Epub 2006, 13 сентября.
Евро Респир Дж. 2007.
PMID: 16971408Профессиональный ларингит типа немедленной гиперчувствительности у сварщика, подвергшегося воздействию сварочного дыма при сварке нержавеющей стали.
Ханну Т., Пийпари Р., Тоскала Э. Ханну Т. и др. Am J Ind Med. 2006 г., май; 49(5):402-5. дои: 10.1002/аджим.20291. Am J Ind Med. 2006. PMID: 16570256
Профессиональная астма из-за сварочного дыма из нержавеющей стали.
Кескинен Х., Каллиомяки П.Л., Аланко К. Кескинен Х. и соавт. Клин Аллергия. 1980 марта; 10 (2): 151–159. doi: 10.1111/j.1365-2222.1980.tb02092.x. Клин Аллергия.
1980.
PMID: 7389069Легочные реакции на сварочные дымы: роль металлических компонентов.
Антонини Дж.М., Тейлор М.Д., Циммер А.Т., Робертс Дж.Р. Антонини Дж. М. и соавт. J Toxicol Environ Health A. 2004 Feb 13;67(3):233-49. дои: 10.1080/152873904909. J Toxicol Environ Health A. 2004. PMID: 14681078 Обзор.
Оценка риска рака легких у сварщиков.
Штерн РМ. Стерн РМ. Арка здоровья окружающей среды. 1983 г., май-июнь; 38(3):148-55. дои: 10.1080/00039896.1983.10543996. Арка здоровья окружающей среды. 1983. PMID: 6347098 Обзор.
Посмотреть все похожие статьи
Цитируется
Профессиональное воздействие металлических паров на иранских сварщиков: систематический обзор и оценка рисков для здоровья на основе моделирования.
Солтанпур З., Расулзаде Ю., Мохаммадиан Ю. Солтанпур З. и др. Биол Трейс Элем Рез. 5 мая 2022 г. doi: 10.1007/s12011-022-03246-y. Онлайн перед печатью. Биол Трейс Элем Рез. 2022. PMID: 35508890 Обзор.
Сварочные дымы – фактор риска легочных заболеваний.
Ричелли М.Г., Гольдони М., Поли Д., Моццони П., Кавалло Д., Корради М. Риччелли М.Г. и соавт. Общественное здравоохранение Int J Environ Res. 2020 8 апреля; 17 (7): 2552. дои: 10.3390/ijerph27072552. Общественное здравоохранение Int J Environ Res. 2020. PMID: 32276440 Бесплатная статья ЧВК.
Системные воспалительные реакции после ингаляционного теста со сваркой.
Кауппи П., Ярвеля М., Туоми Т., Луукконен Р., Линдхольм Т.
, Ниеминен Р., Мойланен Э., Ханну Т.
Кауппи П. и др.
Toxicol Rep. 2 января 2015 г .; 2: 357–364. doi: 10.1016/j.toxrep.2014.12.015. Электронная коллекция 2015.
Токсикол Респ. 2015.
PMID: 28962369
Бесплатная статья ЧВК.Связь между концентрацией металлов в моче и астмой у взрослых: исследование «случай-контроль» в Ухане, Китай.
Хуан С, Се Дж, Цуй С, Чжоу У, У С, Лу У, Шен У, Юань Дж, Чен У. Хуан Х и др. ПЛОС Один. 2016 18 мая; 11 (5): e0155818. doi: 10.1371/journal.pone.0155818. Электронная коллекция 2016. ПЛОС Один. 2016. PMID: 271
Бесплатная статья ЧВК.Выкуп лекарств от астмы среди сварщиков нержавеющей стали и мягкой стали: национальное последующее исследование.
Кристиансен П., Йоргенсен К.
Т., Хансен Дж., Бонде Дж.П.
Кристиансен П. и соавт.
Int Arch Occup Environ Health. 2015 авг;88(6):743-50. doi: 10.1007/s00420-014-1000-3. Epub 2014 19 ноября.
Int Arch Occup Environ Health. 2015.
PMID: 25408460
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
вещества
Квалификация сварщика Квалификационный сертификат сварщика
Мы поможем вам получить для себя или своего работодателя квалификационный сертификат сварщика. Сварка — это процесс, основанный на навыках оператора, который должен контролироваться надлежащей процедурой сварки (WPS). Процесс сварки включает в себя расплавление основного металла путем нагрева и его охлаждение для соединения друг с другом, нагрев может выполняться различными методами, такими как как электрическая дуга, газовая горелка, перемешивание трением, электрическое сопротивление или любые другие средства.
- Дуговая сварка – выполняется путем создания и электрической дуги, их подкатегории указаны ниже: