Сварка и сварные соединения. Вспомогательные знаки. Способы чистовой обработки. Условные обозначения монтажной сварки. Условные знаки сварных швов со сквозным проплавлением. |
Вспомогательные знаки используются вместе с условными знаками вида шва и могут указывать на протяженность сварки, внешний вид сварного шва, материал, введенный в разделке сварного соединения, или на выполнение сварки в другом месте, не на заводе. Некоторые вспомогательные знаки применяются в сочетании с основными условными знаками вида шва, а другие размещаются на полке. Такие вспомогательные знаки показаны на рис. 1.

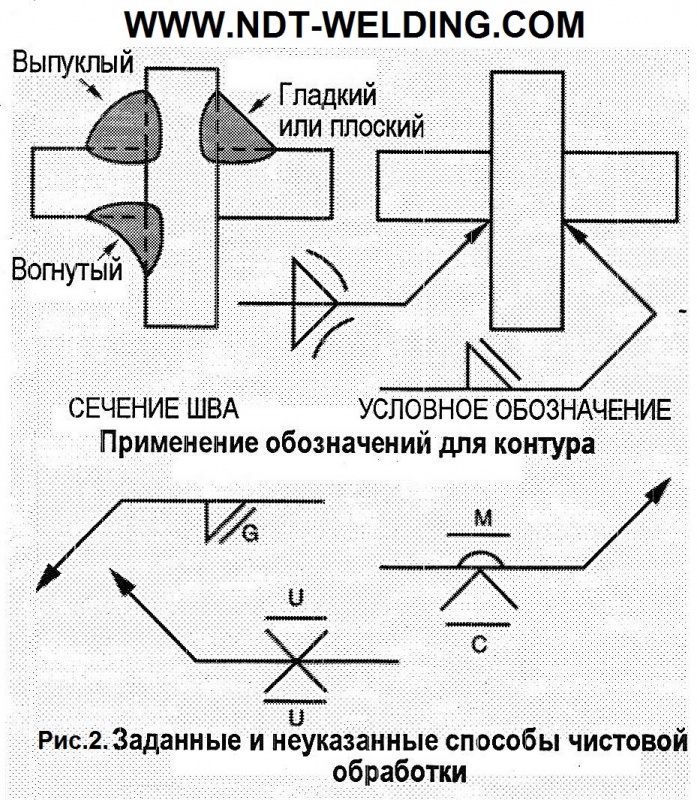
Способы чистовой обработки.
Вспомогательные знаки, задающие контур, указываются вместе с условными знаками вида шва в том случае, когда поверхность завершенного сваркой шва должна быть плоской, выпуклой или вогнутой. Для указания способов достижения нужного контура можно добавлять определенные обозначения механической чистовой обработки. Эти способы механической обработки указываются с помощью буквенного обозначения:
C – строгание;
G – шлифование;
H – ковка;
M – обработка на станке;
R – прокатка;
U – способ не задан.
Если чистовая обработка шва необходима, но способ не определен, может применяться буква «U». Варианты использования вспомогательных обозначений контура и чистовой обработки показаны на рис.2.
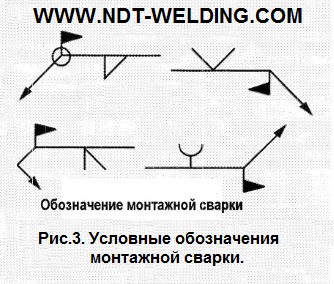
Условные обозначения монтажной сварки.
Монтажные сварные швы – это швы, которые выполняются не в заводском цехе или в том месте, где первоначально изготовляются комплектующие изделия или агрегаты. Условный знак, известный под наименованием полевой флажок, размещают над или под полкой или под прямым углом к полке в месте ее соединения со стрелкой. Сторона размещения не имеет особого смысла для требующегося шва. Флажок может быть ориентирован в любом направлении: во встречном или в том же направлении, что и стрелка. Несколько условных обозначений, в которых используется знак монтажной сварки, показаны на рис.3.
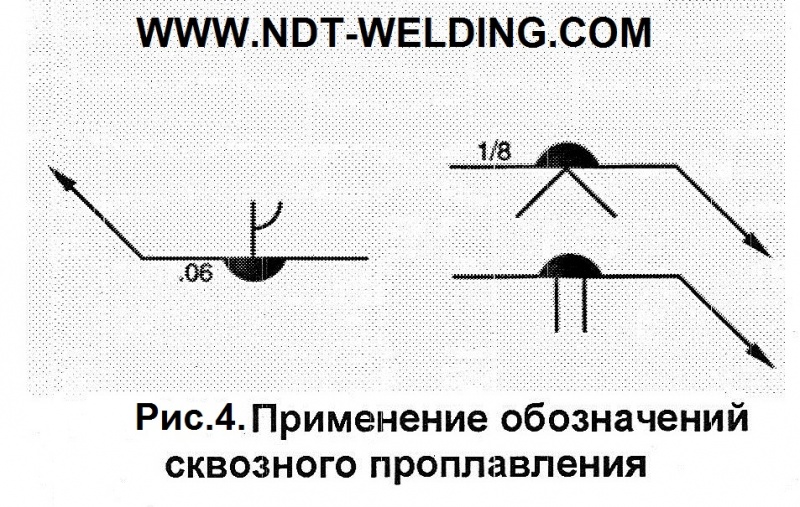
Условные знаки сварных швов со сквозным проплавлением.
Условный знак сварного шва со сквозным проплавлением используется только в том случае, когда требуется полное проплавление корня в сочетании с видимой выпуклостью на обратной стороне швов, накладываемых с одной стороны. Условный знак проставляется на той стороне полки, которая противоположна стороне размещения условного знака вида шва. Требования к высоте выпуклости на обратной стороне шва задаются путем размещения указателя нужного размера слева от условного знака сквозного проплавления. Примеры приведены на рис.4. Высота выпуклости на обратной стороне шва может не указываться.
Монтажный шов сварка
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
| ||||||||
| Стыковой шов Сварной шов стыкового соединения. |
| ||||||||
| Угловой шов Сварной шов углового, нахлесточного или таврового соединений. |
| ||||||||
| Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
| ||||||||
| Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс. |
| ||||||||
| Ядро точки Зона сварной точки, металл которой подвергался расплавлению. |
| ||||||||
| Непрерывный шов (Сплошной шов) Сварной шов без промежутков по длине. |
| ||||||||
| Прерывистый шов Сварной шов с промежутками по длине. |
| ||||||||
| Многослойный шов |
| ||||||||
| Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. |
| ||||||||
| Монтажный шов Сварной шов, выполняемый при монтаже конструкции. |
|
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединенийСварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварны
ШОВ МОНТАЖНЫЙ — это… Что такое ШОВ МОНТАЖНЫЙ?
- ШОВ МОНТАЖНЫЙ
- сварной шов, осуществляемый на месте монтажа конструкций
(Болгарский язык; Български) — монтажен шев
(Чешский язык; Čeština) — montážní svar
(Немецкий язык; Deutsch) — Montageschweißnaht
(Венгерский язык; Magyar) — szerelő varrat
(Монгольский язык) — угсралтын шаваас
(Польский язык; Polska) — spoina montażowa
(Румынский язык; Român) — rost de montaj
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — montažni šav
(Испанский язык; Español) — junta de montaje
(Английский язык; English) — field joint; erection joint
(Французский язык; Français) — soudure sur chantier
Источник: Терминологический словарь по строительству на 12 языках
Строительный словарь.
- ШОВ МНОГОСЛОЙНЫЙ
- ШОВ НЕПРЕРЫВНЫЙ
Смотреть что такое «ШОВ МОНТАЖНЫЙ» в других словарях:
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node <network>] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
Швы сварных соединений — Сварка металлов
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединений
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой:
е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам:
а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
Рис. 3. Положение швов в пространстве:
а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы:
а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва:
а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Реклама:
Читать далее:
Типы сварных соединений
Статьи по теме:
Монтажный шов — это… Что такое Монтажный шов?
- Монтажный шов
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
3.10 монтажный шов : Элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий из себя комбинацию из различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
Монтажный шов — элемент узла примыкания, представляющий собой комбинацию изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками.
3.5 монтажный шов: Элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками.
Монтажный шов
—
Элемент узла примыкания, представляющий комбинацию различных изоляционных материалов, используемых для заполнения монтажного зазора и обладающих заданными характеристиками
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Монтажный шаблон электрооборудования
- монтажный элемент
Смотреть что такое «Монтажный шов» в других словарях:
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
ШОВ МОНТАЖНЫЙ — сварной шов, осуществляемый на месте монтажа конструкций (Болгарский язык; Български) монтажен шев (Чешский язык; Čeština) montážní svar (Немецкий язык; Deutsch) Montageschweißnaht (Венгерский язык; Magyar) szerelő varrat (Монгольский язык)… … Строительный словарь
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node <network>] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
Автоматический сварочный аппарат для кольцевых швов резервуаров неправильной формы Линия сборки резервуаров для цемента Сварка прокатных швов
2016 Автоматическая сварочная машина для кольцевых швов резервуаров неправильной формы Автоматическая сварочная машина для листопрокатных швов
Выставка продуктов
Фотографии на 2016 Автоматическая сварочная машина для круглых фасонных швов неправильной формы Линия сборки резервуаров для цемента и наливного шва
Автоматическая машина для кольцевой сварки Введение для Резервуар неправильной формы Сельскохозяйственный прицеп Резервуар для воды Машина для сварки вальцовых швов
Нашей компанией разработан автоматический сварочный аппарат для кольцевых швов резервуаров неправильной формы.Он объединен с передовой компьютерной технологией управления, технологией ПЛК, микроэлектроникой и технологией преобразования частоты, чтобы обеспечить сварку кольцевого шва за одну операцию. Сварные швы имеют хороший внешний вид, высокое качество сварки и эффективность производства, просты и удобны в эксплуатации, что позволило повысить как эффективность, так и качество.
Участок утилизации
Часть заготовки и влияние обработки
000 000 Сертификат Техническая статистика Максимальный диаметр 1200 мм Портал Калибр 3600 мм Длина рельса 160002 Калибр 1200 мм Длина рельса 16000 мм Скорость сварки мин. Скорость 2800 мм / мин Положение при сварке Сварка в горизонтальном положении Диаметр сварочной проволоки 1.2-1,6 мм Методика сварки Дуговая сварка под флюсом Портальный привод Преобразователь частоты переменного тока, бесступенчатое регулирование скорости, двухсторонний привод Преобразователь частоты переменного тока, бесступенчатое регулирование скорости Кабельный конвейер Тип захвата Пневматический рекуператор03 Моделирование сварного профиля Магнитное автоматическое моделирование профиля Ширина сварного шва 5-12 мм Режим контроля сварного шва AC 380V 50HZ 3-фазный 4-проводный Main Machine Power Supply 31KVA02 3200 9000 мм 160009 ce Привод устройства Автоматический Pow er Supply
Выставка компании
1.О нас
Shandong Shuipo Welding & Cutting Equipment Manufacture Co., Ltd. специализируется на исследованиях и производстве
сварочного и режущего оборудования для автомобилей, модифицированных прицепов,
автомобилей специального назначения, а также промышленности строительной техники и судостроения. и стальная конструкция
. Наша компания занимает площадь 42000 квадратных метров, в том числе 12000
квадратных метров строительной площади. Уставный капитал нашей компании достигает
10 миллионов юаней, а наши общие активы достигают 60 миллионов юаней.
2.Упаковка
3. Наш рынок
| Основные рынки: | Южная Америка | |
| Ближний Восток | ||
| Юго-Восточная Азия | ||
| Африка | ||
| Восточная Европа | ||
| Западная Европа | ||
005 США | ||
| Доля экспорта: | 31% — 40% |
4.Контакты
.Фабрика столов для сварки швов, производственная компания OEM / ODM
стола для сварки швов на заказ Всего найдено 115 фабрик и компаний по производству столов для сварки швов с 345 продуктами. Выбирайте высококачественные столы для сварки швов из нашего огромного ассортимента надежных заводов по производству столов для сварки швов. Золотой член| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер; Сварка Токарная Стол , Сварочная Горелка; Сварка Запасные части горелки, Сварка Вращающийся Стол , Фланец Сварка Позиционер, Сварка Токарная обработка Стол |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварочное и режущее оборудование |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, IATF16949 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | ODM, OEM |
| Расположение: | Уси, Цзянсу |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Сварочный вращатель , Сварочный позиционер , хромированный поршневой шток, хонингованная труба, затачивание и полированная труба |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Уси, Цзянсу |
| Производственные линии: | 4 |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Стальная катушка, стальная труба, никелевая полоса, лист ПВХ, автомат для резки |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14000, HSE, BRC … |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Дунъин, Шаньдун |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Автоматический сварочный аппарат , сварочный аппарат трубы |
| Mgmt.Сертификация: | ISO 9001, HSE, QHSE |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Нанкин, Цзянсу |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер, Сварка Стол , Сварка Поворотный стол, устройство подачи проволоки, Сварка Поворотное устройство |
| Mgmt.Сертификация: | ISO 9001 |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер, Сварка Патрон, Сварка Поворотный стол, Сварка Манипулятор, Сварка Питатель |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, IATF16949 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Цзинань, Шаньдун |
Tig для резервуаров
Аппараты для линейной шовной сварки TIG для резервуаров
1 объект и параметры сварки:
(1) Технические характеристики : Торцевая муфта цилиндра диаметром 350-500 мм бочки валка из нержавеющей стали должна свариваться вместе с корпусом цилиндра. Толщина пластины из нержавеющей стали : 1,8-3,0 мм. Длина корпуса ствола : 500-1200мм. Торцевая розетка закрытого типа должна соединяться с двумя торцами корпуса ствола.Сварочный зазор красивый и хорошо распределяется, а при использовании стандартного луча JB4730.2-2005 для проверки зазора процент прохода сварки составляет более 99%. Избыточная высота шва может быть отрегулирована в пределах 0-2,5 мм, испытание образца на сварку соответствует стандарту.
(2) Требование точки сборки стыковки : торцевой стыковой шов с корпусом ствола, сварка MIG (сварка в среде CO2). Расстояние между : 150-200 мм, стык и сварной зазор меньше 0.5мм.
2 краткое изложение проекта оборудования:
Это оборудование используется для сварки кольцевым швом внешнего цилиндра и внутреннего цилиндра из нержавеющей стали, после односторонней сварки и двойной боковой формовки. Передняя сторона сварного шва использует чистый аргон для защиты, внешний цилиндр использует метод сварки с автоматической подачей проволоки MIG, обеспечивая сварочную мощность.
В этом оборудовании используется гидравлический зажим сварочной детали, приводная ось головки и положение задней бабки, основная ось приводит в движение деталь для вращения.Только при стабильном вращении заготовки можно использовать верхнюю передачу с гидравлическим приводом. Загрузка и выгрузка заготовки очень удобна, а качество стабильно.
Информация о компании
Мы можем настроить оборудование в соответствии с вашими требованиями.
Чтобы узнать больше, свяжитесь со мной!
Weichat: cj168794
Skype: candace_chen
QQ: 836510092
.Завод позиционеров для сварки швов, Позиционеры для сварки швов на заказ OEM / ODM Производственная компания
Всего найдено 33 фабрики и компании по производству позиционеров для сварки швов с 99 продуктами. Выбирайте высококачественные позиционеры для сварки швов из нашего обширного ассортимента надежных заводов по производству позиционеров для сварки швов. Золотой член| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварка Позиционер ; Сварочный стол Поворотный стол, Сварочная горелка ; Сварка Запасные части горелки, Сварка Поворотный стол, фланец Сварка Позиционер , Сварка Поворотный стол |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварочное и режущее оборудование |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, IATF16949 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | ODM, OEM |
| Расположение: | Уси, Цзянсу |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Сварка Вращатель, Сварка Позиционер , Хромированный поршневой шток, Хонингованная труба, Зачистка и полированная трубка |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Расположение: | Уси, Цзянсу |
| Производственные линии: | 4 |
| Тип бизнеса: | Торговая компания |
| Основные продукты: | Автоматический сварочный аппарат , сварочный аппарат трубы |
| Mgmt.Сертификация: | ISO 9001, HSE, QHSE |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Нанкин, Цзянсу |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Стальная катушка, стальная труба, никелевая полоса, лист ПВХ, автомат для резки |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, ISO 14000, HSE, BRC … |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM, собственный бренд |
| Расположение: | Дунъин, Шаньдун |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Сварка Вращатель, Сварка Позиционер , Сварочный манипулятор , Режущий станок, двутавровая балка Сварочный аппарат |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM |
| Расположение: | Уси, Цзянсу |
| Производственные линии: | 1 |
| Тип бизнеса: | Производитель / Завод , Торговая компания , Group Corporation |
| Основные продукты: | Автоматическая сварочная машина , Профилегибочная машина, Станок для лазерной резки волокна, Сварочный манипулятор , Линия по производству коробчатых балок |
| Собственность завода: | Государственная |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Уси, Цзянсу |
| Производственные линии: | 3 |