Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Сварочные экраны и защитные шторки — в наличии на складе! Особенности переноса электродного металла при сварке в углекислом газеПри сварке в СO2 проволоками Св-08ГС и Св-08Г2С в основном используют процесс с частыми принудительными короткими замыканиями и процесс с крупнокапельным переносом (табл. 3.1). При сварке порошковыми проволоками применяют процесс с непрерывным горением дуги, а при сварке активированной проволокой — струйный процесс (рис. 3.1).
Процесс с частыми принудительными короткими замыканиями получают при сварке в СO2 проволоками ф0,5—1,4 мм путем изменения сварочного тока, обеспечивающего изменение скорости плавления электрода и давления дуги. Весь процесс можно разделить на ряд подобных повторяющихся циклов (рис. 3.1). Теплота, выделяемая дугой, интенсивно расплавляет электродную проволоку и деталь. При этом длина дуги быстро увеличивается. По мере уменьшения сварочного тока скорость расплавления проволоки и давление дуги уменьшаются. В результате капля электродного металла и ванночка сближаются, замыкая разрядный промежуток. Дуга гаснет, напряжение резко уменьшается, а сила тока в цепи возрастает С увеличением тока растет электродинамическая сила и приводит к ускорению перехода капли в ванну и образованию шейки между электродом и каплей. Утоненная шейка перегревается проходящим током и перегорает со взрывом. Напряжение резко возрастает, и зажигается дуга. После этого все явления повторяются. Основные параметры данного процесса: среднее напряжение процесса сварки Uсв, среднее значение сварочного тока Iсв, максимальный ток Iк.з., минимальный ток Imin, длительность горения дуги Iд, длительность короткого замыкания t к.з., длительность цикла T= t д+ t к.з., скорость нарастания тока при коротком замыкании разрядного промежутка каплей ΔIк.з./Δt и скорость снижения тока при горении дуги ΔIд/Δt. С повышением напряжения увеличивается длительность горения дуги и всего цикла, а частота коротких замыканий уменьшается, возрастают потери на окисление и разбрызгивание, а форма шва несколько улучшается. При повышении напряжения процесс переходит в крупнокапельный. Характер течения процесса с частыми принудительными короткими замыканиями в большой степени зависит от скорости нарастания Iк.з. в цепи (ΔIк.з./Δt). При сварке проволоками ф0,8÷1,4 мм при ΔIк.з./Δt> 200÷300 кА/с процесс стабилен, но сопровождается повышенным разбрызгиванием. При ΔIк.з./Δt<40 кА/с процесс протекает с редкими короткими замыканиями, импульсный характер изменения силы тока выражен слабо и на низких напряжениях процесс протекает нестабильно. При средних значениях ΔIк.з./Δt=60÷180 кА/с процесс протекает стабильно и отличается небольшим разбрызгиванием. Характер процесса и технологические характеристики сварки в СO2 в определенной степени зависят также от наклона внешней характеристики источника питания дуги. При пологопадающих внешних характеристиках источника тока увеличение угла наклона характеристики приводит к некоторому увеличению внешней составляющей длины дуги; дуга более подвижная и эластичная, ширина разогрева изделия и ширина шва несколько увеличиваются. Сочетание падающей внешней характеристики с высокими регулируемыми скоростями нарастания тока короткого замыкания и регулировкой амплитудных значений тока короткого замыкания дает возможность получать процесс сварки в СO2 с принудительными короткими замыканиями и процесс сварки в СO2 без коротких замыканий с хорошими технологическими характеристиками. Процесс с крупнокапельным переносом наблюдается при сварке проволоками ф0,5—1,6 мм на повышенных напряжениях, а для проволок > ф1,6 мм — в широком диапазоне режимов сварки кремниймарганцевыми проволоками. При низких напряжениях процесс протекает с короткими замыканиями, а при высоких — без них. Процесс с крупнокапельным переносом обычно сопровождается повышенным разбрызгиванием. Для уменьшения разбрызгивания и улучшения формирования шва при сварке с короткими замыканиями рекомендуется снижать значение ΔIк.з./Δt (например, путем увеличения индуктивности цепи и включения в цепь балластного сопротивления). Для получения стабильного процесса сварки в СO2 с хорошим формированием шва и небольшим разбрызгиванием необходимо строго соблюдать определенные соотношения между током и напряжением (рис. 3.2). Для повышения производительности процесса и уменьшения разбрызгивания целесообразно вести сварку с погружением дуги в ванну так, чтобы внешняя составляющая дуги была равна 2—3 мм. Этот процесс реализуется на повышенных токах (табл. 3.1).
Струйный процесс в СO2 можно получить только при использовании проволок, активированных цезием, рубидием, калием, натрием, барием, церием и солями РЗЭ. Процесс протекает без разбрызгивания с хорошим формированием шва. Сварку проволоками, активированными солями рубидия и цезия, можно выполнять также с наложением импульсов тока. Однако до настоящего времени этот процесс не нашел широкого практического применения. При использовании порошковых проволок рутил-флюоритного типа сварка протекает с крупнокапельным переносом. Процесс во многом подобен сварке проволокой СВ-08Г2С сплошного сечения. При использовании порошковых проволок рутилового типа процесс сварки ведут с непрерывным горением дуги и переносом капель среднего размера, сопровождающимися небольшим разбрызгиванием и хорошим формированием шва. В последние годы разработаны: проволока с дополнительным сердечником-фитилем, заполненным в основном оксидом титана (АПАН-2), и проволока, легированная РЗЭ (Св-14Г2Сч). Эти проволоки при сварке в СO2 на повышенных токах (более 30 А для ф1,6 мм) обеспечивают хорошее формирование шва и малое разбрызгивание. При сварке в смесях СO2+O2 (15—30%) могут выполняться процессы с крупнокапельным переносом и с частыми короткими замыканиями. Добавление кислорода к СO2 незначительно изменяет характер процесса (он характеризуется более высоким окислительным потенциалом защитной среды и большей жидкотекучестью ванночки). Для сварки используют проволоки с повышенным содержанием раскислителей. Формирование шва несколько лучше, чем при сварке в СO2, но поверхность шва покрыта шлаком. В смесях Аr+СO2 (до 15%) могут быть получены струйный и крупнокапельный процессы, а при содержании >20% СO2 — процессы с частыми короткими замыканиями и крупнокапельный. Сварка в смеси Аr+20—25% СO2 или 20% СO2 и 5% O2 обеспечивает лучшее формирование шва и меньшее разбрызгивание, чем сварка в СO2. Перенос металла с электрода на изделие определяет технологические характеристики и области применения процессов сварки плавящимся электродом. Различают следующие основные виды переноса электродного металла при сварке в СO2 и его смесях (см. рис. 3.1): с принудительными короткими замыканиями, крупнокапельный с естественными короткими замыканиями разрядного промежутка, то же без коротких замыканий, перенос каплями среднего и малого размера без коротких замыканий и, наконец, струйный перенос. При крупнокапельном переносе на электроде образуются капли диаметром >1,5 диаметра электрода. Если капля больше длины разрядного промежутка, то переход ее в ванну сопровождается коротким замыканием разрядного промежутка и погасанием дуги. Если капля меньше длины разрядного промежутка, то переход ее в ванну происходит без короткого замыкания. Основными силами, обусловливающими крупнокапельный перенос, являются сила тяжести, силы поверхностного натяжения, давление плазменных потоков и реакция испарения. На малых токах отрыв капли от электрода и направление ее полета определяются в основном силой тяжести, а на больших токах — электродинамической силой. Поэтому процессы с крупнокапельным переносом электродного металла применимы для сварки в нижнем положении. С повышением напряжения дуги, увеличением диаметра электрода и переходом на прямую полярность диаметр капель увеличивается. С увеличением силы тока диаметр капель уменьшается. При сварке с крупнокапельным переносом без коротких замыканий разбрызгивание металла происходит в основном из-за случайного вылета за пределы шва крупных капель и систематического выброса мелких капель с электрода (рис. 3.3,а). Помимо этого из ванны выбрасываются мелкие капли, что вызвано выделением СО. Разбрызгивание сравнительно велико. При сварке с принудительными короткими замыканиями разбрызгивание происходит из-за выброса мелких капель вследствие взрыва шейки и выброса остатка капли с электрода (рис. 3.3,б). Для уменьшения разбрызгивания рекомендуется подбирать оптимальные скорость нарастания и силу тока Iк.з., а также увеличивать наклон внешней характеристики источника питания дуги. Это достигается включением в сварочную цепь дросселя или дросселя и балластного реостата. С повышением напряжения разбрызгивание усиливается, а с увеличением тока оно сначала усиливается, а затем ослабевает (рис. 3.4). Наличие на проволоке ржавчины способствует разбрызгиванию в связи с взрывом крупных капель. В начале сварки и при нарушениях процесса наблюдается резкое увеличение разбрызгивания в результате выброса нерасплавленной части электрода и расплескивания ванны.
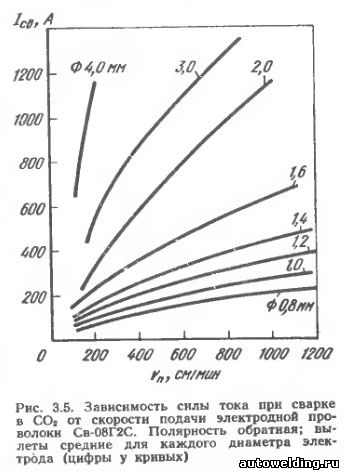
Перенос каплями среднего размера происходит при сварке порошковой проволокой рутилового типа, активированными проволоками и с принудительным управлением путем наложения импульсов тока, изменения силы тока при сварке, пульсирующей и вибрирующей подачи электрода. Разбрызгивание при этом переносе незначительное. При струйном переносе жидкий металл на электроде вытянут в виде конуса, с конца которого отрываются мелкие капли диаметром менее 2/3 диаметра электрода. Перенос определяется электродинамической силой, силами поверхностного натяжения, давлением плазменных потоков и реакцией испарения. Сила тяжести невелика, поэтому электродный металл переносится в ванну при сварке во всех пространственных положениях. Струйный перенос электродного металла наблюдается при сварке в СO2 активированной проволокой и в смесях Аr+СO2 (<25%). Минимальный ток, при котором наступает струйный перенос, называют критическим Iкр. С увеличением диаметра электрода Iкр возрастает. Разбрызгивание при струйном переносе незначительное. Сварочная проволокаСварочные проволоки выпускают с тонким медным покрытием и без него. На поверхности проволоки, а также в надрывах поверхностного слоя имеется технологическая смазка. В некоторых случаях проволоки покрывают антикоррозионными смазочными материалами, которые вносят в зону дуги водород и азот. В результате этого снижается стабильность процесса, повышается разбрызгивание, ухудшается формирование шва и понижается ударная вязкость металла шва. Особенно процесс сварки в СO2 ухудшается при наличии на проволоке ржавчины и нитрата натрия, входящего в состав некоторых смазочных материалов. Механическая очистка и травление проволоки немного повышают стабильность процесса и уменьшают содержание водорода. В наибольшей степени удалить водород и азот из процесса, повысить ударную вязкость шва, улучшить стабильность процесса сварки и формирование шва, а также уменьшить разбрызгивание можно путем прокаливания проволоки при 200—250 °С в течение 1,5—2 ч. Ржавчина на проволоке приводит к резкому снижению стабильности процесса и повышению разбрызгивания. Для ее удаления рекомендуется химическая или электрохимическая очистка проволоки и механическая очистка с последующим прокаливанием при 150—250 °С в течение 1,5—2 ч. Для надежной подачи по гибким шлангам и хорошего контактирования с токоподводящим наконечником сварочной горелки проволоки должны иметь определенную жесткость. Мягкие и чрезмерно жесткие (пружинистые) проволоки плохо подаются по шлангам. Технологические особенности процесса сварки в СO2Основными параметрами режима сварки в СO2 и его смесях являются: род защитного газа; полярность и сила тока; напряжение сварки; диаметр, скорость подачи, вылет, наклон и колебания проволоки; скорость сварки; расход и состав защитного газа. Сварку в СO2 обычно выполняют на постоянном токе. Однако возможна сварка и на переменном токе. Сварочный ток и диаметр проволоки выбирают в зависимости от толщины металла и расположения шва в пространстве. Стабильный процесс сварки с хорошими технологическими характеристиками можно получить только в определенном диапазоне
Второй важнейший параметр режима сварки — напряжение процесса сварки. С повышением напряжения увеличивается ширина шва и улучшается формирование валика. Однако одновременно возрастают излучение дуги и угар элементов, а также повышается чувствительность дуги к «магнитному дутью». При пониженных напряжениях ухудшается формирование шва, а при сварке на повышенных напряжениях увеличивается разбрызгивание. Оптимальные напряжения сварки (см. рис. 3.2) зависят от силы тока, диаметра и состава электрода, а также рода защитного газа. Сварка в СO2 проволокой Св-08Г2С на прямой полярности отличается большей длиной дуги, сильным излучением, а в ряде случаев большим разбрызгиванием, чем на обратной полярности. На прямой полярности скорость расплавления электрода в 1,6—1,8 раза выше, а глубина провара и ширина шва меньше, чем на обратной. Влияние скорости варки такое же, как и при сварке на обратной полярности. Наклон электрода до 15° «углом вперед» и «углом назад» не отражается на характеристиках процесса сварки. Наклон электрода «углом вперед» на 15—30° несколько уменьшает глубину провара и увеличивает ширину шва. При наклоне электрода на 15—30° «углом назад» формирование шва несколько ухудшается. Сварка в СO2 проволокой Св-14Г2Сч ведется на прямой полярности; достигаются хорошие технологические характеристики процесса, малое разбрызгивание и хорошее формирование шва. Состав защитного газа существенно влияет на технологические характеристики процесса. Так, в среде СO Химический состав проволоки, смазка и загрязнения, находящиеся на проволоке и свариваемом металле, могут оказывать влияние на силу тока, длину дуги, напряжение и характер процесса. Вылет электрода при сварке проволоками ф0,5—1,4 мм влияет на стабильность процесса сварки. Это обусловлено изменением нагрева электрода на вылете проходящим током. Допустимый вылет электрода зависит от диаметра, удельного электросопротивления электрода и сварочного тока. При малых вылетах затрудняется видимость зоны сварки и возможно подплавление токопровода, а при больших — нарушается стабильность процесса. При сварке проволоками ф1,6 мм и более влияние вылета электрода на стабильность протекания процесса сварки намного меньше. В этих случаях сварку можно выполнять при нормальных и повышенных вылетах. Увеличение вылета позволяет повысить коэффициент расплавления электрода и уменьшить глубину провара. Влияние свойств источника питания
Сборка соединений под сварку плавящимся электродом в СO2 зависит от типа соединения, толщины металла, расположения шва в пространстве, способа сварки (автоматическая или полуавтоматическая). Требования к качеству сборки и подготовки соединения под полуавтоматическую сварку в СO2 проволоками ф0,8—2,5 мм должны соответствовать ГОСТ 14771—76. Чем выше качество сборки соединения, тем выше производительность в процессе сварки. По возможности рекомендуется собирать и сваривать соединения в приспособлениях без прихваток. При сборке на прихватках последние следует устанавливать с обратной стороны соединения. Прихватку можно выполнять контактной сваркой, сваркой неплавящимся электродом и сваркой тонкой проволокой в СO Продолжение: Техника сварки в углекислом газе См. также: Сварка электрозаклепками и точками в СO2 |






Техника сварки в углекислом газе
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Введение. Сварка в углекислом газе
Особенности техники сварки соединений основных типов. Стыковые соединения металла толщиной 0,8—1,2 мм можно сваривать на медных, стеклянных и керамических подкладках, а также на весу. Для получения швов высокого качества необходимы: тщательная сборка, точное направление электрода по шву и поддержание неизменным режима сварки. Для соединения металла такой толщины применяют следующие способы:
1. Сварка в СO2 проволоками ф0,8—1,2 мм током обратной полярности с использованием источников питания с комбинированной характеристикой и высокими скоростями нарастания Iк.з..
2. Сварка на обратной полярности проволокой ф0,7— 0,8 мм на малых токах и напряжениях при питании от источника с повышенными динамическими свойствами по току, обеспечивающими получение процесса с принудительными короткими замыканиями. В качестве источников рекомендуются преобразователи ЗП 4/30, ЗП 7,5/30 и выпрямители ВСП-160, ВСП-315, ВДГ-303, ВСЖ-303 и ВС-300Б. Последовательно в сварочную цепь включают дополнительную индуктивность 0,2—0,25 мГн. Сварку ведут вертикальным электродом и направляют дугу на ванночку жидкого металла. В качестве защитных газов рекомендуются СO
3. Сварка с принудительными короткими замыканиями и гашением дуги.
4. Сварка с периодическим изменением мощности дуги, так называемая сварка модулированным током, или с прекращением процесса проволокой ф0,7—1,2 мм. При этом дуга легко возбуждается на горячем металле, а тепловая инерция ванны обеспечивает равномерное проплавление и формирование шва; время горения дуги составляет 0,6—1,2 с при перерыве 0,5—0,8 с.
5. Сварка проволоками ф0,7—0,8 мм на прямой полярности (в этом случае формирование шва несколько хуже, чем в предыдущих вариантах).
— Сварку металла малой толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока в верхней части изделия. При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечить плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.
— Металл толщиной > 1,2 мм легко сваривать на весу. При сварке металла толщиной 1,2—2 мм дугу рекомендуется направлять на ванну жидкого металла, сварку выполняют вертикальным электродом. Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход. При значительных зазорах в соединении рекомендуется: выполнять сварку в вертикальном положении сверху вниз, сваривать шов с периодическим прекращением процесса или изменением мощности либо с поперечными колебаниями электрода. Для получения качественного формирования шва важно правильно подобрать программу изменения мощности процесса, частоту и амплитуду колебания электрода.
— Металл толщиной >4 мм сваривают в СO2, СO2+O2 (20%) или Аr + СO2 (25%) с двух сторон. Разделку кромок делают в зависимости от конструкции изделия и допустимых режимов сварки согласно ГОСТ 14771—76.
— Для получения качественного стыкового соединения на металле толщиной >3 мм необходимо предупредить подсос воздуха с обратной стороны стыка. Для этого, а также для получения полного провара соединения без прожогов при больших переменных зазорах рекомендуется корневой шов сваривать тонкой проволокой в СO2 при сварочном токе 140—220 А. Последующие проходы могут быть выполнены в СO2, или СO2 + O2 (15—20%), или под флюсом. Сварка корневого шва тонкими проволоками ф1—1,4 мм в СO2 позволяет избежать кантовки крупных изделий. Сварка первого прохода может быть выполнена также на стеклянной или медной подкладке.
— Техника сварки поворотных кольцевых стыковых швов во многом подобна технике сварки продольных швов. Важным параметром режима является смещение от верхней точки окружности. Соединение на металле толщиной 0,8—2,5 мм и корневые швы на металле большой толщины рекомендуется сваривать в вертикальном положении сверху вниз или в полупотолочном положении (рис. 3.7). Дугу следует направлять на ванну жидкого металла. Это обеспечивает получение полного провара соединения с обратным формированием шва без прожогов даже при значительных переменных зазорах. Режимы сварки некоторых изделий приведены в табл. 3.2.


— При сварке металла большой толщины рекомендуется смещение электрода в сторону, противоположную направлению вращения детали. Смещение зависит от объема ванны, диаметра и толщины стенки детали и от скорости сварки. При толщине стенки детали >15 мм целесообразна узкая щелевая разделка в сочетании с непрерывной многопроходной сваркой. Режимы сварки выбирают в зависимости от допустимого термического цикла. Сварка кольцевых швов может быть выполнена во всех активных газах (СO2, СO2 + O2, Аr+O2+СO2 и Аr+СO2). При выборе состава смеси исходят из конкретных условий производства.
— Нахлесточные соединения металла толщиной 0,8—1,5 мм сваривают на весу, на медной, стальной или стеклотканевой подкладке. Более толстый металл сваривают на весу. Высокое качество соединения получают при смещении электрода от кромки до ±(1—1,5) мм. При большем смещении электрода в сторону нижнего листа возможны прожоги, а в сторону верхнего — ухудшается формирование шва и возможен недостаточный провар нижнего листа. Максимальная скорость сварки достигается при выполнении соединений в вертикальном положении сверху вниз; тщательная сборка также позволяет повысить скорость сварки. Металл малой толщины рекомендуется сваривать в СO2 по технологии с принудительными короткими замыканиями, при этом достигаются наименьшие деформации изделия. Металл толщиной >1,5 мм сваривают электродом, наклоненным поперек шва на 50—60° к поверхности листа. При сварке металла равных толщин электрод направляют в угол, а неравных — в сторону листа большей толщины. Некоторые режимы сварки нахлесточных соединений приведены в табл. 3.3.

— Тавровые и угловые соединения можно сваривать наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва «в лодочку». При сварке наклонным электродом угол наклона его к полке должен составлять 40—50°. При сварке швов с катетом до 5 мм и одинаковой толщине листов электрод направляют в угол, при неодинаковой толщине — в сторону листа большей толщины. При сварке тавровых соединений на стали толщиной >5 мм электрод смещают на 1,0—2,5 мм в сторону полки. Сварку целесообразно вести «углом вперед» с наклоном электрода к детали 70—75°. При сварке сталей большей толщины делают скос кромки. В этом случае электрод направляют в угол разделки. Для повышения производительности и улучшения формирования шва целесообразно выполнять сварку на спуск.
Швы с катетом >4 мм рекомендуется сваривать «в лодочку». При этом возможно использование форсированных режимов. Кроме того, улучшается формирование шва, появляется возможность увеличить скорость сварки до 300 м/ч.
При сварке тавровых и угловых соединений можно рекомендовать приемы, повышающие скорость расплавления электрода: сварку с подачей присадочной проволоки, с увеличенным вылетом, с дополнительным нагревом электрода двумя и тремя электродными проволоками, подключенными к общему токосъемнику и в общую ванну. Некоторые режимы сварки тавровых и угловых соединений приведены в табл. 3.4.

— Замковые соединения наиболее часто применяют при сварке кольцевых швов. Такие соединения выполняют с разделкой кромок согласно ГОСТ 14771—76. Режимы сварки выбирают в зависимости от толщины листов и диаметра изделия. Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита таким образом, чтобы вести сварку на спуск.
Особенности полуавтоматической (ручной механизированной) сварки. Техника полуавтоматической сварки в СO2 и в смесях СO2+O2, Аr + СO2 (25%) и Аr + O2 + СO2 (25%) проста. Задача сварщика состоит в поддержании постоянного вылета электрода, равномерном перемещении держателя вдоль кромок и (в отдельных случаях) в выполнении колебаний электрода. Глубина провара при сварке в СO2 и СO2 + O2 больше, чем при сварке в Аr + СO2 и при ручной дуговой сварке штучными электродами, т. е. можно выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на глубине проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют при меньшем токе, т. е. в результате скорость полуавтоматической сварки меньше, чем автоматической.
— При сварке тонкими проволоками форма колебаний электрода обычно такая же, как при ручной дуговой сварке. При сварке проволоками ф1,6 мм и более форма поперечных колебаний зависит от типа соединения и может изменяться от слоя к слою. Корневые швы сваривают при возвратно-поступательном перемещении электрода, средние слои стыковых швов — при перемещении электрода по вытянутой спирали, а верхние слои — с поперечными колебаниями («змейкой»). Сварку стыковых соединений можно вести с наклоном электрода как «углом вперед» так и «углом назад» до 10—30°.
— В первом случае глубина провара несколько меньше, шов шире, удобно направлять дугу по разделке шва, можно добиться существенного уменьшения разбрызгивания; сварку можно выполнять с большими скоростями, чем сварку вертикальным электродом. Возвратно-поступательные движения горелки обеспечивают снижение пористости при сварке во всех активных газах. Этому способствует как улучшение защиты, так и перемешивание и замедленное охлаждение жидкой ванны.
— При сварке «углом назад» рекомендуют наклонять горелку на 5—35°. В этом случае можно несколько увеличить глубину провара, но ширина шва уменьшается. Для расширения шва сварку выполняют с колебаниями электрода. При сварке угловых швов электрод наклоняют на 45—60° к полке поперек соединения. Сварку ведут вертикальным электродом или с наклоном «углом вперед» на 70—80° к изделию. Дугу направляют со смещением на 1—2 мм от угла к нижней полке или в угол. Желательно вести сварку на спуск с наклоном изделия на 6—10°. Это существенно улучшает формирование шва, позволяет повышать скорости сварки и уменьшать разбрызгивание.
Для получения плотного шва и хорошего провара в начале сварки необходимо обеспечить предварительную подачу газа до зажигания дуги и начинать сварку вертикальным электродом, а также выполнять сварку с программированием напряжения, тока и скорости подачи электрода. Для получения качественного конца необходимо заварить кратер и обдувать его газом до полного затвердевания металла. При сварке с большой силой тока для заварки кратера нужно уменьшить силу тока и напряжение (ориентировочно до 150—180 А и 22—24 В соответственно). Для окончания сварки могут быть использованы также другие приемы, осуществляемые с программированием напряжения.
— Вертикальные швы сваривают как со свободным, так и с принудительным формированием. Металл толщиной до 4 мм обычно сваривают «сверху вниз» со свободным формированием швов. Сварку выполняют тонкими проволоками ф0,8—1,4 мм в СO2 или СO2 + O2 (15%), реже в смеси Аr + СO2 (не менее 25%). Сварку вертикальных швов сверху вниз ведут «углом назад», направляя дугу на переднюю часть ванночки (рис 3 8, а). Это предотвращает стекание ванночки, способствует увеличению проплавления корня шва и исключает такие дефекты, как несплавление и натек по краям шва. При сварке металла толщиной до 1,2 мм эта техника исключает прожоги металла. Металл толщиной до 3 мм сваривают без колебаний электрода, металл толщиной 3—4 мм сваривают с поперечными колебаниями электрода (рис. 3.8). Требования к качеству сборки при сварке «сверху вниз» менее жесткие, чем при сварке в нижнем положении. Поэтому сварку сверху вниз применяют для выполнения корневых швов металла разной толщины при наличии переменных зазоров. Скорость сварки «сверху вниз» обычно в 2—2,5 раза выше, чем сварки «снизу вверх».

Для уменьшения разбрызгивания и увеличения провара рекомендуют вести сварку на пониженных напряжениях при питании от источников с повышенными динамическими свойствами по току.
При сварке сталей толщиной >4 мм вследствие интенсивного теплоотвода в изделие наблюдается неполный провар корня шва. Повышение тока приводит к увеличению объема жидкой ванночки и усилению ее стекания. В результате натекания жидкого металла на холодный металл изделия наблюдается непровар корня и несплавления по краям шва. Поэтому стали толщиной ≥4 мм при питании дуги от источников с жесткой и пологопадающей внешней характеристиками приходится сваривать снизу вверх. Скорости сварки вертикальных швов «снизу вверх» обычно невелики (6—10 м/ч). Сварку ведут «углом вперед», направляя дугу на переднюю часть ванночки, что уменьшает ее стекание. Металл толщиной >8 мм сваривают с поперечными колебаниями электрода по треугольнику (см. рис. 3.8, г). Техника выполнения сварки швов «снизу вверх» требует более высокой квалификации сварщика, чем при сварке «сверху вниз».
Применение источников тока с комбинированной внешней характеристикой и высокими скоростями нарастания Iк.з. обеспечивает возможность сварки в СO2 углеродистых сталей толщиной до 12 мм методом «сверху вниз». Сварка выполняется проволоками ф1,2—1,4 мм на токах до 260 А (табл. 3.5). Провар корня шва полный, несплавления по краям шва отсутствуют. Швы формируются без усиления или с небольшим ослаблением. Уменьшение усиления шва обеспечивает снижение расхода электродной проволоки, газа и электроэнергии. Снижаются трудовые затраты, уменьшается деформация изделия. Сварку выполняют электродом «углом назад»; швы катетом до 4 мм сваривают без поперечных колебаний электрода, а швы катетом >4 мм выполняют с поперечными колебаниями электрода и в несколько проходов. Скорости сварки угловых швов «сверху вниз» на металле толщиной 8—12 мм достигают 30— 35 м/ч, на более тонком металле — 50—55 м/ч. Простая техника сварки и мягкая «эластичная» дуга меньше утомляют сварщика, чем сварка «снизу вверх» с колебаниями электрода.

Режимы сварки вертикальных соединений со свободным формированием швов — в СO2 (при использовании источников тока как с пологопадающей, так и с комбинированной внешней характеристиками) и в смесях СO2 + O2 (15%) и Аr+СO2 (25%) выбирают такими, чтобы процесс протекал с частыми короткими замыканиями (табл. 3.5). Сварку в смеси Аr + СO2 (<15%) можно выполнить с наложением импульсов тока. При этом можно использовать электродные проволоки ф1—2 мм.
— При значительной длине соединений прямолинейные вертикальные швы на стали толщиной 8—40 мм целесообразно выполнять по технологии с принудительным формированием, как при электрошлаковой сварке. Этот способ разработан Д. А. Дудко с сотр. в ИЭС им. Е. О. Патона в 1956—1957 гг.
Для получения высокого качества и хорошего формирования швов необходимо наличие между ползуном и швом небольшого количества шлака. Для этого при использовании проволок сплошного сечения в зону сварки подают небольшое количество флюса. Флюс поступает из отдельного бункера или с присадочной порошковой проволокой, укрепленной на кромке стыка. При сварке порошковыми проволоками шлак образуется при расплавлении самой проволоки. Для защиты зоны сварки применяют СO2 или смесь СO2+O2 (15—30%). В последнем случае на поверхности ванны образуется больше шлака и формируется более жидкотекучая ванночка.
Для получения шва высокого качества необходимо предупреждать попадание воздуха к расплавленной ванночке, для чего газ рекомендуют подавать по специальным газовым соплам или по каналам, расположенным в ползунах. Наличие на поверхности ванны шлака снижает требования к качеству за щиты. Режимы сварки вертикальных швов выбирают, исходя из условия получения заданного термического цикла и получения процесса с минимальным разбрызгиванием. С повышением Iсв увеличиваются объем сварочной ванночки и ее глубина. При заданном напряжении с повышением Iсв ширина шва уменьшается. С повышением напряжения ширина ванны увеличивается. Зазор между листами влияет мало на ширину шва.
Соединения на металле толщиной >20 мм выполняют с колебаниями электрода. У ползунов электрод задерживают на 1,5—2 с. Сварку вертикальных швов выполняют на постоянном токе. Сварка вертикальных швов в защитных газах с принудительным формированием обеспечивает более высокую производительность, чем сварка со свободным формированием шва и ручная дуговая сварка. Стыковые соединения под сварку с принудительным формированием собирают без скоса кромок и с U-образной разделкой. При сборке с U-образной разделкой уменьшается сечение разделки и можно повысить скорость сварки. Кроме того, при U-образной разделке кромок в случае выхода из строя автомата сварку можно закончить полуавтоматической или ручной дуговой сваркой. Поперечная усадка соединения при U-образной разделке также меньше, чем при прямоугольной.
— Горизонтальные швы на стали толщиной до 6 мм сваривают в СO2 или СO2 +O2 (15—20%) проволоками ф0,8— 1,4 мм. Соединения на металле толщиной до 3 мм собирают без скоса кромок с небольшим зазором, что обеспечивает получение швов с полным проваром при небольших усилиях. Сварку ведут «снизу вверх» с наклоном электрода «углом назад» без поперечных колебаний. Дугу направляют на металлическую ванночку. При толщине металла >4 мм делают скос на кромке верхнего листа. Сварку металла толщиной >6 мм выполняют с наклоном электрода поперек шва на угол 40—60° к вертикали. Основное сечение шва заваривают с повышенной силой тока. При этом используют проволоки сплошного сечения до ф2 мм и порошковые до ф4 мм, а облицовочные швы заваривают проволоками ф1,2—1,4 мм на малых режимах (табл. 3.6). При сварке металла толщиной >6 мм на повышенных токах наблюдается стекание ванны жидкого металла. Для предупреждения этого используют формирующие ползуны. При сварке горизонтальных швов проволоками Св-08Г2С ф1,6—2 мм в металле шва встречаются характерные несплавления, имеющие вид полушарий. Места несплавления обычно покрыты тонкой корочкой шлака. Для их исключения следует «понижать» режим сварки, уменьшать диаметр электрода, а также осушать СO2 и очищать проволоку от смазки.

— Потолочные швы рекомендуется сваривать: в СO2 проволокой ф0,8—1,4 мм на режимах с частыми короткими замыканиями, а в Аr+СO2 (10%) с наложением импульсов. Сваривать такие швы полуавтоматом труднее, чем в других положениях, поэтому сварщик должен иметь более высокую квалификацию. Сварку потолочных швов ведут «углом назад» на минимальных напряжениях. Сварочный ток можно выбирать несколько большим, чем для сварки вертикальных швов. Дугу и поток СO2 направляют на ванночку жидкого металла, что уменьшает его стекание. Для этой же цели рекомендуется увеличивать расход газа. Сварку стыковых швов с разделкой кромок ведут с поперечными колебаниями электрода. Металл толщиной >6 мм рекомендуется сваривать в два прохода и более, что обеспечивает получение плотных швов.
См. также: Сварка в углекислом газе, Сварка электрозаклепками и точками в СO2
Режимы сварки в защитных газах
Темы: Режимы сварки, Сварка стали, Сварка MIG / MAG, Сварка в защитных газах, Сварка в углекислом газе, Проволока сварочная, Сварные соединения.
Режимы сварки в защитных газах имеют такие основные параметры :
- род, сила и полярность тока;
- напряжение сварки,
- диаметр проволоки;
- скорость подачи электродной проволоки;
- вылет, наклон и колебания электрода;
- скорость сварки;
- расход газа;
- состав газа.
Таблица 1. Режимы сварки в в защитных газах (СO2,СO2+O2 и Ar+25%СO2 ) стыковых соединений низкоуглеродистых и низколегированных сталей в нижнем положении проволокой Св-08Г2СА (ток обратной полярности)
| Толщина металла, мм | Зазор, мм | Число проходов | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,5-1 | 0-1 | 1 | 0,5-0,9 | 30-80 | 16-18 | 25-50 | 8-10 | 6-7 |
| 1,5-2 | 0-1 | 1 | 1,0-1,2 | 80-150 | 18-23 | 25-45 | 10-13 | 7-9 |
| 3 | 0-1,5 | 1 | 1,2-1,4 | 150-200 | 23-25 | 25-40 | 12-15 | 8-11 |
| 3-4 | 0-1,5 | 2 | 1,2-1,6 | 180-250 | 25-32 | 25-75 | 12-30 | 8-15 |
| 6 | 0,5-2 | 2 | 1,2-2,0 | 200-420 | 25-36 | 25-60 | 12-30 | 10-16 |
| 9-10 | 0,5-2 | 2 | 1,2-2,5 | 300-450 | 28-38 | 20-50 | 12-35 | 12-16 |
| 12-20 | 1-3 | 2 | 1,2-2,5 | 380-550 | 33-42 | 15-30 | 12-25 | 12-16 |
Таблица 2. Режимы сварки в в защитных газах ( СO2,смеси Ar+25%СO2 и Ar+O2+25%СO2) поворотрых кольцевых стыковых швов проволокой Св-08Г2СА (ток обратной полярности)
| Диаметр детали, мм | Толщина стенки, мм | Зазор, мм | Смещение кромок, мм |
Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 50* | 1-1,5 | 0-1 | 0-1 | 0,8-1,2 | 100-150 | 18-19 | 80-90 | 10-12 | 7-8 |
| 100-150** | 2-2,5 | 0-1.5 | 0-1 | 0,8-1,2 | 130-180 | 18-19 | 70-80 | 10-13 | 7-8 |
| 200-500** | 8-15 | 0-1 | 0-1 | 1-1,2 | 150-190 | 19-21 | 20-30 | 10-15 | 7-8 |
| 200-400** | 30-60 | 0-1 | 0-1 | 2-3 | 350-450 | 32-36 | 25-35 | 25-60 | 15-18 |
* Смещение электрода согласно Рис .1.
** Сварка корневого шва при V- или U-образной разделке
Рис. 1. Схемы расположения электрода при сварке в СO2 поворотных кольцевых швов тонкой стали 1 на весу.
Таблица 3. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) нахлесточных соединений проволокой Св-08Г2С (ток обратной полярности)
| Толщина металла, мм | Положение сварки | Защитный газ | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напряжение сварки, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин | Примечание |
| 0,8+0,8 | В | СO2 | 0-0,5 | 0,8-1 | 100-120 | 17,5-19 | 40-80 | 8 | 6-7 | На медной прокладке |
| 1+1 | Н | 0,8-1,2 | 110-135 | 18-20 | 30-50 | 8-12 | 7-8 | |||
| 1+1 | В | 0,8-1,2 | 120-150 | 18-20 | 40-80 | 8-12 | 7-8 | На весу или на медной прокладке | ||
| 1,2+1,2 | Н | СO2 ,Ar+ 25%СO2 | 0-0,5 | 0,8-1,2 | 120-145 | 18-20 | 30-50 | 8-12 | 6-8 | На медной прокладке |
| В | 130-160 | 40-80 | 7-8 | На весу или на медной прокладке | ||||||
| 2+2 | Н и В | 0-0,5 | 1-1,4 | 160-220 | 19-22 | 30-70 | 10-14 | 8-9 | На весу | |
| 5+5 | Н | 0-1 | 1,2-2 | 200-500 | 21-35 | 30-45 | 10-20 | 9-15 | ||
| 1,5+5 | Н и В | 0-1 | 1-1,4 | 130-180 | 19-22 | 30-65 | 8-14 | 7-9 |
* Н — нижнее, В — вертикальное положение сварки.
Таблица 4. Режимы сварки в в защитных газах ( СO2 и Ar+25%СO2 ) углеродистых сталей в вертикальном положении проволокой Св-08Г2С (сварка сверху вниз, обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Номер прохода | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-1 | 1 | 0,8-1,2 | 90-130 | 17-18 | 40-60 | 8-11 | 6-7 | |
| 1,2-2 | 0-1 | 0,8-1,2 | 140-200 | 18-22 | 40-55 | 8-12 | 6-7 | ||
| 2,2-4 | 0-1,5 | 1,2-1,5 | 180-260 | 21-24 | 35-55 | 9-12 | 7-8 | ||
| 3-6 | 1±1 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 8-9 | |
| 2 | 1,2-1,4 | 200-260 | 23-25 | 20-40 | 9-12 | 8-9 | |||
| 8-10 | 2±1/2 | 1 | 1,2-1,4 | 160-200 | 20-23 | 25-45 | 9-12 | 9-10 | |
| 2-3 | 1,2-1,4 | 200-260 | 23-35 | 20-35 | 9-12 | 9-10 | |||
| 0,8-1 | 0-0,05 | 1 | 0,8-1 | 90-130 | 17-18 | 40-55 | 8-11 | 5-7 | |
| 1,5-3 | 1 | 0,8-1,2 | 140-200 | 18-22 | 40-50 | 8-12 | 6-7 | ||
| 3,2-5,5 | 0-1 | 1-2 | 1,2-1,4 | 160-240 | 20-23 | 35-55 | 9-12 | 7-8 | |
| 6-12 | 0-1,5 | 1-2 | 1,2-1,4 | 200-260 | 22-26 | 25-35 | 10-12 | 8-10 |
Таблица 5.
Режимы сварки в защитных газах ( СO2)
горизонтальных швов проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-0,5 | 0,8-1 | 70-130 | 17-18,5 | 25-30 | 8-10 | 6-7 | |
| 1,5 | 1-1,5 | 0,8-1,2 | 100-150 | 17,5-19,5 | 19-24 | 8-12 | 6-8 | |
| 3 | 1,5-2 | 1-1,4 | 140-190 | 20-23 | 16-18 | 10-12 | 7-9 | |
| 5-6 | 0-1 | 1-1,4 | 150-250 | 20-23 | 10-14 | 12-14 | 8-10 |
Таблица 6.
Режимы сварки в защитных газах ( СO2)
швов в потолочном положении проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Катет шва | Соединение | Зазор, мм | Диаметр проволоки, мм | Число проходов | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Расход газа, л/мин |
| 1,5-2 | 1,5-2 | 0-1 | 0,8-1,2 | 1 | 150-190 | 18,5-20 | 23-35 | 7 | |
| 3-5 | 3-5 | 0-1,5 | 1-1,2 | 1 | 160-260 | 18-22,5 | 20-30 | 8 | |
| 7-8 | 6-8 | 2 | 160-270 | 19,5-22,5 | 17-25 | 8-9 |
Таблица 7.
Режимы сварки (ориентировочные) углеродистых сталей в углекислом газе
электрозаклепками и точками.
| Толщина листов, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Длительность сварки, с |
Вылет электрода, мм |
Расход газа, л/мин | Наличие отверстия в верхнем листе | |
| верхнего |
нижнего |
|||||||
| 0,5 | 0,5-2,0 | 0,8 | 100-140 | 18-21 | 0,6-1,1 | 6-10 | 5-6 | нет |
| 0,8 | 0,8-3,0 | 0,8 | 120-160 | 19-22 | 0,5-1,2 | 8-10 | 5-6 | нет |
| 1,0 | 1,0-4,0 | 0,8-1,0 | 150-190 | 20-23 | 1,0-1,8 | 8-12 | 5-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 200-210 | 21-24 | 1,4-1,8 | 10-12 | 6-7 | нет |
| 1,5 | 1,5-4,0 | 1,0-1,2 | 190-210 | 21-23 | 1,3-1,6 | 10-12 | 6-7 | есть |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 220-300 | 22-27 | 2,0-3,0 | 10-14 | 6-8 | нет |
| 2,0 | 2,0-5,0 | 1,0-1,4 | 210-250 | 22-25 | 1,6-2,0 | 10-14 | 6-7 | есть |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 320-380 | 30-35 | 2,0-3,0 | 12-14 | 7-8 | нет |
| 3,0 | 3,0-6,0 | 1,2-1,6 | 300-350 | 28-32 | 1,9-2,5 | 12-14 | 7-8 | есть |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 380-420 | 33-37 | 3,0-3,5 | 13-15 | 8-9 | нет |
| 4,0 | 4,0-6,0 | 1,4-1,6 | 350-380 | 32-35 | 2,2-3,0 | 13-15 | 8-9 | есть |
| 5,0 | 5,0-7,0 | 1,4-2,0 | 400-450 | 34-40 | 3,5-4,0 | 14-16 | 9-10 | нет |
| 6,0 | 6,0-8,0 | 1,6-2,4 | 420-550 | 38-44 | 3,0-4,0 | 14-18 | 9-10 | нет |
| 8,0 | 8,0-10,0 | 2,0-2,4 | 550-600 | 43-48 | 3,0-4,0 | 16-18 | 11-12 | нет |
Примечание к Табл.7: постоянный ток обратной полярности; режимы сварки точками принимают текими же, как при сварке без отверстия для толщины верхнего листа.
Другие материалы относящиеся к темам »
Режимы сварки в защитных газах
:
- < Сварка MIG / MAG
- Сварка в среде углекислого газа >
Газовые сварочные смеси СО2+Ar
Газовые сварочные смеси СО2+Ar
Сварка в защитных газах – один из современных, ведущих технологических процессов соединения различных металлов.
Сварка в среде защитных газов (газовых смесей) сегодня применяется практически для всех металлов, включая различного сорта легированных сталей, углеродистую сталь, алюминий, медь, нержавейку и титан. Именно эти газы при соединении в определенных пропорциях обеспечивают то, что так необходимо для идеальной работы: экономику процесса сварки, оптимальную скорость и высокое качество выполнения сварочных работ. Электрогазосварочные работы в чисто газовой среде во многих развитых странах давно остались в прошлом. Им на смену пришли многокомпонентные газовые смеси улучшенного состава. Для полноценной защиты дуги применяются смеси, основанные на аргоне, гелии и других технических газах. Опыт по использованию газовых смесей показал: газовые смеси по своими показателям повышают финальное качество соединения по аналогии с чистыми газами. Широко применяемый в сварочном производстве способ защиты сварочной ванны с помощью однокомпонентных газов (двуокись углерода или аргон) со временем стал не удовлетворять требованиям качества и производительности. Помимо этого, использование газовых смесей автоматически снижает себестоимость готовой продукции и капитала затраты на работы. Дальнейшим этапом повышения эффективности сварки при изготовлении сварных металлоконструкций стало применение многокомпонентных газовых смесей на основе аргона.
Сварка с использованием защитной сварочной смеси в баллонах широко используется в строительстве и машиностроении. Ее применяют как для мелких бытовых изделий, так и для крупнейших металлоконструкций. Для полноценной защиты дуги применяются смеси, основанные на аргоне, гелии и других технических газах. Опыт по использованию газовых смесей показал: газовые смеси по своим показателям повышают финальное качество соединения по аналогии с чистыми газами. Помимо этого, использование ГС автоматически снижает себестоимость готовой продукции и капиталозатраты на работы. Для проведения большинства электросварочных работ на сегодняшний день требуется применение сварочной смеси, цена которой лишь немного превышает традиционную среду защитных газов. Наилучшей считается сварочная смесь в баллонах, на основе аргона. Такая сварочная смесь в баллонах состоит на 82% из аргона и на 18% из углекислого газа. Использование сварочных смесей на основе аргона вместо традиционной углекислоты, позволит существенно повысить качество сварки без модернизации оборудования и изменения технологий.
Изменяя состав газовой смеси, можно в определенных пределах изменять свойства металла шва и сварного соединения в целом. Преимущества процесса сварки в газовых смесях на основе аргона проявляется в том, что возможен струйный и управляемый процесс переноса электродного металла. Эти изменения сварочной дуги – эффективный способ управления ее технологическими характеристиками: производительностью, величиной потерь электродного металла на разбрызгивание, формой и механическими свойствами металла шва, а также величиной проплавления основного металла.
Преимущества сварочных смесей перед традиционной защитной средой двуокиси углерода или чистого аргона очевидны:
- увеличение количества наплавленного металла за единицу времени; производительность сварки по сравнению с традиционной (в защитной среде CO2) увеличивается в полтора-два раза;
- увеличение глубины провара шва, его плотности, что в конечном итоге увеличивает прочность свариваемых конструкций;
- снижение потерь электродного металла на разбрызгивание на 70-80%. Потери электродного металла, достигающие при сварке в СО2 100…140 кг на тонну наплавленного металла, могут быть снижены до 20…30 кг при сварке в смеси Аг+СО2. При этом достигается существенная дополнительная экономия труда и времени на очистку деталей сварочного оборудования, шва и зоны, прилегающей к нему от брызг электродного металла. ;
- снижение количества прилипания брызг (набрызгивания) в районе сварного шва и, следовательно, уменьшение трудоëмкости их удаления;
- повышение стабильности процесса сварки;
- улучшение качества сварного шва: снижение пористости и неметаллических включений;
- уменьшение зоны термического влияния, вследствие этого — уменьшение коробления конструкции;
- сокращение потребления электроэнергии и материалов на 10-15%;
- лучшие условия труда (значительно меньшее количество дыма, сварных аэрозолей сохраняют здоровье сварщика и позволяют ему длительное время работать с большим вниманием).
- экономия средств (стоимость газа составляет лишь небольшую часть общего объëма затрат на сварку).
- количество прилипания брызг в районе сварного шва снижается, вследствие чего уменьшается трудоемкость их удаления;
- повышается стабильность процесса сварки;
- качество сварного шва приводит к снижению пористости металла и уменьшению неметаллических включений;
- сохраняется здоровье сварщика;
- общая экономия средств составляет в зависимости от применяемой технологии 15 – 60%.
Одним из важных факторов, почему многие предприятия не используют в своем производстве газовые смеси, является разница в цене, между баллоном углекислоты и баллоном аргона. Однако, как показывает опыт, использование газа при производстве, как правило, несет очень маленький процент в общем объеме себестоимости, но позволяет существенно увеличить скорость производственного цикла, а также качество выпускаемой продукции.
Центр Технологий Сварки — Опытное сравнение сварочной смеси ARCAL Force и СО2.
- Главная
- Сервис
- О Компании
- Контакты
- Видео
- Выставки
- Статьи
- Оборудование REHM
- Полуавтоматическая сварка (MIG/MAG)
- Серия KRAFT.MIG
- Серия SYNERGIC.PULS
- Серия MEGA.PULS FOCUS
- Серия MEGA.ARC²
- Серия SYNERGIC.PRO²
- Аргонодуговая сварка (TIG)
- Серия TIGER® digital HIGH & ULTRA
- Серия TIGER® HIGH & ULTRA
- Серия INVERTIG.PRO
- Серия INVERTIG.PRO digital
- Устройство подачи проволоки APUS 20 C
- Ручная дуговая сварка (MMA)
- BOOSTER.2 130-150
- BOOSTER.PRO 250/320
- Плазменная резка (CUT)
- BARRACUDA RTC 60
- BARRACUDA RTC 100
- BARRACUDA RTC 150
- Полуавтоматическая сварка (MIG/MAG)
- Оборудование СВАРОГ
- Оборудование HYPERTHERM
- Оборудование POLYSOUDE
- Горелки и резаки Сварог
- Горелки TBi
- Горелки для сварки MIG/MAG
- Серия TBi Expert
- Серия TBi TOP 2000 (воздушное охлаждение)
- Серия TBi TOP 2000 (водяное охлаждение)
- Серия TBi Classic (воздушное охлаждение)
- Серия TBi Classic (водяное охлаждение)
- Горелки TBi MOG для сварки самозащитными (без газа) сварочными проволоками
- Модули управления для ручных горелок
- Горелки с системой отвода сварочных газов (воздушное охлаждение)
- Горелки с системой отвода сварочных газов (водяное охлаждение)
- Горелки для автоматической сварки (воздушное охлаждение)
- Горелки для автоматической сварки (водяное охлаждение)
- Горелки MIG/MAG с системой Push-Pull
- Горелки для сварки MIG/MAG PowerPull
- Горелки с системой Push-Pull Standard
- Горелки для сварки WIG/TIG
- Горелки для ручной сварки WIG/TIG (воздушное охлаждение)
- Горелки для ручной сварки WIG/TIG (водяное охлаждение)
- Горелки для автоматической сварки WIG/TIG (воздушное охлаждение)
- Горелки для автоматической сварки WIG/TIG (водяное охлаждение)
- Подача присадочной проволоки WIG/TIG
- Системы роботизированных горелок для сварки
- Система роботизированных горелок TBi RoboMIG RM1
- Система роботизированных горелок TBi RoboMIG RM2
- Горелки MIG/MAG Tandem
- Системы роботизированных горелок WIG/TIG TBi RoboTIG
- Горелки для роботизированной плазменной сварки
- Системы подачи проволоки для автоматизированных сварочных систем
- Сис
- Горелки для сварки MIG/MAG
Сварка полуавтоматом в среде СО2 (стр. 1 из 8)
Введение
Электрическая сварка – великое русское изобретение.
В 1802 году В.В. Петров впервые в мире открыл явление электрической дуги и указал на возможность использования тепловой энергии дуги в расплавлении металлов. Он первый построил самую большую для того времени батарею, при помощи которой и проводил свои опыты. Эти замечательные опыты с электрической дугой В.В. Петров опубликовал в 1803 году. В ней указывается на возможность применения электрической дуги.
Первый в мире электродуговую сварку осуществил русский инженер Николай Николаевич Бенардос (1842–1904 гг.). Работы над созданием крупных аккумуляторных батарей привели его в 1882 году к изобретению способа электрической дуговой сварки металлов в России и ряде других стран.
Дальнейшее развитее сварки нашло применение в работах Н.Г. Славянова (1854–1897 гг.). С именем Славянова связано развитие металлургических основ электрической сварки и создание метода сварки металлическим электродом. Ему также принадлежит заслуга создания автоматического регулятора длины дуги и первого сварочного генератора.
Н.Г. Славянов на Пермских пушечных заводах, начальником которых он являлся, организовал значительный по тем временам электросварочный цех и выполнявший большое количество сварочных работ с искусством заслуживающий внимание и в настоящее время. С 1891 по 1894 года лично С.Г. Славяновым и под его руководством выполнено ремонтно-сварочных робот на 1631 изделий с общим весом 250 тонн и израсходовано при этом 11 тонн электродов.
Н.Г. Славянов являлся инженером-металлургом, глубоко понимал физико-химическую сущность процессов, происходящих при сварке и разработал ряд флюсов и шлаков, позволяющих получить высококачественный, наплавленный метал.
Развитие сварки можно разделить на три этапа:
первый этап с 1924 по 1935 год. Сварочный процесс в то время осуществлялся вручную, электродами без покрытия или с тонким изолирующим покрытием электродов.
Второй этап с 1935 по 1940 год. В эти годы сварка широко внедрялась во всех отраслях промышленности на базе применения электродов со специальным покрытием.
Третий этап с 1940 года. Этот этап характеризуется максимальным внедрением механизации в сварочный процесс на базе разработанного в 1940 году под руководством Е.О. Патонова современного способа автоматической сварки под слоем флюса.
Большие заслуги в деле развития и совершенствования теории и практики сварочного производства имеют коллективы Института им. Е.О. Патона АНУССР, ЦНИИТМаш, ЛПИ им. Калинина, МВТУ им. Баумана, отраслевых ЦНИИ, завод «Электрик», Кировского, Уралмаш и др.
Применение сварки даёт не только экономию металла (на 20–25%), но и экономию времени и рабочей силы.
Разработаны и применяются в некоторых отраслях промышленности новые методы сварки: сварка давлением, трением, ультразвуком, токами высокой частоты, плазменной дугой, сварка электронным лучом в вакууме, диффузионная сварка в вакууме, взрывом, сварка под водой лучом лазера. В ближайшие годы можно достичь серьезных дальнейших успехов в развитие и в промышленном применении новых видов сварки. Произошли достижения в области механизации и автоматизации сварочных процессов, которые позволили поднять на высокий технический уровень изготовление котлов, труб и трубопроводов, морских и речных судов, нефтеаппаратуры, прокатных станков, мощных прессов и насосов и других машин и механизмов.
1. Основная часть
1.1 Классификация стали
Сталью называется сплав железа с углеродом, где содержание углерода до 2%.
Стали подразделяются на углеродистые и легированные. По назначению различают, стали конструкционные с содержанием углерода в сотых долях и инструментальные с содержанием углерода в десятых долях процентах.
Основным элементом в углеродистых и конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные.
Стали, углеродистые обыкновенного качества подразделяются на три группы:
Группа А – по механическим свойствам
Группа Б – по химическому составу
Группа В-по механическим свойствам и химическому составу.
Изготавливают, стали следующих марок:
Группа А – Ст 0, Ст 1, Ст2, Ст3, Ст4, Ст5, Ст6;
Группа Б – БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт 6
Группа В-ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5.
По степени раскисления сталь обыкновенного качества имеет следующее обозначение КП – кипящая ПС – полуспокойная СП – спокойная.
Кипящей стали, не обладают повышенной хладноломкостью, поэтому они не пригодны для изготовления ответственных сварных деталей и конструкций, работающих при низких температурах.
Полуспокойные стали в меньшей степени склонны к трещинообразованию при сварке, чем кипящие.
Хорошо свариваются, спокойные стали, они имеют однородную структуру и могут применяться для изготовления ответственных сварных конструкций. Углеродистые стали делятся в свою очередь на низкоуглеродистые, среднеуглеродистые и высокоуглеродистые стали.
Низкоуглеродистые стали содержат углерода до 0,20%, свариваются хорошо, и не требуют, по той либо особой технологии.
Среднеуглеродистые стали с содержанием углерода до 0,45%, свариваются несколько хуже. При сварке этих сталей в участках, принадлежащих к сварному шву, образуются закалочные зоны, в которых могут возникать трещины.
Высокоуглеродистые стали с содержанием углерода более 0,45%, обладают плохой свариваемостью, и требуют при сварке ряда технологических ограничений.
Легированной сталью называется такая сталь, в составе которой имеются в определённых количествах специальные легирующие элементы до 65%, введенные с целью придания стали особых механических и физико-химических свойств.
Все легированные стали, по своему назначению могут быть подразделены на следующие группы: низколегированные стали – с содержанием легирующих элементов до 2,5%, эти стали, производятся, для получения стали высокими механическими свойствами, работающих при нормальной температуре. В качестве легирующих элементов в них содержится недефицитные материалы, как например: марганец, кремний, хром.
Среднелегированные стали – содержание легирующих элементов в этих сталях от 0,25% до 10%. Эти стали применяются для специальных механических конструкций. Эта группа сталей отличается повышенным содержанием углерода от 0,2% до 0,5% и легирующими элементами, вызывающими глубокую прокаливаемость.
Эти стали приобретают повышенные механические свойства только после соответствующей термической обработки.
Высоколегированные стали – содержание легирующих специальных элементов в этих сталях от 10% до 65%. Эти стали, обладающие особыми физико-химическими (нержавеющие и жаропрочные) эти стали свариваются плохо.
Маркировка всех легированных конструкционных сталей однотипна, первые две цифры обозначают содержание углерода в сотых долях, буквы являются условным обозначением легирующих элементов, цифра после буквы обозначает содержание легирующих элементов в процентах, причём содержание, равно одному проценту и меньше не ставится. Буква «А» в конце марки показывает, что сталь высококачественная и имеет пониженное содержание серы и фосфора. Для отдельных легирующих элементов приняты следующие буквенные обозначения: Н – никель, Х – хром, В-вольфрам, Ф – вонадий, К – коболь, С – кремний, М – молибден, Г – марганец, Д – медь, Т – титан, Ю – алюминий.
Коробчатая конструкция изготовлена из стали Ст 3, она имеет следующий химический состав:
Fe – до 99%
C – 0,05 – 1,7%
Si – 0,15 – 0,35%
Mn – 0,3 – 0,8%
S – до 0,06%
P – до 0,07%
И относится по классификации стали к низкоуглеродистой, т. к. содержание углерода в ней до 0,25%.
1.2 Определение свариваемости стали
Свариваемость стали.
Под свариваемостью понимается свойства металла или свойства металла образовывать установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
При определении понятия свариваемости необходимо различать
физическую, технологическую и эксплуатационную свариваемость.
Физическая или металлургическая свариваемость определяется процессами, происходящими на границе соприкасания свариваемых деталей при различных физико-химических методах соединения металлов.
На границе соприкасания соединяемых деталей должны произойти физико-химические процессы (рекристаллизация, химическое соединение и т.д.), в результате которых образуется прочное неразъёмное соединение – сварка.
Под технологической свариваемостью понимается возможность получения сварного соединения определённым способом сварки. Основными показателями технологической свариваемости является стойкость расплавленного металла при сварке против образования горячих трещин и изменения в металле под действием термического цикла сварки. Технологическая свариваемость устанавливает оптимальные режимы сварки, способы сварки, технологическую последовательность выполнения работ, обеспечивающие получение требоваемого сварного соединения.
Данные эксплуатационной свариваемости определяют конкретной области и условия допустимого применения материалов, сварных конструкциях и сварных изделиях.
На свариваемость металлов и сплавов оказывают влияние химические элементы, входящие в их состав.
Свариваемость стали изменяется в зависимости от содержания в ней углерода и легирующих элементов.
По свариваемости стали делятся на четыре группы:
Первая группа – хорошо сваривающиеся стали, у которых Сэкв не более 0,25%. Эти стали, при обычных способах сварки не дают трещин, сварка таких сталей выполняется без предварительного и сопутствующего подогрева, без последующей термической обработки.
Вторая группа – удовлетворительно сваривающиеся стали, у которых
Сэкв в пределах от 0,25% до 0,35%, такие стали допускают сварку без появления трещин только в нормальных производственных условиях, когда температура окружающей среды выше ноля градусов и отсутствует ветер и т.д.