Стыковая контактная сварка
Металлические конструкции могут изготавливаться цельными, например, с помощью литья в форму, однако подавляющее большинство металлических элементов скрепляется с помощью сварки — создания неразъемных соединений путем установления прочных межатомных связей, которые достигаются посредством высокого нагрева. На сегодняшний день наиболее распространена стыковая контактная сварка.

Определение
Стыковая сварка труб – это процесс соединения различных металлических заготовок и конструкции, например, трубы, сваи, уголки, рельсы, двутавровые балки и так далее, который выполняется по всей площади стыкового соединения. Как уже было сказано выше, такая процедура проводится при очень высоких температурах, чтобы металл смог расплавиться и привариться. Помимо стыкового способа сварки существует шовный, точечный, рельефный и прочие.
Области применения
Данный способ соединения практически во всех отраслях промышленности, таких как:
- Машиностроение. Большое количество швов в автомобилях и других агрегатах выполняется данный способом;
- Авиастроение;
- Кораблестроение;
- Строительство. Создание опорных конструкций, фундаментов, стен и так далее;
- Сварка листового металла самой различной толщины.
Область применения контактной сварки очень широка за счет того, что получаемые конструкции очень жесткие и прочные.
Преимущества
Сварка встык имеет множество преимуществ по сравнению с другими, к ним относятся:
- Отсутствует необходимость в подготовке кромок деталей, а также их предварительная термообработка, что упрощает задачу и ускоряет процесс, однако такие действия не нужно применять при методе оплавления, в других случаях предварительная подготовка обязательна;
- Высокая надежность и прочность получаемых соединений. Сваренные детали при правильной технологии и соблюдении всех правил могут прослужить несколько десятков лет без каких-либо дефектов;
- Простота и легкость. Такую работу сможет совершить абсолютно любой человек, здесь не требуются глубокие познания;
- Высокая степень химической однородности металла после сваривания, благодаря чему улучшаются прочностные свойства;
- Возможность полной автоматизации процесса;
- Быстрота выполнения.
Недостатки
Однако при таком большом количестве достоинств стыковая сварка имеет ряд недостатков:
- Высокая стоимость сварочного оборудования, такие агрегаты сможет позволить себе не каждый человек, поэтому чаще всего соединение стальных изделий встык осуществляется вручную;
- Большие затраты на электрическую энергию;
- Высокие требования к размерам соединяемых металлических элементов.
Устройства для осуществления процесса
Варка труб или других изделий чаще всего выполняется на специальных сварочных машинах, благодаря которым обеспечивается полная автоматизация и достаточно лишь нажать на кнопку. Такие агрегаты представляют собой большие устройства, в которые с двух сторон вставляются металлические заготовки в зажимные электроды, после чего возможно два варианта осуществления:
Способ сопротивления, который применяется для деталей, площадь сечения которых не превышает 200 мм2, обычно это проволока, тонкие трубы. Сущность такого процесса заключается в том, что через зажимные электроды подается электрический ток и на месте стыка двух деталей металл становится мягким и пластичным, но не расплавляется, а детали в это время прижимаются друг к другу и питание отключается, в результате под действием большого давления получается шов. Все действия выполняет запрограммированная машина. Недостатками данного способа является то, что заготовки необходимо предварительно подготовить, убрать все неровности, тщательно отшлифовать, удалить все окислы, чтобы конструкция получилась жесткой и прочной;
Стыковая сварка арматуры, труб способом оплавления. Заключается такой метод в том, что заготовки нагреваются до температур расплавления металла и после этого расплавленный металл под действием давления сшивается. Данным способом ввариваются детали площадью сечения до 1000 см2, то есть это могут быть стальный трубы, арматура для фундамента, рельсы, швеллеры и так далее. Данный метод наиболее распространен ввиду того, что не требует тщательно подготовки поверхности свариваемых деталей.

Сварка, которая осуществляется на таких машинах, очень прочная и жесткая, порой бывает так, что прочность сварки больше, чем прочность самой детали. Обычно такие машины имеются не у каждого человека, поэтому при возникновении потребности сварки двух больших металлических изделий, которые будут испытывать высокое напряжение, можно обратиться в мастерскую, где платно будет осуществлена такая сварка.
Вручную осуществлять сварку арматуры встык рекомендуется, если она не будет подвергаться высоким напряжениям, потому что ручное сваривание не сможет обеспечить требуемую прочность и жесткость для серьезных деталей. Для ручной сварки понадобится нагревательный элемент, защита для глаз, рук и тела, а также проволока.
Процесс осуществления ручной сварки
Для того, чтобы сваривать стальные трубы небольшого диаметра или любые другие металлические элементы следует «набить руку» и потренироваться на неответственных деталях и конструкциях, сам процесс кажется довольно простым, однако здесь важно само умение и прямота рук, кому-то сварка арматуры встык дастся с первого раза, а кому-то нет, поэтому для начала следует потренироваться.
Процесс ручной сварки металла встык проводится в следующих этапах:
- Подготовка пространства для работы, все необходимо разместить так, чтобы ничто не угрожало жизни, рядом установить огнетушитель или любой другой способ тушения огня, первый разы проводить сварку в одиночку не следует, лучше, чтобы были запасные руки для дополнительной помощи;
- Фиксирование заготовок, которые необходимо сваривать. В магазинах можно приобрести специальные зажимы, однако лучше всего проводить данный процесс на земле и закрепить детали с помощью кирпичей или просто, откопав углубление, чтобы они были неподвижны;
- Очистить поверхность свариваемых деталей, осуществляется данная процедура с помощью напильника или наждачной бумаги;
- Нагревание стыкового места с помощью сварочного аппарата, желательно прикладывать давление в место стыка;
- После сварки необходимо дать шву остыть, обычно охлаждение проводится на воздухе.
Перед начало осуществления данной процедуры необходимо тщательно все проверить, если на улице идет дождь, то лучше сварку вообще не проводить, или же убедиться, что площадка для сварки полностью укрыта от дождя. То же самое можно сказать, если на улице сильный ветер, который поднимает частички пыли, грязи и песка. Работу проводить нужно в специальном шлеме или очках, руки и тело также нужно укрыть плотной тканью, чтобы избежать попадания искр. Приобрести такую защитную одежду можно в специализированных магазинах.
Виды сварочной проволоки
Стыковая контактная сварка ручным способом требует правильного выбора проволоки, с помощью которой детали будут скрепляться. Необходимо уметь различать разные виды сварочной проволоки и понимать, какую именно использовать для соединения деталей из определенных металлов. Проволока не должна сильно отличаться по свойствам от скрепляемого металла. Сегодня существуют проволоки:
- Медная. Применяется для скрепления низкоуглеродистых сталей;
- Алюминиевая. Используется при работе с сулиминами, дуралюминами;
- Нержавеющая стальная. Используется при соединении стальных изделий, легированных никелем и хромом;
Особенности проведения ручного процесса сварки
- Контактно стыковая сварка будет прочнее, если проводить ее в нижнем положении постоянно поворачивая скрепляемые детали, это лучше всего осуществлять в несколько рук для удобства и комфорта;
- Очень важна скорость, нужно стараться делать все как можно быстрее;
- При соединении двух труб можно использовать муфты как дополнительный фиксирующий элемент, однако следует понимать, что площадь сечения внутренней части уменьшится;
- При больших размерах труб лучше всего проводить сварку в несколько рук, причем осуществлять соединение одновременно.
Таким образом, контактная сварка, стыковая, шовная или другая, является действительно очень качественным и надежным способом соединения нескольких металлических деталей. Неразъемные соединения получаются крепкими и прочными. Осуществить такую сварку можно на специальных машинах в мастерских или у себя дома, если такой агрегат имеется в наличии, также есть возможность совершить все вручную, однако перед этим нужно пройти должную подготовку.
Поделись с друзьями
0
0
0
0
Стыковая сварка
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Стыковая сварка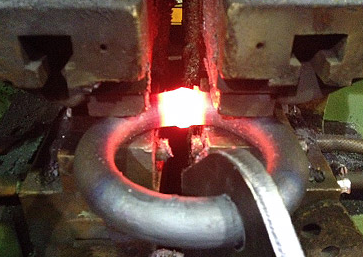 Стыковая сварка
Стыковая сварка
- 5
- 4
- 3
- 2
- 1
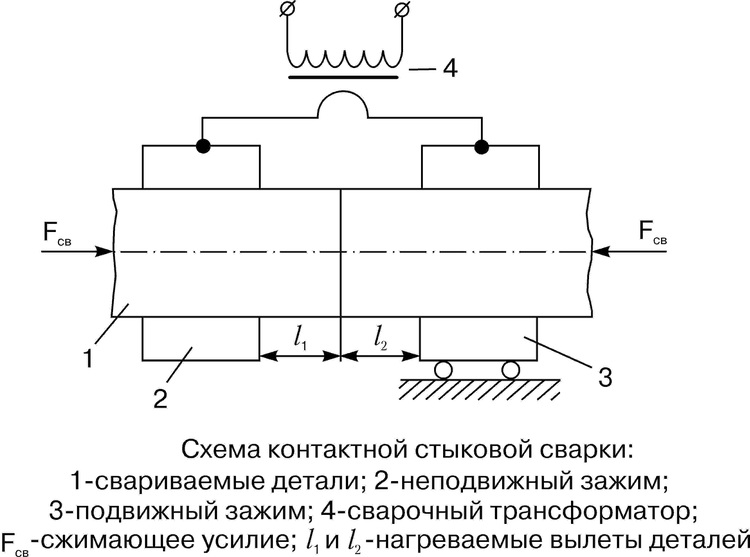
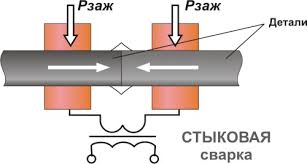
Стыковая сварка является разновидностью контактной сварки методом нагрева и давления соединяемой поверхности. Тепловое воздействие электрического тока сильно разогревает поверхность металла, после чего сжимаемые поверхности прочно соединяются на межатомном уровне. Такой способ сварки появился более 100 лет назад. Индивидуальным случаем такого соединения является стыковая конденсаторная сварка. Стыковая сварка применяется в трубопроводах, в ремонтных работах, где необходимо приварить патрубки с резьбой к бурильной трубе и др.
Технология стыковой сварки
Технология стыковой сварки включает в себя сильный разогрев свариваемой поверхности и механического воздействия на деталь для достижения сварного соединения. Предъявляемые требования чтобы технология стыковой сварки прошла успешно, включает в себя:
- тщательная подготовка торцов поверхности металла. Они должны быть подогнаны максимально ровно. Это обеспечит прочность соединения. Удаление загрязнений на поверхности, окислов, что также повышает качество сварного соединения. Особенно это важно учитывать когда площадь поверхности 200 миллиметров квадратных;
- закрепление свариваемых деталей в сварочной машине, установка их соосности;
- пропускание электрического тока высокой частоты, который нагревает и расплавляет соединяемые поверхности;
- механическое сжатие заготовок, при котором происходит пластическая деформация, разрушение оставшихся окислов и атомное соединение двух поверхностей;
- процесс кристаллизации и образование кристаллической решетки сварного соединения.
Такая технология стыковой сварки дает возможность соединять детали различного предназначения. А качество соединения позволяет долгой эксплуатации изделия.
Способы стыковой сварки
На способы стыковой сварки влияют:
- марка свариваемого металла, его состав;
- какая площадь сечения в месте соединения металла;
- какие предъявляются требования к качеству сварного соединения.
Первый способ – это сварка сопротивлением.
Его используют когда соединяют деталь площадью сечения до 200 миллиметров квадратных. Для этого детали прочно закрепляют в специальных зажимах сварочной машины. Свариваемые поверхности плотно прижимают друг к другу. Затем пропускают электрический ток, который может быть 1000 – 10000 А. Температура нагрева торцов детали ниже температуры плавления металла. После нагрева производится сжатие заготовок с одновременным отключением тока. Сварка сопротивлением применяется при соединении стержней и труб из низкоуглеродистой стали малого сечения, а также проволоки.
Второй способ – это сварка оплавлением.
 Сварочный процесс такого способа похож на первый способ. Только при этом методе сварки сначала подается ток, а потом следует соединение деталей. Перемещают при этом только одну из деталей с медленной скоростью. Средняя температура оплавления растет постепенно, достигая равномерного слоя расплавленного металла. Такой способ может быть непрерывным или прерывистым. Соединяемая заготовка в сечении может достигать 100000 миллиметров квадратных. Детали свариваемые таким способом: колеса, кольца, трубы, рельсы и др.
Сварочный процесс такого способа похож на первый способ. Только при этом методе сварки сначала подается ток, а потом следует соединение деталей. Перемещают при этом только одну из деталей с медленной скоростью. Средняя температура оплавления растет постепенно, достигая равномерного слоя расплавленного металла. Такой способ может быть непрерывным или прерывистым. Соединяемая заготовка в сечении может достигать 100000 миллиметров квадратных. Детали свариваемые таким способом: колеса, кольца, трубы, рельсы и др.
Такие способы стыковой сварки позволяют расширить номенклатуру свариваемых материалов.
Стыковая сварка металла
Стыковая сварка металла является практичным способом для соединения железнодорожных рельсов, чтобы получить соединение не имеющее стыка. Предоставляет возможность производства заготовок длинных размеров из стали, цветных металлов и их сплавов. Стыковая сварка металла применяется для изготовления якорных цепей, в производстве режущего инструмента, змеевиков больших холодильных установок. В целом, такой способ сварки имеет очень широкий спектр применения.
Стыковая сварка
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Стыковая сварка Стыковая сварка
Стыковая сварка
- 5
- 4
- 3
- 2
- 1
Стыковая сварка является разновидностью контактной сварки методом нагрева и давления соединяемой поверхности. Тепловое воздействие электрического тока сильно разогревает поверхность металла, после чего сжимаемые поверхности прочно соединяются на межатомном уровне. Такой способ сварки появился более 100 лет назад. Индивидуальным случаем такого соединения является стыковая конденсаторная сварка. Стыковая сварка применяется в трубопроводах, в ремонтных работах, где необходимо приварить патрубки с резьбой к бурильной трубе и др.
 Технология стыковой сварки
Технология стыковой сварки
 Технология стыковой сварки
Технология стыковой сваркиТехнология стыковой сварки включает в себя сильный разогрев свариваемой поверхности и механического воздействия на деталь для достижения сварного соединения. Предъявляемые требования для того, чтобы технология стыковой сварки прошла успешно, включает в себя:
тщательная подготовка торцов поверхности металла. Они должны быть подогнаны максимально ровно. Это обеспечит прочность соединения. Удаление загрязнений на поверхности, окислов, что также повышает качество сварного соединения. Особенно это важно учитывать, когда площадь поверхности 200 мм2.
- закрепление свариваемых деталей в сварочной машине, установка;
- пропускание электрического тока высокой частоты, который нагревает и расплавляет соединяемые поверхности;
- механическое сжатие заготовок, при котором происходит пластическая деформация, разрушение оставшихся окислов и атомное соединение двух поверхностей;
- процесс кристаллизации и образование кристаллической решетки сварного соединения.
Такая технология стыковой сварки дает возможность соединять детали различного предназначения. А качество соединения позволяет долгой эксплуатации изделия.
Способы стыковой сварки
На способы стыковой сварки влияют:
- марка свариваемого металла, его состав;
- какая площадь сечения в месте соединения металла;
- какие предъявляются требования к качеству сварного соединения.
Первый способ – это сварка сопротивлением.
Его используют, когда соединяют деталь площадью сечения до 200 мм2. Для этого детали прочно закрепляют в специальных зажимах сварочной машины. Свариваемые поверхности плотно прижимают друг к другу. Затем пропускают электрический ток, который может быть 1000 -10000 А. Температура нагрева торцов детали ниже температуры плавления металла. Ее можно фиксировать как Тсв=0,8….0,9Тпл. После нагрева производится сжатие заготовок с одновременным отключением тока. Сварка сопротивлением применяется при соединении стержней и труб из низкоуглеродистой стали малого сечения, а также проволоки.
Второй способ – это сварка оплавлением.
Сварочный процесс такого способа похож на первый способ. Только при этом методе сварки сначала подается ток, а потом следует соединение деталей. Перемещают при этом только одну из деталей с медленной скоростью. Средняя температура оплавления растет постепенно, достигая равномерного слоя расплавленного металла. Такой способ может быть непрерывным или прерывистым. Соединяемая заготовка в сечении может достигать 100000 мм2. Детали, свариваемые таким способом: колеса, кольца, трубы, рельсы и др.
Такие способы стыковой сварки позволяют расширить номенклатуру свариваемых материалов.
Стыковая сварка металла является практичным способом для соединения железнодорожных рельсов, чтобы получить соединение, не имеющее стыка. Предоставляет возможность производства заготовок длинных размеров из стали, цветных металлов и их сплавов. Стыковая сварка металла применяется для изготовления якорных цепей, в производстве режущего инструмента, змеевиков больших холодильных установок. В целом, такой способ сварки имеет очень широкий спектр применения.
виды, преимущества и недостатки, свойства швов – Термомеханическая сварка на Svarka.guru
Стыковая контактная сварка – это сварочный процесс, при котором соединение отдельных элементов происходит по всей плоскости касания.
Технология стыковой электросварки металлов
С позиции технологического процесса, стыковая сварка считается одной из разновидностей контактной технологии. Сварочное оборудование для проведения работ имеет следующие характерные признаки:

- использование мощного трансформатора;
- подвижный электрод, который обеспечивает подачу энергии;
- неподвижный электрод для передачи сварочного тока;
- гидравлический или механический регулируемый привод, осуществляющий давление на соединяемые детали;
- аппараты высокой и средней автоматизации оборудованы электронным блоком контроля и управления.

При использовании сварочного оборудования с ручным управлением, оператор осуществляет визуальный контроль процесса. Это сказывается на конечном результате, ведь аппараты высокой автоматизации управляют операциями на всех стадиях, вплоть до удаления нагревательного элемента.
Возможны незначительные изменения конструкции, в зависимости от сферы использования. Технологический процесс также имеет свои особенности:
- Сварка не требует большого количества тока – специальные расходные материалы отвечают за стабильность дуги. Трансформатор генерирует напряжение до 10 В.
- Высокая эффективность. Тепловое воздействие оказывается непосредственно на место сварки, что значительно снижает затраты энергоресурсов.
Процесс осуществления ручной сварки
Агрегаты для соединения стыковой сваркой с ручным управлением, в виду относительно низкой стоимости, пользуются наибольшей популярностью. Алгоритм действий при выполнении работ следующий:
- Перед началом работ соединяемые детали фиксируются специальными зажимами. Для получения качественного результата, они должны повторять форму детали.
- Для выполнения работ используют электроды для стыковых аппаратов, которые отличаются повышенной стойкостью к механическим воздействиям.
- С помощью привода детали соединяют между собой. От силы давления привода зависит качество соединения.
- В работу включается сварочный трансформатор. Ток подается на сопрягаемую плоскость. Передачу тока обеспечивают электроды.
- Под воздействием тока контактная поверхность нагревается, образуя сварочный шов.
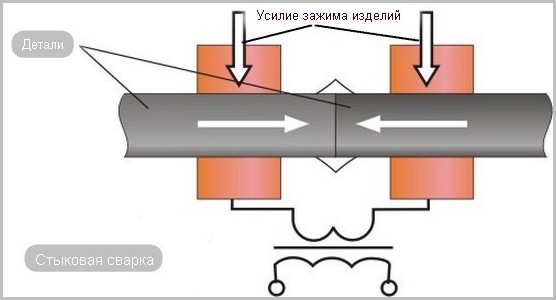
 Принципиальная схема контактной стыковой сварки
Принципиальная схема контактной стыковой сваркиРучной метод производства работ, по сравнению с применением автоматизированных устройств, отличается худшим качеством работ.
Преимущества
Данная технология имеет ряд преимуществ, за счет которых она получила широкое распространение в промышленности:
- Отсутствуют строгие правила подготовки поверхности. Сварка стык в стык не требует обработки соединяемых кромок. Кроме того, отсутствует необходимость в предварительной термической обработки поверхности, как при обычной дуговой сварке.
- Качество соединения. При условии соблюдения требований технологического процесса, качественные характеристики сварочного шва обеспечивают длительный срок эксплуатации соединения. При сварке металла локальное тепловое воздействие в сочетании с давлением, позволяют получить однородный металл.
- Требования к квалификации оператора. Простота рассматриваемого метода позволяет привлекать к работе специалистов низкой квалификации, не обладающих особыми навыками.
- Высокая производительность. Особенно при использовании автоматических аппаратов.
- Автоматизация процесса. На некоторых устройствах соблюдении технологии контролируется блоком электронного управления.
Недостатки
Сварка встык имеет свои недостатки, которые не позволяют применять ее в быту. К ним относят высокую стоимость оборудования, которое невозможно сконструировать в домашних условиях, а также высокую энергоемкость процесса. Кроме того, имеются строгие требования к соединяемым поверхностям.
Методы стыковой сварки
Существуют различные методы выполнения работ. Чаще всего применяют технологию плавления или сопротивления.

Методом сопротивления
Если диаметр соединяемых поверхностей не превышает 40 мм, можно применять сварку сопротивлением. Аппарат имеет специальные губки, которые прижимают свариваемые элементы. Через них на пятно контакта подается напряжение и ток. Кроме того, губки не допускают скольжения детали. В результате получается соединения без расплавления металла.
Методом оплавления
Метод стыковой сварки оплавлением позволяет получить высокопрочное неразъемное соединение. Он отличается постоянным напряжением на протяжении всего процесса. Соединяемые детали движутся напротив друг к другу с постоянной скоростью и давлением, что позволяет получить качественное сопряжение. Таким образом, отпадает необходимость в тщательной подготовке кромок.
Стыковая сварка пластиковых труб
Пластик является диэлектриком. Поэтому для получения сварного стыкового шва в качестве проводника используется контактный нагреватель. Специальные фиксирующие насадки полностью повторяют форму трубы. Под воздействием высокой температуры они сжимают трубу. В продаже имеется огромный выбор аппаратов, для соединения труб из ПВХ.

Важно! После воздействия высокой температуры, во избежание травматизма, шов должен остыть несколько минут
Свойства шва

Шов от стыковой сварки имеет следующие свойства:
- Прочность;
- Надежность;
- Аккуратность.
Благодаря локальному воздействию температуры, металл вокруг шва не теряет качественные свойства.
Устройства для осуществления процесса
В продаже имеет широкий выбор аппаратов – от ручных или полуавтоматических устройств до полностью автоматизированных линий. Все зависит от сферы применения и свойств материала. При выборе устройства, обращайте внимание на соответствие изделия ГОСТу.
Виды сварочной проволоки
Правильный выбор проволоки – залог качества соединения. В настоящее время для ее производства применяют следующие материалы:
- медная;
- нержавеющая сталь;
- алюминий.
Каждый материал подходит различным видам металла, например, медь незаменима при сварке низкоуглеродистой стали. Помимо материала обращайте внимание на диаметр сечения.
Про другие виды сварки читайте на нашем сайте:Области применения
Стыковая сварка получила применение в следующих сферах:
- машиностроение;
- кораблестроение;
- авиастроение;
- строительство;
- производство металлоконструкций;
- производство и монтаж трубопроводных систем.
Заключение
Таким образом, стыковая контактная сварка позволяет получить качественное неразъемное соединение различных материалов: от полиэтиленовых труб и арматуры до массивных металлических листов и двутавровых балок.

Монтажник ООО «Аквасервис» Ломакин Владимир Петрович, опыт работы – 13 лет: «Моя работа связана с монтажом пластикового водопровода, диаметром 63-110 мм. Использование аппарата для стыковой сварки существенно облегчает процесс: им просто пользоваться – можно научить даже новичка, а скорость работы позволяет одной бригаде монтировать до 3 км труб за смену. На сегодняшний день я не вижу альтернативы данному методу».
Стыковая сварка оплавлением
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Стыковая сварка оплавлением Стыковая сварка оплавлением
Стыковая сварка оплавлением
- 5
- 4
- 3
- 2
- 1
Стыковая сварка оплавлением представляет один из способов контактной стыковой сварки и относится к разряду сварки давлением. Такой вид сварки появился примерно 90 лет назад.
 Стыковая сварка оплавлением является эффективным способом соединения металлов с площадью сечения до 100000 мм2. Применяется для соединения трубопроводов, арматуры железобетонных изделий, для состыковки профильной стали. Очень эффективный данный способ для получения железнодорожных путей без стыка, в изготовлении якорных цепей.
Стыковая сварка оплавлением является эффективным способом соединения металлов с площадью сечения до 100000 мм2. Применяется для соединения трубопроводов, арматуры железобетонных изделий, для состыковки профильной стали. Очень эффективный данный способ для получения железнодорожных путей без стыка, в изготовлении якорных цепей.
Контактная стыковая сварка оплавлением заключается в следующем:
- детали зачищаются от грязи, масляных пятен, окислов. Подготавливают свариваемые торцы заготовок для точного контакта;
- свариваемые детали закрепляются в сварочных электродах;
- от трансформатора на детали подают напряжение тока большой силы и низкого напряжения;
- происходит нагрев стыкуемых поверхностей до пластического состояния;
- затем производится сжатие заготовок с нарастающим усилием, ток отключают до окончания осадки.
Контактная стыковая сварка оплавлением позволяет на атомном уровне соединять заготовки. Процесс кристаллизации металлов образует прочный сварной шов.
Режимы стыковой сварки оплавлением такого способа имеют следующие особенности:
- Взрывообразном соединении деталей. Это вызвано тем, что на концах заготовок большая плотность тока, которая сильно разогревает деталь. При соединении происходит эффект взрыва. В результате часть тепла рассеивается в атмосфере в виде брызг металла, а другая часть накапливается в стыке. Благодаря этому образуется жидкий слой металла, после чего детали быстро сближают друг с другом. Соединяя детали, часть жидкого металла и твердого выдавливается из зоны сварки, при этом образуется грат.
- Осуществляется непрерывным оплавлением и прерывистым. Особенности непрерывного оплавления заключаются в постепенном сближении заготовок. Касание их торцов происходит лишь по некоторым выступам. Но этого хватает для быстрого нагрева и расплавления, при котором часть металла взрывается и вылетает. Сближение продолжается, и оплавляются новые контакты, при этом образуется жидкий слой металла. Теперь торцы быстро сближаются с усилием, и происходит сваривание деталей.
Метод прерывистого оплавления включают в себя поочередное сжатие и развод деталей с небольшим усилием. Так как этот процесс проходит при включенном токе, то при сжатии торцы деталей разогреваются сварочным током. При разводе образуется электрический разряд между торцами. Этот разряд оплавляет поверхность металлов. После нескольких таких повторений металл плавится и происходит сдавливание заготовок.
Имеется большое разнообразие машин для сварки оплавлением и каждая из них имеет свои технические характеристики и режимы стыковой сварки оплавлением.
Машина марки МСГУ-300 и МСГУ-500 имеют одинаковые характеристики, но отличаются мощностью. Они применяются для сварки стержней до 70мм. диаметром, путем непрерывного оплавления, а также с предварительным подогревом. Стержень зажимается пневмогидравлическим зажимом. Гидравлический привод осадки, сварочный трансформатор имеет переключатель ступеней контактора.
Технические характеристики марки МС-2008 сваривает стержни 60мм. диаметром путем непрерывного оплавления. Полуавтоматическая сварка производится оплавлением с подогревом. Привод осадки электромеханический, станина зажима с пневматическим устройством, сварочный трансформатор с переключателем ступеней.
Машина « Чайка FBWM-60» выполняет сварку оплавлением ножей, лент, ленточных пил высокоуглеродистой стали и легированной, с дальнейшей термообработкой. Оснащена компьютерным управлением, автоматическая термообработка, современная конструкция зажимов, быстрая проверка качества шва.
Каждая из этих машин соблюдает режимы стыковой сварки оплавлением для прочного соединения заготовок. При этом сварочный шов получается
Стыковая сварка — что это?
Стыковая техника сварки — процесс соединения отдельных деталей по всей плоскости на определенных участках. Сваривание деталей производится нагреванием. К сварным швам предъявляются установленные требования. Воздействие на металлические поверхности может производиться разными методами, например оплавлением, сопротивлением.
Выбор параметров, техники сваривания деталей определяется исходя из марки соединяемых металлов, площади сечения образцов, типа шовного соединения.
Стыковая сварка: разновидности, техники сваривания
Соединение арматуры, труб из полипропилена осуществляется по единой технологии. Стыковая сварка ПНД труб, арматуры, других материалов — это разновидность контактной сварочной технологии, в основе которой лежит тепловое воздействие на соединяемые детали электротоком с приложением усилия на их сжатие.Сваривание сопротивлением — стыковая сварка, в процессе которой осуществляется нагревание стыка изделий до пластического состояния. Если нагревание производится до состояния оплавления — это стыковая сварка оплавлением.
Сварочные соединения сопротивлением
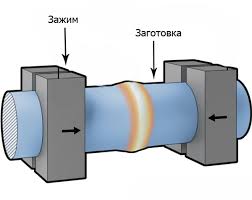
Процесс сваривания образцов сопротивлением происходит следующим образом.
- Свариваемые элементы надежно фиксируются зажимами сварочного агрегата. Их плотно прижимают между собой соединяемыми плоскостями.
- Между свариваемыми деталями пропускается электрический ток.
- После того как поверхности приобретут пластичное состояние, осуществляется сжатие деталей (осадка). В этот же момент отключается подача электрического тока.
Случаи образования дефектов при стыковой сварке сопротивлением: когда контактирующие поверхности свариваемых изделий плохо подготовлены, не приняты в расчеты разные загрязнения, неровности, окислы — может произойти неравномерное нагревание поверхностей, образуются дефекты.
При стыковой сварке металлических уголков, прочих образцов необходимо учитывать размер сечения соединяемых поверхностей. Чем оно больше, тем хуже качество соединительного шва. Это происходит из-за формирования окислов на стыках. Поэтому не рекомендуется сваривать подобным способом детали, сечение которых больше 200 мм2.
Область применения технологии
Сварка сопротивлением предназначена для соединения образцов с небольшим сечением: тонкостенных труб небольшого диаметра из низкоуглеродистых сталей, стальной проволоки, металлических стержней. Методика прекрасно себя показала при соединении металлов, обладающих в пластичном состоянии повышенной степенью свертываемости.
Сварочные соединения оплавлением
Техника контактной сварки оплавлением происходит так:
- К соединяемым элементам подводится напряжение.
- На участках контакта создается большое сопротивление, в результате которого происходит интенсивное нагревание поверхностей деталей, их оплавление.
- Далее расплавленные частицы металла постепенно соединяются между собой, формируются новые точки сечения.
- Непрерывное оплавление краев способствует выравниванию торцов соединяемых элементов.
- К разогретым сечениям прилагается значительное усилие, осуществляется соединение деталей.
- Подача электрического тока осуществляется на протяжении всего первого этапа сваривания. Он значительно ускоряет процедуру выдавливания шлаков, окалин, собирающихся на участке стыка образцов.
- После выполнения очистки подача напряжения прекращается, процедура сдавливания продолжается без электротока.
Важно! При использовании стыковой техники сварки оплавлением обязательно нужно пользоваться индивидуальными средствами защиты, так как сварочные работы сопровождаются образованием искр.
Особенности стыковой сварочной техники оплавлением
При соединении отдельных металлических образцов большого сечения непрерывным оплавлением высокая температура на участке их контакта не способна мгновенно проникать на достаточную глубину металла. Поэтому в таких случаях процесс нагревания приостанавливается, чтобы дать распространиться температуре по всему объему детали.
При множественных повторениях данного процесса, то есть предварительного нагревания с последующим прерыванием, поверхности соединяемых изделий хорошо прогреваются до нужной глубины, в результате чего получаются высококачественные сварные соединения.
Преимущество технологии: техника сварных соединений оплавлением не требует предварительной подготовки поверхностей образцов, позволяет получать высококачественные соединения изделий с большими сечениями сложной формы.
Стыковая сварка деталей без оплавления
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Стыковая сварка деталей без оплавления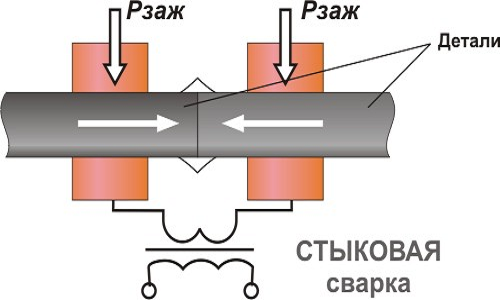 Стыковая сварка деталей без оплавления
Стыковая сварка деталей без оплавления
- 5
- 4
- 3
- 2
- 1
Процесс сварки без оплавления является одним из способов стыковой контактной сварки. Относится к разряду сварки давлением. В основу сварочного метода без оплавления заложено тепловое воздействие электрического тока по закону Джоуля – Ленца и дальнейшее сдавливание свариваемых заготовок. Площадь сечения деталей, свариваемых таким способом, достигает 200мм2 и применяется для соединения проволоки, труб из низкоуглеродистой стали малого сечения, стержней. Такой вид сварки хорошо подходит для низколегированных конструкционных и малоуглеродистых сталей. Контактную сварку без оплавления успешно применяют для медных и алюминиевых сплавов, что придает широкую область применения этому способу.
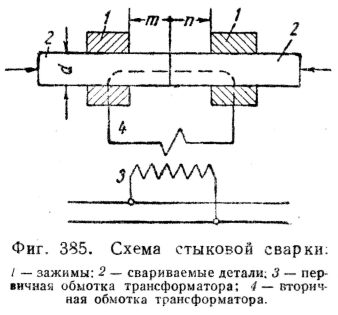
Способ сварки стыковых соединений
Разные Способ сварки стыковых соединений позволяют выполнить технологический процесс прочного и качественного сваривания металлов. Один из них – метод оплавления, а другой – без оплавления. Метод сварки без оплавления еще называют сварка сопротивлением, при котором заготовка сильно разогревается и затем производится ее осадка с одновременным отключением тока. Способ сварки стыковых соединений методом сопротивления (без оплавления) включает последовательные шаги подготовки деталей и их соединения:
- Чтобы процесс сварки прошел успешно, необходимо тщательно очистить соединяемую поверхность от грязи, окислов. Удалить неровности и шероховатости поверхности, так как это препятствует равномерному нагреву. Особо тщательно нужно очистить, когда площадь поверхности большая. Если не будет плотного прилегания торцов, тогда будет происходить окисление металла на поверхности стыка;
- Затем детали устанавливаются в электродных зажимах и сжимаются. Усилие сжатия при этом значительно больше, в отличие от сварки оплавлением. Это способствует оптимальному нагреву поверхности;
- Пропускается электрический ток, который способствует быстрому выделению теплоты на концах деталей. Происходит пластическая деформация и увеличение площади электрических контактов. В результате наблюдается общее падение сопротивления до нуля. Нагрев металла происходит до температуры 0,8 — 0,9 Т п.л. (Т п.л. температура плавления металла). При такой температуре оксиды находятся на поверхности твердого металла. Выдавливание оксидов происходит не в полной мере;
- Начинается осадка под током, т.е. выдавливание металла из стыка;
- Затем следует осадка без тока. Давление может возрастать или оставаться равным давлению нагрева, в зависимости от типа металла. Осадка должна быть оптимальной по величине и локализоваться в зоне стыка, это позволяет выдавить перегретый металл и оксиды. Вокруг стыка образуется грат.
Способ сварки стыковых соединений отличаются тем, что ведущим фактором образования металлических связей сварного соединения является давление. А процесс расплавления металла способствует рекристаллизации металла в месте стыка.
Гост контактно стыковая сварка
Стандартизация определяет условия проведения сварочных работ методом стыковой сварки сопротивлением и оплавлением. Гост контактно стыковая сварка указывает определения и термины по ИСО 15607 и ИСО 6520-2. Предварительные технические требования к процессу стыковой сварки должны быть разработаны в соответствии с ИСО 15609-5. Гост контактно стыковая сварка имеет свои требования для испытания контрольных сварных соединений. Аттестация наладчиков контактной сварки соответствует ГОСТу ЕН 1418. Современный стандарт содержит требования к процессу контактной сварки в соответствии с ИСО 4063. Гост контактно стыковая сварка Р ИСО 15614-13 и ГОСТ Р ИСО 15614-14 имеет целый ряд нормативных ссылок на международные стандарты проведения стыковых сварочных работ.