Сварка лежачим электродом на практике
После написания статьи Сварка лежачим электродом возникли сомнения:
- О возможности сварки лежачим электродом
- О невозможности стабильного горения сварочной дуги
- Даже если дуга будет гореть стабильно — сварной шов не сможет нормально формироваться
- Даже если сварной шов и сформируется – усиления шва будет завышено и не будет проплавления корня шва
И мы решили опробовать и испытать данный метод.
Для апробации сварки лежачим электродом использовались:
- 2 пластины из Стали 20 толщиной 3 мм, без разделки кромок;
- электрод УОНИ 13/55 ?3 мм;
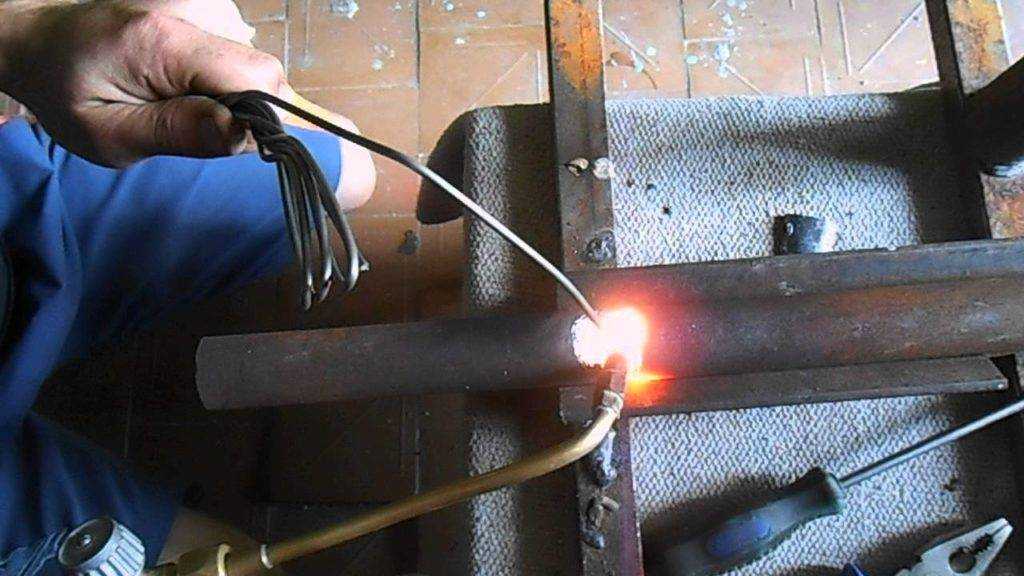
- пластины выставили с зазором 1 мм и сверху положили электрод.
Сразу оговорюсь, что делать специальный электрододержатель мы не стали, поэтому чтобы заставить электрод лежать пришлось задействовать фантазию и молоток.
После чего был включен источник питания.
Режимы сварки: Iсв=90-100А, постоянный ток, обратная полярность.
Процесс зажигания дуги и сам процесс сварки можно увидеть на видео ниже.
На фото ниже представлен сварной шов со шлаком, и после удаления шлака.
Пластины толщиной 3 мм полностью проплавились и корень шва сформировался удовлетворительно.
Но поскольку мы прекратили процесс сварки на половине электрода, нас немного смутило чрезмерное проплавление в конце корня шва (в народе «сопля»). Это означает, что в процессе сварки необходимо регулировать величину сварочного тока т.к. электрод и металл нагревается в процессе сварки и происходит вытекание металла.
Но вопреки всем скептическим мыслям:
- Сварка лежачим электродом произведена;
- Горение сварочной дуги было стабильно;
- Сварной шов сформировался;
- Усиление шва и провар были удовлетворительные.


Мы не остановились на достигнутом и решили идти дальше…
Сварка лежачим электродом в разделке кромок.
Исходные данные:
2 пластины из стали 20 толщиной 12 мм, с криволинейным скосом кромок (С23 ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные). Мы выбрали данный тип разделки специально для того, чтобы электрод лег плотно в радиус, несмотря на то, что данный тип разделки используется для толщин от 15 мм.
Электрод УОНИ 13/55 ?3 мм.
Режимы сварки: Iсв=80-100А, постоянный ток, обратная полярность.
Укладка электрода в разделку как ожидалось | Укладка электрода в разделку как получилось |
Процесс сварки лежачим электродом в разделке кромок:
 youtube.com/embed/5OMeS16W1HI?modestbranding=0&html5=1&rel=1&autoplay=0&wmode=opaque&loop=0&controls=1&autohide=0&showinfo=0&theme=dark&color=red&enablejsapi=0″ frameborder=»0″ allowfullscreen=»true»>
youtube.com/embed/5OMeS16W1HI?modestbranding=0&html5=1&rel=1&autoplay=0&wmode=opaque&loop=0&controls=1&autohide=0&showinfo=0&theme=dark&color=red&enablejsapi=0″ frameborder=»0″ allowfullscreen=»true»> Скажу кратко – ничего не получилось. Сварочная дуга «гуляла» по кромкам, наплавляя металл то на одну, то на другую сторону.
После этой попытки мы перевернули пластину и произвели сварку лежачим электродом корня шва без разделки, т.е. повторили и подтвердили наш первый опыт, но уже на пластине толщиной 12 мм.
ВЫВОД РЕДАКЦИИ САЙТА WELDERING.COM
1. В быту сварка лежачим электродом может использоваться для прямолинейных стыковых швов без разделки кромок небольших толщин 3-5 мм (особенно если вы хотите удивить соседа по гаражу).
2. В производстве сварку лежачим электродом можно применять для наплавки поверхностей прямолинейных деталей. Особенно если учесть тот фак, что вместо электрода можно использовать полосу и проводить процесс наплавки под слоем флюса.
ВНИМАНИЕ! Последующие утверждения не проверены и требует проведения испытаний.
1. Для сварки толстостенных деталей с разделкой кромок необходимо делать разделку с криволинейным скосом кромок с увеличенным радиусом скругления.
2. Для угловых швов процесс возможен, только если производить сварку в лодочку.
Сварка металла разной толщины инвертором видео
Содержание
- Проблемы сварки тонкостенных изделий
- Выбор режимов и электродов
- Правильная технология
- Подготовка
- Сварка
- Приемы сварки тонкостенных конструкций
- Оборудование и экипировка
- Основы ручной сварки
- Основы обучения электросварке
- Резка металла электродом
- Заключение
- Сварка тонкого металла инвертором: видео, особенности
- Электроды для сварки тонкого металла инвертором
- Сварка металла 1мм инвертором: существующие методы
- Технологический процесс
- Практические советы
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности.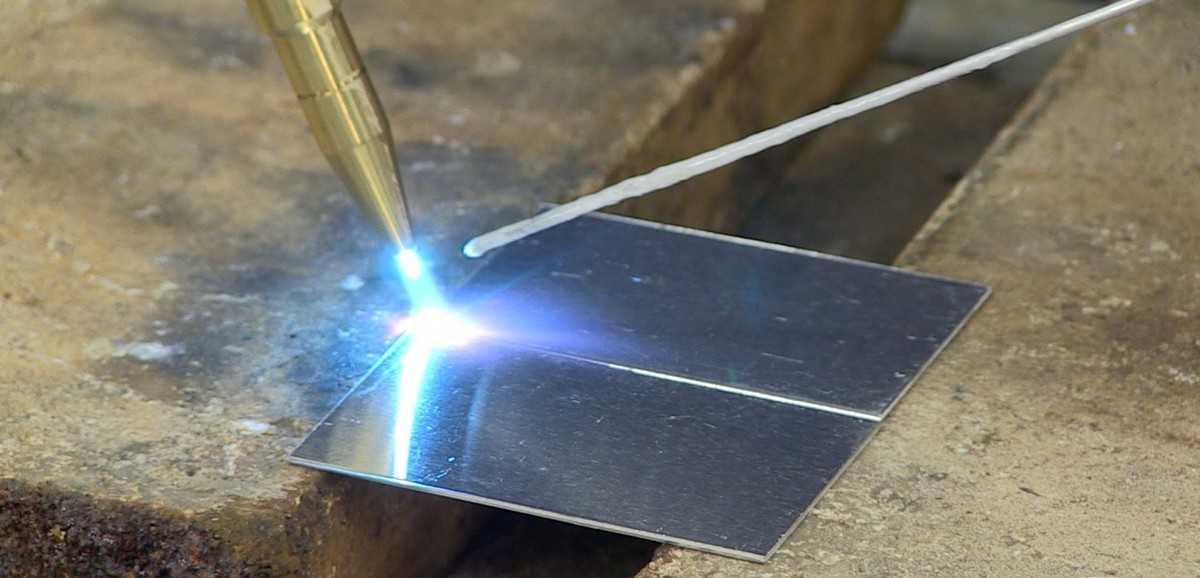 Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
 В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
 Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше. Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
 Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей. Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
 Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.

После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.

Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
Такой же принцип работает для легированной стали.
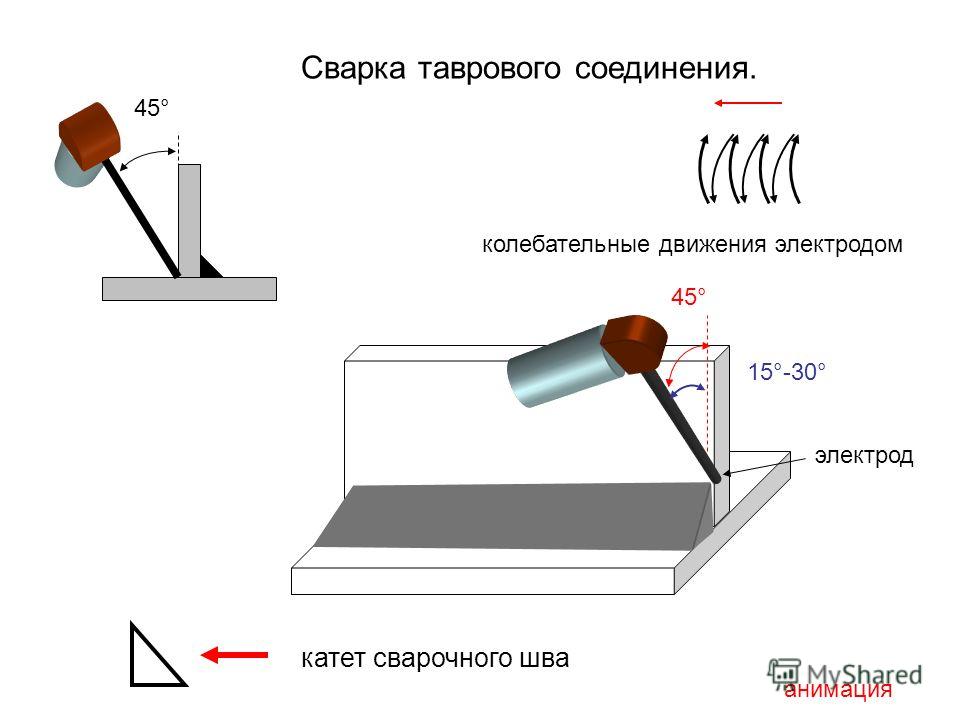
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
Затем шов проваривается непрерывным движением сверху вниз.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.

Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
YK.KZ Сайт №1 в городе Усть-Каменогорск
Новости
+7 777 995 11 11
Свыше 5 000 граждан России прибыли в ВКО за неделю
Народные новости
СМОТРЕТЬ ВСЕ
Много лет через личный кабинет передаю показания счетчиков воды водоканалу и тепловым сетям. За сентябрь второй день не могу передать эти показания, куда-то исчезли их сайты. Сейчас мне скажут, что есть другие способы передачи показаний, нечего из этого делать проблему. Согласна. Но мне удобней это …
Сейчас мне скажут, что есть другие способы передачи показаний, нечего из этого делать проблему. Согласна. Но мне удобней это …
«Если увидите этого человека, — звоните 102. Сами не подходите! При себе имеет нож и топор!» Мой коммент: что происходит?! Неужели время года так влияет на психику?! Довели человека! Скоро самыми востребованными будут психологи и психиатры.
Живу на Славского. На неделе повесили объявление, что с 00.00 24.09 по 00.00 25.09 не будет интернета. Прошло почти двое суток ,интернета нет. Насколько знаю, на Крылова такая же история. Казахтелеком, вы там не обнаглели? Почему нет никакой информации в городских сайтах???
Полтора часа, — ехали и «Скорая», и «Пожарная» машины, — до места вызова. Но, начнём, по порядку. Двое риддерских мужчин, приехали на свои выходные, — в гости к родственникам, в село Быструха. Они ещё не знали, что через несколько часов, они не только спасут всю улицу от выгорания, но и, — человече.
Кто победит?https://youtu.be/aVwIDEID6Qc Я склоняюсь к Ничьей, так как соперники равноценные. У Канело хорошая техника уклонения, за счёт своего веса — он устойчивее. У Головкина — мощный серьёзный удар слева и, за счёт своего веса, он подвижнее. Последний бой, я думаю, он специально схитрил, показ…
Столкнулись с такой неприятной ситуацией.При устройстве на работу в Востокметаллснаб в трудовом договоре была написана зарплата 60000 тенге,на самом деле 140000.В отделе кадров сказали не беспокойтесь подписывайте.Остальное идёт как премия.При увольнении расчёт заплатили как по договору 60000 тенге….
Летом 2009г.полицейские ворвались в мой дом и надев наручники доставили в подвал Управления полиции города где пристегнув к радиатору отопления надели на голову противогаз в воздуховод которого была вставлена тряпка смоченная нашатырным спиртом.Угрожали бросить в камеру с уголовниками которые будут .
Пчеловодство в нашей области получило хорошее развитие благодаря Сапарбаеву. А медовая ярмарка в День города — это хорошая традиция, которая существовала многие годы. Но последнее время, День города вместе с медовой ярмаркой бесконечно кочует из одной даты в другую. А в этом году, уже и медовую я…
Но это не настоящие! крысы,- ручные! В магазине продаются! А тут бесплатно: подходи, забирай! Крысы живут, пока, на мусорке по адресу ул. Потанина, 31/1. Думаю, при наступлении холодов они переберутся в подвал какого-то дома, в тепло. А подвалы это ведомость КСК уже. Надо вызывать инсек …, Как там…
https://youtu.be/6L1gMawIVNg Люди помогите, участковый прислал… Просят помощи… Час назад девочку чуть не изнасиловали, педофил. Бурова 22. Кто узнал мужчину откликнитесь!!!
В Усть-Каменогорске орудуют строительные мошенники. Ситуация такая: мы начали делать дома ремонт, нашли строителей по объявлению и заключили с ними договор. Строители взяли у нас 1 миллион якобы на закупку строй материалов, позже еще 500 тыс и начали изображать, что что-то делают. Потом попросили ещ…
Строители взяли у нас 1 миллион якобы на закупку строй материалов, позже еще 500 тыс и начали изображать, что что-то делают. Потом попросили ещ…
В городе участились случаи мошенничества. Помимо сомнительных звонков жители могут попасть на уловки недобросовестных лиц с Авито или строительных фирм. Приведу в пример, на прошлой неделе у моего родственника с карты сняли все пенсионные накопления, когда его жена пыталась продать мотор от авто. Мо…
Здравствуйте мы проживали в Карагужихе,там похоронены наши родители и осталось много друзей.Но нет даже какого нибудь транспорта,чтобы туда с’ездить.На такси очень дорого.Просим хоть раз в неделю пустить туда хотя бы Газель.Многие вообще уже много лет никуда не выезжают,потому что не на чем.
Не знаю мошенники это звонят или действительно пиар-менеджеры товар или услугу рекламируют, но такая ситуация: Позвонили с алматинского стационарного номера телефона (код города Алматы) и молодой парень с уверенно поставленным голосом предложил записаться и забронировать себе место для массажных как. ..
..
«МАЛОУБИНКА» ВСТРЕЧАЕТ ГОСТЕЙ Ежегодный фестиваль рок-музыки и бардовской песни «Малоубинка» проходит в 2022 году уже в шестой раз – начиная с 2016 года. Традиционно – в конце Августа и традиционно – в детском лагере «Толагай» вблизи села Малоубинка Восточно-Казахстанской области. Впрочем, хотя в…
Я смотрю, таблички с временным ограничением под знаком «остановка запрещена» сняли. Раздолье!!!
Придать парадный вид главному проспекту(авеню по англицки) и скрыть позорную нищету жителей этого авеню пытался наш аксакал на пути следования другого аксакала.Но ….что то изменилось и в наследство остались зелёные зековские заборы за которые спрятали этих самых преуспевающих авенюшных жител…
Что за белые следы на дорогах в виде примеси белого порошка? На ДКМ даже видно, как пузырьки надуваются! Похоже какие-то реагенты, кокаин, героин или ковид распылили на дорогу.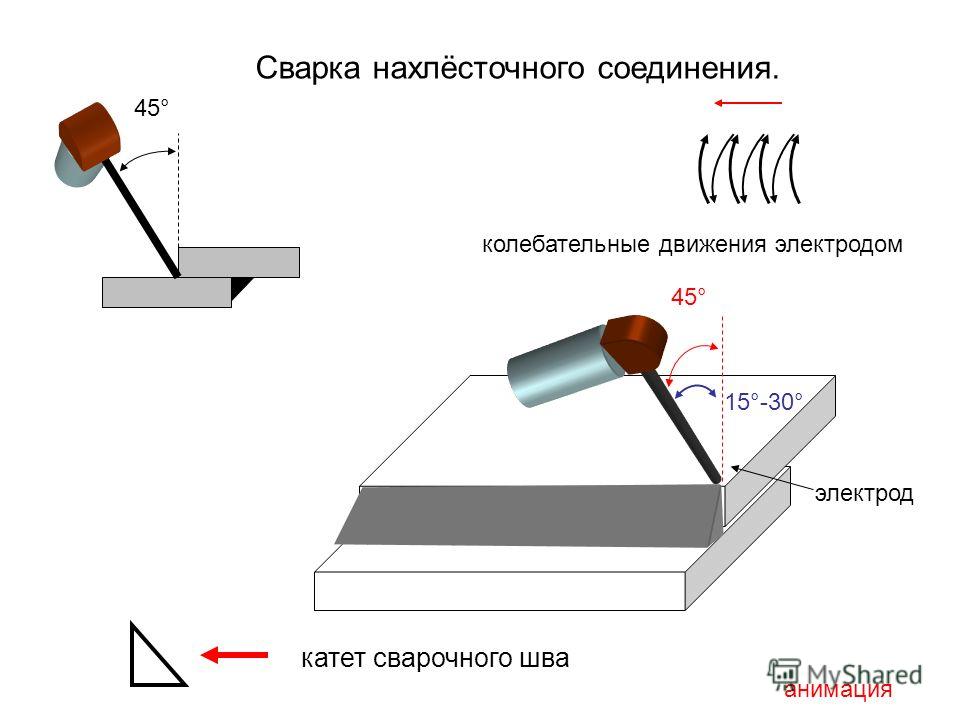 Не знаю телефон экологии, но хотелось бы, чтобы взяли пробы и выяснили состав этих химикалий после дождя на дорожной колее …
Не знаю телефон экологии, но хотелось бы, чтобы взяли пробы и выяснили состав этих химикалий после дождя на дорожной колее …
В ВКО совсем умерли междугородние перевозки. Мои родственники живут в Верх-Убе. Селу 250 лет, находится оно на расстоянии 70 км от Усть-Каменогорска, живёт там около 2000 человек. Доехать туда на общественном транспорте практически невозможно. Газели, которые ходят в Шемонаиху, раньше ездили и чере…
«Порой cтабилизационные фонды становятся кормушкой для недобросовестных лиц. С этим надо разобраться. Регулярно выявляются факты бюджетных хищений. Акимы утратили контроль за расходованием государственных средств», — заявил Касым-Жомарт Токаев.
Объявления
СМОТРЕТЬ ВСЕ
Автомобили
Пр. «ВАЗ-2114», 2006 г.в. цвет, — тёмно-зелёный (обвес, весь — чёрный).
Бортовой компьютер, электростеклоподьёмники, спортивный руль, мухобойка, тонировка задних стёкол. Заменены: масло в двигателе, антифриз, помпа, ГРМ, колодки тормозные, наконечники рулевые и т.п. Новый аккумулятор, радиатор, пара стоек подвески, пыльники гранат, амортизаторы крышки багажника. Мотор масло не ест, труба — не дымит. КПП включается нормально. Срочных вложений, не нужно. Авто находится (пока) в городе Риддер, ВКО.26 СЕНТЯБРЯ 2022 09:05:02
 Бортовой компьютер, электростеклоподьёмники, спортивный руль, мухобойка, тонировка задних стёкол. Заменены: масло в двигателе, антифриз, помпа, ГРМ, колодки тормозные, наконечники рулевые и т.п. Новый аккумулятор, радиатор, пара стоек подвески, пыльники гранат, амортизаторы крышки багажника. Мотор масло не ест, труба — не дымит. КПП включается нормально. Срочных вложений, не нужно. Авто находится (пока) в городе Риддер, ВКО.
Бортовой компьютер, электростеклоподьёмники, спортивный руль, мухобойка, тонировка задних стёкол. Заменены: масло в двигателе, антифриз, помпа, ГРМ, колодки тормозные, наконечники рулевые и т.п. Новый аккумулятор, радиатор, пара стоек подвески, пыльники гранат, амортизаторы крышки багажника. Мотор масло не ест, труба — не дымит. КПП включается нормально. Срочных вложений, не нужно. Авто находится (пока) в городе Риддер, ВКО.СМОТРЕТЬ ВСЕ
Строительство и ремонт
Строительство до 5-ти этажей под ключ. Ремонт квартир, офисов, домов все виды ремонтно-отделочных работ: фундамент, кирпичная кладка, кровля, электрика, кафель, керамогранит, сантехника, отопление, полы, левкас, обои, покраска, гипсокартон, натяжные потолки. Клининг- генеральная уборка квартир, домов, офисов. Строим дома, бани, беседки, террасы из дерева.
Установка пластиковых балконов, окон, лоджий, входных групп. Изготовление изделий из металла. Изготовление корпусной мебели на заказ. Производство пенопласта и полистеролбетонных блоков для строительства. Качество. Гарантии. Опыт более 15 лет. Звоните, присылайте заявки, проекты на электронную почту. Мы в 2Гис: ALT-Universal, Тел. 8-777-406-17-71. E-mail: [email protected]28 СЕНТЯБРЯ 2022 20:36:14
Специалисты Все виды отделочных работ — лифкас, штукатурка, декоративная штукатурка, стяжка стен,леонардо,мюнхенка,абой,куллер, водоемульция,покраска, наливной пол, стяжка, ломинат,паркет, кафель, ленолиум,двери, окна,аткос, гипсакартон.Евро ремон квартир, здании, офисов, коттеджей. Ремонт подъездов,бани,гаража. В срок.
28 СЕНТЯБРЯ 2022 17:17:11
Разбор и демонтаж строений,зданий, домов,дач, перегородок.Строительство под ключ частных домов, коттеджей,дач, гаражей, бань,беседок и многого другого.
Бетонные работы, фундамент, отмостка,завалинки,площадки, дорожки,стяжка пола, наливные полы.Кладка и кровля любая.Внутреняя отделка любых помещений.Сварка, отопление, навесы, заборы, ворота, металлоконструкций.Электрика.Сантехника.Большой опыт.Гарантия качества.Сроки.Недорого.Скидки!28 СЕНТЯБРЯ 2022 14:34:06
 Установка пластиковых балконов, окон, лоджий, входных групп. Изготовление изделий из металла. Изготовление корпусной мебели на заказ. Производство пенопласта и полистеролбетонных блоков для строительства. Качество. Гарантии. Опыт более 15 лет. Звоните, присылайте заявки, проекты на электронную почту. Мы в 2Гис: ALT-Universal, Тел. 8-777-406-17-71. E-mail: [email protected]
Установка пластиковых балконов, окон, лоджий, входных групп. Изготовление изделий из металла. Изготовление корпусной мебели на заказ. Производство пенопласта и полистеролбетонных блоков для строительства. Качество. Гарантии. Опыт более 15 лет. Звоните, присылайте заявки, проекты на электронную почту. Мы в 2Гис: ALT-Universal, Тел. 8-777-406-17-71. E-mail: [email protected] Бетонные работы, фундамент, отмостка,завалинки,площадки, дорожки,стяжка пола, наливные полы.Кладка и кровля любая.Внутреняя отделка любых помещений.Сварка, отопление, навесы, заборы, ворота, металлоконструкций.Электрика.Сантехника.Большой опыт.Гарантия качества.Сроки.Недорого.Скидки!
Бетонные работы, фундамент, отмостка,завалинки,площадки, дорожки,стяжка пола, наливные полы.Кладка и кровля любая.Внутреняя отделка любых помещений.Сварка, отопление, навесы, заборы, ворота, металлоконструкций.Электрика.Сантехника.Большой опыт.Гарантия качества.Сроки.Недорого.Скидки!СМОТРЕТЬ ВСЕ
Фото, оптика
СМОТРЕТЬ ВСЕ
Новое в каталоге компаний
- «ПромТек» ТОО Металлопрокат
- «Оптимист» ТОО Ремонт бытовой техники
- «Металлобаза Trade Company» ТОО Металлопрокат
- Независимая оценка в Усть-Каменогорске Оценка недвижимости
- КРЕПЁЖ-ОПК Строительные материалы
- КАТАЛОГ КОМПАНИЙ
Полезное
- Киноафиша Расписание кинотеатров Усть-Каменогорска.
- Каталог компаний Каталог компаний Усть-Каменогорска с удобным поиском.
- Лидерам бизнеса
Информация для руководителей и pr менеджеров компаний.
- Популярные новости Самые просматриваемые новости Усть-Каменогорска за последний месяц.
- Сейчас в Усть-Каменогорске Данные о текущей погоде в городе.

© 2006—2022 «YK.KZ»
Как работает сварка стержнем?
Как работает сварка стержнем?
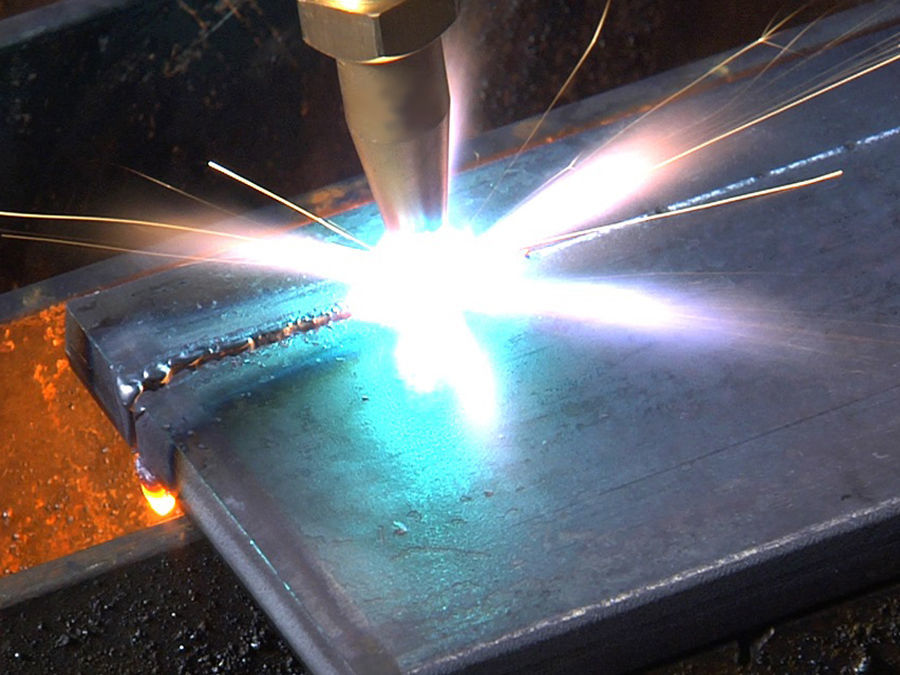
Чтобы начать операцию Stick Weld , сварщик фиксирует оголенный контактный конец электрода для сварки электродом с флюсовым покрытием в держателе и зажигает дугу, касаясь или царапая заготовку зажигающим дугу концом электрода и затем слегка отведите его, чтобы сохранить короткую дугу.
Тепло сварочной дуги постепенно расходует электрод и превращает его в металл шва и шлак. Сварщик вручную направляет стержневой сварочный электрод и контролирует его направление и скорость движения дуги. Он также поддерживает постоянную длину дуги, умело подавая электрод в заготовку. Сварщик завершает операцию сварки, резко извлекая электрод и, таким образом, разрывая сварочную дугу.
Таблица силы тока сварного шва и настройка
Установка правильной силы тока сварного шва в Сварка электродом очень важна для получения качественного сварного шва с красивой отделкой. Существуют советы сварщикам по настройке силы тока при сварке электродом в зависимости от диаметра электрода, положения сварки, типа сварного соединения, типа покрытия стержня и толщины материала.
Существуют советы сварщикам по настройке силы тока при сварке электродом в зависимости от диаметра электрода, положения сварки, типа сварного соединения, типа покрытия стержня и толщины материала.
Сварка электродом (SMAW) Таблица силы тока для E6010 , E6011 , E6013 , E7015, E7018 и E7024 для диаметров 3/32 дюйма, 5/32 дюйма, 1/8 дюйма Диаметры 3/16-дюймовых сварочных стержней приведены в таблице ниже.
В этой таблице сварочной силы сварочного тока указана рекомендуемая сила тока сварки для различных диаметров стержней.
Правило большого пальца для сварки электродом Сила тока: 40 X диаметр электрода для сварки электродом в мм
Сварка электродом (SMAW) Требования к току на основе покрытия стержня: например E6013 сварочный пруток В зависимости от толщины материала, можно выбрать силу тока сварки электродом: A stick welder skill in performing a good quality weld involves: Стержень Сварочная дуга зажигается путем удара или царапания ударным концом сварочного стержня по поверхности соединения. В конце сварочного цикла сварочная дуга задерживается на мгновение, чтобы заполнить кратер дуги, и электрод резко извлекается, чтобы погасить сварочную дугу. Таблица сварки электродом, показывающая рекомендуемый угол разделки кромок, поверхность притупления, зазор между притуплениями и максимальный максимум-низ, приведены в таблице ниже. Дуга может проходить по прямой линии без колебательного движения (так называемые стрингерные сварные валики) или может быть переплетена вбок. Бусинка, нанесенная без плетения, называется бусиной-стрингером, а бусина, нанесенная с плетением, называется бусиной плетения. При сварке электродом используются полярность переменного и постоянного тока (DCEP и DCEN). DC подходит для всех типов стержневых сварочных электродов и для сварки всех черных и цветных металлов. Полярность электродной сварки для E6013, E6010, E7018, E7024 Поэтому, прежде чем принять решение о выборе источника переменного тока, необходимо убедиться, что электроды, которые он собирается использовать, и металлы, которые он собирается сваривать, подходит для АС. Производитель электродов указывает пригодность каждого типа электродов для переменного или постоянного тока, а также указывает диапазон тока для каждого размера электрода. Типы полярности при сварке SMAW, MIG, MAG, FCAW, TIG и SAW Полярность постоянного тока дает возможность сделать сварочные электроды положительными или отрицательными. Следовательно, для сварки стержнем мы можем использовать полярность сварки DCEP или DCEN в зависимости от типа сварочного электрода и требований к сварке. Прямая полярность, также называемая DCEN (отрицательный электрод), может применяться для сварки электродом всех сталей (за исключением случаев, когда используются электроды с низким содержанием водорода), хотя она не подходит для сварки цветных металлов. При использовании полярности DCEN электрод получает больше тепла, что приводит к большему плавлению и наплавке. DCEP или также называемая обратной полярностью, используется для сварочных стержней с низким содержанием водорода. Он обеспечивает максимальное проникновение для заданного набора условий. Эта характеристика делает обратную полярность лучшим выбором для корневых проходов в сварных швах с разделкой кромок, выполненных с использованием подкладных стержней, а также для вертикальной и потолочной сварки. При сварке переменным током выбора полярности не существует, поскольку переменный ток сочетает обратную и прямую полярность в регулярных циклах. Следовательно, переменный ток дает промежуточную скорость проплавления и плавления электрода между значениями, заданными полярностью DCEP и DCEN. ДА, вы можете сваривать нержавеющую сталь с нержавеющей сталью, нержавеющую сталь с углеродистой сталью или низколегированной сталью. Выбор сварочного электрода для сварки нержавеющей стали зависит от марки материала из нержавеющей стали. Сварочный электрод/ Присадочная проволока/ Присадочный металл Таблица выбора Например, нержавеющая сталь 304 сваривается стержнем E308L-15, SS310 сваривается стержнем E310, SS316 сваривается стержнем E316L, SS321 сваривается стержнем E347 (E321 стержень для сварки электродом недоступен на рынке, так как невозможно перенести титан из стержня в сварочную ванну в сильно окислительной дуге электрода. Титан, являющийся высокореактивным элементом, легко окисляется в зоне сварочной дуги во время сварки электродом. и он не достигнет сварочной ванны). Сварка электродом может быть использована для сварки чугуна, и на самом деле сварка электродом является наиболее часто используемым процессом сварки чугуна для нового строительства, а также для ремонта. ENiFe-CI (также известный как никель 55) и ENi-CI (также известный как никель 99) являются двумя наиболее распространенными сварочными стержнями, используемыми для сварки чугуна. Типы чугунов, идентификация и их сварка При сварке электродом, если на аппарате электродуговой сварки отсутствует надлежащая изоляция или выполняется сварка во влажных зонах без надлежащего заземления, можно получить удар электрическим током. Очень важно не закалить изоляцию сварочного аппарата или какой-либо питающий кабель и всегда работать в безопасных условиях. Все сварочные аппараты Stick имеют ограничение напряжения холостого хода (OCV) для обеспечения безопасного источника выходного напряжения. Высокое значение OCV создает риск поражения электрическим током для сварщика, и, следовательно, его значение ограничено производителями аппаратов максимальным значением 80 вольт. Нажмите на ссылку ниже, чтобы узнать, что такое OCV в сварке? Что такое напряжение холостого хода или OCV? Перчатки TIG предназначены для сварочных процессов, при которых практически не образуются сварочные брызги. Аналогичным образом, перчатки для сварки на стержнях менее удобны и не позволяют свободно двигать рукой, что является обязательным условием для сварщика TIG. Они обеспечат хорошую защиту от тепла, но, поскольку TIG выполняется вручную, требуется больше контроля над движением руки. Поэтому перчатки Stick Welding не подходят для сварки TIG. Сварка электродом не требует подачи сварочного газа для защиты сварочной ванны. При сварке электродом (SMAW), которая представляет собой процесс дуговой сварки с самозащитой, защитный газ производится путем сжигания покрытия стержня. При горении покрытия сварочного стержня Stick Welding образуется двуокись углерода (CO 2 ), монооксид углерода (CO), кислород (O) и водород, защищающий сварочную ванну от загрязнения. BRICOVIDEO.ovh Бесплатные видео DIY, садоводство, безопасность, дом, отдых и т. N1 НА ВИДЕО ИСПЫТАНИЙ ЛИДЛ и АЛДИ Следуй за мной Главный канал Youtube — дополнительный канал – Плейлист Социальная сеть Facebook — Страница Facebook — google+ — Twitter — блоггер Свяжитесь со мной Крышка для дуговой сварки Parkside PESG 120 b2 lidl для ручной дуговой сварки с использованием соответствующих покрытых электродов совет по тесту отзывы покупателей цена инструкция по эксплуатации технические характеристики Ссылка на Youtube: http://www.youtube.com/watch?v=guZtQ3wUc28 Крышка для дуговой сварки Parkside PESG 120 b2 lidl для ручной дуговой сварки с использованием соответствующих покрытых электродов совет по тесту отзывы покупателей цена инструкция по эксплуатации технические характеристики ОТЗЫВЫ КЛИЕНТОВ — PARKSIDE ARC WELDER PESG 120 B2 LIDL ВСЕ ПРОДУКТЫ LIDL — PARKSIDE — POWERFIX — FLORABEST . Сварочные электроды 2,5 мм Сварочные электроды 2 мм Сварочные электроды 1,6 мм Отбойный молоток для сварщиков Рукавицы сварщика Фартук сварщика Сварочный магнит Сварочная маска с автоматическим затемнением ВСЕ ПРОДУКТЫ LIDL — PARKSIDE — POWERFIX — FLORABEST . 273439 для ручной дуговой сварки с использованием электродов с соответствующим покрытием. Напряжение сети 230 В — 50 Гц Сварочный ток 75 А/21 В-100 А/22 В Для электрода 1,62,5 мм Наибольшее номинальное значение сетевого тока 22,5 А Максимальный эффективный входной ток: 7 А Номинальное значение напряжения холостого хода 48 В ИП21С Вес: НЗ Гарантия 3 года Для сварки стали, нержавеющей стали, оцинкованного металла и литых материалов Мощный и компактный прибор 2-позиционный переключатель для легкой адаптации к толщине электрода (1,6/2 и 2,5 мм) Защита от перегрузки от тепловизора со световым индикатором Сварочный кабель 2 м с электрододержателем (для 1,62,5 мм) Кабель заземления 2 м с прочным зажимом Прочный металлический корпус Четверг, 12 мая 2016 г. — Техническое руководство pdf для дуговой сварки в парке pesg b2 lidl на noticelidl.ovh расскажите об этом продукте Другой продукт lidl Мое первое использование… Сварочный аппарат для дуговой сварки pesg a1 Ссылка на Youtube: http://www. 1 Аппарат дуговой сварки 1 Сварочный щиток 2 Сварочные кабели 1 Комбинированная проволочная щетка с отбойным молотком 1 Инструкция по сборке и использованию ДРУГОЕ ВИДЕО ПАРОВОЙ ОЧИСТИТЕЛЬ SILVERCREST PARKSIDE PTS 500 SCIE PLONGEANTE www. Партнёры: Google – Youtube – lacremedunet – Bing – Voila – Orange – Blablalidl – Cuistovido
— замечаниелидл + Часто задаваемые вопросы (FAQ): Как мы можем запросить ценовое предложение для нашей конкретной машины Приложение для сварки? Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес [email protected] или Отправьте запрос ценового предложения по следующей ссылке: Для получения непосредственной помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в масштабе с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже. Electroweld Industries 5, Hira Compound, R.C Marg, Chembur, Mumbai, India — 400074 Call (India Office): +91 222 522 6180, +91-9702579330
Stick Welding Tips & Techniques
 Сварочный стержень удерживается под соответствующим углом по отношению к заготовке и линии соединения, в зависимости от типа соединения и положения сварки.
Сварочный стержень удерживается под соответствующим углом по отношению к заготовке и линии соединения, в зависимости от типа соединения и положения сварки. Стрингерные или плетеные валики при сварке электродом
Полярность сварки электродом
 Переменный ток не подходит для определенных типов электродов и для сварки определенных металлов.
Переменный ток не подходит для определенных типов электродов и для сварки определенных металлов.
Влияние полярности при сварке электродом
 Возможна более высокая скорость сварки. Однако проникновение более мелкое и узкое.
Возможна более высокая скорость сварки. Однако проникновение более мелкое и узкое. Можно ли сваривать нержавеющую сталь?
 Нажмите на ссылку ниже, чтобы найти таблицу выбора сварочного электрода для всех типов материалов.
Нажмите на ссылку ниже, чтобы найти таблицу выбора сварочного электрода для всех типов материалов. Можно ли сваривать чугун?
 Нажмите на ссылку ниже, чтобы ознакомиться с подробными инструкциями по сварке чугуна с использованием электродуговой сварки, пайки и пайки.
Нажмите на ссылку ниже, чтобы ознакомиться с подробными инструкциями по сварке чугуна с использованием электродуговой сварки, пайки и пайки. Можно ли получить электрошок при сварке электродом?
Можно ли использовать перчатки TIG для сварки электродом?
 В то время как при сварке электродом (SMAW) образуется много сварочных брызг. По этой причине для сварки электродом требуются кожаные перчатки, и сварщик не должен использовать перчатки TIG для сварки электродом или сварки MIG.
В то время как при сварке электродом (SMAW) образуется много сварочных брызг. По этой причине для сварки электродом требуются кожаные перчатки, и сварщик не должен использовать перчатки TIG для сварки электродом или сварки MIG. Нужен ли газ для сварки электродами?

Похожие сообщения:
Крышка для дуговой сварки Parkside PESG 120 b2 советы по тестированию отзывы клиентов цена руководство по эксплуатации технические данные руководство технические данные
 д.
д. Крышка для дуговой сварки Parkside PESG 120 b2 советы по тестированию отзывы клиентов цена руководство по эксплуатации технические данные
Amazon.  co.uk Виджеты
co.uk Виджеты .
. Принадлежности для электродуговой сварки 120  .
. Сварочный аппарат Parkside pesg 120 b2 lidl технические данные ИАН Использование по назначению / использование по назначению Тип защиты Разное Последняя распродажа 
Цена Руководство техническое pdf Отзывы покупателей  youtube.com/watch?v=cyFjzgpKPhw
youtube.com/watch?v=cyFjzgpKPhw Сварочный аппарат Parkside pesg 120 b2 lidl содержимое упаковки  bricovideo.ovh
bricovideo.ovh Электросварочный пресс 6-головочный проекционно-точечный сварочный аппарат 50 кВА (SPM-50PR6) – Electroweld Industries

Mobile/WhatsApp: +91-9820160332
Звонок (США/Мексика. линию, и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях FOB/CIF Ex-Works через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal.me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо на sales@electroweld. com
com
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на индивидуальную настройку по адресу: [email protected]
. Для международных заказов указанная цена включает доставку, оплачиваемую поставщиком через CIF – стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу
— Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0006
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видеоролики о работе вашей машины и сварке любых образцов деталей в соответствии с вашими требованиями на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Пожалуйста, отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R. C Marg, Chembur, Mumbai, Индия — 400074
C Marg, Chembur, Mumbai, Индия — 400074
9 . Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214) -639-004 Электронная почта: [email protected] Напишите нам, и мы свяжемся с вами как можно скорее Как связаться с Electroweld по любому другому вопросу, связанному с машиной для контактной сварки? Контактная информация: Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач. Электросварочные предприятия 5, Hira Compound, R.C Marg Chembur, Mumbai, India — 400074 Call (India Office): +91 222 522 6180, +91-9702579330 . Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048 Электронная почта: [email protected]  -9820160332
-9820160332
СВАРОЧНЫЕ ПРОВОДА — KickingHorse® – KickingHorse® Welder USA
перейти к содержанию {% конец%}- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
 id}}»>
{%, если box.template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %}
{{перевод.продажа}}
{% конец%}
{% если только продукт.доступен %}
{{translation.sold_out}}
{% бесконечный %}
{{продукт.название}}
{% присвоить варианты_размера = продукт.варианты | размер %}
id}}»>
{%, если box.template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %}
{{перевод.продажа}}
{% конец%}
{% если только продукт.доступен %}
{{translation.sold_out}}
{% бесконечный %}
{{продукт.название}}
{% присвоить варианты_размера = продукт.варианты | размер %}{% для варианта в product.variants %} {{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %} {% конец для %}
{%, если box.template.elements содержит ‘цену’ %} {{первый_доступный_вариант.цена | Деньги}} {% if first_available_variant.compare_at_price > first_available_variant.price %} template.elements содержит ‘addToCartBtn’ %}
{% конец%} {% конец для %}
template.elements содержит ‘addToCartBtn’ %}
{% конец%} {% конец для %}{{box.title.text}}
{% if box.subtitle %}
{{box.subtitle.text}}
{% endif %} {% присвоить total_price = 0 %}
{% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant. price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
{% если только продукт.доступен %} {{translation.sold_out}} {% бесконечный %}
{% конец для %}
{%, если box.template.elements содержит ‘цену’ %}
{{translation.total_price}} {{total_price | деньги}}
{% конец%} {%, если box.template.elements содержит ‘addToCartBtn’ %} {% конец%}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.
- {% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если product.available %} — {{translation.sold_out}}{% бесконечный %}
{% присвоить варианты_размера = продукт.варианты | размер %}
{% для варианта в product.variants %} {{variant.title}}{%, если только вариант.доступен %} — {{translation.sold_out}}{% endunless %} {% конец для %}
{%, если box.template.elements содержит ‘цену’ %} {{первый_доступный_вариант. цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %} {{первый_доступный_вариант.сравнить_по_цене | деньги}}{% конец%} {% конец%} {% конец для %}
 available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%}
available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘350x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘350x’ %}
{% конец%} цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %}
цена | Деньги}}
{% if first_available_variant.compare_at_price > first_available_variant.price %} {{box.title.text}}
{% if box.subtitle %}
{{box.subtitle.text}}
{% endif %} {% присвоить total_price = 0 %}
- {% для продукта в продуктах %}
{% присвоить first_available_variant = false %}
{% для варианта в product.variants %}
{% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %}
{% конец для %}
{% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %}
{%, если first_available_variant.
{% если только продукт.доступен %} {{translation.sold_out}} {% бесконечный %}
{% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если product.available %} — {{translation.sold_out}} {% бесконечный%}
{% присвоить варианты_размера = продукт.варианты | размер %}{% для варианта в product.variants %} {{variant.title}}{%, если только вариант.
 available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}
available и box.template.selected %}
{% присвоить total_price = total_price | плюс: first_available_variant.price %}
{% конец%}
{% если product.images[0] %}
{% assign feature_image = product.images[0] | img_url: ‘100x’ %}
{% еще %}
{% присвоить Featured_image = no_image_url | img_url: ‘100x’ %}
{% конец%}