Сварка алюминиевых проводов — Энциклопедия по машиностроению XXL
Соединение, оконцевание различных проводов методами опрессовки, пайки и сварки. Различные виды сварки алюминиевых проводов. [c.343]Для сварки термитная масса впрессовывается в графитовый тигель или применяется в виде патрона (шашки), внутри которого имеется кокиль из листовой стали с алюминиевым вкладышем для сварки алюминиевых проводов из листовой меди с вкладышем из фосфористой меди для сварки медных проводов. Конструкция [c.42]
При сварке алюминиевых проводов, поскольку для них применяются термитные патроны, разработанные применительно к сварке сталеалюминиевых проводов, и поскольку по своей конструкции алюминиевые провода не имеют стального сердечника, в зоне сварки почти всегда образуется избыток жидкого алюминия, который, как правило, вытекает при подаче сварочного приспо 30 [c.

Оборудование и принадлежности для газовой сварки алюминиевых проводов и кабелей [c.647]
Холодная сварка и сварка трением осуществляются местной пластической деформацией пластичных металлов. Эти типы соединений применяют для сварки алюминиевых проводов, алюминиевых проводов с медными наконечниками и т. д. [c.192]
Для холодной сварки металлов разработано и применяется специальное оборудование. На рис. 30 показаны ручные клещи для сварки алюминиевых проводов встык. Такие клещи позволяют сваривать алюминиевые провода сечением от 2,5 до 10 мм . Клещами можно сваривать и медные провода сечением 2,5 и 4 мм , а также алюминиевые с медными. Клещи имеют относительно небольшой вес — 1,4 кг. [c.60]Этот термит при сгорании даёт около 750 ккал/кг и развивает температуру выше 3000° С. В СССР алюминиевый термит довольно широко применяется для сварки рельсовых стыков на трамвайных и ж.
Сварку проводят левым способом и только в нижнем положении шва. Кромки подготавливают так же, как и при сварке алюминиевых сплавов. Перед сваркой детали обезжиривают или подвергают травлению в растворах щелочей. [c.341]
Холодная сварка применяется для соединения как одноименных (РЬ, А1, Си, Sn, Ag, Au, In), так и разнородных металлов. Примером может служить армирование алюминиевых проводов медными наконечниками, получение двух- и многослойного проката из лент (никель — низкоуглеродистая сталь — никель, А1—Fe—А1, Си—А1—Си, серебро — бронза — серебро, Ag—Ni—Си и т. д.).
Магниевые сплавы хорошо обрабатываются резанием (лучше, чем стали, алюминиевые и медные сплавы), легко шлифуются и полируются.
 Высокие скорости резания и небольшой расход энергии способствуют снижению стоимости обработки резанием деталей из магниевых сплавов по сравнению с другими сплавами. Они удовлетворительно свариваются контактной роликовой и дуговой сваркой. Дуговую сварку рекомендуется проводить в защитной среде из инертных газов. Прочность сварных швов деформируемых сплавов составляет 90 % от прочности основного металла.
[c.378]
Высокие скорости резания и небольшой расход энергии способствуют снижению стоимости обработки резанием деталей из магниевых сплавов по сравнению с другими сплавами. Они удовлетворительно свариваются контактной роликовой и дуговой сваркой. Дуговую сварку рекомендуется проводить в защитной среде из инертных газов. Прочность сварных швов деформируемых сплавов составляет 90 % от прочности основного металла.
[c.378]Сварка-проводов. Электросварка однопроволочных медных и алюминиевых проводов методом контактного разогрева. Сварка под флюсом. Сварка угольным электродом. [c.300]
Высокими защитными свойствами обладают алюминиевые покрытия. Их можно наносить из расплава и способами металлизации. Образующиеся при этом поры в условиях высокой влажности быстро перекрываются (заполняются) гидроокисью алюминия, и покрытия становятся практически непроницаемыми. Срок службы таких покрытий при толщине слоя 130. .. 150 мкм составляет около 20 лет. Для нанесения металлизационных покрытий отечественная промышленность серийно выпускает ряд аппаратов (табл. 25.7). Алюминиевые покрытия, в отличие от цинковых, не ухудшают качество сварного шва, перед сваркой не требуется удаление защитного слоя. Сварку можно проводить как на переменном, так и на постоянном токе. Выделяющиеся при этом алюминиевые пары и пыль менее вредны, чем цинковые.
25.7). Алюминиевые покрытия, в отличие от цинковых, не ухудшают качество сварного шва, перед сваркой не требуется удаление защитного слоя. Сварку можно проводить как на переменном, так и на постоянном токе. Выделяющиеся при этом алюминиевые пары и пыль менее вредны, чем цинковые.
Маркировка термитных патронов принята по марке медных и сталеалюминиевых проводов, для сварки которых они лредназначены. Для сварки алюминиевых проводов применяются патроны для сталеалюминиевых проводов согласно табл. 1. Для сварки бронзовых проводов применяются патроны аналогичные для сварки медных [c.13]
Термитная сварка алюминиевых проводов очень проста, и поэтому подробно а ней останавливаться нет смысла. В процессе сварки плавятся алюминий вкладыша и концы проводо в, попадающих в зону сварки, и формуется монолитное соединение в виде стержня, в котором соединены проволоки обоих концов свариваемых проводов. Сечение в сварном соединении получается больше сечения целого провода из отдельных проволок. [c.28]
[c.28]
Термитная сварка сталеалюминиевых проводов отличается от сварки алюминиевых проводов, так как на процесс сварки большое влияние оказывает наличие в проводе стального сердеч1ника. Поскольку стальной сердечник не вырезается, сварка алюминия происходит в среде со сталью. При термитной сварке сталеалюминиевого провода сваривается только алюминиевая часть провода, стальной сердечник провода не сваривается. Стальной сердечник в процессе сварки отбирает часть тепла, противодействуя сварке алюминия. От сгорания смазки, которой обычно обильно смазан стальной сердечник для защиты от коррозии (особенно у нового, не бывшего в эксплуатации провода), образуется газовый пузырь, препятствующий полному заполнению зоны сварки расплавленным алюминием. Чем обильнее смазка, тем больше газовый пузырь, тем труднее проходит процесс сварки и сварное соединение будет хуже. Поэтому так важно обезжирить провод со стальным сердечником перед сваркой. [c.28]
Механическая прочность сварных соединений алюминиевых проводов (не имеющих по своей конструкции стального сердечника) невелика и составляет 25—50% прочности целого провода.
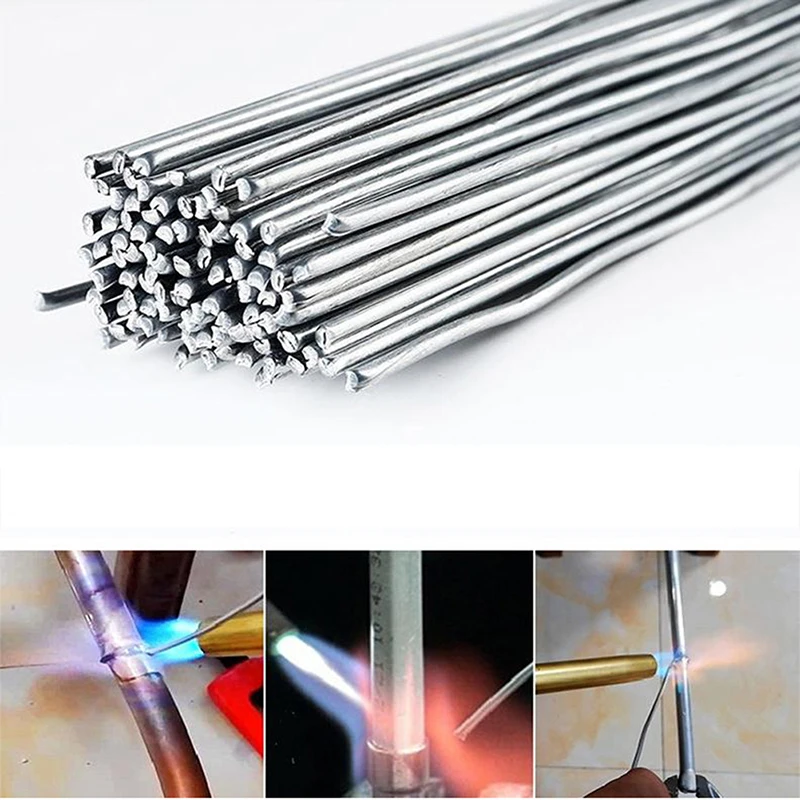
Для сварки алюминиевых проводов и приварки наконечников может применяться бездуговая электросварка способом контактного разогрева, газовая и термитно-муфельная сварка. Сварка контактным разогревом основана на выделении теплоты в угольном электроде и в месте контакта его со свариваемыми жилами при прохождении тока от трансформатора, вторичное напряжение которого 8—12 в (дуга при этом не воаникает). Сварка ведется в рмочках из стали, чугуна или графитированного угля, лредотвращающих растекание металла и обеспечивающих получение соединений цилиндрической формы.
 [c.641]
[c.641]При Сварке алюминиевых проводов и кабелей испольауется флюс [c.641]
Ацетилено-кислородная или бензинокислородная горелка (для сварки алюминиевых проводов) с комплектом сменных мундштуков (рис. 14) 1. Соединение и оконцевание мю-миниевых жил сечением 16—400 мм 2. Оконцевание медных жил сечением до 240 мм [c.647]
ГПВМ-0.07 Сварка алюминиевых проводов Площадь сечения 10 мм — — 0.006-0,02 — 175 0,655 [c.263]
МСХС-5 3 сварка алюминиевых проводов сечением 2—30 мм , медных и алюминиевых с медными сечением 2 — 20 мм
МСХС-35 сварка алюминиевых проводов сечением 20—300 мм. медных — 20—150 мм и медных с алюминиевыми сечением 20—200 мм [c.315]
Для холодной сварки алюминиевых медных проводов в стык и внахлестку Институт электротехники Академии наук УССР разработал портативные ручные клещи, показанные на рис. 107. Ими можно сваривать алюминиевые провода сечением от 2,5 до 10 мм- и медные сечением от 2,5 до 4 мм-, а также производить сварку алюминиевых проводов с медными без последующей обработки стыков. Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
В институте проводятся также работы по склеиваним металлов, в частности, алюминия, сварке пластмасс, термитной сварке алюминиевых проводов. [c.294]
В НИИ кабельной промышленности разработано ручное приспособлбкиб Дv я стыковой холодной сварки типа ПС-7 (фиг. 89). Это приспособление предназначено для сварки алюминиевых проводов диаметром от 1,0 до 2,6 мм, медных диаметром от 1,0 до проводов с медными. Зажимы [c.134]
| Фиг. 91. Монтажные клещи ПК-2 с зажимами ЛенПЭО для стыковой сварки алюминиевых проводов сечением 2,5—4,0 мм . |
 91). Эти клещи созданы на базе серийных клещей Главэлектромонтажа типа ПК-2.
91). Эти клещи созданы на базе серийных клещей Главэлектромонтажа типа ПК-2.
ПС-500, ПСМ-1000 и др. Указанные обмотки изготовляются из проводов диаметрами 1,56 2,44 и 3,53 мм. При помощи машин МСХС-5 производится сварка алюминиевых проводов при соединениях внутри обмоток, а также приварка к концам алюминиевых обмоток медных выводов (см. фиг. 69). Более чем двухгодовой опыт использования этих машин в производстве на заводе Электрик дал положительные результаты. [c.138]
Машина МСХС-35. Разработанная ВНИИЭСО машина МСХС-35 (фиг, 94) предназначена для стыковой холодной сварки алюминиевых проводов сечением до 300 мм , медных — до 150 мм и медных с алюминиевыми до 220 млг . [c.138]
Мащина МСХС-35 подвергалась продолжительному испытанию на сварке алюминиевых проводов диаметрами 8 10 12 16 и 20 мм, а также алюминиевых проводов сечением 10×20 мм . Машина испытывалась и на сварке указанных размеров алюминиевых проводов с медными. Кроме того, она была подвергнута продолжительному испытанию на сварке медных троллейных проводов фасонного сечения 85 и 100 мм . Все испытания дали положительные результаты.
[c.143]
Кроме того, она была подвергнута продолжительному испытанию на сварке медных троллейных проводов фасонного сечения 85 и 100 мм . Все испытания дали положительные результаты.
[c.143]
Для точечной сварки применяют машины УГХС 5-2, МХСА-50-3, рассчитанные на сварку деталей толщиной 5…20 мм. Для стыковой сварки алюминиевых и медных деталей сечением 0,5… 1000 мм производят 5 универсальных машин типа МСХС и специализированные машины, например МСХС-2004, для сварки встык медных контактных проводов сечением до 100 мм прямо на трамвайных или троллейбусных линиях. Изготавливает машины для холодной сварки завод Электрик , г. Санкт-Петербург. [c.269]
ПРОВОЛОКА АЛЮМИНИЕВАЯ. Изготовляется из нек-рых марок алюминиевых сплавов, предиазначепа для изготовления заклепок, электрич. проводов, электродов для сварки алюминиевых сплавов плавлением и т. д. Чаще всего применяется проволока с круглым поперечным сечением. Проволока получается в результате прокатки и волочения круглой заготовки. Для изготовления заклепочной проволоки (диаметром 1,6—10 жл) применяется в основном прессованная заготовка допускается также использование катапой заготовки. J[HTan заготовка применяется гл. обр. при изготовлении электропроводов и сварочной проволоки малых диаметров.
[c.77]
Для изготовления заклепочной проволоки (диаметром 1,6—10 жл) применяется в основном прессованная заготовка допускается также использование катапой заготовки. J[HTan заготовка применяется гл. обр. при изготовлении электропроводов и сварочной проволоки малых диаметров.
[c.77]
Электродуговую сварку алюминиевых сплавов рекомендуется проводить постоянным током при обратной полярности электродом ОЗА-2. Этот электрод изготавливают из сварочной проволоки св. АКЗ или св. АКЮ по ГОСТ 7871—75. На электродную проволоку наносят покрытие, состоящее из 65% флюса АФ-4А, 25% криолита, 9% хлористого калия и 1% губчатого титана. Этот состав замешивают на растворе карбоксиметилцел-люлозы в количестве 12—14% от массы сухих компонентов. Это покрытие очень гигроскопично, поэтому электроды перед употреблением необходимо тщательно просушить при температуре 200—230°С в течение 1—1,5 ч. [c.165]
Холодная сварка проводов осуществляется на пневмогидравли-ческих стационарных машинах и переносных установках.![]() Для сварки алюминиевых и медных проводов применяют ручные и настольные клещи.
[c.502]
Для сварки алюминиевых и медных проводов применяют ручные и настольные клещи.
[c.502]
Пленка окиси алюминия обладает сравнительно большим электрическим сопротивлением. Алюминиевые провода следует поэтому соединять особо тщательно, например с зачисткой соединяемых поверхностей под слоем вазелина напильником, иначе переходное сопротивление контакта может быть очень большим. По той же причине, т. е. из-за поверхностной пленки окиси, пайка и сварка алюминия труднее, чем меди. Пленка окисн может быть утолщена особой электрохимической обработкой и использована как тонкая и весьма нагревостойкая, но гигроскопичная и мало эластичная изоляция ( оксидная изоляция алюми-н и я ). [c.207]
Сварка проводов в распределительной коробке своими руками
Для соединения электрических проводов возможно применение одного из трех методов: механическая скрутка, пайка или сварка. Наиболее надежными считаются последние два, так как они минимизируют вероятность окисления жил, предотвращают их случайную раскрутку. Если сечение жил достаточно большое – рекомендуется сварка проводов, в том числе и в распределительной коробке.
Если сечение жил достаточно большое – рекомендуется сварка проводов, в том числе и в распределительной коробке.
Особенности сварки проводов
Сначала нужно сделать корректный монтаж проводки – выбрать ее оптимальный диаметр, правильно расположить в стенах помещения. Для распределения линий обустраивают специальные коробки. Там появляется возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.
Сварка проводов в коробке имеет следующие нюансы:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт. Это могут быть заводские модели или самоделки.
- Электроды — графитовые или угольные. Не рекомендуется использовать стержни с омеднением, так как это может отразиться на качестве соединения.
- В отличие от спайки во время сварки не потребуется флюс или другие типы присадок.
- Контроль температуры нагрева проводов. В противном случае велика вероятность частичного разрушения или изменения свойств изоляции.


Работы выполняются только при полном обесточивании сети, во время сварки применяется защитная маска и специальная рабочая одежда. Диаметр электродов зависит от расчетной силы тока, которая, в свою очередь, вычисляется в зависимости от диаметра жил и их количества.
Пошаговая инструкция
По правилам монтажа длина рабочих концов электропроводки должна быть не менее 10 см. Это необходимо для возможности создания повторного соединения в случае появления дефектов во время сварки. Расчетный объем распределительной коробки должен быть на 20-30% больше суммарного показателя всех проводов в ней.
Порядок выполнения работ:
- Зачистка изоляции на 5-6 см.
- Формирование скрутки.
- Подключение к нижней части конструкции электрода от сварочного аппарата. Для этой работы рекомендовано адаптировать плоскогубцы.
- Выполнение сварки скрутки. Жилы на конце должна сформировать шарик правильной формы.
- Дождаться остывания проводов и проверить отсутствие дефектов – каверн, некачественного соединения.
- Изоляция скрутки и помещение ее в распределительную коробку.
Несмотря на кажущуюся трудоемкость, подобный метод гарантирует качественное соединение нескольких проводов. Впоследствии не придется проводить ревизии для проверки скрутки на целостность.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.
Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения.
- Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
 Удобно для соединения жил небольшого сечения.
Удобно для соединения жил небольшого сечения.Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
ER5356 сварка алюминиевых проводов — Китай Сварка алюминия, алюминиевых сварки Memory Stick
Основная Информация.
Номер Моделя.
5356 5154 4047
Торговая Марка
Feixiang
Характеристики
0. 8mm,0.9mm,1.0mm,1.2mm,etc
8mm,0.9mm,1.0mm,1.2mm,etc
Происхождение
Hangzhou China
Описание Продукции
Мы можем произвести много спецификацию алюминиевых проводов заварки. Например, 5154, 5356, 1100, 1035, 6061 и так далее. Диаметр вклюает 0.8mm, 0.9mm, 1.0mm, 1.2mm, 2.4mm, etc.Аппарат для сварки скруток, самостоятельное изготовление такого аппарата | СРЕДА ОБИТАНИЯ ЧЕЛОВЕКА
Сварные соединения практически не имеют ограничения по ПУЭ (правила устройств электроустановок) и превосходят все виды соединений по надежности, а для выполнения операции на специализированных аппаратах для сварки скруток требуется невысокая квалификация исполнителя.
Любой монтаж силовых электрических цепей проходит в несколько этапов: выбор силового провода; прокладка кабелей согласно схемы и их соединение. В статье речь пойдёт о видах соединения проводов с акцентом на более распространенный и прогрессивный метод — сварку.
Медный или алюминиевый провод
Для электропроводки в бытовых помещениях используются провода с медными или алюминиевыми жилами, предпочтение какому-либо материалу принципиального значения не имеет, основной принцип выбора — это соответствие суммарной мощности нагрузки сечению провода. Медь перед алюминием имеет некоторые преимущества: у неё более большая пропускная способность (примерный расчет — 10 А / мм2, у алюминия — 8,5 А /мм2), она более пластична, а главное, при возникновении дуги не дает искрения. Обычно для прокладки в бытовых помещениях применяют кабель ВВГ (с индексом гн — изоляция не горючая, либо ВВГнг-LS негорючая без выделения вредных веществ).
Разъемные и неразъёмные соединения
Разъемные соединения
К разъемному соединению относятся: клеммные колодки различного рода зажимов; соединение на скрутку без пайки.
Разъемные соединения имеют преимущества и недостатки перед неразъемным. Преимущества: быстрое соединение, возможность смены монтажа, доступность осмотра. Недостатки: в связи с неполным контактным соединениям поверхности провода, разъемные соединения используются от 50 — 60% от номинальной мощности провода, также они более дорогие чем пайка.
Разъемное соединение. а) без зажимное, б) зажимное, в) пружинное.Разъемное соединение. а) без зажимное, б) зажимное, в) пружинное.
Неразъемные соединение
К неразъемным соединениям относится: обжимка гильзой, скрутка с пайкой и сварка.
Одним из самых надежных способов соединения является сварка провода специальным аппаратом для сварки скруток медных жил. Современные приборы позволяют проводить соединения жил сваркой из любых материалов, в том числе и алюминиевых. Аппарат для сварки скруток можно купить в магазине ВсеИнструменты.Ру или на Яндекс Маркете
 а) обжимка в гильзе, б) пайка в оловянистым припоем, в) — сварка
а) обжимка в гильзе, б) пайка в оловянистым припоем, в) — сваркаВиды соединения проводов. а) обжимка в гильзе, б) пайка в оловянистым припоем, в) — сварка
Соединение жил проводов в гильзах
Опрессовка гильзами является надежным способом механического соединения. Втулки могут быть: алюминиевые, латунные, медные, луженые, комбинированные. Принцип работы понятен из названия — в гильзу помещается пучок очищенных от изоляции проводов, которые затем специальной обжимкой прижимается в нескольких местах. Обеспечивает надежный механический и электрический контакт между проводами. Недостатки метода: необходимо иметь большой набор втулок различного диаметра и специальные механические обжимки, высокую квалификацию исполнителя.
Соединение пайкой
Соединение подобного рода производится проводами с током нагрузки до 10А, свыше этого значения ПУЭ не рекомендует (глава 4.2 п. 4.2.46) в связи с усилением окислительных процессов, происходящих в оловянисто — свинцовых припоях с последующим нагревом и повреждением соединения.
Подготовка проводов
Перед пайкой провода необходимо подготовить:
- снять поверхностный слой изоляции очистить от лака или окисла механическим путем;
- подготовленные провода скрутить плотно между собой на длину не менее 6 см.;
- покрыть слоем флюса, для этого используют отпущенная цинком соляная кислота (паяльная кислота) либо растворенную в спирте канифоль.
На заметку! Паяльная кислота продается в специализированных магазинах или приготавливается в домашних условиях из расчёта 412 г. цинка на 1 л. соляной кислоты.
После нанесения флюса на поверхность провода разогретого паяльником, мощностью не менее 60 Вт начинается лужение припоем. Для этого лучше использовать припой в виде проволоки намотанный в небольших бобинах. После процедуры, припой должен полностью охватить весь периметр скрутки.
Если провод многожильный, алгоритм пайки одинаков: производится механическая очистка контактного соединения, скрутка, затем лужение флюсом и пайка.
На заметку! Охлаждение места пайки каким-либо искусственным путем типа дутья, не допускается.
Медь и алюминий
Соединение меди и алюминия
Любое соединение разнородных цветных металлов вызывает электролитический ток между электронами различных материалов, поэтому возникает коррозия вместе контакта и как следствие, потери целостности соединения. В бытовых электросетях часто приходится соединять, причём вынуждено, алюминий и медь, например, сетевая проводка из алюминиевого провода, разводка люстры медная. В этом случае скрутка или зажим недопустимы. Соединение меди и алюминия допускаются только через нейтральной материал. Наиболее ходовые являются резьбовые переходники со стальными зажимами (именно со стальными, а не латунными).
Виды перехода соединений медного и алюминиевого проводов.Виды перехода соединений медного и алюминиевого проводов.
Сварка проводов
Сварка является наиболее надежным способом неразъемного соединения проводов, для качественного соединение достаточно капли расплава по торцу скрутки жил, которая полностью захватывает соединяемые провода.
Положительные характеристики сварки:
- Полностью отсутствует переходное сопротивление;
- Отсутствие влияния состояния окружающей среды;
- Высокая прочность соединения;
- Полное отсутствие коррозии в соединении.
Виды применяемой сварки:
- Специальным прибором;
- Инверторным сварочным аппаратом;
- Специальным прибором;
- Термитная карандашом (в помещении запрещен к применению)
Процесс сварки проводов
Сварка скруток осуществляется по общим стандартам зажигания сварочной дуги электросварки. Соединения проводов в бытовых помещениях имеет небольшие диаметры, поэтому сварочный ток дуги ограничивается от 15 до 90 А, среднее напряжение 24В. Процесс сварки заключается с подсоединения «земляного» кабеля на зачищенную от изоляции часть скрутки.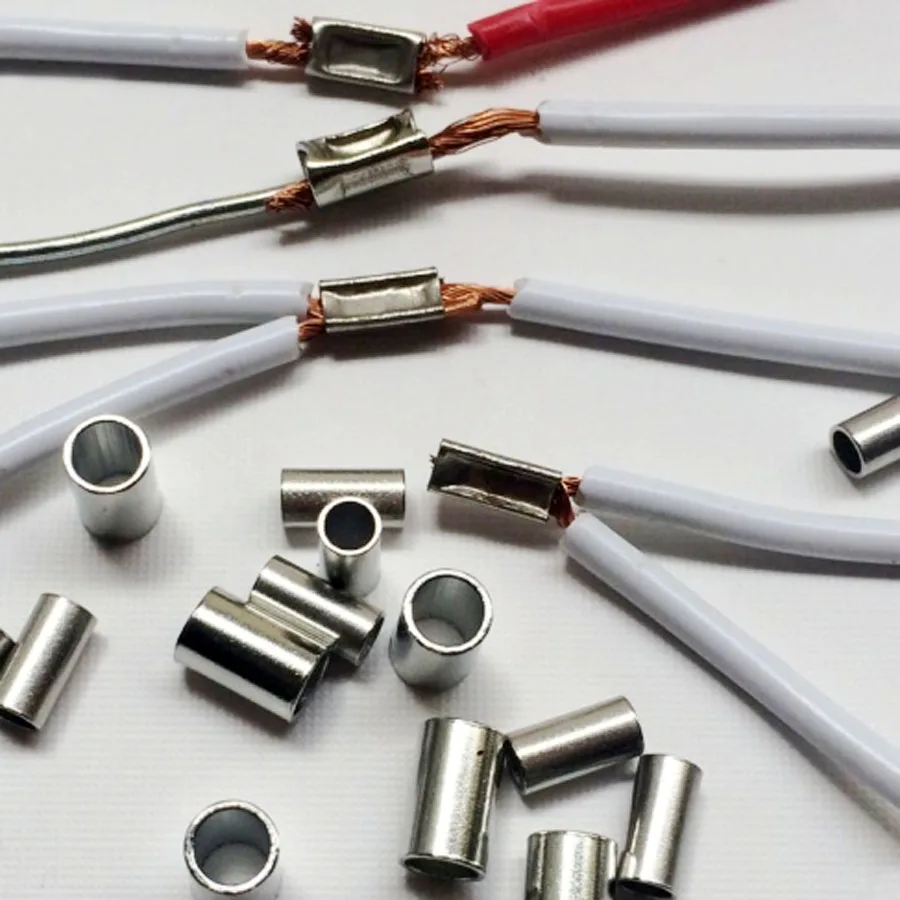 Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 — 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Для зажигания дуги достаточно поднести угольный электрод к торцу, горения дуги достаточно 1 — 2 сек. Если нет специального угольного электрода, вполне подойдёт электрощетка от электродвигателей либо угольный стержень от круглой батарейки. При этом сварка медных проводов в цене значительно уменьшится.
Если при осмотре обнаружится не провар, то процесс можно повторить.
Применение сварочных инверторов для сварки проводов
Сварочные инверторные аппаратыСварочные инверторные аппараты
Современные сварочные инверторы можно использовать для сварки скруток медных проводов. Инвертор может быть бытовым маломощным с регулировкой тока от 15А и напряжению от 25 В. К сварочным кабелям подсоединяются провода сечением от 8 мм2 с держателем на угольный электрод .
Хорошо показали себя инверторы:
1. РЕСАНТА САИ-160 имеющий характеристики:
- Регулировка тока: 10-160 А.;
- Тип выходного тока постоянный.
- Вес 4,51 кг.

2. Eurolux IWM-190 с характеристиками:
- Регулировка тока в диапазоне: 10-185 А.;
- Устойчиво работает при напряжении: 141-252 В.;
- Тип выходного тока постоянный;
- Вес 4,62 кг.
Прибор для сварки медных жил кабеля
Аппараты для сварки скруток серии ТС-700.Аппараты для сварки скруток серии ТС-700.
Для профессионального использования инверторный аппарат не совсем удобен, всё-таки — это сварочник.
Более качественно можно выполнить процедуру специализированным аппаратом серии ТС 700. (модификации ТС 700 -1, ТС 700-2, ТС 700 -3). Аппаратура лёгкая — 4,5 кг. Комплектуется специальной сумкой для размещения на груди или подвешивания на стене. Позволяет производить сварку не только медных, но алюминиевых проводов.
Характеристики прибора:
- Сетевой кабель 3 м. ,
- Силовые кабеля, 1,4 м;
- Мощность — 1,5 кВт.
- Имеется встроенная защита от токовой перегрузки и перегрева.
 ,
,Аппарат для сварки скруток медных проводов можно купить в специализированных дилерских центрах или найти в магазинах на интернет ресурсах.
Самостоятельное изготовление аппарата
Трансформатор для переделки.Трансформатор для переделки.
Производить сварку можно и переменным током, аппарат для сварки скруток медных можно изготовить самостоятельно (Рис.6). Для этого не нужно иметь особых навыков работы в электротехнике. Для изготовления аппарата подойдёт силовой понижающий трансформатор мощностью не менее 0,6 кВт. Провод сечением или шина сечением не менее15 мм2, и несколько метров кабеля 8 мм2.
Далее необходимо снять вторичную обмотку и на освободившееся место намотать 20-25 витков медной жилы сечением 10-15 мм кв. . Вместо «земляного» держателя подойдут пассатижи, еще нужен кабель для держателя электрода. В качестве электрода можно использовать электрощетку от двигателя или используемый графитовый стержень от использованной батарейки.
. Вместо «земляного» держателя подойдут пассатижи, еще нужен кабель для держателя электрода. В качестве электрода можно использовать электрощетку от двигателя или используемый графитовый стержень от использованной батарейки.
Если вы прочли статью, и решили, что автор (ну, я) — глупая баба и бездарность, пожалуйста, не сообщайте об этом автору, а просто больше не читайте мой канал.
Как соединить алюминиевые провода с медными правильно?
Особенности алюминиевых проводов
Алюминиевые провода нельзя использовать в жилых помещениях
Согласно нормам ПУЭ в жилых помещениях запрещено использовать при монтаже алюминиевые проводники.
Провод из алюминия — дешёвое решение, имеющее цену на порядок ниже, по сравнению с медным. Не подвержен коррозии, так как мгновенно покрывается толстой оксидной плёнкой. Имеет низкий удельный вес.
Имеет низкий удельный вес.
Главный минус – невысокая электропроводность алюминия. Она составляет 37,9 мкСм×м, что почти в два раза хуже меди, которая имеет 59,5 мкСм×м. Низкая гибкость проводника делает невозможным монтаж в местах, где он подвергается многократному механическому воздействию.
Различают четыре типа соединения проводов: опрессовка, сжим, сварка, пайка. Опрессовочные гильзы и клеммные колодки обеспечат лёгкий и быстрый монтаж кабеля в местах, где не нужна высокая механическая стойкость. Пайка и сварка дадут максимально прочное и надёжное соединение, но требуют навыка и применения специальных инструментов.
Соединяем алюминиевые провода быстро и правильно.
Как соединить два алюминиевых провода между собой? Казалось бы, достаточно банальный вопрос, но и здесь первый приходящий на ум ответ не всегда верен. Ведь скрутка проводов запрещена по нормам ПУЭ, а соединять любые провода можно только методом опрессовки, пайки, сварки и при помощи винтовых сжимов. А том, как это правильно делать, мы и поговорим в нашей статье.
А том, как это правильно делать, мы и поговорим в нашей статье.
Свойства алюминиевых проводов
Но начать наш разговор мы предлагаем с беглого анализа свойств алюминиевого провода. Это позволит выявить проблемные места и понять возможные проблемы при его монтаже.
Сравнение медного и алюминиевого провода
- Начнем с преимуществ алюминиевого провода. Главный из них это цена, которая на порядок ниже, чем у главного конкурента – меди.
- Еще одним достоинством данного материала является его легкость. Это обусловило его широкое применение в линиях электропередач, где вес имеет очень большое значение.
- Ну, и последним достоинством является его стойкость к коррозии. Алюминий практически мгновенно покрывается стойкой оксидной пленкой, которая препятствует дальнейшему окислению. В то же время данная пленка имеет и негативные моменты – она является очень плохим проводником электрического тока.
Сферы применения медных и алюминиевых проводов
- Дальше же пошли одни сплошные недостатки. И первым из них является низкая электропроводность алюминия. Для данного материала она составляет 38×106 См/м. Для сравнения у меди этот параметр составляет 59, 5×106 См/м. Выливается это в то, что, например, провод из меди с сечением в 1 мм2 способен пропускать ток почти в 2 раза больший, чем подобный провод из алюминия.
- Следующим весомым недостатком является то, что алюминиевые провода обладают очень низкой гибкостью. В связи с этим их нельзя использовать в местах, где проводка подвержена многократным изгибам или другим механическим воздействиям в процессе эксплуатации.
- Ну, и напоследок, инструкция говорит о том, что алюминий обладает таким плохим свойством как текучесть. В результате тепловых и механических воздействий он может терять свою форму, что крайне негативно отражается на контактных соединениях.
 И первым из них является низкая электропроводность алюминия. Для данного материала она составляет 38×106 См/м. Для сравнения у меди этот параметр составляет 59, 5×106 См/м. Выливается это в то, что, например, провод из меди с сечением в 1 мм2 способен пропускать ток почти в 2 раза больший, чем подобный провод из алюминия.
И первым из них является низкая электропроводность алюминия. Для данного материала она составляет 38×106 См/м. Для сравнения у меди этот параметр составляет 59, 5×106 См/м. Выливается это в то, что, например, провод из меди с сечением в 1 мм2 способен пропускать ток почти в 2 раза больший, чем подобный провод из алюминия.Обратите внимание! Согласно нормам ПУЭ с 2001 года использовать алюминиевый провод для монтажа электропроводки в жилых помещениях запрещено.
 Такой запрет значительно снизил использование алюминиевой электропроводки в быту.
Такой запрет значительно снизил использование алюминиевой электропроводки в быту.Способы соединения алюминиевых проводов
Как мы уже говорили выше, алюминиевые провода можно соединить четырьмя основными способами – это винтовые или болтовые сжимы, прессовка, сварка и пайка. Давайте разберем особенности каждого из этих видов соединений.
Соединение алюминиевых проводов методом сжима
Начнем с наиболее распространенного способа соединения – сжима. Он может быть нескольких видов – болтовой, винтовой или при помощи прижимной пружины, который используется в клеммах Wago.
| Винтовая клемма Соединение алюминиевых проводов между собой с помощью данного типа соединения несет за собой один недостаток. Если использовать обычные винтовые клеммы, то при помощи винта можно полностью или частично передавить мягкую алюминиевую жилу. Это либо снизит, либо полностью разрушит контакт. |
| Латунные наконечники Для исключения данного варианта соединение следует выполнять через специальные контактные насадки, выполненные из латуни.  Латунь обладает меньшей эластичностью и ее сложнее передавить. Поэтому такие насадки обеспечивают надежный контакт и исключают вероятность повреждения провода. Латунь обладает меньшей эластичностью и ее сложнее передавить. Поэтому такие насадки обеспечивают надежный контакт и исключают вероятность повреждения провода. |
| Алюминиевые наконечники Для болтовых соединений алюминиевого провода так же следует использовать специальные наконечники. Они крепятся на провод или кабель методом опрессовки и затем уже эти наконечники соединяются болтовым способом. |
| Клеммы Wago Что касается клемм Wago, то здесь все намного проще. Такой тип соединения не может повредить провод, поэтому такие клеммники можно использовать без дополнительных насадок. Это в определенной степени компенсирует их более высокую цену. |
Соединение алюминиевых проводов методом опрессовки
В последнее время приобретают все большую популярность соединения алюминиевых проводов гильзой. Отчасти это связано с большим распространением кримперов или, как их еще называют, обжимных клещей. Данный инструмент позволяет обжимать провода разных сечений обеспечивая достаточно надежный контакт.
Данный инструмент позволяет обжимать провода разных сечений обеспечивая достаточно надежный контакт.
- Соединение проводов опрессовкой выполняется при помощи специальных гильз. Эти гильзы выпускаются разных диаметров и материалов. Для соединения алюминиевых проводов следует использовать либо алюминиевые, либо латунные гильзы. Медь использовать нельзя ни в коем случае, так как соединение этих двух материалов может привести к образованию гальванических развязок и в конечном итоге полному разрушению алюминиевого проводника.
- Для соединения проводов разных сечений существуют гильзы с разными диаметрами входных отверстий. Их же можно использовать для соединения более чем двух проводов в одной гильзе.
- Гильзы для соединения алюминиевых проводов имеют строго необходимую длину. Поверьте, производитель не делал в гильзе запаса, поэтому разрезание гильзы пополам в целях экономии — это очень плохой вариант. Ведь при соединении двух проводов обжим следует выполнить дважды противоположными жимами. Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.
- Еще один часто возникающий вопрос относится к соединениям многожильного алюминиевого провода и одножильного. Выполнять такое соединение при помощи опрессовки можно, и оно будет достаточно качественное. Главное подобрать гильзу с соответствующими входными диаметрами. Ведь в большинстве случаев это провода разного сечения.
 Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.
Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.Обратите внимание! Гильза для соединения проводов по своему сечению должна соответствовать сечению провода. Если вы будете использовать гильзу меньшего сечения, то для заведения провода в гильзу вам придётся уменьшить его сечения, что негативно отразится на контакте. Если же вы используете гильзу большего сечения чем провод, то площадь контактного соединения будет намного меньше, что опять-таки приведет к перегреву контакта.
Соединение алюминиевых проводов методом сварки
Самое наилучшее качество соединения обеспечивает сварка. Благодаря тому, что в данном случае провод образует единое целое практически исключены проблемы с переходными сопротивлениями, возможности снижения нажимного усилия и многое другое. Но здесь есть и масса проблем.
Благодаря тому, что в данном случае провод образует единое целое практически исключены проблемы с переходными сопротивлениями, возможности снижения нажимного усилия и многое другое. Но здесь есть и масса проблем.
- Дело в том, что как мы уже говорили выше на поверхности алюминия, образуется оксидная пленка. Она имеет совершенно другие тепло – и электропроводность, чем сам алюминий. В связи с этим сварка алюминиевых проводов затруднена.
- Так как температура плавления оксида и алюминия различаются, то попытки простого сваривания проводов угольным электродом будут не очень удачными. Оксиды будут оставаться на расплавленных каплях алюминия, а само соединение будет не однородным, как на видео.
- Дабы исключить данную проблему, можно снимать оксиды с поверхности механическим способом, но это трудоемко и далеко не всегда эффективно, так как образование новой пленки происходит практически мгновенно.
- Исходя из этого, в большинстве случаев для сварки применяются различные флюсы, которые способны разрушить оксидную пленку. Данный материал должен разрушать оксидную пленку и практически не реагировать на чистый металл, кроме того он не должен давать вредных соединений во время сварки. Подобрать такой материал достаточно сложно и зачастую приходится идти на компромисс.
- Но даже с использованием флюсов, своими руками выполнить сварное соединение проводов без должной подготовки достаточно сложно. Это связано с тем, что здесь крайне важно подобрать должное напряжение сварки (обычно не более 20В) и время воздействия на проводник (обычно 1-2сек.).
 Данный материал должен разрушать оксидную пленку и практически не реагировать на чистый металл, кроме того он не должен давать вредных соединений во время сварки. Подобрать такой материал достаточно сложно и зачастую приходится идти на компромисс.
Данный материал должен разрушать оксидную пленку и практически не реагировать на чистый металл, кроме того он не должен давать вредных соединений во время сварки. Подобрать такой материал достаточно сложно и зачастую приходится идти на компромисс.Обратите внимание! Кроме электросварки алюминиевых проводов достаточно распространена и газовая сварка. Она имеет свои особенности, касающиеся как применяемых материалов, так и температуры сварки.
Соединение алюминиевых проводников методом пайки
Последним вариантом, которым можно выполнить соединение розеток алюминиевыми проводами является пайка. Этот способ достаточно трудоемок, и его сложно назвать быстрым.
Поэтому для силовых установок оно применяется крайне редко, а в низковольтных сетях алюминиевые провода из-за своей жесткости применяются достаточно редко. Тем не мене давайте рассмотрим и этот вариант.
- Основной проблемой здесь, как и в случае со сваркой, является оксидная пленка. Кроме того, имеется такая проблема как отсутствие визуального контроля за температурой провода. Ведь при длительном воздействии больших температур алюминий может изменить свои физико-химические свойства.
- Исходя из этого, процесс пайки алюминия становится достаточно сложным. В первую очередь нам необходимо избавится от оксида на его поверхности. Сделать это можно при помощи любых абразивных материалов, но усердствовать не стоит, так как новая пленка образуется практически мгновенно. Наша задача только уменьшить ее толщину.
- После этого выполняется фиксация проводов и припоем с флюсом прикасаются к проводам. В качестве припоя лучше использовать ЦОП – 40 или его аналоги.
- Флюс для пайки алюминия — это Ф – 59А, Ф – 61, Ф – 34 или другие подобные составы. Они достаточно хорошо разрушают оксидную пленку.
- При прикосновении припоем к проводам им следует поскрести по ним, чтобы упростить флюсу задачу по разрушению оксидной пленки. Если производится пайка без использования флюса, то интенсивность трения припоем по проводам должна быть более интенсивной.
 Они достаточно хорошо разрушают оксидную пленку.
Они достаточно хорошо разрушают оксидную пленку.Вывод
Соединение алюминиевого провода гильзой и при помощи клемм являются наиболее простыми вариантами. В то же время применение опрессовки не требует дополнительных материалов, но требует наличия кримпера.
Использование пассатижей и других подсобных инструментов может сказаться на качестве соединения, поэтому их использование недопустимо. Тем не менее, в сравнении цена и качество, метод опрессовки является одним из лучших для соединения алюминиевых проводов.
Метод прессовки
Опрессовка проводов
Прессовка производится с помощи специальной гильзы, в которую заводятся жилы, после чего их обжимают специальным инструментом – кримпером. Гильзы различаются по диаметру, длине и материалу исполнения. При монтаже кабеля необходимо применять только гильзы из алюминия или латуни. Используя латунные элементы, можно соединить как алюминиевые с алюминиевыми, так и медные с алюминиевыми провода.
При соединении алюминиевых жил нельзя использовать медьсодержащие гильзы. Эти два металла образуют гальваническую пару, что приводит к ускоренному разрушению алюминия.
Чтобы соединить жилы с разными сечениями, используются специальные гильзы с различным диаметром входных отверстий.
Правильный выбор диаметра гильзы убережёт от перегрева участка цепи. Больший диаметр даст малое пятно контакта и увеличение сопротивления. Если же сечение гильзы меньше, необходимо уменьшать сечение жил, что также негативно скажется на токопроводящих свойствах.
Почему нельзя соединять напрямую медь и алюминий
Для этого стоит напрячь свою память и вспомнить школьный курс химии и физики. Для начала, вспомним, что такое гальванический элемент.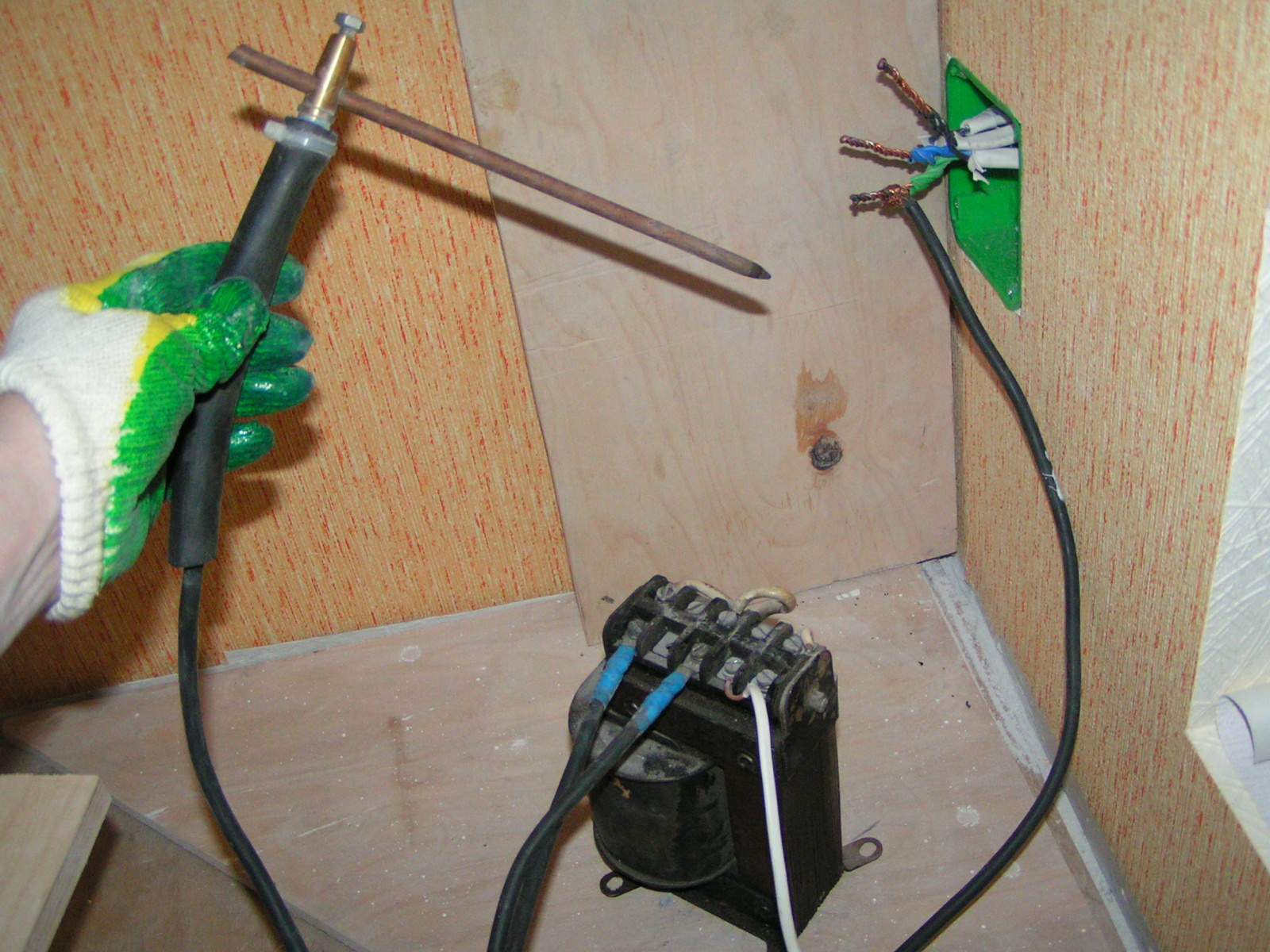 Проще говоря, гальваническим элементом является простая батарейка, которая генерирует электрический ток. Принцип его появления основывается на взаимодействии двух металлов в электролите. Так вот, скрутка между медным и алюминиевым проводом и будет такой же батарейкой.
Проще говоря, гальваническим элементом является простая батарейка, которая генерирует электрический ток. Принцип его появления основывается на взаимодействии двух металлов в электролите. Так вот, скрутка между медным и алюминиевым проводом и будет такой же батарейкой.
Гальванические токи быстро разрушают материал. Правда, в сухом воздухе их появление исключается. И если сделать скрутку к розетке, то она не развалится за несколько часов. Однако впоследствии неприятности такой проводке обеспечены.
С течением времени материалы, из которых сделаны провода, разрушаются, вместе с этим постоянно возрастает сопротивление. Если к розетке подключат мощный потребитель тока, то скрутка начнет нагреваться.
При регулярном использовании такой розетки, возрастает угроза пожара. Поэтому соединять алюминиевый проводник с медным строжайше запрещено. Однако, возникают экстренные ситуации, когда сделать такое соединение просто необходимо.
Метод сжима
Клемма для сжима проводов
При разводке кабеля в распределительной коробке крайне нежелателен случайный контакт соседних жил. Для этой цели применяются клеммные колодки.
Для этой цели применяются клеммные колодки.
Клемма представляет собой изолированную втулку, в которую вставляются жилы. Внутри для фиксации используется либо винт, либо пружина.
Если подразумевается монтаж многожильного провода, перед установкой в клемму необходимо обжать его специальной гильзой, что даст улучшение контакта и уменьшит вероятность пережатия.
Используя клеммы с винтовым соединением, нужно чётко контролировать силу прижима во избежание перерезания жилы винтом и его последующего разрушения. Этого недостатка лишены клеммные колодки Wago. В них механизмом фиксации жилы является латунная пластина и пружина. Использование латуни в составе делает возможным безопасное соединение кабелей из разных металлов.
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса.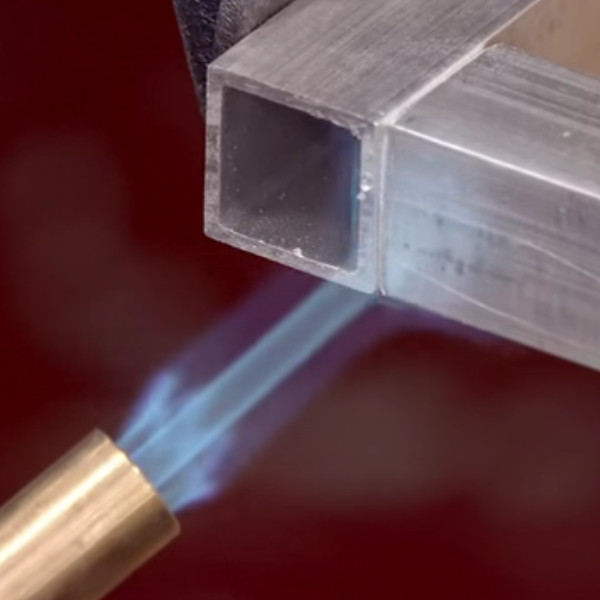 В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы; 2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов; 3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале; 4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое; 5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое; 5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений. Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов. Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва.
Метод сварки
При сварке на конце скрутки образуется капля
Сварка обеспечивает наилучший электрический контакт. Из-за однородности полученного соединения отсутствует проблема повышенного сопротивления участка цепи.
Используют сварочный аппарат с выходной мощностью до 1 Квт и регулируемым напряжением в границах 14-20 В. Сварка считается успешной, если на конце скрутки образовалась капля, диаметром примерно равная скрутке.
При сварке по торцу скрутки проводят угольным проводником. Время воздействия не должно превышать 2 секунды.
Существует вариант газовой сварки проводов. В атмосфере инертного газа перестаёт образовываться оксидная плёнка, что заметно облегчает процесс, но требуются специфические знания и оборудование.
Спаивание проводов из алюминия
В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения.
 Подобные осложнения вызываются свойствами металла и особенностями работы.
Подобные осложнения вызываются свойствами металла и особенностями работы.Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя. При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.

Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
| Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
| припой | бензин | ||
| 2,5-4 | |||
Соединение жил проводов сваркой | Бесплатные дипломные работы на DIPLOMKA.NET
При производстве электромонтажных работ нередко возникает необходимость соединять провода и кабели между собой подключать их к зажимам электрических машин, различных аппаратов, приборов, светильников. Некачественные соединения жил приводит к нарушению нормальной работы электроустановки, снижению ее надежности и могут явиться причиной возникновения пожара или несчастного случая.
Надежным, соединение является тогда, когда обеспечивается малым электрическим сопротивлением и достаточной механической прочностью.
Перед соединением проводов окислы необходимо удалять(защищать концы жил проводов и кабелей), а очищенные поверхности сразу же смазывать тонким слоем вазелина, т.к. они быстро окисляются.
Различают разъемные и неразъемные соединения. В практике неразъемные соединения выполняются различными способами: электрической, газовой или термитной сваркой, опрессовкой в гильзах методом местного вдавливания, болтовыми или винтовыми сжимами, скруткой.
Наиболее прогрессивными способами соединения и ответвления токопроводящих жил проводов является сварка и опрессовка. Достоинством опрессованных проводов в гильзах является легкость и быстрота выполнения при хорошей механической прочности и достаточной проводимости контактного соединения.
Разъемные соединения широко применяют в силовых и осветительных электроустановках, для включения в сети бытовых электроприемников, электроинструмента. Для этого используется двухполюсные и трехполюсные штепсельные розетки.
Плотность соединения увеличивается при возрастании контактного нажатия, хотя беспредельное увеличение его нецелесообразно.
1 Требования к электрическому контакту
Электрические контактные соединения в зависимости от области применения разделяют на 3 класса. К первому классу относят контактные соединения цепей, сечение проводников которое выбрано по допустимым длительным токовым нагрузкам, ко второму – контактные соединения цепей, сечение проводников которых выбрано по стойкости к сквозным токам, потерь и отклонений напряжения, механической прочности, защите от перегрузок; к третьему – контактные соединения цепей с электротехническими устройствами, устройства которых связано с выделением большого количества теплоты.
Ко всем контактным соединениям предъявляют определенные технические требования, в том числе и конструкции, электрическим параметром, устойчивости и механическим фактором.
Требования к электрическим параметрам заключается в том, что в контактных соединениях сравнивается электрическое сопротивление всей длинны участка соединяемых проводов с электрическим сопротивлением участка такого же размера соединяемого проводника. При этом отношение этих сопротивлений не должно превышать и единицы для 1-го, двух – для 2-го и шести – для 3-го класса. Если соединяемые проводники имеют разное электрическое сопротивление, для расчета принимают большее. Электрические сопротивления контактов соединений со штыревыми выводами 1 класса зависят от диаметра штыря (от 3 до 56 мм.) и может изменяться от восьмидесяти до четырех мОм, для 2 и 3 классов (при необходимости) указывается в стандартах или в технических условиях. Во всех случаях (кроме сварки и спайки) электрическое сопротивление не должно превышать начального значение более чем в 1.5 раза, а при выполнении соединений пайкой и сваркой – изменяется. Надежность электрического соединения зависит от его температуры. При прохождении номинального тока температура контактных соединений первого и второго классов, относительно температуры окружающего воздуха в электроустановках до 1000В, не должна превышать: 55 °С – для соединяемых проводников из меди, алюмомеди, алюминия и его сплавов без защитных напряжений рабочих поверхностей; 65 °С – для проводников из меди, алюмомеди, алюминия и его сплавов защитными покрытиями неблагородными металлами; 95 °С – для проводников из меди и ее сплавов без изоляции или с изоляцией классов B,F и Н с защитным покрытым серебром.
При этом отношение этих сопротивлений не должно превышать и единицы для 1-го, двух – для 2-го и шести – для 3-го класса. Если соединяемые проводники имеют разное электрическое сопротивление, для расчета принимают большее. Электрические сопротивления контактов соединений со штыревыми выводами 1 класса зависят от диаметра штыря (от 3 до 56 мм.) и может изменяться от восьмидесяти до четырех мОм, для 2 и 3 классов (при необходимости) указывается в стандартах или в технических условиях. Во всех случаях (кроме сварки и спайки) электрическое сопротивление не должно превышать начального значение более чем в 1.5 раза, а при выполнении соединений пайкой и сваркой – изменяется. Надежность электрического соединения зависит от его температуры. При прохождении номинального тока температура контактных соединений первого и второго классов, относительно температуры окружающего воздуха в электроустановках до 1000В, не должна превышать: 55 °С – для соединяемых проводников из меди, алюмомеди, алюминия и его сплавов без защитных напряжений рабочих поверхностей; 65 °С – для проводников из меди, алюмомеди, алюминия и его сплавов защитными покрытиями неблагородными металлами; 95 °С – для проводников из меди и ее сплавов без изоляции или с изоляцией классов B,F и Н с защитным покрытым серебром.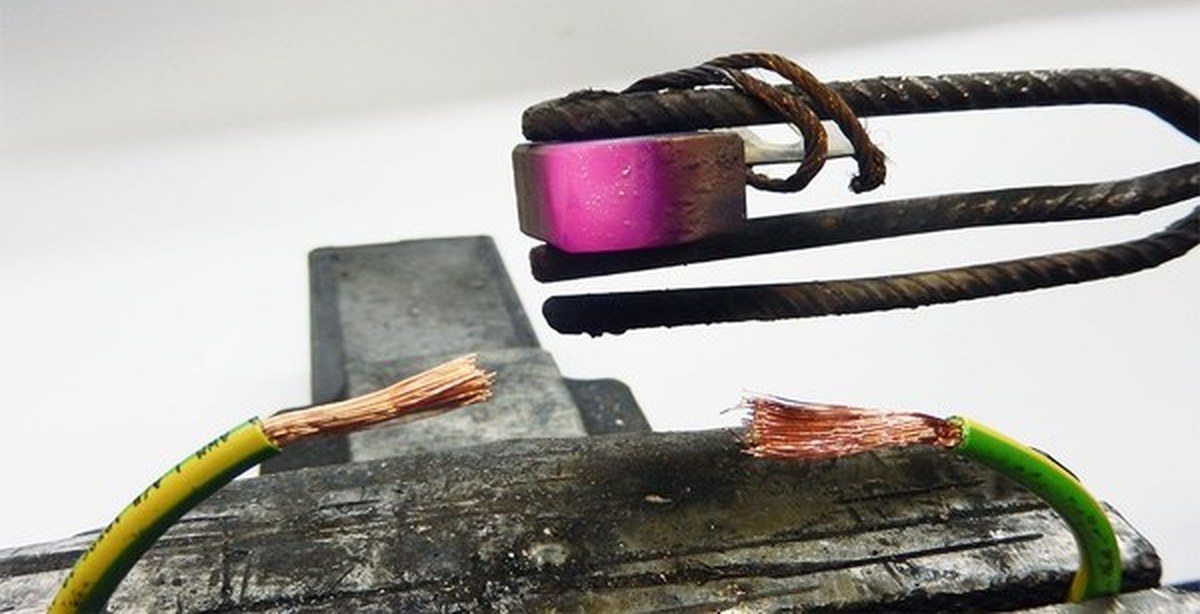 Температура контактных соединений 3 класса зависит от применяемых материалов, покрытий, класса изоляции присоединяемых проводников и условий эксплуатаций. Температура окружающего воздуха при расчетах обычно принимает 40 °С при высоте над уровнем моря не более 1000 м.
Температура контактных соединений 3 класса зависит от применяемых материалов, покрытий, класса изоляции присоединяемых проводников и условий эксплуатаций. Температура окружающего воздуха при расчетах обычно принимает 40 °С при высоте над уровнем моря не более 1000 м.
Требования устойчивости к механическим факторам следующие. Контактные соединения должны выдерживать воздействие механических факторов внешней среды и статических осевых нагрузок на расстояние, вызывающее напряжения не менее 90% временного сопротивления разрывов целого проводника для контактных соединений проводов линий электропередач работающих на растяжении; и 30% для неразборных контактных соединений не работающих на растяжении, а также для соединений проводников с гнездовыми выводами. Болты рекомендуется затягивать моментными индикаторными ключами, которые подбирают в зависимости от диаметра болтов. Все разборные контактные соединения проводников с выводами, а также разборные контактные соединения подверженные вибрации, должны быть предохранены контргайками, шайбами, тарельчатыми пружинами.
Требования к надежности контактных соединений устанавливается ГОСТами или техническими условиями на конкретные виды электротехнических устройств.
Требования безопасности соединений должны соответствовать ГОСТам и обеспечивать условия, эксплуатации, установленные “Правилами технической эксплуатации установок потребителей” и “Правилами техники безопасности при эксплуатации электроустановок потребителей”.
Контактные соединения в соответствии с климатическим исполнением и категорией размещения электротехнических устройств, определяемыми по ГОСТ 15150-69 и ГОСТ 15543-70, должны выдерживать воздействие климатических факторов внешней среды, указанных в ГОСТ 15150-69, ГОСТ 15543-70, ГОСТ 15963-79, ГОСТ 16350-80, ГОСТ 17412-72 или в стандартах и технических условиях на конкретные виды электротехнических устройств.
Контактные соединения пластин из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых пластин с алюминиевыми проводниками (выводами) должны выполняться сваркой или пайкой, а соединения наконечников из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых наконечников с алюминиевыми жилами проводов и кабелей должны выполняться сваркой или опрессовкой.
При контактных соединениях меди с алюминием, образующих в присутствии влаги электролитическую пару, во избежание электролитической коррозии, разрушающей контактное соединение, применяют медно-алюминиевые переходные детали. Например, для присоединения алюминиевой шины к аппаратному зажиму, изготовленному из сплава меди, к шине приваривают наконечник из меди либо конец алюминиевой шины армируют способом холодной сварки медными накладками толщиной 1… 1,5 мм.
Для защиты соединения от коррозии используются специальные защитные смазки:
Contactol-HPG – Универсальная тугоплавкая смесь, содержащая щелочь для растворения окисной пленки алюминия;
АМС-1 – Нейтральная смесь для защиты поверхности контактов;
ЦИАТИМ-221 – Карбонально-никелевая смесь с органическим связующим для защиты контактов от атмосферной коррозии.
2 Общие сведения о применении сварки
Процесс получения неразъемного соединения твердых металлов, осуществляемый при использовании междуатомных сил сцепления, называют сваркой. Она является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций.
Она является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций.
Междуатомное сцепление происходит при расплавлении металлов и последующем остывании (сварка плавлением), а также при сдавливании свариваемых элементов (сварка давлением).
Сварка плавлением имеет универсальное применение, а сварка давлением используется для соединения пластичных металлов — алюминия, меди и др.
При электромонтажных работах и изготовлении конструкций для крепления электрооборудования и прокладки сетей заземления, проводов и кабелей широко используется ручная электродуговая сварка.
В монтажной зоне ручную сварку стали производят на переменном токе штучными электродами марок УОНИ; МР-3; АНО-8; ОММ-5; ЦМ-5 и др.
Питание сварочной цепи осуществляют от передвижных сварочных трансформаторов, которые подключают к сети напряжением 380/220 В. В зависимости от типа трансформатора рабочее напряжение сварочной цепи равно 25—35 В, напряжение холостого хода —60—79 В, пределы регулировки сварочного тока — от 55—60 до 400—700 А.
При сварке на постоянном токе питание сварочной цепи осуществляется от вращающегося преобразователя.
Для работ в монтажной зоне часто применяют сварочный комплект «Малютка», состоящий из сварочного трансформатора СА65 м и выпрямителя ВП-1 на ток 350 А. Масса комплекта — 43 кг.
В электромонтажном производстве при изготовлении в МЭЗ тонколистовых конструкций (лист толщиной 2—3 мм) широкое распространение получила полуавтоматическая электросварка стали в среде защитного углекислого газа (рисунок 1). По сравнению с ручной сваркой она обеспечивает высокую производительность, хорошее качество швов, небольшое количество шлака. В связи с этим нет необходимости в зачистке швов. Для сварки применяют электродную проволоку марки Св-08ГС или Св-08Г2С диаметром 1; 1,2 и 1,6 мм, поставляемую в мотках.
Сварку алюминия в среде аргона производят алюминиевым плавящимся электродом, сварку меди — медным.
Сварку неплавящимся вольфрамовым электродом в среде аргона применяют для соединения алюминия и меди.
Флюс не применяют, так как электрическая дуга горит в среде нейтрального газа, который защищает место сварки от окисления атмосферным воздухом. Технологическая схема аналогична показанной на рисунке 1.
Сварка металлов в среде защитного газа обеспечивает высокую коррозионную стойкость сварных соединений. Полуавтоматическую аргонодуговую электросварку плавящимся электродом применяют, например, при изготовлении и монтаже поддерживающих конструкций из алюминиевых немагнитных сплавов для крепления токопроводов, рассчитанных на большие токи.
Этот способ контактных соединений в монтажной зоне выполняют монтажными ранцевыми полуавтоматами ПРМ. Сварку производят на постоянном токе от сварочных вращающихся или статических преобразователей. Кассета со сварочной проволокой и подающий механизм смонтированы в ранце, закрепляемом плечевыми ремнями (масса ранца с катушкой проволоки — 9 кг). Проволока подается к сварочному пистолету через резиновый шланг (масса пистолета — 0,6 кг). При нажатии кнопки на пистолете сначала открывается клапан подачи аргона, затем включается цепь сварочного тока и пускается механизм подачи проволоки.
Рисунок 1 – Пост полуавтоматической сварки электродом (в среде защитного газа):
1—источник тока, 2 — шкаф, 3 — кабель, 4 — горелка, 5 — механизм подачи электродной проволоки, 6—шланг для газа, 7—ротаметр, 8 — осушитель газа, 9— газовый редуктор, 10 — подогреватель газа, 11 — баллон с защитным газом
Рисунок 2 – Схема автоматической сварки контактным разогревом алюминиевых жил с применением аппарата ВКЗ:
а—аппарат, б — положение свариваемых жил в угольном электроде, 1—трансформатор управления, 2 — реле включения, 3 — сварочный трансформатор, 4 — держатель свариваемых проводов, 5 — сварочный пистолет
Ручную аргонодуговую сварку неплавящимся вольфрамовым электродом осуществляют на переменном токе.
3 Технология контактных соединений сваркой
3.1 Контактным разогревом
При оконцевании и соединении алюминиевых жил проводов и кабелей широко используют электросварку контактным разогревом. Электросварку соединений и отверстий алюминиевых однопроволочных жил суммарным сечением в скрутке до 12, 5 мм2 выполняют аппаратом ВКЗ без флюса.
Клещами МБ-1 или КУ-1 с концов жил снимают изоляцию на длине 35—40 мм (пластмассовую изоляцию снимают клещами ТК-1), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе. Далее аппарат ВКЗ готовят к сварке (рисунок 2). Для этого угольный электрод отводят назад и скрученные жилы зажимают губками держателя так, чтобы их торцы упирались в лунку угольного электрода. После этого включают прибор, нажимая на спусковой крючок. Под действием пружины и по мере расплавления торцов жил угольный электрод продвигается вперед и сваривает их.
Сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют лентой или полиэтиленовым колпачком.
В монтажной зоне сварку алюминиевых однопроволочных жил контактным разогревом производят клещами с двумя угольными электродами, подключенными к полюсам обмотки трансформатора с вторичным напряжением 9—12 В (рисунок 3). Мощность трансформатора 0,5 кВ*А. Изоляцию предварительно снимают с концов жил на длину 25—30 мм, скрученные жилы располагают вертикально торцами вниз, подводят электроды, сближая их до соприкосновения между собой и скруткой.
Изоляцию предварительно снимают с концов жил на длину 25—30 мм, скрученные жилы располагают вертикально торцами вниз, подводят электроды, сближая их до соприкосновения между собой и скруткой.
Рисунок 3 – Схема электросварки контактным разогревом алюминиевых жил в клещах с двумя угольными электродами
Расплавленный алюминий на конце скрутки должен образовывать шарик. После остывания места сварных соединений стальной щеткой или наждачной бумагой очищают от шлака и остатков флюса и изолируют описанным выше способом.
3.2 Сплавлением многопроволочных жил
Соединение и ответвление многопроволочных жил суммарным сечением 35—240 мм2 осуществляют сплавлением их в монолитный стержень. Для сварки используют трансформатор мощностью до 2 кВА, с вторичным напряжением 8—9 В. К трансформатору подключают электродержатель с угольным электродом и охладитель; по сечению подбирают соответствующие цилиндрические формы; из алюминиевого прутка сечением 2,5 -:- 4 мм2 заготовляют присадочный пруток. Поверхности соединения тщательно очищают наждачной бумагой и обезжиривают их тряпкой, смоченной в бензине.
Поверхности соединения тщательно очищают наждачной бумагой и обезжиривают их тряпкой, смоченной в бензине.
Присадочные прутки перед сваркой покрывают слоем флюса. С концов жил снимают изоляцию на длине: 60 мм — при суммарном сечении жил до 50 мм2; 65 мм — при 75 мм2; 72 мм — при 150 мм2, 75 мм — при 240 мм2.
Если к сварке подготовляют жилы кабеля с бумажной пропитанной изоляцией, на изоляцию у ее обреза накладывают нитяной бандаж, затем плоскогубцами ослабляют повив проволок жилы и с их поверхности удаляют маслоканифольный состав тканью, смоченной в бензине. Обработанные жилы располагают вертикально торцами вверх. На жилы надевают разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения. На жилах делают подмотку асбестовым шнуром толщиной 1—1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести. На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого производят сварку.
На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого производят сварку.
4 Термитная сварка
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 мм2 встык и приварку наконечников ЛС на жилах сечением 300— 800 мм2 производят термитными патронами ПА (рисунок 4).
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохрняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
Технологические операции, выполняемые при термитной сварке, показаны на рисунке 5.
Рисунок 4 – Патрон ПА (а) и детали к нему для термитной сварки,
б — алюминиевые колпачки к патрону, в, г — алюминиевые шайбы и втулки:
1 — термитный муфель, 2—литниковое отверстие, 3 — стальной кокиль,
4 — втулка, 5—отверстие в донышке втулки для контроля глубины вхождения в него жил
Рисунок 5 – Термитная сварка жил:
а — ввод присадочного прутка и перемешивание расплава,
б—уплотнение кокилей шнуровым асбестом; 1 — мешалка, 2— присадочный пруток, 3— охладитель, 4— экран для тепловой зашиты жил, 5 — термитный патрон, 6—штатив
Могут ли сварщики MIG сваривать алюминий? > Как успешно сварить алюминий?
Мировая сварка предполагает особое ремесло. Сварка — это ремесло, требующее уникальной способности использовать тепло для придания определенным типам металла различных форм для множества различных целей. Существует несколько различных видов сварки. Stick, TIG, плазменно-дуговая, электронно-лучевая, лазерная, газовая сварка и тип, на котором мы сосредоточимся сегодня, сварка MIG. А умеют ли сварщики MIG сваривать алюминий? Сварка MIG — это более простой тип сварки, который облегчает обучение новичков.Из различных металлов, которые можно сваривать, алюминий занимает значительное место.
Сварка — это ремесло, требующее уникальной способности использовать тепло для придания определенным типам металла различных форм для множества различных целей. Существует несколько различных видов сварки. Stick, TIG, плазменно-дуговая, электронно-лучевая, лазерная, газовая сварка и тип, на котором мы сосредоточимся сегодня, сварка MIG. А умеют ли сварщики MIG сваривать алюминий? Сварка MIG — это более простой тип сварки, который облегчает обучение новичков.Из различных металлов, которые можно сваривать, алюминий занимает значительное место.
Могут ли сварщики MIG сваривать алюминий? Да, несмотря на то, что алюминий сложно сварить MIG, это можно сделать. Для этого процесса потребуется больше тепла, чем для мягкой стали, которая является наиболее распространенным металлом, используемым при сварке MIG. Для всего, что тоньше алюминия 18-го калибра, потребуется сварочный аппарат TIG.
Сварка алюминия методом MIG станет уникальным опытом. Ситуация сочетает в себе возможность научить новичка тактике МИГа из-за их потенциальной простоты. Но это также дает возможность узнать, как использовать MIG с металлом, который не является , всегда , который будет сваривать с использованием методов MIG. Обычно TIG-сварка используется для алюминия, поскольку алюминий является более хрупким металлом.
Но это также дает возможность узнать, как использовать MIG с металлом, который не является , всегда , который будет сваривать с использованием методов MIG. Обычно TIG-сварка используется для алюминия, поскольку алюминий является более хрупким металлом.
Как сварить алюминий?
Сварка алюминия значительно проще, чем вы можете себе представить. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. Поскольку алюминий тоньше, чем нержавеющая сталь (и, следовательно, вероятность прожечь отверстие выше), процесс должен выполняться осторожно и медленно.
Чтобы сварить алюминий в домашних условиях, выполните следующие действия:
| Ступени | Необходимые действия | |
|---|---|---|
| 1 | Отполировать латунной щеткой или наждачной бумагой для удаления окисления. | |
| 2 | Защитите свой алюминий | |
| 3 | Нагрейте источник тепла до 730 градусов по Фаренгейту (точка плавления алюминия). | |
| 4 | 4 | Использовать паярный стержень для точки алюминий осторожно |
| 5 | создать желаемую форму или ссылку | |
| 6 | не трогайте до охлаждения |
, вы можете найти более подробную статью на нашем веб-сайте о том, как сваривать алюминий.
MIG-сварка алюминия
Это может быть утомительной практикой, так что давайте сначала разберемся с этим. Алюминий будет более тонким металлом, чем сталь, обычно используемая в MIG . Следовательно, вы собираетесь немного прогореть. Особенно, когда вы впервые изучаете, как сваривать алюминий MIG.
Будьте к этому готовы, потому что это произойдет. Не расстраивайтесь, просто начните с некоторых заготовок, которые можно выбросить. Наличие некоторых заготовок для практики сделает этот процесс более непринужденным.Вот почему лучше не делать тоньше алюминия 18-го калибра.
Наличие некоторых заготовок для практики сделает этот процесс более непринужденным.Вот почему лучше не делать тоньше алюминия 18-го калибра.
При сварке довольно часто используется термин «скорость перемещения». И это означает скорость, с которой вы перемещаете дугу по металлу. Да, это важно. Много. Со сталью вы можете перемещать дугу медленнее, потому что металл толще, и, следовательно, у вас не будет такого сильного прожига там, где дуга протыкает металл.
С алюминием его намного легче прожечь, поэтому вы хотите двигаться быстрее. Двигаясь быстрее, это не даст теплу шанса прожечь дыры в вашем проекте.
изображение кредита: 6601.com Еще один распространенный термин в сварке — это «сварочная ванна», которая представляет собой небольшой участок металла, в котором в настоящее время присутствует дуга, который плавится в жидкость, получая тепло. Как только вы отойдете от текущей сварочной ванны, она быстро затвердеет по мере охлаждения, создав таким образом «сварку». В случае стали сварочная ванна легко распознается как небольшая раскаленная область расплавленного металла.
В случае стали сварочная ванна легко распознается как небольшая раскаленная область расплавленного металла.
С алюминием ваша лужа будет другой и будет представлять собой мокрую фольгу.При работе с алюминием требуется немного больше внимания и концентрации, чтобы сосредоточиться на сварочной ванне.
Для сварки MIG требуется специальная проволока для стали или алюминия . Проволока, используемая для алюминия, будет мягче, потому что алюминий — более мягкий металл. Если вы попытаетесь использовать ту же тактику подачи проволоки через шланг, что и при сварке стали, вы можете столкнуться с проблемой растрескивания более мягкой алюминиевой проволоки или «гнездования птиц».
Он может легко сбиться в кучу, вызывая некоторое раздражение. Но есть решение, шпулемет . Использование специального пистолета для подачи проволоки прямо через пистолет в дугу значительно облегчит задачу. Катушка не вмещает столько проволоки, но жизнь будет проще, если использовать ее для сварки алюминия методом MIG.
Перед тем, как вы продолжите чтение, вот статья , которую мы написали о том, как работают сварочные аппараты MIG и процесс сварки.
Безопасные методы сварки
Всегда проверяйте правильность подготовки снаряжения.Сварка — это навык, который требует большой безопасности и правильного использования опасного оборудования. Всегда настраивайтесь на успех, вычеркивая эти пункты из своего списка перед началом:
- Проверьте свои кабели: Прежде чем зажечь дугу (создать источник тепла), убедитесь, что все кабели, используемые с вашим оборудованием, находятся в хорошем рабочем состоянии. Любые изношенные кабели или порезы на линиях необходимо утилизировать и заменить. Помните, что здесь мы работаем с газом, смешанным с теплом, и любой потенциал для искр требует устранения .
- Выберите полярность электрода: Для сварки MIG потребуется обратная полярность. Это означает, что вам понадобится положительный электрод постоянного тока. Это легко сделать; ваши настройки будут прямо на боковой стороне сварочного аппарата.
 Это легко сделать; ваши настройки будут прямо на боковой стороне сварочного аппарата.
Это легко сделать; ваши настройки будут прямо на боковой стороне сварочного аппарата.- Настройка потока газа: Вам потребуется включить защитный газ и установить скорость потока. Поскольку мы свариваем алюминий, нам понадобится более высокая скорость потока, чтобы обеспечить более высокую скорость нагрева.Обычно настройки MIG составляют от 20 до 25 кубических футов в час. С алюминием, установив право выше на отметке 25, вы настроите себя правильно.
- Проверьте натяжение: Приводные ролики и втулка катушки с проволокой важны для правильного натяжения. Слишком много или слишком мало может привести к ухудшению подачи проволоки. Когда вы свариваете свою деталь, катушка должна иметь возможность эффективно пропускать проволоку, когда вы продвигаетесь в своем проекте.Проволока медленно обрабатывается и сгорает, когда машина подает ее к дуге.
- Проверка расходных материалов: Всегда удаляйте брызги с контактных трубок. Также важно при необходимости заменить контактные наконечники и вкладыши. Кроме того, если провод кажется ржавым, замените его.
 Также важно при необходимости заменить контактные наконечники и вкладыши. Кроме того, если провод кажется ржавым, замените его.
Также важно при необходимости заменить контактные наконечники и вкладыши. Кроме того, если провод кажется ржавым, замените его.Сварщики MIG также несут ответственность за обеспечение безопасности и эффективности сварки. Это означает, что им нужно будет определиться с выбором провода, а также с выбором газа.Они также определят вольты или силу тока, насколько далеко должна торчать проволока от дуги, нужно ли толкать или тянуть при выполнении работы. Существуют также различные углы и положения, которые необходимо знать, чтобы сварка была эффективной. И самое главное, практика делает совершенным.
Нужна защита
Также крайне важно, чтобы сварщик использовал правильные СИЗ для работы при всех видах сварки. Просто имейте в виду, что следующие элементы не являются обязательными при работе над сварочным проектом.
- Сварочная бандана: Она предотвратит попадание пота в глаза во время сварки. Сама работа выделяет много тепла, что может вызвать потоотделение. Вы хотите защитить свое зрение, насколько это возможно.
- Защитные очки: Говоря о зрении, защитные очки — это не проблема. Защитите свое зрение и глаза от искр и летящих обломков.
- Сварочная маска: Дополнительная защита головы и лица с помощью сварочной маски.Искры будут летать повсюду, чем больше защиты, тем лучше.
- Сварочная куртка/перчатки/фартук: Эти предметы защитят остальные части вашего тела от тепла, искр и мусора.
 Вы хотите защитить свое зрение, насколько это возможно.
Вы хотите защитить свое зрение, насколько это возможно.Приступая к следующей сварочной работе, всегда следите за тем, чтобы не оставлять какие-либо предметы защитного снаряжения.
Заключительные мысли
Сварка — отличный торговый навык. Это может открыть много дверей в мире зарабатывания денег на торгах.Но также многим людям нравится участвовать в личных проектах, чтобы использовать эти способности. И если вы только начинаете, MIG — это то, что вам нужно. Сварка алюминия будет большой проблемой на начальных этапах, чтобы научиться терпению, уверенности, новым навыкам и решению проблем. Он добавит элемент к вашему ящику с навыками, так что берите его и приступайте к сварке собственного алюминия!
Он добавит элемент к вашему ящику с навыками, так что берите его и приступайте к сварке собственного алюминия!
Можно ли сваривать сталь и алюминий? | Все, что вам нужно знать
Как сварить алюминий в домашних условиях >> Руководство для начинающих
Каковы преимущества и ограничения плазменно-дуговой обработки?
MIG-сварка алюминия >> Учебное видео
Алюминиевая сварочная проволока | Speedmet Aluminium
Дочерняя компания Welding Alloys, Speedmet, производит ряд алюминиевых сварочных проволок для сварки MIG и TIG.Провода SpeedAI обеспечивают согласованность и надежность для клиентов в различных приложениях. Воспользуйтесь преимуществами алюминиевых сварочных проволок, которые обеспечивают превосходную подачу, длительный срок службы футеровки и неизменно высокое качество сварных швов из глубоко стружки и очищенной проволоки.
Воспользуйтесь преимуществами алюминиевых сварочных проволок, которые обеспечивают превосходную подачу, длительный срок службы футеровки и неизменно высокое качество сварных швов из глубоко стружки и очищенной проволоки.
| Типовой анализ цельносварного металла | |||||||||||
| Си | Фе | Медь | Мн | мг | Кр | Цинк | Ти | Другое каждый | Другое всего | Ал | |
| SpeedAl 1070 Лист технических данных | 0.2 | 0,25 | 0,04 | 0,03 | 0,03 | 0,04 | 0,03 | 0,03 | 99,70 мин | ||
| SpeedAl 4043 Лист технических данных | 4,5-6,0 | 0,8 | 0,3 | 0,05 | 0,05 | 0,1 | 0,2 | 0. 05 05 | 0,15 | Рем | |
| SpeedAl 4047 Лист технических данных | 11,0-13,0 | 0,8 | 0,3 | 0,15 | 0,1 | 0,2 | 0,05 | 0,15 | Рем | ||
| SpeedAl 5183 Лист технических данных | 0,4 | 0,4 | 0.1 | 0,5-1,0 | 4,3-5,2 | 0,05-0,25 | 0,25 | 0,15 | 0,05 | 0,15 | Рем |
| SpeedAl 5356 Лист технических данных | 0,25 | 0,4 | 0,1 | 0,05-0,2 | 4,5-5,5 | 0,05-0,2 | 0,1 | 0,06-0,2 | 0,05 | 0.15 | Рем |
| SpeedAl 5754 Лист технических данных | 0,4 | 0,4 | 0,1 | 0,5 | 2,6-3,6 | 0,3 | 0,2 | 0,15 | 0,05 | 0,15 | Рем |
| SpeedAl 5556A Лист технических данных | 0,25 | 0,4 | 0,1 | 0,6-1 | 5,0-5,5 | 0,05-0,2 | 0. 2 2 | 0,05-0,2 | 0,05 | 0,15 | Рем |
Сертификат ISO
Сертификат ABS
Политика качества Speedmet
Допуск DNV GL 1
Допуск DNV GL 2
Компания Alunox также предлагает широкий ассортимент расходных материалов для алюминия.
Посетите: www.alunox.de/en
Сварка алюминия методом MIG | Ферма Прогресс
От повседневного обслуживания до строительства на ферме, ваш проволочный сварочный аппарат обладает универсальностью и универсальностью, что делает его одним из ваших любимых устройств.И хотя мягкая сталь является более распространенным металлом на ферме, растет присутствие алюминия, который считается несколько более сложным для сварки. Прицепы для скота и ирригационные системы являются примерами стандартного сельскохозяйственного оборудования, изготовленного из алюминиевых деталей.
С течением времени дуговая сварка алюминия в среде инертного газа (MIG) становится все более популярной благодаря развитию технологии сварки. Поскольку некоторые свойства алюминия отличаются от свойств стали, некоторые методы и параметры сварки отличаются.
Поскольку некоторые свойства алюминия отличаются от свойств стали, некоторые методы и параметры сварки отличаются.
Вот несколько советов по успешной сварке алюминия с помощью универсального сварочного аппарата MIG:
- Установите источник питания для обратной полярности (DCEP).
- Защитный газ, содержащий 100 % аргона, обычно используется для сварки MIG алюминия.
- Используйте провод диаметром, соответствующим вашему применению. Как правило, более толстая проволока лучше подходит для более толстых приложений, и наоборот.
- Используйте соответствующий тип провода. ER4043 и ER5356 — наиболее распространенные типы проволоки для сварки алюминия.Однако они имеют разные свойства и плавятся с разной скоростью, что может повлиять на желаемый результат.
- При установке катушки с проволокой проверьте как натяжение катушки, так и натяжение приводного ролика. Натяжение катушки должно быть меньше, чем для стальной проволоки. Натяжение приводного ролика должно обеспечивать равномерную скорость подачи проволоки. Слишком сильное или слишком слабое натяжение приводного ролика может привести к прогоранию.
- При установке пистолета убедитесь, что вкладыш выходит из выпускной направляющей обратно в приводной ролик и как можно дальше в переходник контактной трубки.Если подкладка обрезана слишком коротко, это может привести к запутыванию проволоки, создавая так называемое птичье гнездо.
- Поскольку на воздухе алюминий образует твердый оксидный слой, перед сваркой необходимо очистить область сварки проволочной щеткой из нержавеющей стали. Это поможет разрушить оксидный слой. Оставшийся оксид выгорает в процессе сварки.
- Для обеспечения хорошего зажигания дуги конец проволоки следует обрезать. Таким образом удаляются любые скругленные концы, которые могли образоваться во время сварки.
- Скорость перемещения при сварке алюминия выше, чем при сварке стали, благодаря высокой теплопроводности алюминия. Если скорость перемещения не увеличивается, возможно чрезмерное проплавление тонкого алюминия.
- Периодическая проверка горелки MIG и контактного наконечника предотвратит многие проблемы с подачей проволоки, связанные со сваркой алюминия.
- Наконец, храните алюминиевый провод в пластиковом пакете, чтобы защитить его от грязи и влаги.
 Слишком сильное или слишком слабое натяжение приводного ролика может привести к прогоранию.
Слишком сильное или слишком слабое натяжение приводного ролика может привести к прогоранию.
Соблюдение этих основных рекомендаций поможет обеспечить качественные сварные швы на алюминии с помощью процесса MIG и вашего сварочного аппарата.
Дэвид Андерсон — менеджер по розничным продажам компании Hobart Welders, Appleton, WI.
Как настроить сварочный аппарат MIG для сварки алюминия
Простое и понятное руководство на английском языке по настройке MIG с алюминиевой проволокой.Эти инструкции относятся к большинству марок и моделей сварочных аппаратов MIG.
Введение в сварку алюминия
Алюминий является проводником высокой теплоты (из-за чего тепло отводится от сварочной ванны быстрее, чем другие металлы), с температурой плавления примерно вдвое меньше, чем у стали. Это затрудняет подачу достаточного количества тепла для поддержания сварочной ванны и достижения проплавления, избегая при этом прожогов и деформации. Чем тоньше материал, тем сложнее это становится.Кроме того, может быть сложно добиться «качественного» начала каждого сварного шва, поскольку это происходит, когда материал имеет самую низкую температуру и, следовательно, отводит наибольшее количество тепла от сварочной ванны.
Кроме того, алюминиевый материал имеет оксидный слой, через который должна пройти дуга, чтобы инициировать сварку. Это может затруднить запуск дуги, в то же время обеспечивая эстетически привлекательный шов и избегая образования лужиц или кратеров.
Сварочные аппараты Pulse MIG — идеальное оружие для сварки алюминия. Импульс дуги и такие функции, как пусковой ток (или горячий пуск), начальный наклон, конечный ток, конечный наклон и т. д., позволяют оператору контролировать нагрев и устранять образование луж или кратеров и даже устранять разбрызгивание. Однако импульсные машины стоят дорого, и для их освоения может потребоваться опыт.
Импульс дуги и такие функции, как пусковой ток (или горячий пуск), начальный наклон, конечный ток, конечный наклон и т. д., позволяют оператору контролировать нагрев и устранять образование луж или кратеров и даже устранять разбрызгивание. Однако импульсные машины стоят дорого, и для их освоения может потребоваться опыт.
Однако при наличии подходящего оборудования и соблюдении передового опыта можно успешно сваривать алюминий методом MIG даже на относительно простых сварочных аппаратах MIG. В настоящее время подавляющее большинство используемых сварочных аппаратов (особенно однофазных) представляют собой инверторные аппараты с «бесступенчатой» или «бесконечной» регулировкой мощности, что позволяет гораздо лучше контролировать дугу (или нагрев) по сравнению со старыми трансформаторными аппаратами. .
Толщина материала: Большинство известных аппаратов MIG могут использоваться для сварки алюминия толщиной до 3 мм. Для успешной сварки материалов толщиной менее 3 мм может потребоваться использование специализированных сварочных аппаратов MIG или TIG с импульсным режимом. (Примечание: для сварки алюминия методом TIG вам понадобится аппарат «AC/DC», такой как 202T).
(Примечание: для сварки алюминия методом TIG вам понадобится аппарат «AC/DC», такой как 202T).
Сварочный аппарат
Если у вашего сварочного аппарата MIG есть горелка с разъемом типа «Евро» (как в приведенном выше примере), то настройка для алюминия обычно довольно проста.
У большинства сварщиков в Австралии есть горелки с европодключением, однако на некоторых небольших (или недорогих) аппаратах есть горелки с прямым подключением, которые «жестко подключены» к машине и не могут быть легко отключены. Мы не рекомендуем использовать эти машины для сварки алюминия. В некоторых случаях невозможно внести необходимые изменения в горелку, и часто эти машины имеют базовые элементы управления, которые подходят для сварки стали, но не идеальны для алюминия.
Если ваш сварочный аппарат имеет регулировку «индуктивности» и/или «плавного пуска», это также является преимуществом, когда речь идет об алюминии.Хотя они не являются обязательными, они помогают точно настроить характеристики дуги, контролировать нагрев и получить лучший результат. Все сварочные аппараты Weldclass MIG (с горелками Euro Connect) имеют контроль индуктивности, за исключением модели 180MST.
Все сварочные аппараты Weldclass MIG (с горелками Euro Connect) имеют контроль индуктивности, за исключением модели 180MST.
Подробнее об элементах управления «индуктивностью» и/или «мягким пуском» см. ниже.
Сварочные аппараты класса сварки MIG и их пригодность для алюминия:
Следующие модели не рекомендуются (резак с прямым подключением): 141GL, 155M, 160MST.
Следующие модели подходят для использования с алюминием (евросоединение горелки):
Хорошо :
180MST или 200MST или 175MST итальянского производства — Простые и очень надежные машины с простым и удобным управлением. Горелка MIG промышленного качества с разъемом «Евро» позволяет правильно настроить горелку и механизм подачи проволоки для алюминия.
Better :
205MST или 255MST – наличие дополнительных элементов управления, таких как ручное или синергетическое/автоматическое управление, плавный пуск, повторное прожигание, постгаз и т. д.
д.
Лучший :
210MST или 250MST итальянского производства — превосходные характеристики дуги и простота настройки / возможность быстрой настройки аппарата и достижения очень хорошего результата сварки/отделки, даже если оператор менее опытен.Эти аппараты являются нашей рекомендацией №1 для достижения наилучшего возможного результата с алюминием при использовании обычной (неимпульсной) сварки MIG.
Абсолютный :
Аппарат для импульсной сварки MIG Ultra 220MP итальянского производства. Аппарат 220MP с функциями одинарного и двойного импульса — идеальное оружие для быстрой, высококачественной сварки алюминия с минимальным разбрызгиванием. Более того, 220MP работает от однофазного источника питания 240 В, что делает его очень портативным и функциональным устройством.
Загрузите брошюру о полном ассортименте машин Weldclass с ориентировочными ценами;
Загрузить брошюру
Где купить сварочные аппараты Weldclass
Алюминиевая проволока MIG
Размер проволоки : Так как это мягкий металл, чем меньше диаметр проволоки, тем труднее добиться надежной подачи проволоки. Возможно, вы привыкли использовать 0,9 мм в качестве основного размера для сварки стали, однако когда дело доходит до алюминия, 0.9 мм не обязательно лучший вариант.
Возможно, вы привыкли использовать 0,9 мм в качестве основного размера для сварки стали, однако когда дело доходит до алюминия, 0.9 мм не обязательно лучший вариант.
Для большинства применений диаметр проволоки ø1,0 мм является наиболее распространенным размером проволоки «общего назначения» и может использоваться для сварки материалов толщиной до 3 мм (или даже 1-2 мм, если у вас есть сварочный аппарат, способный на это). ø1,2 мм также является популярным размером, особенно для промышленных пользователей, которым необходимо сваривать как более тонкие, так и более тяжелые материалы.
Алюминиевую проволокуø0,9 мм следует использовать «с осторожностью» и только там, где проволока ø1,0 мм по каким-либо причинам не является идеальной. Хорошим примером этого является машина Weldclass 210MST итальянского производства, настроенная для очень хорошей работы с 0.9 мм алюминиевая проволока. В противном случае, как правило, мы рекомендуем использовать ø1,0 мм.
Избегайте использования проволоки диаметром 0,8 мм, поскольку подача проволоки может быть чрезвычайно затруднена.
Если вы используете горелку с катушкой (подробнее об этой теме ниже), размер проволоки не так важен, потому что проволока проходит очень короткое расстояние от катушки до контактного наконечника. Проволока 0,9 мм и даже 0,8 мм может быть намного проще в использовании с катушечными пистолетами, однако, как говорится, проволока 1,0 мм часто также выполняет некоторую работу.
Тип провода/марка : Наиболее распространенный сорт проволоки, используемый для изготовления алюминия «общего назначения», — 5356. Для специальных применений вам может потребоваться дополнительное исследование, чтобы определить правильный тип проволоки.
Алюминиевая проволока Weldclass MIG
Приводные ролики для алюминия
Стандартные ролики с V-образными канавками для стальной проволоки (обычно поставляемые в стандартной комплектации с новыми машинами) раздавливают более мягкую алюминиевую проволоку и деформируют ее. Для алюминия следует использовать ролики с U-образными канавками. Обычно их нужно покупать отдельно.
Обычно их нужно покупать отдельно.
Приводные ролики для машин Weldclass
Установка горелки MIG для алюминия
Вкладыш горелки : Если ваш аппарат предназначен для сварки стали, вам необходимо снять существующий стальной вкладыш и заменить его тефлоновым/полиэтиленовым вкладышем вместе с латунным или медным вкладышем горловины. Вам также может понадобиться внести некоторые изменения в соединение резака на машине, чтобы приспособить лайнер.Нажмите здесь, чтобы получить инструкции по этому поводу.
Как подобрать и настроить тефлоновые/полиэтиленовые вкладыши
Вкладыши Weldclass для алюминия
Длина горелки : Как мы уже упоминали, подача проволоки с алюминием может быть затруднена из-за сравнительной мягкости алюминия. Чем длиннее горелка, тем сильнее трение о проволоку, что повышает вероятность проблем с подачей проволоки. Самая безопасная длина горелки для сварки алюминия – 3 метра. При использовании 4-метровой горелки рекомендуется использовать 1.0 мм или 1,2 мм (предпочтительнее 0,9 мм), и вам нужно будет больше следить за тем, чтобы кабель горелки оставался прямым.
При использовании 4-метровой горелки рекомендуется использовать 1.0 мм или 1,2 мм (предпочтительнее 0,9 мм), и вам нужно будет больше следить за тем, чтобы кабель горелки оставался прямым.
Если требуется более длинный «досягаемость», есть и другие варианты; Горелки Spool Gun
: доступны с кабелями длиной от 4 до 8 м. См. дальнейшие комментарии ниже.
Двухтактные горелки: обычно доступны с кабелем длиной 8–10 м. Это может быть дорогостоящим, и не все машины подходят для работы с двухтактными горелками.
Дополнительный фонарь? Если вам нужно переключаться между сваркой алюминия и стали, может быть неудобно менять втулку горелки и т. д., а затем снова менять ее.Возможно, вы захотите приобрести дополнительную горелку для использования в качестве «алюминиевой горелки». В качестве дополнительной горелки мы рекомендуем горелку Promax BZL 25 для машин мощностью до 250 А или горелку Promax BZL 36 для машин 250 А и выше.
Контактный наконечник : Вам, вероятно, потребуется заменить контактный наконечник в горелке на наконечник правильного размера, соответствующего используемому проводу. Алюминиевая проволока требует наконечников немного большего размера. Обычно они доступны в виде специального алюминиевого наконечника.Например, алюминиевый наконечник диаметром 1,0 мм будет помечен как «1,0A» или «1,0ALU».
Алюминиевая проволока требует наконечников немного большего размера. Обычно они доступны в виде специального алюминиевого наконечника.Например, алюминиевый наконечник диаметром 1,0 мм будет помечен как «1,0A» или «1,0ALU».
Идентификация горелки MIG и запасных частей
Полярность горелки : Большинство алюминиевых проводов работают с полярностью «DC+», где горелка/провод подключаются к положительной клемме (+), а зажим заземления подключается к отрицательной клемме (-).
Сварка алюминия горелками MIG с катушкой
Катушка для сварки алюминия не обязательна. Пистолеты с катушкой имеют свои плюсы и минусы, причем решающие факторы в большей степени связаны с типом выполняемой вами работы и вашей рабочей средой, а не с типом проволоки или материала, который вы свариваете.Кроме того, не все сварочные аппараты MIG подходят для работы с шпульным пистолетом (для этого требуется специальное программирование и подключение кабеля управления).
Плюсы : Пистолеты для катушек доступны с кабелем длиной до 8 м, что позволяет выполнять сварку в труднодоступных местах или частях объекта. Переключение между различными проволоками (скажем, стальной на алюминиевую и наоборот) также проще с помощью шпульного пистолета, чем с обычной горелкой, где вам необходимо заменить весь вкладыш горелки и направляющие трубки в механизме подачи проволоки и т. д.Пистолеты с катушкой хорошо подходят для небольших работ и там, где желательна гибкость и большая длина резака.
Минусы : Шпульные пистолеты менее подходят для больших объемов/более частой работы. Фонарик тяжелее, громоздче и может быть неудобным для использования в течение длительного времени. С катушечным пистолетом вы также ограничены использованием 100-миллиметровых «мини-катушек», стоимость которых за кг проволоки значительно выше, чем катушки большего размера.
Таким образом, если ваш аппарат MIG оснащен разъемом для горелки Euro и системой привода хорошего качества, мы в первую очередь рекомендуем попробовать стандартную горелку MIG длиной 3 м или 4 м. Чаще всего это будет работать хорошо, и вам не нужно будет изучать дополнительные параметры.
Чаще всего это будет работать хорошо, и вам не нужно будет изучать дополнительные параметры.
Катушки для сварщиков Weldclass
Образование луж и кратеров
Предотвращение появления неприглядных луж или кратеров (особенно в начале или в конце сварного шва) — одна из наиболее частых проблем, с которыми сталкиваются операторы при сварке алюминия.
Для полного устранения этих проблем на 100 % может потребоваться роскошь импульсной сварки MIG, однако эксперименты со следующими настройками могут помочь, даже если ваша машина не импульсная.
Выход/напряжение: Плохое начало сварки алюминия может быть связано с недостаточным напряжением/нагревом в этой точке, а иногда и с избытком. Но чаще этого недостаточно. Причина в том, что сварка начинается, когда материал наиболее холодный и, следовательно, отводит больше всего тепла от сварочной ванны. Поэкспериментируйте с увеличением выходной мощности (при использовании синергетического режима установите более высокую толщину в миллиметрах, чем то, что вы фактически свариваете), или в ручном режиме увеличьте напряжение.
Проблема здесь в том, что идеальная настройка для начала сварки может оказаться слишком горячей для остальной части сварного шва. Если вы используете импульсную сварку MIG, у вас, вероятно, будет возможность установить разные уровни тока для начала, середины и конца сварки. Но со стандартными аппаратами MIG вам нужно будет либо найти наилучшую компромиссную настройку, либо выполнить сварку короткими стежками, чтобы обеспечить более высокий пусковой ток.
Контроль индуктивности: В некотором отношении индуктивность подобна регулировке насадки садового шланга.
Низкая индуктивность = широкая, гладкая, плавная дуга, которая может уменьшить разбрызгивание и улучшить внешний вид сварного шва.
Высокая индуктивность = узкая, сфокусированная, четкая дуга, которая может увеличить уровень разбрызгивания, но в некоторых случаях (особенно для тонких материалов) позволяет получить более плотный сварной шов.
Примечание. Некоторые машины могут не иметь контроля индуктивности, особенно недорогие машины.
Регулировка плавного пуска: В начале сварки заготовка и проволока будут «холодными» по сравнению с температурой сварки.Это может привести к неравномерному и плохому началу сварки при использовании напряжения и скорости подачи проволоки, выбранных как оптимальные после установления дуги. Настройка плавного пуска замедляет скорость подачи проволоки в начале сварки, что может улучшить качество начала сварки.
Примечание. Некоторые машины могут не иметь регулировки плавного пуска, особенно недорогие машины.
Газ для MIG-сварки алюминия
Для большинства алюминиевых проводов требуется 100% защитный газ аргон (в отличие от «смешанного» аргона, такого как Ar+CO2, который часто используется для сварки стали).
Дополнительные советы и рекомендации
Руководство по поиску и устранению неисправностей механизма подачи проволоки
Установка катушки и механизма подачи проволоки для определенных станков Weldclass
Сварка алюминия
«Давать
мне пять минут, и я смогу научить обезьяну сваривать проволокой. » Да
истинный. Сварить алюминий может каждый.
» Да
истинный. Сварить алюминий может каждый.
(1) Аппараты для сварки проволокой или аппараты для сварки MIG (металл в среде инертного газа) имеют катушку с
проволока внутри и моторный привод, который проталкивает проволоку через
шлангокабеля к пистолету, а также питание дуги и
защитный газ, такой как аргон, для предотвращения попадания кислорода в сварной шов. А
спусковой крючок на пистолете запускает питание, провод и газ. Наземный лагерь
должны быть присоединены к работе, чтобы электрическая цепь была замкнута.Мой первый сварочный аппарат — Hobart Ironman 210, купленный на аукционе.
за 600 долларов. Затем я купил газовый баллон высотой 5 футов и объемом 300 кубических футов.
для аргона, необходимого для сварки алюминия. Защитный газ для
сварка стали необязательна, так как вы можете купить порошковую проволоку для стали
вырабатывает собственный защитный газ.
Вы можете использовать
пистолет, который идет с Хобартом, но шлангокабель всего 10 футов
длинной, а поскольку алюминиевая проволока имеет большее трение, чем стальная,
тоже гнется легче чем стальная проволока, у сварщика будут проблемы
протолкнуть его через пуповину.
(2) (3) Это лучше всего добавить шпульный пистолет для алюминия. Пистолет с катушкой имеет 1 фунт катушка с проволокой на пистолете, поэтому подавать ее через шлангокабель нельзя. вопрос. Затем вы можете оставить автомат и стандартное орудие заряженными проволока для сварки стали. Это даст вам быстрый способ переключиться от алюминия до стали.
Я купил рекомендуемый пистолет для катушки, который представляет собой Spoolmate 185 за 400 долларов США от Прямая сварка.ком в 2003 году. Они есть хорошие цены и быстрая доставка, но вам придется мириться с плохая упаковка, часто поврежденные или неправильные заказы, ужасные обслуживание клиентов и тупые представители. с тех пор я взял большая часть моего бизнеса Сварочное депо и СваркаПоставка без проблем, а некоторые цены даже лучше.
Не все сварщики
имеют недорогие шпульные пистолеты, предназначенные для прямого подключения к
сварочный аппарат, так что проверяйте перед покупкой.Spoolmate, как и другие катушки
ружья, держит 1-фунтовую катушку с проволокой на ружье и подает ее с
мотор в ручке. Электроэнергия и газ по-прежнему поступают из
сварщик, но шлангокабеля 20 футов в длину, что делает его намного проще
перемещать 20-футовую лодку.
Электроэнергия и газ по-прежнему поступают из
сварщик, но шлангокабеля 20 футов в длину, что делает его намного проще
перемещать 20-футовую лодку.
я нашел что нет необходимости стравливать газ через пистолет после первого время, когда он подключен. (1) Есть два датчика на регулятор, который подключается к аргону.Одним из них является давление в бутылке, а другой — кубический фут в час, т.е. течет через пистолет. Заправка аргоном стоит около 65 долларов. но 300 кубических футов хватит примерно на 25 фунтов проволоки, если вы удерживайте расход газа на уровне около 20 кубических футов в час (cfh). Течение регулируется на регуляторе, и я установил рекомендуемые 20 cfh во время работы пистолета. Вы будете знать, если этого недостаточно или если вы забыли включить его, потому что ваш сварной шов будет не чем иным, как брызги маленьких алюминиевых сфер.
Важно
оставаться в пределах рабочего цикла сварщика, что для меня сварка
Алюминий 3/16 дюйма, примерно 5-6 минут из каждых 10 минут. Однако я быстро понял, что рабочий цикл пистолета Spoolmate
был намного ниже. Примерно через 4 минуты почти непрерывной сварки
ствол стал настолько горячим, что расплавился пластиковый шланг подачи газа и
упал. Я обнаружил, что могу сваривать только около 4 дюймов или
пару 2-дюймовых стежков, прежде чем мне нужно было сделать перерыв и позволить
ствол остынет.(2) Я решил эту проблему поездкой за 50 долларов в
Home Depot, где я купил медную трубку 1/4, 50 футов 3/8.
дюймовая прозрачная пластиковая трубка и самый маленький насос для садового фонтана
они имели. Я обмотал медную трубку вокруг ствола, соединил
концы к пластиковой трубке и использовали проволочные стяжки для связывания
пластиковая трубка к пуповине. Пластиковые шланги возвращаются к
сварщика, а затем в ведро с водой, где насос
циркулирует вода по шлангу.Насос может поднимать только воду 3
футов, но после того, как воздух вышел из линии, я могу поднять пистолет, как
высокой по мере необходимости, потому что вода, стекающая обратно в ведро, создает
вакуум, который помогает насосу поднимать воду.
Однако я быстро понял, что рабочий цикл пистолета Spoolmate
был намного ниже. Примерно через 4 минуты почти непрерывной сварки
ствол стал настолько горячим, что расплавился пластиковый шланг подачи газа и
упал. Я обнаружил, что могу сваривать только около 4 дюймов или
пару 2-дюймовых стежков, прежде чем мне нужно было сделать перерыв и позволить
ствол остынет.(2) Я решил эту проблему поездкой за 50 долларов в
Home Depot, где я купил медную трубку 1/4, 50 футов 3/8.
дюймовая прозрачная пластиковая трубка и самый маленький насос для садового фонтана
они имели. Я обмотал медную трубку вокруг ствола, соединил
концы к пластиковой трубке и использовали проволочные стяжки для связывания
пластиковая трубка к пуповине. Пластиковые шланги возвращаются к
сварщика, а затем в ведро с водой, где насос
циркулирует вода по шлангу.Насос может поднимать только воду 3
футов, но после того, как воздух вышел из линии, я могу поднять пистолет, как
высокой по мере необходимости, потому что вода, стекающая обратно в ведро, создает
вакуум, который помогает насосу поднимать воду.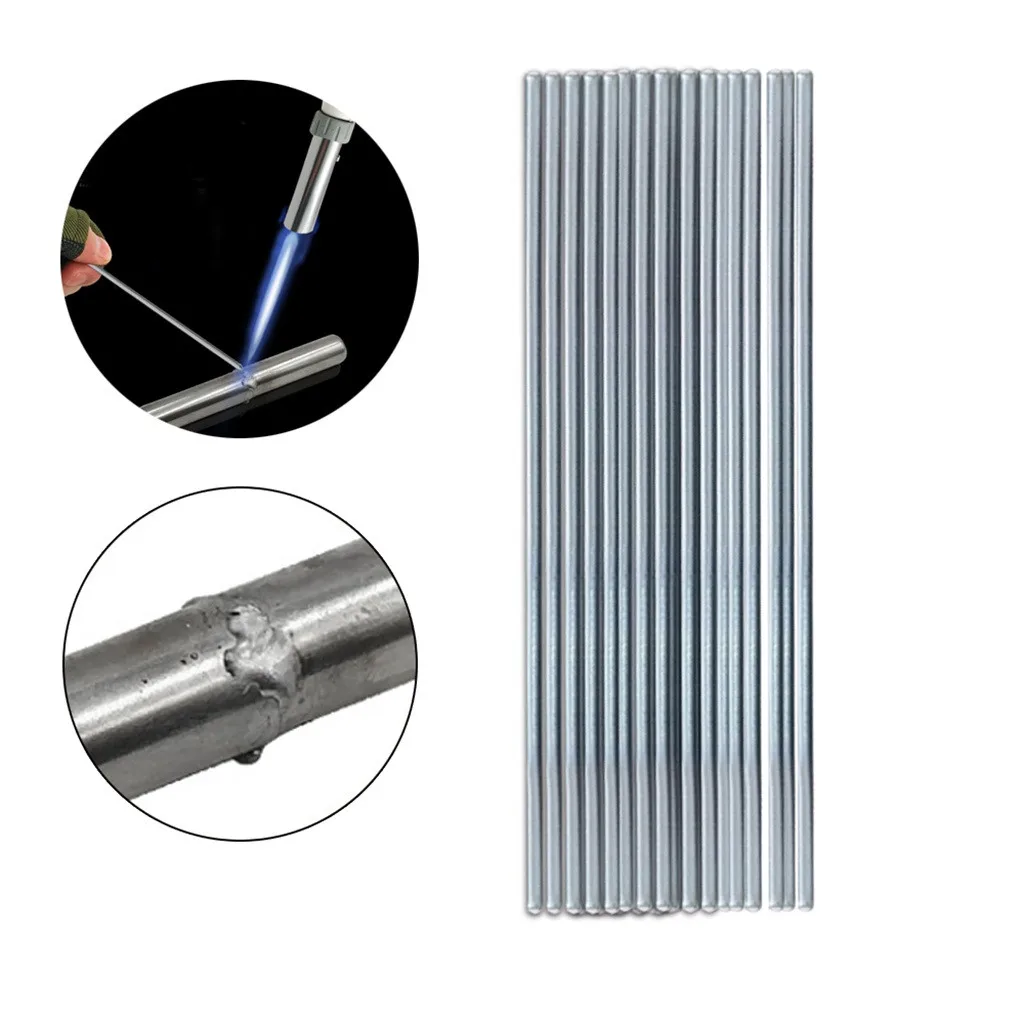 Добавленный
вес незначителен, а ствол остается холодным, что позволяет мне сваривать
на 5 или 6 минут с одной вещью меньше, чтобы сжечь меня.
Добавленный
вес незначителен, а ствол остается холодным, что позволяет мне сваривать
на 5 или 6 минут с одной вещью меньше, чтобы сжечь меня.
(4) Есть 9-дюймовый ствол Long Reach 9 дюймов доступен для Spoolmate. от Прямая сварка.ком, что делает возможна сварка в самых труднодоступных местах. (5) я называю это своим Конфигурация «Панчо Вилья». Мне не часто это нужно, поэтому я не рекомендовал бы его, если вы не знаете, что он вам понадобится.
Алюминиевые наконечники для сварки MIG
Я составил следующий список алюминиевых советы по сварке, которые мне подходят:
Увеличьте силу тока и скорость проводки
|
 Левая сторона
Левая сторона Первое в списке — последнее, что я сейчас изучаю. Когда я только начинал, я много возился со сварщиком, пытаясь найти лучшие настройки с проводом ER4043 диаметром 0,035. я остановился на настройке напряжения 4 и скорости проволоки около 290 дюймов в минуту.На мое решение, скорее всего, повлиял мой невозможность управления пистолетом при более быстрой скорости проволоки и горении через тренировочные пьесы, потому что я позволил им стать слишком горячими.
(1) Теперь я свариваю алюминий только при максимальном напряжении и самая высокая скорость проволоки, которая составляет 380 дюймов в минуту. я использую эти настройки на 3/16 дюйма и даже на более тонкий лист 1/8 дюйма. Это было письмо от Гэри Лукаса, которое привело меня к этому моменту. вот у Гэри письмо:
Я немного разбираюсь в сварке алюминия, поэтому я посмотрел, что вы
написал о том, как это сделать, и я посмотрел на фотографии ваших
сварные швы. Я полагаю, что ваш сварочный аппарат не отрегулирован.
правильно. Вот что заставляет меня так думать. Вы упомянули
маленький шарик на конце сварочной проволоки после сварки. Там
не должно быть никаких, это должно быть острие. Ваши швы очень
задымление с обеих сторон, дыма должно быть очень мало. сварные швы
не перетекают плавно в основной металл, и они должны
повсюду. Алюминий следует сваривать струйной дугой, а не короткой
дуга.Вы можете определить, используете ли вы струйную дугу, по нескольким признакам.
Я полагаю, что ваш сварочный аппарат не отрегулирован.
правильно. Вот что заставляет меня так думать. Вы упомянули
маленький шарик на конце сварочной проволоки после сварки. Там
не должно быть никаких, это должно быть острие. Ваши швы очень
задымление с обеих сторон, дыма должно быть очень мало. сварные швы
не перетекают плавно в основной металл, и они должны
повсюду. Алюминий следует сваривать струйной дугой, а не короткой
дуга.Вы можете определить, используете ли вы струйную дугу, по нескольким признакам.
Во-первых, когда вы прекращаете сварку, проволока имеет острие, а не
мяч на конце.
Во-вторых, когда вы свариваете, звук похож на звук, издаваемый сварочным аппаратом.
пистолет-распылитель при окраске распылением, а не как жарка яиц. В-третьих, сварка.
будет довольно блестящим и не весь дымчатый. [Это верно, только если
ваша проволока чистая и сухая.] В-четвертых, при сварке не будет
Искры практически не летят, весь металл уходит в сварной шов.
Для получения струйной дуги необходимо повысить напряжение, а провод скорость тоже по мере увеличения напряжения. Продолжайте повышать напряжение и скорость провода, пока вы не услышите резкое изменение звука сварного шва, затем еще немного, чтобы он сварился ровно туда. Я думаю, вы будете поражены тем, как далеко вы нужно поднять напряжение, чтобы это произошло.
После создания дуги распыления произойдет несколько вещей.Ваши сварные швы будет намного красивее. Ваши сварные швы будут намного прочнее. Ты будет сваривать НАМНОГО быстрее. Вы получите гораздо больше сварных швов на катушку провода.
(2) Так что я последовал совету Гэри и, конечно же, качество улучшен. На фото показан более горячий сварной шов слева. Это перья гораздо лучше в лист 3/16 дюйма, потому что он проникает лучше. Более холодный сварной шов справа требует обработки наконечника от из стороны в сторону и имеет большую длину холодного пуска.
(3) Я все еще получаю шарик на конце провода, как показано на
фото, но меньше. Скорость движения также увеличивается, а
Звук такой, как будто выходит воздух под высоким давлением, без хлопков и хлопков. Сварка
блестит, но у меня все еще есть налет сажи вокруг сварного шва, потому что
мой провод влажный.
Скорость движения также увеличивается, а
Звук такой, как будто выходит воздух под высоким давлением, без хлопков и хлопков. Сварка
блестит, но у меня все еще есть налет сажи вокруг сварного шва, потому что
мой провод влажный.
Толчок вперед
Используйте «Толчок вперед» или наклоните наконечник на 10–15 градусов. от направления сварки.Вы можете обмануть, когда это необходимо в углы, но это самый простой способ для меня. Просто держи спрей в сварочном бассейне.
Потребуется некоторая практика, чтобы двигаться достаточно быстро, чтобы не
прогорают, но не так быстро, чтобы не было эффекта очистки
и проникновение, необходимое сварочной ванне.
Возьмите пистолет и прикурите
|

Очень помогает установить подлокотник при сварке длинные чистовые швы. Яркий свет также помогает вам видеть сустав и след по прямой линии.
Чтобы лучше контролировать сварной шов, держите пистолет обеими руками, а Держите проволоку направленной к передней кромке сварочной ванны.
В узких местах делайте пробный заезд в шлеме.
вниз, чтобы вы могли видеть, на что вы можете наткнуться или запутаться
на.
Предварительный нагрев
Холодный пуск оставляет выступ в сварном шве, который может
сошлифовываться и сварной шов под выступом не будет иметь
нагрелся настолько, что основной материал расплавился и расплавился
вместе. Поскольку длина большинства сварных швов составляет всего несколько дюймов,
Идея максимально избежать холодных пусков. Убедитесь, что вы
сварка методом напыления, описанным выше.Затем обрезать провод
так что около 1/8 дюйма торчит из наконечника, особенно если
от конца проволоки от
предыдущий сварной шов. Лучше, если металл уже теплый.
Лучше, если металл уже теплый.
Можно предварительно нагреть основной материал с помощью пропановой горелки.
чтобы она составляла от 150 до 200 по всей длине
соединение. В дополнение к сокращению холодных пусков это также устранит любые
воды, уменьшить искажения и улучшить плавление в основном металле.То
Температуру можно проверить поверхностным термометром, например,
можно получить в PCT Instruments по адресу
www.ptc1.com или один из многих бесконтактных инфракрасных
термометры сейчас на рынке. Через некоторое время вы также узнаете
что такое 200 градусов. Широко перемещая пламя по
длину шва, вы действительно увидите форму конденсата и
затем испаряются с поверхности. Будьте уверены, что тепло успевает
проводится полностью через поверхность металла.Ты сможешь
проверьте это, нагревая с одной стороны и измеряя с другой.
Заполните кратер на конце сварного шва, чтобы избежать трещины
пребывая в сварочной ванне в течение секунды перед остановкой. Быть
будьте осторожны, если металл очень горячий, иначе вы прогорите.
Быть
будьте осторожны, если металл очень горячий, иначе вы прогорите.
|
Поскольку тепло проходит через алюминий так быстро, когда при сварке мелких деталей легко прожечь полностью, особенно на концах и углах. Если есть возможность, то лучше сварить на мелкие детали, прежде чем резать их по размеру. Это позволит вам начать сварку в области, которая будет срезана, и закончить сварку где было больше материала, который мог бы выступать в качестве теплоотвода.
Также тяжелый кусок стали или алюминия для использования в качестве подложки при
помогает сварка мелких деталей, так что большая часть избыточного тепла может быть удалена. переносятся на материал подложки и предотвращают прогорание.
переносятся на материал подложки и предотвращают прогорание.
Крепление детали к материалу подложки или «прочной спинке» также
помогите предотвратить деформацию.
При сварке на вертикальной или потолочной поверхности
сварки, вы должны держать сварочную ванну небольшой и использовать наименьший
размер диаметра провода можно.На самом деле, для меня в любом случае накладные расходы
очень сложно. Я думаю, что лучше потратить время, чтобы переместить лодку
и не сваривать на любой поверхности, которая находится над головой. Главное хорошее планирование
но по мере продвижения моего проекта, я уверен, что это будет легче сказать
чем сделано.
Если желательны более крупные угловые сварные швы, используйте несколько прямых швов. проходит. Это обеспечит лучший внешний вид и уменьшит вероятность
прогар и другие дефекты.
проходит. Это обеспечит лучший внешний вид и уменьшит вероятность
прогар и другие дефекты.
Держите наконечник на 3/4 дюйма над рабочей поверхностью, но это больше
предложение, чем правило.Чем ближе вы находитесь, тем горячее сварной шов и
более вероятно, что ваш провод сгорит обратно к наконечнику и засорит его.
Я начал с 12 наконечников при сварке проволокой 8 мм и сумел
забить их все в течение первой недели, что побудило меня купить 60
из них около 60 центов за штуку. После того, как я перешел на провод 9 мм и
Наконечники 9 мм я забил только 1 (пока) при попытке сварки с
меньшая скорость провода.
Оставьте «вылет» на 1/4–3/8 дюйма, именно столько проволоки
отходит от кончика контактной трубки.Это тоже ориентир
но чуть меньше, и проволока перегорит наконечник и забьет его. Ты
можно уменьшить величину вылета, переместив наконечник ближе к
сварки или уменьшения скорости подачи проволоки. Кстати, я читал, что вы
можно повторно использовать забитые наконечники, если вы позволите им замочить в соляной
(Соляная) кислота, пока алюминий не растворится. Я попробовал это и это
работает, но вы должны иметь терпение Моисея или вы только
слегка забит наконечник.Теперь я просто выбрасываю их в мусорное ведро.
Я попробовал это и это
работает, но вы должны иметь терпение Моисея или вы только
слегка забит наконечник.Теперь я просто выбрасываю их в мусорное ведро.
Очистите свариваемые поверхности, предварительно протерев их
ацетона на чистой тряпке для удаления масла и грязи. Если сварной шов
действительно важно, затем очистите его три раза тремя разными
чистые тряпки, часто переворачивая их, и держите тряпки в том же порядке
для каждого пятна, которое вы убираете, поэтому последняя использованная тряпка всегда будет
самый чистый. После тщательной очистки поверхности вам не нужно
вернитесь назад и повторите этот шаг, если только вы не загрязните область
масла.Не чистите место сварки или моторы (например,
кофемолки) работают или где есть другие источники тепла или
искры есть! Сочетание ацетона и сварки приводит к взрывам и взрывам.
Пожар. Я знаю это по опыту. Извините, у меня нет фото.
Затем почистите область щеткой из нержавеющей стали.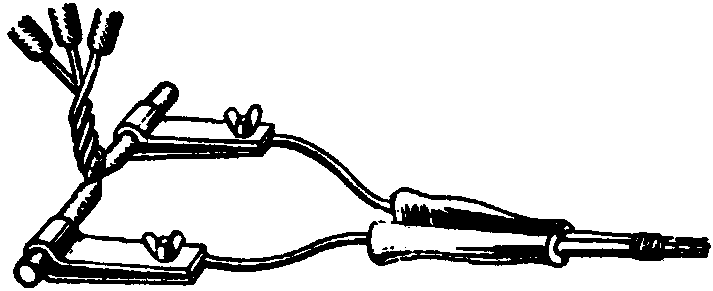 Окисление
Слой, образующийся на поверхности, имеет гораздо более высокую температуру плавления, чем
алюминий который лежит под ним и если его не снять то играет
хаос со сварочной дугой, приводит к тому, что окисление смешивается с
присадочный материал и улавливает сварочные газы в сварном шве, которые будут образовываться
пузыри, протечки и трещины.Я использую круговую шлифовальную щетку или
угловая шлифовальная машина с чашечной щеткой, но не применяйте слишком сильное давление.
Вы хотите только разрушить слой окисления, и вы не хотите
размазать поверхность и захватить любой из оксидов или кусочков стали
провод. Щетка никогда не должна использоваться на чем-либо, кроме алюминия.
чтобы он не загрязнялся и его надо было чистить
примерно через 8 часов использования, промыв его в ацетоне. Также не
очистите больше площади, чем вы будете сваривать в течение следующего часа, так как
окисление немедленно начнет реформироваться.Если сварка критична
затем снова почистите его щеткой размером с зубную щетку из нержавеющей стали.
Окисление
Слой, образующийся на поверхности, имеет гораздо более высокую температуру плавления, чем
алюминий который лежит под ним и если его не снять то играет
хаос со сварочной дугой, приводит к тому, что окисление смешивается с
присадочный материал и улавливает сварочные газы в сварном шве, которые будут образовываться
пузыри, протечки и трещины.Я использую круговую шлифовальную щетку или
угловая шлифовальная машина с чашечной щеткой, но не применяйте слишком сильное давление.
Вы хотите только разрушить слой окисления, и вы не хотите
размазать поверхность и захватить любой из оксидов или кусочков стали
провод. Щетка никогда не должна использоваться на чем-либо, кроме алюминия.
чтобы он не загрязнялся и его надо было чистить
примерно через 8 часов использования, промыв его в ацетоне. Также не
очистите больше площади, чем вы будете сваривать в течение следующего часа, так как
окисление немедленно начнет реформироваться.Если сварка критична
затем снова почистите его щеткой размером с зубную щетку из нержавеющей стали. непосредственно перед сваркой. Это гарантирует, что окисление
распадаются, и газы, пытающиеся покинуть сварочную ванну, сделают это
через отверстия в окислении.
непосредственно перед сваркой. Это гарантирует, что окисление
распадаются, и газы, пытающиеся покинуть сварочную ванну, сделают это
через отверстия в окислении.
Кевин Морин, опытный строитель алюминиевых лодок, предлагает следующее предложение. «Я держу одну [кисть] в другой руке и иногда чашу его со стволом ружья. В другой раз, если я работая с помощником, я оставлю их расчесывать для меня и держать их руку до конца зачищенного участка, затем я иду к их наденьте кончик пальца в перчатке и начните следующий сварной шов — это может помочь вам поставить проволоку во много раз больше, чем чистить зубы самому.»
Я заварил несколько мест, которые намеренно испачкал потом,
масло и грязь. Пот — не очевидная проблема, но масло — есть! Некоторые даже
рекомендуется носить перчатки, чтобы предотвратить загрязнение от масла
естественно на руках. Это прозвучало немного экстремально, но я держусь
предметы чистой тряпкой, протирая их другой рукой, и
перчатки также предотвратят некоторые ожоги.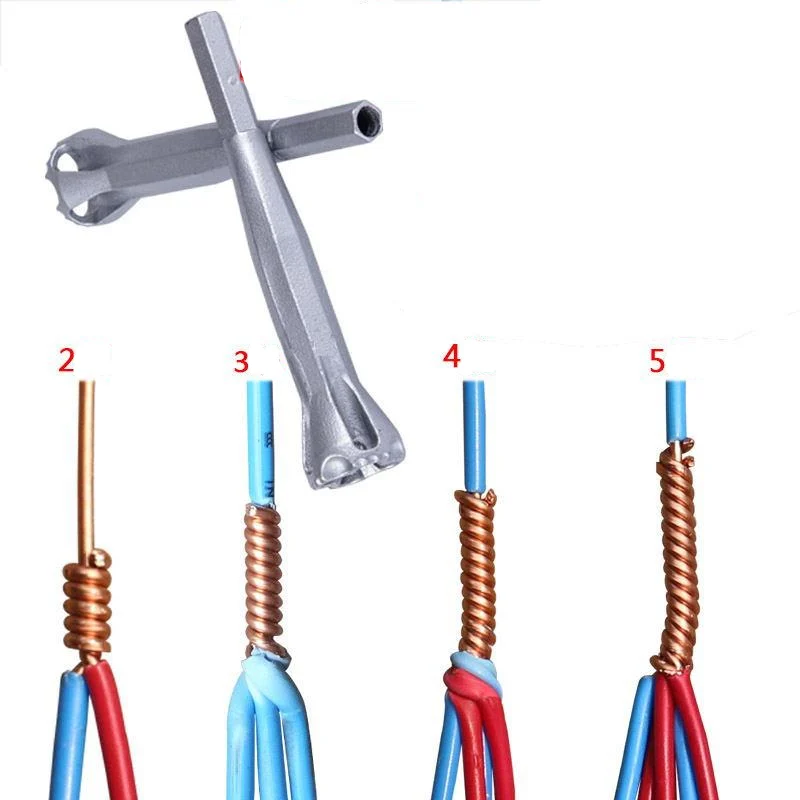
Смазка твердосплавных лезвий поможет им резать быстрее и оставаться острым гораздо дольше.Я использовал WD-40, и это работает отлично подходит как смазка для резки, но создает беспорядок, который должен быть полностью очищается, если деталь будет сварена. Тебе нужно нужно обязательно смыть масло ацетоном и сделать это перед вы чистите его, чтобы не загрязнить проволочную щетку маслом.
Сварочные маски спросил у одного из старожилов в сварочном магазине
про каски, которые автоматически затемняются при начале сварки.Он осмотрел меня и мою седую бороду и ответил: «Ну, некоторые из
дети используют их.» Так что я купил по одному каждого (на eBay)
«дети» правы! Другой шлем для гостей и на день
Я ломаю свой автоматический шлем и должен ждать, пока не прибудет другой.
Получите тот, который вы можете настроить степень затемнения. я нашел это
когда я получил настройку немного темнее, чем разрешено самое светлое
настройки, я мог лучше видеть «выступ», а также края
сварочная ванна. Нижняя часть визора — жидкость
кристаллический смотровой люк, а верхняя часть представляет собой солнечную панель, которая заряжает
батареи и воспринимает свет сварочной дуги, чтобы
затемнить хрустальную линзу. Вы должны быть осторожны, чтобы не поместить
ваша голова, где вы смотрите только под часть. Это будет
предотвратить солнечную панель от обнаружения дуги, и линза не будет
затемнить.
Нижняя часть визора — жидкость
кристаллический смотровой люк, а верхняя часть представляет собой солнечную панель, которая заряжает
батареи и воспринимает свет сварочной дуги, чтобы
затемнить хрустальную линзу. Вы должны быть осторожны, чтобы не поместить
ваша голова, где вы смотрите только под часть. Это будет
предотвратить солнечную панель от обнаружения дуги, и линза не будет
затемнить.
Хобарт, а также Стивен Поллард в своей книге «Строительство лодок с
Алюминий рекомендует использовать 5356 для сварки алюминия 5082 и 5086.
сплав, который является стандартным сплавом для алюминиевого судостроения.Однако 5356 недоступен локально, поэтому я узнал о 4043, который
обычно используется для 5052 и более мягкого алюминия серии 6000
сплавы. Итак, после того, как мой заказ на 50 катушек 5356 прибыл, я переключился
и обнаружил, что независимо от того, как я регулировал свой сварочный аппарат, я
стабильно получались неаккуратные сварные швы с большим количеством брызг и
столбы дыма. Поэтому я заказал еще 4043 и отправил обратно 5356. То
урок в том, что проволока имеет большое значение, попробуйте катушку, прежде чем
ты покупаешь кейс.5356 является предпочтительным проводом для использования с 5000.
серии алюминий, потому что он обеспечивает более прочные сварные швы. Независимо от того
какой провод вы в конечном итоге используете, все они должны использоваться в комбинации
со 100% защитным газом аргоном. Если вам действительно нужна сила, то
вы захотите посмотреть на сварочный аппарат, который может производить больше ампер, с
импульсное управление и что-то кроме бюджетного Spoolmate 185.
Также увеличьте поток аргона примерно до 40 кубических футов в минуту.
Итак, после того, как мой заказ на 50 катушек 5356 прибыл, я переключился
и обнаружил, что независимо от того, как я регулировал свой сварочный аппарат, я
стабильно получались неаккуратные сварные швы с большим количеством брызг и
столбы дыма. Поэтому я заказал еще 4043 и отправил обратно 5356. То
урок в том, что проволока имеет большое значение, попробуйте катушку, прежде чем
ты покупаешь кейс.5356 является предпочтительным проводом для использования с 5000.
серии алюминий, потому что он обеспечивает более прочные сварные швы. Независимо от того
какой провод вы в конечном итоге используете, все они должны использоваться в комбинации
со 100% защитным газом аргоном. Если вам действительно нужна сила, то
вы захотите посмотреть на сварочный аппарат, который может производить больше ампер, с
импульсное управление и что-то кроме бюджетного Spoolmate 185.
Также увеличьте поток аргона примерно до 40 кубических футов в минуту.
Держите приводной ролик механизма подачи проволоки достаточно тугим, чтобы
питающая проволока. Вы должны быть в состоянии вытащить провод с помощью буксира из
плоскогубцами и протолкните его через приводные ролики. Это будет
помочь предотвратить гнездо птиц в приводных роликах, когда вы неизбежно
сжечь провод обратно в наконечник.
Вы должны быть в состоянии вытащить провод с помощью буксира из
плоскогубцами и протолкните его через приводные ролики. Это будет
помочь предотвратить гнездо птиц в приводных роликах, когда вы неизбежно
сжечь провод обратно в наконечник.
|
То, как вы храните свою проволоку, важно, если вы хотите, чтобы она была действительно хорошей.
сварные швы.Вы должны содержать его в чистоте, сухости и обезжиривании. Если вы покупаете
случае или двух и использовать его только изредка, то вы обречены на
черная сажа. Проблема в том, что провод и любой новый алюминий будут
быстро образуют твердый слой оксида на поверхности при воздействии
кислород. Оксид плавится при более высокой температуре и вызывает сварку.
труднее контролировать, а также вызывает черную сажу. если ты
хотите, чтобы ваш провод был в лучшем виде, затем держите его запечатанным в тепле,
пыле- и влагонепроницаемый контейнер.Старый холодильник с подсветкой
лампа хороша для предотвращения образования конденсата.
Оксид плавится при более высокой температуре и вызывает сварку.
труднее контролировать, а также вызывает черную сажу. если ты
хотите, чтобы ваш провод был в лучшем виде, затем держите его запечатанным в тепле,
пыле- и влагонепроницаемый контейнер.Старый холодильник с подсветкой
лампа хороша для предотвращения образования конденсата.
Лучше хранить провод в коробке с влагой.
абсорбирующий агент или влагопоглотитель, такой как активированный оксид алюминия. Строитель
парусное судно Joohee хранит свою проволоку в коробке с силикагелем
осушитель и цифровой гигрометр. Узнайте больше о Джухи на
www.sailjoohee.com. Кремнезем
Гель доступен по цене 70 долларов за 50-фунтовый мешок 1/8-дюймовых бусин от
www.ecompressedair.com
или www.deltaadsorbents.com.
У них также есть осушитель силикагеля в вариантах, которые меняются.
цвет так как впитывает влагу, но стоит в 4 раза дороже. Пока
Активированный глинозем не меняет цвета, можно купить влагостойкий.
метр или гигрометр примерно за 5 долларов, который покажет вам, когда придет время
смена осушителя. И силикагель и более экономичный
Активированный оксид алюминия можно сушить или регенерировать в печи при температуре 450 градусов.
а затем повторно использовать.Вам действительно нужно всего несколько фунтов, но это так много
дешевле на 50 фунтов, что он станет отличным рождественским подарком, не
ты думаешь? Может быть, ваш племянник хотел бы мумифицировать кошку?
И силикагель и более экономичный
Активированный оксид алюминия можно сушить или регенерировать в печи при температуре 450 градусов.
а затем повторно использовать.Вам действительно нужно всего несколько фунтов, но это так много
дешевле на 50 фунтов, что он станет отличным рождественским подарком, не
ты думаешь? Может быть, ваш племянник хотел бы мумифицировать кошку?
Если вы действительно хотите сохранить чистоту, то заполните хранилище аргон. Аргон тяжелее воздуха и может быть введен в полиэтиленовый пакет с проволокой, вставленной в верхнюю часть этого старого холодильник. Вы также можете положить провод в пластиковое ведро. кусочком сухого льда и дайте воздуху выйти через маленькое отверстие в крышке ведра.Это оставит ведро полным CO2. Это также хорошая причина для уничтожения жуков в ваших продуктовых магазинах.
Контроль искажений
Книги по строительству металлических лодок расскажут вам, как распространять
ваши сварные швы и сварные швы, чтобы дать время сварным швам
прохладно и, следовательно, минимизировать искажения. И это очень хорошо
рекомендация. Сварите пару пробных деталей и проверьте, как
деталь выдержит много сварки, прежде чем она деформируется.С участием
попрактиковавшись, вы можете размещать сварные швы на противоположной стороне детали.
чтобы заставить его согнуться обратно в свою правильную форму. Сварка MIG должна быть
делается в безветренной местности, чтобы не продувался защитный газ аргон
прочь. Небольшое движение воздуха полезно, так как дым от сварки
вредны, и лето на Среднем Западе убьет вас от жары
и влажность, если вы слишком запечатаны. Нет смысла иметь префекта
сварить, если ты лежишь замертво в цехе.
И это очень хорошо
рекомендация. Сварите пару пробных деталей и проверьте, как
деталь выдержит много сварки, прежде чем она деформируется.С участием
попрактиковавшись, вы можете размещать сварные швы на противоположной стороне детали.
чтобы заставить его согнуться обратно в свою правильную форму. Сварка MIG должна быть
делается в безветренной местности, чтобы не продувался защитный газ аргон
прочь. Небольшое движение воздуха полезно, так как дым от сварки
вредны, и лето на Среднем Западе убьет вас от жары
и влажность, если вы слишком запечатаны. Нет смысла иметь префекта
сварить, если ты лежишь замертво в цехе.
Не дыши этим дымом
Сварка алюминия производит озон, азотистые газы, окись углерода,
и углекислого газа, а также сварку в закрытых или плохо проветриваемых помещениях.
пространство или с маской прямо над сварным швом позволит вам
вдохните достаточно этих паров, чтобы вызвать у вас респираторный дистресс, в
виде одышки, головокружения, тошноты и кашля. Это случилось со мной, поэтому, пожалуйста, прислушайтесь к моему совету, вам это не понравится.
Это случилось со мной, поэтому, пожалуйста, прислушайтесь к моему совету, вам это не понравится.
Кентукки Кен, мой консультант по сварке, добавляет: «Я использую ингалятор сейчас без особого толку. Однажды ночью я сварил 1-дюймовый алюминий с МИГ, а на улице было ветрено, поэтому мне пришлось закрыть дверь магазина, был белый порошок (сгоревшее окисление) на всем в там. Мой капюшон был плотно закрыт, так как мне приходилось засовывать лицо в работать, чтобы увидеть. Ну, на следующий день я вышел и открыл магазин, и я нашел 2 дохлых мышей, лежащих на полу.Теперь становится плохо когда магазин 30’x 50′. Разместите это на своей странице сварки в качестве прямое предупреждение о свидетельских показаниях.» — Спасибо, Кен. Теперь он говорит мне 🙂
Одежда с длинными рукавами и перчатки
|
Однажды я начал отделывать сварные швы и прожег более
один фунт проволоки за один день, я научился носить рубашки с длинными рукавами
и перчатки. Это может не иметь значения, если бы у меня была настоящая работа, работа на улице
для моей жизни, но мои детские мягкие предплечья администратора базы данных получили
хороший загар от сварки.
Испытание на разрыв при изгибе
Я слышал о тестировании на изгиб/разрыв, но я мне дали хорошее описание правильного способа сделать это, поэтому я — спросил строитель лодок Кевин Морин, который активно участвует в формы на общество металлолодок.org, и он внес следующий вклад.
Испытания на изгиб на разрыв обычно проводятся для однопроходные сварные швы с одной стороны испытания, но не только. Двусторонние сварные швы также испытываются, но они не изгибаются под нагрузкой. и неподдерживаемая корневая поверхность.
Если приваривается тройник с прямоугольной кромкой и без зазора, то сзади
загнуты со стороны корня назад по торцу целостность сварного шва
полностью протестировано. Это должно держаться, и сварной шов должен прогибаться назад без
неудачный разрыв изгиба для T-образного профиля без фаски. Но
не все Т-образные галтели проходят этот тест даже с наполнителем 5356 на 5083/86
материал.
Но
не все Т-образные галтели проходят этот тест даже с наполнителем 5356 на 5083/86
материал.
Тот же сварной шов с полным скосом до нижней кромки вертикальный Т-образный элемент, а край корня должен иметь небольшой выступ. проседание или проникновение корневого края родителя материал. Это показывает «полное проникновение» исходного материала. обычно без этой небольшой выпуклости изгиб корня рвется, что «обратная сторона» поверхности сварного шва, так как газовые карманы корневой зоны действуют как точка отказа или надрез на галтели.Этот шов похож на сварной шов переборки, полностью герметичный, в месте соединения переборки с корпусом совместные средства в создании фаски.
В зависимости от материала, лицевой ширины галтели, сплава
совпадение, охват газа, время заморозки и полученное количество газа
эвакуация; общая пластичность сварного шва в сочетании с плавлением (лицевая
площади и проникновения) позволит испытательному образцу полностью уложиться
90град. Здесь Т-образная часть сустава будет плоской по отношению к
горизонтальная часть, имеющая набор изгибов в обоих исходных материалах, но
поверхность корня шва остается «в» основном металле.Если родитель
металл «вырывается» или корень не поврежден, но оторван от родителя
металла, то сварной шов «бил металл».
Здесь Т-образная часть сустава будет плоской по отношению к
горизонтальная часть, имеющая набор изгибов в обоих исходных материалах, но
поверхность корня шва остается «в» основном металле.Если родитель
металл «вырывается» или корень не поврежден, но оторван от родителя
металла, то сварной шов «бил металл».
Многие сварочные аппараты MIG для сварки алюминия улучшают характеристики изгиба при разрыве за счет увеличивая размер поверхности скругления, чтобы ЗТВ (тепловое воздействие Зона) шире, сочетая несколько комбинированных эффектов, чтобы помочь «сделать тест’. Полученная более широкая лужа НЕ ЯВЛЯЕТСЯ более толстой и однородной. Вместо этого поверхность галтели увеличивается за счет «расширения» металла сварного шва. шире при движении, а края более сужаются к родителю металл на носке и верхней части галтели.
Это делается путем «взбивания» лужи движением C или G.
обычно с рукой с пистолетом, которой помогает другая рука, держащая пистолет
сопло. Другой метод — просто замедлить провод и скорость перемещения. давая больше времени в луже для любого заданного корма и тепла
комбинация.
давая больше времени в луже для любого заданного корма и тепла
комбинация.
Увеличенный размер ванны означает более длительное время жидкости и больший нагрев дуги позволяя большему количеству газа выйти в верхнюю часть сварочной ванны. Шире лицевые галтели обеспечивают более широкую зону нагрева, поэтому основной металл может изгибаться на большей длине, уменьшая усилия на обратном разрыве на распределяя нагрузку по большему поперечному сечению, что помогает сварной шов также проходит это испытание.Наконец, большая масса лужи помогает «пропитать» или погрузить лужу в открытую сторону сварного шва, но это поверхность материала на самом деле не является «расплавленной жидкостью», поэтому поверхность на самом деле не загрязняется из воздуха. Это означает «передний» край обратного изгиба не такой «зазубренный», как могло бы быть, если бы сварной шов не провисал и не проникал в эту зону.
Таким образом, взбитая лужа шире, но не такая тяжелая, как более медленная
сплошное скругление в режиме перетаскивания.![]() Более тонкий сварной шов также распространяется шире и
обычно применяется при гораздо более высоких настройках, позволяющих лучше
смачивание и движение газа омывает чистящую основу для корня.
Это очень распространенный метод улучшения результатов испытаний на изгиб и изгиб.
широко используется штатными «заводскими» сварщиками Северо-Запада, которые строят лодки.
ежедневно.
Более тонкий сварной шов также распространяется шире и
обычно применяется при гораздо более высоких настройках, позволяющих лучше
смачивание и движение газа омывает чистящую основу для корня.
Это очень распространенный метод улучшения результатов испытаний на изгиб и изгиб.
широко используется штатными «заводскими» сварщиками Северо-Запада, которые строят лодки.
ежедневно.
С другой стороны, более широкие более медленные сварные швы, в отличие от узорчатых
Метод, сжимайте больше, чтобы в результате возникло большее напряжение и деформация.
если эти сварные швы большого сечения происходят в середине корпуса
панель.Реальным вопросом для практики является получение высокой силы тока сварки.
достаточно, чтобы достичь проникновения без необходимости замедляться, как
много. Как и все сварочные работы, это относительная ставка или «сделка с ощущениями».
где разные люди понимают это на разных уровнях
усилие.
Дополнительные советы
Чтобы узнать больше о сварке MIG, обязательно посетите сайт Miller: www. millerwelds.com и используйте их бесплатно в Интернете.
обучение: www.millerwelds.com/education/etraining.html
millerwelds.com и используйте их бесплатно в Интернете.
обучение: www.millerwelds.com/education/etraining.html
Герметичные сварные швы
|
До сих пор моим сварным швам нужно было только скреплять две детали, и
попытка разорвать эти сварные швы молотком и зубилом даст
Вы хорошо представляете, насколько хорошо вы делаете свою работу.
(1) Я обнаружил, что сварить водонепроницаемую сварку тоже несложно, по крайней мере
для низкого давления. Когда я сварил балластные салазки, они выдержали
вода; буквально, на первом испытании. Однако сделать что-то способным
выдерживать большее давление, когда его можно сварить только с одной стороны, это
совсем другая история.
(2) Недавно я отказался от попыток залить мокрый выхлоп.
коллектор из алюминия и решил сварить вместо него один.После большого нагрева, гибки, резки и сварки у меня было довольно
приятный на вид набор трубок для внутренностей мокрого коллектора. Я отправил
фото слева Кену «Сварщику», который мой сварщик и
литейный ресурс. Он ответил, что это выглядело так, как будто у меня были булавочные отверстия
и что я должен проверить его давлением. (3) Я думал, что сварные швы выглядели
неплохо, но я запаял коллектор, подключил его к 12 вольтам
шинный насос, почищенный мыльной водой, и.. ты когда-нибудь видел один
из этих машин для мыльных пузырей? Некоторые дыры было легко исправить, но
другие были настойчивы. Я мог бы отшлифовать сварной шов, заполнить его и
утечка вернется. Я прожёг и пропатчил пару
пятен, поэтому я работал в обратном направлении часть времени. В отчаянии
Я заказал Super Alloy 5, который представляет собой алюминиевый стержень 600 градусов.
который использует поток, в надежде, что он исправит мой беспорядок, но я не
уверен, и Кен считает это бесполезным. …Кен снова был прав
о Super Alloy 5, но мне удалось остановить все
утечек с помощью «Seal All Polymer Sealer». Подробности указаны на двигателе и
Страница Jet Drive под выпускным коллектором.
…Кен снова был прав
о Super Alloy 5, но мне удалось остановить все
утечек с помощью «Seal All Polymer Sealer». Подробности указаны на двигателе и
Страница Jet Drive под выпускным коллектором.
Неспособность точно контролировать количество тепла является частью
проблема. Установка для сварки TIG решила бы эту проблему, но пока мне нужно
обойтись МИГом. Итак, после 16 часов проб и ошибок я, наконец,
залатали все отверстия, чтобы насос достиг 40 фунтов на квадратный дюйм раньше
через временные пломбы вытекало слишком много воздуха.Лучший подход
должен был наложить параллельные сварные швы и использовать щетку из нержавеющей стали, чтобы
удаляйте сажу между каждым проходом. Отверстия от штифтов чаще всего находились в
конец сварных швов, поэтому я начал выполнять окончательный сварной шов по всем
концов или зацепить конец сварного шва так, чтобы он пересекал
предыдущий сварной шов. Было бы так здорово иметь возможность уменьшить жару
при завершении сварки, что позволяет TIG без дополнительных
оборудование и расход. На буровых установках MIG более высокого класса вы можете получить
переключатель, который позволяет уменьшить ток. Конечный результат не
красиво, но сойдет для прототипа, и, возможно, у меня будет
модернизирован до TIG к тому времени, когда мне нужно построить замену.
На буровых установках MIG более высокого класса вы можете получить
переключатель, который позволяет уменьшить ток. Конечный результат не
красиво, но сойдет для прототипа, и, возможно, у меня будет
модернизирован до TIG к тому времени, когда мне нужно построить замену.
Ссылки
www.weldingsupply.com Лучшая цена на катушку ER4043 .035, 1 фунт
провод, Артикул № 40430351
www.weldingdepot.comcom WeldingDepot — Хороший сервис
www.Welding-Direct.com
Spoolmate 185 деталей, наконечники — часть № 186406. Прямая сварка — Плохо
Обслуживание и медленно.
www.abrasives4sale.com Шлифовальные круги – дешево, но не для меня
любимый.
Шлифовальные круги: в местном магазине AirGas продаются Flexcel 7 дюймов A-medium.
диск со ступицей 5/8 дюйма 9,84 долл. США за штуку. Ой!
Best Welders Supply, 1824 Southwest Blvd (918) 587-0183 запросить
Дуэйн
www. metalsalesusa.com MetalSalesUSA
metalsalesusa.com MetalSalesUSA
Tridant, 5555 South Garnett Road, Tulsa, OK 252-5781
Quick Service Steel, 1155 N Peoria, Tulsa OK 587-5909
Interstate Steel and Meta, 2100 N Lewis, Tulsa OK 585-3844
Integris Metals, 1888 N 109 E Av, Tulsa OK 838-9821
Особая благодарность Уоррену Ньюбери, Дюрант, Оклахома, за проверку. эта страница. Уоррен является членом Professional Организация английских специальностей (P.O.E.М.) и англичанин на пенсии учитель. 🙂
Harris 4043 Сплошная алюминиевая сварочная проволока MIG 3/64″
GMAW (MIG) — Дуговая сварка алюминия металлическим газом выполняется с использованием постоянного тока обратной полярности (положительный электрод). Защитный газ аргон рекомендуется для толщины листа или меньше. Для толщины пластины более 1 следует учитывать смеси аргона и гелия.
Диаметр проволоки | Сварочный ток (А) | Напряжение дуги | Скорость подачи проволоки, дюймов/мин |
| 3/32″ | 190 — 450 | 24 — 32 | 100 — 210 |
| 1/16″ | 160 — 360 | 24 — 30 | 180 — 300 |
| 3/64 дюйма | 130 — 290 | 22 — 28 | 235 — 375 |
0. 035″ 035″ | 110 — 220 | 22 — 28 | 350 — 475 |
| 0,030″ | 95 — 200 | 22 — 28 | 470 — 680 |
| 0,025″ | 85 — 180 | 20 — 26 | 520 — 750 |
Химический состав (%):
Продукт | Мн | Си | Кр | Ал | Ти | Медь | Прочие | Fe | мг | Цинк |
| 4043 | 0. 05 05 | 4,5 — 6,0 | — | Рем. | 0,2 | 0,3 | 0,15 | 0,8 | 0,05 | 0,1 |
Блог Склада сварщиков
Во-первых, Mig Welding Aluminium с универсальным Mig Welder не идеален, машина типа DIY еще менее подходит.
Лучшим типом машины для сварки алюминия является сварочный аппарат TIG AC/DC
Следует отметить, что при правильной настройке большинство сварочных аппаратов Mig можно использовать для сварки алюминия (более или менее), при условии, что они правильно настроены.
Проблемы Mig Welding Aluminium
Mig Сварка стали не сложная, это потому что когда дело доходит до настройки аппарата:
> Натяжение ролика
> Качество футеровки горелки
> Настройка мощности
> Скорость подачи проволоки
есть разумная погрешность.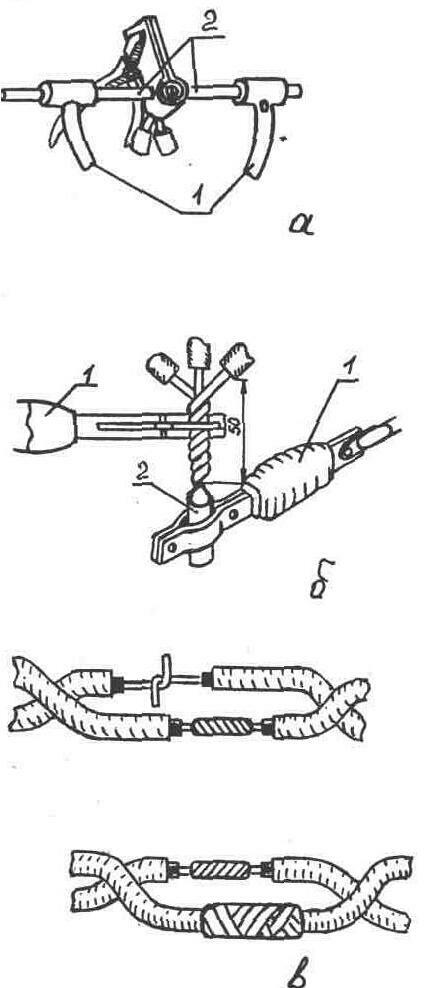
Например, если скорость подачи проволоки немного высокая или низкая, вам это сойдет с рук. Если вы пытаетесь сварить алюминий, вам это не сойдет с рук.Слишком низкая скорость подачи проволоки приведет к тому, что проволока снова пригорит к наконечнику, а слишком высокая — к сбою в работе, что может привести к «птичьему гнезду» проволоки внутри аппарата! Все очень расстраивает.
Для Mig Welding Aluminium вам понадобится:
> Чистый газообразный аргон, НЕ CO2 или смесь аргона/CO2
> Пластиковый или тефлоновый вкладыш в горелку (подробнее об этом позже)
> Увеличенный наконечник для конца факела (подробнее об этом позже)
> Катушка с алюминиевой проволокой, подходящей для сорта алюминия, который вы собираетесь сваривать
> МНОГО терпения, чтобы правильно настроить мощность и скорость подачи проволоки
Вкладыш горелки Mig для сварки алюминия Mig
Обычный стальной вкладыш (выглядит как велосипедный тормозной трос) будет царапать поверхность алюминиевой сварочной проволоки, вызывая застревание/заедание проволоки во вкладыше. Во избежание этого НЕОБХОДИМО использовать пластиковую или тефлоновую прокладку. Если у вашего Mig Torch уже есть пластиковый вкладыш, но вы использовали его для сварки стали, я бы порекомендовал установить новый вкладыш для Mig Welding Aluminium.
Во избежание этого НЕОБХОДИМО использовать пластиковую или тефлоновую прокладку. Если у вашего Mig Torch уже есть пластиковый вкладыш, но вы использовали его для сварки стали, я бы порекомендовал установить новый вкладыш для Mig Welding Aluminium.
Увеличенный наконечник Mig
Поскольку алюминий обладает связующими свойствами, он может заклинить обычный наконечник, особенно если наконечник нагревается. Некоторые типы наконечников можно приобрести в версии «Алюминий», чтобы компенсировать это, они немного увеличены в размерах. Если тип наконечника вашей машины недоступен в алюминиевой версии, я бы предложил использовать 1.Наконечник 0 мм для проволоки 0,8 мм.
Алюминиевая сварочная проволока Mig
Доступны несколько марок алюминиевой сварочной проволоки MIG, и выбранная марка должна быть совместима со свариваемым алюминием.
Если вы свариваете обычный коммерческий алюминий, я бы посоветовал использовать алюминиевую MIG-проволоку марки 5356. Вы можете использовать марку 4043, но она более мягкая и, следовательно, более подвержена проблемам с подачей.
Вы можете использовать марку 4043, но она более мягкая и, следовательно, более подвержена проблемам с подачей.
Настройка для сварки Mig алюминия
Хорошо, у вас есть аргон, вы установили пластиковый/тефлоновый вкладыш и большой наконечник, и вы установили катушку со сварочной проволокой 5356.
Далее вам необходимо обратить пристальное внимание на натяжение роликов подачи. В идеале вы будете использовать ролики U-образной формы, но если все, что доступно для вашей машины, имеет V-образную форму, этого должно быть достаточно. Установите натяжение ролика КАК МОЖНО НИЗКИМ. Сделайте это, начав с точки, где ролики проскальзывают и не пропускают проволоку. Затем медленно увеличивайте, пока проволока не подается нормально. Дополнительную информацию о натяжении роликов можно найти в нашей зоне знаний
.Настройка мощности
Это будет определяться заданием.Если вы опытный сварщик стали, начните с установки мощности примерно на 50% выше, чем для той же толщины стали.
Скорость подачи проволоки
Это будет определяться заданием. Если вы опытный сварщик стали, начните с установки скорости подачи проволоки примерно на 100 % выше, чем для стали той же толщины.
Температура окружающей среды
Если вы выполняете работу в холодную погоду, попробуйте немного согреть работу. То, что вы ищете, — это работа, которая не должна быть холодной на ощупь, поэтому, если это так, поставьте на нее тепловентилятор на несколько минут.Теплая на ощупь работа сваривается легче. Летом в этом нет необходимости.
Начало работы – терпение терпение терпение
Убедитесь, что металл, который вы собираетесь сваривать, чистый. Проведите шлифовальным диском по области, которую нужно сварить, также может помочь, если алюминий старый, так как это уменьшит влияние поверхностного оксида.
Получение баланса между мощностью и скоростью подачи проволоки при попытке сварки алюминия методом Mig Weld является разочаровывающим методом проб и ошибок.
Начните с наклона горелки под углом 45⁰, так как это сведет к минимуму риск гнездования проволоки внутри аппарата при слишком высокой скорости подачи проволоки.
После правильной настройки мощности и скорости подачи проволоки процесс не отличается от сварки стали. Держите горелку на уровне около 70⁰ и медленно двигайтесь вперед.
Я надеюсь, что это было полезно для вас, если у вас все получится, пожалуйста, не стесняйтесь публиковать фотографии своих достижений на нашей странице Facebook
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не будете получать нежелательные электронные письма.
Ура
Грэм
Склад сварщика
.