пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К).
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К). Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются: сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде; сварка с автоматизированным расходом проволоки для обработки алюминия аргоном; сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия. Также использование смеси газов позволяет получить менее пористый шов.
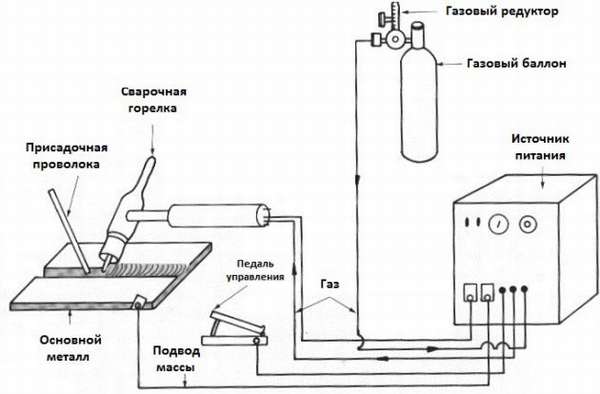
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа. Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки.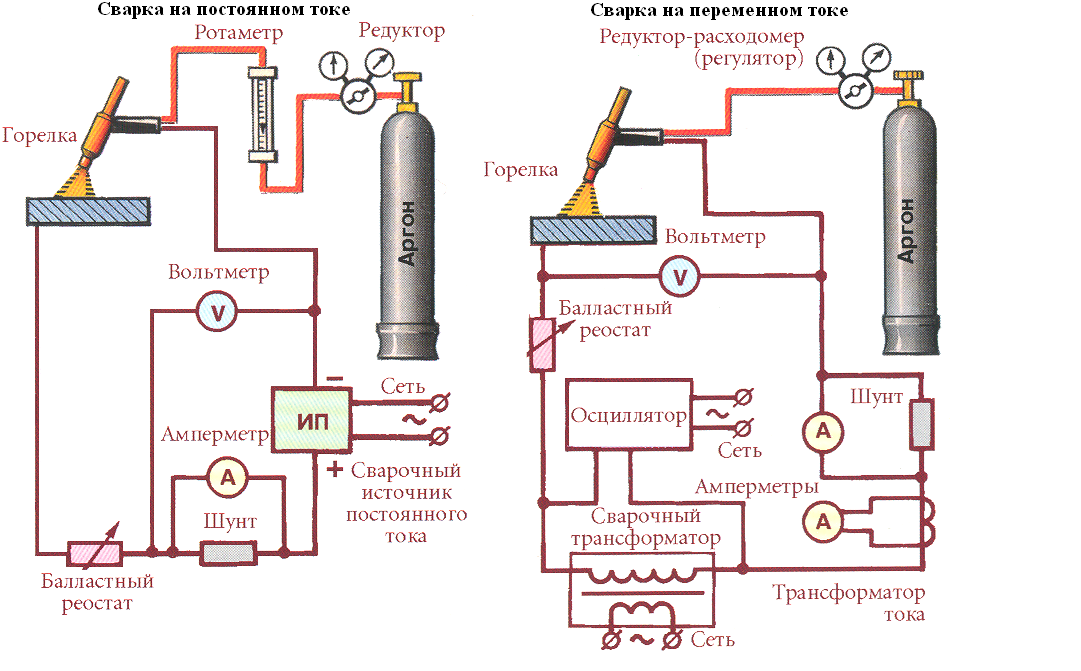
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
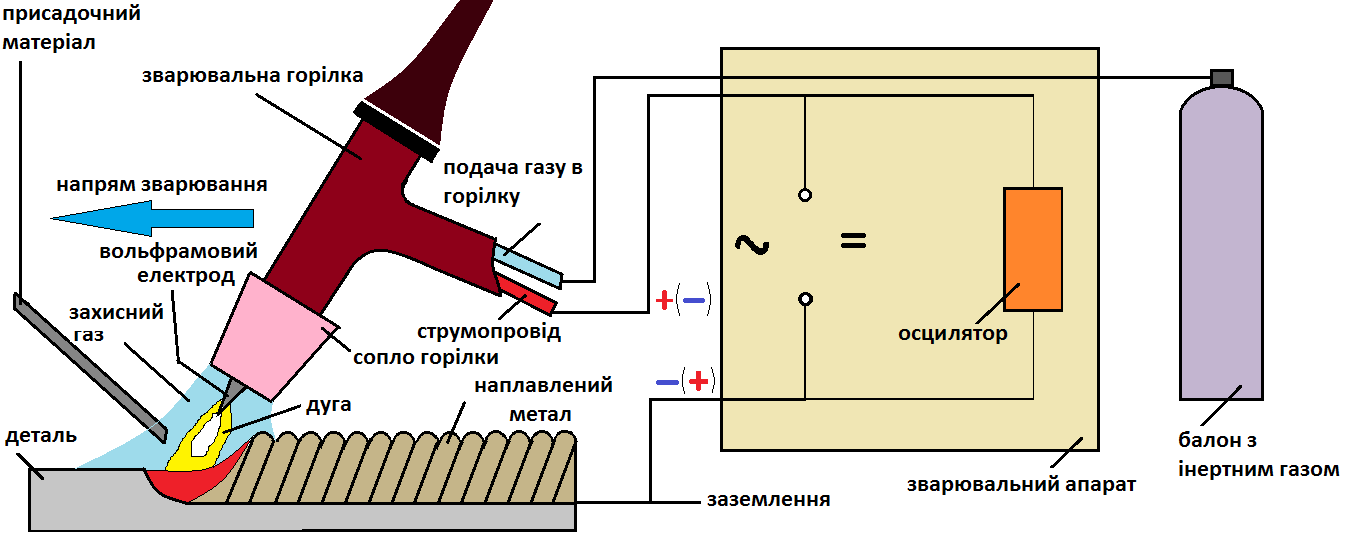
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата. Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления. Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
 Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.Сварка алюминия аргоном для начинающих
Сложно ли выполнить качественную сварку алюминия с помощью аргона? Этот материал отличается высокими показателями теплопроводности, относительно низкой температурой плавления и небольшой удельной массой. Именно эти свойства предъявляют особые требования к процессу сварки.
Именно эти свойства предъявляют особые требования к процессу сварки.
Особенности сварки
Основная проблема заключается в относительно тонкой стенке свариваемой детали. Самой распространенной ошибкой является превышение термического воздействия. В результате чего образуются каверны, шов не имеет четко выраженной границы.
Сначала необходимо разобраться в процессах, протекающих на поверхности алюминиевой заготовки во время высокотемпературного воздействия. Знание этих нюансов позволит составить оптимальную технологическую схему сварки.
- Достижение температуры плавления алюминия после +650°С.
- Начало формирования оксидной пленки. Она плавится только при термическом воздействии около 2 050°С.
- Расплавленная окись начинает деформировать сварочную ванную и кромки деталей.
- Одновременно с этим высокая теплопроводность приводит к появлению внутреннего напряжения в детали. Это может стать причиной формирования трещин и нарушения целостности.


Во избежание появления подобных ситуаций были разработаны несколько технологий сварки алюминия – электродуговая с флюсом, с плавящим электродом и дуговая с помощью аргона. Последняя дает наиболее качественный шов.
Инструкция по аргонной сварке алюминия
На поверхности алюминия формируется защитная оксидная пленка. Она будет препятствовать нормальной расплавке. Поэтому перед началом работы ее следует удалить и дополнительно обезжирить деталь.
Затем необходимо правильно подобрать сварочный аппарат и электроды к нему. Лучше всего использовать установку с переменным током, так как в ней есть возможность плавно регулировать частоту. Это позволит контролировать процесс.
В качестве электродов рекомендуется применять следующие марки:
- ОЗАНА-1 и ОЗАНА-2.
- ОК 96.10 и ОК 96.20
Для правильного применения необходим предварительный прогрев электродов до +250°С. Хорошо зарекомендовали себя вольфрамовые стержни.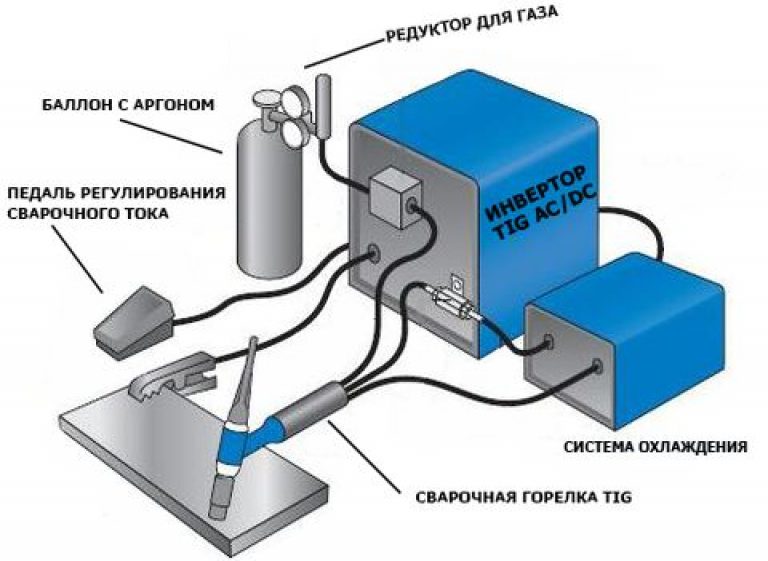 Во время работы с ними наблюдается стабильная дуга. В зависимости от марки алюминия рекомендуется применять электроды с присадками для лучшего формирования шва.
Во время работы с ними наблюдается стабильная дуга. В зависимости от марки алюминия рекомендуется применять электроды с присадками для лучшего формирования шва.
Электрод устанавливается в сопло горелки. Во время подачи аргона будет происходить интенсивное окисление. Это также будет способствовать лучшей стабилизации дуги. В качестве направленного материала необходимо использовать алюминиевую проволоку. Ее диаметр зависит от ширины и глубины сварного шва. Зачастую он совпадает с размерами электрода.
Порядок выполнения сварки
- Подготовка деталей – очистка поверхностей, наметка будущего соединительного или ремонтного шва.
- Установка вольфрамового электрода в горелку. Его диаметр напрямую зависит от толщины изделия.
- Подключение электрода от аппарата к свариваемому изделию.
- После включения аппарата происходит подача аргона и формирование защитной газовой атмосферы и соединительного шва.
В качестве защиты рекомендуется использовать маску сварщика типа Хамелеон, с синим светофильтром. Традиционное зеленое стекло не является надежной преградой от ультрафиолета, исходящего от дуги, при длительной работе.
Традиционное зеленое стекло не является надежной преградой от ультрафиолета, исходящего от дуги, при длительной работе.
Советы
Это общее описание технологии сварки. Однако для улучшения качества рекомендуется воспользоваться советами от профессионалов. Главный из них – правильный выбор диаметра электрода, проволоки и режимов работы аппарата в зависимости от изделия.
Эти данные показаны в таблице:
Помимо этого следует выполнить условия:
- Сварочный аппарат должен работать в импульсном режиме.
- В некоторых случаях рекомендуется предварительный нагрев алюминия. Это касается изделий большой толщины.
- Рекомендуемая максимальная длина дуги — 2,5 мм.
- Угол между электродом и деталью — 80°.
- Присадочный прут и электрод должны располагаться под прямым углом относительно друг друга.
- Не допускаются поперечные колебания прутка. Он должен следовать точно за электродом.
Эти советы помогут выполнить сварку алюминия с помощью аргона максимально быстро и качественно. При этом важно правильно подобрать расходные материалы и подготовить деталь.
При этом важно правильно подобрать расходные материалы и подготовить деталь.
для начинающих пошаговая инструкция, технология сварки
plazmen.ru » Сварка » Особенности сварки алюминия
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
 Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
 В сварочную зону подается алюминиевая проволока.
В сварочную зону подается алюминиевая проволока.Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
 Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.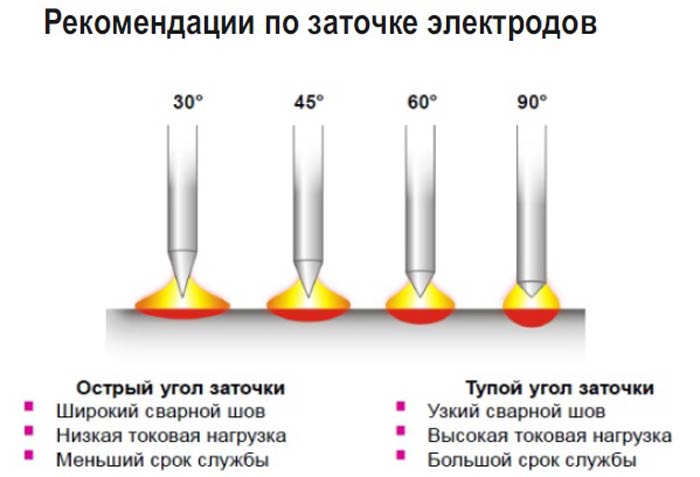
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
 Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
Правила удержания электрода и присадочной проволоки
Преимущества и недостатки сварки алюминия аргоном
Технология аргонной сварки имеет такие преимущества:
- универсальность способа;
- стабильность дуги;
- формирование аккуратного шва;
- достаточная прочность сварного соединения;
- уменьшение области прогрева;
- экономный расход газа и присадки;
- формирование шва без примесей и пор.
Надо отметить и недостатки:
- необходимость в специальном оборудовании;
- высокие требования к настройке аппарата и подготовке заготовок;
- необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата. На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
- Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
Настраивать оборудование и режимы необходимо с особой тщательностью.
 Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Сварка алюминия аргоном: аргонодуговая, для начинающих пошаговая инструкция, ТИГ, TIG, ГОСТ 14806-80, технология, контактная его сплавов, расход, оборудование
Сварка алюминия аргоном – востребованная технология, позволяющая добиться оптимального результата при соединении данного металла и сплавов на его основе. Использование технических газов придает процессу некоторые особенности, которые обязан знать каждый сварщик.
Использование технических газов придает процессу некоторые особенности, которые обязан знать каждый сварщик.
Какие свойства следует учитывать?
Для получения качественного результата, необходимо проводить работы с учетом характеристик свариваемого материала. Это позволит настроить оптимальные параметры сварочного оборудования и осуществить грамотный подбор расходных материалов.
Главной особенностью алюминия является его взаимодействие с кислородом, который содержится в атмосфере. Результатом контакта является образование тонкого слоя тугоплавкой оксидной пленки, которая защищает изделие от дальнейшего окисления.
Температура плавления чистого алюминия составляет 650 Сº. Для оксидной пленки этот показатель гораздо выше – 2000 Сº.
Сравнение температуры плавления алюминия и его оксида.
Зона соединения должна быть полностью очищена от данного соединения, поскольку попадание оксида в зону расплава негативно влияет на качество шва.
Интересной особенностью является отсутствие визуальных эффектов, которыми сопровождается сварка других металлов. В отличие от них, цвет алюминия не меняется под действие температуре, что создает сложности в оценке степени прогрева. Ошибки чреваты прожогами рабочей поверхности.
Важным свойством алюминия является высокий коэффициент объемной усадки, который необходимо учитывать при планировании работ. Данное качество является основной причиной возникновения трещин после кристаллизации горячего металла. Это вызвано с внутренним напряжением, которое растет с понижением температуры. Для компенсации негативных качеств опытные сварщики увеличивают расход электродной проволоки.
Соединение с учетом вышеперечисленных качеств позволит создать надежное неразъемное соединение алюминиевых заготовок.
Способы
Помимо рассматриваемой технологии, существует несколько основных способов сварки алюминия:
- Газовая,
- Ручная дуговая,
- Полуавтоматическая,
Рассмотрим их подробнее:
- Газовая сварка подразумевает использование специальных прутков, в качестве присадочного материала. Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
- Ручную дуговую сварку покрытыми электродами выполняют относительно редко, поскольку даже использование надежного инверторного аппарата и качественных электродов не позволяют надеяться на соединения высокого качества, ввиду специфических качеств алюминия.
- Сварка в полуавтоматическом режиме – достойная альтернативна аргонодуговой сварке. Данный метод также предусматривает использование газа в качестве средства защиты горячего металла. Главное требование – правильный подбор присадочной проволоки. Ее состав должен соответствовать основной поверхности.
 Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.Сварку трением алюминия и его сплавов используют для работы с особо тонкими элементами, которые невозможно соединить классическими способами.
Технология с помощью аргона
Рассматриваемый метод относится к технологически сложным работам, которые должны выполняться квалифицированными специалистами, прошедшими курс обучения, включающий себя получением профессиональных навыков, а также изучение правил безопасной эксплуатации сварочного и вспомогательного оборудования.
Аргонодуговую сварку ГОСТ 14806-80, который стандартизирует работы с алюминием в среде защитных газов, чаще всего применяют в следующих отраслях промышленности:
- Пищевая. Емкости и трубы, которые взаимодействуют с пищевыми продуктами, изготавливают из алюминия.
- Авиационная. Название «крылатый металл» говорит само за себя. Данная отрасль особенно остро нуждается в алюминии и его сплавах.
- Автомобильная. Многие элементы легкового транспорта и специальной техники изготавливают из алюминиевых сплавов. Например, головки блока цилиндров, масляные поддоны, поршни.
Сварочное оборудование и расходные материалы для выполнения работ имеют достаточно высокую стоимость. По этой причине, себестоимость одного сантиметра шва, гораздо выше, в сравнении с альтернативными методами соединения, однако высокие качественные характеристики делают метод востребованным в современной промышленности.
Обратная сторона – низкая популярность у начинающих сварщиков.
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.

Как подготовить соединяемые детали?
Начинать работы следует с тщательной подготовки поверхности, которая включает в себя удаление оксидной пленки. Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Механический метод
Исходя из названия, поверхность обрабатывается с помощью подручных средств:
- Щетки по металлу с низкой жесткостью,
- Наждачная бумага.
Допустимо выполнения работ как вручную, так и с помощью болгарки или другого инструмента.
Использование наждачной бумаги может привести к загрязнению поверхности, что негативно отразится на качестве шва. По этой причине абразив используют только в крайних случаях, при отсутствии других способов очистки.
Щетка по металлу должна быть новой. Если она использовалась для очистки других металлических поверхностей, мелкие частички могут попасть в шов при плавлении металла.
Жесткость должна быть низкой, поскольку цель обработки – удаление тонкого поверхностного слоя.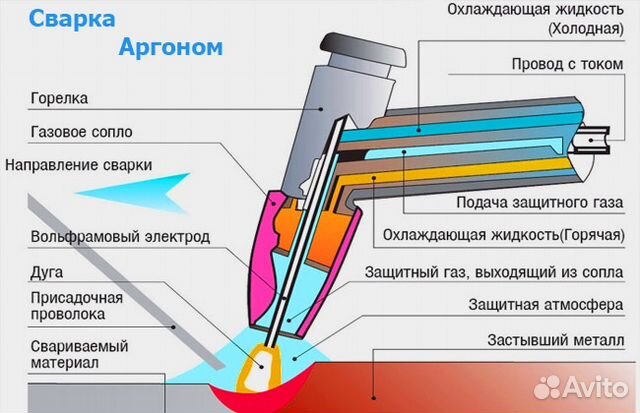 Чрезмерное давление способно нарушить структуру металла.
Чрезмерное давление способно нарушить структуру металла.
Химический
Для травления поверхности можно приобрести состав в специализированном магазине или изготовить его самостоятельно. Он включает в себя следующие компоненты:
- литр воды,
- гидроксид натрия (50 мг),
- фторид натрия (45 мг).
Состав наносят на поверхность в течение одной минуты. Процедуру можно проводить за 3 дня до начала работ – за это время защитные свойства будут сохранены.
Опытные сварщики рекомендуют подготовить и прутки. Для этого их травят, промывают, сушат и подвергают кратковременной термообработке.
Пошаговая инструкция
Оборудование для аргонодуговой сварки.
После подготовки контактной зоны и ее разметки, согласно чертежу или схеме, можно приступать к выполнению работ. Каждый этап процесса имеет свои особенности, потому для лучшего восприятия информации, приведем пошаговую инструкцию.
Настройка аппарата
Перед запуском оборудования необходимо открыть и настроить подачу защитного газа с помощью манометра, установленного на редукторе. Для работы в помещениях расход аргона не должен превышать 8 л. На открытом воздухе этот показатель увеличивают на 10%. Диаметр неплавящегося электрода и присадочного прутка увеличивается с ростом толщины металла. Для выбора правильных показателей, воспользуйтесь справочной таблицей:
Для работы в помещениях расход аргона не должен превышать 8 л. На открытом воздухе этот показатель увеличивают на 10%. Диаметр неплавящегося электрода и присадочного прутка увеличивается с ростом толщины металла. Для выбора правильных показателей, воспользуйтесь справочной таблицей:
Соотношение толщины заготовки к применяемым электродам и пруткам.
Шар правильной формы на конце электрода, который появляется в процессе выполнения работ – индикатор того, что процесс протекает в соответствии с технологическими требованиями.
Возбуждение сварочной дуги
Вопрос, какой способ зажигания дуги выбрать, зависит только от исполнителя. Специалисты рекомендуют использовать бесконтактный метод возбуждения. Для этого используют высокочастотный осциллятор. При этом электрод должен располагаться в начале шва, строго перпендикулярно рабочей плоскости.
Электрод не должен касаться других поверхностей. В случае контакта его рекомендуют заменить новым.
Создание сварочной ванны
После возбуждения дуги следует внимательно следить за зоной расплава. На качество соединения влияет момент подачи присадочного материала. Пруток подается только после достаточного прогрева поверхности. Благодаря легкоплавкости алюминия, эта процедура длится несколько секунд. Универсальной точкой отсчета является толщина металла – один миллиметр равен одной секунде прогрева.
Выполнение шва
После прогрева в зону расплава подают присадочный прут. Параллельно с этим, начинают перемещать горелку. Движения должны быть плавными, без отклонений от зоны шва. В противном случае аргон перестанет защищать расплавленный металл, что приведет к окислению последнего.
Процесс формирования шва идет по мере плавления прутка, который подается под углом 10-20º. Такой метод называется капельным. Очень важно, чтобы размер «капель» был одинаковым. Это придаст соединению привлекательный внешний вид.
Завершение шва
Самая ответственная процедура называется «заваркой кратера». Он образуется в конце шва, за счет стремительного застывания металла. Для данной процедуры все аппараты TIG (ТИГ) для аргонодуговых работ имеют особый режим работы, характеризующийся повышенной подачей тока.
Он образуется в конце шва, за счет стремительного застывания металла. Для данной процедуры все аппараты TIG (ТИГ) для аргонодуговых работ имеют особый режим работы, характеризующийся повышенной подачей тока.
Контроль и дефекты
Способы контроля качества шва зависят от его назначения. При декорировании поверхности, в первую очередь оценивают внешние данные, уделяя внимание визуальным параметрам. К соединениям, эксплуатирующимся под нагрузками, предъявляются более строгие требования.
Причина возникновения дефектов – несоблюдение требования технологии соединения. К ним относятся:
- Трещины,
- Непровар,
- Подрезы,
- Наплывы.
При выявлении вышеперечисленных недостатков, они подлежат устранению, путем переварки соединения.
Заключение
Аргонную сварку алюминия широко используют во многих отраслях промышленности. Рабочий процесс имеет много особенностей, что отталкивает начинающих сварщиков. Несмотря на это, соблюдение требования технологии позволяют получить надежное соединение с отличными характеристиками.
Сварщик 6-го разряда Шаталов Игорь Борисович. Опыт работы – 17 лет: «Я работаю на молокозаводе. Ввиду высоких требований и санитарных норм, многие детали изготовлены из алюминиевых сплавов, который отлично взаимодействует с пищевыми продуктами. Несмотря на высокие эксплуатационные характеристики сплава, оборудование требует периодического обслуживания и текущего ремонта, что подразумевает, в числе прочих, выполнение сварочных работ. Данный металл варим только аргонодуговой сваркой. При этом скорость несколько ниже, по сравнению с полуавтоматическим режимом, зато можно не волноваться, что шов не проживет межремонтный интервал».
Загрузка…Сварка алюминия аргоном: пошаговая инструкция для начинающих
Чтобы осуществить сварку алюминия, необходимо специальное оборудование, в том числе и баллон с аргоном. Но даже если есть все необходимое, без практики сделать это будет нелегко. Алюминий — непростой металл, и прежде чем начинать работать с ним, надо ознакомиться с его свойствами. Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Особенности алюминия
Этот легкий и прочный материал очень быстро покрывается оксидной пленкой при взаимодействии с воздухом, что и осложняет процесс соединения. Температура плавления этого металла достигает 650 градусов. Даже при воздействии высоких температур он не меняет своего цвета — это и есть его основная особенность. Чтобы избежать напряжения и деформации алюминия, необходимо учитывать коэффициент объёмной усадки, а у этого металла он достаточно большой.
Основные свойства:
Плавится при низкой температуре.
Имеет высокую химическую активность.
Большой коэффициент усадки.
Именно из-за этих особенностей чаще всего сварка алюминия аргоном осуществляется с помощью газа, который в первую очередь нейтрализует химическую активность.
Аппарат для сварки
Для качественной сварки алюминия понадобится аргонно-дуговой аппарат — с ним швы получатся надежнее и ровнее. В нем используется электрод из вольфрама в форме дуги, отсюда и название прибора. Его может хватить на длительный период работы. Дуга в таких приборах зажигается между свариваемой деталью и электродом, таким образом разрушается оксидная пленка, что упрощает и ускоряет весь процесс.
Работа должна проводиться достаточно быстро — так металл не успеет перейти в жидкую форму, и не будет течь. При этом обязательно должна использоваться сварочная проволока. Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматическ
Чаще всего по такому принципу работают полуавтоматическ
Для начинающих сварщиков подойдет аппарат, состоящий из следующих комплектующих:
Электрический источник питания.
Механизм подачи проволоки.
Баллон с газом.
Такая система наиболее распространена и популярна.
Аргоновый газ и проволока
Инверторный газ обязательно нужен для сварки алюминия — без него не получится быстрого и ровного соединения.Главное, чтобы он был технически чистым и не содержал примесей, либо их процент должен быть минимальным. Только так можно получить чистый шов.
Баллон с аргоном устанавливается на сварочный аппарат либо применяется газовая ванна. Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Подготовка детали
Вся работа должна быть пошаговая, то есть выполняться поэтапно. Перед началом работ алюминий необходимо зачистить, ведь от этого зависит качество шва. Для начала поверхность обезжиривается с помощью таких растворителей, как бензин, уайт-спирит или ацетон. Затем химическим или механическим способом снимается оксидная пленка.
Когда металл просохнет, проводится его обработка специальными составами. Если выбран механический способ, то используется жесткая щетка из проволоки или наждачная бумага. Химическая обработка сложнее, и в домашних условиях её редко используют. В данном случае применяется щелочной раствор.
Процесс сварки
Технология сварки этого металла включает в себя несколько действий, при сочетании которых и достигается качественный шов. Присадочная проволока, используемая при этом, устанавливается перед вольфрамовым электродом строго вдоль шва.
Сварка может проводиться в разных положениях, но аргон — тяжёлый газ, поэтому лучше работать в горизонтальной плоскости.
Если требуется вертикальная сварка, например, на стенах, то лучше использовать более легкий газ, такой как гелий. Электрод должен располагаться максимально близко к поверхности алюминия, а проволоку подавать нужно плавно, без рывков. Из-за рывков возможно разбрызгивание металла, что нередко случается у неопытных новичков.
Электрод надо держать под углом в 80 градусов. Он и присадочная проволока двигаются вдоль шва.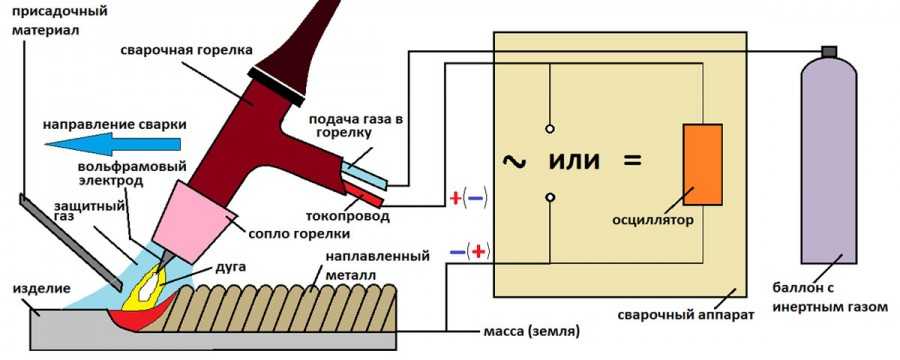 Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Весь процесс начинается с разогрева дуги: она удалит вновь образовавшуюся оксидную пленку и очистит поверхность, а затем прочно закрепит металл. Присадочная проволока добавляется только тогда, когда в ней действительно есть необходимость. Сварка должна проводиться быстро, чтобы стыки были ровными. Вот, пожалуй, в этих нюансах и заключается вся инструкция по сварке алюминия.
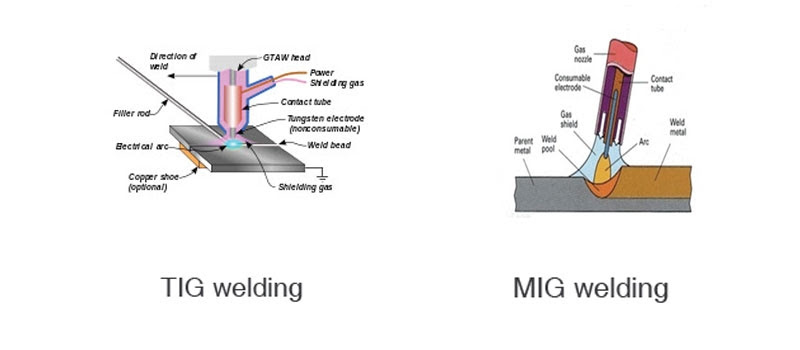
Похожие статьи2 технологии сварки алюминия аргоном: MIG, TIG, аппараты, особенности
В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.
Не менее важной и востребованной является сварка алюминия аргоном.
Технология сварки алюминия аргоном
Алюминий благодаря свойствам его легкости и прочности применяется о многих отраслях промышленности: автомобилестроение, производства оборудования для производства и обработки пищи, авиастроение и т. п.
п.
Но большинство сварщиков утверждают о том, что алюминий – это метал, который технологически наиболее сложен для производства сварки, поэтому первоначально необходимо разбираться в свойствах алюминия.
Нюансы сварки алюминия:
- Оплавление пленки окиси на поверхности;
Оксидная пленка на поверхности металла имеет большую стойкость к оплавлению, чем основной металл.
Температура плавления оксидной пленки 2050 градусов по Цельсию.
Это в свою очередь требует дополнительной подготовки металла и применения специальных сварочных средств.
- Большая затратность энергии;
Алюминий имеет очень большую степень теплопроводности, что ведет к моментальному оплавлению и тому, что алюминий может “потечь”.
Для этого происходят “сбросы” энергии от дуги на сопротивление и его нагрев, а это дополнительные траты из промышленной сети.
- Низкая температура плавления алюминия;
- Высока вероятность возможного прожога алюминия.
Заварка кратеров осуществляется в конце проварочного шва.
Практически всегда при приваривании алюминия в конце шва образуется кратер, благодаря быстрой температуре затвердевания.
Поэтому большинство сварочных автоматических агрегатов оснащено программой, которая включает в себя конечную заварку кратеров.
Основной принцип это экспонентное снижение тока и его мощности от начала к концу.
Обработка поверхности метала перед сваркой позволяет разрушить оксидную пленку.
Сварочные работы нужно проводить исключительно в специальной защите. Читайте подробности в статье о том, как выбрать качественную сварочную маску со стеклом хамелеон, чтобы защитить глаза.
Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки. Узнайте как использовать холодную сварку в быту здесь.
Аргонодуговая TIG сварка алюминия
Весь процесс такой сварки подразумевает создание неразъемного соединения алюминиевого метала с помощью неплавящегося вольфрамового электрода, присадочной проволоки в постоянной среде аргона.
Как правило, сварочные работы производятся переменным током с высокочастотным токовым зажиганием дуги.
Характерной положительной чертой аргоновой сварки является возможность регулировки баланса тока и напряжения.
Частота переменного тока может быть увеличена или уменьшена в допустимых пределах.
Эта настройка позволяет сварщику обеспечивать больший контроль над дугой, путем фокусирования дуги по ширине так, чтобы иметь возможность сварки в труднодоступных углах.
А также для сварки тонких материалов.
Баланс переменного тока, при использовании переменного тока разной полярности на поверхности алюминия происходит его раскисление, что приводит к разрушению и оплавлению пленки оксидов.
Обычно для таких целей на балансе оставляются высокие показатели для частотного напряжения и разности потенциалов.
Термитная сварка — это варочные работы, при которых используется порошковая смесь из алюминиевой или магниевой пудры и металлическая окалина.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу. Более подробно смотрите тут.
 Хотите узнать подробности – смотрите публикацию о термитной сварке.
Хотите узнать подробности – смотрите публикацию о термитной сварке.
MIG сварка алюминия полуавтоматом
Сварка алюминия полуавтоматом в аргоне аналогична проведению сварочных работ меди или чугуна, однако в данном методе присадочная проволока подается уже в среде аргона через сопло газовой горелки.
Это делает весь процесс более контактным и с большей возможностью к контролю в полуавтоматическом режиме.
Поскольку алюминий крайне мягкий металл, то проволоку подают не ровно по шву, а как можно шире для захвата свариваемых кромок между собой.
Заблуждение считать, что только сварка с раздельной подачей газа и проволоки позволяет качественно осуществлять работы, современное применение показывает, что большинство качественных результатов по сварке достигается именно сварочной горелкой совместно подачи.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Узнайте все о выпрямителях, прочитав статью о оснащении и принципе работы сварочных выпрямителей.
На сегодняшний день существует множество различных видов сварки, которые различают по механическим и термическим параметрам. Читайте детали о классификации видов сварки здесь.
Несколько правил при MIG сварке алюминия
Правила при MIG сварке алюминия:
- Выбор оборудования;
Практически все аппараты для проведения сварки алюминия должны обладать возможностью работы импульсным током.
Это связано с самой спецификой алюминия, который прекрасно поддается сварке высокочастотными токами и импульсами напряжения (точечно), в то время, как при сварке постоянной переменной тока произойдет прожог даже сравнительно толстых листов алюминия.
- Выбор сварочного газа;
Для производства работ по сварке алюминия аргоновой сваркой необходим только чистый инертный аргон, использование других газов таких, как углекислый полностью недопустимо.
- Выбор сварочной проволоки.
Так же является очень важным, так как вариант применения проволоки малого диаметра до 0,8 мм. является допустимым, но крайне сложным технологически.
Это приведет к длинному протягиванию относительно шва и его слабой структуре. используется проволока диаметром более 1 мм., так как это ведет к экономичному использованию проволоки и качеству швов.
Сварка алюминия аргоном – метод, который прекрасно зарекомендовал себя с течением десятков лет.Метод постоянно совершенствуется и ведет к постоянному повышению качества работ и соединений.
Читайте также:
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой? Холодная сварка линолеума — очень эффективный и […]
- Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
пошаговая инструкция для начинающих, видео
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса.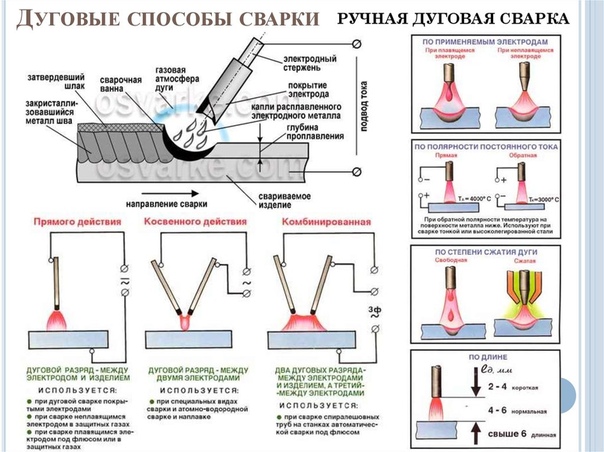 Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.

Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварка алюминия TIG для начинающих
Обучение сварке TIG алюминия
TIG-сварка алюминия не должна пугать. Приложив немного практики — и несколько основных передовых методов, которые помогут начинающим сварщикам, — вы сможете добиться желаемых результатов.
Выполните четыре приведенных ниже шага, чтобы попрактиковаться и усовершенствовать свои навыки сварки TIG алюминием.
Шаг 1: размещение стрелки и фонарика
Начинающие сварщики TIG часто непреднамеренно производят много брака, потому что они не практикуют базовое положение рук и контроль, прежде чем зажигать дугу на основном материале. Алюминий действует как большой радиатор и быстро отводит тепло от области сварки, что делает контроль образования лужи решающим фактором успеха.
Алюминий действует как большой радиатор и быстро отводит тепло от области сварки, что делает контроль образования лужи решающим фактором успеха.
Размещение руки и резака является ключом к контролю образования луж, поэтому важно сначала научиться правильно размещать резак и ручку. Пропуск этого шага часто приводит к потере хорошего алюминия.
- Удерживайте фонарик, уперев его основанием руки (от запястья до кончика или мизинца) вплотную к столу.
- Держите резак в устойчивом положении для движения вперед с небольшим наклоном назад от 5 до 15 градусов.
- Соблюдайте близкое расстояние от вольфрама до заготовки, обычно равное диаметру вольфрама примерно до 1/4 дюйма. Если вы отодвинете вольфрам слишком далеко от заготовки, дуга расширится слишком широко и приведет к перегреву заготовки, что приведет к потере контроля над лужей.
Шаг 2: Координатное перемещение и нанесение наполнителя
Затем вы должны поработать над движением руки и резака, не зажигая дуги. Практикуйтесь в перчатках, как при обычной сварке.
Практикуйтесь в перчатках, как при обычной сварке.
Слегка надавливайте на руку и крепко возьмитесь за сварочную горелку и проведите рукой по сварочному столу ровным, устойчивым движением. Если вы не двигаете рукой, а просто двигаете пальцами, вы станете сварщиком на 1 или 2 дюйма, и не так много приложений, где это может быть полезно. Эта практика помогает откалибровать движение руки / резака и расстояние от вольфрама до заготовки без образования отходов.
Осаждение присадочного металла происходит перед горелкой TIG при продвижении вперед.Горелка и присадочный стержень должны быть расположены под углом 90 градусов друг к другу. Всегда толкайте горелку — никогда не тяните ее — и всегда вводите присадочный металл на передний край лужи. Одна рука скользит плавно и устойчиво, а другая касается присадочного металла. Практикуйте это, не зажигая дуги.
У большинства новичков сначала возникают проблемы с тем, чтобы заставить руки работать независимо, и они часто заканчивают тем, что двигают обеими руками одновременно. Когда они пытаются нанести присадочный металл, вольфрам тоже погружается, что обычно приводит к прикосновению присадочного металла к вольфраму и его загрязнению.
Практика поможет вам добраться до того места, где каждая рука выполняет свою задачу независимо. Когда вы освоите эти движения, вы готовы зажигать дугу.
Шаг 3: Практика борьбы с лужами
Используя ранее обсуждавшиеся советы по правильному размещению руки и горелки — и без добавления присадочного металла — установите лужу и проведите ею по заготовке.
Поскольку алюминий является радиатором, он быстро нагревается. Как и при спуске с горы, он набирает скорость по мере того, как становится жарче.Это делает важным следить за лужей по мере вашего движения, чтобы ширина лужи оставалась постоянной. Если лужа становится слишком горячей, отпустите педаль, чтобы сохранить постоянную ширину.
Когда вы добираетесь до края заготовки, где меньше алюминия для поглощения тепла, основной материал быстро нагревается, и лужа смывается намного быстрее. Важно ослабить педаль, чтобы сохранить контроль над лужами. Однако, если вы недостаточно нагреете лужу, лужа исчезнет, дуга станет неустойчивой, и вам останется только протравить алюминий.
Важно ослабить педаль, чтобы сохранить контроль над лужами. Однако, если вы недостаточно нагреете лужу, лужа исчезнет, дуга станет неустойчивой, и вам останется только протравить алюминий.
Следующая последовательность фотографий показывает, как скорость и тепло влияют на лужу:
Рис. 1: Правильная ширина лужи, соблюдение скорости и расстояния между вольфрамом и заготовкой.
Ф иг. 2: Слишком быстрое перемещение горелки по заготовке приводит к потере контроля над лужей. Снизьте скорость, сохраняя тепловложение.
Рис. 3: Слишком сильное замедление скорости горелки и добавление слишком большого количества тепла в лужу вызывает проблемы, связанные с избыточным подводом тепла, как это видно на сварном шве.
Рис. 4: Даже при правильной скорости добавление слишком большого количества тепла к луже приводит к потере контроля над лужей, как показано здесь. Найдите баланс между скоростью и тепловложением.
Рис. 5: Правильная скорость резака, но недостаточное количество тепла, подводимого к заготовке, приводит к исчезновению лужи.
Постройте такую лужу без присадочного металла несколько раз, чтобы попрактиковаться в поддержании скорости, расстояния и ширины лужи.Поскольку кусок так быстро нагревается, отложите его и возьмите еще один, прежде чем продолжить. Чем горячее становится кусок, тем больше выходит из-под контроля лужа, что затрудняет обучение.
Шаг 4. Поместите присадочный металл в лужу
Принимая во внимание детали, описанные в шаге 2 выше относительно осаждения присадочного металла, вы готовы ввести присадочный металл в лужу.
Ключ к добавлению присадочного металла в лужу — постоянство. Начните вводить присадочный металл с легкого движения.Нет необходимости в чрезмерных движениях горелки, так как при нанесении присадочного металла создается профиль валика.
Создайте лужу и добавьте присадочный металл к краю лужи. Когда вы устанавливаете движение, вы также можете установить свой ритм. Пока вы поддерживаете постоянный ритм в сочетании с постоянным движением горелки и контролем образования лужи, вы в кратчайшие сроки уложите надлежащий сварной шов на алюминий.
Когда вы устанавливаете движение, вы также можете установить свой ритм. Пока вы поддерживаете постоянный ритм в сочетании с постоянным движением горелки и контролем образования лужи, вы в кратчайшие сроки уложите надлежащий сварной шов на алюминий.
Если вы будете делать это медленно и потратить время на практику, это поможет вам сократить количество алюминиевого лома и развить свои навыки по мере того, как вы научитесь сваривать алюминий TIG.
Как сваривать алюминий: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимым раскрытием информации о доходах, посетите сайт www.uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте от 18 до 35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся программы повышения квалификации, оплачиваемые производителем
UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о
долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
2 Проводятся программы повышения квалификации, оплачиваемые производителем
UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации о
долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как: помощник по запчастям, сервисный писатель, производитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых
Вакансии, по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом
и чистые замены.
Вакансии включают вакансии в связи с ростом
и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные курсы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог
инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023)
составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября)
2020). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует
данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и пайщиков в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и
контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов.
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов. 77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е
и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре
14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов
(
Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине
информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение,
25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г.
14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата для механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г.,
просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара. 04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
04. Бюро статистики труда.
не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май
2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Ориентировочная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г. , просмотр за 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
, просмотр за 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для
Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 доллара и 10,69 доллара.
соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования,
инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетса.
составляет от 31 280 до 43 390 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно.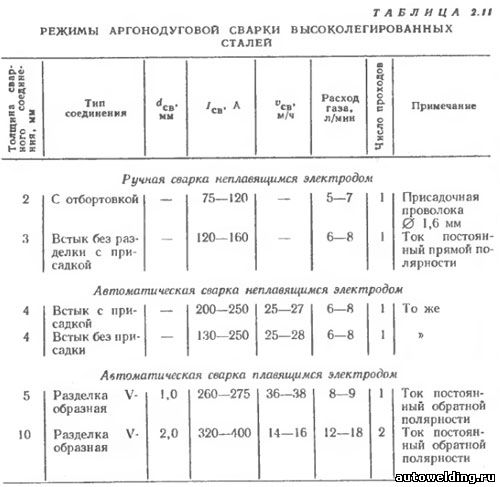 (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г., Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г., Механика моторных лодок и
Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика.
слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве
штата Массачусетс составляет 36 740 долларов (данные за май 2018 г.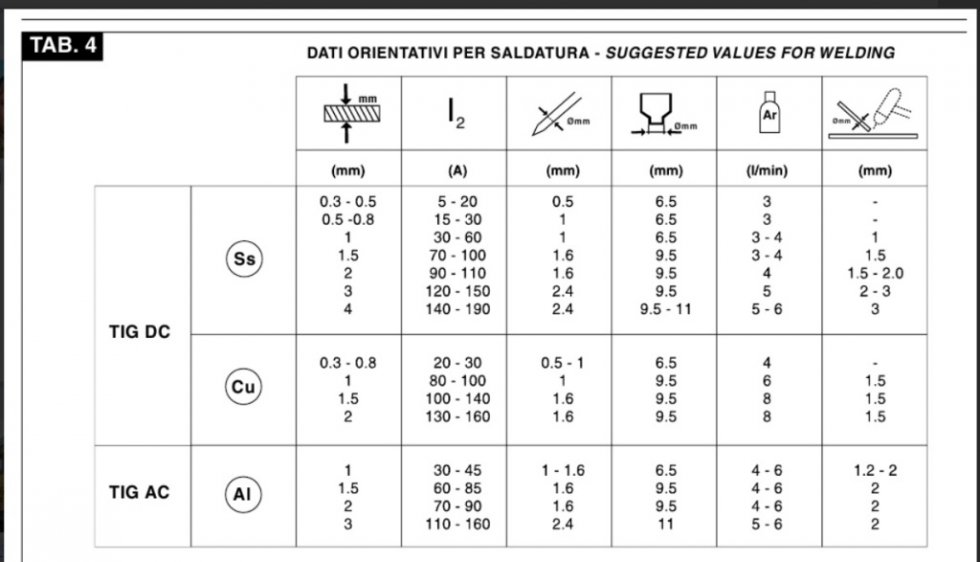 , данные за май 2018 г., данные за 10 сентября
2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
, данные за май 2018 г., данные за 10 сентября
2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г.
Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
40) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых
вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых вакансий по классификации должностей: Автомеханики и механики, 61 700. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий, по классификации должностей: Сварщики, резаки, паяльщики и паяльщики, 43 400 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость — факторы, определяющие выбор процесса. У каждого процесса есть определенные преимущества и ограничения.
У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC).При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Алюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс. Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится, когда основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как расплавляется прилегающая область.
Наполнитель расплавленного алюминия
Правильное добавление алюминиевого наполнителя в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей, а также поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были приклеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Обычные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается в сварном шве и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Алюминиевый сплав, нумерация
Разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серии . Это глинозем с чистотой 99% или выше, которые используются в основном в электрической и химической промышленности.
- 2ХХХ серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.Эти сплавы используются в авиастроении.
- 3ХХХ серии . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в достаточных количествах, чтобы существенно снизить температуру плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
- 5XXX серии . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6ХХХ серии . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серии . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварить, припаять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскребите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или большое количество флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя чистить каустической содой или чистящими средствами с pH выше 10, так как они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие на покрытых алюминиевых электродах также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из области сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время нарастания не очень быстрое, но сварные швы должны выполняться после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий требует больше тепла, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых участков часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют это требование.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов будет очень быстро затвердевать, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку вольфрамовой дугой и дуговой сваркой металлическим электродом во всех положениях.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородноацетиленовым процессом.
Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений, которые необходимо выполнить.
Подготовка кромки пластины
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции сварных соединений для стальных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевых листов меньшей толщины предпочтительнее использовать меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий шарик и более широкий рисунок проникновения под шариком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Картина проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 приведены технологические схемы сварки алюминия дуговой газовой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используемый метод — это зажигание дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое доведение дуги до начальной точки сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
После создания дуги сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов по отношению к работе.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезным при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте вкладыши нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Продеть алюминиевую проволоку очень малого диаметра через длинные кабельные сборки пистолета сложнее, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты, которые содержат линейный двигатель подачи.
Требуются пистолеты с водяным охлаждением, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучший запуск и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия методом MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Двухслойный второй слой> осциллирующийГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очистки. В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Следует строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо исправить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом в среде газа. Новое оборудование обеспечивает программирование, предварительную и продувку защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, так как катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокую скорость. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.
- В качестве защитных газов для сварки алюминия используются аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией соединения Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе обеспечивает очистку от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
При ручной сварке алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. На пусковом блоке зажигается начальная дуга для нагрева электрода.
Затем дуга прерывается и снова зажигается в суставе. Этот метод снижает склонность к появлению включений вольфрама в начале сварки. Дуга сохраняется в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и последующей потери контроля проплавления и контура сварного шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги при добавлении в кратер присадочного металла.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть вырезаны или заострены конусом перед сваркой.
Расчет сварных швов
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Крайние и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Прямая полярность постоянного тока
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов полезен для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку склонность к нагреванию электрода меньше, можно использовать электроды меньшего размера для заданного сварочного тока. Это будет способствовать сохранению узкого сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне, которая, следовательно, становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера. Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Сварка на переменном токе прямоугольной формы (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Металло-дуговая сварка в защитных оболочках
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов такое же, как и у обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он позволяет получать сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные с помощью кислородно-ацетиленовой или кислородно-водородной сварки. Сварка в среде защитного угля осуществляется как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненный тем же способом, что и при ручной дуговой сварке других материалов. Подготовка стыков аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавлен очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может выполняться с помощью обычного оборудования для дуговой сварки шпилек, с использованием либо конденсаторного разряда, либо разрядки конденсатора с вытяжкой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек был добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время цикла сварки.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора с натянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторного разряда небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в откачанной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся немного больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет проведения тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный пучок способен к такому интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается вдоль стыка, расплавляется больше металла на продвигающейся стороне отверстия. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для краевых, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка Контактная сварка
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термически обрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые можно соединить методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и неустойчивое электрическое сопротивление.Для получения точечных или сварных швов максимальной прочности и однородности обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с неизменно высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно состоит из удаления жира, масла, грязи или идентификационной маркировки, а также уменьшения и улучшения консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать сдвиговые нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Пятна, оставленные аппаратом для сварки швов, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение. Регулируя синхронизацию, машина для шовной сварки может производить точечную сварку с равномерным интервалом, равную по качеству той, которая производится на обычной машине для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Соединения, полученные таким образом, выходят из строя за пределами области сварки при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполнялась с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может быть выполнена большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия Tig
Как выполнять сварку: руководство по сварке для начинающих
Если вы хотите научиться сваривать, то вы попали в нужное место! Я покажу вам все, что вам нужно знать, чтобы начать сварку с очень небольшими первоначальными затратами, даже если вы новичок!
Сварка — это процесс соединения двух металлов вместе путем их нагрева до горячих температур расплава и последующего манипулирования расплавленной сварочной лужей для создания сварного шва.
Но это только начало обучения сварке.
Сварка включает в себя многое, например очистку металла, подгонку, резку, измерение, проверку правильности сварочных процессов и многое другое.
Контроль сварочной ванны с жидкостью — вот где требуется много практики.
Тепло, необходимое для доведения мягкой стали до температуры плавления, составляет около 2700 ° F. В каждом процессе сварки металл нагревается до разной температуры.
Например, тепло, создаваемое наконечником кислородно-ацетиленовой горелки, составляет около 6300 ° F, что достаточно для плавления стали.
При дуговой сварке на кончике электрода нагревается примерно от 6000 до 10000 ° F.
Здесь я расскажу о различных сварочных процессах и расскажу, каковы преимущества и преимущества каждого процесса, какой из них лучше всего подходит для начинающих, которые хотят научиться сварке
Как сваривать в первые дни: Кузнечное дело
До того, как появились какие-либо процессы дуговой сварки или кислородно-ацетиленовые газы для нагрева металла, были кузнецы.
Кузнецы должны были нагреть металл в кузнице, и вместо того, чтобы довести металл до температуры жидкости и сварить его, они должны были сколотить сталь вместе.
Этот процесс позволяет сплавить металл вместе и называется кузнечной сваркой. До середины 1800-х годов большая часть сварочных работ выполнялась таким образом.
Несмотря на то, что этот процесс сварки является долгим и трудным, он по-прежнему остается таким же, как газовая сварка или дуговая сварка.
По сути, вы соединяете два металла вместе.
Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка была разработана и использовалась с середины до конца 1800-х годов. Этот процесс включает смешивание кислорода с ацетиленом, в результате чего возникает очень горячее пламя.
Для кислородно-ацетиленовой сварки используются газовые баллоны высокого давления, содержащие два газа — кислород и ацетилен. Газы можно смешивать и использовать для сварки с помощью регуляторов, шлангов, смесителя горелки и сварочных наконечников.
После включения газов и их зажигания их необходимо отрегулировать для обеспечения правильного пламени для правильной сварки. Вы должны направить пламя на сварное соединение и использовать присадочный стержень, чтобы облегчить сварной шов.
Возможно, я немного упростил это, потому что есть еще несколько шагов по сварке с использованием кислородно-ацетиленовой сварки.Во-первых, вам нужно выбрать сварочный наконечник, соответствующий толщине металла, с которым вы работаете.
Вы должны использовать больший наконечник для более толстого металла и меньший наконечник для более тонкого металла. Вы также должны отрегулировать давление регулятора, чтобы подавать нужное количество газов на сварочные наконечники.
Если у вас неправильно настроено давление, вы можете перегреть металл или не нагреть его настолько, чтобы начать сварку. Кислородно-ацетилен — это медленный процесс сварки, поскольку пламени требуется время, чтобы нагреть металл до температуры расплава.
При работе с низкоуглеродистой сталью толщиной более дюйма лучше вообще не использовать кислородно-ацетиленовый процесс, поскольку он занимает слишком много времени, а зона термического воздействия слишком велика.
Дуговая сварка по существу заменила кислородно-ацетиленовую сварку с момента ее появления. Дуговая сварка выполняется намного быстрее, эффективнее и обеспечивает более качественные сварные швы. Вы также можете сваривать более толстые металлы с помощью процесса дуговой сварки.
Кислородно-ацетиленовая пайка: соединение разнородных металлов
Пайка — это процесс соединения двух металлов вместе с помощью латунного присадочного прутка и часто разнородных металлов без фактического плавления основных металлов.
Большинство типов металлов можно паять. Например, вы можете паять медь, нержавеющую сталь, латунь, низкоуглеродистую сталь, чугун, бронзу, оцинкованную сталь и многое другое.
А с помощью пайки можно соединять разные металлы друг с другом. Вы можете соединить латунь и медь вместе, сталь с медью и т. Д.
Пайка — хороший процесс, поскольку для ее выполнения требуется гораздо меньше тепла, чем при сварке, что приводит к меньшему короблению металла. Вот почему пайка популярна в автомобильном листовом металле.
Для плавки стали требуется около 2700 ° F, но при пайке металл нагревается только до 1000 ° F.
Пайка обычно включает использование латунного присадочного стержня с флюсом для удаления поверхностных примесей и обеспечения хорошего сцепления двух металлов.
Многие думают, что, поскольку на самом деле вы не плавите два металла вместе, а, скорее, соединяете два куска металла с помощью латунного присадочного стержня, который прилегает к металлам, паяное соединение не такое прочное.
Однако во многих случаях во время испытаний на растяжение сталь ломается до того, как разорвется фактическое паяное соединение.
Дуговая сварка (также известная как палочка)
Дуговая сварка — это процесс соединения двух металлов вместе с использованием электрода в качестве присадочного прутка и электрической дуги для плавления металла.
Дуговая сварка, или, как ее еще называют, «сварка палкой», использует для сварки пруток, покрытый флюсом. Флюс — это химическое покрытие, которое используется при сварке для защиты сварочной ванны от атмосферных газов, таких как азот и кислород.
Если вы попытаетесь выполнить дуговую сварку без сварочного стержня, покрытого флюсом, ваши сварные швы получатся слабыми и полными пористости.
«Пористость» — это когда в сварном шве образуется много отверстий из-за отсутствия при сварке агента защиты от атмосферных воздействий, такого как флюс.
Сварочные электродыС помощью дуговой сварки можно сваривать множество различных металлов. Например, вы можете сваривать нержавеющую сталь, бронзу, алюминий, низкоуглеродистую сталь и чугун.
Вам просто нужно убедиться, что вы используете правильный стержневой электрод для того металла, который вы свариваете.Если вы свариваете сталь, вы будете использовать стальной электрод, и то же самое относится к каждому типу металла, который вы свариваете.
Процесс обучения дуговой сварке начинается с выбора правильного электрода. После того как электрод выбран, следующим шагом будет заземление заготовки.
Сварку нельзя начать, пока вы не заземлите заготовку зажимом заземления. Теперь вы можете включить станок, установить уровень производительности и зажечь дугу.
Как только дуга зажжется, вы увидите форму расплавленной лужи.Ваша задача — контролировать эту лужу и направлять ее туда, куда вы хотите.
Поскольку вы только что учитесь, при обучении сварке важно попрактиковаться в использовании большого количества сварных швов в плоском положении, прежде чем пытаться делать какие-либо сварные соединения.
Сварка MIG (сварка с подачей проволоки)
Сварка MIG означает «инертный газ металла». Это процесс дуговой сварки, в котором в качестве сварочного электрода используется проволока с постоянной подачей.
Он называется инертным газом для металла, потому что в нем используется инертный газ, такой как CO2 и аргон, для защиты сварочной ванны от атмосферных газов, таких как азот и кислород, которые могут ослабить сварной шов.
Проволочный электрод на катушке помещается внутри сварочного аппарата MIG. Он проходит через пистолет, который подает проволоку при нажатии на спусковой крючок.
СваркаMIG похожа на сварку штучной сваркой в том смысле, что перед началом сварки необходимо заземлить заготовку с помощью зажима заземления.
Процесс обучения переносу сварных швов происходит намного быстрее, чем сварка штучной сваркой, потому что у вас есть непрерывная подача проволоки, и вам не нужно менять отработанные электроды.
Метод сварки MIG получил широкое распространение в промышленности, когда производителям потребовался быстрый метод сварки.
СваркаMIG — это, безусловно, самый простой способ научиться сваривать благодаря своей простоте. Помимо подгонки и подготовки металла, вы действительно готовы приступить к сварке с помощью сварочного аппарата MIG прямо из коробки.
Сварка TIG (процесс Cadillac)
Сварка TIG (вольфрам в инертном газе) — это Кадиллак сварочных процессов. Вы можете производить самые красивые сварные швы, используя сварочный аппарат TIG.
TIG — это чрезвычайно точный сварочный процесс. Вы можете сваривать вместе очень тонкие металлы, например, 2 банки кокса или 2 бритвенных лезвия, с помощью TIG.Вы можете успешно сваривать очень тонкие металлы с очень толстыми, потому что сварка TIG не нагревает большую площадь заготовки.
Для сваркиTIG используется горелка с твердым вольфрамовым электродом, защитным газом аргоном и присадочным стержнем, который погружается в сварочную ванну.
TIG очень похож на кислородно-ацетиленовую сварку, поскольку в обоих случаях используется присадочный пруток, который погружается в сварочную ванну. Однако с помощью TIG вы можете сваривать сталь, нержавеющую сталь, алюминий, титан, магний и многое другое.
TIG использует ножную педаль для управления нагревом горелки.Вы продвигаетесь вперед, чтобы получить больше тепла, и толкаетесь назад, чтобы уменьшить тепло. В процессе сварки TIG в горелке выделяется много тепла, и поэтому производители делают сварочные аппараты TIG со встроенной системой водяного охлаждения.
TIG — это продвинутый процесс сварки, позволяющий узнать, как сваривать, от которого вы, вероятно, не захотите отказаться, пока не освоите процессы MIG и дуговой сварки.
Что такое сварка TIG (пошаговое руководство)
Последнее обновление 7 января 2021 г., Гэри Харгрейв.
СваркаTIG уникальна тем, что в ней используется неплавящийся вольфрамовый электрод для подачи тока, необходимого для выполнения сварочной задачи.Этот процесс также известен как газовая дуговая сварка вольфрамовым электродом (GTAW). Однако использование присадочного металла необязательно, это зависит от того, является ли сварка самогенной или нет. Кроме того, защитный газ также используется при сварке TIG для защиты всего процесса от атмосферного загрязнения.
Сейчас в основном используется сварка TIG из-за ее простоты и простоты применения. Хотя этот процесс немного медленнее, чем при других процессах, таких как сварка MIG и дуговая сварка защищенным металлом, он позволяет сварщику иметь больший контроль и гибкость во всем процессе сварки, что приводит к прочному и устойчивому сплавлению этой области.
Газовая вольфрамовая дуговая сварка (источник изображения — https://en.wikipedia.org/wiki/Gas_tungsten_arc_welding#/media/File:GTAW.svg)Давайте узнаем подробнее о том, что такое сварка TIG и каковы наиболее важные области, в которых TIG в основном используется сварка.
Дополнительная информация — разница между сваркой MIG и TIG
Темы, затронутые в этой статье
Для чего используется сварка TIG?
TIG-сварка предлагает широкий спектр легко свариваемых материалов.Однако материалы, которые обычно являются тонкими по своей природе, в основном используют сварку TIG для выполнения задачи объединения. По этой причине в авиакосмической и велосипедной промышленности в основном используется сварка TIG для производства своей продукции. С другой стороны, материалы из магния и алюминия, для которых большинство видов работ по техническому обслуживанию и ремонту, таких как трубопроводы, также выполняются с помощью сварки TIG.
Кроме того, его способность предотвращать коррозию металла в течение длительного периода времени делает его идеальным выбором для такого рода работ.Теперь давайте перейдем ко всем подробным шагам, с помощью которых вы сможете надлежащим образом и профессионально выполнять сварку TIG с учетом некоторых предостерегающих факторов.
Подробные инструкции и меры предосторожности при сварке TIG
Выбор и подготовка электрода
Если вы планируете сваривать алюминиевые материалы, вам обязательно стоит выбрать вольфрамовый электрод. Кроме того, существуют и другие типы вольфрамовых электродов, в том числе торированный электрод, который в основном радиоактивен.Теперь подготовка электрода означает, что кончик имеет круглую форму, иначе вам придется отшлифовать его перед использованием.
Мы рекомендуем использовать шаровидный наконечник и заостренный наконечник для сварки на переменном и постоянном токе соответственно. Вы должны убедиться, что вольфрамовый электрод не касается детали, иначе он может издавать необычный звук, указывающий на загрязнение электрода.
Наконец, вы должны как можно чаще практиковаться в подаче, изменяя температуру и тип электрода, чтобы стать эффективным сварщиком TIG.
Подготовка защитного газа
При сваркеTIG в основном используются аргон и диоксид углерода для сварки материалов из алюминия и стали соответственно. Однако в случае сварки стали можно использовать как углекислый газ, так и аргон взаимозаменяемо. Этот газ помогает предохранить сварочные работы от любых металлических загрязнений. Следует помнить, что нельзя использовать один и тот же газ для сварки MIG и TIG.
Подготовка сварочного металла и пространства
Теперь необходимо подготовить металл шва, если вы хотите получить чистую отделку после сварки.Вы можете просто использовать щетку из проволоки для очистки поверхности металла. В качестве альтернативы, щетка из алюминия или нержавеющей стали также может быть идеальным выбором для выполнения этой задачи (используйте щетку, изготовленную из аналогичного материала, такого как металл шва, для предотвращения загрязнения).
С другой стороны, зажим помогает сохранить положение металла шва на протяжении всего шва. Вы также можете распылить средство от брызг, которое убережет сварку от утечки, сохранив при этом поверхность ровной.
Меры безопасности
Одна из важнейших вещей, которые следует учитывать при сварке в любом процессе, — это обеспечить надлежащую безопасную подготовку перед выполнением сварочного задания. Сварка TIG не выходит из этого состояния. Необходимы достаточные меры безопасности, чтобы предотвратить любые возможные несчастные случаи, такие как ожог кожи или повреждение глаз.
В этом случае вы можете использовать сварочные перчатки, темные шлемы и туфли на носках, надев куртку или рубашку с длинными рукавами.Кроме того, очистив шлем перед сваркой, вы сможете более прозрачно наблюдать за процессом и использовать яркий свет для выполнения задачи.
Начало сварки
Одна вещь, которую следует учитывать при сварке TIG, — это убедиться, что электрод расположен немного дальше от металла шва. Другими словами, он не касается металла сварного шва, так как это может привести к тому, что расплавленный металл будет перепрыгивать через электрод.
Теперь приложите немного силы к педали и быстро нагрейте сварной металл.Это быстро приведет к образованию сварочной ванны на этом участке и заставит металл расплавиться, что идеально подходит для начала сварки.
Следует помнить, что не следует направлять слишком много тепла на металл шва, иначе он может погнуться или сморщиться после охлаждения. Поэтому не забудьте уменьшить заклинивание педали сразу после образования сварочной ванны. Кроме того, чередование сторон во время сварки предотвратит усадку мелких повреждений или слишком горячего металла и обеспечит гладкую и ровную сварку этой области.
Как только сварочная ванна сформирована, просто подайте стержень внутрь сварочной ванны, направляя электрод к ней. Этот процесс лучше всего подходит для сварки алюминиевых материалов. Кроме того, если сварочный металл еще не расплавился, просто нанесите еще немного заклинивания на сварочную лопатку, а если, наоборот, она горит, просто прекратите заедание.
Различные типы сварки TIG
Существует три основных положения, в которых выполняется сварка TIG. Они бывают угловой, стыковой и внахлест.Они очень распространены, и вы, возможно, уже знаете их позиции. Но для справки, угловая сварка является наиболее распространенной категорией сварки, при которой прямые углы обоих металлов сварного шва соединяются вместе. Стыковая сварка — это обычное соединение под углом 180 градусов, которое может быть как односторонним, так и двусторонним. Наконец, сварка внахлест соединяет два металла, в то время как первый однозначно стоит над другим.
Теперь, помимо этих трех типов, есть еще два типа сварки, которые зависят от факторов прочности и красоты свариваемых металлов.Они бывают косметические и силовые сварочные.
Упрочняющая сварка выполняется для долговечных материалов. Это означает те изделия, которые обычно имеют большой вес, например баллоны и баллоны с пропаном. В этом случае стержень непрерывно подается в сварочную ванну на протяжении всей сварки.
С другой стороны, косметическая сварка выполняется на хорошо видимых материалах, таких как велосипеды или автомобили. Просто нарисуйте грубую линию в сварочной ванне, устанавливая стержень.Это сохранит эстетический вид наплавленного металла.
Еще о чем следует подумать
Вы также можете использовать методы плавного пуска и плавного останова для предотвращения любого потенциального загрязнения. Плавный пуск означает нагрев металла при медленном увеличении силы тока, тогда как плавный останов — это медленное снижение температуры путем уменьшения настроек силы тока.
Заключительные слова
Спасибо, что прочитали весь пост. Наша цель состояла в том, чтобы предоставить вам всю подробную и важную информацию, с помощью которой вы сможете надлежащим образом выполнять сварку TIG, как это делает на практике профессиональный сварщик TIG.Но становление таковым будет зависеть от частоты и интервала вашей практики, которая даст вам интуитивную мудрость для профессионального выполнения любой сварочной задачи. Оставайтесь с нами. Мы ценим вашу поддержку.
Рекомендуемые статьи —
- Различные виды сварки и их применение
- Причины пористости и способы их предотвращения
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей.Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка щеткой может еще больше накапливать оксиды в заготовке.Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва.Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, размещение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам следует также предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия.Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма.Чем больше диаметр проволоки, тем легче она подается. Для сваривания тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерные трещины вызывают большинство отказов. Растрескивание является результатом высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговой распылением или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга забирает крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток более 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки. Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением.Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку вне положения и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубильного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки.Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельную подкладку горелки для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца лайнера, чтобы устранить зазоры между лайнером и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше, чем диаметр используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Как правило, если сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Как сваривать сталь и алюминий TIG
Сварка TIG (вольфрамовый инертный газ), помимо сварки MIG, является одним из наиболее часто используемых методов сварки! Но когда уместно использовать этот метод?
На самом деле, сварка TIG имеет преимущество перед другими методами, так как позволяет сваривать более широкий спектр металлов. Это чистый метод, который обеспечивает красивую отделку, не создавая грязных брызг, которые создают большинство методов. Если сварщик стремится к внешнему виду, то следует выбрать именно этот метод.
Но как успешно использовать этот способ сварки?
Я займусь этой проблемой и объясню все, что нужно знать о сварке TIG, в следующих строках…
Что такое сварка TIG О
Сварка TIG, также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс, который включает использование электрической дуги в сочетании с электродом TIG. Сам электрод сделан из вольфрама, что означает, что он не растворяется при сварке. Старожилы называли этот метод гелиарной сваркой, потому что они использовали гелий в качестве защитного газа.
Сам процесс включает неплавящийся вольфрамовый электрод , который проводит ток к сварочной дуге. И сварочная ванна, и вольфрам защищены инертным газом (обычно чистым газом аргоном). Этот тип процесса сравним с кислородно-ацетиленовой сваркой, потому что оба они используют присадочный материал для армирования.
Сварка TIG — это процесс, при котором сварщик должен использовать обе руки. Одна рука держит горелку TIG, а другая добавляет присадочный стержень к сварному шву.Это делает сварку TIG самым сложным процессом для изучения. Но после его изучения он становится самым полезным процессом, который только можно освоить, благодаря его универсальности.
Типы материалов, которые можно сваривать, включают сталь, нержавеющую сталь, алюминий, никелевые сплавы, хромовые сплавы, медь, латунь. магний, бронза и даже золото.
Процесс медленный, но при правильном выполнении обеспечивает самый красивый с эстетической точки зрения сварной шов, к тому же высококачественный.
Как работает сварка TIG?
Диаграмма показывает, как работает процесс сварки TIG.Вообще говоря, сварка TIG — это процесс сплавления металла с металлом. Для этого требуются три вещи — тепло, защитный газ и присадочный металл.
Тепло создается за счет прохождения электричества через вольфрамовый стержень. Экранирование добавляется через сжатый баллон, который обеспечивает поток газа в зону сварки. Присадочный металл представляет собой простую проволоку, которую сварщик подает и опускает вручную, а затем плавит в дуге.
В одной руке сварщик TIG держит горелку TIG, нацеленную на область, где нужно начать сварку.Другая рука предназначена для металлического присадочного стержня. Наконец, наша нога зависает над педалью, с которой вы все запускаете. При нажатии на педаль электрический ток выйдет из горелки и создаст чрезвычайно высокую температуру. При этом присадочная проволока подается в сварочную ванну и расплавляется. В то же время машины подают инертный газ с целью создания барьерного пузыря, который, в свою очередь, удерживает все примеси, вступающие в контакт с расплавленными металлами. Держать все в чистоте.
Однако есть несколько частей сварочного оборудования, с которыми сварщик TIG должен быть знаком. К заготовке крепится рабочий кабель или заземляющий кабель с зажимом. Сварочный кабель на конце поставляется с горелкой для сварки TIG. Рядом с кабелем есть небольшая линия, по которой подается аргон. Наконец, также необходимы газовый баллон и регулятор.
Горелка для сварки TIG
Горелка для сварки TIG (1) состоит из нескольких частей! Электрод представляет собой небольшой вольфрамовый стержень, который обычно бывает нескольких размеров.Главное отличие в том, что электрод не горит, как присадочный стержень. Вместо этого вы можете заточить вольфрам до острия или шара. Все зависит от того, над чем вы работаете.
Есть медная цанга, удерживающая вольфрам, которая используется для регулировки длины, на которую он выступает из чашки. Чашка керамическая, при необходимости заменяемая. Также предлагается несколько диаметров выпускного отверстия для чашки.
Цанговый патрон имеет несколько поперечных отверстий, которые используются для подачи газа в чашку и окружают вольфрам.Предполагается исключить кислород, так как он может загрязнить сварной шов. На изображении показана горелка TIG в разобранном виде. Слева — цанга, посередине — горелка с вольфрамовым электродом в ней, а справа розовая керамическая чашка
Типы горелок TIG
Существует два типа обычно используемых горелок для сварки TIG — горелки TIG с воздушным и водяным охлаждением.
- Горелки для сварки TIG с воздушным охлаждением: Горелки этого типа очень практичны и не так дороги.Проблема в том, что он может слишком сильно нагреваться. Это может быть трудно удерживать, и много тепла уходит зря.
- Горелки для сварки TIG с водяным охлаждением: Горелки этих типов намного более эффективны, но, помимо водяного охлаждения, они требуют значительного обслуживания. Он требует водяного охлаждения, а внутри него находится радиатор, через который проходит вода.
Вольфрам
Вольфрам (2) — твердый, но также очень хрупкий металл. По сравнению с другими металлами, его применение очень ограничено, но нашло свое применение при сварке TIG.Вольфрам используется для изготовления неплавящегося электрода дуги для сварщиков TIG.
Благодаря уникальным свойствам вольфрама дуга способна поддерживать температуру 11 000 F (6000 C). Вольфрам имеет высокую температуру плавления и отличную проводимость. Хотя он очень прочный, он хрупкий, и его легко сломать метчиком.
Типы вольфрамовых электродов
Как видно из названия, вольфрам является основным ингредиентом электрода. Но есть и другие элементы, которые добавляются для создания различных эффектов.Наиболее часто добавляемые элементы — это церий, лантан и цирконий.
- Чистый вольфрам: Используется с переменным током переменного тока исключительно для сварки магния и алюминия. Он поставляется с зеленым наконечником AWS и классификационным кодом EWP.
- Цирконий Вольфрам: Хотя он имеет свойства, аналогичные чистому вольфраму, он все же сильно отличается. Обычная смесь варьируется от ¼% оксида циркония до 1/2% оксида циркония, а остальное — чистый вольфрам.Он также обычно используется с переменным током переменного тока для сварки алюминия и магния. Наконечник коричневого цвета и имеет классификацию AWS EWLa-1.
- Торированный вольфрам: Обычно используется с постоянным током и электродом отрицательной полярности (DCEN). Добавление оксида тория позволяет электроду пропускать больший ток и более низкие температуры, что облегчает зажигание дуги. Торированный вольфрам может сваривать большинство металлов, кроме магния и алюминия.Смеси 1% имеют желтый наконечник AWS и классификацию EWTh-1. 2% смеси имеют красный наконечник AWS по классификации EWTh-2.
Формовочные вольфрамовые электроды
Вольфрамовые стержни имеют квадратный конец, поэтому они должны иметь форму. Геометрия вольфрама влияет на форму дуги, длину дуги, долговечность острия электрода и проплавление. поэтому электроды обычно бывают заостренными, закругленными или коническими с шариковым концом.
Электроды с острым концомЗаостренные наконечники при сварке TIG обычно используются для сварки стали.Обычно используется отрицательный электрод постоянного тока (DCEN). Этот тип наконечника позволяет току течь от электрода к металлу и концентрировать температуру дуги на металле.
Заточка заостренного наконечника выполняется на шлифовальном круге или специальной точилке для вольфрамовых электродов. Но использование точильного круга имеет свои недостатки. Поскольку вольфрам является слегка радиоактивным, опасно вдыхать образующиеся частицы. Вольфрам следует шлифовать прямо на колесе, а не под углом 90 градусов.Это гарантирует, что следы шлифования проходят прямо по длине электрода. Это устраняет выступы, которые могут вызывать блуждание дуги и загрязнять сварочную ванну, плавясь в ней.
Электроды со скругленным концомОбычно электроды со скругленными концами при сварке TIG используются с электродами из чистого вольфрама и циркония. Их лучше использовать с процессами переменного тока на машинах GTAW с синусоидальной волной и обычной прямоугольной волной.
Чтобы создать шар на конце электрода, приложите силу тока DCEP, рекомендованную для данного диаметра электрода. Это вызовет образование шара на самом конце электрода. Применение слишком большого количества усилителей приведет к поджариванию вольфрама. Диаметр скругленного наконечника не должен превышать 1,5 диаметра электрода.
Наличие наконечника большего размера, чем необходимо, снижает стабильность дуги и может также выпасть. Это может привести к загрязнению сварочной ванны, и вы определенно этого не хотите.
Присадочный металл / проволока для сварки TIG
Когда дело доходит до сварки TIG, наиболее часто используемым присадочным прутком для основного металла алюминия является сплав 4043.Но для подбора цвета сварных швов и анодированных деталей гораздо больше подходит 5356.
Присадочный материал с медным покрытием является наиболее подходящим для сварки TIG. Как и при кислородно-ацетиленовой сварке, использование меди в качестве присадочного прутка во время процесса сварки поможет предотвратить ржавление материала.
Защитные газы для сварки TIG
Как и для любого другого процесса сварки, для сварки TIG необходим защитный газ, чтобы защитить сварочную ванну от примесей и потенциальных загрязнений.Наиболее часто используемые типы газов для сварки TIG — это аргон (Ar) и гелий (He).
Чистый аргон является наиболее часто используемым из двух и лучше всего подходит для газовой сварки алюминия и углеродистой стали. Но газ должен быть полностью инертным. Поэтому защитные газы, используемые для сварки TIG, или любые другие газы, содержащие CO2, не подходят. CO2 является активным газом и при смешивании с аргоном окисляется и, таким образом, повреждает вольфрам.
Скорость потока — Для сварки TIG требуется много газа для защиты, поэтому сварщику необходимо точно регулировать поток газа.Обычно достаточно расхода от 6 до 7 л / мин. Но при необходимости его можно увеличить, обычно при сварке на сквозняке.
Время продувки после сварки — Обработка после продувки важна для защиты как вольфрама, так и сварного шва во время охлаждения. Чем выше ток, тем больше времени потребуется вольфраму для охлаждения. Поэтому, чтобы убедиться, что вы все сделали правильно, сварщикам обычно требуется 1 секунда на каждые 10 ампер времени продувки, чтобы убедиться, что сварной шов и вольфрам остыли.
Как работает TIG Start?
Есть три обычно используемых метода зажигания дуги.К ним относятся запуск с нуля, запуск с подъемом и запуск с высокой частоты (3). Однако наиболее распространенным из них является высокочастотный запуск. ВЧ-пуск может быть выполнен с помощью ножной педали или кнопки на горелке TIG.
Старт с нуля
Метод запуска с нуля, вероятно, самый старый из существующих методов зажигания дуги. Это почти то же самое, что зажечь спичку. Это включает в себя проталкивание вольфрама по металлу, пока не загорится дуга.
Это определенно не очень красивый процесс , но он также не подходит для сварки TIG.Начало царапины приводит к отрыву небольших кусочков вольфрама. Тепло вольфрама почти мгновенно повышается при искре. Сварочная маска защитит вас, но она может привести к загрязнению сварочной ванны, а мы этого не хотим.
Начало подъема
Запуск подъема часто путают с запуском с нуля. Но эти два метода полностью отличаются друг от друга. Подъемный пуск — это гораздо более чистый метод сварки TIG, даже если он также включает контакт с металлом.
Вольфрам должен слегка коснуться металла с последующим очень быстрым подъемом, чтобы вызвать дугу. В этот момент OCV сварочного аппарата возвращается к очень низкому выходному напряжению, когда аппарат обнаруживает, что он вошел в контакт с заготовкой. Когда вы его оттянете, устройство сразу же переключится на более высокое выходное напряжение, когда оно покинет поверхность.
Однако проблема этого метода в том, что все еще не является 100% чистым . Несмотря на то, что касание непродолжительное, все же есть вероятность загрязнения сварного шва.Тем не менее, он намного лучше метода старта с нуля и подходит для сварки стали и нержавеющей стали. Но его нельзя использовать для сварки алюминия из-за реакции вольфрама и алюминия по отношению друг к другу.
Высокочастотный пуск
Метод высокочастотного пуска является наиболее чистым и предпочтительным для сварки TIG. Пуск достигается за счет высокочастотной дуги, способной ионизировать воздух. Таким образом, нет необходимости в контакте между кончиком вольфрама и заготовкой.
Хотя это бесконтактный метод, загрязнение все же возможно. Это может произойти, если вольфрамовый наконечник слишком острый или если сила тока будет слишком большой при зажигании дуги.
Высокочастотный пуск — единственный выбор при сварке алюминия, а также подходящий вариант для сварки переменным или постоянным током.
Дистанционный запуск с помощью педали может быть немного сложным, но, как правило, работает как педаль газа в вашем автомобиле. Педаль с ножным управлением регулирует как высокочастотный пуск, так и силу тока.Так что чем больше вы толкаете, тем больше мощности вы получите. Лучше всего использовать его сидя, так как сварщикам будет сложно использовать его стоя.
Видео ниже демонстрирует, как это работает.
Самая лучшая особенность дистанционного запуска ножной педали горелки TIG заключается в том, что она позволяет полностью контролировать нагрев. Аппараты TIG оснащены ножным регулятором силы тока. Сварщики могут предварительно установить максимальную силу тока и использовать педаль для ее уменьшения или увеличения, но никогда не превышают максимальную настройку.Это более чем полезно при сварке легированной стали.
Лучшее в выносной ножной педали — это то, что она позволяет сварщикам медленно запускать нагрев, а также осторожно возвращать его обратно. Резкое выполнение этой операции может вызвать термический удар, к которому чувствительны многие легированные стали. Это может привести к получению хрупкого сварного шва и ухудшению качества работы.
Типы и полярность сварочного напряжения TIG
При сваркеTIG используются те же типы напряжения, что и при сварке стержнем — постоянный и переменный ток.DC (постоянный ток) — это тип тока, от которого работают автомобильные аккумуляторы, который течет в одном направлении, от отрицательного к положительному. Переменный ток (переменный ток) — тот же, что и в наших домах, и он много раз меняет направление.
Что касается сварки TIG, то используются два типа полярности постоянного тока:
- Электрод постоянного тока (-) Отрицательный : Отрицательная сторона цепи находится в сварочной рукоятке, и электричество течет от горелки TIG к заготовке.
- Электрод постоянного тока (+) Положительный : Сварочная рукоятка положительна, а электричество, протекающее от сварочного металла к горелке TIG, положительное.
Различие в полярности напрямую связано с тем, сколько тепла подводится к электроду.
- Отрицательный электрод постоянного тока (-) создает 2/3 тепла на металл. Это приводит к более глубокому проплавлению сварного шва. Это помогает предотвратить перегрев вольфрама.
- Положительный электрод постоянного тока (+) создает 2/3 тепла на электроде. В результате получается более неглубокий сварной шов, более подходящий для обработки листового металла. В то же время он обеспечивает очищающее действие.
Важные настройки аппарата TIG
Есть несколько настроек, которые сварщик TIG должен учитывать при настройке своего оборудования. Он по-прежнему будет отличаться от машины к машине, но есть еще некоторые общие моменты, о которых следует помнить.
Частота переменного тока
Этот параметр позволяет выполнять сварку с более высокой частотой. Это означает, что это помогает сфокусировать сварочную дугу TIG. Он точно определяет температуру и обеспечивает большую точность.
Весы A / C
Регулировка баланса очень важна при сварке алюминия.Сварщики должны соблюдать баланс между степенью очистки и проплавлением алюминия. Чем больше у вас баланса, тем большего проникновения вы сможете достичь. Для этого типа сварки настройки обычно варьируются от 70% до 80%.
Время подачи до и после подачи
Предварительная подача — это время, в течение которого газ выходит из резака до возникновения дуги. Не следует выходить за пределы 0,5 или ½ секунды. Постпоток — это время, в течение которого газ выходит из резака после прекращения дуги.
Как выполнять сварку TIG
Перед тем, как приступить к работе и приступить к сварочным работам, сварщик должен как следует подготовиться. Это означает, что необходимо убедиться, что металлический стык готов, а рабочая зона устроена правильно. Также необходимо учитывать приготовления, связанные с дуговой сваркой различных типов металлов.
Но прежде чем приступить к какой-либо работе, убедитесь, что на вас надета защитная экипировка. Защитное снаряжение включает сварочный шлем, комбинезон, кожаные перчатки и обувь.
Подготовка металлических стыков и сварочный стол
Подготовка швов — важный аспект сварки TIG. Соединение должно быть полностью чистым, и перед началом работы сварщик должен убедиться в отсутствии ржавчины, краски, масла или окисления. Стык необходимо очистить шлифовальной машиной или, в случае алюминия, химическим очистителем.
Что касается сварочного стола, то для прохождения электричества через металл требуется немного металла.Сварочный стол — лучший выбор, но подойдет и большой кусок листового металла.
Кроме того, необходимо обязательно прикрепить заземляющий кабель зажимом к заготовке, которую вы планируете сваривать. Также рекомендуется покрыть сварочный стол антибрызгивающим средством, чтобы не допустить прилипания протекающего металла к столу.
На изображении показано, сколько металла необходимо очистить. Металл должен быть чистым, насколько это возможно. Для сварки TIG это чрезвычайно важно.
Сварка нержавеющей стали и стали TIG
Стальдля сварки TIG и нержавеющая сталь аналогичны.Вам по-прежнему нужен один и тот же вольфрамовый электрод и поток газа аргона для обоих типов металлов. Но главное отличие состоит в том, что при сварке нержавеющей стали вам необходимо большое газовое покрытие и это должно увеличить поток газа.
В определенных ситуациях может потребоваться полностью погрузить сварной шов в газообразный аргон. Кроме того, если вы работаете с открытым корневым швом, вам потребуется продуть внутреннюю часть шва присадочным газом.
Сварка нержавеющей стали TIG может вызвать ее деформацию, если приложить слишком много тепла.Но частая фиксация зоны сварного шва позволяет избежать деформации. Если вы все сделали правильно, сварной шов должен быть медного цвета. Но если он серый или темнее, это означает, что вы приложили много тепла или двигались медленно.
Мы сделали полную статью о сварке нержавеющей стали и ее сплавов, и если вы хотите в этом убедиться, она находится здесь.
Алюминий для сварки TIG
Сварка TIG обычно ассоциируется со сваркой алюминия. Но при этом не каждый сварщик TIG может правильно сваривать алюминий.Особенно если речь идет о тонком алюминии.
Самое важное, что нужно настроить при сварке алюминия TIG, — это вольфрамовый электрод. Чтобы сварить его, вам понадобится чистый вольфрам или циркониевый вольфрам. Вольфрам с 2% -ным содержанием лантана, вероятно, является лучшим выбором, поскольку он может выдерживать более высокие токи. У вольфрама также должна быть шаровидная головка для правильного распределения тепла.
Текущий тип сварки алюминия всегда должен быть сваркой на переменном токе
. D / C TIG сварка алюминия возможна с настройкой DCEN и чистым гелием.Однако для этого требуются глубокие знания, а сварщики обычно этого не делают. Чтобы это работало, алюминий должен быть невероятно прозрачным. Кроме того, это происходит при сварке очень толстого алюминия.
Наконец, важна очистка области, которую вы собираетесь сваривать. Если вы хотите добиться высочайшего качества сварного шва алюминия, вам нужно убедиться, что все в первозданном виде, прежде чем начинать работу. Вы можете очистить оксидный слой проволочной щеткой из нержавеющей стали или твердосплавным резаком.
Отрегулируйте контроль баланса
Регулировка правильной балансировки — еще один ключевой элемент для правильной сварки алюминия. При сварке с полярностью переменного тока электрод имеет цикл отрицательного электрода (EN) и часть цикла положительного электрода (EP). EN — сторона сварки, в то время как EP необходим для очистки и удаления оксидов.
Используя современные сварочные аппараты, функция управления балансом позволяет регулировать их во время работы в зависимости от сварочной ванны.
Почему алюминий так сложно сваривать?
Есть определенные свойства алюминия, которые делают его чрезвычайно трудным для сварки TIG.
Во-первых, алюминий имеет точку плавления 1200 F (640 C) и не меняет цвет до того, как начнет плавиться, как другие металлы. Температура плавления оксидной пленки, образующейся на поверхности, составляет 3200 F (1700 C). Кроме того, алюминий кипит при более низкой температуре (2880 F или 1580 C), чем плавится оксид. Оксид также тяжелее расплавленного алюминия и может тонуть и застревать в нем.Вы можете увидеть, насколько важна подготовка и почему нужно правильно удалять оксидную пленку.
Вы можете понять, почему сварщик TIG может иметь так много проблем при работе с алюминием.
Часто задаваемые вопросы [FAQ]
Несмотря на то, что сварка TIG считается одним из самых сложных сварочных процессов, ее все же можно освоить с достаточной практикой. Кто-то скажет, что это намного проще, чем сварка MIG и сварка электродом, но все зависит от человека.В общем, при достаточной самоотдаче и работе один легко поймет, как это сделать.
Можете ли вы научиться сварке TIG?
Сварка TIG — это очень чистый и универсальный сварочный процесс. В отличие, например, от сварки MIG, для этого необходимо уметь понимать различные концепции, прежде чем начать. Таким образом, если вы можете узнать об этом все, люди могут узнать это сами, приложив много усилий.
Можно ли что-нибудь сваривать TIG?
В основном да! Сварка TIG позволяет сваривать практически любой тип материала, больше типов, чем сварка MIG.Вы можете сваривать медь, титан, алюминий, сталь, нержавеющую сталь, магний и многие другие типы металлов.
Завершение
Вот и все! Это все, что вам нужно знать, чтобы стать успешным сварщиком TIG. Имейте в виду, этому не так просто научиться, как можно подумать, и чтобы овладеть этим ремеслом, нужны годы практики.
Но как только вам удастся понять все основные принципы, сварка TIG станет намного проще. Кроме того, он позволяет вам стать более универсальным сварщиком, позволяя выполнять сварку в различных условиях и с большим разнообразием материалов.