особенности, применение аргонодуговой сварки, использование биметаллических вставок
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Содержание
- 1 Особенности сварки алюминия со сталью
- 2 Сварка алюминия со сталью аргонодуговым способом
- 3 Техника выполнения сварных швов
- 4 Сварка через биметаллические вставки
- 5 Другие способы сварки алюминия со сталью
- 6 Диффузионная
- 7 Электронно-лучевая
- 8 Точечная контактная
- 9 Сварка взрывом
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
- у этих двух металлов большая разница в температурах: пока сталь только прогревается, алюминий уже становится жидким;
- коэффициент линейного расширения обоих металлов так же сильно различается, поскольку возникают значительные термонапряжения по линии перехода от стали к алюминию;
- разные теплопроводность и теплоёмкость металлов приводят к термическим напряжениям;
- в сварном шве может образоваться тугоплавкая окисная плёнка.
 Чтобы её устранить, рекомендуют использовать специальный флюс.
Чтобы её устранить, рекомендуют использовать специальный флюс.
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.

Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
Выбор тока:
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.

Величина сварочного тока должна зависеть от толщины свариваемого металла:
- до 3 мм: 110-130 А;
- 6-8 мм: 130-160 А;
- 9-10 мм: 180-250 А.
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.

Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
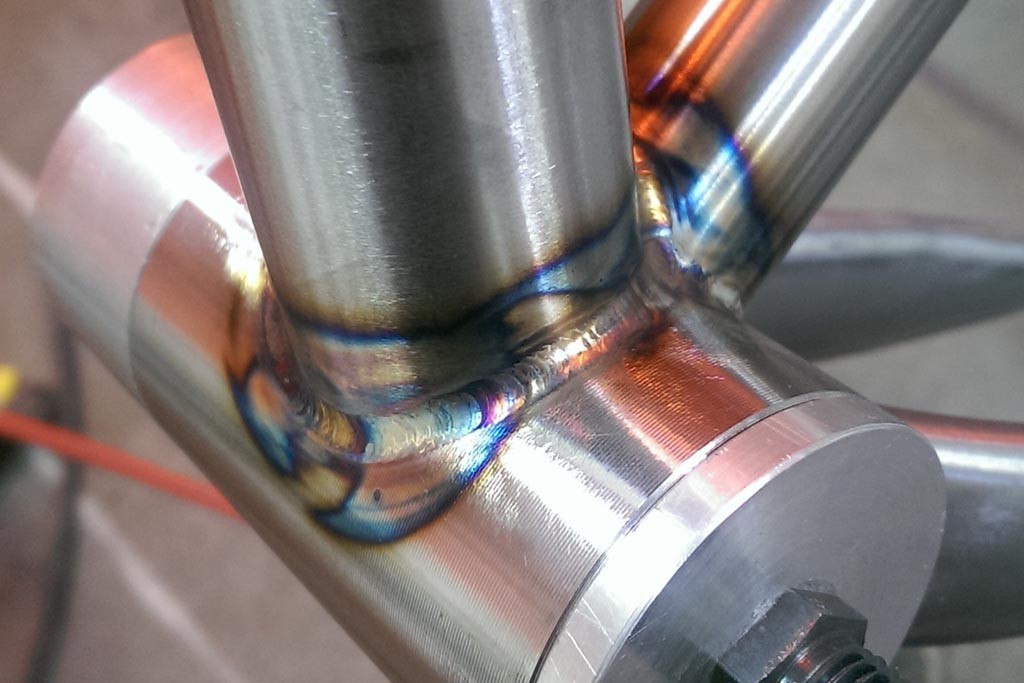
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
Как сваривать алюминий со сталью?
Алюминий можно легко соединить с большинством металлов с помощью механического крепления или клеевого соединения. Однако для сварки алюминия со сталью требуются другие методы, такие как дуговая и фрикционная сварка, которая дополнительно поясняется ниже.
Что вы узнаете:
Почему нужно сваривать алюминий со сталью?
Алюминий (и его сплавы) намного легче, чем стали, с плотностью около 2,70 г / см 3 по сравнению с диапазоном от 7,75 до 8,05 г / см 3 для сталей. Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Это означает, что сопоставимый объем стали примерно в три раза тяжелее алюминия.
Во многих отраслях промышленности сталь используется для различных структурных применений. Однако из-за плотности стали существует значительная потеря веса, связанная с ее использованием.
Новые природоохранные законы вынуждают транспортные отрасли соблюдать строгие ограничения на выбросы парниковых газов. Одним из способов снижения выбросов является, к примеру, снижение веса конструкции автомобиля. Замена различных стальных конструкций алюминиевыми сплавами в настоящее время имеет большое промышленное значение. Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо объединить эти два материала.
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как клеевое соединение, механическое крепление или пайка.
Но когда требуется превосходная структурная целостность, сварка предпочтительна. Однако приварка алюминиевых сплавов к стали затруднена.
Однако приварка алюминиевых сплавов к стали затруднена.
Почему алюминий трудно соединить со сталью?
Алюминиевые сплавы и сталь сильно различаются по металлургии и физическим свойствам, таким как теплопроводность и температура плавления. Как правило, температура плавления стали составляет около 1370 ° С, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660 ° С.
Помимо их широко различающихся температур плавления, каждый из этих металлов практически нерастворим в другом. В расплавленном состоянии они реагируют с образованием хрупких интерметаллических фаз. Понятно, что вышеуказанные проблемы могут представлять проблемы при сварке плавлением, такой как дуговая сварка стали и алюминия.
Получающиеся сварные соединения будут иметь неудовлетворительные свойства и из-за их хрупкой природы часто нежелательны для многих промышленных применений.
Как вы присоединяете алюминий к стали?
Хорошо известно, что применение процессов сварки плавлением для соединения стали с алюминием затруднено из-за различий в точках плавления, теплопроводности, коэффициентах расширения и тенденции к образованию хрупких интерметаллических соединений. Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительные интерметаллические осадки могут происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от временного и температурного предела взаимодействия взаимодействующих границ Fe и Al.
Поскольку растворимость Fe в Al очень низкая (около 0,04 мас.%), При температурах> 350 ° C, когда диффузия Fe в Al становится значительной, начинается осаждение интерметаллических соединений Fe-Al. Значительные интерметаллические осадки могут происходить значительно ниже точки плавления алюминия (660 ° C для чистого Al). Точная степень осаждения интерметаллидов определяется диффузией и зависит от временного и температурного предела взаимодействия взаимодействующих границ Fe и Al.
Использование лазеров для создания паяного соединения
Использование лазеров для создания паяного соединения между сталью и алюминием является логичным шагом, так как высокая интенсивность тепла в небольшой области, генерируемой лазером, означает, что стабильная среда для пайки может быть создана локально и быстро перемещена для создания соединения с минимальным временем для диффузии, чтобы управлять чрезмерным образованием интерметаллических соединений.
Фазовая диаграмма Fe-Al показывает диапазон твердых интерметаллических фаз, которые могут быть сформированы, а именно; Fe3Al (892HV), FeAl (470HV), FeAl2 (1060HV), Fe2Al5 (1013HV) и FeAl3 (892HV).
Эти фазы характеризуются чрезвычайно высокой твердостью, почти нулевой пластичностью и очень низкой вязкостью разрушения. Следовательно, если термически произведенное соединение между сталью и алюминием должно содержать некоторые или все эти фазы,
Толщина слоя интерметаллического соединения должна быть настолько малой, насколько это возможно, для достижения хороших механических характеристик в соединении. Проверить сварку тут можно с помощью рентгеновской пленка Agfa D7 от компании GE , на тонких деталях можно использовать рентгеновскую пленку Agfa D2.
Должны быть приняты определенные подходы к дуговой сварке стали и алюминия, чтобы избежать образования интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.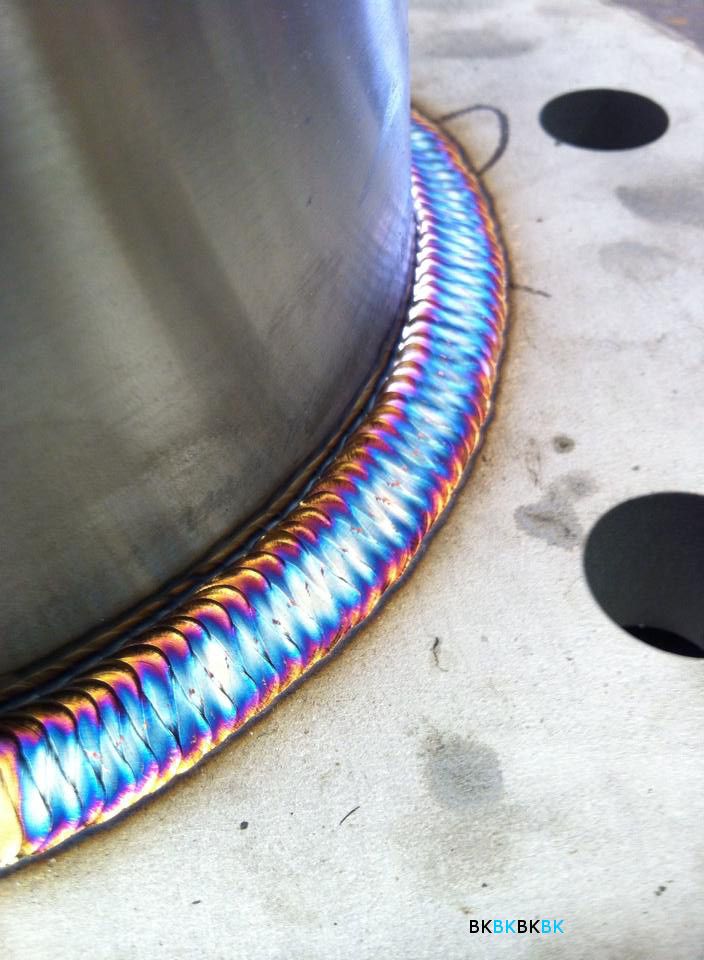 Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование). После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения.
Биметаллические переходные вставки
Биметаллические переходные вставки являются еще одним средством уменьшения интерметаллического образования при сварке плавлением./8ce4a8c4a69941b.s.siteapi.org/img/566ac863ebc9f740bc4ad34b28eb63796a3237a4.jpg) Вставки состоят из одной алюминиевой части и другой стальной детали, скрепленных между собой прокаткой, сваркой взрывом, сваркой трением, сваркой под давлением или сваркой горячим давлением. Биметаллическое переходное соединение затем индивидуально приваривается к алюминию и стали. Обычно объемный алюминий сначала приваривают к алюминиевой части переходной вставки, так как это создает больший радиатор, когда объемную сталь подвергают дуговой сварке со стальной половиной переходной вставки.
Вставки состоят из одной алюминиевой части и другой стальной детали, скрепленных между собой прокаткой, сваркой взрывом, сваркой трением, сваркой под давлением или сваркой горячим давлением. Биметаллическое переходное соединение затем индивидуально приваривается к алюминию и стали. Обычно объемный алюминий сначала приваривают к алюминиевой части переходной вставки, так как это создает больший радиатор, когда объемную сталь подвергают дуговой сварке со стальной половиной переходной вставки.
Основной целью при соединении этих материалов является поддержание максимально низкой температуры сварки и минимизация времени воздействия сварного шва на высокие температуры. Вот почему такие процессы, как сварка трением (в основном, ротационная сварка трением), используются для изготовления биметаллических переходных вставок между алюминиевыми сплавами и стальными объемными компонентами.
Ротационная сварка трением
Ротационная сварка трением — это процесс соединения в твердом состоянии, который работает путем вращения одной детали относительно другой, находясь под действием осевой силы сжатия. Трение между поверхностями производит тепло, в результате чего материал интерфейса пластифицируется. Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Трение между поверхностями производит тепло, в результате чего материал интерфейса пластифицируется. Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Кроме того, сварка алюминия, быстрым трением, предотвращая длительное время воздействия сварного шва на высокие температуры. Следовательно, сварка трением коммерчески используется для соединения ряда разнородных материалов, поскольку образование интерметаллических соединений значительно снижается.
Несмотря на преимущества сварки трением для уменьшения интерметаллического образования между алюминиевыми сплавами и сталями, все же следует позаботиться о выборе параметров.
Сварка нержавеющей стали с алюминиевым сплавом
Часто при сварке стали и нержавеющей стали с алюминиевым сплавом используется промежуточный слой из чистого алюминия, что резко снижает образование интерметаллидов. Интерметаллические соединения между сталью, сваренной трением, и алюминиевыми сплавами основаны на железо-алюминии, следовательно, можно ожидать, что хрупкие соединения также будут образовываться между сталью и чистым алюминием, но это не так. Чистый алюминий намного мягче, чем алюминиевый сплав.
Это означает, что температура, необходимая для протекания мягкого чистого алюминия и образования сварного шва, намного ниже, чем у алюминиевого сплава. Более низкие температуры помогают уменьшить образование хрупких соединений.
Сваривать алюминий со сталью
Из-за сложности изготовления прочных сварных швов между этими материалами во многих коммерческих применениях для соединения алюминиевых сплавов со сталью используются механические крепежные элементы. При использовании механических крепежей и в зависимости от применения необходимо соблюдать осторожность, чтобы предотвратить гальваническую коррозию.
Гальваническая коррозия преимущественно происходит на алюминиевом сплаве. Чтобы предотвратить это, требуется изоляция алюминиевого сплава от стали, что обычно происходит при использовании изолирующего покрытия или краски.
Сварка алюминия со сталью — Аргонодуговая сварка — TIG
#1 morgmail
Отправлено 15 August 2015 17:06
Тему про биметаллы закрыли, засуну сюда, сварил сталь+алюминий, припой (не присадка, припой) люминь-97%. цинк-2%.
Ток переменный, защита — аргон.
Сообщение отредактировал Миротворец: 19 August 2015 17:45
орфография
- Наверх
- Вставить ник
#2 Nos
Отправлено 15 August 2015 19:25
Тему про биметаллы закрыли, засуну сюда, сварил столь+алюминий, припой (не присадка, припой) люминь-97%.
Ток переменный, защита — аргон…
Впечатляет! Случайно не испытывали соединение на прочность, сколько % от прочности алюминиевого сплава выдерживает?
Сообщение отредактировал Nos: 15 August 2015 19:25
- Наверх
- Вставить ник
#3 psi
Отправлено 15 August 2015 19:50
morgmail, посмотрел. что то я не понял это типо вопрос?
- Наверх
- Вставить ник
#4 morgmail
Отправлено 15 August 2015 23:53
не испытывали соединение на прочность, сколько % от прочности алюминиевого сплава выдерживает?
Нет, это нужна лаборатория, а так попробую молотком отбить, где-то в металлоломе должна валятся.
- Наверх
- Вставить ник
#5 morgmail
Отправлено 15 August 2015 23:54
что то я не понял это типо вопрос?
- Наверх
- Вставить ник
#6 morgmail
Отправлено 17 August 2015 05:56
колько % от прочности алюминиевого сплава выдерживает?
Хех, дык ето, отвалилось всё от удара молотка. ..(
- Наверх
- Вставить ник
#7 Nos
Отправлено 17 August 2015 08:07
Хех, дык ето, отвалилось всё от удара молотка…(
Алюминий естественно не сталь, удара молотком вряд ли выдержит. К тому же резкая концентрация напряжений на границе двух материалов, имеющих очень разную жёсткость. Жаль что куда то подевался самый злой (в смысле опыта) судостроитель. Он бы точно рассказал что-нить интересное, т.к. в своё время реально практиковал такие соединения…
- Наверх
- Вставить ник
#8 круазик
Отправлено 17 August 2015 16:10
morgmail,Nos, Есть неприятность при таких соединениях как,интерметаллиды.
- Наверх
- Вставить ник
#9 morgmail
Отправлено 17 August 2015 16:14
шов лопнул по границе сплавления,с небольшим остатком на стали.
Вроде так и было.
- Наверх
- Вставить ник
#10 круазик
Отправлено 17 August 2015 16:17
morgmail,Если немного поменять технологию, можно достичь приемлемых результатов.
- Наверх
- Вставить ник
#11 Nos
Отправлено 17 August 2015 19:34
morgmail,Если немного поменять технологию, можно достичь приемлемых результатов.
/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg)
Дядя Петя, не томите, рассказывайте скорее все секреты
- Наверх
- Вставить ник
#12 круазик
Отправлено 17 August 2015 20:08
Nos,Уменьшить наличие FeAl3, Fe2Al5 твердость порядка mV=9600-11500МПа.
- Наверх
- Вставить ник
#13 Nos
Отправлено 18 August 2015 18:26
Nos,Уменьшить наличие FeAl3, Fe2Al5 твердость порядка mV=9600-11500МПа.

упс… не прокатило… Какой был вопрос, такой и ответ последовал. Я бы не только уменьшил наличие, но и совсем избавился бы, если бы знал как это сделать…
- Наверх
- Вставить ник
#14 круазик
Отправлено 18 August 2015 19:40
Я бы не только уменьшил наличие, но и совсем избавился бы, если бы знал как это сделать…
Тогда почитать;Соединения Курнакова(сверхструктуры,упорядоченные твёрдые р-ры),фазы Лавеса,Юм-Розери.
- Наверх
- Вставить ник
#15 Nos
Отправлено 18 August 2015 22:27
Тогда почитать;Соединения Курнакова(сверхструктуры,упорядоченные твёрдые р-ры),фазы Лавеса,Юм-Розери.

Непременно воспользуюсь Вашим советом. Заранее приношу извинения автору фото за несанкционированное размещение. Ну очень интересно как такое возможно:
- Наверх
- Вставить ник
#16 круазик
Отправлено 18 August 2015 22:43
Непременно воспользуюсь Вашим советом.
Ищите переходной металл.
- Наверх
- Вставить ник
#17 psi
Отправлено 19 August 2015 17:56
так это ж пайка не сварка. через буферный слой цинка. или я вас не понимаю=)
через буферный слой цинка. или я вас не понимаю=)
- Наверх
- Вставить ник
#18 Миротворец
Отправлено 19 August 2015 20:03
так это ж пайка не сварка.
Это пайка-сварка, к алюминию приваривается, к стали припаивается, но можно и паять, но качество соединения хуже.
- Наверх
- Вставить ник
#19 konstantinXX
Отправлено 20 August 2015 00:12
уже выкладывал это фото на дружественном форуме, но раз пошла такая пьянка. ..
..
оцинкованная гайка+пластинка ад-31. пропан, кислород, китайская горелка. чисто побаловался без реальной пользы.
но на люминиевые рамы стальной крепёж так монтировать самое то. за счёт круговой обпайки она и не сместится и не выпадет. хоть молотком стучи.
- Наверх
- Вставить ник
#20 Nos
Отправлено 20 August 2015 18:25
оцинкованная гайка+пластинка ад-31. пропан, кислород, китайская горелка…
Припой какой?
- Наверх
- Вставить ник
Собака против кошки: как сварить алюминий и сталь?
Вопрос как сварить алюминий и сталь способен озадачить едва ли не каждого сварщика. Трудности при этих двух металлов вызваны их разными физико-химическими свойствами. Давайте вместе разберемся почему так происходит и из-за чего процесс такой сварки иногда сравнивают как отношения дворовой собаки с кошкой.
Трудности при этих двух металлов вызваны их разными физико-химическими свойствами. Давайте вместе разберемся почему так происходит и из-за чего процесс такой сварки иногда сравнивают как отношения дворовой собаки с кошкой.
Сварить алюминий и сталь сложно в силу разных причин, к которым относятся:
— большая разница температур, при которых происходит плавление каждого из этих металлов;
— резкое термические напряжения на границе алюминия и стали из-за разной теплоемкости;
— появления окисленных инклюзий в сварном шве из-за оксидной пленки, которая туго плавится;
— возникновение хрупких интерметаллидов.
Какие виды сварки могут применяться?
Чтобы сварить алюминий и сталь применяют несколько видов сварки:
сварка в среде аргона; ультразвуковая, холодная сварка, диффузионно-вакуумная, контактная.
Чаще всего используется аргонодуговая сварка с неплавящимся электродом.
Предварительная подготовка
Процесс предварительной подготовки предусматривает несколько этапов. Вначале делается разделка кромок под углом 70°, после чего производится зачистка металлов щеткой, наждачным кругом или пескоструем. Затем следует обезжиривание свариваемых деталей, тщательная промывка. После просыхания весьма желательно протравить алюминий и сталь серной кислотой, повторно промыть их, посушить.
Вначале делается разделка кромок под углом 70°, после чего производится зачистка металлов щеткой, наждачным кругом или пескоструем. Затем следует обезжиривание свариваемых деталей, тщательная промывка. После просыхания весьма желательно протравить алюминий и сталь серной кислотой, повторно промыть их, посушить.
Следующий шаг – флюсование (1 часть КF и 1 часть КСl). После этого на стальные кромки гальваническим методом или посредством горячего погружения наносится совместимый металл или комбинация металлов, например цинк с медью. Они дают возможность получить сварной шов приемлемого качества. Стоит отметить, чаще всего в качестве активирующего покрытия применяется цинк, так как он способствует лучшему растеканию алюминия.
Схема аргонодуговой сварки:1 алюминий или сплав этого металла; 2 комбинированное или цинковое покрытие; 3 сталь; 4 присадка
Обратите внимание, для получения качественного сварного шва не допустимо применение электродугой металлизации для нанесения итерметаллидной прослойки.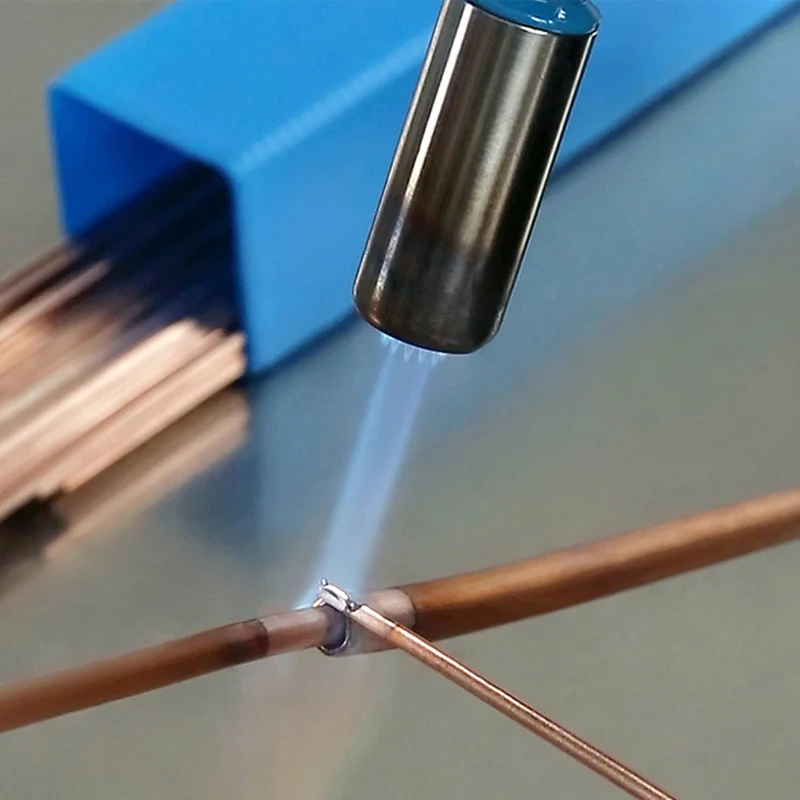 В противоположном случае промежуточное покрытие окисляется и в конечном итоге шов будет хрупким, не красивым.
В противоположном случае промежуточное покрытие окисляется и в конечном итоге шов будет хрупким, не красивым.
При гальваническом нанесении цинка (в качестве покрытия) его толщина должна быть не менее 0,03 — 0,04мм. Метод горячего цинковании требует немного большей толщины Zn — 0,06 — 0,09мм. Кроме того, весьма желательно сделать алитирование стали. Такая технология предусматривает во время флюсования нанесение слоя алюминия толщиной 0.5 -1.5 мм на кромки стальной свариваемой части. Как вариант возможно нанесения алюминиевых валиков на саму сталь.
Для аустенитных сталей алитирование проводят после механической очистки щеткой или пескоструйной обработки, после чего применение флюса уже не требуется. Оптимальный температурный режим алитирования 750 — 800 °С, а время выдержки — до 5 минут. Длительность процесса зависит от размеров детали. Как вариант для алитирования кромок стальных деталей возможно применение высокочастотных токов.
Как сварить алюминий со сталью аргонодуговой сваркой — особенности процесса
Если сравнить обычную сварку алюминия аргоном со сваркой этого металла со сталью, то стоит обратить внимание на сварочную дугу. В последнем случае в начале наплавки первого шва — на присадочном прутке, а в процессе сварки — на присадочном прутке и образующемся валике. Это вызвано необходимостью упредить выгорание цинка, которое может произойти при длительном температурном воздействии сварочной дуги на поверхность стали.
В последнем случае в начале наплавки первого шва — на присадочном прутке, а в процессе сварки — на присадочном прутке и образующемся валике. Это вызвано необходимостью упредить выгорание цинка, которое может произойти при длительном температурном воздействии сварочной дуги на поверхность стали.
Зажигание сварочной дуги должно происходить над кромкой на расстоянии 1-2 мм, то есть соответствовать диаметру вольфрамового электрода. После появления первого валика дуга повторно зажигается (после небольшого перерыва) на алюминиевом валике. При сварке встык дугу ведут по кромке алюминиевой детали, а присадку — по кромке стальной детали. Благодаря таким действиям жидкий алюминий наплывает на поверхность оцинкованной или алитированной стали.
В зависимости от типа соединения при сварке важно соблюдать очередность наложения валиков в сварном шве на его лицевой и обратной стороне. Это даст возможность получить необходимое перекрытие. Стоит обратить внимание на скорость сварки, определяющей время процесса соединения жидкого алюминия со стальной частью детали. Другими словами, этот параметр определяет нужную толщину и, собственно, стабильность промежуточной металлической прослойки. Для самых первых слоев необходимая скорость наложения шва 7-10 м/ч, после — 12-15 м/ч.
Другими словами, этот параметр определяет нужную толщину и, собственно, стабильность промежуточной металлической прослойки. Для самых первых слоев необходимая скорость наложения шва 7-10 м/ч, после — 12-15 м/ч.
Итог
Сварка алюминия и стали часто применятся в радиоэлектронике, авиационной промышленности, при изготовлении бытовой техники. Соединение таких разных материалов дает возможность элементам конструкций, деталям совмещать в себе преимущества этих двух металлов. Чтобы получить сварной шов необходимого качества требуется провести соотвествующую предварительную подготовку, использовать переходные совместимые металлы (или их комбинации) и соблюдать технологию сварки. Таким образом мы сделали обзор основных моментов, позволяющих ответить на вопрос: «Как сварить алюминий и сталь в условиях цеха».
Лазерная сварка алюминия и алюминиевых сплавов: технология, способы, оборудование
Алюминий и его сплавы – широко используемые в различных отраслях промышленности металлы, отличаются отличными параметрами физической прочности при незначительном удельном весе, устойчивостью к окислительным процессам и технологичностью. Но есть у алюминиевых сплавов и несколько проблемных сторон: высокая стоимость, сложность обработки пилением и сваркой.
Но есть у алюминиевых сплавов и несколько проблемных сторон: высокая стоимость, сложность обработки пилением и сваркой.
Физические особенности алюминиевых сплавов
По параметрам отношения прочности к плотности отдельные алюминиевые сплавы существенно превосходят наиболее распространенные в промышленности углеродистые стали, в том числе и легированные. Исключение – титан и некоторые его сплавы, особо прочная сталь. Лазерной сваркой обрабатываются такие виды сплавов: Al-Mg (Амг6), Al-Mg-Si-Cu (АД37), AL-Cu (1201), AL-Mg-Sc (01570, 01545К), AL-Cu-Li-Sc (01421), AL-Cu-Li-Sc (01460), Al-Cu-Li (1461), AL-Mg-Li (01420,1424). Процесс сварки происходит при нагреве сплава до температуры плавления.
Кристаллическая структура и химический состав сплава являются определяющими факторами физических свойств шва. В центре сварного шва появляются дендритные образования, по направлению к периферии они укрупняются, а только после них образуются зоны рекристаллизированных зерен, переходящих в нормальную волокнистую структуру основного металла. На эти процессы можно влиять способами и режимами. За счет увеличения скорости кристаллизации при лазерной сварке удается исключить протекание в металле грубых интерметаллидных фаз.
На эти процессы можно влиять способами и режимами. За счет увеличения скорости кристаллизации при лазерной сварке удается исключить протекание в металле грубых интерметаллидных фаз.
Технология лазерной сварки
Первые успешные попытки внедрить лазерную сварку в промышленное производство сделаны во второй половине прошлого столетия. Большая энергия сфокусированного луча давала возможность получать необходимые температуры металла и сокращать непродуктивные потери энергии. Процесс сварки может делаться в двух режимах.
- Непрерывный режим. Участки свариваемых деталей нагреваются непрерывно, что позволяет достигать высоких температур и обрабатывать более толстые заготовки. Для уменьшения перегрева близлежащих зон используются охладительные устройства.
- Импульсный режим. Лазерный луч подается на поверхность импульсами, частота и мощность выставляются отдельно для каждого конкретного случая.
Специфика лазерной сварки алюминия – наличие порогового уровня мощности. При меньших значениях мощности расправление полностью отсутствует, что объясняется высоким коэффициентом отражения луча (до 0,97), большой теплоемкостью и теплопроводностью. В дальнейшем при повышении мощности коэффициент отражения резко понижается, металл интенсивно плавится, закипает, образуется парогазовый канал. Такие явления оказывают негативное влияние на качество сварного шва. Устраняются правильным подбором технологии процесса и точной корректировкой параметров по времени.
При меньших значениях мощности расправление полностью отсутствует, что объясняется высоким коэффициентом отражения луча (до 0,97), большой теплоемкостью и теплопроводностью. В дальнейшем при повышении мощности коэффициент отражения резко понижается, металл интенсивно плавится, закипает, образуется парогазовый канал. Такие явления оказывают негативное влияние на качество сварного шва. Устраняются правильным подбором технологии процесса и точной корректировкой параметров по времени.
Пристальное внимание обращается и на форму шва: размер проплавленной зоны должен быть минимально возможным, провисание незначительным и не превышать 10% толщины материала. На эти параметры оказывает влияние скорость лазерной сварки.
По инженерным особенностям конструкций все агрегаты могут быть стационарными или мобильными.
Первые используются на крупнотоварных производствах при изготовлении больших партий идентичных изделий. Вторые применяются на индивидуальном рабочем месте, имеют небольшие размеры и характеристики мощности. В зависимости от типа лазеры могут быть твердотельными и газовыми. В каждом случае следует рассчитывать экономическую целесообразность покупки оборудования для лазерной сварки.
В зависимости от типа лазеры могут быть твердотельными и газовыми. В каждом случае следует рассчитывать экономическую целесообразность покупки оборудования для лазерной сварки.
Твердотельные
Тело расположено внутри камеры, торцы отполированы до зеркального состояния, одно из которых полупрозрачное – пропускает волны заданной длины. Луч накачивается лампой возбуждения, во время накачки по очереди отражается от зеркальных торцов, выходит при достижении заданной интенсивности и подается на свариваемые поверхности для запуска сварки. Далее процесс повторяется.
Луч генерируется в стержне из искусственного рубина, стекла с добавкой неодима или алюмонатриевого граната с неодимом. По темпам роста популярности эти типы лазеров на первом месте, именно такие используются в мобильных и импульсных сварочных агрегатах.
Углекислотные
Газ запаивается в колбу, по торцам зеркала, одно из них полупроницаемое. Запуск током, далее луч отражается от поверхностей зеркал и выходит в рабочую зону после достижения заданных значений мощности лазерной сварки. Агрегаты сложные в изготовлении и работе, имеют значительные линейные размеры, но могут генерировать более мощные лучи.
Агрегаты сложные в изготовлении и работе, имеют значительные линейные размеры, но могут генерировать более мощные лучи.
Самыми известными являются лазеры, использующие нижние колебательные уровни CO2, возбуждение делается электрическими зарядами. КПД таких устройств в пределах 15%, пределы мощности при максимальной фокусировке 104–105 Вт/см2.
Достоинства лазерной сварки
За счет использования современной технологии удается добиваться уникальных свойств сварного шва.
- Высокое качество. Технология позволяет точно устанавливать и контролировать процессы, что минимизирует негативные явления из-за кристаллических изяенений металла. Установка в режиме онлайн проверяет процесс на всех стадиях.
- Универсальность. С помощью лазерной сварки есть возможность обрабатывать элементы и детали с различной конфигурацией шва.
- Высокая производительность и возможность полной автоматизации. На всех этапах сварочного процесса выполняется автоматическая проверка и регулировка режимов, качество шва не зависит от негативного влияния человеческого фактора.
Правильный выбор технологических параметров сварки позволяет работать в жестких термических циклах и минимизировать негативные кристаллические превращения металла в зоне термического влияния (уменьшение примерно в 5 раз в сравнении с аргонно-дуговой сваркой). Проблемы появляются при сварке термически закаленных алюминиевых сплавов – околошовная зона отпускается. Но ширина такой зоны примерно на 25% меньше, чем при других технологиях, что минимизирует неизбежные последствия. Предел прочности сварного шва составляет не менее 80% прочности основного металла.
Расплавленный алюминий быстро окисляется, что создает проблемы во время сварки традиционными технологиями – оксиды не разрушаются, поглощают газы и значительно ухудшают качество шва. Для уменьшения негативных влияний разрабатываются сложные технологии: в вакууме или среде инертных газов, флюсы и т д. Лазерная сварка дает возможность расплавлять оксиды и, соответственно, обходиться без них.
Недостатки технологии
Перечисленные ниже проблемы ограничивают применение технологии:
- большая цена оборудования;
- высокая себестоимость технологического процесса;
- ограничения по толщине свариваемых элементов.

Они не играют критической роли при необходимости иметь высокое качество сварных швов и полной автоматизации технологического процесса.
На всех режимах лазерной сварки наблюдается так называемый эффект чешуйтости – металл закипает и резко волнообразно отвердевает. Максимально эффективно проблема устраняется при повторной сварке деталей расфокусированным лучом, за счет чего уменьшается нагрев и скорость остывания металла – он успевает выровняться.
Работа на оптимальных режимах значительно снижает деформацию металла при остывании, уменьшает процент испарения легирующих присадок. Улучшить качество шва можно использованием присадочной проволоки, решения должны приниматься с учетом максимального количества индивидуальных факторов свариваемых элементов.
Заключение
В последнее время возрастает интерес к совмещению лазерной сварки алюминия с наноструктурированием. Используются интенсивные пластические и ударные усилия для формирования мелкодисперсной структуры шва. На данном этапе технология на стадии разработки, промышленных действующих агрегатов нет.
На данном этапе технология на стадии разработки, промышленных действующих агрегатов нет.
У нас так же производится гибка металла и лазерная резка металла
В сварочном процессе однородных деталей все намного проще, чем при сваривании металлов разных типов. В таком случае приходится сталкиваться с тем, что металлы металлургически несовместимы и имеют множество принципиальных отличий в характеристике кристаллической решетки. В таком случае приходится сталкиваться с тем, что металлы металлургически несовместимы и имеют множество принципиальных отличий в характеристике кристаллической решетки.Также стоит отметить разные температуры плавления и показатели проводимости тепла. Поэтому перед началом работы по свариванию алюминия со сталью, требуется рассмотреть их совместимость и учесть трудности, которые могут возникнуть при их соединении. Практически нереально соединить металлы, которые неравномерно растворяются между собой. К примеру, такие металлы, как железо, магний, алюминий и свинец, не могут сплавляться так, чтобы потом без особого труда их не разделить. Сейчас востребованы конструкции, которые состоят из сплава стали и алюминия. Сваривание данных металлов находит широкое применение в авиастроении, производстве предметов и приборов быта и радиоэлектронике. Оптимальные свойства определенных конструкций возможны только при сочетании этих двух металлов. Комбинируя эти два металла, можно получать специальные сплавы, которые максимально подходят для деталей определенного вида и назначения. Сваривание алюминия со сталью усложнено тем, что данные металлы имеют разную температуру плавления и имеют существенные различия в уровне теплопроводности. На практике это можно увидеть в том, что алюминий уже находится в жидком состоянии, а сталь еще не разогрелась. Из-за такой разницы при сваривании получится недостаточно прочный сварочный шов, поэтому для получения качественных сварочных швов можно использовать ультразвуковую, диффузную и контактную сварку с оплавлением, а также холодное сваривание. Теплофизические свойства металлов значительно могут затруднять сварочный процесс. Интересно, что в некоторых случаях использование специального покрытия и вставок не решит данную проблему. При соединении разнородных металлов на стыке сваривания может образовываться интерметаллид, который отличается высокой вероятностью разрушению и очень хрупок. Во избежание ненужных проблем, нужно правильно подбирать режим сваривания, что позволит избежать перегрева свариваемой детали. Если сварочный процесс произведен в соответствии со всеми правилами, учитывая все особенности сваривания, то Вы создадите прочное и долговечное сооружение или деталь. Стоит отметить, что деталь, полученную таким способом, лучше всего не использовать для конструкций, которые подвергаются механическому воздействию. Сваривать алюминий со сталью не так и сложно. Все усложняется за счет отличий в температуре плавления, свойствам, теплопроводности и структуре свариваемого металла. Сварка алюминиевых профилей |
 Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо объединить эти два материала.
Во многих случаях не всегда возможно заменить всю стальную конструкцию алюминиевыми сплавами, поэтому необходимо объединить эти два материала.
 При этом нет необходимости использовать специализированные электроды, как при сварке разнородных сталей. Достаточно для сварки каждого типа металла использовать свой электрод.
При этом нет необходимости использовать специализированные электроды, как при сварке разнородных сталей. Достаточно для сварки каждого типа металла использовать свой электрод.
 Как правило, температура плавления стали составляет около 1370 ° С, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660 ° С.
Как правило, температура плавления стали составляет около 1370 ° С, что более чем в два раза выше, чем у алюминия, который плавится при температуре около 660 ° С. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.

 После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).
После нанесения алюминия алюминий может быть приварен к алюминиевому покрытию. Необходимо следить за тем, чтобы дуга не нагревала покрытый алюминий до чрезмерной температуры, в противном случае возможно образование интерметаллического соединения. Первый заключается в использовании алюминиевого покрытия на стали. Это может быть достигнуто погружением стали в расплавленный алюминий (горячее алюминирование).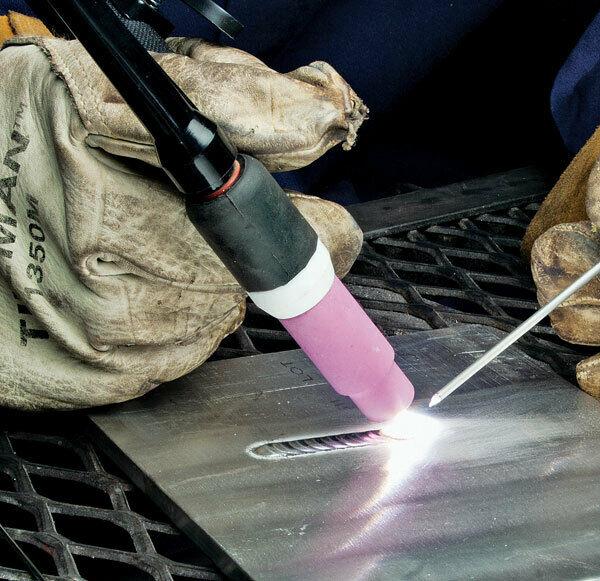

 Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки.
Сжимающее усилие вытесняет пластифицированный материал с поверхности раздела, способствуя металлургическим механизмам соединения. Не входя в жидкое состояние, сварные швы трения остаются намного более холодными во время обработки. Чистый алюминий намного мягче, чем алюминиевый сплав.
Чистый алюминий намного мягче, чем алюминиевый сплав. Такое изделие будет совмещать в себе преимущества сразу же двух металлов. Перед тем, как приступать к работе, следует учитывать особенности взаимодействия металлов, которые Вы хотите сваривать.
Такое изделие будет совмещать в себе преимущества сразу же двух металлов. Перед тем, как приступать к работе, следует учитывать особенности взаимодействия металлов, которые Вы хотите сваривать.
Можно ли сваривать алюминий со сталью? Все факты!
Последнее обновление
Сталь и алюминий сами по себе являются металлами с высокой свариваемостью. Легко сваривать сталь со сталью или алюминий с алюминием. Всегда возникает вопрос, можно ли сваривать алюминий со сталью. Ответ положительный, но сварка этих двух металлов может быть проблематичной и требует мастерства сварщика.
Всегда возникает вопрос, можно ли сваривать алюминий со сталью. Ответ положительный, но сварка этих двух металлов может быть проблематичной и требует мастерства сварщика.
Сварка алюминия со сталью затруднена, поскольку эти два металла имеют разные металлургические и физические свойства. Они имеют разную температуру плавления и теплопроводность, что затрудняет их соединение. Кроме того, они практически нерастворимы друг в друге. В расплавленном состоянии они реагируют и образуют хрупкие интерметаллические фазы, затрудняющие их соединение при сварке. Полученный сварной шов может быть слишком хрупким и непригодным для большинства применений.
В этой статье рассматривается, почему необходимо сваривать алюминий со сталью, почему нельзя использовать традиционные методы сварки, и как лучше сваривать алюминий со сталью и получать прочные сварные швы.
Почему необходимо сваривать алюминий со сталью?
Алюминий и его сплавы легче стали. Сталь имеет плотность примерно от 7,75 до 8,05 г/см3, а алюминий и его сплавы имеют плотность примерно 2,70 г/см3. Поэтому сталь почти в три раза тяжелее алюминия.
Поэтому сталь почти в три раза тяжелее алюминия.
В большинстве отраслей промышленности сталь используется для нескольких конструкционных применений из-за ее высокой прочности. Однако из-за его высокой плотности при использовании металла в конструкционных целях возникают проблемы с весом.
В некоторых отраслях необходимо использовать более легкие материалы, что делает сталь непригодной для некоторых применений. Некоторые автомобили со стальными конструкциями тяжелые и выделяют много парниковых газов, что делает их непригодными для использования.
Поскольку заменить всю конструкцию алюминием невозможно, лучше всего смешать вещи и сварить алюминий со сталью. Однако трудно использовать традиционные методы сварки, такие как дуговая сварка, сварка MIG или сварка TIG.
Изображение предоставлено: Tawansak, Shutterstock
Почему нельзя использовать традиционные методы сварки для соединения алюминия со сталью?
Основные различия между алюминием и сталью затрудняют использование дуговой сварки, сварки MIG или сварки TIG для их соединения.
Вот некоторые из этих различий:
- Температура плавления: Сталь имеет температуру плавления 2500°F , , а алюминий плавится при 1221°F. Кроме того, алюминий имеет оксидный слой с температурой плавления 3700°F.
- Теплопроводность: Алюминий имеет более высокую теплопроводность, чем сталь. Это означает, что больше тепла отводится от сварочной ванны к более холодным частям алюминиевого основания. Большее количество тепла, выделяемого во время дуговой сварки, сварки MIG или TIG, приведет к деформации стали.
- Тип тока: При сварке методом TIG у вас должен быть переменный ток. Электроды должны чередоваться между положительным и отрицательным зарядом. Положительные электроды удаляют оксидный слой, а отрицательные плавят основной алюминий. Для сварки TIG необходим постоянный ток и отрицательно заряженные электроды. Если вы свариваете TIG на постоянном токе, вы не можете пробить оксидный слой. Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.
 Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.
Это смешивает присадочный металл с частично расплавленным оксидным слоем, что приводит к загрязнению сварного шва.- Хрупкие интерметаллические соединения: Отсутствие сплавления между алюминием и сталью приводит к образованию хрупких интерметаллических соединений. Соединения слабы, что приводит к слабым местам и поломкам.
Сварка алюминия со сталью
Биметаллические переходные вставки и покрытие окунанием — два наиболее эффективных метода сварки алюминия со сталью. Давайте посмотрим, как сварить алюминий со сталью, используя каждый метод.
Биметаллические переходные вставки
Это популярный метод, который можно использовать для сварки алюминия со сталью. Биметаллические переходные вставки обычно дают качественные сварные соединения. Эти секции состоят из одних и тех же деталей из стали и алюминия, уже соединенных вместе.
Этот метод помогает создавать высококачественные сварные швы с такой же прочностью, как соединения стали со сталью или алюминия с алюминием. Размер и форма биметаллической переходной вставки различаются. Вставка обычно состоит из одной алюминиевой части с равной частью стали, соединенной непосредственно с алюминием.
Размер и форма биметаллической переходной вставки различаются. Вставка обычно состоит из одной алюминиевой части с равной частью стали, соединенной непосредственно с алюминием.
Вставка помещается между свариваемым алюминием и сталью. Для завершения сварки можно использовать сварку TIG. Стальная часть приварена к стальному компоненту, а алюминиевая часть приварена к алюминиевому компоненту.
Сначала приваривается алюминий к алюминию, чтобы не допустить перегрева вставок. После того, как вы завершили первоначальную сварку, алюминиевые компоненты поглощают тепло и гарантируют, что вставки не перегреваются, когда вы привариваете сталь к стальной детали. Этот метод применяется при сварке алюминиевых стальных труб, трубок теплообменников и т.п.
Пошаговое руководство
Ниже приведены шаги, которые необходимо выполнить при сварке алюминия со сталью с использованием биметаллических переходных вставок.
- Начните с приварки алюминия к вставке методом TIG, чтобы предотвратить перегрев из-за разницы температур плавления. Приварите другую часть вставки к стали. Вот шаги по сварке TIG.
 Приварите другую часть вставки к стали. Вот шаги по сварке TIG.
Приварите другую часть вставки к стали. Вот шаги по сварке TIG.- Проверьте правильный поток газа в зависимости от выбранного размера стали и алюминия и сопла.
- Настройте свой сварочный аппарат на правильный тип тока и силу тока.
- Включите сварочный аппарат и проверьте педаль. Разместите элемент управления в удобном месте.
- Нажмите педаль и зажгите сварочную дугу
- Добавьте наполнитель к передней кромке
- Очистите алюминий и сталь, которые вы хотите соединить со вставками, путем шлифовки или чистки щеткой из нержавеющей стали.
- Теперь сварите две детали вместе.
- Дайте металлам остыть. Теперь ваши металлы алюминия и стали соединены вместе.
Покрытие погружением
Покрытие погружением — еще один эффективный метод сварки алюминия со сталью. Этот процесс, также называемый горячим алитированием, включает погружение стального компонента в алюминий для полного его покрытия.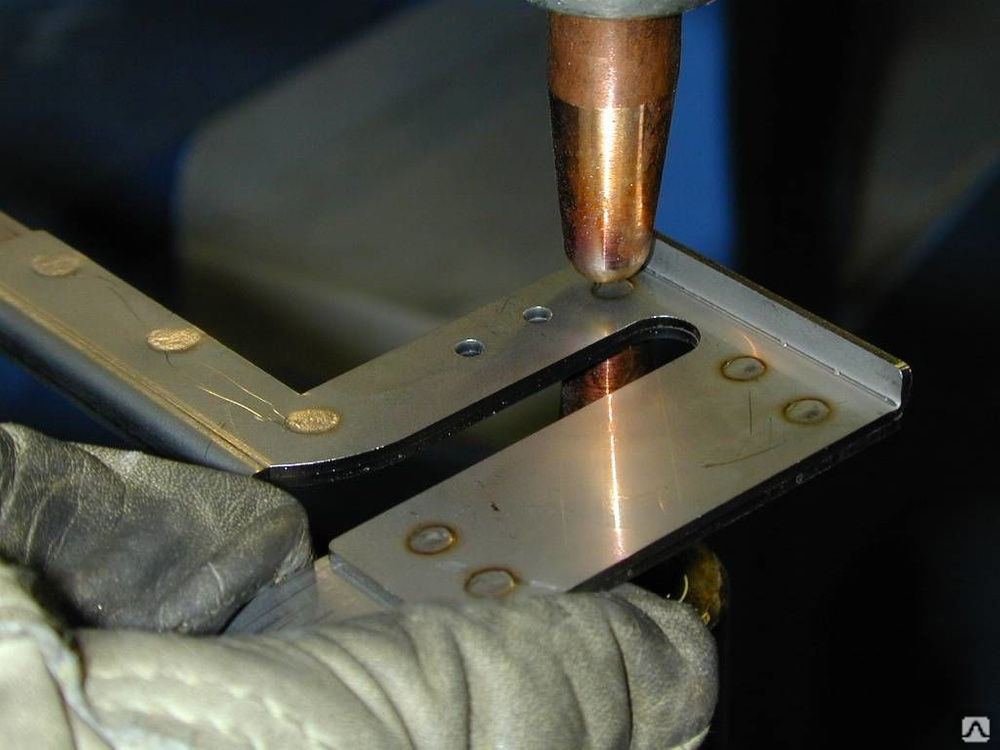 Это гарантирует, что интерметаллические соединения не образуются во время сварки.
Это гарантирует, что интерметаллические соединения не образуются во время сварки.
Расплавленный алюминий будет контактировать со стальной деталью с алюминиевым покрытием в процессе сварки. Поскольку он не соприкасается напрямую со сталью, сварной шов получается относительно прочным. В этом случае для соединения двух металлов следует использовать дуговую сварку.
Однако во время сварки убедитесь, что дуга не касается стали, поскольку она может прожечь алюминиевое покрытие. Дуга должна быть направлена только на алюминиевую часть. Затем часть расплавленного алюминия в сварочной ванне следует направить на алюминий со стальным покрытием.
Покрытие погружением используется для сварки алюминия со сталью, используемой для герметизации швов, но не для структурных устройств. Они имеют меньшее применение, чем приваренные с биметаллическими переходными вставками.
Ниже приведены шаги, которые необходимо выполнить в процессе нанесения покрытия погружением.
- Начните с погружения стали в расплавленный алюминий для нанесения покрытия
- Дуговая сварка алюминия со сталью, пропитанной погружением, соблюдая следующие шаги:
- Подготовьте рабочее место и обеспечьте достаточную вентиляцию
- Носите защитные приспособления
- Подготовьте алюминиевую деталь к сварке, соскоблив оксидированную пленку или покрытие для лучшей сварки.
- Предварительно нагрейте алюминий до 400°F перед зажиганием дуги, так как он быстро рассеивает тепло. Когда нагар исчезнет, приступайте к сварке.
- Начните сварку алюминия, настроив машину на 85 ампер, а затем используйте обратную полярность постоянного тока.
- Зажгите дугу и быстро переместитесь, чтобы завершить сварку. Направьте расплавленный алюминий на алюминий со стальным покрытием во время сварки, чтобы соединить два металла.

- Дайте металлам остыть, чтобы образовалась прочная связь.
Изображение предоставлено: Prapat Aowsakorn, Shutterstock
Советы по безопасности при сварке алюминия со сталью
Сварка алюминия отличается от других металлов своими уникальными свойствами. Вам необходимо принять дополнительные меры предосторожности, чтобы обеспечить безопасную рабочую среду.
Вот несколько моментов, о которых следует помнить при сварке алюминия со сталью:
- Внешний вид алюминия не меняется при нагревании: При предварительном нагреве или сварке алюминия трудно отличить, когда он горячий или холодный, поскольку он не меняется по внешнему виду. Кроме того, алюминий имеет более высокую теплопроводность по сравнению со сталью. Итак, когда вы свариваете алюминий со сталью, надевайте кожаные перчатки, чтобы снизить риск получения травм.
- Сварка алюминия со сталью может привести к поражению электрическим током: Сварка алюминия и стали может привести к поражению электрическим током. Итак, вам нужна хорошо изолированная сварочная система, а также надлежащее заземление, чтобы защитить вас от риска поражения электрическим током.
- Алюминий обладает высокой отражательной способностью: При сварке стали излучаемый свет является распространенной проблемой, но также проблемой при сварке алюминия. Благодаря такой высокой отражательной способности существует высокий риск получения травм от света при сварке алюминия со сталью. Одежда с длинными рукавами или светонепроницаемые шторы могут помочь уменьшить это воздействие.
 Кроме того, алюминий имеет более высокую теплопроводность по сравнению со сталью. Итак, когда вы свариваете алюминий со сталью, надевайте кожаные перчатки, чтобы снизить риск получения травм.
Кроме того, алюминий имеет более высокую теплопроводность по сравнению со сталью. Итак, когда вы свариваете алюминий со сталью, надевайте кожаные перчатки, чтобы снизить риск получения травм.Заключение
Сварить алюминий со сталью можно, но это сложный процесс, требующий высокого профессионализма. Эти два металла различаются по различным параметрам, включая теплопроводность, температуру плавления и разные металлургические свойства, что затрудняет их сварку.
Эти два металла различаются по различным параметрам, включая теплопроводность, температуру плавления и разные металлургические свойства, что затрудняет их сварку.
Несмотря на проблемы, сварка алюминия со сталью по-прежнему необходима, чтобы сделать сталь более пригодной для конструкционных и других применений, требующих более легких металлов. Традиционные методы сварки, такие как MIG, TIG или дуговая сварка, не могут использоваться для их сварки из-за разных свойств.
Сварка биметаллических переходных вставок, при которой для соединения двух металлов используются металлические вставки из алюминия и стали. Вы также можете использовать процесс покрытия погружением, при котором сталь погружается в алюминий, чтобы полностью покрыть его. Это делает возможным процесс сварки, поскольку расплавленный алюминий не контактирует со сталью во время процесса сварки, что приводит к прочному сварному шву.
Источники
- Можно ли сваривать алюминий со сталью?
- Как приварить алюминий к стали и нержавеющей стали
- МОЖНО ЛИ СВАРИТЬ АЛЮМИНИЙ СО СТАЛЬЮ?
- Можно ли сваривать сталь с алюминием?
- Сварка алюминия со сталью
- Точки плавления металлов
Вас также могут заинтересовать:
- Можете ли вы сварить металлическую ванну? Что тебе нужно знать!
- Можно ли сварить черную трубу? Все, что тебе нужно знать!
Авторы избранных изображений: Nightman1965, Shutterstock
- Почему необходимо сваривать алюминий со сталью?
- Почему нельзя использовать традиционные методы сварки для соединения алюминия со сталью?
- Как сваривать алюминий со сталью
- Биметаллические переходные вставки
- Покрытие погружением
- Советы по безопасности при сварке алюминия со сталью
- Заключение
Как сваривать алюминий со сталью
И алюминий, и сталь, и нержавеющая сталь сами по себе являются легко свариваемыми металлами. Если вы держите вещи на своем заднем дворе и свариваете алюминий с алюминием, сталь со сталью или нержавеющую сталь с нержавеющей сталью, у вас не будет никаких проблем. Однако, если вы решите пересечь потоки и соединить, например, алюминий со сталью, именно здесь начнутся проблемы, и ваша жизнь станет значительно мучительной.
Если вы держите вещи на своем заднем дворе и свариваете алюминий с алюминием, сталь со сталью или нержавеющую сталь с нержавеющей сталью, у вас не будет никаких проблем. Однако, если вы решите пересечь потоки и соединить, например, алюминий со сталью, именно здесь начнутся проблемы, и ваша жизнь станет значительно мучительной.
Итак, можно ли сваривать алюминий со сталью? Краткий ответ: да. Но как это сделать требует большого мастерства сварщика. Наше руководство здесь, чтобы помочь вам с методами, которые позволят вам сваривать алюминий со сталью и нержавеющей сталью.
Зачем нужно сваривать алюминий со сталью или нержавеющей сталью?
При сравнении алюминиевые сплавы значительно легче стали. Обычная плотность алюминия составляет около 2,70 г/см 3 по сравнению со сталью, которая составляет от 7,75 до 8,05 г/см 3 . Это означает, что сталь примерно в три раза тяжелее алюминия.
Благодаря своей прочности сталь используется в различных отраслях промышленности для изготовления конструкций. Но это также связано со штрафом за вес. Например, в некоторых отраслях промышленности требуется использование более легких материалов, чем сталь. Некоторые автомобили со стальной конструкцией слишком тяжелые и производят более высокие выбросы, что делает их непригодными для использования в соответствии с новыми законами о выбросах газов и окружающей средой.
Поскольку невозможно заменить всю конструкцию только алюминием, лучшим решением будет смешивание компонентов и соединение алюминия со сталью. Однако это не так просто, как вы думаете, поскольку традиционные методы сварки, такие как SMAW (дуговая сварка), GMAW (MIG) или GTAW (TIG), в данном случае неприменимы.
Почему трудно сварить алюминий со сталью?
Алюминий и сталь имеют очень разные физические и металлургические свойства. Их теплопроводность и температура плавления очень разные, что делает их практически невозможными для соединения. Помимо этих характеристик, они практически неразрешимы в других.
Их теплопроводность и температура плавления очень разные, что делает их практически невозможными для соединения. Помимо этих характеристик, они практически неразрешимы в других.
В расплавленном состоянии они реагируют, образуя хрупкие интерметаллические фазы. Это представляет большую проблему при соединении этих материалов вместе при попытке их дуговой сварки. В результате получится сварной шов с неудовлетворительными свойствами. Он может быть слишком хрупким и, следовательно, нежелательным для большинства отраслей и областей применения.
Различия между алюминием и нержавеющей сталью
Как мы уже упоминали, алюминий и нержавеющая сталь обладают некоторыми резкими свойствами, которые делают их практически непригодными для сварки друг с другом. Характеристики, о которых должны знать сварщики, следующие:
- Температура плавления . Температура плавления алюминия составляет 1221 °F, в отличие от 2500 °F стали. Сложность сварки усложняет слой оксида алюминия, температура плавления которого составляет 3700 °F.
- Теплопроводность – Теплопроводность алюминия в пять раз выше, чем у стали, что означает, что больше тепла отводится от сварочной ванны к более холодным частям основного алюминия. Большее количество тепла вызовет деформацию нержавеющей стали.
- Рабочая температура – Прочность алюминия увеличивается при снижении рабочей температуры. Однако сталь становится более хрупкой при снижении температуры эксплуатации.
- Тип тока – При сварке алюминия методом TIG требуется переменный ток. Электроды должны чередовать положительные и отрицательные заряды. Положительные электроды разрушат оксидный слой, а отрицательные расплавят основной алюминий. Для сварки стали методом TIG требуется постоянный ток и постоянный отрицательный заряд электрода. Однако TIG-сварка алюминия на постоянном токе не позволит вам пробить оксидный слой, тем самым соединив присадочный металл с частично расплавленным оксидным слоем и получив загрязненный валик сварного шва.
- Реакционная способность водорода. Водород вызывает трещины в стальных сварных швах, а в алюминиевых сварных швах он может вызвать пористость после захвата атмосферного водорода и образования пузырьков по мере затвердевания сварного шва.
 Сложность сварки усложняет слой оксида алюминия, температура плавления которого составляет 3700 °F.
Сложность сварки усложняет слой оксида алюминия, температура плавления которого составляет 3700 °F.
Ознакомьтесь с нашей статьей: 6 лучших сварочных аппаратов TIG для алюминия на рынке в 2022 году вместе было бы, если бы два типа материалов были максимально похожи друг на друга. Однако при соединении двух деталей, которые контрастируют друг с другом, ваша работа значительно усложнится. Чем больше различий вводится, тем больше гаечных ключей добавляется в ваши сварочные работы.
Толщина материала важна сама по себе, но становится намного сложнее, когда необходимо учитывать другие переменные, например состав алюминия или нержавеющей стали. Этими переменными можно управлять, поскольку сварщик может регулировать силу тока, материал электрода и время воздействия. Но в какой-то момент будет слишком много переменных для рассмотрения, что сделает невозможными какие-либо корректировки.
Это тот случай, когда TIG сваривает алюминий со сталью или нержавеющей сталью, так как металлы слишком контрастны друг другу, что делает этот метод устаревшим.
Процессы сварки алюминия со сталью и нержавеющей сталью
. Можно попробовать биметаллический переход, пайку, алюминирование и склеивание.
Биметаллический переход
Биметаллический переход – это подходящий метод, который в основном используется для работы на кораблях, трубопроводах или теплообменниках. Он включает в себя вставку, которая на самом деле алюминиевая с одной стороны и стальная с другой стороны. Эти вставки достаточно толстые, поэтому вы можете использовать обычные методы сварки GMAW или GTAW для соединения алюминия с алюминием с одной стороны и стали со сталью с другой.
Эти вставки предварительно соединяются с помощью сварки взрывом, горячей прокатки или горячего прессования. Они имеют очень прочное сварное соединение и могут выдерживать большое усилие. Согласно спецификациям ML, их предел прочности при растяжении составляет 1/4 предела прочности при растяжении алюминия, но обычно они составляют 1/2, чего все же достаточно.
Они имеют очень прочное сварное соединение и могут выдерживать большое усилие. Согласно спецификациям ML, их предел прочности при растяжении составляет 1/4 предела прочности при растяжении алюминия, но обычно они составляют 1/2, чего все же достаточно.
К сожалению, эти продукты дороги и их очень трудно найти, особенно если вы любитель.
Пайка
Пайка является возможным решением, но требует большого мастерства для надлежащего выполнения. Он не имеет такой прочности, как сварка взрывом. Чтобы установить все на место, сварщику потребуется огромная площадь поверхности и прочная механическая посадка, чтобы установить все правильно и предотвратить его развал.
Вы можете начать со смачивания стали припоем с содержанием серебра 56%. Обязательно используйте алюминиевый припой Aluxcor 4047, чтобы можно было соединить алюминий со сталью, контактирующей со смачиваемой средой. Двухэтапный метод пайки дает гораздо лучшие результаты, чем одноэтапный процесс.
Алюминирование
Алюминирование стали — это процесс, в котором металл подвергается горячему погружению в алюминиево-кремниевый сплав. Это также можно сделать с помощью гальванического покрытия, но наиболее распространенным является метод горячего погружения. Однако этот метод не очень практичен, если вы планируете соединять большие куски алюминия и стали.
С помощью этого метода вы сможете сваривать алюминизированную сталь только с обычной сталью. Не надейтесь, что вы сможете соединить алюминиевый блок с алюминированной сталью. Это связано с тем, что когда вы достигаете температуры, которая может расплавить нижележащую сталь, тонкое алюминиевое покрытие уже давно исчезнет.
Склеивание
Использование связующего вещества, такого как эпоксидная смола, является еще одним подходящим способом соединения алюминия и стали. Тем не менее, это не даст вам прочного соединения, как сварка их вместе.
Вам понадобится большая рабочая поверхность и трубка JB Weld. Очень важно как можно лучше очистить обе части и отшлифовать поверхности, чтобы усилить сцепление. Некоторые действительно высококачественные продукты также доступны, но они намного дороже и имеют значительно более длительное время отверждения.
Статья по теме: Как сваривать алюминиевые отливки
Заключение
Можно ли сваривать алюминий со сталью? Конечно, почему бы и нет. Но процесс не так прост, как вы думаете. Обычные методы сварки просто не работают, так как эти два типа материалов слишком разные по сравнению друг с другом.
Таким образом, прибегнуть к другим методам — единственная возможность. Если ничего не помогает, самое меньшее, что вы можете сделать, это использовать механическое крепление. Вам нужно всего лишь совершить быструю поездку в хозяйственный магазин.
Ссылки:
- TWI Global, Форум технических знаний.

Чем они отличаются друг от друга
Большинство сварщиков считают, что алюминий сложнее сваривать, чем сталь. Вот почему большинство из них предпочитают начинать с обучения сварке стали, прежде чем переходить к алюминию. В отличие от того, что знают другие люди, сварка алюминия сложна, потому что для этого используется другой метод. Для сварщиков важно понимать эти различия, чтобы получить хороший сварной шов.
Чтобы дать вам общее представление, вот краткое сравнение сварки алюминия и стали. Узнайте больше о том, чем они отличаются друг от друга.
Свойства алюминия и стали
Алюминий и сталь — два наиболее популярных материала, используемых при сварке. Каждый материал имеет определенный набор характеристик, которые делают его подходящим или неподходящим материалом для конкретной работы.
Чтобы получить хороший сварной шов алюминия и стали, важно знать химический состав металла, восстановление углеводородов и соответствующую технологию для материала. Например, температура плавления алюминия составляет 1221 градус по Фаренгейту, а стали — 2500 градусов по Фаренгейту.
Например, температура плавления алюминия составляет 1221 градус по Фаренгейту, а стали — 2500 градусов по Фаренгейту.
Кроме того, алюминий имеет оксидный слой, который плавится при температуре почти 3700 градусов. Это помогает алюминию быть устойчивым к коррозии и истиранию. Кроме того, он действует как изолятор, где могут возникнуть проблемы.
Когда речь идет об алюминии, его прочность увеличивается по мере снижения рабочей температуры. В то время как сталь, с другой стороны, становится более хрупкой при снижении рабочей температуры.
Процесс предварительной обработки
При сварке алюминия предварительная обработка имеет решающее значение. Это связано с тем, что алюминий легко соединяется с водородом. Таким образом, его необходимо постепенно повышать до температуры окружающей среды, если он хранился в более прохладном месте. Кроме того, алюминий следует очищать нехлорированными растворителями для удаления оксидов.
С другой стороны, мягкая и низкоуглеродистая сталь проста в обработке. Он не требует какого-либо специального метода предварительной обработки. А вот с высокоуглеродистой сталью после сварки необходима термическая обработка. Это также сложнее в обращении.
Он не требует какого-либо специального метода предварительной обработки. А вот с высокоуглеродистой сталью после сварки необходима термическая обработка. Это также сложнее в обращении.
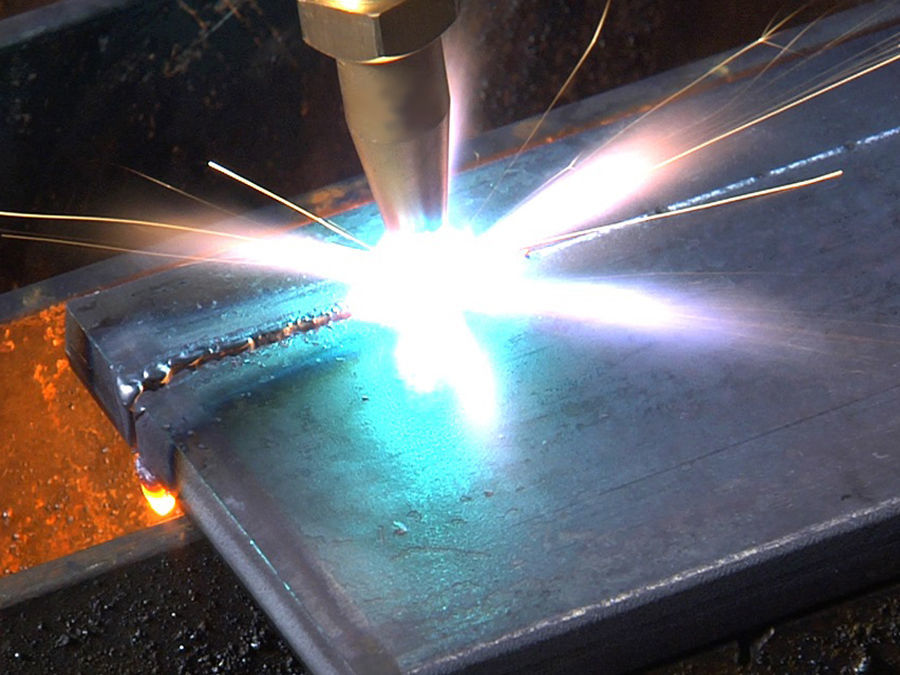
Сварка металлов в среде инертного газа является наиболее распространенным методом сварки алюминия и стали. Для алюминия в качестве защитного газа следует использовать аргон. В то время как для стали следует использовать аргон, смешанный с углекислым газом.
Существует множество методов сварки, которые хорошо работают со сталью, но не с алюминием. Например, сварка ацетилено-кислородной горелкой может плохо работать с алюминием. Это связано с тем, что металл может поглощать газообразный водород, что приводит к дефектам сварного шва.
Процедура
Сварка требует предельной точности, чтобы обеспечить прочное соединение между двумя объектами. При сварке алюминия и стали важно сначала подготовить материалы. Кроме того, перед началом работы необходимо надеть надлежащее защитное снаряжение.
Когда речь идет об алюминии, необходимо соблюдать некоторые специальные процедуры, чтобы сварка прошла успешно. Вот несколько шагов о том, как сварить алюминий.
- Перед сваркой любого куска алюминия необходимо очистить материал от оксида алюминия. Это может быть устранено проволочной щеткой, шлифовкой или спиливанием оксидов.
- Очистите наполнительный стержень, чтобы не испачкать заготовку.
- Чтобы избежать ненужных зазоров в соединении, убедитесь, что заготовки сжаты как можно крепче.
- Для облегчения сварки важно предварительно нагреть алюминиевую заготовку. Это можно сделать либо поместив непосредственно в духовку, либо используя пропановую горелку для нагрева поверхности. Температура должна быть между 300 и 400 градусов по Фаренгейту.
- Чтобы запустить собственно процесс, установите силу тока сварочного аппарата. Используйте около 1 ампера на 0,001 дюйма толщины материала.
- Подготовьте заготовку на место. Выдвиньте вольфрамовый электрод не более чем на диаметр сопла горелки.
- Создайте электрическую дугу, нажав кнопку на горелке. Если кнопки нет, то для создания дуги можно использовать ножную педаль.
- Расплавьте заготовку до образования лужи достаточного размера. Он не должен быть шире окружности вашего наполнителя.
- Приварить около ¼ дюйма. Дайте ему немного остыть перед повторной сваркой. Сделайте это, чтобы сделать сварной шов прочнее.

Процесс сварки стали довольно прост по сравнению со сваркой алюминия. Вот основная процедура сварки стали.
- Перед работой с материалом сначала очистите основной металл. Используйте проволочную щетку, предназначенную для стали и ацетона. Тщательно протрите его, чтобы избавиться от примесей. Этот шаг важен для достижения лучшего сварного шва.
- Закрепите металл с помощью приспособлений и приспособлений.
- Для начала используйте сварочный аппарат, чтобы соединить более толстые куски металла. Рекомендуется сварочный аппарат MIG, потому что он быстрый и простой в использовании.
- Пропустите присадочную проволоку через горелку. Затем включите газ и приступайте к сварке.
- Расположите резак под углом 30 градусов над краем соединения. Пусть пламя нагреет материал. Делайте это до тех пор, пока он не образуется перед жидким металлом в соединении. Затем переместите горелку вперед, чтобы она могла заполнить шов.

Когда использовать алюминий для сварки
- Если нужно что-то более легкое — алюминий — лучший выбор, если вам нужно что-то легкое, но при этом прочное. Одним из распространенных примеров является создание транспортных средств, таких как автомобили и самолеты. Использование алюминия для автомобилей позволяет им по-прежнему двигаться быстро и маневрировать, как задумано.
- Если вы не хотите ржавчины или коррозии — если вы ищете что-то безупречное и привлекательное, то алюминий — правильный выбор. Он идеально подходит для использования в эстетических целях, так как его можно красить и он не ржавеет какое-то время.
- Если требуется что-то более эластичное – в отличие от стали, алюминий может гнуться несмотря на все деформации. Он также остается неповрежденным и пригодным для использования.
Когда использовать сталь для сварки
- Если требуется что-то более тяжелое — По сути, сталь весит примерно в три раза больше, чем алюминий. Это делает его идеальным для тяжелых и медленно движущихся приложений.
- Если нужна долговечность – обычно сталь более долговечна, чем алюминий. Он также не изгибается, как изгиб. Таким образом, вы можете наслаждаться его силой и упругостью.
- Если необходима изоляция – когда дело доходит до изоляции, сталь лучше алюминия.
Заключение
Для получения удовлетворительного сварного шва крайне важно понимать различные характеристики, свойства и т. д. каждого металла. Это для вас, чтобы знать, какие методы сварки и процедуры предварительной обработки они требуют. Алюминий и сталь — это два разных металла для сварки. Поэтому важно провести исследование, прежде чем использовать эти материалы.
Алюминий и сталь — это два разных металла для сварки. Поэтому важно провести исследование, прежде чем использовать эти материалы.
Если вам нужна дополнительная помощь при сварке алюминия или стали, обязательно обратитесь к местным экспертам по изготовлению металлоконструкций, которым вы доверяете.
Понимание различий в сварке стали и алюминия
Проблемы точечной сварки алюминия по сравнению со сталью включают прочный и быстро образующийся оксидный слой переменной толщины и состава, высокую электрическую и теплопроводность, небольшое увеличение удельного сопротивления с температурой , узкий диапазон пластичности, низкие температуры плавления и высокий коэффициент теплового расширения. Этот отрывок из новой книги Кимчи и Дэвида Филипса «Основы точечной сварки сопротивлением и применение в автомобильной промышленности» используется с разрешения Менахема Кимчи, доцента-клинического профессора, инженера по материаловедению, Университет штата Огайо, объясняет эти различия для тех, кто желает более глубокое понимание. Эта статья является первой из серии статей Кимчи о сварке усовершенствованных высокопрочных сталей, так что следите за обновлениями!
Эта статья является первой из серии статей Кимчи о сварке усовершенствованных высокопрочных сталей, так что следите за обновлениями!
автомобильной промышленности, лучше всего работает с металлическими сплавами, такими как стали, которые имеют электрическую и тепловую проводимость, которые намного ниже, чем у электродов на основе меди, используемых для их сварки. Низкая электропроводность (или высокое удельное сопротивление) обеспечивает легкий I2R-нагрев, а низкая теплопроводность означает более медленный отвод тепла из зоны сварного шва. Чем больше времени требуется для отвода тепла, тем прочнее сварной шов. Как показано на рисунке 1, сталь имеет очень высокое удельное сопротивление и поэтому идеально подходит для этого процесса сварки.
Алюминий обладает электро- и теплопроводностью, близкой к меди, что является двумя дополнительными причинами, усугубляющими проблемы при точечной сварке этого металла. Эти свойства диктуют необходимость гораздо более высоких токов и гораздо более коротких времен и, следовательно, менее надежного процесса. Практические правила, касающиеся сварочного тока и времени для алюминия, примерно в три раза превышают текущую температуру и составляют 1/3 времени процесса для сварки стали. Следовательно, существующее оборудование не может быть использовано для сварки алюминия из-за того, что требуется более высокий ток.
Эти свойства диктуют необходимость гораздо более высоких токов и гораздо более коротких времен и, следовательно, менее надежного процесса. Практические правила, касающиеся сварочного тока и времени для алюминия, примерно в три раза превышают текущую температуру и составляют 1/3 времени процесса для сварки стали. Следовательно, существующее оборудование не может быть использовано для сварки алюминия из-за того, что требуется более высокий ток.
проявляет значительное смягчение. Значение точечной сварки заключается в том, что более широкие диапазоны пластичности создают более широкую зону размягчения вокруг сварного шва на более длительное время. Эта область в сочетании с давлением электрода эффективно «запечатывает» быстро расширяющийся (металлы проявляют большие объемные расширения при плавлении) расплавленный очаг сварки и предотвращает его выброс из зоны сварки (выталкивание). Как показано на рисунке 2, типичный пластический диапазон алюминия значительно меньше, чем у стали. На рисунке также имеется случайная линия нагрева, чтобы проиллюстрировать тот факт, что узкий пластический диапазон не только уменьшает ширину «уплотнения» вокруг самородка, но также предполагает, что окно времени сварки для получения хорошего сварного шва ограничено. Таким образом, узкий пластический диапазон алюминия в сочетании с его низкой температурой плавления означает, что технологическое окно для создания хорошего сварного шва и предотвращения выброса очень мало.
На рисунке также имеется случайная линия нагрева, чтобы проиллюстрировать тот факт, что узкий пластический диапазон не только уменьшает ширину «уплотнения» вокруг самородка, но также предполагает, что окно времени сварки для получения хорошего сварного шва ограничено. Таким образом, узкий пластический диапазон алюминия в сочетании с его низкой температурой плавления означает, что технологическое окно для создания хорошего сварного шва и предотвращения выброса очень мало.
Динамическое сопротивление
Алюминий
Как показано на рисунке 3, кривая динамического сопротивления для алюминия полностью отличается от кривой для стали. Этому огромному различию способствуют два факта:
1) оксид на поверхности алюминия и
2) небольшое изменение удельного сопротивления в зависимости от температуры.
При начальном протекании тока сопротивление чрезвычайно велико из-за оксидного слоя, который имеет гораздо более высокое удельное сопротивление, чем алюминий. Это увеличивает вероятность первоначального изгнания и также приводит к значительному нагреву электрода. Оксидный слой быстро разрушается, позволяя току проходить легче, так как сопротивление быстро падает. Однако по сравнению с кривой динамического сопротивления для стали не наблюдается значительного увеличения сопротивления на более позднем этапе цикла. Причина этого заключается в том, что по сравнению со сталью удельное сопротивление алюминия лишь незначительно увеличивается с температурой, как показано на рис. 3. Смысл этой разницы в том, что существует ограниченная возможность вырастить самородок, воспользовавшись быстрым увеличением удельного сопротивления, как и корпус со сталью.
Это увеличивает вероятность первоначального изгнания и также приводит к значительному нагреву электрода. Оксидный слой быстро разрушается, позволяя току проходить легче, так как сопротивление быстро падает. Однако по сравнению с кривой динамического сопротивления для стали не наблюдается значительного увеличения сопротивления на более позднем этапе цикла. Причина этого заключается в том, что по сравнению со сталью удельное сопротивление алюминия лишь незначительно увеличивается с температурой, как показано на рис. 3. Смысл этой разницы в том, что существует ограниченная возможность вырастить самородок, воспользовавшись быстрым увеличением удельного сопротивления, как и корпус со сталью.
Рис. 4. Неровности сварного шва алюминия (пористость)
Коэффициент теплового расширения алюминия примерно в три раза выше, чем у стали. Это приводит к большему объемному расширению металла при нагреве и последующему большему сжатию при охлаждении. Следствием этого является большая вероятность не только выталкивания, но и нарушений сплошности сварного шва, таких как пористость и растрескивание при затвердевании (рис. 4). Это может обусловить потребность в низкоинерционных, быстродействующих сварочных головках, которые могут поддерживать постоянную силу во время быстрого движения расширяющейся и сжимающейся зоны сварки. Это требует больше оборудования и затрат на процесс.
Следствием этого является большая вероятность не только выталкивания, но и нарушений сплошности сварного шва, таких как пористость и растрескивание при затвердевании (рис. 4). Это может обусловить потребность в низкоинерционных, быстродействующих сварочных головках, которые могут поддерживать постоянную силу во время быстрого движения расширяющейся и сжимающейся зоны сварки. Это требует больше оборудования и затрат на процесс.
Как обсуждалось ранее, алюминий образует прочный и быстро образующийся оксидный слой. Оксидный слой с высоким сопротивлением может быть преимуществом, поскольку он значительно увеличивает контактное сопротивление между свариваемыми листами. Но поддерживать постоянную толщину оксидного слоя сложно, поскольку это происходит естественным образом и быстро, когда он подвергается воздействию окружающей среды. Поскольку он непостоянен, он вызывает несоответствия в сварном шве.
С другой стороны, если оксидный слой значительно уменьшается механическими (такими как шлифование) или химическими (такими как очистка кислотой с последующей конверсионной обработкой) методами непосредственно перед сваркой, потребуется очень большой ток, который способствуют прилипанию электрода и ускоренному износу.
Можно ли сваривать алюминий со сталью?
Сварка — это процесс соединения металлов путем плавления и охлаждения для сплавления материалов.
Многие материалы могут быть сварены с другими материалами с помощью этой техники для создания различных вещей.
Можно сваривать даже металлы с очень разными свойствами. Сталь и алюминий, например, очень разные металлы, которые можно сваривать вместе.
сварной алюминиевый листМожно ли сваривать алюминий со сталью? Вы можете сваривать алюминий со сталью, используя специальные приемы. Существует несколько советов и методов сварки алюминия. и стали вместе.
Сварка применяется в строительстве, автосборке и многих других областях.
Сварка также может быть хобби для некоторых людей. Если вы хотите сварить алюминий со сталью, вы должны быть особенно осторожны, чтобы убедиться, что вы делаете это правильно.
У нас есть много информации, которая поможет вам научиться сваривать алюминий со сталью, а также несколько советов по безопасности при сварке.
Что нужно для сварки алюминия со сталью?
Алюминий легко приваривается к большинству металлов.
Однако при сварке алюминия со сталью требуются специальные методы, поскольку металлы совершенно разные.
Использование альтернативных технологий, разработанных для сварки алюминия со сталью, сделало этот процесс намного более простым и успешным.
Почему для сварки алюминия со сталью необходимы специальные методы:
- Различное точки плавления
- Разное связующие свойства
- Хрупкий интерметаллические соединения
Сварка расплавляет два материала, чтобы соединить их вместе.
Для соединения большинства материалов используются такие методы, как склеивание и механическое крепление.
Алюминий и сталь имеют очень разные температуры плавления, что затрудняет их соединение.
Алюминий имеет температуру плавления 1221°F или 660°C.
Сталь имеет температуру плавления 2,726°F или 1,497°С. Это примерно 1000°F или 800°C разницы в температуре плавления.
Это различие создает трудности при сварке алюминия со сталью традиционным способом.
Алюминий и сталь имеют очень разные свойства.
Из-за этого два материала не соединяются должным образом. Если их не склеить между собой правильно, то алюминий и сталь полностью не сплавятся.
Часто это может привести к разрыву и нестабильности соединений.
Эти различия между алюминием и сталью могут привести к образованию хрупких интерметаллических соединений.
Хрупкие интерметаллиды вызывают множество проблем как в процессе сварки, так и после ее завершения. Эти соединения часто могут создавать разрывы или слабые связи.
Что необходимо для сварки алюминия со сталью?
Сварка
сварка алюминия со сталью отличается от сварки большинства других материалов вместе.
Наряду с вашими основными сварочными принадлежностями, включая защитное снаряжение, вам также понадобятся некоторые другие вещи, которые помогут упростить процесс и успешно сварить алюминий со сталью.
Материалы, которые вам понадобятся, зависят от вашего метода.
- Биметаллические переходные вставки
- Покрытие материалов
Биметаллические переходные вставки обычно используются для сварки двух разнородных материалов, таких как алюминий и сталь.
Для этого метода вам понадобятся биметаллические переходные вставки.
Эти вставки можно приобрести на многих веб-сайтах и в магазинах.
Биметаллические переходные вставки бывают разных форм.
Можно использовать обычные методы сварки с использованием биметаллических переходных вставок, так как они частично стальные и частично алюминиевые.
Другим способом сварки алюминия со сталью является покрытие металла методом пайки.
Это позволяет двум разнородным материалам легче соединяться друг с другом и предотвращает образование хрупких интерметаллических соединений.
Как сварить алюминий со сталью: пошаговое руководство
Какой бы метод вы ни использовали, вы должны выполнить определенные шаги, чтобы достичь правильной техники.
Как сваривать алюминий и сталь с биметаллическими переходными вставками
Использование биметаллической переходной вставки — это более простой и дешевый метод сварки алюминия со сталью.
Это простой процесс, который можно выполнить без изучения каких-либо дополнительных приемов.
Вы можете использовать базовые знания в области сварки биметаллических переходных вставок.
Они создают прочную связь между двумя металлами с помощью очень простого процесса.
Как использовать биметаллические переходные вставки для сварки алюминия и стали:
- Сначала приварите алюминий к вставке. Это позволяет избежать перегрева из-за разных температур плавления.
- Во-вторых, приварите другую сторону вставки к стали.
- После того, как металлы остынут, материалы будут успешно соединены друг с другом.
Другим вариантом при сварке алюминия со сталью является покрытие материалов для их соединения друг с другом.
Этот метод более совершенен и часто более дорогостоящий. Тем не менее, он по-прежнему создает прочную связь между материалами.
Как сварить алюминий и сталь с помощью покрытия
- Во-первых, окуните сталь в расплавленный алюминий, чтобы покрыть его.
- Второй, приварить алюминий к окунутой стали.
- Один раз металлы охлаждаются, материалы будут успешно соединены в один еще один.
Вы также можете спаять сталь с алюминием.
Сталь также может быть покрыта серебряным припоем.
Наносится погружением или пайкой.
Советы по безопасности при сварке
Независимо от того, что вы свариваете, безопасность превыше всего.
Сварка — опасная работа, так как вы работаете с горячими металлами.
Важно приобрести надлежащее защитное снаряжение, которое предотвратит травмы при работе с такими опасными материалами. Также важно помнить о правилах безопасности во время работы.
5 советов по безопасности, о которых следует помнить во время сварки:
- Protect ваше лицо, голова и глаза
- Защитить ваше тело
- Одежда правая шестерня
- есть воздух для дыхания
- Держать опрятность места сварки
Защитите лицо, голову и глаза
Во время сварки вы работаете с искрами, ярким светом и горячим металлом.
Важно защитить лицо и голову.
Необходимо носить надлежащий сварочный шлем с защитными очками.
Защитные очки и наушники также следует надевать под сварочную маску.
Со временем воздействие вредного света во время сварки может нанести серьезный ущерб.
Всегда следует носить защитные линзы с фильтрами для защиты глаз.
Защитите свое тело
Вам также необходимо защитить свое тело во время сварки.
Всегда быть полностью закрытым.
Вы не хотите рисковать травмами, такими как сильные ожоги. Полное покрытие тела имеет решающее значение при сварке.
Длинные рукава и длинные брюки защитят ваши руки, но вы также должны носить перчатки, сапоги и фартук для дополнительной защиты.
Носите правильное снаряжение
Ваше снаряжение также должно быть специально изготовлено для условий сварки.
Убедитесь, что все, что вы носите, не воспламеняется.
Жаростойкое и огнестойкое снаряжение необходимо для предотвращения ожогов.
Независимо от того, свариваете ли вы несколько минут или несколько часов, убедитесь, что вы носите подходящее снаряжение.
Пригодный для дыхания воздух
Во время сварки образуется много дыма.
Это особенно опасно при сварке в ограниченном пространстве, например в подвале.
Вытяжной колпак поможет удалить из помещения потенциально опасные пары.
Для вашей безопасности также важно знать, какой дым могут выделять материалы, с которыми вы работаете.
Содержите место сварки в чистоте
Работая в загроможденном помещении, вы рискуете попасть в аварию.
Не рискуйте случайно споткнуться или опрокинуть что-либо. Содержите свою территорию в чистоте, чтобы этого не произошло.
Это также поможет вам найти то, что вам нужно, и убережет вас от случайной поломки оборудования.
Если вы уделяете первостепенное внимание безопасности во время сварки, вы сможете избежать травм.
Хотя сварка может показаться опасным процессом, большинство опасностей представляют опасность только в том случае, если вы проявляете неосторожность.
Помня о безопасности, вы должны быть готовы к сварке чего угодно.
Теперь, когда вы знаете, как сваривать алюминий со сталью, вы готовы попробовать и это.
Хотя сварка этих двух материалов может быть немного сложнее, важно научиться этому процессу, чтобы улучшить свои навыки сварки.
Как только вы сделаете это несколько раз, это будет простой процесс.
Что нужно знать
Существуют значительные различия между сваркой нержавеющей стали и алюминия, и знание того, какой тип металла использовать, и соответствующие методы сварки являются ключом к успешному результату. Указание того, какое сырье необходимо использовать, также является первым шагом в подаче точного запроса предложения (RFQ) производителю металла.
На базовом уровне разница между нержавеющей сталью и алюминием заключается в том, что нержавеющая сталь является черным металлом, то есть содержит железо. Алюминий является цветным металлом и не содержит железа . Вес и прочность материала являются другими ключевыми характеристиками, которые различаются для этих материалов.
При определении того, какой металл использовать для вашего применения, необходимо учитывать не только химический состав каждого из них. Сварка алюминия и нержавеющей стали требует глубокого понимания различий материалов и соблюдения передовых методов для каждого из них.
Долговечность алюминия по сравнению с нержавеющей сталью
Нержавеющая сталь, несомненно, прочнее алюминия, но эта дополнительная прочность требует некоторых компромиссов. Сталь весит почти в три раза больше алюминия и не подходит для некоторых применений . Хотя алюминий легче, на нем больше шансов получить вмятины, деформации или царапины по сравнению с нержавеющей сталью.
Другим фактором является восприимчивость материала к коррозии. Нержавеющая сталь содержит хром, который обеспечивает превосходную коррозионную стойкость, а также не является пористым, что означает, что загрязняющие вещества с трудом проникают в материал. Алюминий, с другой стороны, более пористый, чем нержавеющая сталь. При окислении или воздействии кислой среды алюминий может быстро подвергаться коррозии, в то время как нержавеющая сталь сохраняет свою целостность .
Следует отметить, что алюминий обычно становится ковким при нагревании выше 400 градусов, тогда как нержавеющая сталь может использоваться при гораздо более высоких температурах без деформации. Вот почему так важно использовать несколько раскосов при сварке алюминия, чтобы помочь ему сохранить свою форму — критический фактор, когда указаны чрезвычайно жесткие допуски. Наоборот, нержавеющая сталь может стать хрупкой при воздействии экстремально низких температур, тогда как алюминий сохраняет свою прочность.
Несмотря на то, что нержавеющая сталь в целом прочнее алюминия, это не означает, что алюминий нельзя использовать в критически важных областях . При правильном проектировании и изготовлении как нержавеющая сталь, так и алюминий могут быть надежными материалами для изготовления металлических изделий.
Методы сварки нержавеющей стали и алюминия
Вам нужен опытный сварщик, независимо от того, какой металл вы выберете для применения. Хотя верно то, что алюминий мягче и его легче резать, сгибать и формовать, его химический состав и характеристики затрудняют его сварку, требующую продвинутых навыков.
Алюминий проводит примерно в пять раз больше тепла, чем нержавеющая сталь, и при сварке требуется гораздо больше тепла, чем сталь . Часто бывает трудно понять, какую температуру использовать при сварке алюминия, а определение того, какой присадочный металл и защитный газ использовать, только усложняет задачу.
Неправильная температура сварки алюминия может привести к непрочным швам из-за растрескивания, вызванного пористостью или недостаточным проплавлением готового сварного шва. Эта пористость не всегда очевидна невооруженным глазом, но может стать очевидной в процессе осмотра. Ремонт сварного шва является трудоемким делом, поэтому важно сделать все правильно с первого раза.
Нержавеющая сталь, с другой стороны, не имеет такого количества вариаций и не требует такого большого количества тепла, что облегчает сварку.
Разница в стоимости алюминия по сравнению с. Сварка нержавеющей стали
Как и другие товары, нержавеющая сталь и алюминий могут столкнуться с нестабильностью цен и нарушением цепочки поставок, как это наблюдалось во время пандемии. Тем не менее, алюминий , как правило, дешевле, чем нержавеющая сталь на фунт , и, поскольку алюминий изначально весит меньше, вы получаете больше сырья за свои деньги. Тем не менее, вам может понадобиться использовать больше алюминиевого материала для достижения прочности, необходимой для вашего сварного соединения. Кроме того, из-за его меньшего веса при транспортировке алюминиевых материалов достигается некоторая экономия средств по сравнению со стальными.
Как уже упоминалось, сварка алюминия требует специальной подготовки и продвинутых навыков. Таким образом, трудозатраты на сварку алюминия, вероятно, будут выше , что может помочь компенсировать цену на нержавеющую сталь.
Общие области применения для сварки алюминия и нержавеющей стали
Принимая во внимание свойства алюминия и нержавеющей стали, можно выделить несколько распространенных отраслей, в которых они используются. Обратите внимание, что бывают случаи, когда можно использовать любой из них в зависимости от его функции и применения .
Использование в производстве алюминиевых металлов
- Корпуса и компоненты морских кораблей
- Компоненты противоракетной обороны
- Упаковочное оборудование
- Радиолокационные системы обороны
- Аэрокосмическая промышленность (из-за легкости)
- Криогеника и транспортировка сжиженного природного газа (и другие отрасли, работающие при экстремально низких температурах)
Производство нержавеющей стали Применение
- Упаковочное оборудование
- Защитные кожухи и компоненты
- Коммунальное оборудование (по коррозионной стойкости)
- Оборудование для производства пищевых продуктов (из-за его гигиенических свойств и меньшей реакции на пищевые продукты — не влияет на цвет или вкус)
- Медицинское оборудование (операционные столы, аппараты МРТ и т.