Как сделать аппарат для сварки алюминия своими руками?
Аппарат для сварки алюминия является весьма необходимой вещью сегодня, поскольку область применения такого востребованного металла довольно широка в бытовом обиходе и часто применяется в сфере промышленности. Объясняется это тем, что алюминий обладает уникальнейшими свойствами, такими как легкость, высокая отражательная способность и теплопроводность, пластичность, эластичность, мягкость, прочность. Но благодаря своей структурной схожести с азотом, водородом, кислородом на его поверхности может возникать процесс окисления с выделением вредных газов, которые проникают в сам материал. Используя всеми привычную стандартную электродуговую сварку, можно так и не добиться желаемого результата. Поэтому во время данного процесса следует использовать иное устройство с применением специальной технологии, которая не навредит металлу.
Схема сварочного аппарата.
Как сделать сварочный аппарат самостоятельно?
Идеальным является аппарат, который будет работать на аргоновой основе.
Читайте также:
Как применяется холодная сварка для металла высокотемпературная водостойкая.
Вернуться к оглавлению
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:
Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление.
 Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита. - Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
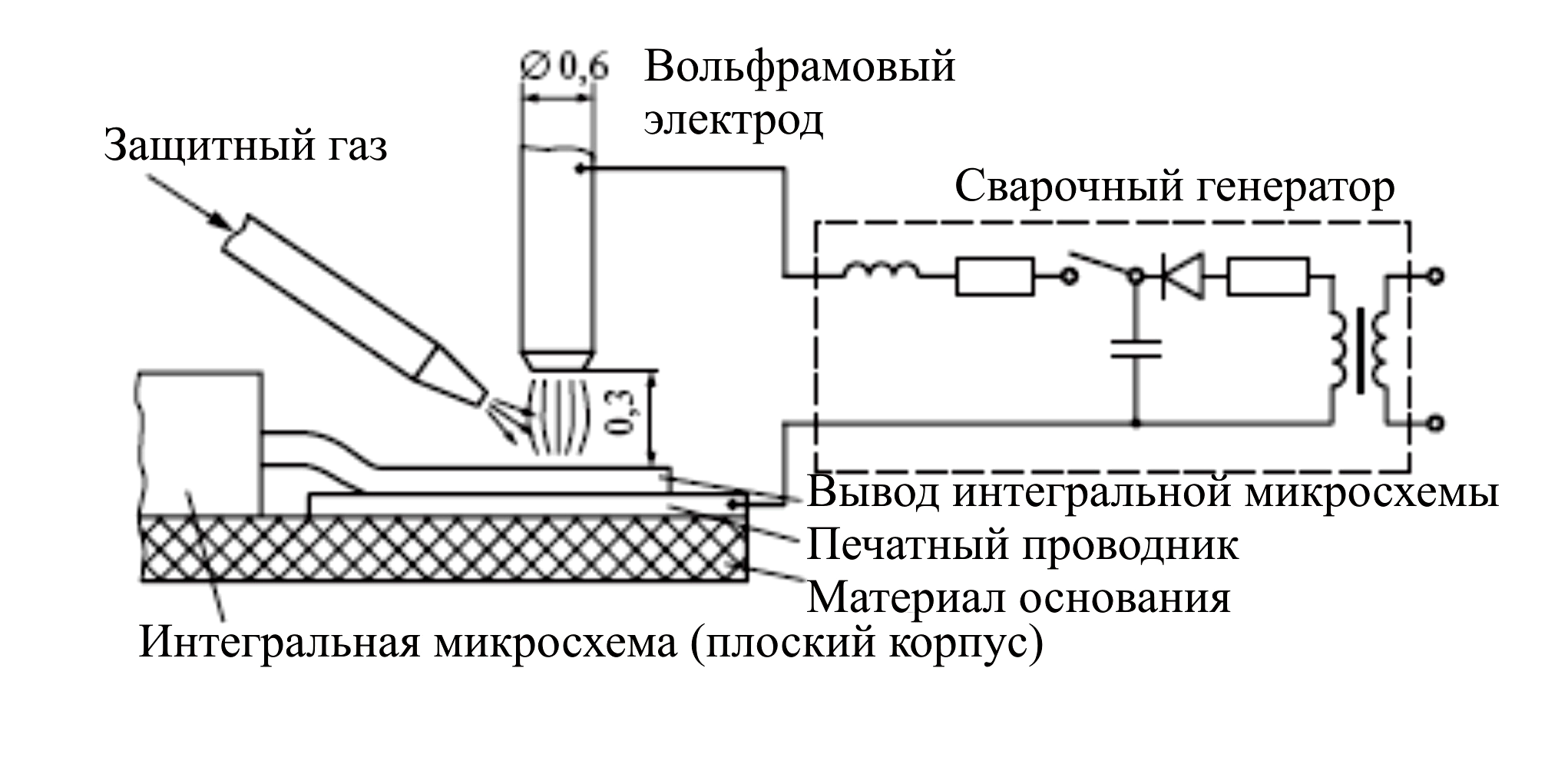
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.
 Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.

Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду. Во время припаивания трубки следует использовать высокие температуры.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Вернуться к оглавлению
Плюсы и минусы аргоновой технологии
Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.

На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.
Во время аргонодуговой сварки для качества выполненной работы следует использовать чистый вид аргона.
Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.
Вернуться к оглавлению
О чем следует помнить во время работы с аргоном?
Химические свойства алюминия.
Работа с применением аргона во время сварки алюминия требует выполнения некоторых мер предосторожности:
- Каждый работник должен знать в совершенстве все принципы работы сварного аппарата, правила его эксплуатации, виды сварных швов и способы соединений, какими свойствами обладают используемые виды металлов и сплавов, как между собой взаимодействуют все детали конструкции.
- Необходимо обладать базовыми навыками оказания медицинской помощи при всех видах электротравм, термотравм и отравлении газами.
- В обязательном порядке следует пользоваться всеми средствами индивидуальной защиты во время сварки. Лицо, глаза, руки, ноги, туловище должны быть облачены в защитную спецодежду, которая поможет избежать не только электротравм, но и сохранит жизнь.
- Полное соблюдение всех норм пожарной безопасности, так как работы проводятся с использованием воспламеняющихся и взрывоопасных средств. Необходимо иметь исправный огнетушитель и уметь им воспользоваться в случае надобности.
- Необходимо обеспечить постоянную вентиляцию помещения, в котором проводятся сварочные работы с применением газа во избежание отравлений данным веществом.
- Все элементы электроцепи должны быть тщательным образом изолированы между собой.
- Неисправность хотя бы одного из механизмов сварочного аппарата не допускает его дальнейшей эксплуатации без устранения поломки.


Таким образом, можно убедиться в том, что сварочный аппарат для сварки алюминия можно вполне сделать своими руками, затратив при этом не так много времени и материалов.
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
Сварка алюминия в домашних условиях
Сам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Содержание
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
 youtube.com/embed/26ZV0ikLpc4?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/26ZV0ikLpc4?feature=oembed» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»> - Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.
Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.
Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.

Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
 Но после такой процедуры требуется промывка проточной водой.
Но после такой процедуры требуется промывка проточной водой.Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.

- Процесс сварки своими руками
- Сварка алюминия
В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Сварка алюминия полуавтоматом своими руками
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, [как проводится сварка алюминия полуавтоматом], и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.
Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Особые свойства
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Как использовать?
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.

Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом;
- поддерживать протяженность электродуги в пределах 12-15мм;
- учитывать высокую степень расширения алюминия при нагреве.
Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
 Лучше использовать химическую обработку металла кислотой с последующей промывкой.
Лучше использовать химическую обработку металла кислотой с последующей промывкой.Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Виды проволоки
Проволока для сварки алюминия полуавтоматом является присадочным материалом. Она, в процессе сварки, плавясь, входит в состав шва. Поэтому основное требование к ее выбору — должна по химическому составу приближаться к химическому составу материала, который будет свариваться. Также ее температура плавления должна быть или такой же, как свариваемые элементы или чуть ниже.
Алюминиевая сварочная проволока для полуавтомата выпускается производителями российскими и зарубежными Ø 0,8 ÷ 3,2 мм. Сварка алюминия проволокой осуществляется марками, указанными в таблице.
| Марка по международной классификации | Отечественный аналог |
ОК Autrod 1070 (18. 01) 01) | Св. — А85, Св.- А97, Св. — Амц |
| ОК Autrod 1450 (18.11) | Св. — 1201 |
| ОК Autrod 4043 (18.04) | Св. – АК5, Св. – АК6 |
| ОК Autrod 5183 (18.16) | Св. – АМг5 |
| ОК Autrod 5356 (18.15) | Св. – АМг3 |
Проволока для сварки алюминия полуавтоматом по еще одной распространенной классификации EN ISO 18273 может иметь маркировку ER 4043, ER 5356. Это чаще всего используемые присадочные материалы для сварки литейных сплавов типа АД31, АД33и АД35, если им не нужна операция анодирования. Поставляется в бухтах или на кассетах разного веса.
Сварка алюминия полуавтоматом без газа ведется с применением порошковой проволоки, ее еще называют самозащитной. Имеет трубчатую конструкцию внутри которой находится порошкообразный наполнитель. Он одновременно выполняет несколько функций — раскисляет, легирует, защищает от вредного воздействия воздуха, формирует шов и т. д.
Выбор диаметра и марки самозащитной проволоки зависит от толщины изделий, которые будут свариваться и состава алюминиевого сплава.
Начало и окончание шва
При газоэлектрической сварке нередко приходится уделять особое внимание началу шва и его окончанию. В начале сварного шва всегда имеется участок выхода на стационарный режим сварки, где некоторые параметры свайки и сварного шва еще не достигли своего оптимального или расчетного значения, а значит, и качество сварного соединения не отвечает заданному. При окончании шва также есть участок, где незаверенный или плохо заваренный кратер представляет собой дефект, устранить который повторным переплавлением невозможно.
Следовательно, во всех случаях по возможности нужно предусматривать вывод начала и окончания шва за пределы сварного соединения на специальные технологические планки. Планки для начала и окончания шва приваривают к собранным под сварку деталям полуавтоматической или ручной сваркой. Они должны иметь ту же разделку, что и свариваемые детали. Зазор между планкой и деталью не должен превышать 0,3—0,5 мм. Если начало и окончание шва вывести за пределы сварного соединения невозможно (кольцевые и круговые швы; непредвиденные остановки), то необходимо заранее предусмотреть способы устранения дефектов в начале и в конце шва.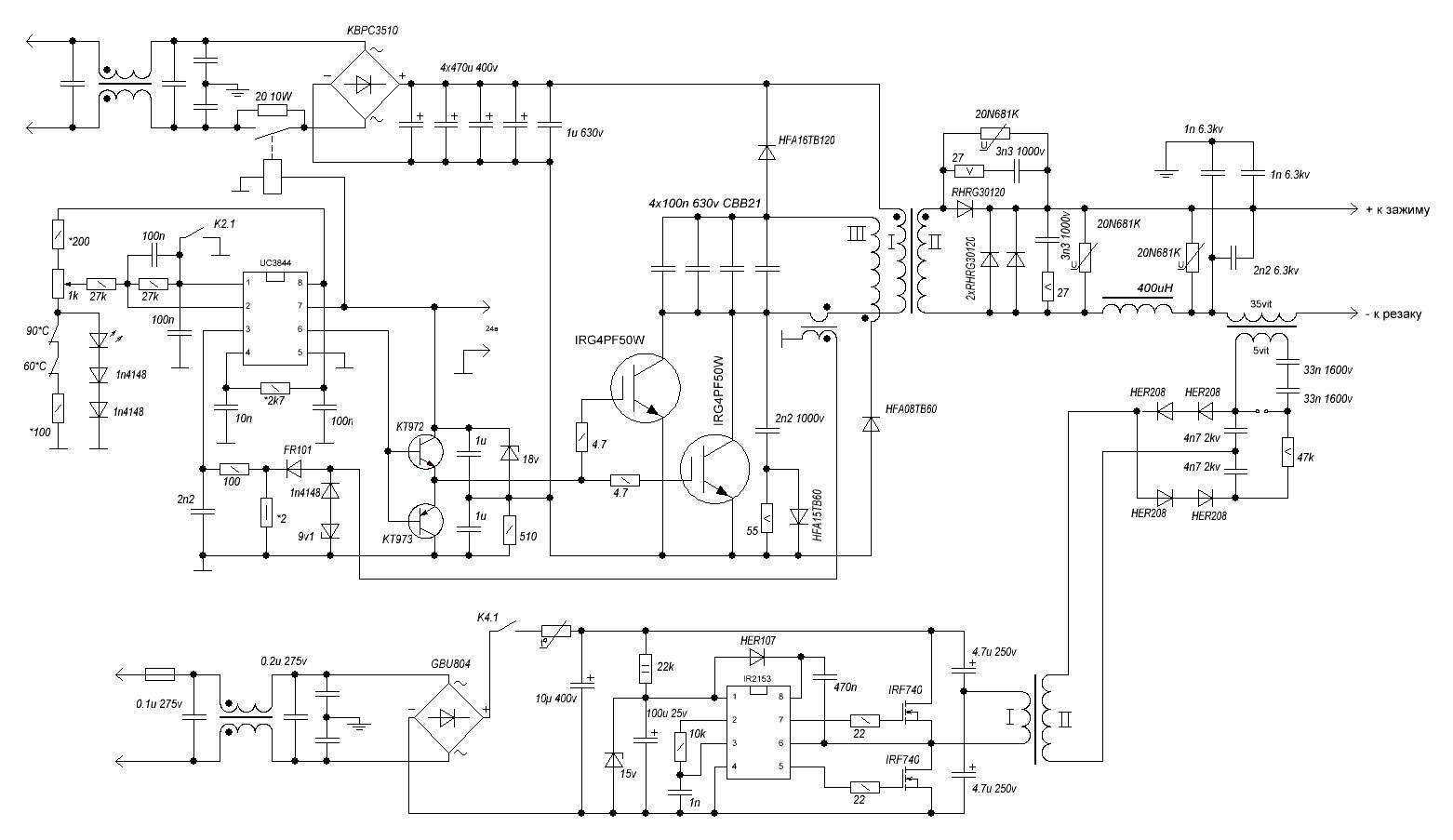 При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
Окончание сварки необходимо осуществлять так, чтобы избежать появления кратера. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. Для заварки кратера при автоматической сварке неплавящимся электродом требуется, как правило, специальное устройство в схеме управления сварочным током. Известны, например, резисторные, тиратронные, тиристорные и другие схемы плавного уменьшения сварочного тока.
При сварке плавящимся электродом начало и окончание шва, не выведенные на технологические планки, должны быть удалены и повторно переплавлены.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
105 фото преодоления трудностей при варке металла
Алюминий — это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Но недостаточная прочность и быстрая окисляемость ограничивают его применение в чистом виде.
Большую популярность снискали сплавы металла с добавлением марганца или кремния. Из них получают неразъемные конструкции с помощью сварки. Статья расскажет о том, как правильно варить алюминий.
Краткое содержимое статьи:
Трудности при сварке алюминия
Большинство сплавов на основе алюминия считаются трудносвариваемыми. На это есть несколько причин:
На это есть несколько причин:
Наличие на поверхности металла тугоплавкой оксидной пленки, разрушение которой наступает при температуре свыше 20000. Сам же металл плавится при гораздо более низкой температуре — 6600. Такой температурный градиент ухудшает условия для качественного сплавления кромок деталей: сварочная ванна мгновенно покрывается окислами.
В составе металла присутствует водород в растворенном виде. При кристаллизации шва он стремится выйти на поверхность валика. Так образуются характерные для алюминия дефекты — поры. А повышенное содержание кремния увеличивает риск появления горячих трещин.
Значительный коэффициент линейного расширения приводит к деформациям конструкций в процессе охлаждения. Явление получило название «усадка».
Алюминий известен своей жидкотекучестью в расплавленном состоянии, что негативно влияет на свариваемость. Проблему можно решить, используя специальные теплоотводящие пластины и подкладки.
Подготовка изделий к сварке
Предваряющим этапом сварки алюминия является тщательная подготовка кромок к сплавлению. Это важный момент для получения качественного соединения. Следует уделять внимание разделке кромок и их зачистке.
Стыковые швы на металле до 4 мм не нуждаются в разделке. С возрастанием толщины металла до 5 мм и выше применяют V-образный скос с одной стороны детали. Для толстолистового алюминия характерен двусторонний скос в форме «Х». Требуемую конфигурацию кромок получают механически: шлифованием, фрезерованием, строганием.
Цель зачистки — разрушить оксидный слой, очистить поверхность от масел и прочих загрязнений.
Процесс осуществляют двумя способами:
Механическая обработка. Кромки свариваемых деталей зачищают с 2-х сторон на ширину не менее 20 мм щетками металлическими с нержавеющим ворсом или специальными абразивными кругами по алюминию. После чего участки обработки обезжиривают растворителем. Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.
Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.
Химическая обработка. Заготовки подвергают травлению в ваннах с 5-10% раствором NaOH. Травильный шлам (темный осадок) с поверхностей деталей удаляют последующим осветлением в азотной кислоте в течение 5 мин.
Обезжириванию подвергается и присадочный материал.
Способы сварки алюминия
В заводских и домашних условиях распространение получили 3 способа сварки алюминия: сварка плавящимся электродом с защитным газом (MIG), не плавящимся электродом (TIG) в аргоне и плавящимся электродом без газовой защиты.
Каждый вид характеризуется своими особенностями — применяемым оборудованием, расходными материалами, режимами сварки.
Фото сварки алюминия показаны в нашей галерее.
MIG сварка алюминия
Для полуавтоматической сварки алюминия использую как универсальные, так и импульсные инвенторы.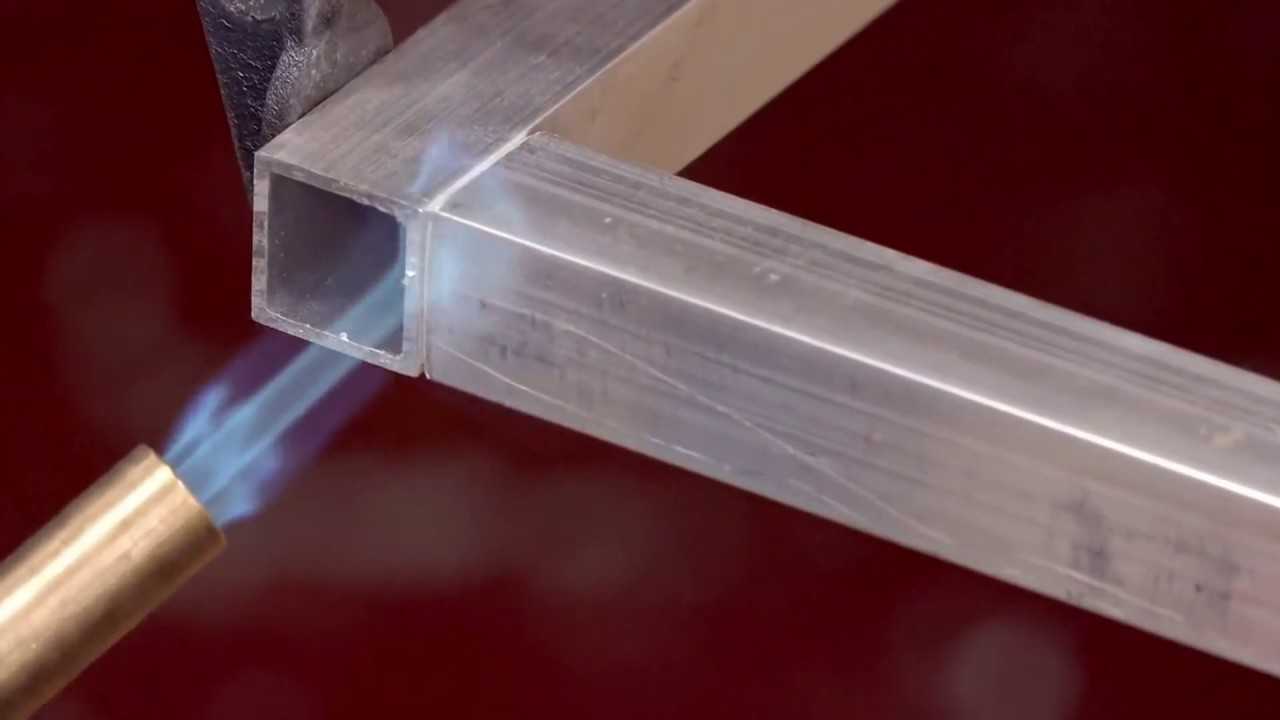 Последние позволяют получить очень качественное соединение.
Последние позволяют получить очень качественное соединение.
Электродом выступает специальная алюминиевая проволока со сплошным сечением (Св-АМг5, Св-АМЦ и т.д. в зависимости от материала заготовок), подающаяся в сварочный аппарат с помощью роликов.
Параметры сварки — постоянный ток, обратная полярность. Для защиты ванны в зону сварки подают аргон или его смеси с гелием или углекислотой в соотношении 80/20% соответственно.
Режимы сварки (величину тока, расход газа, напряжение дуги, вылет электрода) подбирают по справочникам, исходя из толщины свариваемых деталей.
Как варить алюминий полуавтоматом? Ответ зависит от пространственного положения и вида соединения. Так, для стыковых швов без скоса кромок в нижнем положении сварку ведут без поперечных колебаний электрода. При многослойной сварке деталей с разделкой последние швы накладывают с небольшими поперечными перемещениями электрода.
Для предотвращения образования на концах шва кратеров используют выводные планки.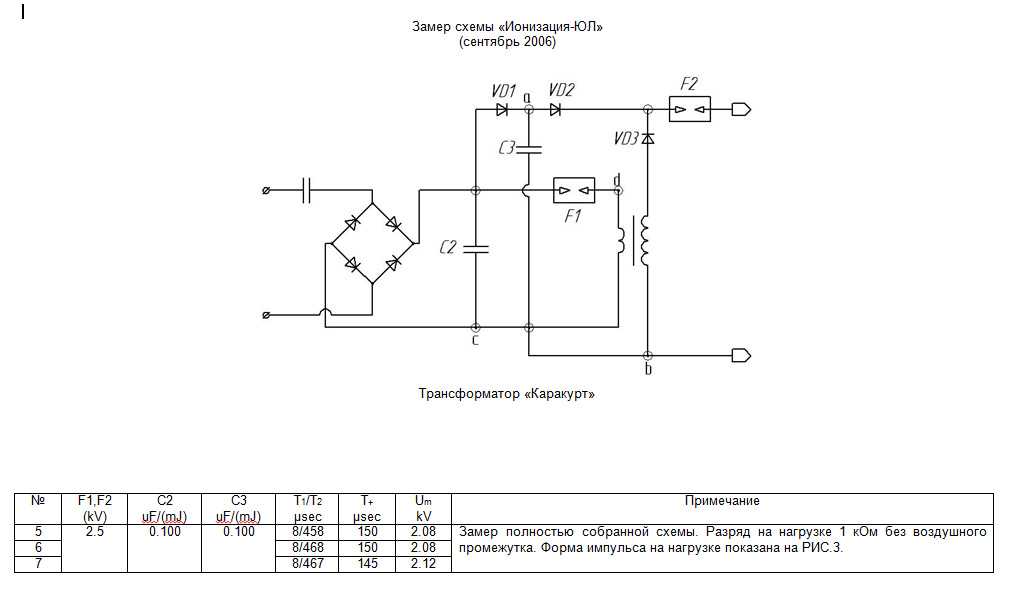
TIG сварка алюминия
Данная технология предусматривает применение вольфрамового неплавящегося электрода диаметром 1,6-5 мм в зависимости от толщины заготовки и присадочного материала, в качестве которого выступает аналогичная по диаметру алюминиевая проволока или прутки.
Защитный газ — аргон повышенной чистоты. Оборудование — аргонодуговой инвентор, например TRITON ALUTIG 200Р AC/DC.
Несколько советов, как варить алюминий аргоном:
Наклон электрода к детали должен быть в диапазоне 70–800, а угол между присадкой и вольфрамовым стержнем около 900. Рекомендуемая длина дуги от 1,5 до 2,5 м. При наложении швов первой перемещается присадка, а за ней горелка.
Для исключения перегрева металла, сквозных прожогов тонколистовых заготовок, под ними располагают медные пластинки, которые эффективно отводят тепло. В зону сварки аргон подают за 3-4 сек. до начала прохода, а прекращают подачу спустя 5-7 сек. после обрыва дуги.
В сравнении с полуавтоматической сваркой, сварка не плавящимся электродом на правильно подобранных режимах уменьшает коробление изделий и снижает трудоемкость зачистки. Но чуть более длительная по времени.
Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.
Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.
Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.
Перед сваркой электроды прокаливают в печах или электропеналах. Сварку ведут короткой дугой, обрыв дуги до завершения сварного шва нежелателен.
После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.
Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.
Фото рекомендации как варить алюминий
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Осциллятор для сварки алюминия своими руками схема
Главная » Статьи » Осциллятор для сварки алюминия своими руками схема
Осциллятор для сварки алюминия
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги.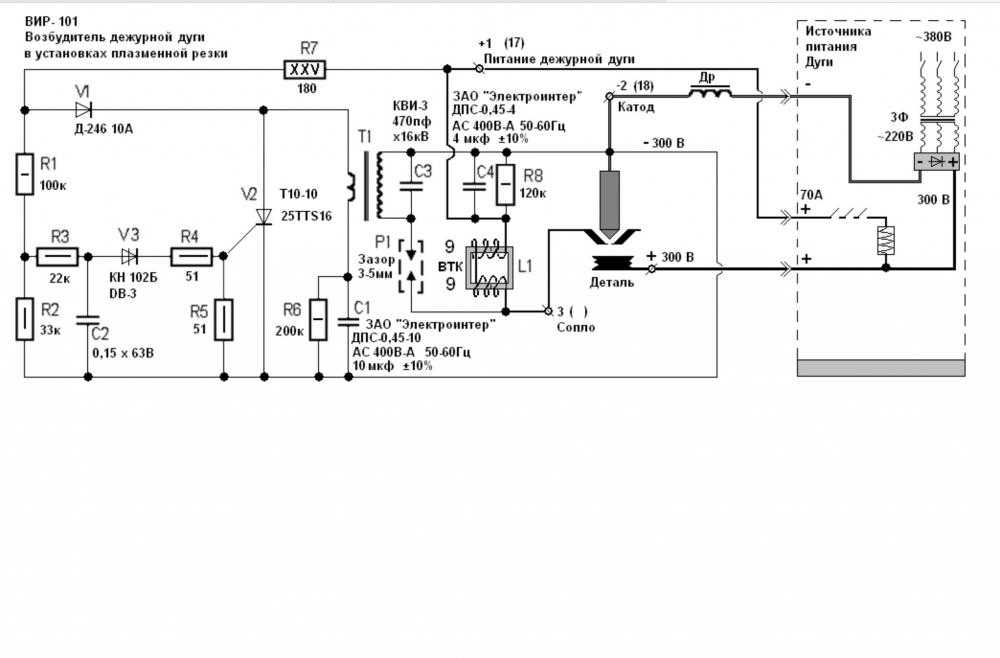 Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством.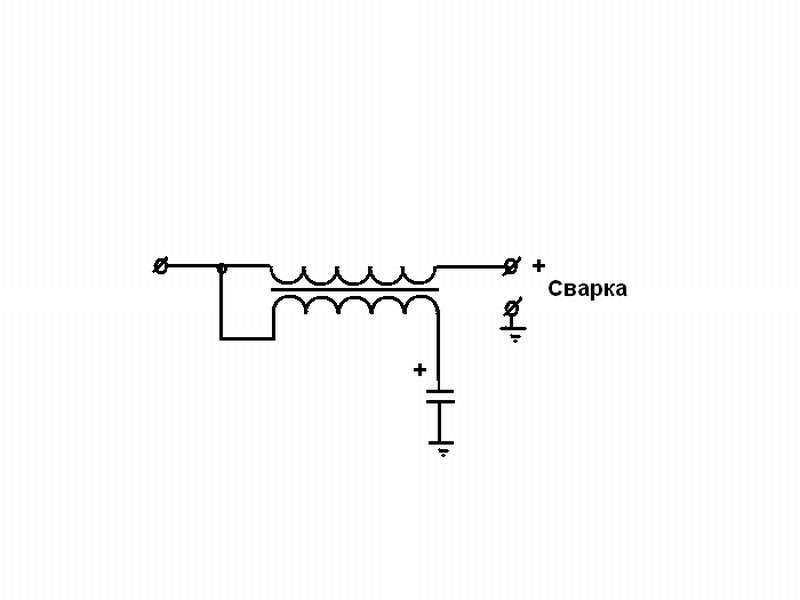 Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный — данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
 Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Непрерывный осциллятор подключается последователь к основному сварочному аппарату.Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | — |
| Вес, кг | 6,5 | 16 | 20 | — |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.

svarkaipayka.ru
Осциллятор для сварки алюминия делаем сами
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Последний можно купить в любом строительном магазине или же выполнить своими руками.
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока (приблизительно 50 Гц) в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Осциллятор для сварки может выполняться в двух воплощениях, непрерывного действия или же импульсной работы. В первом случае работа агрегата заключается в параллельном тандеме с источником электрической дуги. Таким образом подключение выполняется непосредственно к массе и держаку. Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Во втором случае нет необходимости в дополнительном применении средств защиты от высоких показателей напряжения. Этот вариант считается наиболее эффективным в сравнении с аналогами. С применением такого осциллятора для сварки возможна работа с переменным напряжением. Ведь теперь можно достигнуть зажжения электрода в процессе смены полярности переменного тока в сети.
Ниже приведены две схемы осциллятора для сварки:
Схема 1
Схема 2
Если есть необходимость в производстве самодельного осциллятора для сварки алюминия также не стоит расстраиваться. Главное произвести изготовление разрядника правильным образом. Ведь только в таком случае произойдет поджиг. Чаще всего применяются остатки электродов из вольфрама.
Рекомендуем к просмотру видео по теме:
самодельный ОСЦИЛЛЯТОР для аргоннодуговой сварки .
 homemade OSCILLATOR automata for argon-arc welding
homemade OSCILLATOR automata for argon-arc weldingРекомендуем к просмотру видео по теме:
сварка аргоном самодельным осциллятором.
Рекомендуем к просмотру видео по теме:
Сварка алюминия..wmv
Рекомендуем к просмотру видео по теме:
Осциллятор и телевизор
Спонсор статьи
Оцените пожалуйста статью:
(14 голосов, средняя оценка: 3,43 из 5)
svarkahome.com
Сварочный осциллятор своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
 Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
Вот один из вариантов состава устройства:
- выходного выпрямитель;
- стабилизированный источник питания;
- блок зарядки с накопителями емкости;
- блок управления;
- блок для формирования импульса;
- высоковольтный трансформатор;
- датчик тока;
- газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые знания электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Используем сварочный осциллятор своими руками
Сварочный осциллятор
Для сварки алюминиевых деталей настоятельно рекомендуется применять такой аппарат, как сварочный осциллятор – своими руками в домашних условиях выполнить качественную сварку без применения осциллятора практически невозможно. Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Сложность работы с алюминием
Во-первых, при изготовлении деталей используются разные сорта алюминия:
- термоупрочняемые сорта;
- нетермоупрочняемые сорта.
Для каждого из них должны применяться свои индивидуальные технологии сварки, при этом особо сложными в обработке являются детали из термоупрочняемых сплавов, т.к. они относятся к трудносвариваемым металлам.
Также алюминий имеет следующую особенность – на его поверхности в процессе сварки образуется пленка из оксидов, которые препятствуют качественной адгезии.
Также алюминий при сваривании теряет прочность и в значительной степени расширяется, что приводит к повреждениям деталей.
Роль осциллятора при сварке алюминия
Осциллятор по своей сущности – это аппарат, генерирующий искровые затухающие колебания. Он полезен тем, что порождает и поддерживает в течение требуемого времени сварочную дугу необходимых параметров. Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
При этом осциллятор достаточно прост по содержанию – в него входят следующие элементы:
- повышающий трансформатор;
- разрядник;
- контур колебательного типа.
Все элементы являются пассивными, поэтому система достаточно надежна и долговечна.
Схема работы осциллятора
За преобразование стандартного напряжения отвечает трансформатор. Полученное напряжение передается на конденсатор, который накачивается до определенного момента, пока не образуется пробой на разряднике. В короткозамкнутом колебательном контуре образуются затухающие резонансные колебания. Далее образовавшиеся колебания передаются через конденсатор и обмотку на дуговой промежуток.
В этой схеме есть одно слабое место – возможно шунтирование дугового промежутка обмоткой. Чтобы предотвратить это, нужно предусмотреть наличие блокирующего конденсатора. Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Схема осциллятора ВК-7:
Особо эффективен осциллятор при сваривании деталей из тонкого легкоплавкого алюминия. При работе с такими деталями нужно использовать слабый ток, чтобы не допустить прожога деталей. Чтобы поддержать устойчивость дуги при столь малых токах, как раз и нужен осциллятор — он накладывает свой высокочастотный ток поверх тока низкой частоты в сварочной цепи.
Виды осцилляторов
- импульсный осциллятор – используется при работе с переменными токами и подключается параллельно сварочному аппарату;
- непрерывный осциллятор – применяется при работе с постоянным током, должен подключаться со сварочным аппаратом последовательно.
Видео:
К вопросу самостоятельного изготовления
Многие задаются вопросами, как сделать сварочный осциллятор своими руками и вообще возможно ли это? Отвечаем: да, это вполне решаемая задача для мастера, имеющего достаточный опыт работы со сварочным оборудованием и с электрическими схемами.
Здесь нужно уделить большое внимание следует уделить изготовлению разрядника. Именно от его надежной работы зависит качество функционирования всего осциллятора. Для изготовления его контактов нужно использовать вольфрам, который имеется в электродах.
Также важно соблюсти порядок подключения и отключения трансформатора. Если оборудование подключается параллельно, то оно должно и отключаться параллельно. В противном случае велика угроза получить удар током от разряда высокого напряжения.
Если же уверенности в своих силах нет, то лучше не рисковать и купить фабричный осциллятор – безопасность должна быть превыше всего.
cassuspro.ru
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
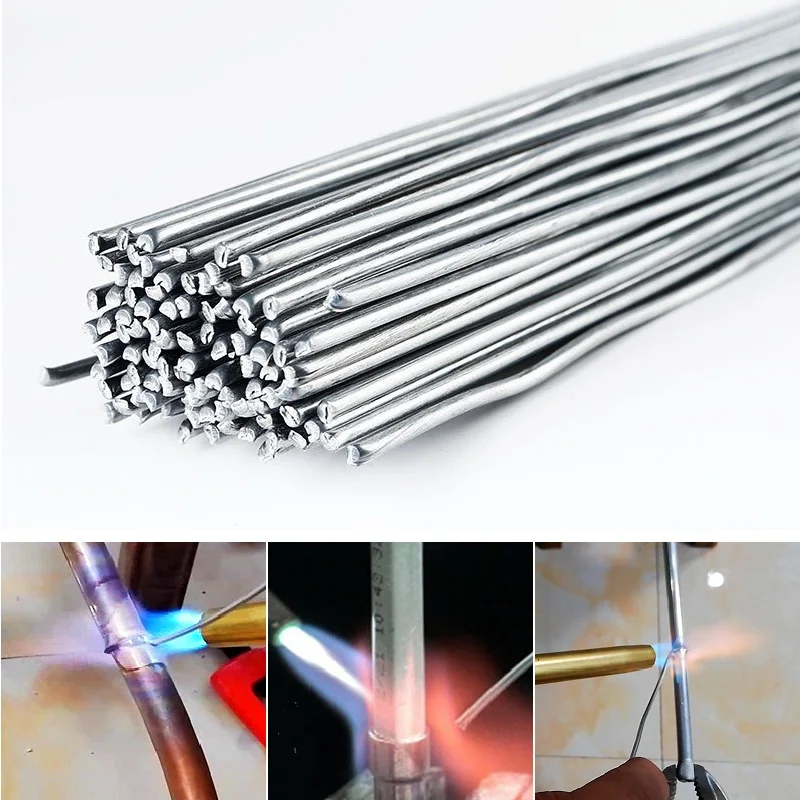
Проволока для сварки алюминия
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE
• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
| |||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||
Газовая сварка алюминия — Detroit Torch
Алюминий повсюду, а это означает, что потенциальная потребность в его ремонте также велика.
Действительно, я ремонтировал алюминий бесчисленное количество раз — от подпорок для лодок до штормовых дверей; от кронштейна корпуса под капотом моего грузовика до удлинителя последнего в моем гараже. Я ремонтировал алюминий больше, чем хочу признать. Но я нахожу утешение в том, что мне не нужно полагаться на кого-то еще для ремонта или замены запчастей. За годы работы сварщиком на выставках я обнаружил, что не одинок. Бесчисленное количество людей обращались ко мне, желая узнать, как выполнить ремонт алюминия с помощью кислородно-топливной установки, поэтому я хотел бы поделиться с ними некоторыми методами, советами и приемами, которые использую сам. Эта статья является просто продолжением этих усилий. Для тех, кто плохо знаком со сваркой, я хотел бы сказать несколько слов об очень важной теме — безопасности. Работа с электричеством опасна, если вы не освоили надлежащие методы и процедуры. Работа с горючими газами и огнем ничем не отличается. 1) Обязательно прочитайте и соблюдайте инструкции производителя используемого вами оборудования. 2) Помните о своей рабочей среде. Сэкономить 200 долларов на ремонте, сделав это самостоятельно, — хорошее чувство; Выкладывать несколько тысяч (или хуже) из-за того, что вы не заметили бутылку с растворителем рядом со своим сварочным столом, не будет. Убедитесь, что у вас есть проверенный многоцелевой огнетушитель (тип ABC). Я использовал свои факелы в самых разных условиях и разными способами, и мне повезло, что я никогда не нуждался в огнетушителе, но я все еще всегда держу его рядом. 3) Имейте в виду, что ядовитые пары могут быть столь же опасны для вашего здоровья, как и сам огонь. Обязательно примите необходимые меры предосторожности, включая сварку в хорошо проветриваемом помещении.
Далее: несколько общих моментов по сварке алюминия кислородно-топливной горелкой. В моем гараже есть два типа кислородных горелок [см. рис. a]. Один из них — это обычный комбинированный фонарь средней мощности Victor-Style, который был передан мне — не уверен в марке, поскольку он хорошо использовался до того, как я его заполучил. Другой — DHC2000 производства Detroit Torch and Mfg. Co., который я купил несколько лет назад. У каждого типа есть свой набор сильных и слабых сторон, которые могут сделать его более предпочтительным по сравнению с другим для данного приложения.
Сварка алюминия с помощью обычной горелки в прошлом доставляла мне определенные неудобства — в конечном итоге я мог продуть расплавленную сварочную ванну. Мне сказали, что использование водорода вместо ацетилена обеспечивает больший контроль и лучшую видимость сварочной ванны. Это может быть так, но я не свариваю столько алюминия, чтобы оправдать дополнительные расходы на водородный баллон, регулятор и шланг. Итак, для этого проекта вместо замены топлива я поменяю свой факел. По сравнению с моей обычной горелкой, DHC 2000 предлагает более мягкое и концентрированное пламя и, по крайней мере, для меня оказалось проще использовать при сварке некоторых металлов, таких как нержавеющая сталь и алюминий. Я должен отметить, что недостатком более концентрированного пламени DHC 2000 является то, что он ограничен сваркой небольших и средних объектов и материалов толщиной не более 3/8». К счастью, большинство моих проектов, связанных с магазином, и почти все магазины попадают в его диапазон.
Сварка алюминия любой газокислородной горелкой требует использования флюса. Основной задачей флюса является предотвращение образования оксидов в сварочной ванне. Это также помогает защитить сварной шов от загрязнений и облегчает течение присадочного металла. Горящий флюс приводит к оранжевому натриевому факелу, из-за которого трудно увидеть сварочную ванну. Чтобы улучшить видимость расплавленной лужи (и защитить ваши глаза), часто используются зеленые линзы с оттенком 5 или кобальтово-синим оттенком 6. Кобальтово-синие линзы недешевы, но они эффективно уменьшают оранжевые натриевые блики (65-200 долларов). Я использую кобальтово-синие очки (оттенок 6; ANSI 287.1) от Detroit Torch and Mfg. Co. Другие материалы, которые могут оказаться полезными, включают: самодельный лоток для флюса, щетку из нержавеющей стали, плоскогубцы или что-то, что можно держать. и/или передвинуть заготовку и, конечно же, соответствующую одежду. [см. рис. б]
Прежде чем приступить к сварке, вам необходимо найти себе соответствующий сварочный пруток. Я предпочитаю стержень TIG, потому что его легко найти, а его высокая чистота обеспечивает более высокое качество сварки. Тем не менее, стоит отметить, что многие предпочитают использовать алюминиевый сварочный пруток с флюсовой сердцевиной, поскольку это избавляет от необходимости смешивать и наносить отдельный флюс. [см. рис. c] Недостатком Flux-Core является то, что его сложнее найти и он намного дороже. Кроме того, алюминиевый тиг-стержень бывает различных типов и диаметров, и его легко найти в местном магазине сварочных материалов. Я обнаружил, что тип 1100 или 4043 хорошо работает для большинства приложений, с которыми я сталкиваюсь. 1100 обладает свойствами, которые делают его пригодным для «мягких» применений, где будет происходить изгибание или придание формы металлу, например, кузовные работы. С другой стороны, 4043 хорошо подходит для «жестких» применений, где основной металл не должен изгибаться. Некоторыми примерами этого могут быть литой алюминий или алюминиевый уголок. Выбор диаметра стержня больше похож на игру в догадки. Обычно я предпочитаю начинать с удилища ø1/16” и увеличивать или уменьшать размер по мере необходимости.
С выбранным стержнем самое время перейти к флюсу. Алюминий начинает окисляться, как только покидает завод. Как упоминалось выше, основная цель флюса — преодолеть оксидный слой на поверхности вашего основного материала и присадочного материала, чтобы сделать возможным сварку материала. Есть несколько различных марок и типов, которые будут работать, но я использую флюс для пайки алюминиевым порошком от Harris. Чтобы смешать флюс, я просто: а) насыпаю небольшое количество порошка в лоток; б) лоток рис здесь окунуть мои пальцы в воду и стряхнуть воду с кончиков пальцев в порошок — это буквально все, что вам нужно; c) используйте мой стержень, чтобы смешать флюс, пока он не станет пастообразной консистенции. Если флюс слишком жидкий или слишком густой, у вас возникнут проблемы с хорошим покрытием стержня при нанесении покрытия, что может привести к плохому сварному шву.
Ключом к получению качественного сварного шва является обеспечение того, чтобы поверхность или ваша заготовка были очищены от возможных загрязнений, таких как грязь, жир и т. д. Флюс поможет смягчить некоторые загрязнения, но все же рекомендуется запустить проволочной щеткой из нержавеющей стали вдоль зоны сварки, а затем чистой тряпкой протрите поверхность. При соединении материалов толщиной более ¼ дюйма может также потребоваться скос кромок, чтобы обеспечить лучшее проплавление сварного шва. [см. рис. d]
Хотя толщина материала заготовки может быть вашим первым фактором, вам также необходимо принять во внимание следующее: размер свариваемой детали; скорость, с которой вы укладываете шарик, необходимое количество тепла и все, что может действовать как теплоотвод. Что касается последнего пункта, то, что часто упускается из виду, — это рабочая поверхность. Если заготовка плоская и лежит непосредственно на металлической столешнице, верхняя часть будет действовать как теплоотвод и отводить тепло от детали. Это может быть особенно проблематично при сварке алюминия. Как и медь, алюминий обладает высокой теплопроводностью, а это означает, что тепло имеет тенденцию отходить от зоны сварки довольно быстро. Чем больше вы сделаете, чтобы сдержать это распределение тепла, тем лучше для вас будет. Некоторые советы включают в себя предварительный нагрев всей заготовки и размещение ее на огнеупорных кирпичах во время ремонта.
Теперь, когда ваши материалы, заготовка и рабочая зона подготовлены, пришло время выбрать подходящий размер наконечника и зажечь фонарик. Это следует делать в соответствии с инструкциями производителя.
1) После того, как факел зажжется, вам нужно будет установить пламя, которое «только что загорелось». Я называю это мягким пламенем. [см. рис. д]
2) Слегка предварительно нагрейте всю заготовку (500–600 градусов), особенно для более толстых или больших деталей. Старый трюк сварщиков, чтобы приблизиться к этой температуре, состоит в том, чтобы использовать только ацетиленовое пламя и провести горелкой над свариваемой деталью. Это оставит черный углеродистый налет на поверхности. Теперь вернитесь к мягкому нейтральному пламени и нагревайте свариваемую деталь, пока не исчезнет черный цвет. Это поставит вашу деталь для сварки при температуре около 500 градусов.
3) В отличие от других металлов, алюминий не меняет цвет при нагревании до температуры сварки (1250°F). Однако непосредственно перед образованием лужи металл приобретает более «блестящий» вид. Когда лужа образуется, она выглядит «морщинистой». [См. рис. f]
4) В момент появления лужи быстро погрузите удочку в лужу и вытащите ее обратно. Подсказка: позвольте жезлу парить прямо над лужей, все еще внутри вашего вторичного пламени.
5) Проведите пламя и стержень вдоль заготовки. Отрегулируйте скорость по мере необходимости. По мере того, как тепло начнет накапливаться в заготовке, вам нужно будет увеличить скорость, чтобы не «выдуть». Вы также можете контролировать нагрев, периодически оттягивая горелку на дюйм или около того от детали, давая ей время остыть, прежде чем продвигаться вперед.
6) Повторяйте шаги 4–5, пока не приблизитесь к концу сварного шва. Когда вы приблизитесь к концу сварки, вам нужно будет отвести пламя от сварного шва, чтобы алюминий не «выпал».
7) После укладки всего сварного шва дайте ему остыть перед его осмотром. Вот некоторые вещи, на которые вы можете обращать внимание при осмотре сварного шва:
- Есть ли достаточное/полное проплавление через заготовку?
- Слишком много отложений?
- Имеются ли какие-либо дефекты сварного шва (трещины, отверстия и т. д.)?
Способность выполнять любой тип сварки на любом типе материала требует практики. Чтобы стать хорошим сварщиком, требуется немало практики. Удачи и терпения, вы справитесь.
Сложный или другой? — Baker’s Gas & Welding Supplies, Inc.
Сегодняшний гостевой пост написан Беном Роменеско из Miller Electric.
Что приходит на ум, когда вы видите что-то сделанное из алюминия, которое нуждается в ремонте
? Является ли ваша реакция колебанием: «О, это будет трудно
один, чтобы починить?» Алюминий имеет репутацию трудно свариваемого, но реальность
такова, что он просто отличается от стали, свариваемой MIG.
Miller Electric Mfg. Co. предлагает алюминиевое решение для каждой машины в линейке
Millermatic®, чтобы дать сварщику возможность легко и экономично
строить или ремонтировать алюминиевые проекты. Понимая различия
в технике и необходимом оборудовании, проекты по алюминию могут стать для вас намного проще.
Одним из преимуществ алюминия является то, что вам не нужно беспокоиться о ржавчине, верно? Алюминий
не ржавеет, но голый алюминий очень быстро образует слой оксида алюминия. Оксидный слой, наряду с высокой степенью теплопроводности, означает, что
алюминию требуется большее количество энергии (чем стали) для образования расплавленной ванны
и сварки.
Высокая теплопроводность алюминия значительно увеличивает зону термического влияния
больше, чем стальные сварные швы, но также означает, что лужу может быть трудно контролировать.
В отличие от одного очень распространенного сплава стальной проволоки, ER70S-6, для сварки алюминия можно выбрать один из двух распространенных сплавов
. Алюминиевая проволока 4043 облегчает контроль над сварочной ванной, поскольку она содержит кремний, но, в свою очередь, прочность и коррозионная стойкость проволоки
намного ниже, чем у проволоки 5356.
Для большинства проектов или ремонта подойдет сплав 4043. Это
структурных или коррозионно-активных применений, используемых в промышленных условиях, для которых требуется 5356 9Алюминиевый сплав 0036. Еще одно большое отличие заключается в том, что алюминий имеет примерно одну треть прочности стали
. Прочность колонны — это сила, которую может выдержать проволока до того, как она изогнется и вызовет проблемы с подачей. Меньшая прочность алюминия означает, что для эффективной подачи алюминиевой сварочной проволоки необходим другой метод.
Сварка алюминия требует настройки сварочного аппарата MIG иначе, чем для 9Сварка стали 0036. Большая разница заключается в способе подачи проволоки в сварной шов.
Решением для борьбы с этой разницей в силе колонн является катушка. Катушка содержит сварочную проволоку и механизм подачи внутри горелки. Это позволяет тянуть проволоку прямо с катушки через двигатель и прямо из конца горелки.
Miller предлагает различные варианты катушек. Для Millermatic 140, 180 и 211 прямое подключение Spoolmate 100 делает подключение катушки таким же простым, как подключение стандартного пистолета MIG. В некоторых промышленных системах используются более совершенные системы подачи проволоки, такие как двухтактные пистолеты, но эти приложения ориентированы на производственные приложения. Алюминий сваривается положительным электродом постоянного тока (DCEP), как и сталь или нержавеющая сталь. Тем не менее, сварка алюминия MI требует 100-процентного защитного газа аргона вместо CO 9 .0416 2 или смешанный газ CO 2 .
Не вдаваясь в подробности, скажу, что сварка MIG имеет несколько различных методов
для передачи проволоки в сварочную ванну. Обычно сварка непроизводственной стали MIG
выполняется с переносом короткого замыкания. Это прекрасно работает со сталью, но
не передает достаточно тепла основному материалу, чтобы разрушить оксидный слой при сварке
алюминия.
По этой причине алюминий лучше всего сваривать с помощью спрея с более высокой энергией
перенос, метод переноса, при котором провод никогда не замыкается на материал
. Распылительный перенос имеет достаточную температуру для разрушения оксидного слоя и проникновения
в основной материал.
Важно отметить, что при правильном распылении брызги не разбрызгиваются,
а звук будет больше похож на шипение. Выбор снаряжения имеет решающее значение в этом вопросе.
Miller рекомендует всегда использовать машину с входной мощностью 230 В, чтобы
у вас было достаточно мощности для переноса распыления. Машины на 120 В, такие как
Millermatic 140 подходит для сварки алюминия при мелком ремонте, но не рекомендуется использовать
для изготовления, поскольку он не может обеспечить перенос распылением.
Millermatic 180 — отличный стартовый аппарат для сварки MIG алюминия начального уровня
.
Алюминий требует несколько иного метода, чем сварка стали. Прежде чем приступить к сварке алюминия, очистите поверхность сварки так же, как сталь, но обязательно используйте щетку из нержавеющей стали, предназначенную только для очистки алюминия, чтобы не загрязнить зону сварки.
Ваша скорость передвижения должна быть увеличена по сравнению со сваркой стали. Из-за высокой теплопроводности
сварка алюминия требует
быстрых движений во избежание прожога. Если ваша скорость движения слишком медленная, лужа быстро разрастается
, и лужа прожигает основной материал.
При сварке стали вы можете использовать технику толкания или перетаскивания. Алюминий
требует, чтобы вы всегда использовали технику проталкивания. А 10-15 o
угол толкания оптимален для адекватного газового охвата, как показано на рисунке справа от
. Постоянное расстояние от контактного наконечника до изделия важно для сварки MIG, но для
с алюминием вам потребуется увеличить это расстояние до 1/2–3/4 дюйма, чтобы тепло сварки
не расширяло сварочную проволоку в контактном наконечнике ( Это приводит к записи
обратно).
Подгонка деталей также имеет решающее значение при сварке алюминия. В сварочной ванне больше жидкости
, поэтому зазоры не заполняются так легко, как сталь.
Ниже вы найдете список распространенных проблем, которые могут возникнуть при сварке алюминия методом MIG
, и способы их устранения.
Закопченные сварные швы
- Неправильная очистка материала
- Неправильный угол горелки (необходимо нажать)
- Отсутствие защитного газа (20-30 CFH 100% AR)
Прожечь
- Увеличить скорость движения
- Уменьшить параметры сварки
Жгут (высокий) валик
- Недостижение переноса распыления: Обязательно используйте вход 230 В и увеличьте
напряжение
Слабые сварные швы (неполное сплавление)
- Неправильная очистка материала
- Слишком много подводимого тепла
- Увеличить скорость движения: Уменьшить параметры
Burn Back (штыревой контактный наконечник)
- Увеличить скорость подачи проволоки
- Уменьшить напряжение (но остаться в спреевом переносе)
- Проверьте контактный наконечник на правильный размер
- Проверить натяжение втулки катушки в золотнике
- Проверить натяжение приводного ролика
Проволока MIG для птичьего гнезда
- Обязательно используйте катушку
- Проверьте контактный наконечник на правильный размер и/или закупорку
- Убедитесь, что проволока находится в канавке приводного ролика
Поданный в: Учиться, сварщик, миг сварка, алюминий сварки миг, Миллер Электрик, катушка пистолет, Советы, сварка, сварка алюминия
Руководство для начинающих по сварке алюминия
Эта страница не является исчерпывающим руководством; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти, из множества различных источников — очень упрощенное и малоинформативное руководство, которое прилагалось к сварочному аппарату, много читал в Интернете, основные книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как склеить два куска алюминия без трещин, деформации, сморщивания или поломки. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
A Аппарат для сварки TIG
Аппарат для сварки TIG (GTAW). Большинство источников говорят, что сварочный аппарат TIG (вольфрамовый инертный газ), также называемый GTAW (газовая вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сваривать с помощью сварочного аппарата MIG, сварочного аппарата или даже с помощью газовой горелки.
Так как я использовал только TIG для алюминия, я буду писать об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже устройств самого низкого качества, если вы не зарабатываете деньги на сварке. Более дорогие устройства (6000 долларов) имеют ряд функций, которые позволяют выполнять высококачественную сварку алюминия.
У нас есть недорогой (2500 долларов) сварочный аппарат Hobart, который описывается как хороший для любителей или фермеров. Как бы ни было заманчиво обвинить машину, пока я делал обугленные куски искривленного металла вместо аккуратно сваренных соединений, я понял, что адекватные сварные швы можно сделать даже с дешевой машиной.
Что вы получите, потратив дополнительные деньги на сварщика? Больше сила тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (не знаю, какое преимущество это дает, но на нашем агрегате с воздушным охлаждением колпак горит оранжевым, когда он работает на максимальной мощности, а это всего 165А), прямоугольная волна AC (это позволяет шлифовать вольфрам с церием до точки для более стабильной дуги), регулировка частоты и регулировка соотношения положительного и отрицательного тока для лучшей очистки или проплавления. Поскольку на моей машине нет ни одной из этих функций, я не могу дать совет, как их использовать.
СИЗ
- Хорошие перчатки для сварки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
- Хороший сварочный шлем. Я слышал, что лучшими являются автоматически затемняемые шлемы с золотым оттенком. У меня есть шлем за 20 долларов с крошечным окном, которое падает с моей головы, когда я его опускаю.
Аргон
- Газ аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия. Не берите бак у сварщика MIG, чтобы использовать его на сварочном аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу сгоревшего металла и копоти.
Алюминиевый сварочный пруток
- Алюминиевый сварочный пруток. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая диаграмма, в которой указано, какой стержень использовать для каких сплавов, а также масса отличной информации по металлообработке и сварке алюминия. На данный момент я понятия не имею, как отличить один сплав от другого, и я не занимаюсь особо важной сваркой, так что не беспокойтесь об этом. У меня 4043 хорошо работает.
Щетка из нержавеющей стали
- Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он не использовался ни для чего другого.
Место для сварки
- Хорошо бы металлическую скамейку. У меня его нет. Остановка сварочного шва, чтобы потушить пожар, — это заноза в заднице. Это происходит со мной все время.
Распылитель для растений
- Пульверизатор с водой. Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или вблизи него.
Огнетушитель
- Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
- Это ОЧЕНЬ важно: тяжелая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Удерживающая работа
- Зажимы или тиски Захваты или что-то еще, что вы собираетесь использовать, чтобы удерживать вашу работу на месте, а также несколько блоков или стержней из алюминия или меди, которые можно использовать в качестве радиаторов.
Достаточно списка покупок. Далее полезные советы
Советы
Совет №1 — Очистите алюминийЭто самый важный совет, который у меня есть. Я читал это в нескольких местах до того, как начал практиковаться в сварке, но это не казалось таким уж въевшимся, и я потратил много металла, пытаясь сварить вместе два куска грязного алюминия. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ СОВЕРШЕННО НОВЫМ И ЧИСТЫМ, НА САМОМ ДЕЛЕ ГРЯЗЕН. ЭТО НЕ КАК СТАЛЬ.
- Вот некоторые признаки того, что ваш алюминий загрязнен.
- Блуждающая дуга — Вы не можете начать лужу, не прожигая или не искажая металл
- Ваш наполнитель не растворится в луже, вместо этого он скатывается в трудно переплавляемый шар.
- Кажется, что алюминий имеет поверхностное натяжение, как капли воды на вощеной поверхности.
- При попытке соединить 2 детали края скручиваются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар с водой. Когда вам, наконец, удастся проникнуть через покрытие, очень жидкий алюминий внутри сразу же вытечет наружу, как лопнувший воздушный шар с водой.
- Вот как я подготавливаю алюминий к сварке.
- Сначала я распыляю ацетон на алюминий. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужно убедить, проверьте это — http://www. brewracingframes.com Спасибо за совет, Эндрю!
- Затем я промываю алюминий в воде на случай, если на нем останутся неприятные следы. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и закоулки.
- Затем я использую щетку из нержавеющей стали (убедитесь, что щетка из нержавеющей стали, я читал, что это важно), чтобы очистить алюминий до блеска вокруг области сварки.
В некоторых статьях, которые я читал, говорится, что алюминий следует очищать только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда соблюдаю это правило и не замечал вытекающих из него проблем, но я не работаю над чем-то слишком критичным и я далеко не эксперт. Я также читал, что колодки 3M Scotchbrite — хороший способ подготовки алюминия. Если вы не привариваете алюминий сразу после очистки, перед началом сварки его следует подкрасить. Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Радиатор из меди или алюминия, если это возможно. Алюминий очень хорошо проводит тепло. Как только область, которую вы пытаетесь сварить, становится достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, будет настолько горячей, что она сожмется и деформируется. Использование теплоотвода под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет №3. Предварительный нагрев перед сваркойЭто НАМНОГО облегчает сварку алюминия. Это не предмет споров. Проблема в том, что некоторые виды алюминия подвергаются термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термически обработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это костыль для неопытных сварщиков» до противоположной крайности «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемая температура предварительного нагрева от 275 град. Ф, до 500 град. F. Я подозреваю, что многие из этих мнений верны в своем собственном контексте. Правильная процедура, вероятно, различается для сварки двери космического корабля в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых деталей из алюминия нашим сварочным аппаратом на 165А без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева. В результате получился очень неглубокий и слабый шов, автоматический выключатель срабатывал дважды, а сварочный аппарат перегревался и отключался после каждых двух дюймов сварки.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я прикрепляю работу, и инфракрасный термометр, чтобы определить, когда она достаточно горячая. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Когда вольфрам соприкасается со сварочной ванной или присадочным материалом, дуга становится нестабильной и качество сварки значительно снижается. Со мной это часто случается, к сожалению. Лучший способ исправить это — снять вольфрам, положить его на плоскую поверхность так, чтобы загрязненная часть вольфрама свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы снова скатать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Не оставляйте зазоров или как можно меньше зазоров. При использовании сварочного аппарата MIG мне довольно легко заполнить зазоры между двумя свариваемыми стальными частями. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG. Тепло от TIG очень локализовано.
Когда есть зазор и к металлу с одной стороны прикладывается тепло, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередовать из стороны в сторону, чтобы обе стороны объединились, но когда я делаю это, я обычно получаю более широкий разрыв, чем в начале.
Единственный найденный мной способ заполнить щель — это «выплеснуть» каплю наполнителя через щель, затем работать с наполнителем до тех пор, пока он не растает с обеих сторон, а затем наращивать наполнитель. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
- Для базовых настроек
- Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы предполагаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
- Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
- Используйте вольфрамовый сплав с 2% церия, шлифованный до определенной степени, если у вас есть более дорогой сварочный аппарат (прямоугольная волна) 130 ампер
Используйте 1/8-дюймовый вольфрам из чистого вольфрама для тока от 100 до 180 ампер
Используйте поток аргона от 15 до 20 CFH - Используйте размер присадочного стержня, равный размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
- Длина дуги должна быть примерно равна диаметру вольфрама.
Первые 3 подсказки были моими главными прорывами во время обучения сварке. Это были вещи, которые я хотел бы, чтобы кто-нибудь сказал мне, прежде чем я начал свои разочаровывающие эксперименты. Конечно, о сварке алюминия нужно знать и многое другое, но в Интернете можно найти гораздо больше полных статей. Следуйте ссылкам ниже для некоторых из моих любимых.
Вот несколько отличных ресурсов, которые я нашел:
http://www.tinmantech.com Этот парень делает потрясающие вещи и написал кучу отличных статей. Вы можете часами читать на этом сайте; там много контента. У него окси-/ацетиленовый уклон, но его сайт завораживает.
Как сваривать алюминий: методики и советы
Последнее обновление
Алюминий — относительно мягкий металл в чистом виде с хорошим соотношением прочности и веса. Этот металл повсеместно применяется в машиностроении из-за его многочисленных преимуществ, таких как проводимость и коррозионная стойкость. Однако для повышения прочности требуется добавление сплавов.
Даже самые опытные сварщики не могут соединить металлические детали путем их плавления. Но для сварки легких металлов, таких как алюминий, требуются другие процессы и методы, чем для сварки стали. Процесс требует предельной точности, чтобы обеспечить максимально прочную связь. Поскольку свойства алюминия отличаются от свойств стали, работа с металлом сопряжена с уникальными проблемами.
Хотя сварка алюминия может быть сложной задачей, доступ к нужной информации и регулярная практика могут помочь развить и отточить ваши навыки сварки алюминия. Читайте дальше, чтобы узнать советы и рекомендации по различным методам сварки алюминия.
Что делает сварку алюминия сложной задачей?
Алюминий является распространенным металлом в производстве из-за его более высокой коррозионной стойкости, отличной электропроводности, легкости и эстетики. Он используется для различных видов сварочных работ. К сожалению, те же свойства, которые делают его подходящим металлом для сварки, также усложняют обращение с ним.
Возможно, основная проблема заключается в том, что он сделан из мягкого материала, который обладает высокой чувствительностью и изолирован прочным оксидным слоем. В расплавленном состоянии металл также очень чувствителен к таким примесям, как грязь, воздух и вода.
Эти примеси могут значительно снизить его пластичность, прочность и образование окисления на сварном шве. Следовательно, это усложняет многопроходную сварку и искажает внешний вид сварного шва.
Кроме того, алюминий и его сплавы имеют высокое сродство к кислороду. В чистом виде алюминий плавится при 650 градусах Цельсия, а окисленный слой плавится при 2037 градусах Цельсия. Поскольку оксидированный слой плавится при более высокой температуре, чем чистый алюминий, перед сваркой необходимо тщательно очистить поверхность металла.
Другая проблема связана с низкой температурой плавления и высокой теплопроводностью металла. Эти качества, как правило, сужают диапазон обрабатываемости по сравнению с другими металлами. Это может легко привести к прожогу. Кроме того, качества затрудняют указание качества и прогресса сварки, что затрудняет работу.
Изображение предоставлено: aydngvn, Shutterstock
Как можно сваривать алюминий?
При сварке алюминия все зависит от выбора правильного метода сварки. Хотя может быть множество методов сварки стали, алюминий требует специального оборудования и методов. Двумя основными методами, используемыми для сварки алюминия и его сплавов, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG).
1. Сварка алюминия методом ВИГ
Посмотреть этот пост в Instagram
Пост, опубликованный Crawley College Welding (@crawleycollegewelding)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), это один из самых популярных сварочных процессов, часто используемый профессиональными сварщиками в автомобильной промышленности и энтузиастами автогонок. Сварка TIG позволяет успешно сплавлять алюминиевые сплавы.
Особенно подходит для более тонких алюминиевых листов, поскольку обеспечивает чистый сварной шов. Сварщику TIG требуется оборудование, которое может работать с переменным током (AC), используя 100% аргон для защиты.
Кроме того, для сварки TIG не требуется механическая подача проволоки, что потенциально может привести к проблемам с подачей. Вместо этого он направляет присадочный материал в сварочную ванну.
Еще одной причиной популярности сварки TIG при сварке алюминия является тот факт, что она предотвращает загрязнение очень чувствительного алюминия на протяжении всего процесса.
Факторы, которые следует учитывать при сварке алюминия методом TIG
- Защитный газ : Сначала необходимо подготовить все оборудование, необходимое для сварочного проекта. Газ аргон лучше всего подходит для защиты, поскольку он может стабилизировать дугу, обеспечивая плавление с лучшей геометрией сварного шва. Гелий также является приемлемым вариантом в качестве защитного газа, поскольку он помогает очистить алюминиевую поверхность от окисленного слоя.
- Электрод : Для сварки TIG также потребуется вольфрамовый электрод. Вы можете использовать любой вид вольфрамового электрода. В зависимости от вашего бюджета вы можете выбрать более дешевый электрод из чистого вольфрама или более дорогой вольфрамовый электрод с торием.
- Мощность переменного тока : После выбора электрода вам необходимо приобрести сварочный аппарат TIG, желательно способный производить переменный ток высокой частоты (AC). Высокочастотный переменный ток является идеальным вариантом, поскольку он уравновешивает очистку поверхности с проплавлением сварного шва, сохраняя при этом кончик электрода холодным.
- Присадочные материалы : Вы можете использовать или не использовать присадочные металлы, в зависимости от конструкции соединения и толщины основного металла.
- Очистка : Собрав необходимые инструменты и принадлежности, подготовьте основной металл, удалив окисленный слой с помощью проволочной щетки или шлифовки. Убедитесь, что этот процесс является тщательным, потому что этот шаг влияет на окончательные результаты.
- Настройки настроек: Наконец, вы можете настроить параметры вашего сварочного аппарата TIG, такие как расход газа и сила тока. Это зависит от ваших предпочтений и условий сварки. Имейте в виду, что алюминий горит сильнее, чем сталь. Таким образом, вам, возможно, придется использовать настройку низкой силы тока.
Также модифицируйте электрод, чтобы он имел конец со сферическим концом. Это расширит дугу, обеспечив распределение тепла по поверхности основного металла.
После настройки сварочного аппарата TIG можно приступать к сварке. Начните медленно, не касаясь присадочного металла, пока электрод не создаст сварочную ванну. Продолжайте сварку, время от времени останавливаясь через каждые 10–15 сантиметров, чтобы основной металл остыл. Это предотвращает проблемы прогорания.
Насадки для сварки TIG
- В то время как любой вид вольфрама может работать, лучшим вариантом для алюминия является чистый вольфрамовый электрод.
- Подготовьте алюминий к сварке, очистив его от окисленного слоя и подогрев.
- Если вы используете аргон в качестве щита, убедитесь, что горелка не получает слишком много его, потому что он создает дуги неправильной формы.
- Используйте радиатор для предотвращения деформации.
- Всегда очищайте присадочный электрод от загрязнений. Кроме того, расплавьте стержень с основным материалом, чтобы создать постоянный сварной шов.
2. Сварка алюминия MIG
Посмотреть этот пост в Instagram
Пост, которым поделился @mig_mistress91
Также известная как дуговая сварка металлическим газом (GMAW), это еще один распространенный метод дуговой сварки, используемый для сварки алюминия. Это идеальный процесс для алюминия, потому что он использует меньше тепла по сравнению с более толстыми металлами. Он также обеспечивает более высокую скорость наплавки по сравнению с TIG, что влияет на конечное качество сварки.
Однако в нем используется механическая система подачи проволоки, в которой для обеспечения подачи проволоки используется либо двухтактный пистолет, либо шпульный пистолет.
Факторы, которые следует учитывать при сварке алюминия методом MIG
- Толщина материала : Во-первых, необходимо учитывать толщину материала. Алюминий, который можно сваривать MIG, должен иметь калибр 14 и выше. Толщина металла определяется мощностью сварочного аппарата TIG. Если вы хотите сваривать алюминий толщиной менее 14, вам, возможно, придется использовать специальное оборудование для импульсной сварки MIG.
- Защитный газ : Как и для сварки TIG, для сварки MIG также требуется защитный газ. Поскольку алюминий является цветным металлом, 100% аргон является идеальным защитным газом при сварке MIG. Наилучшие скорости потока аргона составляют от 20 до 30 кубических футов в час.
- Очистка : Прежде чем приступить к процессу сварки, необходимо тщательно очистить алюминий, удалив с поверхности любой мусор, в том числе грязь и смазочные материалы. Приступайте к удалению окислителя только после обезжиривания. Вы можете использовать либо ручную проволочную щетку, либо чашечную проволочную щетку, при условии, что это щетки из нержавеющей стали. Если вы выберете силовую проволочную щетку, уменьшите давление и скорость вращения, чтобы уменьшить смазывание поверхности. Это может улавливать примеси и оксиды под поверхностью. Кроме того, очистите основной металл проволочной щеткой, предназначенной только для алюминия, чтобы избежать загрязнения.
- Используемый процесс: Наилучший процесс для использования при сварке MIG алюминия – перенос струйным методом. Он заключается в переносе капель расплавленного металла с электрода в сварочную ванну. Это идеальный процесс, поскольку он снижает вероятность короткого замыкания, повышая при этом эффективность и скорость осаждения. Тем не менее, имейте в виду, что струйный перенос производит много тепла, что создает большую сварочную ванну, которую трудно контролировать.
- Пистолет и подача проволоки : Перед сваркой алюминия методом MIG необходимо выбрать требуемую горелку и систему подачи проволоки. Обычно для подачи алюминиевой проволоки при сварке MIG используется шпульный пистолет или двухтактная система. Пистолет для катушки помогает исключить вероятность гнездования птиц, потому что он подает только несколько дюймов. С другой стороны, в двухтактной системе используется двигатель пистолета, который протягивает проволоку через направляющий канал, а двигатель механизма подачи помогает подаче. Двухтактная система подходит для ситуаций, когда вы свариваете далеко от источника питания. Он также удобен в использовании и имеет эргономичный дизайн.
- Присадочный материал : Определите базовый алюминиевый сплав и условия, которым, вероятно, будет подвергаться конечный продукт. ER4043 и ER5356 являются наиболее доступными на рынке алюминиевыми присадочными проволоками. Для получения дополнительных рекомендаций по сплавам проволоки, которые вы можете использовать с алюминием, обратитесь в местный магазин.
Насадки для сварки алюминия методом MIG
- Всегда соблюдайте надлежащее расстояние между насадкой и изделием. Если возможно, рассмотрите возможность углубления контактного наконечника примерно на 1/8 дюйма внутрь сопла.
- При сварке алюминия методом MIG сварочная ванна и отражатель сильно нагреваются. Удерживая наконечник на подходящем расстоянии, вы предотвратите обратное пригорание проволоки к контактному наконечнику, а также другие проблемы с подачей.
- Большие бусины плетения не годятся для алюминия. Если вам требуются более крупные угловые сварные швы, используйте многопроходные прямые валики. Они менее подвержены прожогам, холодной притирке и другим проблемам сварки.
- При сварке MIG алюминия необходимо увеличить скорость перемещения горелки, так как основной материал нагревается во время сварки.
Альтернативные методы сварки алюминия
TIG и MIG могут быть распространенными методами сварки алюминия; однако существуют и другие типы сварочных процессов, которые могут работать с этим металлом, как показано ниже.
Лазерная сварка
Подобно другим процессам сплавления металлов, лазерные лучи могут плавить различные алюминиевые сплавы. Лазерный луч является одним из самых быстрых процессов сварки из-за высокой плотности мощности на поверхности материалов. Он способен производить сварные швы с высоким соотношением сторон, которые сужают зоны термического влияния.
Лазерная сварка обеспечивает быстрое и чистое сварное соединение и идеально подходит для металлов, склонных к растрескиванию, таких как алюминий. Защитные газы, необходимые для этого процесса, зависят от марки соединяемого алюминия.
Электронно-лучевая сварка
Этот процесс также подходит для получения быстрых и чистых сварных швов даже в очень толстых алюминиевых профилях. В отличие от других процессов сварки плавлением, электронно-лучевая сварка работает в вакууме. Таким образом, для процесса не требуется защитный газ. При этом получаются очень чистые сварные швы.
Тем не менее, вы должны быть осторожны при выборе наполнителя, параметров сварки и конструкции соединения, чтобы свести к минимуму риск растрескивания чувствительных материалов, таких как алюминий.
Сварка трением
Это процесс плавления металлов, происходящий в твердом состоянии. Металлы не должны плавиться, чтобы плавиться. Сварка трением может сплавлять все серии алюминиевых сплавов, включая печально известные серии 2xxx и 7xxx.
Кроме того, процесс не требует защитного газа, поскольку материалы плавятся в твердом состоянии. Сварка трением обеспечивает превосходные механические характеристики по сравнению с другими методами сварки плавлением.
Заключение
Алюминий находит широкое применение в технике благодаря своей проводимости и коррозионной стойкости. Однако вам нужно сплавить металл с другими сплавами, чтобы сделать его прочнее. Поскольку сварка алюминия становится все более популярной, также полезно освоить навыки работы с материалом.
Сварка MIG и TIG — самые популярные методы сварки алюминия. Они могут производить чистые и точные сварные швы. Однако существуют и другие альтернативные процессы, такие как лазерный луч, электронно-лучевая сварка и процессы сварки трением.
При работе с TIG ключевой задачей является очистка поверхности, поскольку она определяет качество производимого сварного шва. Аргон также является идеальным газом для использования в качестве защитного газа, поскольку он помогает стабилизировать дугу. С другой стороны, работая с MIG, используйте шпульный пистолет, чтобы уменьшить вероятность гнездования птиц. Кроме того, используйте процесс переноса распылением для повышения эффективности сварки и скорости наплавки.
Имейте в виду, что некоторые из этих методов сварки сильно нагреваются, поэтому при сварке алюминия важно надевать защитное снаряжение.
Источники
- Проблемы сварки алюминия
- Руководство по MIG-сварке алюминия
- Методы сварки алюминия
- Методы сварки алюминия
- Алюминий и его сплавы
Избранное изображение предоставлено: guteksk7, Shutterstock
- Что делает сварку алюминия сложной задачей?
- Как можно сваривать алюминий?
- 1. Сварка алюминия ВИГ
- 2. Сварка алюминия МИГ
- Alternative Methods of Welding Aluminum
- Laser Beam Welding
- Electron Beam Welding
- Friction Welding
- Conclusion
Aluminium Welding: How to Weld Aluminium
Table of Contents
The Ultimate Guide
Алюминий — это легкий тонкий металл, который очень часто используется в сварочных мастерских. С этим металлом сварка должна выполняться при низких температурах, иначе вы просто пробьете дыры в своих материалах.
Алюминий довольно активен, поэтому при воздействии на него образует оксидный слой. Это создает препятствие для сварки, так как приводит к пористым сварным швам, поэтому перед сваркой вам необходимо очистить оксидный слой с помощью проволочной щетки. Тем не менее, вам придется работать быстро, так как восстановление формы займет всего несколько минут. Изучение сварки алюминия является более сложной задачей, чем сварка стали, поскольку требует гораздо больше внимания, внимания и специального оборудования.
Для каждого типа сварки требуется разное оборудование и методы, но как только вы поймете все, что с этим связано, сварные швы алюминия будут выглядеть чистыми, гладкими, изящными и очень прочными.
Зачем использовать алюминий?
Алюминий является одним из самых популярных материалов для сварки, и на это есть несколько веских причин. Будучи тонким, он невероятно легкий, но при этом очень прочный и упругий. Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и хорошо проводит как тепло, так и электричество.
Кроме того, алюминий может быть легирован многими другими металлами, что делает их еще более прочными и долговечными.
Алюминиевые сплавы
Существует множество различных типов алюминиевых сплавов, поэтому может быть сложно запомнить детали каждого из них. Существует система классификации, согласно которой каждому алюминиевому сплаву присваивается четырехзначное число, и учитывается первая цифра. Вот краткое описание того, что означает каждая цифра:
1XXX: Алюминиевые сплавы, которые начинаются с цифры 1, очень чистые. Они почти полностью изготовлены из алюминия с содержанием алюминия более 9%.9%.
2XXX: Обычно используемые в авиастроении сплавы, начинающиеся с цифры 2, обычно изготавливаются из меди с алюминиевым покрытием. Они очень прочные, но не очень устойчивы к коррозии.
3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат около 1,5% марганца. Они не поддаются термической обработке, но с ними очень легко работать, поэтому они станут отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
4XXX: нередко можно найти сварочные электроды, начинающиеся с цифры 4. Этот тип сплава содержит кремний, который может значительно снизить температуру плавления металла.
5XXX: сплавы, начинающиеся с цифры 5, содержат магний; они довольно просты в использовании, они прочны и устойчивы к коррозии, но они не самые прочные. Хотя при сварке алюминия обычно используются относительно низкие температуры, при сварке этих сплавов следует избегать слишком низких температур.
6XXX: эти сплавы достаточно прочны и универсальны, потому что они поддаются термообработке. Это потому, что они содержат долю как кремния , так и магния .
7XXX: Также используются для самолетов, сплавы, начинающиеся с цифры 7, имеют очень высокую прочность. Они содержат цинк и, как правило, магний, что делает их термообрабатываемыми.
Основы сварки GMAW / MIG
Сварка алюминия методом MIG возможна при условии, что ваше оборудование (например, плазменный резак или многопроцессорный сварочный аппарат) настроено на постоянный ток и обратную полярность. Эта сварка возможна в любом положении, хотя более сложные положения должны быть сохранены для более опытных сварщиков.
Прежде чем приступить к сварке алюминия методом MIG, вам понадобится баллон с защитным газом. Обычный аргон идеально подходит, так как это приведет к действительно ровной устойчивой дуге. Однако смесь аргона с гелием также будет работать эффективно. Основным преимуществом использования газообразного аргона/гелия является то, что он обеспечивает более глубокое проникновение, но будьте осторожны с этим, если ваш металл очень тонкий. Если вы все же решите выбрать защитный газ, состоящий из комбинации обоих, газ, содержащий около 75% гелия и 25% аргона, должен дать вам лучшее из обоих.
Алюминиевая присадочная проволока может очень легко заклинить систему, поэтому попробуйте использовать либо двухтактную систему подачи проволоки, либо шпульный пистолет, чтобы избежать этой проблемы. Если вы работаете в стесненных условиях или выполняете много работы вне рабочего места, то пистолет с катушкой должен быть вашим предпочтительным выбором.
Как сваривать алюминий MIG
Ударьте чистым сварочным электродом примерно в дюйме от начала сварки, затем быстро переместите его к точке, где вы хотите начать сварку.
При движении вдоль сварного шва используйте технику наматывания, но будьте осторожны, чтобы не изменить угол наклона электрода. В любом случае вы должны двигаться довольно быстро, но по мере приближения к концу сварного шва попытайтесь увеличить скорость. Это уменьшит размер сварочной ванны и, в свою очередь, уменьшит количество трещин.
При сварке в горизонтальном положении рекомендуется направлять горелку вверх.
Вот и все. Прошли те времена, когда вам требовались причудливые системы управления или обучение работе с ПЛК.
Алюминий, сваренный методом МИГ
Основы сварки GTAW / TIG
Сварка алюминия методом ВИГ обычно предпочтительнее сварки МИГ, поскольку она дает очень чистые, гладкие и аккуратные результаты.
Вы должны быть разборчивы при выборе оборудования для сварки TIG. При использовании с алюминием сварка TIG должна выполняться на переменном токе (AC) — DC (постоянный ток) просто не подходит. Не все аппараты для сварки TIG настроены для работы на переменном токе, поэтому перед началом сварки обязательно внимательно ознакомьтесь с особенностями каждого аппарата.
Кроме того, при сварке алюминия важен контроль температуры, так как металл очень тонкий. В результате сварочный аппарат с импульсной функцией идеален, так как это предотвратит слишком высокое повышение температуры.
Опять же, как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.
Деформация является распространенной проблемой при сварке алюминия из-за высоких температур, поэтому вы можете подумать о сварке прихватками, прежде чем начать правильно. Это сэкономит вам много хлопот и потраченного времени в дальнейшем.
Сварка алюминия методом TIG
Сварка TIG потребует использования обеих рук, поэтому убедитесь, что вы надели подходящую пару защитных перчаток для сварки и сварочный шлем, чтобы защитить себя, оставив руки свободными.
Одной рукой вы держите электрододержатель, а другой рукой держите присадочный стержень.
При использовании методов пуска с нуля и пуска с подъема существует риск того, что часть вольфрама из электрода останется на металле, загрязняя сварной шов. Чтобы избежать этого, сформируйте дугу на блоке царапин, чтобы нагреть электрод, прежде чем гасить дугу и снова запускать сварочный шов.
В качестве альтернативы, высокочастотные пуски вообще не требуют, чтобы ваш электрод касался металла, поэтому проверьте характеристики вашей машины, чтобы узнать, есть ли у нее такая возможность или нет. Независимо от того, какую технику запуска вы используете, вы всегда должны дождаться образования сварочной ванны, прежде чем начинать движение по длине сварного шва.
Двигайтесь вдоль стыка, медленно двигаясь назад и немного вперед, следя за тем, чтобы присадочный стержень и электрод никогда не соприкасались.
Как только вы дойдете до конца сварного шва, если вы просто внезапно прервете дугу, вы получите трещины, дефекты сварных швов. Вы можете избежать этой проблемы, плавно уменьшая ток ближе к концу, что очень легко сделать, если вы используете педаль.
Алюминий, сваренный методом ВИГ
Как сваривать литой алюминий
Литой алюминий гораздо сложнее сваривать, чем чистый или легированный алюминий, так как он уже загрязнен и пористый. Как только металл нагревается, примеси и воздушные карманы будут пузыриться на поверхности.
Когда дело доходит до вашего защитного газа, вам нужно будет использовать аргон, а не смесь с гелием или углекислым газом.
Сварка ВИГ — лучший процесс сварки для этих работ, поскольку он дает вам больший контроль над сваркой, особенно с точки зрения тепла и скорости. Включение элементов кремния в работу, особенно в алюминиевые сплавы, может серьезно улучшить окончательный вид сварных швов, поэтому рассмотрите возможность использования этих металлов в своей работе.
Как приварить алюминий к стали
Алюминий — относительно мягкий, тонкий и легкий металл, в то время как сталь намного прочнее, тяжелее и толще, поэтому соединить их может быть очень сложно.
Существует два простых метода сварки алюминия со сталью, хотя оба требуют больше времени и усилий, чем обычная сварка.
Первый заключается в использовании специально изготовленного куска металла, называемого биметаллической переходной вставкой , что по существу означает небольшой кусок металла, содержащий два разных металлических элемента. Одним из таких материалов является алюминий; другой приварен ( , а не с использованием дуговой сварки) уже на месте и может быть легко соединен со сталью.
Первым шагом при использовании этих вставок является приваривание алюминиевой стороны вставки к металлической части изделия; второй шаг — приварить сталь к другой стороне вставки.
Несколько шагов займут больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
В качестве альтернативы вы можете попробовать покрыть сталь погружением в алюминий или покрыть ее серебряным припоем. Эти методы более дорогие и требуют еще одного сложного набора навыков, но они значительно облегчают сварку деталей из стали и алюминия.
Что еще нужно помнить
В отличие от стали, алюминий не меняет свой внешний вид при нагревании. Он остается серебристым: нет раскаленного свечения. В результате вам нужно обратить пристальное внимание на то, чтобы ваши материалы не перегревались, иначе они развалятся и разрушят всю работу. Не существует простого и очевидного способа сделать это – практика и опыт подскажут вам по ощущению машины, металла и сварки, что все становится слишком горячим.