Электроды для сварки алюминия, и что необходимо знать?
Современные электроды для сварки алюминия представляют собой высокотехнологичный сплав, способный производить качественные, неразъемные и долговечные соединения, швы. Для сварки алюминия необходимы именно специальные электроды, поскольку рассматриваемый металл можно отнести к числу тяжело свариваемых.
- Общие характеристики
- О технологии
- Способы
Общие характеристики
На поверхность алюминия при контакте её с воздухом мгновенно образуется оксидная пленка. Для того чтобы окислы не имели место во время сварки, применяется защитный газ, среда которого служит вытесняющим фактором, отделяющим поверхность металла от воздуха. Электроды по алюминию могут быть различных марок,основные из которых, а также их предназначения заслуживают отдельного внимания.
Маркировки и предназначение:- Электрод по алюминию ОЗА-1 – для сварки, а также плавки деталей, конструкций из алюминия технической частоты;
- Электрод по алюминию марки ОЗА-2 – для заваривания бракованных участков алюминия, наплавки деталей алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, А-11;
- Электроды для алюминия ОЗАНА-1 – для сварки и наплавки деталей, конструкций, выполненных из алюминия, технической чистоты;
- Сварочные электроды ОЗАНА-2 – для заваривания бракованных участков литья, наплавки деталей из алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, АЛ-11;
- Сварочные электроды марки УАНА-1 – для сварки сплавов марок АД, АД0, АД00, АД1;
- Электрод по алюминию марки УАНА-2 – для сварки сплавов марок АД31, АД33, АД35, АЛ9, АЛ11, АЛ34;
- Электроды УАНА-3 – для сварки сплавов марок АЛ-2, АЛ4, АЛ30;
- Алюминиевый электрод марки УАНА-4 – для сварки алюминия и сплавов марок АМЦ, АМцС, ММ;
- Электрод марки УАНА-5 – для сварки сплавов марок АМг2, АМгЗ, АМг4, АМг5;
- Электрод по алюминию марки УАНА-6 – для сварки алюминия и сплавов марок АМгЗ, АМг4, АМг5, АМг6.


Прежде чем выполнять сварочные работы, должны обязательно следовать подготовительные работы, включающие в себя обезжиривание рабочих поверхностей, очистку, удаление оксидной пленки. Присадочные алюминиевые материалы, включая вольфрамовый электрод, должны обрабатываться аналогичным способом. Ниже приведен список основных шагов на этапе подготовки поверхностей к обработке.
Этапы подготовки поверхностей к работе:- Обезжиривание и травление деталей;
- Промывка посредством проточной воды;
- Осветление в растворе азотной кислоты;
- Промывка посредством проточной горячей воды;
- Сушка до полноценного удаления влаги.
Алюминиевые электроды плавятся в несколько раз быстрее, нежели стальные. Алюминиевые катоды обрабатывают детали практически непрерывно. Обработка деталей выполняется сварщиком, обладающим соответствующей квалификацией, имеющим специфические навыки, знания. Электроды для производства сварки рассматриваемого металла и его сплавов имеют неоспоримые положительные качества, среди которых особого внимания стоят невысокая цена, эксплуатационная простота.
Производство соединительных работ деталей из алюминия подойдет идеальным образом для полевых условий, а также для применения в частных мастерских. Вольфрамовые электроды способны разрушать оксидную пленку, которая образуется на поверхности данного цветного металла. Электрод должен быть качественным и надежным, так как от его качественных параметров и характеристик по окончании соединительных работ будет зависеть долговечность шва и соединения.
Присадочный материал — предмет повышенного внимания как профессионального сварщика, так и новичка данного ремесла, который оказывает влияние на пластичность шва, его аккуратность и долговечность. Если присадочный материал пользуется спросом на рынке электротехнических товаров — значит, он в большинстве случаев является проверенным и надежным.
к меню ↑
О технологии
Технология сварки алюминия посредством катода сначала предполагает подготовку металла к работе. Таким образом, профилируются кромки деталей, после чего производится очистка поверхности материала от загрязнений, оксидных образований. Обработка материала выполняется посредством удаления в специальных щелочных ваннах. Для очистки и удаления поверхности металла и самого катода применяются специализированные растворители органического происхождения. От качества растворителя, которым осуществляется очистка рабочих поверхностей, также очень многое зависит, включая качество сопряжения материалов с присадочным припоем.
Обработка материала выполняется посредством удаления в специальных щелочных ваннах. Для очистки и удаления поверхности металла и самого катода применяются специализированные растворители органического происхождения. От качества растворителя, которым осуществляется очистка рабочих поверхностей, также очень многое зависит, включая качество сопряжения материалов с присадочным припоем.
С ролью растворителя для очистки обрабатываемых поверхностей успешно справляется Уайт-спирит, либо технический ацетон. Также может использоваться растворитель РС-1, РС-2. Относительно щелочных ванн, то они состоят из 50 г технического тринатрийфосфата, 50 г кальцинированной соды, 30 г стекла в жидком состоянии из расчета на один литр. Стоит отметить, что температура ванны щелочи может равняться пределам 60-70 градусов. Обработка металла производится на протяжении 5 минут.
По окончании очистки алюминия следует удаление оксидной пленки, которую можно снять посредством металлической щетки. После проведения очистки кромок деталей, металл обезжиривается посредством растворителя снова. Прежде чем приступать к работе, понадобится тщательнейшим образом просушить катоды в условиях температуры 200 градусов на протяжении двух часов. Рассматриваемый материал и его сплавы обрабатывается сварочным инвертором, используя специальные электроды.
Прежде чем приступать к работе, понадобится тщательнейшим образом просушить катоды в условиях температуры 200 градусов на протяжении двух часов. Рассматриваемый материал и его сплавы обрабатывается сварочным инвертором, используя специальные электроды.
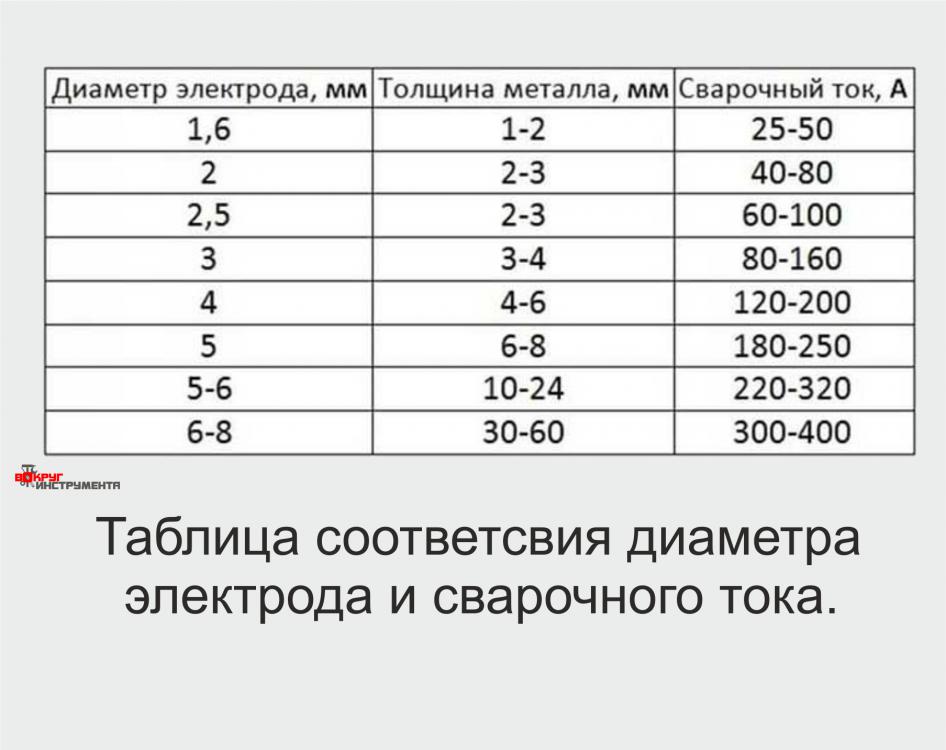
После подготовительного этапа приступают к соединительным работам, используя электрод, которые производятся в условиях постоянного тока с обратной полярностью. Рабочий параметр принимается из расчета 25-30 А на 1 мм диаметра, который имеет электрод. Для получения надежного, аккуратного и долговечного шва материал разогревается до температуры от 250 до 400 градусов Цельсия (показатель температурного нагрева выбирается, опираясь на диаметр обрабатываемого материала).
к меню ↑
Способы
Электрод, применяемый для сварки алюминия, может быть графитовым, вольфрамовым, угольным. Выбор осуществляется, опираясь на диаметр обрабатываемых деталей. Применяются многие виды воздействия на рассматриваемый металл, среди которых ручной электродуговой, автоматический электродуговой, дуговой в среде защитных газов.
Ручная электродуговая сварка производится путем применения штучных катодов специальных марок при постоянном токе обратной полярности. Аргонодуговая обработка деталей выполняется посредством вольфрамового катода, и эта методика считается наиболее оправданной и популярной среди профессиональных рабочих. Распространением пользуется использование инверторных источников питания, с возможностью смены частоты напряжения.
Обработка алюминиевых деталей должна производиться на повышенной частоте, в то время как для заварки дефектов — при пониженной частоте. Полуавтоматический режим предпочтительнее аргонодугового ввиду повышенной степени производительности. Работа в полуавтоматическом режиме выполняется при постоянном токе с положительной полярностью на основном элементе.
Для получения высококачественных, долговечных, а также надежных соединений понадобится определенная квалификация, профессиональный уровень, навыки, с помощью которых удастся добиться аккуратности и долговечности швов. Стоит помнить, что электрод, а также все вспомогательные и основные рабочие элементы должны быть качественными. В противном случае, если пренебрегать общими наставлениями и рекомендациями опытных специалистов, Вы рискуете не получить желаемый итог стараний.
Похожие статьи
- Алюминий и его сплавы: особенности материала и проведения сварки
- Какие катоды нужны для соединения нержавеющих сталей?
- Сварочные катоды марки ЛБ 52У: японское качество в деталях
- Сварочные катоды Э-42: только важная информация
Помогите со сваркой алюминия TIG-ом и ММА — Остальные вопросы
#1 Anton5444
Отправлено 26 February 2010 20:33
Всем привет!!! назрел у меня такой вопрос: Возможна ли сварка Алюминия без флюсов и без обработки, на простом TIGе (TETRIX 400 — немецкий, работает без осицилятора)? по паспорту для сварки алюминия он не предназначен(а так хочется научиться варить его!!!) на днях пробывал сварить, взял две толстые пластины примерно по 10мм, ободрал оксидную плёнку на наждаке, обезжирил. Присадку использовал простой алюминиевый провод толщиной 4мм. ток примерно 250 ампер стоял, расход аргона около 12литров. Варил постоянным током обратной полярности, в режиме импульса.Начал варить, плавиться хорошо но к сожалению он не соединяется просто как сопля стекает, потом вспомнил что электрод должен быть притуплём (вольфрам 3мм), притупил, начал опять варить присадка ни как не хотела ложиться на основной металл просто скатывалась в шарик. В конце концов получилось у меня его сварить путём перемешивания просто тупо грел и мешал вольфрамом(знаю так варить нельзя!) получилось вроде прочно и рисунок как положено есть! тока шов впавший. положил под пресс решил проверить на прочность при не больших нагрузках шов лопнул!!! вообще возможна ли сварка на простом аппарате не предназначенным для сварки алюминия??? и что я не так делал при сварка данным способом??? важен ли так осицилятор при сварке алюминия??? расскажите по подробнее ведь в книгах ни чего толком не описывается!ЗАРАНЕЕ СПАСИБО.
Присадку использовал простой алюминиевый провод толщиной 4мм. ток примерно 250 ампер стоял, расход аргона около 12литров. Варил постоянным током обратной полярности, в режиме импульса.Начал варить, плавиться хорошо но к сожалению он не соединяется просто как сопля стекает, потом вспомнил что электрод должен быть притуплём (вольфрам 3мм), притупил, начал опять варить присадка ни как не хотела ложиться на основной металл просто скатывалась в шарик. В конце концов получилось у меня его сварить путём перемешивания просто тупо грел и мешал вольфрамом(знаю так варить нельзя!) получилось вроде прочно и рисунок как положено есть! тока шов впавший. положил под пресс решил проверить на прочность при не больших нагрузках шов лопнул!!! вообще возможна ли сварка на простом аппарате не предназначенным для сварки алюминия??? и что я не так делал при сварка данным способом??? важен ли так осицилятор при сварке алюминия??? расскажите по подробнее ведь в книгах ни чего толком не описывается!ЗАРАНЕЕ СПАСИБО.
- Наверх
- Вставить ник
#2 pro100chaynick
Отправлено 26 February 2010 20:47
народ ставил эксперименты по сварке алюминия постоянкой — вроде успешно , правдв малые толщины ,на малых токах и обратной полярности (+ на горелке)
единственное если будете эксперементировать то начинайте с малого тока — вольфрам на обратной полярности в разы меньше ампер выдерживает
- Наверх
- Вставить ник
#3 Spec
Отправлено 26 February 2010 22:43
Всем привет!!! назрел у меня такой вопрос: Возможна ли сварка Алюминия без флюсов и без обработки, на простом TIGе (TETRIX 400 — немецкий, работает без осицилятора)? по паспорту для сварки алюминия он не предназначен(а так хочется научиться варить его!!!) на днях пробывал сварить, взял две толстые пластины примерно по 10мм, ободрал оксидную плёнку на наждаке, обезжирил.
 Присадку использовал простой алюминиевый провод толщиной 4мм. ток примерно 250 ампер стоял, расход аргона около 12литров. Варил постоянным током обратной полярности, в режиме импульса.Начал варить, плавиться хорошо но к сожалению он не соединяется просто как сопля стекает, потом вспомнил что электрод должен быть притуплём (вольфрам 3мм), притупил, начал опять варить присадка ни как не хотела ложиться на основной металл просто скатывалась в шарик. В конце концов получилось у меня его сварить путём перемешивания просто тупо грел и мешал вольфрамом(знаю так варить нельзя!) получилось вроде прочно и рисунок как положено есть! тока шов впавший. положил под пресс решил проверить на прочность при не больших нагрузках шов лопнул!!! вообще возможна ли сварка на простом аппарате не предназначенным для сварки алюминия??? и что я не так делал при сварка данным способом??? важен ли так осицилятор при сварке алюминия??? расскажите по подробнее ведь в книгах ни чего толком не описывается!ЗАРАНЕЕ СПАСИБО.
Присадку использовал простой алюминиевый провод толщиной 4мм. ток примерно 250 ампер стоял, расход аргона около 12литров. Варил постоянным током обратной полярности, в режиме импульса.Начал варить, плавиться хорошо но к сожалению он не соединяется просто как сопля стекает, потом вспомнил что электрод должен быть притуплём (вольфрам 3мм), притупил, начал опять варить присадка ни как не хотела ложиться на основной металл просто скатывалась в шарик. В конце концов получилось у меня его сварить путём перемешивания просто тупо грел и мешал вольфрамом(знаю так варить нельзя!) получилось вроде прочно и рисунок как положено есть! тока шов впавший. положил под пресс решил проверить на прочность при не больших нагрузках шов лопнул!!! вообще возможна ли сварка на простом аппарате не предназначенным для сварки алюминия??? и что я не так делал при сварка данным способом??? важен ли так осицилятор при сварке алюминия??? расскажите по подробнее ведь в книгах ни чего толком не описывается!ЗАРАНЕЕ СПАСИБО.
1. Возможна, на обратной полярности. С матом и рыданиями. Вы варили все-таки на прямой полярности, отсюда и несплавление (оксидная пленка не разрушается), да и электрод уцелел. На обратной полярности при токе 250А вольфрам Ф3 за 1-2 секунды расплавится. Поэтому иногда, при крайней необходимости, варят тонкие детали на малых токах. Или вольфрам Ф 6-10 мм.
3. Алюминий в чистом виде встречается очень редко, в основном сплавы на основе алюминия, которых большое разнообразие. И для каждого нужно подобрать подходящую присадку. Лучше всего если присадка и деталь по химии совпадают.
- Наверх
- Вставить ник
#4 tig
Отправлено 27 February 2010 04:11
Варить можно. Маты и рыдания будут уменьшатся по мере приобретения опыта Так что если есть желание нужно варить. В сварочных швах есть пример сварки алюминия на обратной полярности, там же есть и режимы на которых варил. Будут вопросы-задавай. http://websvarka.ru/…topic=166&st=20
Маты и рыдания будут уменьшатся по мере приобретения опыта Так что если есть желание нужно варить. В сварочных швах есть пример сварки алюминия на обратной полярности, там же есть и режимы на которых варил. Будут вопросы-задавай. http://websvarka.ru/…topic=166&st=20
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#5 mazzerhaka
Отправлено 08 March 2010 00:29
Если тебе нужны советы по сварке алюминия то зайди на сайт www.svarka.en-inform.com там все подробно описывается.
- Наверх
- Вставить ник
#6 mikcan
Отправлено 23 January 2011 22:18
Не подскажете,что за электроды для аллюминия,к какому аппарату подойдут. Мне бы бензобак заварить (грузового авто)
Мне бы бензобак заварить (грузового авто)
Прикрепленные изображения
- Наверх
- Вставить ник
#7 Mykola
Отправлено 23 January 2011 23:15
mikcan
Там написано, что электрод содержит 5% кремния и подходит для сварки алюминиевых сплавов с содержанием кремния до 7%. Стало быть — силумины, литейные сплавы. Свариваемое изделие нужно предварительно подореть до температуры 150-250 градусов. Сварку вести на постоянном токе обратной полярности (+ на электроде).
Так что прежде чем варить, нужно знать материал из которого сделан бак (всяко — не литой) и придумать способ его подогрева, учитывая массу со значительным теплоотводом.
- Наверх
- Вставить ник
#8 alek956
Отправлено 23 January 2011 23:26
Обычно баки АМг 3…6.Электродами варить такие вещи тяжело, если все же надумаете — аппарат для сварки лучше взять трехфазный, трансформаторный, постоянного тока типа ВД,в любом случае заплату ставьте .
- Наверх
- Вставить ник
#9 mikcan
Отправлено 24 January 2011 21:46
Mykola,если точнее,там написано для сварки аллюминия и сплавов. ..и насчёт нагрева,пишут,что желательно бы прогреть…
..и насчёт нагрева,пишут,что желательно бы прогреть…
Не понял насчёт полярности,обычно на электроде -минус?
alek956,мой аппарат тот,что по ссылке,потянет?
http://www.svarka.kh….ua/ssva-180-p/
- Наверх
- Вставить ник
#10 alek956
Отправлено 24 January 2011 22:22
Мой аппарат тот,что по ссылке,потянет?
Возьмите электрод и попробуйте — надежнее будет .
- Наверх
- Вставить ник
#11 Mykola
Отправлено 24 January 2011 22:51
mikcan
Баки, как я понимаю, из чистого алюминия не делают, что и подтвердил alek956, поэтому и обратил внимание на возможный к сварке сплав. То что обычно, в случае с алюминиевыми сплавами — необычно… Вот это «=+» на пачке и обозначает «постоянный, + на электрод».
То что обычно, в случае с алюминиевыми сплавами — необычно… Вот это «=+» на пачке и обозначает «постоянный, + на электрод».
Посмотрел ссылку. Как Вы собираетесь полуавтомат использовать для ручной сварки?
P.S. Рассмотрел, таки, держатель — вопрос снят…
- Наверх
- Вставить ник
#12 Mykola
Отправлено 24 January 2011 23:20
mikcan
Хочу еще вдогонку заметить, что сварка сплава АМг5 электродом, содержащим кремний, может создать риск возникновения кристаллизационных трещин, т.к. содержание в сплаве алюминия уже до 0,6% Si снижает стойкость против них. Есть надежда, что магний как-то сгладит это противоречие, если сплав и в самом деле АМг5…-6.
- Наверх
- Вставить ник
#13 alek956
Отправлено 24 January 2011 23:38
Да . .. и поаккуратней с баком …. выпаривать собираетесь ?
.. и поаккуратней с баком …. выпаривать собираетесь ?
- Наверх
- Вставить ник
#14 Evgen
Отправлено 25 January 2011 00:40
Мой аппарат тот,что по ссылке,потянет?
Неужто таки SSVA-180 купили?
- Наверх
- Вставить ник
#15 mikcan
Отправлено 30 January 2011 11:52
Неужто таки SSVA-180 купили?
Да,купили этот,а что?
- Наверх
- Вставить ник
#16 mikcan
Отправлено 30 January 2011 11:59
Да .
 .. и поаккуратней с баком …. выпаривать собираетесь ?
.. и поаккуратней с баком …. выпаривать собираетесь ?Бак прямоугольный из под саляры,но небольшой,от генератораТрещина по ребру вверху пошла,сантиметров 20.Наверное самое лучшее подавать CO2.
Латку?получается уголок приварить
- Наверх
- Вставить ник
#17 mikcan
Отправлено 30 January 2011 12:48
Возьмите электрод и попробуйте — надежнее будет .
Электроды не дешёвые,чтобы взять и просто попробовать.
- Наверх
- Вставить ник
#18 alek956
Отправлено 30 January 2011 22:50
Причину поняли , почему бак лопнул ? Угол можно и без заплаты , только электродами варить бак я бы не стал всетаки .
- Наверх
- Вставить ник
#19 mikcan
Отправлено 31 January 2011 09:29
В общем я так понимаю,электроды это просто понты…Тогда дам аргонщикам варить)))
- Наверх
- Вставить ник
Гигиеническое значение и биологическое действие соединений магния в составе аэрозолей, образующихся при сварке алюминиево-магниевых сплавов
Сборник Гигиена труда, Выпуск 25, 1989 год
doi
Киевский научно-исследовательский институт гигиены труда Болезни
Полная статья (PDF)
Легкость, высокая удельная прочность, коррозионная стойкость, хорошая свариваемость и обрабатываемость — далеко не полный перечень ценных свойств, обусловивших широкое применение алюминиево-магниевых сплавов АМГ. типа в народном хозяйстве. Сегодня в стране сваркой конструкций из этих сплавов занимаются десятки тысяч рабочих. Для автомобилестроения, авиа- и судостроения, двигателестроения и приборостроения использование сплавов AMG уже стало традиционным.
типа в народном хозяйстве. Сегодня в стране сваркой конструкций из этих сплавов занимаются десятки тысяч рабочих. Для автомобилестроения, авиа- и судостроения, двигателестроения и приборостроения использование сплавов AMG уже стало традиционным.
В сварных конструкциях в последние годы наибольшее распространение получили сплавы АМГ-5 и АМГ-6 (по ГОСТ 4784-74, сплавы 1550 и 1560), в которых магний как легирующий элемент содержится соответственно в количествах 4,8…5,8 % мас. и 5,8…6,8 % мас. [4]. Наиболее распространенным способом сварки этих сплавов является сварка в среде инертных газов плавящимся (полуавтоматическим и автоматическим) и неплавящимся вольфрамовым (ручным и механизированным) электродом. В качестве защитного инертного газа в основном применяют аргон, но может применяться и гелий, а при сварке плавящимся электродом — смесь аргона с гелием (до 70 об. % He).
В последние годы абсолютно доказанными считаются факты повышения биологической активности конденсационных аэрозолей различных металлов по сравнению с дезинтеграционными аэрозолями, что нашло отражение в установленных гигиенических нормативах допустимого содержания их в воздухе рабочей зоны. . В качестве примера достаточно привести ПДК для марганца (в пересчете на MnO2) в виде аэрозоля распада (0,3 мг/м3) и конденсации (0,05 мг/м3). Повышение токсичности справедливо связывают с различиями в рассеивании этих аэрозолей, изменением некоторых их физико-химических свойств (растворимость в биологических средах и др.).
. В качестве примера достаточно привести ПДК для марганца (в пересчете на MnO2) в виде аэрозоля распада (0,3 мг/м3) и конденсации (0,05 мг/м3). Повышение токсичности справедливо связывают с различиями в рассеивании этих аэрозолей, изменением некоторых их физико-химических свойств (растворимость в биологических средах и др.).
В рассмотренных нами случаях относительно более высокая биологическая активность магниевого дезинтеграционного аэрозоля по сравнению с магнидами, близкими по дисперсности и характеру их пылеобразования, может быть объяснена прежде всего изменением типа их кристаллической решеткой, а, следовательно, и различиями в химической прочности этих соединений. Что касается ТКСА, образующегося при сварке алюминиево-магниевых сплавов, то очевидно, что его чрезвычайно высокая дисперсность (0,001-0,1 мкм) может дополнительно играть существенную роль в повышении его биологической активности.
Учитывая изложенное, при гигиенической оценке состояния атмосферного воздуха при проведении процессов высокотемпературной обработки сплавов, содержащих магний (сварка, резка, напыление и др. ), считаем более правомерным ориентироваться на ПДК магний, равный 1 мг/м3. В дальнейших исследованиях рекомендуемый гигиенический норматив, на наш взгляд, следует уточнить на основании эпидемиологических наблюдений за здоровьем соответствующих контингентов рабочих сварочных профессий.
), считаем более правомерным ориентироваться на ПДК магний, равный 1 мг/м3. В дальнейших исследованиях рекомендуемый гигиенический норматив, на наш взгляд, следует уточнить на основании эпидемиологических наблюдений за здоровьем соответствующих контингентов рабочих сварочных профессий.
Литература
- Алексеева И. С. Норкин Ю. И. Гигиена и безопасность труда при электро- розваоочных и плазменных работах в судостроении. — Л.: Судостроение, 1984. —С. 30—40.
- Бородюк Т. М. Гигиеническая и токсикологическая характеристика аэрозолей магния, магнидов и профилактика их нежелательного воздействия на работающих: Автореф. дис. … канд. мед. наук. — К., 1982. — 27 с.
- Горбат Л. Н., Бородюк Т. М. Гигиеническая характеристика воздействия на организм пыли магния, магнидов алюминия и аэрозоля, образующегося при сварке алюминиево-магниевых сплавов // Врачеб. дело. — 1986. — № 2. — С. 105—108.
- Гуревич С. М. Справочник по сварке цветных металлов. — К.: Наук, думка, 1981, —С. 82—84, 302—316.
- Рощина Т. А. Аэрозоли магниевых сплавов и их гигиеническая оценка // Гигиена труда и проф. заболевания. — 1980. — № 10. — С. 9—13.
 — К.: Наук, думка, 1981, —С. 82—84, 302—316.
— К.: Наук, думка, 1981, —С. 82—84, 302—316.Ingenta Connect Содержание
Главная / Сварка Интернэшнл, Том 29, номер 4
Том 29, номер 4, 3 апреля 2015 г.
- < предыдущий выпуск
- |
- все выпуски
- |
- следующий выпуск >
- Содержимое
- Дополнительные данные
Влияние коэффициента тепловложения при гибридной лазерно-дуговой сварке на сварочную деформацию и остаточное напряжение
стр. 245-253(9)
Авторов: Ким Ю-Чул; Хирохата, Микихито; Мураками, Масаки; Иносэ, Котаро
Добавить в избранное
Избранное:
ДОБАВИТЬ
Кристаллографический анализ образования игольчатого феррита в металлах сварного шва низкоуглеродистой стали
стр. 254-261(8)
254-261(8)
Авторов: Такада, Ацуши; Комизо, Ю-Ичи; Терасаки, Хиденори; Ёкота, Томоюки; Ой, Кенджи; Ясуда, Коити
Добавить в избранное
Избранное:
ДОБАВИТЬ
Явление абсорбции азота при аргонодуговой сварке с азотсодержащими защитными газами: влияние характеристик плазмы на содержание азота в металле аргонно-сварного шва
стр. 262-269(8)
Авторов: Кодама, Синдзи; Сугиура, Кадзуки; Наканиши, Шота; Цудзимура, Ёсихиро; Танака, Манабу; Мерфи, Энтони Б.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Ультразвуковая сварка Cu/Ni и ее термическая надежность
стр. 270-278(9)
Авторов: Танака, Йо; Фудзивара, Шиничи; Огура, Томо; Сано, Томокадзу; Хиросе, Акио
Добавить в избранное
Избранное:
ДОБАВИТЬ
Разработка способа соединения полиэтиленового патрубка для газа и бестраншейного способа строительства
стр. 279-284(6)
279-284(6)
Авторов: Хасэгава, Масаёси; Ямагути, Йосукэ; Умино, Акира; Фурукава, Юми; Асада, Тадаёси; Одзава, Ясухиро
Добавить в избранное
Избранное:
ДОБАВИТЬ
Развитие дельта-феррита на сварном шве и ЗТВ, полученных импульсной плазменно-дуговой сваркой на супермартенситной нержавеющей стали
стр. 285-290(6)
Авторов: Хенке, Серхио Л.; Паредес, Рамон С.К.; Капра, Андре Р.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Нагрев и плавление основного металла при наплавке под флюсом композитным ленточным электродом
стр. 291-295(5)
Авторов: Матвиенко В.Н.; Лещинский, Л.К.; Мазур, В.А.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Скорость потоков в ванне при дуговой сварке в поперечном магнитном поле
стр. 296-300(5)
Авторов: Размышляев А. Д.; Миронова, М.В.; Ярмонов, С.В.; Выдмыш, П.А.
Д.; Миронова, М.В.; Ярмонов, С.В.; Выдмыш, П.А.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Сравнительный анализ микроструктуры металла околошовной зоны при сварке высокопрочных сталей
стр. 301-305(5)
Авторов: Пиринен, М.; Мартикайнен, Ю.; Иванов С.Ю.; Кархин, В.А.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Электрошлаковый переплав с твердым пуском и двумя нитями с использованием экзотермических электропроводящих флюсов
стр. 306-310(5)
Авторов: Власов А.Ф.; Макаренко Н.А.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Механические свойства сварных соединений сплава АМг5, полученных двусторонней сваркой трением с перемешиванием
стр. 311-313(3)
Авторов: Курынцев С.В.; Трифонов, В.П.
Добавить в избранное
Избранное:
ДОБАВИТЬ
Изготовление биметаллических переходников аустенитная сталь-альфа-титановый сплав
стр.