Преимущества аргонодуговой сварки — Новости
Аргонодуговая сварка получила своё название потому, что в ходе этого процесса в среде инертного газа – чаще всего это аргон – возникает дуговой разряд, который и приводит к соединению поверхностей.
Особенностью данного вида сварки является то, что в нём используется аргон, который из того места, где создаётся шов, вытесняет кислород, не давая тому вступить в химическую реакцию с расплавленным металлом, что имело бы негативные последствия для качества соединения: уменьшало бы его прочность.
Применяется аргонодуговая сварка в основном в тех случаях, когда между собой необходимо соединить детали из цветных металлов и сплавов.
Процесс такой сварки может вестись в двух режимах: ручном и автоматическом. При ручном способе сварщик вручную подаёт горелку и присадку к месту соединения деталей. Если же задействован автоматический режим, то в этом случае подача осуществляется самим аппаратом, за исполнителем работ остаются только функции контроля. При применении данного режима аппарат устанавливается на специальные лонжероны, и в ходе работы плавно по ним перемещается.
Аргонодуговая сварка имеет следующие достоинства:
• Отсутствие брызг расплавленного метала в процессе выполнения работ, что делает данный вид сварки среди других одним из самых безопасных.
• Возможность создания абсолютно ровного шва.
• Возможность подстройки параметров дуги в зависимости от конкретного вида выполнения работ.
• Создание во время выполнения работы стабильной дуги, что положительно влияет на качество соединения.
• С её помощью можно сваривать детали разных размеров и конфигурации.
• Может применяться для резки металла, при этом разрезанные края получаются достаточно ровными и не требуют особой обработки.
Вместе с тем используемое для аргонодуговой сварки оборудование является достаточно сложным, и требует высокой квалификации от работника, который будет этим заниматься.
Кроме того, оборудование для аргонодуговой сварки — http://systemprofi.ru/svarochnoe-oborudovanie/argono-dugovaya-svarka-tig/ — является достаточно дорогим, и его вряд ли следует приобретать для домашнего пользования, если сварочные работы, например, на территории частного домовладения выполняются от случая к случаю.
Другие новости
Аппарат аргонодуговой сварки (TIG) AC DC: устройство, назначение, применение
Метод аргонодуговой сварки (TIG) используется для соединения нержавеющих сплавов и цветных металлов. Применяют его и для сварки черного металла в тех случаях, когда особо важен внешний вид или соединяются заготовки из тонкого проката. Метод требует специального оборудования — сварочного аппарата аргонодуговой сварки и достаточного навыка сварщика.
Аппарат аргонодуговой сваркиОборудование для сварки аргоном
Производители предлагают множество моделей аппаратов с различной комплектацией и функциональностью. Оборудование для аргонной сварки может работать в нескольких режимах:
- Ручной. Сварщик вручную подает сварочную проволоку и ведет горелку.
- Полуавтоматический. Проволока подается в рабочую зону с постоянной скоростью специальным механизмом. Газ также подается через горелку.
- Автоматический. Аргонодуговая сварка осуществляется в герметичном объеме, заполненном защитным газом. Сварочный модуль перемещается под управлением внешнего оператора или по заложенной в него программе. Применяется только в промышленных условиях.
Оборудование для аргонодуговой сварки в зависимости от его назначения относят к одному из типов:
- Универсальное. Аргонодуговые аппараты широкого спектра применения. К нему относится большинство представленных на рынке моделей.
- Специальное. Промышленные аппараты, доработанные под отдельный тип операций на однотипных деталях, например, двутавровых балок или магистральных трубопроводов.

- Узкоспециализированное. Для выполнения одной операции с деталями одного типоразмера. Используются в массовом производстве. При смене детали требуют переналадки и замены части деталей и оснастки.

Инверторные аппараты
Современным типом сварочных агрегатов являются аргонодуговые устройства инверторного типа. В них проходит многоступенчатое преобразование переменного напряжения питающей сети в постоянное напряжение пониженного напряжения и большой силы.
Аргоновым сварочным аппаратам свойственны:
- компактность;
- малый вес;
- стабильность параметров рабочего тока;
- стабильность параметров дуги;
- облегченный розжиг дуги;
- защита от залипания электрода;
- независимость от колебаний напряжения в питающей сети.
Инверторный аппарат аргонодуговой сварки
Они практически вытеснили устаревшие сварочные трансформаторы и выпрямители. Стоимость аргонных аппаратов доступна домашнему мастеру, но остается немалой. Освоить такой аппарат аргонодуговой сварки несложно благодаря большому количеству сервисных функций, облегчающих работу.
Аппарат аргонной сварки оборудован механизированной подачей сварочной проволоки и подачей газа через горелку.
Горелка с вольфрамовым электродом
В ходе аргонодуговой сварки применяются особые горелки с вольфрамовым неплавким электродом. Он не расходуется при сварке, а служит лишь для создания электрической цепи для розжига и поддержания сварочной дуги. К горелке также присоединен армированный шланг, через который из баллона подается газ. Некоторые модели оснащены водяным охлаждением для работы особо большими токами. Основными параметрами горелки являются:
- рабочий ток;
- тип охлаждения;
- протяженность кабеля/шланга;
- способ управления: кнопочный или вентильный;
- вид разъема для присоединения к основному блоку.

Горелка с вольфрамовым электродом
При выборе горелки следует проверить совместимость ее с имеющимся аргонодуговым аппаратом.
Как выбрать аппарат для домашних работ
Если требуется выбрать сварочный аппарат, то полезно будет иметь четкое представление о видах и объемах предстоящих работ. Если требуется приварить пару деталей- то дорогой аргонодуговой прибор не окупится. Проще будет обратиться к мастеру. Если же планируется открытие небольшого авторемонтного или специализированного сварочного бизнеса – то производительный многофункциональный агрегат вполне может себя оправдать.
Следующий этап — это изучение отзывов опытных мастеров и их опыта эксплуатации того или иного устройства.
Аппарат Вега, подходящий для домашних работ
Наиболее значимыми параметрами при выборе являются:
- Рабочий ток.
- Режимы работы.
- Простота применения и эргономика.
- Система охлаждения.
- Тип разъема горелки.
- Соотношение цена/функциональность и цена/качество.
- Комплектация.
Любое дополнительное оборудование увеличивает цену комплекта, но обходится в его составе дешевле, чем при отдельной покупке. Остается решить, действительно ли оно вам необходимо.
Диапазон силы тока
Важно не только максимальное значение рабочего тока, но и его диапазон. Широкий диапазон позволит сваривать как тонкие листы, так и массивные заготовки. Расширится и перечень материалов, доступных для аргонодуговой сварки.
Так, например, агрегат с диапазоном 5-240 А может работать с нержавейкой толщиной полмиллиметра и с алюминиевыми конструкциями до 6,5 мм. Алюминиевые заготовки требуют высоких значений.
Агрегат с диапазоном 5-240 А
Наименьшая рабочая сила тока
Большое значение для получения качественного шва имеет стабильность электродуги. Особенно важно это при работе вольфрамовым электродом по тонколистовому прокату. Опытные сварщики предпочитают устанавливать значения до 10 А и не пользоваться функцией быстрого старта, чтобы избежать прожигания или разбрызгивания при подаче стартового импульса большой силы.
Высокая стабильность электродуги позволяет получить отличное качество шва. Это особенно важно для угловых соединений, например, при ремонте оторванной лопасти лодочного винта.
Не менее важна стабильность электродуги при окончании шва. Рекомендуется несколько снижать амперы, чтобы полость в конце соединения была заполнена. Если этого не сделать, незаполненная полость может стать местом начала трещины при охлаждении и кристаллизации.
Ряд моделей аппаратов аргонодуговой сварки снабжены электронной схемой, по команде плавно снижающей силу тока в конце шва. Эта же система обеспечивает плавный розжиг дуги без подачи мощного стартового импульса.
Переменный и постоянный сварочный ток (AC DC)
Большинство аргонодуговых аппаратов выдают на электрод постоянное сварочное напряжение. Им варят черные металлы и нержавеющие сплавы, медные сплавы и ряд цветных металлов.
Если же планируется аргонодуговая сварка алюминиевых или магниевых сплавов, то следует выбрать модель с функцией подачи и переменного, и постоянного напряжения. Перемена полярности 50 раз в секунду позволяет избежать окисления легких металлов в ходе сварочных работ.
- Переменный и постоянный сварочный ток
- Сварка под постоянным током
Важной дополнительной функцией аргонодугового аппарата является регулировка баланса положительного и отрицательного тока при работе. Форма импульса меняется таким образом, что фаза положительной полярности короче, чем отрицательной (или наоборот), Это позволяет найти оптимальное соотношение между фазой очистки от оксидов и собственно нагрева заготовок.
Простота использования
Аргонодуговой метод требует определенной квалификации и опыта работника. Для начинающих сварщиков будут полезны ясность в обозначениях органов управления и удобство работы с ними.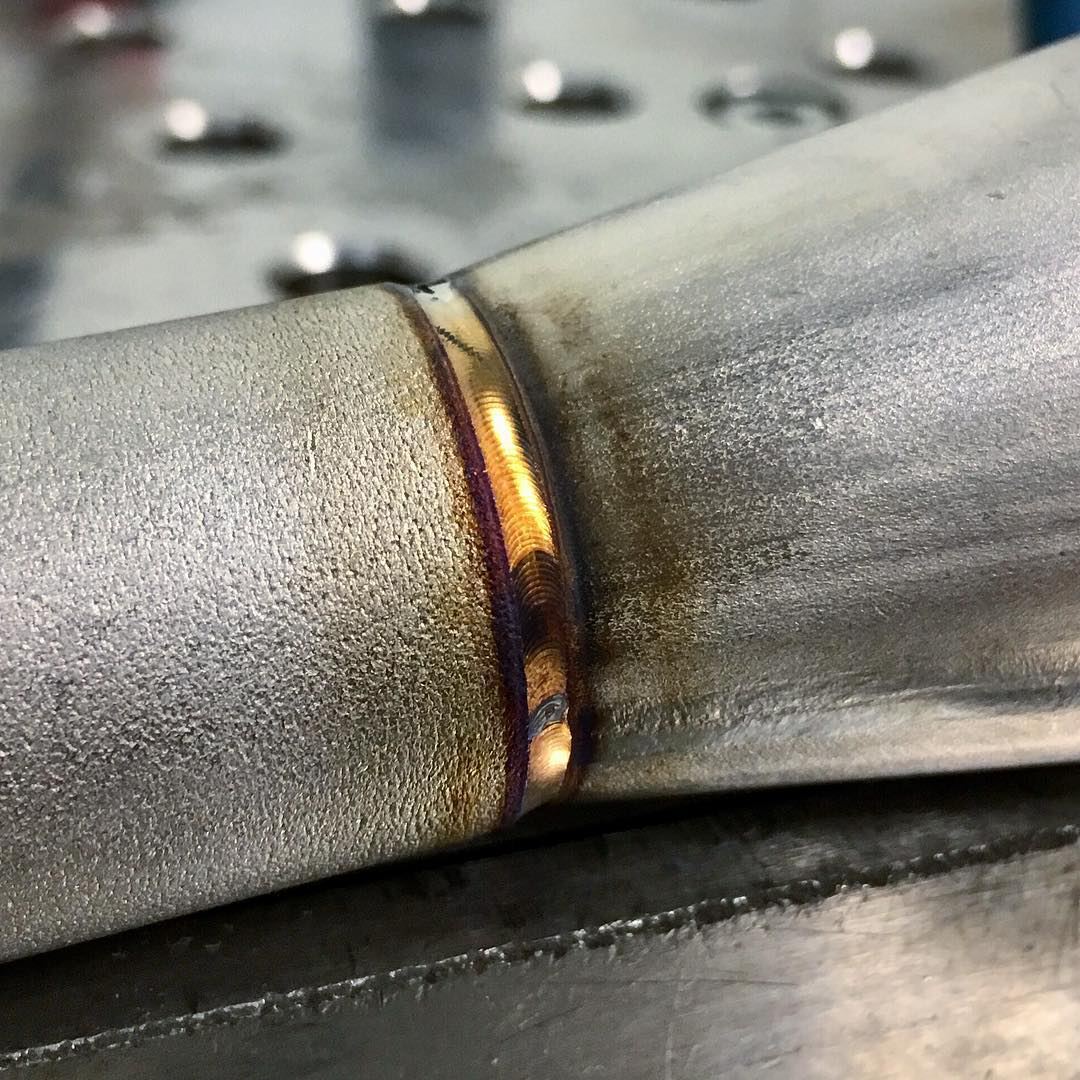 Чем меньше он отвлекается от собственно рабочего процесса, тем быстрее его освоит. Хорошо помогает в этом возможность использования педали управления силой тока, освобождающая руки и дающая возможность оперативно и точно управлять процессом, особенно в начале и в конце шва. Для работы с легкими металлами на переменном напряжении — это обязательная принадлежность.
Чем меньше он отвлекается от собственно рабочего процесса, тем быстрее его освоит. Хорошо помогает в этом возможность использования педали управления силой тока, освобождающая руки и дающая возможность оперативно и точно управлять процессом, особенно в начале и в конце шва. Для работы с легкими металлами на переменном напряжении — это обязательная принадлежность.
При использовании вольфрамового электрода важной будет возможность быстрой и удобной его замены.
Рукоятка должна удобно ложиться в руку, а шланг — не стеснять движений. Это пригодится при проварке внутренних швов в труднодоступных местах.
Сменная горелка
При выборе горелки есть две опции: постоянная и сменная. Постоянно присоединенная несколько снизит цену аппарата, но ограничит его возможности.
Сменная горелка
Наличие отсоединяемой горелки позволит при необходимости оперативно заменить вышедшую из строя деталь без обращения в сервисную мастерскую. Пригодится эта опция также при большой протяженности шва или работе в труднодоступных местах — пистолет можно будет заменить на облегченную или удлиненную.
Аргоновая сварка в СПБ – Цена на услуги сварки
Аргоновая сварка – это один из немногих методов, которые позволяют полностью устранить механические повреждения алюминиевых дисков и гарантировать длительное сохранение результатов ремонта. Аргон – это инертный газ, в атмосфере которого не происходит окисление металла, вследствие чего сварочный шов сливается в единое целое с материалом диска. После завершения работ поверхность диска тщательно шлифуется и полируется, что делает место сварки практически незаметным для невооруженного глаза. Механические свойства металла при этом сохраняются и полностью соответствуют неповрежденной части диска.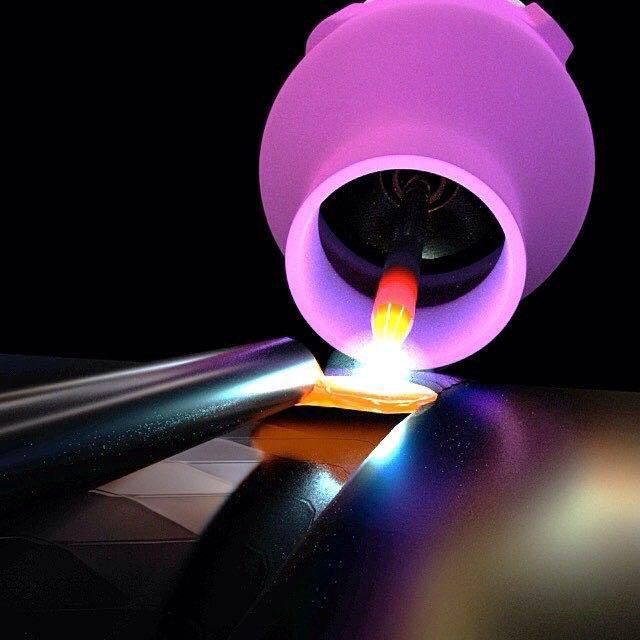
Процесс аргоновой сварки СПб включает в себя несколько этапов:
- визуальный осмотр повреждений, удаление следов ржавчины и грязи;
- механическая обработка места будущего сварного соединения;
- проведение сварочных работ с постоянной подачей защитного инертного газа — аргона;
- зачистка швов, удаление окалины, шлифовка и полировка металла.
Круглосуточный график работы позволяет сотрудникам наших мастерских обслуживать автомобили максимально оперативно, уделяя при этом особое внимание качеству работы. Мы в точности соблюдаем весь перечень технических требований, выдвигаемых к сварке алюминия, а также используем только проверенное опытом оборудование и высококачественные расходные материалы. Дополнительным преимуществом является тот факт, что на аргоновую сварку цена сохраняется максимально доступной, вне зависимости от объема и уровня сложности работ.
Наши цены на сварку в Санкт-Петербурге (СПБ)
Аргоновая сварка производится по адресам: ул. Софьи Ковалевской д. 22, Фермское ш.,д.20 корп. 3, ул. Васенко, д. 12 и ул. Карбышева д. 9
Стоимость услуг определяется рядом параметров, в перечень которых входит:
- общий объём работ
- толщина металла и характер механических повреждений
- технические характеристики обрабатываемого материала
- необходимость дополнительной обработки сварных соединений (шлифовки, полировки)
Ознакомиться с актуальной стоимостью работ вы можете непосредственно на нашем сайте, либо связавшись с нами по телефону, или проконсультироваться с оператором мастерской «Две атмосферы» в режиме он-лайн в чате. Специалисты проконсультируют вас, а также определят наиболее удобное время для записи.
Преимущества сварки аргонодуговой в мастерской Две Атмосферы
Гарантированное качество обслуживания
Все действия наших сотрудников
записываются на видео
Круглосуточная работа
24 часа в сутки для вас открыты двери мастерских.
Высокотехнологичная сварка
аргоном.
Ремонтируем не только трещины на колесном диске,
но и любые алюминиевые элементы такие как поддоны картеров, баки
Технические особенности сварки аргоном
Современная технология с использованием аргона позволяет соединять между собой самые различные материалы, не поддающиеся обычной сварке – это алюминий, медь, нержавеющая сталь, латунь и титан. Сварочный шов при аргоновом методе получается более высокого качества. Это происходит потому, что расплавляются только кромки свариваемых деталей, образуя соединение, которое по своей прочности и структуре не отличается от исходных материалов. К перечню преимуществ данного метода можно отнести:
- возможность сварки широкого спектра металлов;
- исключается окисление зоны расплава;
- уменьшается пористость сварного шва;
- возможность сварки разнородных металлов.
В шиномонтажных мастерских сети «Две атмосферы» в СПБ все работы выполняются качественно, быстро и профессионально.
Как настроить аргон для сварки TIG — Welding Mastermind
Сварка TIG — это сложный процесс, который требует множества элементов, включая настройку защитного газа, такого как аргон, для облегчить сварку и защитить зону сварки. Защитные газы инертные или полуинертные газы, которые обычно используются как в MIG (металлический инертный газ), так и в TIG (вольфрам в инертном газе) сварочные процессы. Аргон — это рентабельный и рутинный газ для ручных сварщиков TIG для использования в качестве защиты.
Так как же настроить аргон для TIG?
сварка? Сварщик должен правильно настроить аргон в качестве защитного газа в
процесс сварки TIG, гарантируя, что правильный газ подается в
достаточный резервуар с эффективным регулятором аргона.Это важный шаг в
сварочный процесс TIG для защиты сварочного материала и поддержания
эффективный поток для стабильности дуговой сварки.
Так как сварка TIG, в частности, требует мастерство, точность и безопасность, сварщики TIG, выполняющие ручную сварку TIG, должны понять, как настроить аргон в качестве защитного газа для успешной сварки. Следовательно, контрольный список настройки — полезный инструмент в дополнение к пониманию общей процесс, оборудование и подготовка, необходимые для сварки TIG.Эта статья предоставляет контрольный список и другую дополнительную информацию.
Сварка TIG
Сварка TIG — это процесс ручной сварки. в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы. требуется . Он также используется для сварки тонких профилей. металлов, не являющихся обычной сталью, например нержавеющей стали и алюминия, магний или медные сплавы. Сварочный источник постоянного тока производит электрическая энергия, которая проходит через дугу через столб высокой ионизированный газ и пары металлов.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая вольфрамовая дуговая сварка (GTAW), представляет собой процесс дуговой сварки, в котором используется вольфрамовый электрод, который не является расходуемым для сварки. Площадь сварного шва и электрод защищены от окисления и других загрязнений инертным защитный газ, такой как аргон или гелий. Кроме того, также используется присадочный металл. в большинстве случаев.
Вольфрам твердый, но хрупкий, слегка радиоактивный металл. По сравнению с другими металлами, его применение ограничено.Однако в При сварке TIG вольфрам превращается в неплавящийся электрод. Этот электрод используется для создания сварочной дуги.
Сварка TIG дает множество преимуществ, в том числе:
- Больше контроля для оператор над сварным швом
- Позволяет сильнее, лучше, и более точные сварные швы
- Универсальность в сварке альтернативные материалы
Однако сварка TIG имеет недостатки. а также, в том числе:
а также, в том числе:
- Более сложный процесс, чем другие сварные швы
- Сварщикам может быть сложно учиться и совершенствоваться
- Медленнее, чем большинство других сварочных работ методы
Сварка TIG требует, чтобы сварщик использовал оба руки, одна для удерживания горелки TIG, которая создает дугу, а другая для добавления присадочный металл к сварному шву.Благодаря этому уникальному процессу сварки TIG сварка сложно научиться, но считается универсальной и качественной сваркой. метод.
Как работает сварка TIG
Для сварки TIG требуется три элемента: нагревательный, защитный и присадочный металл.
- Тепло вырабатывается электричество проходит через вольфрамовый электрод, создавая дугу на металл.
- Экранирование производится из сжатый баллон или баллон с газом, обычно аргоном, который течет к сварному шву область, чтобы защитить его от воздуха.
- Присадочный металл — проволока. окунут вручную в дугу для плавления.
Сварщик включает подачу газа, часто расположен через клапан на горелке TIG. Этот поток защитного газа аргона защищает зону сварки от воздуха. Затем сварщик держит горелку над сварной шов достаточно близко, чтобы горелка не касалась металла. Сварщик нажимает ножную педаль, и вольфрамовый электрод на горелке зажигает дугу.
Как только эта дуга зажигается, две части свариваемый металл начинает плавиться и образует лужу.Затем сварщик опускает приваривать проволоку к дуге, чтобы заполнить стык и создать цельную металлическую деталь.
Свойства металлического вольфрама допускают дугу для поддержания температуры до 11 000 градусов по Фаренгейту. Из-за высокого температура плавления и хорошая электропроводность, вольфрамовый электрод не гореть.
Оборудование, необходимое для сварки TIG
Есть несколько элементов оборудования
необходим для сварки TIG, и одним из основных компонентов является защитный газ, например
как аргон. В состав данного оборудования входят: сварочная горелка, неплавящийся вольфрам.
электрод, источник постоянного тока для сварки и источник защитного газа.
В состав данного оборудования входят: сварочная горелка, неплавящийся вольфрам.
электрод, источник постоянного тока для сварки и источник защитного газа.
Сварочная горелка
Горелки для сварки TIG могут быть автоматически или с ручным управлением. Они похожи по конструкции, но ручной фонарик имеет ручку. Кроме того, «угол наклона головы» может быть изменен в некоторых руководствах. горелки по желанию оператора.
Эти металлические фонари пропускают ток и эффективно нагревают, а вольфрамовый электрод прочно удерживается в центре факел.Отверстия, окружающие электрод, обеспечивают подачу защитного газа. Горелка изготовлена из термостойкого и изоляционного пластика, покрывающего металл. компоненты для защиты сварщика от жары и электричества.
Электрод
Электрод TIG изготавливается из вольфрама или сплав из-за его самой высокой температуры плавления среди чистых металлов. Потому что при этом электрод не расходуется при сварке, хотя некоторые выгорают или может иметь место эрозия.
Блок питания
Сварка TIG на постоянном токе источник питания, так что ток и тепло остаются относительно постоянными, даже если расстояние дуги или изменение напряжения.Это особенно важно при ручной TIG. сварка, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник постоянного тока предотвращает нагревание вариации, которые могут затруднить сварку.
Источники питаниядля сварки TIG оснащены возможность запуска подъемной дуги или как подъем дуги, так и запуск высокочастотной дуги возможности.
Защитный газ
При сварке TIG требуются защитные газы для защиты зоны сварки от атмосферных газов, таких как азот, водород и кислород.Эти газы могут вызвать дефекты плавления и делают сварочный материал хрупким, если он соприкасается с электродом, дугой или сварка металла.
Защитный газ, в большинстве случаев аргон,
также передает тепло от вольфрамового электрода к металлу и помогает запускать
и поддерживать стабильную дугу. Состав защитного газа зависит от
несколько факторов, таких как свариваемый материал, конструкция соединения и
предполагаемый внешний вид окончательного сварного шва. Однако аргон используется в
большинство сварочных проектов TIG.
Состав защитного газа зависит от
несколько факторов, таких как свариваемый материал, конструкция соединения и
предполагаемый внешний вид окончательного сварного шва. Однако аргон используется в
большинство сварочных проектов TIG.
Использование аргона в качестве защитного газа
Основное назначение защитных газов, например, аргон, предназначен для защиты зоны сварки от кислорода и водяного пара. в воздухе . В зависимости от сварочных материалов, атмосферные газы могут затруднить сварку и / или уменьшить сварку качественный. Выбор неподходящего защитного газа при сварке может привести к образованию пористых или слабый сварной шов. Это также может привести к чрезмерному разбрызгиванию сварочного материала, которое добавляет время и трудозатраты на уборку.
Аргон — это элемент (цифра 18 на периодическая таблица), который также считается благородным газом. Это третий по величине на Земле имеется изобилие газа. Аргон не имеет цвета, запаха, негорючий, нетоксичен и чаще всего используется в качестве инертного защитного газа.
Для сварки TIG аргон является эффективным и достаточно эффективным экономичный выбор в качестве инертного защитного газа, что делает его наиболее часто используемым защитный газ. Защитные газы важны из-за их тепловых свойств. проводимость и теплопередача, их плотность по отношению к воздуху и способ в котором они подвергаются ионизации.
Аргон тяжелее воздуха, поэтому он «покрывает» сварного шва и, следовательно, требует меньшего расхода, чем более легкие газы чем воздух. Теплопередача важна, когда дело доходит до нагрева сварного шва вокруг дуга. Кроме того, способность ионизации влияет на легкость дуги. запускается и необходимое напряжение.
Так как атмосферное движение, типа любого
ветер или тяга, заставляет защитный газ рассеиваться вокруг сварного шва, TIG
сварка обычно выполняется в помещении в стабильной среде, так что атмосферные
Можно несколько предотвратить попадание газов в зону сварки. Защитные газы,
например, аргон, обеспечивают дополнительную защиту области сварки от этих
атмосферные газы.
Защитные газы,
например, аргон, обеспечивают дополнительную защиту области сварки от этих
атмосферные газы.
Аргон также важен, когда дело доходит до его роль в поддержании стабильности дуги. Это приводит к увеличению проплавления сварного шва, лучший перенос присадочной проволоки и лучший внешний вид сварного шва проект.
Как подготовить установку для сварки TIG
Хотя сварка TIG обеспечивает качество сварных швов и полезен для критических сварочных проектов, настраивая для TIG Сварка может напугать тех, кто не знаком с процессом .Эта настройка включает в себя выбор правильного размера и типа вольфрама, выбор чаши подходящего размера, настройка защитного газа и его расхода. Здесь основные приготовления для установки для сварки TIG и требуемые материалы:
- Защитный газ: Почти 90% сварочных работ TIG можно выполнять с использованием 100% аргона. как защитный газ. Это включает сварку углеродистой стали, нержавеющей стали и алюминий. Иногда аргон и гелий смешивают, чтобы получить более горячую дугу в заказать сварку сплавов алюминия и меди.Эти материалы обладают высокой теплоотдачей. проводимость, а добавление гелия приводит к более легкому и быстрому запуску TIG сварочный процесс.
- Тип вольфрама: для сварки TIG, вольфрам обычно легирован различными элементами для достижения определенных результатов или характеристик сварного шва. В зависимости от проект, можно использовать чистый вольфрам, торированный или церированный.
- Размер вольфрама: Требуемый размер вольфрама зависит от области применения, в первую очередь толщина сварочного материала.Более толстый материал требует большего тока и, следовательно, более крупный вольфрам.
- Расход газа: В большинстве случаев для сварки TIG требуется меньший расход газа. Больше потока может понадобиться для чашек большего размера.
- Полярность: постоянного тока (DC) следует использовать для сварки стали и нержавеющей стали. стали. При сварке алюминия и алюминия следует использовать переменный ток (AC).
магний.
 стали. При сварке алюминия и алюминия следует использовать переменный ток (AC).
магний.
стали. При сварке алюминия и алюминия следует использовать переменный ток (AC).
магний.Следует помнить о многих факторах и учитывать при подготовке к сварке TIG. Однако такое внимание к деталям в настройка процесса обеспечит безопасный и успешный сварочный проект.
Как настроить аргон для сварки TIG
Для установки аргона в качестве защиты газ для сварки TIG, сварщики должны решить, какой тип аргона купить, необходимый размер бензобака, тип используемого регулятора аргона и рекомендуемый давление аргона.
- Тип газообразного аргона: При ручной сварке TIG следует использовать аргон чистотой 99,99%. «Чистый» аргон относится к газу, состоящему из аргона без какой-либо другой газовой смеси настоящее время.Это один из наиболее часто используемых сварочных газов. компании-поставщики поставляют и продают его в баках сжатия различных размеров.
- Размер бака: Сварщики хотят убедиться, что у них достаточно защитного газа, поэтому определение размера резервуара необходимого аргона зависит от потенциальной частоты использования, настройки давления во время сварки и настройки потока до и после сварки для сварочный проект. Сварщики могут уточнить у поставщиков, что они обычно наличие и доступные размеры резервуара.Средний танк длится около 3-6 месяцев, в зависимости от использования.
- Регулятор аргона: Баллоны с аргоном, известные как баллоны с аргоном, обычно не поставляются с регулятором аргона. Однако большинству сварщиков рекомендуется приобрести подходящую регулятор для обеспечения успешных сварных швов.
- Тип регулятора аргона: Большинство регуляторов аргона основаны на потоке для непрерывного регулирования.
поток для сварщика. Однако некоторые сварочные системы имеют встроенный контроль аргона.
системы, требующие специальных регуляторов для регулирования давления аргона
течет в машину.Сварщики должны проконсультироваться со своими поставщиками по поводу
предложения по типам регуляторов аргона.
- Рекомендуемое давление аргона: большинство сварочных систем лучше всего работают при давлении 10 фунтов на квадратный дюйм. Этот давление обычно можно регулировать в зависимости от заготовки и выступа электрода. Чем дальше выступает электрод, тем больше аргона. давление требуется для надлежащего экранирования.

После того, как сварщик настроил аргон должным образом, поскольку защитный газ и подготовка к сварке TIG завершены, процесс сварки готов к началу.В следующем разделе представлены краткие Контрольный список, чтобы убедиться, что все, включая аргон, настроено для TIG сварка.
Контрольный списокдля настройки аргона и других функций для TIG Сварка
Общий общий контрольный список представлен здесь для настройки аргона и другого оборудования для сварки TIG . Этот контрольный список следует использовать после того, как будут выполнены все приготовления и закуплены материалы для процесса сварки TIG.
- Убедитесь, что все оборудование подготовлены, готовы и функционируют должным образом.
- Соблюдайте все меры безопасности были приняты в сварочной среде и для защиты сварщик.
- Подключите сварочную горелку.
- Подсоедините шланг для газа аргона и регулятор.
- Подключить пульт ДУ с помощью подключите ножную педаль или устройство управления пальцами к машине.
- Подключите рабочий или заземляющий закрепите в станке, а другой конец прикрепите к заготовке или столу.
- Выберите полярность переключением установка силы тока на переменный или постоянный ток, в зависимости от сварочного материала.
- Подготовить вольфрам измельчением до острие со шлифовальным кругом.
- Собрать горелку для сварки и устанавливаем вольфрам.
- Проверить источник питания убедитесь, что он соответствует характеристикам машины, и подключайтесь в соответствии с руководством пользователя процедура.
Важность безопасности
По большей части аргон является очень безопасным
газ для использования при сварке TIG. Не ядовит
и не сгорит. Однако, поскольку аргон хранится в сжатом резервуаре, правильное
Протокол безопасности важен, чтобы избежать несчастных случаев или травм.Кроме того,
поскольку большая часть сварки TIG выполняется в ограниченном пространстве, а аргон плотнее воздуха,
правильная вентиляция необходима для здоровья и благополучия сварщиков, использующих
этот процесс.
Не ядовит
и не сгорит. Однако, поскольку аргон хранится в сжатом резервуаре, правильное
Протокол безопасности важен, чтобы избежать несчастных случаев или травм.Кроме того,
поскольку большая часть сварки TIG выполняется в ограниченном пространстве, а аргон плотнее воздуха,
правильная вентиляция необходима для здоровья и благополучия сварщиков, использующих
этот процесс.
Области применения и характеристики ручной сварки TIG
Сварка TIG может применяться во многих областях, включая сборочные и производственные линии и ремонт на месте. Введенный и активно использовавшийся в 1940-х годах, процесс TIG известны высокими стандартами качества и надежными сварными швами.С этим типом сварки сварочного дыма и остатков практически нет.
Большинство металлов можно сваривать TIG процедуры, включая нержавеющую сталь, титан, магний, алюминий и медь. Процесс стабильный, обеспечивает превосходное качество и дефекты сварки. вообще редки. Это отсутствие дефектов частично связано с использованием аргона. в качестве защитного газа для защиты сварочных материалов и поддержания эффективной дуги для сварщика.
Сварочное оборудование TIG требует более высокой вложения, чем другие виды сварки в большинстве случаев.Кроме того, процесс может занять больше времени, а энергия, необходимая для сварки, может быть немного выше. Сварка TIG также может потребовать немного более чистой окружающей среды, чтобы уменьшить наличие и вмешательство атмосферных газов.
Сварка в любой форме является высокоразвитой
навык. Ручная сварка TIG требует еще большего мастерства, точности и опыта
чем другие методы и процессы. Однако результаты в целом успешные.
и высокого качества. Это важно для сварщиков, которые хотят заниматься сваркой TIG.
сварка, чтобы понять все аспекты процесса, включая подготовку
материалы и оборудование и настройка сварочной горелки, электрода, силового
подачи и защитного газа, из которых аргон является наиболее распространенным и эффективным.
Почему в процессе сварки используются грунтовки для аргонодуговой сварки? — 新 固 邦
Почему в процессе сварки используются грунтовки для аргонодуговой сварки?
Нет разницы между процессом полной аргонодуговой сварки и аргонодуговой сваркой. Полная аргонодуговая сварка подходит для тонкостенных труб малого диаметра (обычно DN60 и ниже, толщина стенки 4 мм).
При большом диаметре трубы и большой толщине стенки поверхность покрытия следует сваривать вручную аргонодуговой сваркой.Целью использования ручной сварки для покрытия поверхности является увеличение диаметра трубы. Ручная сварка может обеспечить качество внешнего вида, а эффективность работы выше, чем у аргонодуговой сварки. Ниже, чем аргонодуговая сварка.
Процесс аргонодуговой сварки используется для сварки водоохлаждаемых стен, таких как котлы, пароперегреватели и экономайзеры. Качество стыков отличное. После радиографического контроля высота сварного шва выше отметки.
Преимущества аргонодуговой сварки
//
(1) Хорошее качество
Если выбраны правильная сварочная проволока, параметры процесса сварки и хорошая газовая защита, корень может получить хорошее проплавление с равномерным проваром. и гладкая и чистая поверхность.В процессе дуговой сварки обычными электродами не будет таких дефектов, как неровности припоя, недостаточные сварные швы, вмятины, поры и включения шлака.
(2) Высокая эффективность
На первом этапе сварки трубопроводов ручная аргонодуговая сварка представляет собой непрерывную дуговую сварку. Электродуговая сварка — это сварка прерывистой дугой, поэтому ручная аргонодуговая сварка может повысить эффективность в 2–4 раза. Поскольку при аргонодуговой сварке не образуется сварочный шлак, нет необходимости очищать сварочный шлак и ремонтировать сварной шов, и скорость будет выше.На поверхности второго слоя защитного слоя для дуговой сварки гладкая и аккуратная аргонодуговая сварка очень полезна для поверхности защитного слоя для дуговой сварки, который может обеспечить хорошее сплавление между слоями, особенно при сварке труб малого диаметра, очевиднее эффективность С.
(3) Легко освоить
Сварка корневого шва при ручной дуговой сварке должна выполняться опытными и квалифицированными сварщиками. Используя ручную аргонодуговую сварку в качестве грунтовки, рабочие, которые обычно занимаются сварочными работами, могут освоить ее после короткого периода практики.
(4) Малая деформация
При аргонодуговой сварке зона термического влияния намного меньше, поэтому деформация сварного соединения мала, и остаточное напряжение также мало.
Введение в процесс
(1) Пример сварки
Материал экономайзера, трубного пучка испарительной секции, стенки водяного охлаждения и низкотемпературного пароперегревателя — сталь № 20, а труба высокотемпературного перегревателя — температура перегревателя 12Cr1MoV.
(2) Подготовка перед сваркой
Перед сваркой канавка должна быть проточена под углом 30 °, а истинный цвет металла должен быть отполирован на расстоянии 15 мм от внутренней и внешней стороны конца трубы.Зазор между трубками составляет 1 ~ 3 мм. Если фактический зазор слишком велик, переходный слой сначала следует приварить к стороне канавки трубы. Временное лобовое стекло используется для строгого контроля скорости ветра в процессе сварки. Поскольку скорость ветра превышает определенный диапазон, легко образовать устьица.
(3) Эксплуатация
Используйте ручной аппарат для аргонно-вольфрамовой дуговой сварки, оснащенный устройством для высокочастотного зажигания дуги, которое может использовать устройство для высокочастотного зажигания дуги.Гашение дуги отличается от электродуговой сварки. Если дуга гаснет слишком быстро, вероятно возникновение кратерных трещин, поэтому во время работы ванну расплава следует подвести к краю или подложка будет толстой, а затем постепенно уменьшать ванну расплава и медленно гасить дугу. Защитный газ.
Для стальных труб № 20 с толщиной стенки от 3 до 4 мм, наполнитель TIGJ50 (08CrMoV для 12Cr1 MoV), диаметр вольфрамового стержня 2 мм, сварочный ток от 75 до 100 А, напряжение дуги от 12 до 14 В, и расход защитного газа от 8 до 10 л / мин, источник питания — положительное соединение постоянного тока.
Лучшая цена на аргонную машину — Выгодные предложения на аргоновую машину от мировых продавцов аргонной машины
Отличные новости !!! Вы попали в нужное место для аргоновой машины. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая машина для производства аргона в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили аргоновую машину на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аргоновой машине и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести argon machine по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Сварка TIG, MIG / MAG — EWM AG
Защитный газ TIG
Как следует из названия процесса, для сварки TIG обычно используются инертные газы.Защитные газы стандартизированы в DIN EN 439. Они имеют обозначения l1, l2 и l3 в соответствии со стандартом.
Наиболее часто используемый защитный газ для сварки TIG — аргон (I1). Степень чистоты должна быть не менее 99,95%. Гелий (I2) также используется для металлов с очень хорошей теплопроводностью, таких как алюминий или медь. Если гелий является защитным газом, дуга более горячая. Прежде всего, распределение тепла между сердечником и краем дуги более равномерное.Использование чистого гелия для сварки TIG редко и ограничивается исключительными случаями, но использование смеси аргона и гелия (I3) с 25, 50 или 75% гелия за последние несколько лет постепенно увеличилось. Поэтому, например, в случае более толстых алюминиевых конструкций температура предварительного нагрева, необходимая для достаточного проплавления, снижается. Во многих случаях также возможно увеличить скорость сварки. При сварке TIG нержавеющих хромоникелевых сталей также используются смеси аргона и водорода (R1), но содержание водорода не должно превышать 5%, чтобы избежать образования пор.
Настройка расхода защитного газа зависит от диаметра газового сопла и окружающего воздушного потока. Ориентировочно для аргона можно использовать расход 5-10 л / мин. Более высокие скорости потока требуются в помещениях с сквозняком (рис. 4). Для смесей аргон / гелий необходимо установить более высокие скорости потока из-за более низкой плотности гелия.
Группа R
Группа R содержит смеси аргона и водорода, обладающие восстанавливающим действием. Помимо аргона и гелия, газы группы R1 используются для сварки TIG и плазменной сварки, а газы подгруппы 2 с более высоким содержанием водорода (H) используются для плазменной резки и подложки (формовочные газы).
Группа I
Группа I объединяет инертные газы. В его состав входят аргон (Ar), гелий (He) и смеси аргон / гелий. Они используются для сварки TIG, MIG и плазменной сварки, а также для подложки.
Группа M
Большая группа M, которая подразделяется на M1, M2 и M3, объединяет смешанные газы для сварки MAG. В каждой группе 3 или 4 подгруппы. Газы классифицируются от M1.1 до M3.3 в зависимости от их окислительной способности, т. Е. M1.1 является наименее окисляющим, а M3.3 — сильнейший окислитель. Основной компонент этих газов — аргон. Кислород (O) или диоксид углерода (CO2) или кислород и диоксид углерода (трехкомпонентные газы) смешиваются с активными компонентами
Группа C
В ассортименте газов для сварки MAG группа C включает чистый диоксид углерода и смесь диоксида углерода и кислорода. Последнее не важно в Германии. Газы группы C являются наиболее сильно окисляющими, потому что CO2 разлагается при высокой температуре дуги, производя большое количество кислорода в дополнение к монооксиду углерода.
Помимо свойств окисления, электрические и физические свойства дуги также меняются в зависимости от состава газа и, следовательно, сварочных свойств. Например, добавление гелия к аргону улучшает теплопроводность и теплосодержание атмосферы дуги. Оба приводят к более энергоемкой дуге и, следовательно, к улучшенным характеристикам проплавления. Смешивание активных компонентов со смешанными газами приводит, среди прочего, к образованию более мелких капель при плавлении проволочного электрода.Также улучшается передача тепла в дуге. Также улучшаются характеристики проникновения.
Требуемый расход защитного газа можно рассчитать на основе практического опыта, т.е. он должен составлять 10-12 диаметров проволоки в литрах в минуту.
В случае сварки алюминия методом MIG установленные значения расхода немного выше среднего из-за сильной склонности материала к окислению; для смешанных газов Ar / He установленные значения расхода значительно выше из-за низкой плотности гелия. Давление газа, выходящего из баллона или кольцевой линии, снижается. Установленный расход можно считать на манометре, который измеряется вместе с заслонкой, или на расходомере с поплавком.
Давление газа, выходящего из баллона или кольцевой линии, снижается. Установленный расход можно считать на манометре, который измеряется вместе с заслонкой, или на расходомере с поплавком.
Моделирование и измерения газовой вольфрамовой дуговой сварки в смесях аргона и гелия с парами металлов
Lohse M, Trautmann M, Siewert E, Hertel M, Füssel U (2018) Прогнозирование давления дуги в GTAW для различных параметров процесса с использованием связанной оболочки и модели дуги LTE. Weld World 62 (3): 629–635
Статья Google ученый
Баева М., Урландт Д. (2019) Анализ неравновесного моделирования рассеиваемой мощности и давления, создаваемого сварочной дугой TIG. Weld World 63 (2): 377–387
Статья Google ученый
Мерфи А.Б., Танака М., Ямамото К., Таширо С., Сато Т., Лоуке Дж. Дж. (2009) Моделирование термической плазмы для дуговой сварки: роль свойств защитного газа и пара металла. J Phys D Appl Phys 42 (19): 194006
Статья Google ученый
Murphy AB (1997) Демиксирование в дугах свободного горения. Phys Rev E 55 (6): 7473–7494
CAS Статья Google ученый
Мерфи А.Б., Танака М., Таширо С., Сато Т., Лоуке Дж. Дж. (2009) Расчетное исследование эффективности различных смесей защитных газов для дуговой сварки. J Phys D Appl Phys 42 (11): 115205
Статья Google ученый
Танака М., Таширо С., Сато Т., Мерфи А.Б., Лоук Дж. Дж. (2008) Влияние состава защитного газа на свойства дуги при сварке TIG.Sci Technol Weld Join 13 (3): 225–231
CAS Статья Google ученый
Лоук Дж. Дж., Морроу Р., Хайдар Дж., Мерфи А. Б. (1997) Прогнозирование свойств дуговой сварки газом вольфрамом в смесях аргона и водорода. IEEE Trans Plasma Sci 25 (5): 925–930
CAS Статья Google ученый
Тусек Дж. (2000) Экспериментальное исследование дуговой сварки газом вольфрамом и сравнение с теоретическими предсказаниями.IEEE Trans Plasma Sci 28 (5): 1688–1693
CAS Статья Google ученый
Мария М., Эдвардс Г.Р., Лю С. (2004) Исследование влияния газов при GTA-сварке деформируемого магниевого сплава AZ80. Сварной шов J 83 (7): 203S – 212S
Лу С., Фуджи Х., Ноги К. (2004) Конвекция Марангони и вариации формы сварного шва в Ar – O 2 и Ar – CO 2 сварка GTA . Mater Sci Eng A 380 (1): 290–297
Статья Google ученый
Valiente Bermejo MA, Karlsson L, Svensson LE, Hurtig K, Rasmuson H, Frodigh M, Bengtsson P (2015) Влияние защитного газа на характеристики сварки и свойства сварных швов дуплексной и супердуплексной нержавеющей стали. Weld World 59 (2): 239–249
CAS Статья Google ученый
 org/ScholarlyArticle»> 12.
org/ScholarlyArticle»> 12.Мерфи А.Б. (1997) Коэффициенты переноса гелиевой и аргон-гелиевой плазмы. IEEE Trans Plasma Sci 25 (5): 809–814
CAS Статья Google ученый
Murphy AB (1998) Катафорез в электрической дуге. J Phys D Appl Phys 31 (23): 3383–3390
CAS Статья Google ученый
Мерфи А.Б. (2013) Влияние паров металла на температуру дуги при сварке газом и металлом: конвекция по сравнению с излучением. J Phys D Appl Phys 46 (22): 224004
Статья Google ученый
Парк Х., Траутманн М., Танака К., Танака М., Мерфи А.Б. (2018) Вычислительная модель газовой вольфрамовой дуговой сварки нержавеющей стали: важность одновременного учета паров различных металлов.J Phys D Appl Phys 51 (39): 395202
Статья Google ученый
Сян Дж., Чен Ф.Ф., Парк Х., Танака К., Шигета М., Танака М., Мерфи А.Б. (2020) Численное исследование переноса паров металла при сварке нержавеющей стали вольфрамовым электродом в среде инертного газа в аргоне. Appl Math Model 79: 713–728
Статья Google ученый
Танака К., Шигета М., Танака М., Мерфи А.Б. (2019) Исследование двухслойной области паров металла в плазме дуги гелий-вольфрамового инертного газа на нержавеющей стали с помощью спектроскопии изображений.J Phys D Appl Phys 52 (35): 354003
CAS Статья Google ученый
 org/ScholarlyArticle»> 18.
org/ScholarlyArticle»> 18.Чен Ф.Ф., Сян Дж., Томас Д.Г., Мерфи А.Б. (2020) Оптимизация параметров на основе моделей для моделирования процесса дуговой сварки. Appl Math Model 81 (1): 386–400
Статья Google ученый
Hertel M, Trautmann M, Jäckel S, Füssel U (2017) Роль паров металла в газовой дуговой сварке и методы комбинированного экспериментального и численного анализа процесса.Plasma Chem Plasma Process 37 (3): 531–547
CAS Статья Google ученый
Шник М., Фюссел Ю., Хертель М., Роуз С., Хесслер М., Спилле-Кохофф А., Мерфи А.Б. (2011) Численные исследования влияния пара металла при сварке GMA. Weld World 55 (11–12): 114–120
CAS Статья Google ученый
Lowke JJ, Tanaka M, Murphy AB (2010) Пары металла в дугах MIG могут вызывать (1) минимумы температуры центральной дуги и (2) повышенное напряжение дуги.Weld World 54 (9-10): R292 – R297
CAS Статья Google ученый
Wagner R, Siewert E, Schein J, Hussary N, Jäckel S (2018) Влияние защитного газа на выбросы при дуговой сварке. Weld World 62 (3): 647–652
CAS Статья Google ученый
Zhang XN, Murphy AB, Li HP, Xia WD (2014) Комбинированные коэффициенты диффузии для смеси трех ионизированных газов.Источники плазмы Sci Technol 23 (6): 065044
CAS Статья Google ученый
 org/ScholarlyArticle»> 24.
org/ScholarlyArticle»> 24.Мерфи А.Б. (2001) Тепловая плазма в газовых смесях. J Phys D Appl Phys 34 (20): R151 – R173
CAS Статья Google ученый
Фудолиг А.М., Ногами Х., Яги Дж. (1996) Моделирование полей потока, температуры и концентрации в дуговом плазменном реакторе с аргон-азотной атмосферой.ISIJ Int 36 (9): 1222–1228
CAS Статья Google ученый
Чен X, Сугасава М., Кикукава Н. (1998) Моделирование теплопередачи и потока жидкости в радиочастотной плазменной горелке с аргон-водородом в качестве рабочего газа. J Phys D Appl Phys 31 (10): 1187–1196
CAS Статья Google ученый
Schnick M, Fussel U, Hertel M, Spille-Kohoff A, Murphy AB (2010) Пары металла вызывают центральный минимум температуры дуги при газовой дуговой сварке за счет повышенного излучения.J Phys D Appl Phys 43 (2): 022001
Статья Google ученый
Ян Ф, Ронг М, Ву Й, Мерфи А.Б., Пей Дж, Ван Л., Лю З., Лю И (2010) Численный анализ влияния эрозии разделительной пластины на воздушную дугу в камере закалки низковольтного выключателя. J Phys D Appl Phys 43 (43): 434011
Статья Google ученый
Gomes A, Aubreton A, Gonzalez JJ, Vacquie S (2004) Экспериментальное и теоретическое исследование расширения плазмы металлического пара, создаваемой лазером. J Phys D Appl Phys 37 (5): 689–696
J Phys D Appl Phys 37 (5): 689–696
CAS Статья Google ученый
Мерфи А.Б. (2014) Расчет и применение комбинированных коэффициентов диффузии в тепловой плазме. Sci Rep 4: 4304
Статья Google ученый
Лоук Дж. Дж., Морроу Р., Хайдар Дж. (1997) Упрощенная унифицированная теория дуг и их электродов. J Phys D Appl Phys 30 (14): 2033–2042
CAS Статья Google ученый
Lowke JJ, Tanaka M (2006) LTE-диффузионное приближение для расчетов дуги. J Phys D Appl Phys 39 (16): 3634–3643
CAS Статья Google ученый
Мерфи А.Б. (2010) Эффекты паров металла при дуговой сварке. J Phys D Appl Phys 43 (43): 434001
Статья Google ученый
Крам Л.Е. (1985) Статистическая оценка потерь мощности излучения тепловой плазмой из-за спектральных линий.J Phys D Appl Phys 18 (3): 401–411
CAS Статья Google ученый
Cressault Y, Rouffet ME, Gleizes A, Meillot E (2010) Чистая эмиссия тепловой плазмы Ar-H 2 -He при атмосферном давлении. J Phys D Appl Phys 43 (33): 335204
Статья Google ученый
 org/ScholarlyArticle»> 36.
org/ScholarlyArticle»> 36.Менарт Дж., Малик С. (2002) Коэффициенты чистой эмиссии для тепловой плазмы аргон – железо.J Phys D Appl Phys 35 (9): 867–874
CAS Статья Google ученый
Мерфи А.Б. (1993) Диффузия в равновесных смесях ионизированных газов. Phys Rev E 48 (5): 3594–3603
CAS Статья Google ученый
Сян Дж., Парк Х., Танака К., Шигета М., Танака М., Мерфи А.Б. (2019) Численное исследование эффектов и механизмов переноса паров железа при сварке вольфрама в среде инертного газа в аргоне.J Phys D Appl Phys 53 (4): 044004
Статья Google ученый
Парк Х., Траутманн М., Танака М., Танака К., Мерфи А.Б. (2017) Смешивание паров нескольких металлов в дуговой плазме при сварке нержавеющей стали вольфрамовым электродом в газе. J Phys D Appl Phys 50 (43): 43LT03
Статья Google ученый
Танака К., Шигета М., Танака М., Мерфи А.Б. (2020) Исследование переходных процессов переноса паров металла при дуговой сварке гелием с помощью спектроскопии изображений.J Phys D Appl Phys 63 (42): 425202
Статья Google ученый
Аргонодуговая сварка для производства гофрированных ребристых стенок трансформатора
Аргонодуговая сварка — это технология сварки с использованием аргона в качестве защитного газа. Ее также называют сваркой в среде защитного газа аргоном. Защитный газ аргон применяется вокруг дуговой сварки, чтобы изолировать воздух за пределами зоны сварки и предотвратить окисление зоны сварки.
Защитный газ аргон применяется вокруг дуговой сварки, чтобы изолировать воздух за пределами зоны сварки и предотвратить окисление зоны сварки.
Технология аргонно-дуговой сварки основана на принципе обычной дуговой сварки, которая использует защиту газообразного аргона для сварочного материала металла, плавит сварочный материал в жидком состоянии на свариваемом основном материале за счет высокого тока и делает сварной металл и сварочный материал достигают металлургической комбинации. Из-за непрерывной подачи аргона при высокотемпературной сварке в расплаве сварочный материал не может контактировать с кислородом воздуха, что предотвращает контакт сварочного материала с кислородом воздуха.Из-за окисления сварочных материалов можно сваривать нержавеющую сталь и железный металл.
JTFY Машина для сварки гофрированных ребер масляного бака трансформатора использует метод автоматической аргонно-дуговой сварки для сваривания швов гофрированных ребер .
аппарат для аргонно-дуговой сваркиJTFY PLC Полноавтоматический аппарат для сварки стеновых швов гофрированных ребер , все параметры устанавливаются и контролируются PLC . Он автоматически обнаруживает и блокирует ласты с помощью датчика Sensor .Оснащен аппаратом известной китайской марки — HUTONG-WSM400 : Аппарат для импульсной аргонно-дуговой сварки с инвертором IGBT
Аппарат для сварки гофрированных ребер JTFY HUTONG-IGBT Инверторный аппарат для импульсной аргонно-дуговой сварки WSM400 Параметры:| МОДЕЛЬ | WSM-400 | ||
| Входное напряжение (В) | AC380V ± 10% | ||
| Рабочая частота (HZ) | 89509 Мощность (кВА) | 15 (сварка аргоном) 20 (сварка) | |
| Номинальный входной ток (A) | 23 (сварка аргоном) 32 (сварка) | ||
| Выходное напряжение холостого хода (В) | 68 | ||
| Номинальный выходной ток (A) | 400 | ||
| Скорость временной нагрузки (%) | 60% 100A | ||
| Диапазон регулирования выходного тока (A) | 12-400 | 64 905 Класс | H |
| КПД (%) | 85% | ||
| Уровень защиты корпуса | IP23 | ||
| Размеры машины (мм) | Машина 540 × 220 × 425 We | 905 ht (кг) | 28 |
 com WHATSAPP / MOB: +008615195010186 Чтобы получить больше JTFY ТОВАРЫ И УСЛУГИ:
com WHATSAPP / MOB: +008615195010186 Чтобы получить больше JTFY ТОВАРЫ И УСЛУГИ: 1. Линия по производству гофрированных ребер бака трансформатора PLC Full-atuo
На главную> Оборудование для производства стенок из гофрированных пластин> Автоматическая линия для производства стенок из гофрированных пластин
Полностью автоматическая линия для производства стенок из гофрированных ребер с ПЛК2. Полностью автоматическая машина для гибки стенок из гофрированных ребер с ПЛК
Главная> Оборудование для производства стеновых гофрированных ребер> Полностью автоматическая машина для складывания стенок гофрированных ребер с баком трансформатора с ПЛК
Полностью автоматическая машина для складывания стен гофрированных ребер масляного бака трансформатора3 . PLC Полностью автоматический сварочный аппарат гофрированных ребер бака трансформатора
На главную> Оборудование для перегородки гофрированных ребер> Автоматическая машина для сварки стеновых швов с ПЛК
автомат для сварки гофрированных ребер4 . Гидравлический разматыватель
На главную> Оборудование для стеновых панелей из гофрированного картона> Гидравлический разматыватель
Машина для подачи рулонов стали5 . Машина для испытания на герметичность гофрированных ребер
Главная> Оборудование для стенок гофрированных ребер> Машина для испытания на герметичность стенок гофрированных ребер
Машина для испытания на герметичность стенок гофрированных ребер бака трансформаторааргон + дуга + сварка — перевод на китайский
▷ Обучение процессу аргонно-дуговой сварки полюса плавки алюминиевых сборных шин на электростанции сверхвысокого напряжения. .. ▷ Исследование технологического эксперимента с цирконием 702 … ▷ Исследование процесса легирования бором наплавленных покрытий, полученных из поверхностно-легированной проволоки, с дополнительно нанесенным гальваническим покрытием из хрома и меди … ▷ Особенности подготовки изображений микроструктуры для параметризации сварных швов … ▷ Упаковка разобранных тепловыделяющих элементов и радиоактивных отходов в горячие камеры на kernforschungsanlage jülich … ▷ Интенсивность и спектральное распределение ультрафиолетового излучения сварочных дуг в зависимости от фоторазложения газов… ▷ Горячекатаный процесс многослойного композитного металлического листа … ▷ Моделирование кинематики пластического формообразования при калибровке тонкостенной прецизионной опускания трубы … ▷ Исследование износа монометаллических и упрочняющих рабочих органов двух кромок пласта.
.. ▷ Исследование технологического эксперимента с цирконием 702 … ▷ Исследование процесса легирования бором наплавленных покрытий, полученных из поверхностно-легированной проволоки, с дополнительно нанесенным гальваническим покрытием из хрома и меди … ▷ Особенности подготовки изображений микроструктуры для параметризации сварных швов … ▷ Упаковка разобранных тепловыделяющих элементов и радиоактивных отходов в горячие камеры на kernforschungsanlage jülich … ▷ Интенсивность и спектральное распределение ультрафиолетового излучения сварочных дуг в зависимости от фоторазложения газов… ▷ Горячекатаный процесс многослойного композитного металлического листа … ▷ Моделирование кинематики пластического формообразования при калибровке тонкостенной прецизионной опускания трубы … ▷ Исследование износа монометаллических и упрочняющих рабочих органов двух кромок пласта.Раскрыт порошок сплава на основе Fe для наплавки с наплавкой аргонной дугой, порошок, состоящий из Fe-Cr, графита и порошка железа.
一种 氩弧 堆焊 铁 基 合金 粉末 , 粉末 由 Fe-Cr 、 石墨 、 铁粉
машиностроение — wipo.int
Кроме того, порошок сплава на основе Fe для аргонной дуги Сварка наплавки проста в приготовлении, не требует больших затрат и, следовательно, имеет относительно высокую потребительскую ценность.
熔覆 层 组织 均匀 , 能 生成 铬 — 碳 化合物 等 新 相 , 层 大于 HRC55 , 有效 提高 的 的 耐磨 、 耐蚀 、 耐高温 等 延长 零部件 的 使用寿命 , 且制备 简单 , 成本 低 , 具有 较高 的 使用价值。
машиностроение — wipo.int
1 миллиард переводов с разбивкой по видам на 28 языков
Наиболее частые запросы Английский: 1-200, -1k, -2k, -3k, -4k, -5k, -7k, -10k, -20k, -40k, -100k,
Наиболее частые запросы Китайский: 1-200, -1k, -2k, -3k, -4k, -5k, -7k, -10k, -20k, -40К, -100k, -200k,
Traduction Перевод Traducción Übersetzung Tradução Traduzione Traducere Vertaling Tłumaczenie Mετάφραση Oversættelse Översättning Käännös Aistriúchán Traduzzjoni Prevajanje Vertimas Tõlge Preklad Fordítás Tulkojumi Превод Překlad Prijevod 翻 訳 번역 翻译Перевод
Разработано для TechDico
Publisher
Условия использования
Политика конфиденциальности
© techdico
.