Cварка алюминия аргоном для начинающих пошаговая инструкция
Алюминий имеет невысокую температуру, при которой происходит его плавление. При этом металл обладает большой теплопроводностью. Кроме того, он характеризуется еще маленькой удельной массой. Такие свойства алюминия напрямую влияют на процесс его сварки, который не является простым. Поэтому в данном материале мы рассмотрим, как происходит сварка алюминия аргоном для начинающих с пошаговой инструкцией.
Особенности во время сварки алюминия
Свариваемые детали из алюминия в большинстве случаев имеют относительно тонкие стенки. Именно такое обстоятельство является основной проблемой при выполнении работ. Во время сварки чаще всего превышают допустимую температуру воздействия на металл. Это самая распространенная ошибка. Из-за этого возникают каверны, а шов получается с нечеткими границами.
При высокотемпературной обработке на алюминии появляется оксидная пленка. Она может расплавиться только при 2050°С. При этом алюминий начинает менять свое состояние уже после 650°С. В связи с этим от оксидной пленки при выполнении работ нужно избавляться. Пробивается она лучше всего при помощи импульсной сварки. Также облегчает процесс разрушения оксидной пленки предварительная обработка алюминия щеткой с металлическим ворсом.
Процесс сварки алюминия сегодня выполняется при использовании мягкой проволоки и аргона. Во время подачи газа формируется защитная атмосфера и осуществляется интенсивное окисление металла. Оно способствует стабилизации дуги. В то же время она должна иметь длину постоянного размера. Слишком большая дуга не позволит детали расплавиться. При короткой ее длине металл может загореться. Это происходит благодаря свойствам алюминия. Предотвратить такой эффект можно с помощью подогрева детали. Также за счет этого увеличивается глубина провара.
Используемые аппараты и типы электродов
Во время применения аргона при сварке алюминия можно использовать несколько сварочных аппаратов. В свою очередь, они подразделяются на агрегаты универсального типа и специальные модели. Также существует третья группа аппаратов – специализированное оснащение.
В свою очередь, они подразделяются на агрегаты универсального типа и специальные модели. Также существует третья группа аппаратов – специализированное оснащение.
Все модели универсального типа сегодня производятся серийными партиями. Они больше всего пользуются спросом у покупателей. На производстве такие аппараты применяются на спецплощадках. Для контроля сварного процессора лучше всего выбирать агрегат с переменным током. Потому что в нем можно выполнить регулирование частоты.
На практике доказано, что лучше всего в агрегатах для варки алюминия при использовании аргона применять электроды трех типов. Технический алюминий сваривать необходимо электродами ОК 96.10, ОК 96.20. Благодаря им дуга равномерно горит. В результате свойства первоначального материала и готового шва получаются практически одинаковыми. При этом удаление образующейся шлаковой корки происходит без излишних усилий.
При работе с разными сплавами алюминия используют электроды марки ОЗАНА-1 и 2. Они имеют щелочно-солевое покрытие. При их применении металл перед сваркой приходится практически всегда подогревать до 200—300 °С.
При их применении металл перед сваркой приходится практически всегда подогревать до 200—300 °С.
Для сварки алюминия при использовании аргона также еще применяют неплавящиеся вольфрамовые электроды. За счет них дуга поддерживается в стабильном состоянии, а сам процесс варки металла протекает довольно быстро. У такого материала диаметр составляет от 2 до 6 мм. Он выбирается в зависимости от свариваемой толщины металла. Хорошо себя показывают в работе электроды этого типа с разными присадками. В результате получаются качественные швы.
Инструкция по сварке алюминия аргоном для начинающих
Во время работы с алюминием всегда необходимо следить внимательно, как расходуется аргон, и выполнять все требования технологии. Перед началом сварки нужно подготовить металл. Для этого выполняется очистка поверхностей. Затем намечается будущее соединение или ремонтный шов. Потом устанавливается электрод в горелку. После этого осуществляется подключение «массы» от аппарата на обрабатываемую деталь.
После нажатия кнопки включается ток и начинает подаваться газ. Дуга появится между металлом и сварочным электродом. Благодаря ей происходит плавление края детали и проволоки. Сварочный шов формируется непосредственно на этом этапе.
Для опытных сварщиков такой процесс не представляет никакой сложности. Технология свою эффективность доказала уже давно. Начинающим сварщикам для получения сварки достойного качества придется потренироваться.
Рекомендации по выполнению сварки алюминия
Для защиты сварщика в процессе работы ему необходимо надевать специальную маску. В ней должен присутствовать световой фильтр синего цвета. Всем привычное зеленое стекло в этом случае не подойдет, так как является ненадежной защитой от ультрафиолета.
- При сварке алюминия важно правильно выбрать режим, в котором будет работать аппарат, а также диаметр электрода и используемой проволоки. Если выполняется стыковое соединение без разделки, то при толщине металла 3 мм диаметр электрода должен составлять 4 мм, а присадочной проволоки — 2,5 мм. При этом на аппарате сила тока устанавливается в пределах 180—200 А.
- Если сварка выполняется металла, имеющего толщину 6 мм, то электрод и проволока выбирается диаметром соответственно 5 и 2,5 мм. В этом случае ток должен быть 250—290 А.
- Когда выполняется сварка металла толщиной 2 мм, то выбирается электрод и проволоки одинакового диаметра в 2,5 мм, но при этом силу тока необходимо увеличить до 520—550 А.
При осуществлении сварки алюминия аргоном агрегат обязан функционировать в импульсном режиме. - Если у металла большая толщина, то его лучше всего предварительно нагреть. При выполнении работ рекомендуется, чтобы длина дуги была максимум 2,5 мм, а угол между металлом и электродом составлял 80°.

- Также необходимо, чтобы во время сварки между электродом и используемой проволокой был прямой угол. Кроме того, не допускаются в поперечном направлении колебания проволоки. Она должна двигаться точно за электродом.

Похожие материалы
пошаговая инструкция. Технология и специфические особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.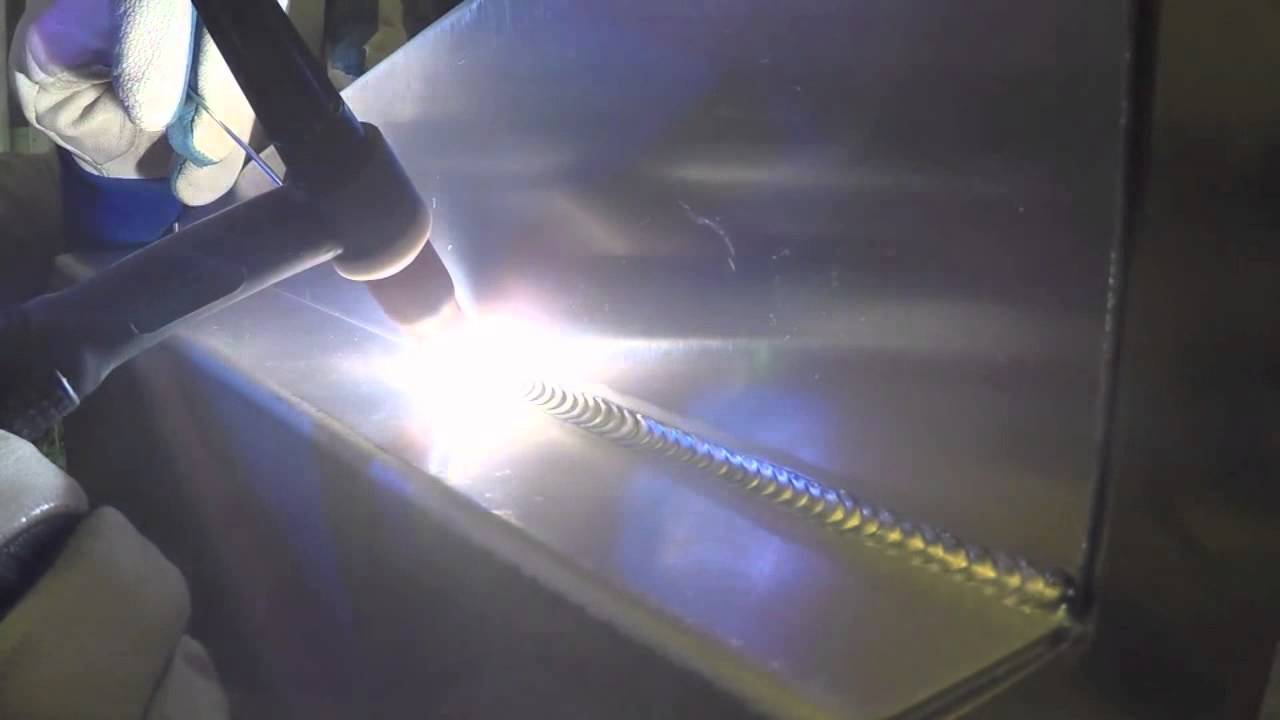
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки.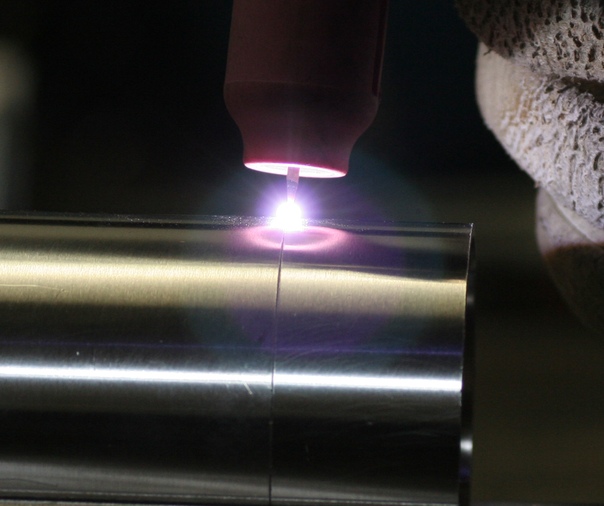 Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве. Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться. Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Для новичка важно будет немного потренироваться. Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
аргонодуговая, для начинающих пошаговая инструкция, ТИГ, TIG, ГОСТ 14806-80, технология, контактная его сплавов, расход, оборудование
Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Общие характеристики аргонодуговой сварки
Газ аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла (плавящегося электрода). При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например: для проволоки диаметром d = 1,6 мм сила тока сварки I= 120-240А. При силе тока сварки больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу при силе тока сварки ≈ 100А.
Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например: для проволоки диаметром d = 1,6 мм сила тока сварки I= 120-240А. При силе тока сварки больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу при силе тока сварки ≈ 100А.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия.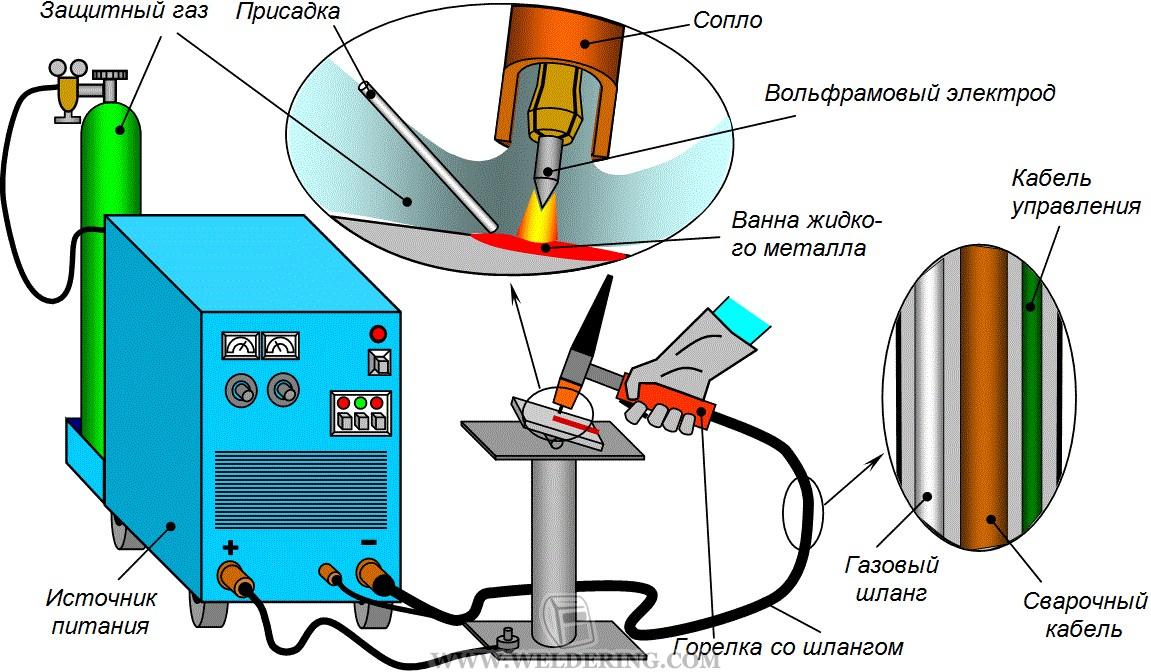 Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (как правило, для электрода используется вольфрам). Электрод расположен в горелке, через сопло которой вдувается защитный газ (как правило, аргон). Присадочный материал в электрическую цепь не включён и подаётся в зону дуги со стороны.
Сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При способе сварки неплавящимся электродом зажигание дуги не может быть выполнено путём касания электродом изделия по двум причинам.
Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счёт искры между изделием и электродом достаточно сложно. При аргонодуговой сварке плавящимся электродом после того, как проволока коснётся изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу.
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонодуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор — устройство, предназначенное для бесконтактного возбуждения электрической дуги и стабилизации горения дуги при сварке малыми токами.
Для зажигания дуги осциллятор подаёт на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока.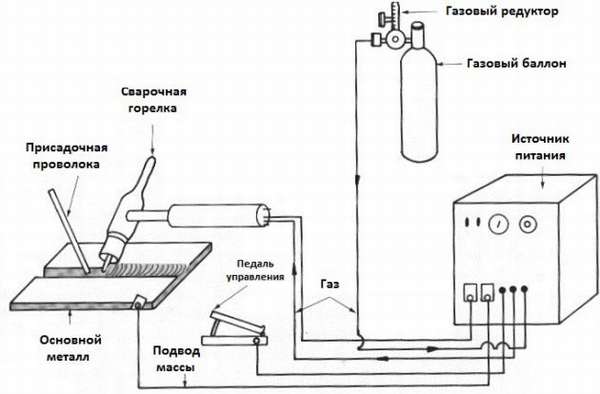 Если сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и обеспечивает подачу импульсов на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Если сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и обеспечивает подачу импульсов на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Деионизация — процесс исчезновения положительных и/или отрицательных ионов, а также электронов из занимаемого газом объёма. Является обратным процессу ионизации и обычно происходит после прекращения электрического разряда в газе.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны, что предотвращает пористость шва.
При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны, что предотвращает пористость шва.
Типы
Электроды из вольфрама делятся на три типа: 1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи. 2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов. 3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом — это соединения из легированных сталей, цветных металлов, титановых и алюминиевых сплавов. При малых толщинах аргонодуговая сварка может выполняться без присадки. Данный способ сварки обеспечивает хорошее качество и формирование сварного шва, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонколистного металла при одностороннем доступе к поверхности изделия. Этот способ получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом случае аргонодуговую сварку иногда называют орбитальной.
Аргонодуговая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объём её применения относительно невелик.
Существует несколько разных типов швов, выполняемых при аргонодуговой сварке. К ним можно отнести: стыковой шов, шов внахлестку, угловой шов и т-образный шов.
Стыковой шов — может быть выполнен без помощи присадочного материала (прутка). Данным видом сварки соединяют металлические части по рубцам.
Шов внахлестку — верхний край приваривается к нижнему при двух наложенных друг на друга металлических частей.
Угловой шов — это сварка одного металлического изделия под прямым углом к другому изделию с целью сформировать угол.
Чтобы получить т-образный шов, необходим присадочный пруток (материал). Такой шов получается, если положить одно металлическое изделие перпендикулярно к другому, чтобы получилась т-образная конструкция. Такой вид шва может быть выполнен на любой стороне перпендикулярного рубца.
Аргонодуговую сварку можно использовать для сварки многих металлов, но чаще всего она используется для сварки алюминия, особенно тонколистного. Алюминий можно сваривать и другими видами сварки, однако наиболее точную и чистую сварку сложных изделий (например, трубок автобусных кондиционеров) можно выполнить лишь аргонодуговой сваркой.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом. 1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Недостатки аргонодуговой сварки
Основными недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта, а применение автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Аргонодуговая сварка. Основные ГОСТы
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
Технические условия
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся
ГОСТ 13821-77 Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ — Государственный стандарт — основная категория стандартов в СССР, сегодня межгосударственный стандарт в СНГ. Принимается Межгосударственным советом по стандартизации, метрологии и сертификации (МГС). ГОСТ в настоящее время является нормативным неправовым актом.
Способы
Помимо рассматриваемой технологии, существует несколько основных способов сварки алюминия:
- Газовая,
- Ручная дуговая,
- Полуавтоматическая,
Рассмотрим их подробнее:
- Газовая сварка подразумевает использование специальных прутков, в качестве присадочного материала. Они подаются в зону соединения и являются одним из компонентов сварочного шва. Для защиты от взаимодействия с атмосферным воздухом использую флюсы на основе хлористых солей. После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
- Ручную дуговую сварку покрытыми электродами выполняют относительно редко, поскольку даже использование надежного инверторного аппарата и качественных электродов не позволяют надеяться на соединения высокого качества, ввиду специфических качеств алюминия.
- Сварка в полуавтоматическом режиме – достойная альтернативна аргонодуговой сварке. Данный метод также предусматривает использование газа в качестве средства защиты горячего металла. Главное требование – правильный подбор присадочной проволоки. Ее состав должен соответствовать основной поверхности.
 После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.
После проведения работ выполняют процедуру промывки шва, с целью удаления остатков флюса.Сварку трением алюминия и его сплавов используют для работы с особо тонкими элементами, которые невозможно соединить классическими способами.
Газ аргон
Аргон относится к группе инертных газов. При обычных условиях представляет собой газ без выраженного цвета, вкуса и запаха.
В 1785 году химически устойчивый новый газ в воздухе впервые заметил английский химик Г. Кавендиш, но выявить и описать его не смог. Через 100 лет Джон Уильям Страт натолкнулся на неизвестную примесь, которая делает воздух тяжелее. Не найдя объяснения такой аномалии, он обратился за помощью к коллегам. Через 2 года вместе с Уильямом Рамзаем они установили, что в азоте воздуха присутствует примесь неизвестного газа, который тяжелее азота.
Кавендиш, но выявить и описать его не смог. Через 100 лет Джон Уильям Страт натолкнулся на неизвестную примесь, которая делает воздух тяжелее. Не найдя объяснения такой аномалии, он обратился за помощью к коллегам. Через 2 года вместе с Уильямом Рамзаем они установили, что в азоте воздуха присутствует примесь неизвестного газа, который тяжелее азота.
Именно тогда — 13 августа 1894 года аргону дали греческое имя, означающее «ленивый». Парадоксальность газа была в том, что он не вступал в реакции с веществами, был абсолютно инертен. В его существовании усомнился и Д.И. Менделеев, потому что новый элемент не вписывался в созданную им систему (периодический закон химических элементов). Только через несколько лет, после открытия гелия аргон получил официальное признание. Инертным газам была отведена отдельная нулевая группа.
Как подготовить соединяемые детали?
Начинать работы следует с тщательной подготовки поверхности, которая включает в себя удаление оксидной пленки. Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Механический метод
Исходя из названия, поверхность обрабатывается с помощью подручных средств:
- Щетки по металлу с низкой жесткостью,
- Наждачная бумага.
Допустимо выполнения работ как вручную, так и с помощью болгарки или другого инструмента.
Использование наждачной бумаги может привести к загрязнению поверхности, что негативно отразится на качестве шва. По этой причине абразив используют только в крайних случаях, при отсутствии других способов очистки.
Щетка по металлу должна быть новой. Если она использовалась для очистки других металлических поверхностей, мелкие частички могут попасть в шов при плавлении металла.
Жесткость должна быть низкой, поскольку цель обработки – удаление тонкого поверхностного слоя. Чрезмерное давление способно нарушить структуру металла.
Химический
Для травления поверхности можно приобрести состав в специализированном магазине или изготовить его самостоятельно. Он включает в себя следующие компоненты:
Он включает в себя следующие компоненты:
- литр воды,
- гидроксид натрия (50 мг),
- фторид натрия (45 мг).
Состав наносят на поверхность в течение одной минуты. Процедуру можно проводить за 3 дня до начала работ – за это время защитные свойства будут сохранены.
Опытные сварщики рекомендуют подготовить и прутки. Для этого их травят, промывают, сушат и подвергают кратковременной термообработке.
Свойства аргона
Одноатомность и химическая инертность аргона объясняются насыщенностью электронных оболочек. Из всех инертных газов он самый лёгкий. Хорошо растворяется в воде и многих органических жидкостях, адсорбируется на поверхностях твёрдых тел. Но при этом не диффундирует сквозь металлы и практически не растворим в них. Благодаря этому свойству он нашёл своё применение в аргонодуговой сварке.
Ещё одно своё свойство аргон проявляет под действием электрического тока — ярко светится. Поэтому этот газ, и его сине-голубое свечение широко используется в светотехнике.
Известно и о его влиянии на живые организмы. При вдыхании смеси из аргона, азота и кислорода в пропорции 69:11:20 под давлением 4 атм. проявляются явления наркоза. В жидком виде он вызывает обморожение кожных покровов, поражает слизистую оболочку глаз.
Хорошо благоприятствует росту растений, так как было экспериментально проверено, что многие растения прорастают в смеси аргона и воздуха.
Последовательность проведения сварочных работ
Сварка аргоном алюминия осуществляется в следующей последовательности:
- Подготовка сварочного аппарата, ванны для сварки, подбор электродов и дополнительных брусков, подбор необходимого флюса.
- Подготовка свариваемых деталей. Этот процесс производится в три этапа:
- непосредственная очистка и обезжиривание частей алюминиевых деталей, которые будут свариваться. Обезжиривание поверхности производится растворителями, например ацетоном или уайт-спиритом;
- при необходимости производят разделку кромок. Это делается для деталей, толщина которых превышает 4 мм. Если толщина деталей не превышает 2 мм, то специалисты советуют произвести, так называемую отбортовку;
- предварительное удаление оксидной плёнки. Эту операцию производят механическим воздействием на поверхность свариваемых деталей. Её производят либо с помощью наждачной бумаги или металлической щётки из нержавеющей стали (желательно, чтобы толщина проволоки у щётки не превышала 0,15 мм).
 Это делается для деталей, толщина которых превышает 4 мм. Если толщина деталей не превышает 2 мм, то специалисты советуют произвести, так называемую отбортовку;
Это делается для деталей, толщина которых превышает 4 мм. Если толщина деталей не превышает 2 мм, то специалисты советуют произвести, так называемую отбортовку;- Непосредственная сварка. Она осуществляется в соответствии с существующими инструкциям и рекомендациями и подробно описана в предыдущем пункте.
Кроме всех приведенных преимуществ, профессионалы отмечают, что с помощью технологии сварки алюминия аргоном можно производить разнородную сварку. Именно применение аргона и соответствующей горелки позволяет сваривать металлы с разными температурами плавления и коэффициентами расширения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Достоинства аргона
При применении аргонодуговой сварки получаемые результаты отвечают передовым условиям производства. Отсутствие основных недостатков, какие встречаются у других типов сварки, обусловили её широкое использование. Абсолютно незаменима аргонодуговая сварка в металлургии. Особенно востребована при ремонтных работах с автомобилями, так как качество отремонтированных деталей не хуже, чем новых, однако стоимость ремонта на порядок меньше, чем их полная замена. При очевидных достоинствах аргона нужно отметить высокую однородность получаемых швов и их устойчивость к коррозии, большой потенциал в работе с достаточно тонкостенными элементами, широту использования.
Однако следует отметить, что высокое качество сварки обусловлено не только качественными материалами, аргоном высокой чистоты, современным оборудованием и технологиями, но и опытом, мастерством, квалификацией специалистов (сварщиков).
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.

Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.

В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор.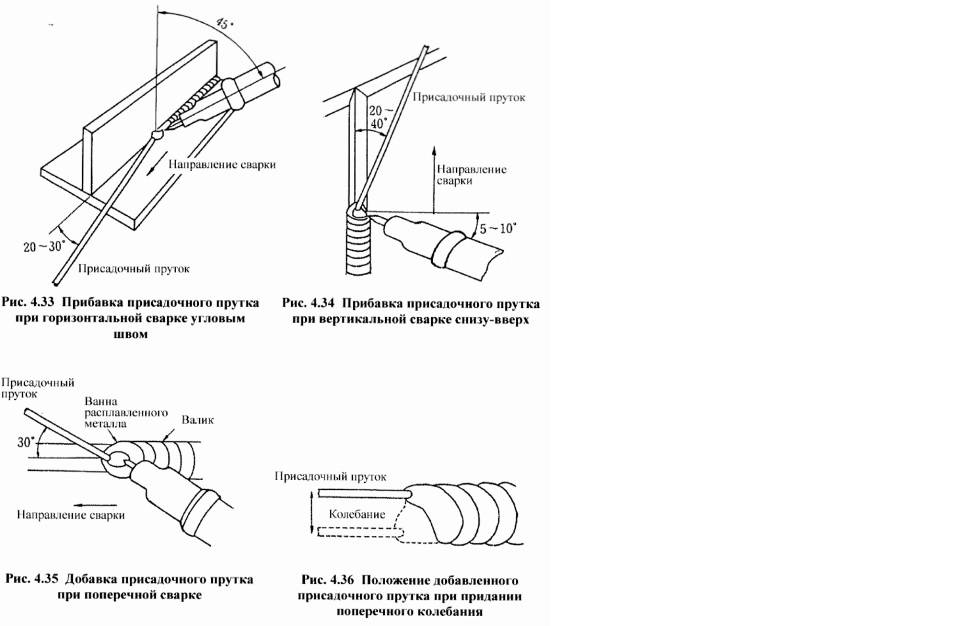 Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Использование аргона
Получают аргон при разделении воздуха на кислород и азот в виде побочного продукта. Как доступный дешёвый газ он нашёл широкое применение. Раньше в основном использовался в электровакуумной технике для ламп. В последние годы основная часть добываемого аргона идёт в металлургию и металлообработку, в частности, для аргонодуговой сварки.
Хранят и транспортируют газ в баллонах ёмкостью 40 л. Такие баллоны окрашиваются в серый или чёрный цвет с зелёной полосой. Для перевозки сжиженного аргона используют сосуды Дюара и специальные цистерны с вакуумной изоляцией.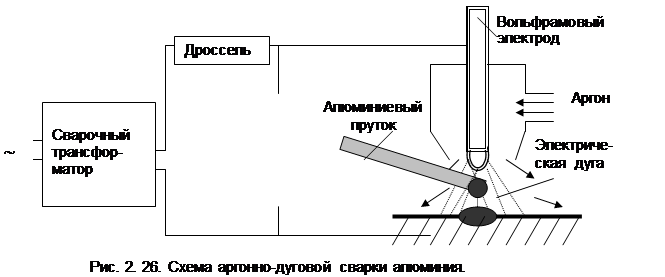
Запасы этого газа неисчерпаемы. Его больше, чем всех элементов его группы. Нужно учитывать, что он устойчив к каким-либо воздействиям и возвращается в атмосферу в не измененном виде. Так как тенденция современной промышленности — активное использование сверхчистых материалов, то производство и потребление аргона будет только расти.
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.

Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Блоки (панели) управления установками для сварки ТИГ
Блоки (панели) управления установками для сварки ТИГ могут быть, как очень простыми, так и очень сложными с различными функциями. Самый простой блок управления позволяет регулировать только ток сварки. В то время как расход защитного газа настраивается регулятором, вмонтированном в горелку ТИГ. Современные блоки управления позволяют включать защитный газ до зажигания дуги и продолжать его подачу некоторое время после выключение тока сварки. Последнее обеспечивает защиту вольфрамового электрода и остывающей сварочной ванны от воздействия окружающего воздуха. Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
Блоки управления установками для сварки ТИГ могут также обеспечивать контроль нарастания и снижения тока сварки, а также импульсный режим сварки (пульсацию тока). Регулирование времени плавного нарастания тока до номинального уровня при зажигании дуги предохраняет вольфрамовый электрод от разрушения и попадания частичек вольфрама в сварной шов. Регулирование времени плавного снижения тока при окончании сварки предотвращает образование кратера и пористости.
При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться.
При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки.
Сварка в аргоне видео с реальным сварщиком. Сварка алюминия аргоном пошаговая инструкция для начинающих.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.

Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт.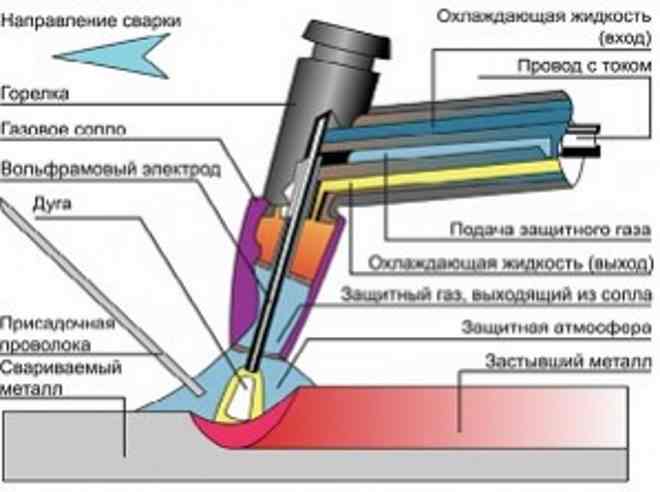 Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.

За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Несмотря на то, что для соединения металлических изделий можно использовать самые различные методы, достаточно широкое распространение получила ручная аргонодуговая сварка ввиду ее высокой универсальности применения. Если эту работу выполняет специалист, обладающий определенным опытом и навыками в сваривании изделий, то ему под силу создать довольно высокого качества швы, обеспечивающие соединяемым конструкциям высокую прочность и привлекательный вид.
Сегодня соединять алюминиевые, медные, титановые и нержавеющие изделия приходится не только в промышленности, но и в быту. Причем не во всех случаях решить эту задачу можно с помощью традиционных аппаратов для сварки. Довольно распространенным методом, к которому прибегает во время ремонта и создания конструкций из вышеперечисленных материалов, является сварка аргоном. Если поближе познакомиться с процессом сварки, то можно на личном опыте убедиться, что в выполнении этой работы нет ничего сложного. И создать надежное соединение, используя подобный способ сварки, может практически каждый даже при отсутствии необходимого опыта в выполнении подобных работ.
Если поближе познакомиться с процессом сварки, то можно на личном опыте убедиться, что в выполнении этой работы нет ничего сложного. И создать надежное соединение, используя подобный способ сварки, может практически каждый даже при отсутствии необходимого опыта в выполнении подобных работ.
Особенности аргонодуговой сварки
Технология соединения металлических изделий посредством аргоновой сварки предусматривает работу неплавящимся электродом и применение инертного защитного газа аргона, благодаря которым и удается создавать достаточно качественные и прочные сварные соединения. Метод аргонодуговой сварки предпочтителен на фоне прочих способов тем, что с его помощью можно получать швы, отличающиеся ровной структуры, высокой прочностью и аккуратным видом.
Начинающим сварщикам не помешает посмотреть соответствующие видео уроки, которые позволяют познакомиться с особенностями выполнения подобной работы. И, надо заметить, подобные материалы часто оказываются весьма полезными, учитывая, что этот метод сварки предусматривает немало секретов.
Как правильно держать горелку
В качестве основного инструмента, при помощи которого выполняется соединение изделий посредством аргонодуговой сварки, выступает специальная аргоновая горелка . Ввиду особого конструкционного исполнения в ней фиксируется вольфрамовый электрод с тем расчетом, чтобы его конец выходил над поверхностью ограничительного керамического сопла на пару миллиметров.
Правила работы горелкой
Чаще всего варить металлические изделия с помощью подобной горелки приходится, держа ее в правой руке и располагая как можно ближе по отношению к сварочной ванне.
За счет создания короткой дуги удается обеспечить максимальную глубину проплавления металла, при этом создаваемый шов отличается эстетичным видом. По этой причине для качественного выполнения работы с использованием аргона полезно попрактиковаться с горелкой , чтобы обеспечить устойчивость и необходимую длину дуги.
Одной из особенностей аргоновой сварки является то, что здесь следует избегать частых колебательных движений, что разрешается при выполнении электродуговой сварки при помощи штучного электрода. По этой причине нелишним будет перед сваркой подобным методом ознакомиться с видео уроками, где демонстрируются все особенности правильного создания соединений.
По этой причине нелишним будет перед сваркой подобным методом ознакомиться с видео уроками, где демонстрируются все особенности правильного создания соединений.
Подача присадочного материала
Во время аргонодуговой сварки особое внимание следует уделить плавлению кромок и созданию сварочного шва. Подобную задачу можно решить несколькими методами:
- за счет тепла, обеспечиваемого сварочной дугой;
- посредством использования присадочных прутков.
Нюансы работы с присадкой
При этом немаловажная роль отводится технике подачи присадочного материала в зону сварки, поскольку это непосредственным образом влияет на то, какую ширину будет иметь шов , и насколько он будет аккуратно создан.
Естественно, у начинающих сварщиков не всегда все получается с первого раза. Поэтому потребуется немало практиковаться, чтобы с первого раза добиться желаемого результата. Немалую пользу в работе по свариванию этим методом может принести ознакомление с соответствующими видео материалами, из которых можно узнать, как правильно выполнять сварку аргоном, чтобы потом на практике использовать приобретенные знания, соблюдая рекомендации, полученные во время просмотра подобных видео инструкций.
Предварительная подготовка кромок
Несмотря на то что, метод ручной аргонодуговой сварки отличается универсальностью, у него имеется и некоторый недостаток. Дело в том, что при соединении поверхностей необходимо вначале подготовить их к сварке . Опытный сварщик, который хорошо осведомлен о нюансах выполнения подобной работы, всегда имеет при себе соответствующее оборудование, инструмент, оснастки и разного рода приспособления, чтобы наиболее качественно выполнить подготовку обрабатываемых деталей и узлов.
К подобному необходимому набору следует отнести:
- абразивный инструмент;
- разнообразные борфрезы, шарошки, насадки;
- приспособления, которые позволяют химическим способом подготовить обрабатываемую деталь. Речь идет о разных бутылочках с ацетоном, тряпочках, просторных электрохимических ваннах, которые часто применяют в крупных производствах при создании емкостей, часто используемых в химической, пищевой и криогенной промышленности.

Важная роль в обеспечении качественного результата при выполнении аргонодуговой сварки отводится и чистоте обрабатываемых поверхностей. По этой причине перед сваркой необходимо удалить с поверхностей обрабатываемых узлов частицы жира, окисления и загрязнения , которые могут помешать созданию прочного шва.
Заключение
Несмотря на то, что метод аргонодуговой сварки входит в число наиболее популярных методов соединения изделий из разных металлов, пользоваться этим способом можно лишь при условии наличия знаний об особенностях выполнения этой работы.
Необходимо не только подготовить подходящие электроды и присадочные материалы , но и узнать, как правильно выполнять соединение этим методом. Именно в этом заключается особенность сварки с применением аргона. По этой причине многие специалисты, которые обладают достаточным опытом соединения изделий посредством электродуговой сварки, часто прибегают к помощи разных видеоматериалов, из которых можно узнать много полезного. Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.
Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.
Медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу.
Горелка для сварки аргоном
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. может осуществляться в ручном, и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и , содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.

 Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
 Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.Режимы сваривания металла
Подбор оптимальных режимов — это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном , то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт.), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
Преимущества и недостатки аргонодуговой сварки
Более наглядно с процессом можно ознакомиться, посмотрев аргонно-дуговая сварка (видео), где показаны методики настройки оборудования и способы сопряжения различных поверхностей.
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Для более подробного ознакомления с процессом следует посмотреть, как варить аргоном (видео), в котором очень доступно показаны все особенности проведения процесса, а также ознакомиться с необходимым оборудованием.
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т. к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т. д.
д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т. к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
 А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.

Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Сварка алюминия аргоном для начинающих пошаговая инструкция
Благодаря развитию и совершенствованию технологий металлообработки стало возможным получение изделий из алюминия качественно нового уровня и снижение их себестоимости.
Одним из методов повышения качества является сварка с применением аргона. Применение аргона при проведении сварочных работ доказало на практике свою эффективность, учитывая, что стоимость этого газа вполне приемлема и экономически оправдана.
Применение данного газа, принадлежащего к группе инертных, дает положительные результаты, когда проводится резка, плавка, сварка металлов или их сплавов.Аргон используют как защитное вещество.
Такая технология проведения сварных работ подтвердила практически свою высокую надежность.
Технологически сварка алюминия аргоном имеет свою главную особенность: сварочная дуга обдувается используемым инертным газом. Такой метод нашел достаточно широкое применение в современном производстве.
Среди сфер народного хозяйства, в которых активно используется такой метод сваривания, можно выделить: нефтехимическую отрасль, авиастроение, частично пищевую промышленность, авиастроение, кораблестроение, автосервис, машиностроение.
Однако следует отметить «ювелирность» такой технологии, которая под силу лишь высококвалифицированным специалистам с достаточным уровнем практического опыта в сфере сваривания изделий из металла.
Сварка алюминия аргоном для начинающих пошаговая инструкция
Лишь сварщикам-профи удается проведение подобных работ с обеспечением эстетичного и качественного сварного шва.
Аккуратность и полная герметичность сварного шва при сварке алюминия аргоном зависит от следующих факторов: ответственность и профессионализм сварщика плюс надежное оборудование.
Лишь в этом случае будущая конструкция достигнет требуемого уровня прочности.
Надеемся, наша статья — сварка алюминия аргоном, Вам полезна!
Ещё полезные материалы:
Сварка алюминия аргоном
Благодаря применению аргона в сварке, соединения выходят весьма качественными, такое сваривание не обеспечивает ни какой иной метод. В связи с этим на предприятиях и производствах, а еще в работе с трудно соединяемыми металлами используется как раз такой способ. Благодаря свариванию алюминия аргоном увеличивается уровень сваривания, потому как газ считается инертным, создается универсальная защищающая среда, она оберегает шов от попадания в него атмосферного кислорода, а так же различных внешних попаданий, таких как мусор и грязьВ данном процессе хоть и используется газ, все равно сваривание аргоном входит в число к дуговому методу, поскольку здесь основная сила зависит от электрической дуги, которая плавит металл. Газ используется только для функции защиты, а так же служит для разогрева заготовки перед началом и после сварочных работ.
Данный способ является весьма дорогостоящим, его редко используют для простых видов сварки, тем не менее, его качественный результат считается непревзойдённым в работе с нержавеющей сталью и алюминием. Что бы им пользоваться, понадобится не только специальное оборудование, но и необходимый опыт в работе. Сам по себе алюминий довольно часто используется на различных предприятиях для изготовления различных деталей, благодаря своей простоте и большой прочности.
Сваривание алюминия аргоном используется в основном для ответственных изготовлений. Для того дела используют неплавкие угольные электроды, которые благодаря свойству расширения алюминия облегчают появление сварочной ванны. При верно выставленных параметрах не будет столкновения с различными негативными ситуациями, проявляющими себя в связи с негативными свойствами соединения металла.
Свойства и свариваемость алюминия
При проведении сварки алюминия аргоном, надо знать все мелочи, столкновение с которыми неизбежно в данной работе. Одной из важных проблем то, что на поверхности алюминия образуется оксидная пленка. Удалить ее разогревом не получится, поскольку температура ее плавления состоит из 2000 градусов, а алюминий расплавляется при 680. Появление этой пленки довольно быстрое, поэтому ее требуется удалить перед началом, и во время процесса соединения, для устранения ее и применяется аргон. В противном случае брызги раскаленного металла станут окутываться в такую пленку, и далее нормального сваривания и формирования шва не будет.
Технология сварки алюминия аргоном
В технологии сваривания алюминия предпочитается производить сварку в нижнем положении. Поскольку впоследствии металл станет сильно жидким и будет стекать вниз вместо формирования требуемого валика шва, если делать процесс в ином положении. Данный вид весьма затрудняем, поскольку мастеру придется работать с жидким веществом, поэтому определенный вид работ требует больших навыков. Алюминий почти не меняет своей окраски при разогреве, поэтому узнать его температуру даже в раскаленном образе очень сложно.
Аргонодуговое сваривание алюминия
Существует высокий шанс появления различных трещин и раковин в образовании нужного шва. Это может сказываться из-за плохого защищающего слоя или создания напряжения. Подобных дефектов может не произойти, если при сваривании алюминия аргоном придерживаться четкого режима. Тут коэффициент расширения сильно заметен в отличие от стали, поэтому усадка в алюминии делается совсем не так, что может приводить к деформации в это время. При воздействии сварки, шов металла может становиться шире, из-за чего часто происходит ненужное изгибание соединенных листов.
Преимущества
• Сваривание алюминия аргоном создает наивысший результат качества, который для остальных видов не достигаем;
• Использование горелки для разогрева заготовки, что делает сварку весьма удобной;
• Используется хорошее оборудование, где находятся чувствительные параметры, благодаря чему можно с легкостью настроить любой режим;
• Благодаря аргону, сварочная ванна защищена от различных вредных факторов создавая непреодолимую среду;
• Отсутствие применения электродов с обмазкой, благодаря чему можно делать длинные швы не отрывая дугу;
• Работать с тонкими листами будет намного легче.
Недостатки
• В плане финансов весьма дорогое оборудование для сваривания, поэтому применение производится только в необходимых сферах;
• Не совсем легкие и удобные приспособления в отличии некоторых других видов;
• Применение газа значительно повышает степень риска при сваривании;
• Для хорошего результата требуется немалая практика;
• Подготовительные работы и чистка рабочего места после завершения, требует много времени.
Способы сварки и оборудование
Сварка алюминия аргоном является сильно востребованным способом сваривания заготовок, ее процесс проходит по тем же шагам, что и с остальными металлами, кроме не больших нюансов. Тут потребуется использование ряда приспособлений, таких как:
• Аргоновый инвертор – является почти обычным сварочным трансформатором, обеспечивающим подачу электричества требуемых параметров. В наше время модели обладают обеспечением как постоянного, так и переменного тока, смотря какие имеются режимы, а еще имеется широкое регулирование параметров;
• Горелка с не плавящимся электродом – тут применяется особая горелка, в нее ставится угольный или вольфрамовый электрод. Через него загорается и держится электрическая дуга, так же имеет функцию размешивания металла в сварной ванне для формирования нужного валика. Подача защищающего газа из горелки, обеспечивающего положительные условия для сваривания. Чтобы пламя четко было распределено вокруг расплавленного металла, электрод устанавливается в горелку;
• Газовый баллон с аргоном – он соединен шлангом с горелкой, для необходимого расстояния от сварочных работ. Нужен баллон, который специально рассчитан для содержания защищающего газа;
• Присадочный материал – в основном это сварочная проволока, она заполняет расстояние между кромками. Ее нужно выбирать соответственно составу данного металла.
Подготовка алюминия к свариванию
Перед сваркой алюминия аргоном стоит выполнить процедуры подготовки. Если речь идет о широкой заготовке, то ее нужно хорошенько почистить перед началом процесса. Если толщина не велика, применяется щетка для металла или наждачная бумага. После будет устранения пленки из оксида с поверхности, и обезжиривания заготовки. Для этого нам потребуется, какой ни будь растворитель, например ацетон или похожие вещества.
В случаях, если толщина кромок превышает 4мм, то потребуется осуществить их разделку, поскольку свойства алюминия делают хуже глубину проварки, из-за этого, она ниже, чем например в стали. Чтобы образовалось более крепкое сваривание, то края деталей, где будет происходить данный процесс, понадобиться скосить под углом от 30 до 45 градусов, смотря какая толщина. Окончательной стадией подготовительных работ может быть обрабатывание флюсом, если это потребуется.
Сварка алюминия аргоном пошаговая инструкция для начинающих
1.Сделать все нужные моменты подготовки к свариванию, какие были описаны выше.
2.Потом требуется обработать флюсом заготовку, чтобы свойства свариваемости стали лучше, и была дополнительная защита от появления пленки из оксида.
3.После можно переходить к процессу сваривания. Нужно зажечь электрическую дугу, потом горелку, и понемногу производить подачу присадочного материала в сварочную ванну. При сварке с тонким металлом рекомендуется работать прерываясь, а когда свариваешь толстые заготовки, можно работать, неотрывно производя, длинный шов.
4.В конце процедуры детали следует остыть, и произвести проверку благодаря керосину или других способов.
Всегда важно помнить, что без требуемой зачистки и обработки растворителем, шов не сформируется в нужном положении, и после завершения процесса, скорее всего, возникнут различные трещины на поверхности металла
Меры осторожности
При аргонодуговой сварке алюминия требуется соблюдать меры осторожности. Вначале следует позаботиться о личной безопасности, надев на себя огнеупорную робу, маску для сварки, и так далее. Баллон надо ставить в радиусе 5 метров от процесса сваривания, так же быть уверенным, что его оборудование невредимо, в основном шланги. Совершать прикасание к металлу после сварки, можно, когда деталь полностью остынет, это займет где-то 10 минут. Требуется помнить, о стандартных правилах электробезопасности.
технология, использование присадки, видео процесса.
Пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов , титана, меди, алюминия, их сплавов и др. Что характерно, является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой ( , давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – с использованием аргона и электрода плавящегося типа.
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка . В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло . Оно выполняет две защитные функции: сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее. Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Покупая личный аппарат обратите внимание на маркировку . Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу.
Горелка для сварки аргоном
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. может осуществляться в ручном, и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и , содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.
Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
Режимы сваривания металла
Подбор оптимальных режимов — это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном , то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт.), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
Преимущества и недостатки аргонодуговой сварки
Более наглядно с процессом можно ознакомиться, посмотрев аргонно-дуговая сварка (видео), где показаны методики настройки оборудования и способы сопряжения различных поверхностей.
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Для более подробного ознакомления с процессом следует посмотреть, как варить аргоном (видео), в котором очень доступно показаны все особенности проведения процесса, а также ознакомиться с необходимым оборудованием.
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий , который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
Сварка аргоном широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
7 основных советов по сварке TIG для начинающих
В то время как TIG (вольфрамовый инертный газ) является одним из наиболее распространенных методов сварки, используемых сегодня, процесс получения чистых, высококачественных сварных швов не так прост, потому что существует множество факторов, учитываемых при контроле нагрева, используемой технологии. , вплоть до мастерства сварщика. Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
Итак, если вы испытываете трудности с правильными методами сварки TIG или вам нужна помощь в получении сертификации по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих и отточите свои навыки в производстве сварных швов высокой чистоты.
Используйте минимальную мощностьОдин из основных советов по сварке TIG, который необходимо помнить, заключается в том, что слишком большая мощность может привести к прожиганию сварного шва. Поэтому используйте минимальную мощность как можно больше (или, по крайней мере, настройку мощности, которую вы можете поддерживать), чтобы вы могли придумать технику лужения, достаточную для создания прочного и прочного сварного шва.
Угол факелаГорелка должна располагаться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость свариваемой детали.
Содержите материалы в чистотеМеталлы должны быть чистыми для получения сильной сварочной дуги. Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла. Несколько минут могут иметь большое значение для достижения лучшего результата.
Не растапливайте присадочный стержень напрямуюВсегда помните, как работает сварка TIG: основной металл плавится горелкой, а присадочный материал плавится расплавленной лужей.Избегайте прямого плавления материала, так как это приведет только к слабому сварному шву.
Защитное снаряжениеВольфрамовые электроды излучают низкий уровень излучения. Поэтому обязательно наденьте респиратор, чтобы защитить свой нос и рот. Аналогичным образом, мы также рекомендуем вам практиковать сварку TIG в хорошо вентилируемом помещении, чтобы пыль не ухудшала качество выполняемой вами работы.
Precision Fabricating & Cleaning — инновационная высококвалифицированная компания с уникальными возможностями для оказания широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Очистка высокой чистоты, Ультразвуковая чистка, и многое другое. Используйте правильный тип вольфрамаДля работы с разными металлами необходимо использовать вольфрам правильного типа. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы пойдете дальше, вы также обнаружите, что другие типы металлов хорошо сочетаются с разными видами вольфрама.
Работа с нержавеющей стальюИ, наконец, один из основных советов по сварке TIG, который следует помнить, — это осторожность при чрезмерном нагреве при работе с нержавеющей сталью.Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания получается цвет от золотистого до лососевого, то приложенного тепла достаточно. Но если цвет сварного шва от темного до грязно-серого, значит, используется чрезмерный нагрев, и материал может деформироваться.
Чтобы избежать проблем при сварочных работах в будущем, мы рекомендуем снизить силу тока и увеличить скорость движения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Процесс TIG: советы и методы
Сварка GTAW (TIG): обеспечивает более точное управление сварным швом и такими параметрами, как нагрев. Он практически не имеет брызг и имеет низкий уровень искажений.Процесс сварки TIG аналогичен процессу сварки пайкой с использованием газокислородной горелки.
Для этого требуется больше навыков, чем для других видов сварки.
Как правило, сварочный аппарат TIG должен быть настроен на минимальный ток, необходимый для успешного завершения проекта.
В процессе используется небольшая лужа и зона термического влияния.
Брызги не образуются, так как металл не проходит через дугу.
Положение сварочной горелки и способы остановки сварки описаны ниже.
СваркаTIG используется для сварки тонких металлов, экзотических металлов и сварки трубопроводов.
Он редко используется для металлов размером более дюйма, за исключением алюминия и магния.
Если толщина металла меньше 3/16 дюйма, подготовка кромки может не требоваться.
Для металлов толщиной более 3/16 дюйма края должны быть обработаны или отшлифованы, чтобы можно было добиться полного проникновения валика.
Паяльные пруткиHTS-2000 являются альтернативой сварке алюминия TIG.
Обзор
Перед началом сварки TIG Process все масла, смазки, краски, ржавчина, грязь и другие загрязнения должны быть удалены с участков сварки.
Это может быть выполнено механическими средствами или с помощью паровых или жидких очистителей.
Зажигание дуги можно произвести любым из следующих способов:
- Кратковременное прикосновение электрода к работе и быстрое его извлечение.
- Использование устройства, которое вызовет перескок искры с электрода на работу.
- Использование устройства, которое инициирует и поддерживает небольшую вспомогательную дугу, обеспечивая ионизированный путь для основной дуги.
Стабилизаторы высокочастотной дуги
При использовании переменного тока требуются высокочастотные стабилизаторы дуги. Они обеспечивают тип зажигания дуги, описанный выше.
Возбуждение высокочастотной дуги происходит, когда на сварочную цепь накладывается высокочастотный сигнал высокого напряжения.
Высокое напряжение (слабый ток) ионизирует защитный газ между электродом и деталью, что делает газ проводящим и инициирует дугу. Инертные газы не проводят до ионизации.
При сварке постоянным током высокочастотное напряжение отключается после зажигания дуги. Однако при сварке на переменном токе он обычно остается включенным во время сварки, особенно при сварке алюминия.
Описание ручного процесса TIG
При ручной сварке после зажигания дуги горелка TIG удерживается под углом около 15 градусов.Для механизированной сварки электрододержатель располагается вертикально к поверхности.
Чтобы начать ручную сварку, дугу перемещают по небольшому кругу, пока не образуется лужа расплавленного металла. Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей. После получения адекватного сплавления выполняется сварка, постепенно перемещая электрод по свариваемым деталям, чтобы расплавить прилегающие поверхности. Затвердевание расплавленного металла следует за развитием дуги вдоль соединения и завершает цикл сварки.
Сварочный стержень и горелку необходимо перемещать постепенно и плавно, чтобы сварочная ванна, конец горячего сварочного стержня и горячо затвердевший сварной шов не подвергались воздействию воздуха, который может загрязнить область металла шва или зону термического влияния. Большая крышка защитного газа предотвратит попадание воздуха. Защитный газ — обычно аргон.
Угол сварочного стержня для процесса TIG
Сварочный стержень удерживают под углом примерно 15 градусов к рабочей поверхности и медленно подают в ванну расплава.Во время сварки нельзя вынимать горячий конец сварочного стержня из защиты инертного газа. Второй метод — прижать сварочный стержень к изделию по линии сварного шва и расплавить стержень вместе с краями стыка. Этот метод часто используется при многопроходной сварке соединений с V-образной канавкой. Третий метод, часто используемый при наплавке и выполнении больших сварных швов, заключается в непрерывной подаче присадочного металла в расплавленную сварочную ванну путем колебания сварочного стержня и дуги из стороны в сторону. Сварочный стержень движется в одном направлении, а дуга — в противоположном, но сварочный стержень всегда находится рядом с дугой и подается в ванну расплава.Когда при автоматической сварке требуется присадочный металл, сварочный стержень (проволока) механически подается через направляющую в расплавленную сварочную ванну.
Позиция для сварки TIG
Выбор положения сварки определяется подвижностью сварного изделия, наличием инструментов и приспособлений, а также стоимостью сварки. Минимальное время и, следовательно, затраты на изготовление сварного шва обычно достигаются в плоском положении. В этом положении достигается максимальное проникновение в стык и скорость осаждения, поскольку может поддерживаться большой объем расплавленного металла.Кроме того, в этом положении легко получить усиление приемлемой формы.
Хорошее проплавление может быть достигнуто в вертикальном положении вверх, но скорость сварки ниже из-за воздействия силы тяжести на расплавленный металл шва. Плавность при сварке вертикально вниз плохая. Расплавленный металл сварного шва опускается, и отсутствие плавления возникает, если не используются высокие скорости сварки для нанесения тонких слоев сварочного металла. Сварочная горелка обычно направлена вперед под углом около 75 градусов к поверхности шва в вертикальном и горизонтальном положениях.Слишком большой угол вызывает всасывание воздуха в защитный газ и, как следствие, окисление расплавленного металла шва.
Соединения, которые можно сваривать этим способом, включают все стандартные типы, такие как соединения с квадратной канавкой и V-образной канавкой, тройники и соединения внахлест. Как правило, нет необходимости скашивать кромки основного металла толщиной 3,2 мм или меньше. Более толстый основной металл обычно скашивается и всегда добавляется присадочный металл.
Процесс газовой сварки вольфрамовым электродом может использоваться для непрерывных, прерывистых или точечных сварных швов.Это можно сделать вручную или автоматически с помощью машины.
Расход газа
Установите расход газа на рекомендуемый объем для газового сопла и размера металла. То же самое справедливо для настройки силы тока сварочного аппарата и типа используемого тока.
Рабочие переменные
Кратко описаны основные рабочие параметры процесса TIG:
- Характеристики сварочного тока, напряжения и источника питания.
- Состав, допустимая нагрузка и форма электрода.
- Защитный газ для сварки аргон, гелий или их смеси.
- Присадочные металлы, которые в целом аналогичны соединяемому металлу и подходят для использования по назначению.
Сварка TIG
Для сварки GTAW или TIG используются неплавящийся вольфрамовый электрод, защитный газ и присадочный пруток, которые подают вручную.Техника TIG
- Сначала проверьте рекомендуемый расход газа в зависимости от выбранного сопла и размера металла.
- Затем настройте газосварочный аппарат на рекомендуемый тип тока и силу тока для выполняемого процесса TIG.
- Включите сварочный аппарат и найдите педаль. Разместите пульт в наиболее удобном месте.
- Нажмите на педаль и зажгите дугу.
- После образования лужи добавьте присадочный стержень к передней кромке.
- Чтобы снизить вероятность загрязнения вольфрама, переместите сварочную горелку TIG к задней части лужи при добавлении присадочного стержня.
- Очистите все металлические поверхности и стыки, подлежащие сварке, с помощью химического или механического процесса (соскабливание, шлифовка, чистка проволочной щеткой).Обратите внимание, что проволочная щетка должна быть из того же материала, что и свариваемый материал. (исключение составляет алюминий, который можно чистить щеткой из нержавеющей стали).
Химические растворители, содержащие агрессивные химические вещества, такие как ацетон (используемый для удаления окисления и ржавчины со стали), и легкие очищающие свойства спирта.
Сам процесс TIG одинаков для всех типов сварки. - Сварка TIG и размер металла
- За исключением магния и алюминия, процесс TIG не должен использоваться с металлами размером более дюйма.
- Металлы менее 3/16 дюйма могут не нуждаться в подготовке кромок.
- Металлы толщиной более 3/16 дюйма требуют механической обработки или шлифовки кромок для облегчения проникновения валика.
Соединения для сварки TIG
Квадратное стыковое соединениеДля квадратного стыкового соединения держите вольфрамовый электрод на средней линии соединяемых металлов.
Рекомендуемые углы для сварки TIG с квадратным стыком:
- Угол электрода от 20 до 30 градусов
- Рабочий угол 90 градусов
- Угол тележки от 60 до 70 градусов
Следующее зажигание дуги.Держите вольфрам примерно на 1/8 дюйма над основным металлом.
После образования лужи добавьте наполнитель на передний край лужи. Затем как можно быстрее переместите бусинку вперед.
Тройники и соединения внахлесткуСварка в плоском положении:
- В плоском положении и соединении металлов с использованием соединений внахлест и тройников, приваривайте основные металлы через каждые 3 дюйма.
- Стыки должны быть установлены так, чтобы полученные сварные швы выполнялись в ровном положении.
- Горелку следует держать в:
- Угол лобового сопротивления от 60 до 70 градусов
- Рабочий угол от 10 до 20 градусов
- Направьте электрод на горизонтальную кромку сварки, а не на вертикальную кромку.
- Ударьте по дуге и дайте образоваться луже.
- Должна образоваться лужа в форме буквы «С», указывающая на то, что оба края металла плавятся.
- Удерживайте вольфрамовый электрод примерно на 1/8 дюйма над основным металлом.
- Когда образуется лужа, переместите электрод к задней части лужи, а затем добавьте наполнитель к передней части лужи.Затем переместите электрод обратно в середину лужи.
- Повторите этот процесс TIG, продвигая буртик вперед.
- Когда будет достигнут конец, переместите электрод к задней части лужи, чтобы заполнить кратер присадочным стержнем, а затем вытащите его из зоны сварки.
- Медленно поднимите сварочную горелку TIG, чтобы обеспечить газовую защиту, пока лужа застывает.
Сварка в горизонтальном положении
Угол лобового сопротивления резака должен быть:
- Угол лобового сопротивления резака должен составлять от 60 до 75 градусов.
- Рабочий угол должен составлять от 15 до 30 градусов.Рабочий угол от 15 до 30 градусов поможет силе дуги не допустить опускания лужи.
Чтобы предотвратить провисание расплавленного металла, держите лужу меньшего размера, чем та, которая используется в плоском положении.
Добавьте наполнитель у верхнего края лужи, чтобы предотвратить провисание.
Как прекратить сварку
Сварка останавливается отключением тока с помощью переключателей с ножным или ручным управлением, которые позволяют сварщику запускать, регулировать и останавливать сварочный ток.
Они также позволяют сварщику контролировать сварочный ток для получения хорошего плавления и проплавления.
Сварку также можно остановить, быстро отключив электрод от тока, но это может нарушить газовую защиту и подвергнуть вольфрам и сварочную ванну окислению.
Защитный газ должен оставаться включенным в течение нескольких секунд, чтобы предотвратить загрязнение расплавленной лужи, присадочного стержня и вольфрамового электрода.
Металлические присадки
Толщина основного металла и конструкция соединения определяют, нужно ли добавлять в соединения присадочный металл.Когда присадочный металл добавляется во время ручной сварки, он наносится путем ручной подачи сварочного прутка в ванну с расплавленным металлом перед дугой, но с одной стороны от центральной линии.
Техника ручной сварки TIG показана на рисунке 10-34.
Техника ручной газовой вольфрамовой дуговой сварки (TIG). В процессе сварки TIG используется техника прямой сварки.Пять основных советов по сварке TIG
Оан Нгуен
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Инертная сварка вольфрамом (также известная как TIG-сварка или газо-вольфрамовая дуговая сварка) — это форма дуговой сварки, используемая для получения сварных швов высокой чистоты. По этой причине он обычно используется в ядерной, авиационной, пищевой и фармацевтической промышленности. В то время как сварка MIG использует металлическую катушку, которая непрерывно подается через пистолет, сварка TIG вызывает плавление основного металла, когда присадочный металл вручную подается в ванну расплава. Этот тип сварки может использоваться для нержавеющей стали, углеродистой стали, алюминия и других цветных металлов.
Изучая основы сварки TIG, новички могут столкнуться с трудностями при выборе правильной техники. Чтобы помочь вам на пути к сертификации сварки TIG, вот несколько советов, которые следует помнить при сварке.
Методы сварки TIG
- Угол резака должен составлять от 15 до 20 градусов от направления движения. Это увеличивает видимость участка и облегчает доступ для наполнителя.
- Присадочный металл следует вводить под как можно меньшим углом, чтобы избежать касания вольфрамового электрода и его загрязнения.
- Горелка плавит основной материал, а расплавленная лужа плавит присадочный стержень. Не поддавайтесь желанию расплавить наполнитель напрямую.
- Для обработки вольфрама лучше всего использовать алмазный шлифовальный круг с острым концом. Вольфрам следует держать в соответствии с направлением вращения колеса, а не перпендикулярно. Это гарантирует, что следы шлифования будут проходить по всей длине вольфрама, что способствует прохождению электрического тока по электроду.Поворачивайте вольфрам, прижимая его к колесу, как если бы точили карандаш. Для сварки алюминия вам следует отшлифовать плоское пятно на самом кончике, прижимая острие к шлифовальному кругу.
- При сварке нержавеющей стали не прикладывайте слишком много тепла. Цвет сварного шва должен быть от льняного до лососевого. Если цвет темно-серый и выглядит грязным и сильно окисленным, значит, используется слишком много тепла. Если приложить слишком много тепла, металл может покоробиться.Чтобы исправить эту проблему в будущем, уменьшите силу тока и увеличьте скорость движения. Вы также можете попробовать уменьшить диаметр присадочного материала, так как на его плавление потребуется меньше энергии.
Список литературы
Как настроить сварочный аппарат MIG
Сварка MIG — это доступный и простой в освоении процесс для домашнего любителя. Вот как начать.
Коллега однажды сказал мне: «Если вы можете запотевать зеркало, вы можете сваривать MIG». К настоящему времени это старый трюизм, он услышал его от своего друга-автосервиса много лет назад. Хотя можно воспринять это заявление как оскорбление, не думайте об этом так. Сварка MIG — это эффективный и доступный по цене процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Мы рассмотрели это в других статьях, но, чтобы повторить основы, MIG означает Metal Inert Gas, и это более общий термин для отраслевого описания процесса: GMAW: Газовая дуговая сварка металла.Металл подается машиной в виде катушки с тонкой стальной проволокой, экранированной медью, которая подается по кабелю к горелке. Провод заряжается положительным напряжением, которое дугой подается на заземленную заготовку. Тепло, генерируемое этой электрической схемой, плавит проволоку и окружающий металл детали, который при охлаждении плавится и образует сварное соединение. Электрическая дуга возникает в облаке инертного газа (I и G в MIG), который выходит из наконечника горелки. Этот инертный газ окружает дугу, стабилизируя ее и предотвращая попадание кислорода в расплавленный металл до его охлаждения.Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Ответ на этот вопрос знает всякий, кто живет в поясе ржавчины.
Сварка MIG проста в освоении и имеет множество применений, выходящих далеко за рамки автомобильных приложений. Машины становятся все более доступными с каждым днем, а также стали очень сложными за последние несколько лет, практически настраиваясь для вас, оставляя вам простую работу по прикреплению заземляющего зажима и нажатию на спусковой крючок на резаке.
Просмотреть все 20 фотографийВ этой вводной части мы покажем вам, как настроить сварочный аппарат MIG для первого использования.Мы используем Multimatic 215 от Miller Electric, аппарат, который также выполняет сварку Stick и TIG в одном компактном устройстве. В этой статье мы сосредоточимся на процессе сварки MIG и предположим, что вы будете использовать проволоку MIG с цельным сердечником для сварки низкоуглеродистой стали, а не нержавеющей стали или алюминия.
Посмотреть все 20 фотографийВ комплект поставки Miller Multimatic 215 входило все необходимое для начала сварки MIG, даже небольшая катушка сплошной проволоки диаметром 0,030 дюйма, то есть нам нужно было всего лишь съездить на склад сварочного оборудования за баллоном защитного газа ( хотя мы также купили катушку с проволокой побольше).У вас есть несколько вариантов, но для мягкой стали обычно рекомендуется смесь из 75 процентов аргона и 25 процентов CO2. Мы приобрели 125 куб. футовый баллон «MIG Mix» примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
Просмотреть все 20 фотоКроме того, если вы начинаете с нуля, необходимо иметь надлежащее защитное снаряжение. Купите пару толстых кожаных перчаток, кожаную или парусиновую куртку, кожаные туфли или ботинки и шлем.Сварка MIG вызывает появление брызг, которые могут попасть в, казалось бы, труднодоступные места на вашем теле, и они могут быть достаточно горячими, чтобы обжечь вас. Кроме того, как и в любом другом хорошем магазине, держите под рукой огнетушитель.
Посмотреть все 20 фотоМногие сварочные маски имеют самозатухающий свет, что означает, что линзы автоматически затемняются при зажигании дуги. Это полезно, поскольку избавляет от необходимости переворачивать шлем вверх и вниз при изменении положения фонарика. Однако они дороже.
Посмотреть все 20 фотографийЕще одно хорошее приобретение — это набор плоскогубцев для сварки MIG, которые используются для зажима конца проволоки, очистки от шлака и снятия сопла горелки.
Просмотреть все 20 фотографийСобрав все необходимые расходные материалы и защитное оборудование, настроить машину относительно легко. Мы купили 11-фунтовую катушку 0,023-дюймовой проволоки ER70-S6 и установили ее на ступицу машины. Буквенно-цифровое обозначение означает проволоку для контактной электросварки из определенного сплава (70), содержащего определенное количество кремния (S6).В Интернете доступны таблицы, которые помогут вам подобрать проволоку для свариваемого материала, но обычно вы будете использовать ER70-S2 или S6 для низкоуглеродистой стали, и это самое безопасное место для начала. Как правило, вы, вероятно, будете использовать проволоку MIG 0,023, 0,030 или 0,035 дюйма для большинства сварочных работ в автомобилях. Более тонкая проволока лучше подходит для более тонкого материала, такого как внешний листовой металл, в то время как более толстая проволока должна использоваться для более толстого материала, такого как рамы, картеры оси и компоненты подвески.
Просмотреть все 20 фотоВ зависимости от диаметра проволоки вам понадобится соответствующий приводной ролик.Это часть механизма, который снимает проволоку с катушки и подает ее через кабель к наконечнику резака. Маркированы проволоки разного диаметра.
Посмотреть все 20 фотографийНа приводном ролике Миллера есть три различных канавки для проволоки диаметром 0,023, 0,030 и 0,035 дюйма. Ролик устанавливается на подпружиненный приводной вал, что позволяет установить его на нужную глубину, чтобы войти в канавку, соответствующую используемому тросу. Другие сварочные аппараты MIG имеют отдельные приводные ролики для проволоки разного диаметра.
Просмотреть все 20 фотоВам также понадобится контактный наконечник, соответствующий используемому вами проводу. Контактный наконечник ввинчивается в конец резака. Это часть, которая передает напряжение на провод, покидающий горелку. У нашего сварочного аппарата были контактные наконечники 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Просмотреть все 20 фотографийУстановив правильный приводной ролик и контактный наконечник, можно начинать подачу проволоки в привод и кабель горелки. Будьте осторожны, ослабляя конец провода.В зависимости от того, насколько плотно она намотана, несколько футов проволоки могут соскочить с катушки, в результате чего на полу останется большое количество проволоки.
Посмотреть все 20 фотографийОдной рукой удерживайте проволоку на катушке, а другой прижмите загнутый конец проволоки. Вы не хотите подавать перекрученную или изогнутую проволоку в приводной механизм. Он может зацепиться или скопиться внутри кабеля резака.
Просмотреть все 20 фотоПротяните проволоку через направляющую и над приводным роликом, затем в кабель резака. Трос зажат верхним роликом, который поддерживает натяжение троса с помощью ручки регулировки.
Просмотреть все 20 фотографийТеперь вы можете либо вручную протолкнуть провод через кабель к концу наконечника резака, либо вы можете включить устройство, и механизм привода сделает это за вас. Multimatic, как и многие другие сварочные аппараты в линейке продуктов Miller, может работать от 110 или 220 вольт и поставляется с двумя разными вилками. Удобно, что вилка 220 В подходит к стандартной розетке сушилки с прямым лезвием.
Просмотреть все 20 фотографийПри включенном сварочном аппарате можно включить горелку и пропустить проволоку через кабель.Увеличение скорости подачи проволоки ускорит процесс. На этом этапе вы также можете отрегулировать натяжение приводного ролика. Нет необходимости слишком сильно поворачивать ручку натяжения, достаточно всего того, чтобы не допустить соскальзывания троса.
Посмотреть все 20 фотографийРегуляторы газа также входят в комплект Multimatic 215. Правый датчик показывает общее давление в газовом баллоне, а левый датчик показывает давление на выходе из баллона, которое регулируется с помощью Т-образной ручки. Хорошее начало — установка примерно на 20 фунтов на квадратный дюйм.
Посмотреть все 20 фотографийПоскольку Multimatic 215 выполняет оба процесса, он имеет двойные впускные отверстия для защитного газа для сварки MIG и TIG. TIG обычно проводится с использованием чистого аргона или гелия. В нашей сварочной тележке достаточно места только для одного газового баллона, но некоторые из них могут вместить два.
Просмотреть все 20 фотоMiller включает подробную памятку, которая поможет вам настроить машину. В основном вам необходимо знать состав и толщину свариваемого материала, а функция автоматической настройки устанавливает напряжение и скорость подачи проволоки.Судя по опыту, это тоже очень точно.
Просмотреть все 20 фотографийПри желании вы также можете вручную установить напряжение и скорость подачи на сенсорном дисплее на передней панели станка.
Просмотреть все 20 фотографийУбедитесь, что газ выходит из сопла резака, несколько раз включив резак. Возможно, вам потребуется отрегулировать регулятор, чтобы поддерживать стабильное давление от 15 до 20 фунтов на квадратный дюйм во время работы устройства. Как только это будет сделано, прикрепите зажим заземления, и вы готовы к сварке. Всегда полезно проверить настройки на ломе того же материала, который вы будете сваривать.
Gardena Welding Supply, (310) 323-5850, GardenaWeldingSupply.com
Miller Electric, (920) 734-9821, MillerWelds.com
Просмотреть все 20 фотографийВсе, что вам нужно знать о сварке TIG
Краткий обзор : Наш лучший выбор для сварочных аппаратов TIG и сварочных тележек
Сварка — это процесс соединения двух металлических частей, который использовался веками и может выполняться как в помещении, так и на улице. Достижения, достигнутые в сварочном оборудовании и технологиях сварки, сделали обучение сварщикам более важным в последние годы.
Сварка используется в столь многих различных отраслях промышленности и производственных процессах, что стала востребованной профессией с большими перспективами для будущего карьерного роста.
Сварщики, имеющие опыт выполнения более сложных сварочных процессов, таких как TIG-сварка , без труда найдут себе место.
Краткий обзор: наш лучший выбор для сварщиков TIG
Краткий обзор: наши лучшие тележки для сварки TIG
Что такое сварка TIG?
Хотя сварка существует с древних времен, современная сварка в том виде, в каком мы ее знаем, появилась только в начале 20-го, -го, -го века.
Газовая дуговая сварка вольфрамом (GTAW) или сварка TIG была изобретена в 1941 году Расселом Мередитом из Northrop Aircraft Corporation как способ сварки алюминия и магния с целью соединения легких сплавов, используемых в авиастроении.
Подразделение Linde компании Union Carbide купило права на патент на сварку GTAW и разработало различные конструкции горелок под торговой маркой Heliarc.
Первые машины Heliarc были основаны на большом трансформаторе-выпрямителе и весили сотни фунтов.
Во время Второй мировой войны сварка TIG стала предпочтительным методом сварки деталей самолетов.
В конце 1970-х годов компания Miller представила «прямоугольную форму волны», которая позволила значительно улучшить управление дугой и создать машины меньшего размера, более подходящие для работы на переменном токе.
С появлением печатных плат и инверторных аппаратов TIG возможности регулировки и меньший вес уступили место тому, что сейчас является методом сварки TIG.
Как это работает? Процесс сварки TIG
В процессе сварки TIG используется электрическая горелка с вольфрамовым электродом для подачи тока на сварочную дугу.
Присадочный стержень подается вручную в сварочную ванну, а горелку удерживают в другой руке. Оба защищены и охлаждаются инертным газом аргоном. Педаль акселератора на настольном станке или пульт дистанционного управления на ручной горелке могут контролировать нагрев, пока сварщик выполняет сварку.
Убедитесь, что ваша металлическая поверхность хорошо подготовлена и чиста.
Очистите металлическую поверхность щеткой от любых загрязнений и протрите ее чистой тканью и ацетоном, чтобы удалить металлическую стружку и масла, которые могут помешать процессу сварки.
Выберите правильный сварочный электрод TIG. TIG использует 6 электродов для передачи сварочной дуги на металлические детали, с которыми вы работаете.
1
Электроды из чистого вольфрама доступны по цене и обеспечивают стабильную дугу на алюминии и магнии с помощью скругленного наконечника.2
Торированные электроды являются наиболее распространенными электродами, потому что торий смешивается с вольфрамом, чтобы сделать наконечник электрода более прочным, который останется острым и служит дольше, чем вольфрам.При работе с торированными электродами вы должны иметь соответствующую вентиляцию и меры предосторожности, так как они немного радиоактивны.3
Серые электроды часто используются в установках постоянного тока с проектами с низкой силой тока или небольшими сложными деталями.4
Электроды из лантана очень универсальны и подходят для работы на машинах переменного и постоянного тока. Они обеспечивают стабильную дугу и хорошо работают на малых токах.5
Циркониевые электроды используются в проектах переменного тока, где вам нужен прочный электрод, устойчивый к загрязнениям.6
Редкоземельные электроды обеспечивают стабильную дугу для проектов переменного и постоянного тока и имеют тенденцию длиться дольше.
Типы газа, необходимые для сварки TIG:
Существует три типа защитных газов, обычно используемых при сварке TIG.
1. Чистый газ аргон:
Чистый аргон — это часто используемый газ, потому что его можно использовать для любого типа металла, который вы свариваете, и он обеспечивает очень эффективную защиту при сварке.
При использовании чистого аргона дуга узкая и концентрированная, поэтому вы получаете очень точный сварной шов.При сварке внешние участки дуги не перегреваются.
2. Смесь газа аргона с гелием:
Смесь газа аргона, состоящего из гелия и аргона, увеличивает силу тока для получения более горячих сварных швов.
Эта смесь подходит для большинства типов металлов, кроме низкоуглеродистой стали. Гелий проводит тепло и создает тепло, которое достигает краев сварочной ванны.
3. Смесь газообразного аргона с водородом:
Некоторые сварщики, которые часто работают с нержавеющей сталью, предпочитают работать с газообразным аргоном, смешанным с 5% или менее водорода, поскольку он увеличивает нагрев во время сварки и создает широкий горячий сварной шов, который проникает глубоко в металл.
Сварка TIG Плюсы и минусы
Сварка TIG — это очень точный контролируемый метод сварки, который является одним из самых трудных для освоения.
У процесса много поклонников, но есть некоторые недостатки.
ПРОФИ
- Сварка TIG обеспечивает максимально точные и контролируемые сварные швы.
- Сварка TIG обеспечивает максимально гладкую поверхность.
- Сварку TIG можно использовать для сварки различных металлов, включая цветные металлы, такие как медь, магний и алюминий.
МИНУСЫ
- Сварка TIG — сложный метод для изучения. Необходимо поддерживать большой контроль и точность, чтобы дуга проходила на правильном расстоянии от металлических деталей.
- Сварка TIG — медленный процесс.
- Сварка TIG создает некоторые проблемы с безопасностью из-за использования неплавящихся электродов, которые не покрыты флюсом и поэтому плохо экранируют свет дуги.
Советы по сварке TIG для начинающих
Сварка TIG особенно опасна из-за воздействия высокотемпературных дуг и газов.
Начинающие сварщики должны быть хорошо знакомы с протоколами безопасности и надлежащими методами сварки, прежде чем они когда-либо будут использовать сварочную горелку TIG.
Вот несколько советов, которые следует учитывать при сварке TIG.
- Всегда носите защитное снаряжение , чтобы защитить свое тело и лицо от ожогов. Сварщикам предлагается широкий выбор защитного снаряжения, такого как шлемы, защитные очки, перчатки, куртки, фартуки, рукава, брюки и бахилы.
- Работа в хорошо вентилируемом помещении .Свежий воздух снижает количество токсичных паров, которым вы подвергаетесь.
- Убедитесь, что ваше сварочное оборудование правильно заземлено . Неправильно заземленное оборудование может привести к поражению электрическим током.
- Следите за тем, чтобы рабочее место было сухим . Влага увеличивает риск поражения электрическим током.
- Удалите загрязнения с металлической поверхности , которую вы собираетесь сваривать. Примеси и загрязнения в металле могут повлиять на качество сварного шва.
- Будьте осторожны, чтобы не сваривать с неправильным током .Тип металла, который вы используете, и электрод будут определять, какой ток вы используете и сколько: AC или DC. Перед сваркой отрежьте несколько обрезков металла, который вы планируете использовать, и проверьте свои настройки на этих тренировочных деталях, чтобы убедиться, что вы выбрали правильный текущий уровень.
Лучшие сварщики TIG
Вот наши рекомендации для лучших сварщиков TIG, имеющихся в настоящее время на рынке.
1. Сварочный аппарат AHP ALPHA TIG 200X 200 AMP
Сварочный аппарат AHP Alpha TIG 2016 года — довольно мощный сварочный аппарат.Он имеет надежную и долговечную технологию IGBT с импульсной технологией, которая может работать как на входах 110 В, так и 220 В.
Подходит для начинающих и средних пользователей, он имеет полный набор импульсных функций и контроль очистки для переменного тока. Он способен сваривать алюминий ¼ дюйма и низкоуглеродистую сталь 3/8 дюйма.
Простая установка и эксплуатация, он поставляется с горелкой с гибким шлангом WP17 и ножной педалью для отличного контроля и управления сваркой TIG.
Хотя это довольно простой в использовании сварочный аппарат с довольно хорошей стабильностью дуги, у него есть некоторые недостатки.На дисплее отображается только начальный ток, пока вы не переключите его в режим T2. Кроме того, ножная педаль имеет тенденцию скользить по полу, и может потребоваться установка резиновых ножек.
Производитель предлагает 3 года гарантии на машину и 6 месяцев на аксессуары.
В целом, это отличный сварщик TIG по доступной цене.
2. Сварочный аппарат Everlast PowerArc 140
Сварочный аппарат Everlast PowerArc — это небольшой портативный сварочный аппарат с двойным напряжением.
Он может работать от 120 В и 240 В и питается от небольшого инверторного устройства IGBT, обеспечивающего стабильность дуги, сравнимую с более мощными машинами.
При весе всего 24 фунта вы можете разместить этот сварочный аппарат в любом месте, где вам нужно сваривать, например на ферме, дома или в магазине товаров для хобби. Этот аппарат готов к сварке с красивым футляром для переноски по доступной цене.
Сварочный аппарат Everlast PowerArc не предназначен для промышленного использования. Хотя этот аппарат относительно стабилен для своих размеров, некоторые сварщики могут посчитать кабель электрода слишком коротким.
Хорошие вещи приходят в небольших упаковках, и Everlast PowerArc 140 Welder не исключение. Этот аппарат идеально подходит для начинающего сварщика TIG.
3. Forney 324
Сварочный аппарат Forney 324 190 AMP — это многофункциональный инверторный аппарат 3-в-1, который может выполнять сварку MIG, Stick или TIG.
Этот аппарат может легко переключаться между сварочными процессами и предназначен для использования на фермах, в автомобилях и на лодках, для обслуживания и ремонта дома и в легкой промышленности.
При весе 43 фунта Forney 324 является портативным.
Этот аппарат настолько прост в эксплуатации и практически не требует настройки — он готов к сварке прямо из коробки. Он поставляется с адаптируемым штекером, поэтому его можно использовать с входным напряжением 230 В или 120 В.
Горелка имеет кабель длиной 10 футов и имеет встроенную разгрузку от натяжения, которая продлевает срок службы кабеля. Он оснащен разъединителем в европейском стиле и совместим с Tweeco.
Как и большинство мультисварочных аппаратов, Forney 324 работает от постоянного тока, поэтому он не подходит для сварки алюминия методом MIG.Кроме того, иногда известно, что механизм подачи проволоки заедает.
Forney производится в Италии и поставляется с гарантией 5/3/1.
Forney 324 — это хороший, качественный прибор «все в одном» с большой универсальностью, которым будет счастлив даже начинающий сварщик.
Лучшие тележки для сварки TIG
Никто не хочет застревать без стабильной и мобильной стойки для своих тележек, поэтому мы также составили несколько обзоров лучших сварочных тележек.
1.СВАРОЧНАЯ ТЕЛЕЖКА GOPLUS
GoPlus Welding идеально подходит для ваших сварщиков TIG, но его также можно использовать для MIG, дуговой сварки под флюсом и даже для плазменных резаков. Он имеет 4 удобных ящика и выдвижной шкаф для всех ваших инструментов, расходных материалов и принадлежностей.
Сделанный из сверхпрочной стали, он имеет прочную черную отделку, которая выдержит испытание временем И весь износ во время хмеля и на стройплощадке.
Колеса достаточно прочные, чтобы выдержать вес всего вашего снаряжения, и делают тележку Goplus удобной для передвижения
2.Сварочная тележка Chicago Pneumatic MIG TIG
Пневматическая сварочная тележка Chicago Pneumatic представляет собой прочную стальную тележку с двумя полками в дополнение к наклонной верхней полке для надежного хранения принадлежностей.
Тележка оснащена крючком для удержания узла резака и двумя предохранительными цепями для фиксации 2Famznthe бензобака.
Его легко собрать, и его вес составляет 31 фунт.
Это хорошая и прочная тележка, но она немного мала и не вмещает нескольких сварщиков.
Эта модель от Chicago Pneumatic устойчива и достаточно доступна. В целом, это достойный выбор.
3. Универсальная сварочная тележка ARKSEN для MIG TIG
Универсальная сварочная тележка Arksen прочно изготовлена из стали с красивой матовой черной отделкой.
Он имеет 3 полки, при этом верхняя полка слегка наклонена, чтобы сварщик мог легко добраться до органов управления машины.
Крючки с обеих сторон обеспечивают место для кабелей, а две предохранительные цепи могут надежно удерживать газовые баллоны на месте.Легкое маневрирование при 22 фунтах.
Хотя эта тележка доступна по цене, у некоторых пользователей возникли трудности при сборке тележки из-за плохих инструкций. Кроме того, тележка довольно мала и может вместить не все типы сварочных аппаратов. Несмотря на наличие двух предохранительных цепей, в тележку надежно поместится только один бензобак.
Универсальная сварочная тележка Arksen — это самый дорогостоящий вариант, рассмотренный здесь, и вы должны внимательно проверить, соответствует ли она вашим потребностям.
В настоящее время недоступно заметное упоминание
СВАРОЧНАЯ Тележка XTREMEPOWERUS HD
Сварочная тележка XtremepowerUS HD — это сверхмощная сварочная тележка, сделанная из прочной чугунной стали с 3 полками для легкого доступа к расходным материалам и оборудованию.
Наклонная верхняя полка обеспечивает легкий доступ к органам управления сварочного аппарата. Тележка также оснащена двумя предохранительными цепями для крепления резервуаров с защитным газом.
Тележка имеет тяжелые закрепленные ролики сзади и поворотные колеса спереди, а также удобную ручку, что делает эту тележку очень маневренной. Но лучшая особенность — это цена.
Несмотря на то, что это отличная машина по цене, ее немного сложно собрать, поскольку инструкции не очень хорошо написаны, а отверстия не всегда совпадают, поэтому установка полок может быть сложной.
Хотя для сборки может потребоваться некоторое усилие, из нее получится хорошая сварочная тележка.
Как научиться сварке TIG
Для тех, кто хочет научиться сварке TIG, есть ряд полезных ресурсов.
1
Обратитесь в местные профессиональные училища и младшие колледжи, которые предлагают программы по сварке MIG.2
В некоторых местных предприятиях по предоставлению сварочного оборудования по выходным проводятся занятия для любителей.3
Изучите онлайн-источники информации, такие как:
Пошаговое видеообучение также является популярным ресурсом.Либо тот, что был ранее в статье, либо тот, который ниже, — отличные альтернативы для начала.
Заключение
Сварка TIG — это востребованный процесс сварки, значение которого в промышленной сварке приобретает все большее значение.
Хотя он требует больше времени, практики и подготовки, чем любой другой метод сварки, освоить этот процесс не так уж и сложно. Это просто требует использования сложного оборудования и практики, чтобы освоить различные положения сварки TIG.
Используя различные источники учебных ресурсов по сварке TIG и попрактиковавшись, вы можете стать квалифицированным сварщиком TIG.
Руководство для начинающих по сварке TIG
Сварка TIG Названия
Сварка TIG, или TIG, является аббревиатурой от слова «сварка вольфрамовым инертным газом». TIG — широко используемый и общепринятый сленговый термин. Правильная терминология — «газовая вольфрамовая дуговая сварка» или GTAW. Это термин, используемый инженерами-сварщиками в чертежах и в процедурах сварки.Когда TIG был представлен примерно в 1940-х годах, его называли HeliArc, потому что в качестве защитного газа использовался гелий. Он больше не называется HeliArc, потому что в большинстве случаев в качестве защитного газа
используется аргон.
Свариваемость металлов
Сварка TIG — это наиболее универсальный сварочный процесс, используемый сегодня. Скорее всего, если он сделан из металла, его можно будет сварить TIG! Этот процесс обычно используется по двум причинам: качество и свариваемость. Что касается свариваемости экзотических металлов, никакой другой процесс не может справиться с этой задачей по такой цене.Это делает сварку TIG идеальным вариантом для механических мастерских или тех, кто работает с различными металлами. По качеству результаты тоже отличные. TIG обычно используется для сварки труб и сосудов под давлением на атомных электростанциях и верфях из-за его управляемости. Высокая степень управляемости, присущая сварке TIG, обеспечивает значительно более высокое качество сварки, чем любой другой широко используемый сегодня метод. Некоторые из металлов, которые обычно сваривают TIG, это:
- Мягкая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Никель
- Медно-никель (CUNI)
- Инконель
- Магний
- Хастеллой
- Титан
Сварочный процесс TIG позволяет сваривать гораздо больше металлов и сплавов.Кроме того, он также может сваривать вместе множество разнородных металлов.
Электроснабжение и оборудование
Источником питания, используемым для сварки TIG, является источник питания постоянного тока или «постоянного тока», как и для ручной сварки. В большинстве случаев это тот же блок питания! Сварка TIG требует постоянного тока для поддержания дуги, в то время как напряжение колеблется в зависимости от длины дуги. Что меняет сварщика стержневой сваркой на сварщика TIG? Всего лишь несколько корректировок наворотов! Достаточно просто поиграть с приборами на аппарате для сварки алюминия, для чего требуется переменный или «переменный ток».За пределами сварки алюминия редко требуется что-то еще, кроме постоянного или «постоянного тока». Практический результат: сварка TIG хорошо работает с любым источником питания для стержневой сварки постоянным током. Например, на большинстве промышленных строительных площадок для большей части сварки TIG используются источники питания для сварки штангой.
Оборудование для базовой сварки TIG представляет собой источник постоянного тока, горелку TIG и газовый регулятор, подключенный к баллону с газом аргоном. Вот и все! Менее чем за 200 долларов вы можете превратить сварочный аппарат постоянного тока в сварочный аппарат TIG.
Это оборудование работает вместе очень просто. Горелка TIG подключается к отрицательной (-) стороне источника питания, а земля — к положительной стороне (+). Это позволяет электричеству течь от горелки к работе. Затем к регулятору присоединяется аргоновый шланг и устанавливается. Как только все будет подключено, вам нужно вставить вольфрам в горелку TIG. После того, как вольфрам закреплен, включите источник питания и аргон. Происходит то, что газ проходит через горелку, защищая зону сварного шва, а затем вы просто зажигаете дугу.После этого образуется лужа, и другой рукой вы добавляете присадочную проволоку к стыку. Вуаля!
Что касается дополнительного оборудования, есть ножные педали для регулировки силы тока, высокочастотные пуски, прямоугольная волна переменного тока и импульсное управление, чтобы упростить сварку. Опять же, если вы не свариваете алюминий, это ненужное оборудование, которое требует простого процесса и усложняет его. Что касается сварки алюминия, то все, что вам нужно, — это источник переменного тока с высокочастотным запуском.
Защитные газы
Сварка TIG предлагает два варианта использования защитных газов:
- Аргон
- Гелий (в редких случаях)
Гелий используется крайне редко, потому что он дорог и поднимается вверх — это означает, что во время сварки вам нужно, чтобы газ шел вниз, если, конечно, вы не выполняете сварку в верхнем положении! В большинстве случаев используется газ аргон, потому что он работает с любым металлом и является единственным необходимым газом.
Размеры чашек TIG
Размеры чашек у горелок TIG различаются. Все сводится к размеру сварного шва, который будет выполнен. Чашечка обеспечивает покрытие сварного шва защитным газом. Основы размеров чашек TIG просты. Эти чашки имеют систему кодирования для их идентификации, и каждому размеру присвоен номер. Размеры чашек работают так:
- Размер 4 = внутренний диаметр 4/16
- Размер 5 = внутренний диаметр 5/16
- Размер 6 = 6/16 внутренний диаметр
- Размер 7 = 7/16 внутренний диаметр
Вся система кодирования преобразует размеры в числа с шагом 1/16 дюйма.
Выбор вольфрамового электрода
Вольфрам — это то, что делает возможной сварку TIG. Когда дело доходит до выбора вольфрама, есть много вариантов, но на самом деле один тип может выполнять практически любую сварку. Для простоты вам нужно выбрать размер и тип вольфрама. Для основной сварки подойдет электрод диаметром 3/32 с 2% ториево-вольфрамового сплава (2% -ный торий-вольфрам окрашен в красный цвет). Этот тип вольфрама хорошо работает практически с любым металлом, а размер идеально подходит для сварки как тонких, так и толстых металлов.
Электроды или присадочная проволока
Электроды или присадочная проволока обычно имеют стержневую форму длиной 36 дюймов. Эта присадочная проволока бывает разных размеров, которые обычно:
Размер электрода не имеет ничего общего с толщиной свариваемого металла, если речь идет о сварке TIG. Что имеет значение для , так это то, сколько присадочного металла вы хотите добавить в любой момент времени для конкретных требований сварного шва (то есть вы можете подать проволоку, создать небольшую лужу и быстро протянуть тонкую линию, или вы можете подать гораздо больше провод, удерживайте горелку устойчиво, создавая лужу гораздо шире, с которой можно работать).При сварке TIG присадочная проволока всегда добавляется к стыку противоположной рукой, что дает вам полный контроль над скоростью наплавки и размером сварного шва.
Электроды имеют систему кодирования для их идентификации. Обычно используемый электрод для низкоуглеродистой стали — «ER 70S-2» .
- «ER» обозначает электрод или присадочный стержень.
- «70» — прочность сварного шва. В случае низкоуглеродистой стали сварной шов имеет предел прочности на разрыв не менее 70 000 фунтов на квадратный дюйм сварного шва.
- «S» обозначает сплошной провод. Поскольку провод твердая, всегда требуется защитный газ.
- «2» представляет количество очистителя, добавляемого к проволоке для улучшения качества сварки.
Если вы раньше выполняли сварку MIG, эти обозначения могут звучать одинаково. Присадочную проволоку для MIG можно также использовать для сварки TIG. Все сводится к первому обозначению «ER»; электрод или присадочный стержень.
Наладка сварочного аппарата
Перед настройкой сварочного аппарата TIG необходимо выполнить некоторые подготовительные работы.Сварной шов должен быть абсолютно чистым! Это означает отсутствие ржавчины, краски, масла или чего-либо еще. Абсолютно ничего, кроме голого блестящего металла. Хотя TIG — превосходный сварочный процесс, следует особо подчеркнуть, что соединение всегда должно быть чистым — безупречным! Кроме того, вольфрамовые электроды необходимо затачивать до тонкости для всех металлов, кроме алюминия. Всегда необходимы чистое соединение и чистый острый вольфрамовый стержень. Без исключений!
Подготовка к сварке состоит из трех основных этапов:
- Настройка резака
- Расход газа
- НАСТРОЙКА МАШИНЫ
Корпус резака состоит из четырех основных частей плюс вольфрамовый электрод для настройки.Корпус резака удерживает корпус цанги, цангу, заднюю крышку и чашку. Все эти части удерживают и защищают вольфрамовый электрод. Настройка резака требует наличия цанги и корпуса подходящего размера, соответствующих размеру вольфрама, который будет использоваться. Размер чашки выбирается в зависимости от размера сварного шва, а задняя крышка — это то, что стягивает вольфрам. После того, как все они будут на месте, вам нужно настроить вольфрам так, чтобы он выступал ровно настолько, чтобы сварной шов был защищен от воздуха, и достаточно далеко, чтобы увидеть дугу.Каждый сварщик делает это по-своему. Не существует правильной или неправильной формулы, пока она работает.
Скорость потока газа регулируется в CFH «Кубических футов в час». Настройка расхода газа зависит от размера чашки, а также от сквозняков или ветра. Если вы находитесь в магазине, в котором нет сквозняков, может быть достаточно ставки в 5 франков в час. Однако 60 CFH может быть недостаточно, если вы работаете на открытом воздухе. Все сводится к текущим условиям. Более высокая скорость потока газа также нехороша, поскольку вызывает турбулентность, которая втягивает воздух в сварной шов.
Установить машину очень просто! Все, что вам нужно, — это достаточно усилителей, чтобы за секунду или две образовалась лужа. Остальное — техника с чистым стыком и вольфрамом!
Основы техники сварки TIG
Техника сварки TIG проста, но для ее правильного выполнения требуется много навыков! Прежде чем вы погрузитесь в технику, необходимо соблюдать некоторые правила. Во-первых, чистый стык не подлежит обсуждению. Во-вторых, обязательно нужен чистый вольфрам. Эти два правила — вот что отличает мастера от подражателей! Без шуток! Дело в том, что я тренировался под руководством двух сварщиков, завоевавших титул «Лучший сварщик мира», и они не сваривали грязные стыки.Все сводится к следующему: вы можете использовать лучшего сварщика и методы на чистом стыке и произвести идеальный сварной шов, но тот же сварщик, использующий те же методы, не может даже заставить лужу течь на неидеальном стыке! При сварке TIG важно иметь чистый сварной шов и чистый вольфрам. Эти правила применимы даже к стыку, который был очищен и имеет один сварной проход, но цвет металла изменился на знакомую всем нам «синеватую волну». В этом случае лучшим решением перед сваркой является шлифовка сварного шва для очистки металла.
Основные методы сварки TIG просты. Чтобы зажечь дугу, вам нужно либо ударить вольфрам, либо поцарапать его. Все, что вам нужно, это сформировать лужу, а затем добавить в шов присадочную проволоку. Вот и все! Неважно, идете вы справа или слева. TIG — это промывание металла сварным швом. Что касается позиций, не имеет значения, сварка вы плоско или над головой, металл всегда течет одинаково.
Основное отличие техники сварки TIG заключается в используемом оборудовании.Если вы используете базовую настройку TIG, вам нужно двигаться быстрее, поскольку сварной шов становится жидким. Если у вас есть ножная педаль, вы должны уменьшить силу тока, чтобы компенсировать перегрев металла.
Руководство для начинающих по сварке TIG было написано специально для Metal Web News.Com и их читателей Go Welding.Org
Ознакомьтесь с другими нашими статьями по обучению сварке: Руководство для начинающих по сварке MIG и Руководство для начинающих по дуговой сварке порошковой проволокой.
17 Советы для лучших результатов
Сварка TIG обеспечивает большую универсальность и гибкость по сравнению с другими сварочными процессами.Из-за этой дополнительной сложности сварщикам требуется много дополнительной практики, чтобы убедиться, что они хорошо владеют своим оборудованием.
Нет лучшего совета, чем этот: если вы хотите стать отличным сварщиком TIG, вы должны проявить большое терпение.
Если вы не волнуетесь, когда берете сварочную горелку, этот вид сварки может вам не подойти.
При сварке TIG существует несколько советов и приемов, которые можно использовать для управления сварочной ванной, получения стабильной дуги и получения отличных сварных швов каждый раз.Вот простые техники, которые сделают вашу жизнь намного проще.
1. Сварка с минимальной мощностью.
Когда вы начинаете практиковаться со своим сварочным аппаратом TIG, всегда используйте настройку минимальной мощности, которая дает вам лужу, которую вы можете выдержать. Важно помнить, что сварка TIG основана на проплавлении. Если вы наберетесь слишком много, вы прожигаете все насквозь. Уровень мощности здесь так же важен, как и техника сварки. [1]
2. Держите металлы в чистоте.
Для эффективной сварки TIG требуется чистый металл. Нет другого способа создать сильную дугу и прочный сварной шов. Для нержавеющей стали и алюминия у вас должна быть специальная щетка для каждого типа металла. Несколько дополнительных минут очистки всегда обеспечат вам лучший результат при использовании этого процесса.
3. Используйте правильный вольфрам.
Работая с разными поверхностями с помощью сварочного аппарата TIG, вы обнаружите, что вам может потребоваться другой вольфрам.Например, если вы работаете с алюминием, вы, вероятно, будете использовать зеленый вольфрам. Сталь ассоциируется с красным вольфрамом. Познакомившись со своим оборудованием, вы обнаружите, что оно хорошо работает и с различным вольфрамом в уникальных условиях. Не бойтесь экспериментировать во время практики, узнавая, что ваш сварщик может или не может делать.
4. Необходимо учитывать толщину вольфрама.
Толщина вашего вольфрама имеет значение. Если он окажется слишком большим, вам потребуется больше тепла в процессе запуска, когда вы зажжете дугу.Когда вольфрам слишком мал, вы подвергаетесь большему риску перегрева, что также приводит к повреждению.
5. Знайте, когда переточить наконечник.
Если кончик вольфрама коснется сварочной ванны, вам придется переточить его. Со временем вольфрам образует шар, который заставит дугу блуждать по вам, что снижает качество сварного шва, которого вы можете достичь. Аварии случаются, поэтому, чтобы сэкономить время, вы можете приготовить несколько вольфрамовых элементов на случай, если вы столкнетесь с шариком во время работы.
6. Следите за своим сварочным процессом.
Сварка TIG требует от вас сосредоточения внимания от начала до конца. Избавьтесь от любых отвлекающих факторов во время сварки, которые могут отвлекать ваше внимание. Было бы неплохо иметь запасные присадочные стержни, чтобы вы могли достать их, чтобы продолжить работу.
7. При шлифовании используйте соответствующие средства защиты.
Некоторые новички этого не понимают, но вольфрамовые электроды немного радиоактивны.Когда вы измельчаете их, чтобы создать наконечник, обязательно наденьте респиратор, предназначенный для защиты дыхательных путей. По возможности старайтесь свести пыль в зоне шлифования к минимуму. Убедитесь, что в вашем магазине есть приличная вентиляция.
8. Старайтесь правильно шлифовать электрод.
При шлифовании вольфрама лучше всего шлифовать по длине. Вы хотите, чтобы результат был ровным, когда это возможно.Большинство сварщиков TIG будут использовать вольфрамовые точилки, но если вы только начинаете, настольный шлифовальный станок выполнит свою работу. Однако вы не можете использовать универсальный шлифовальный станок для этой работы, так как это приведет к загрязнению ваших электродов.
9. Ознакомьтесь с вашими защитными газами.
100% аргон является наиболее распространенным защитным газом, который используется для сварки TIG. Также популярна комбинация аргона и гелия 75/25. По мере увеличения содержания гелия в защитном газе вы обнаружите, что температура начнет падать.Это может привести к проблемам с зажиганием дуги. Если использовать 100% гелий, начать сварку становится очень сложно. Установите скорость защитного газа от 15 до 20 кубических футов в час, когда вы впервые начнете учиться сварке. Более высокие настройки могут привести к повреждению сварного шва.
10. По возможности используйте стержни большего размера.
Логика здесь довольно простая: если у вас удочка побольше, то ее легче кормить. Стандартные стержни с оборудованием для сварки TIG обычно имеют диаметр 3/32 или меньше.По возможности используйте прут диаметром 1/8 дюйма, чтобы облегчить процесс обучения.
11. Угол наклона стержня и угол резака не совпадают.
Если вы держите горелку и стержень под одинаковым углом во время работы с оборудованием для сварки TIG, то во время работы вы заставите тепло «отскакивать». Этот процесс заставит стержень расплавиться раньше, чем вы захотите, что приведет к образованию бусинки плохого качества. Вы всегда должны подавать стержень в сварочную ванну.
12.Медленно уменьшайте дугу вместо того, чтобы внезапно ее заканчивать.
При сварке при температуре держите ножную педаль (или другой механизм контроля температуры) примерно на 3/4 хода вниз. Это даст вам возможность позволить дуге погаснуть, когда вы дойдете до конца сварного шва. Если вы внезапно погасите дугу, это увеличит риск растрескивания.
13. MIG и TIG иногда взаимозаменяемы.
Иногда для создания сварных швов TIG можно использовать проволоку, полученную при сварке MIG.Хотя некоторые магазины и сварщики могут сказать иначе, есть большая вероятность, что часть вашего сварочного оборудования взаимозаменяема. Это особенно актуально для сварщиков, у которых есть сварочные аппараты 3-в-1 или 5-в-1. Когда вы только начинаете учиться сварке, выбора из лучших моделей сварочных аппаратов недостаточно — максимальное использование вашего оборудования всегда будет в ваших интересах.
14. Защитите себя от шока.
Один из самых простых способов снизить опасность поражения электрическим током у сварочного стола — это положить на него что-нибудь непроводящее.Перчатки — это распространенный способ предотвратить сотрясение рук. Еще один вариант — изделия из дерева. Имейте в виду, что ваш пот будет проводить электричество еще больше, а это значит, что нужно проявлять большую осторожность. Постарайтесь положить руку, удерживающую фонарь, на устойчивый предмет, чтобы добиться лучших результатов.
15. Тонкие перчатки часто лучше работают при сварке TIG.
Если вы наденете тонкие перчатки на руку, которая питает стержень, вы улучшите свои ощущения от этого процесса.Когда ваши перчатки кажутся громоздкими или мешают вам максимально контролировать процесс, качество вашей работы ухудшается. Это помогает научиться кормить стержни теми же пальцами, которыми вы держите ручку или карандаш.
16. Имейте в наличии таблицы присадочного металла.
Когда у вас будут в наличии эти таблицы, будет легче выбрать правильные стержни, которые вам нужны для материалов, с которыми вы работаете в этот день.
17.Увеличение сварочного тока приведет к увеличению скорости сварки.
Вы обнаружите, что для работы с алюминием может потребоваться много тепла. Иногда это означает, что вам необходимо увеличить сварочный ток. Более горячие машины обеспечивают более высокую скорость движения, что снижает искажения и прожиг, если вы все делаете правильно. Однако если вы пойдете слишком быстро, некоторые металлы могут дать неэффективный бусин.
Сварка TIG требует времени для изучения. Иногда это может быть разочаровывающим процессом.