Сварка нержавейки аргоном – технология, обучение, видео
- В чем заключаются сложности сварки нержавеющей стали
- Как подготовить детали из нержавейки к сварке
- Аргоновая сварка нержавейки при помощи электрода из вольфрама
- Сварка с помощью полуавтомата
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%).
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.

Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.

- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.

Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Сварка нержавейки аргоном: как правильно варить нержавеющие трубы из стали
12Ноя
Содержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности. Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж |
OK Autrod 308LSi (OK Autrod 16. 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9 | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж |
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование: Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+). | G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение труб
Вне зависимости от того, что это – водопровод, канализация, любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона для сварки труб из нержавеющей стали осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений режимов и толщины листов
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1. 6-2.4 6-2.4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2./8ce4a8c4a69941b.s.siteapi.org/img/43f5aa71c2aa3177ed6f833ab64cb3310321c03d.jpg) 4-3.2 4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для сварки тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их. Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Сварка нержавейки аргоном: технологии, электроды
Содержание:
- Что учесть при работе
- Нюансы и особенности
- Подготовительные работы
- Технология и инструменты
- Обучение
- Режим AC/DC TIG и его особенности
- Меры безопасности при сварке
- Интересное видео
Сварка аргоном нержавеющей стали обязательно должна проводиться с учетом ее характеристик, свойств и химического состава. Если эти нюансы не учитывать, то результат может быть далек от ожидаемого.
Что учесть при работе
Перед тем как начать варить аргоном необходимо разобраться в свойствах алюминия и нержавейки. Нержавеющая сталь имеет более низкий уровень теплопроводности. Эти материалы имеют высокое электрическое сопротивление.
Если с нержавеющей сталью работать в неправильном термическом режиме, то произойдет потеря ее отличной антикоррозийной функции. То есть в материале появится коррозия и его качество заметно ухудшится. Однако существуют способы недопущения таких ситуаций. Один из них заключается в том, что материал необходимо очень быстро охладить после работы. Если подручных средств для этого нет, то воспользуйтесь обычной холодной водой. Так вы снизите негативные последствия до минимума.
Важно! Алюминий охлаждать вышеуказанным методом нельзя. А в случае со стальными изделиями он подходит только для хромоникелевых материалов.
Нюансы и особенности
Сварка аргоном стали имеет свои особенности. Главным препятствием при работе, которое может возникнуть является возможность растрескивания материала. Такая проблема случается довольно часто. Проблемы связаны с особенностями этого материала, которые обязательно следует изучить до начала работ с ним:
- Низкий уровень теплопроводности. Нержавейка практически в 2 раза уступает другим материалов, поэтому при работе с ней часто возникают трудности. Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%.
- Высокое линейное расширение дает большую литейную усадку. Эти нюансы способствуют возникновению деформации металла при проведении сварки. В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается.
- Высокое электрическое сопротивление является еще одной проблемой. Это связано с тем, что электрод, который производится из стали, во время работы очень сильно нагревается и негативно влияет на качество сварки. Отрицательное воздействие можно уменьшить путем использования более коротких электродов. Их длина не должна превышать 350 мм.
 Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается.
Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается.Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Технология и инструменты
Для работы вам понадобится не только материал, но и другие вещи:
- сварочный аппарат для сварки нержавейки аргоном;
- электроды, которые необходимо выбирать исходя из конкретных характерных особенностей материала, с которым планируется работа;
- проволока из нержавеющей стали;
- щетка из стали;
- растворитель и чистая вода.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
Особенности технологии:
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.
 Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология — импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
 Она является самым выгодным вариантом для соединения деталей.
Она является самым выгодным вариантом для соединения деталей.Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам. Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Меры безопасности при сварке
Помните, нарушение техники безопасности могут привести к серьезным последствиям. Можно не только испортить исходный материал, но и получить травмы и даже увечья. Никогда не начинайте работу, не ознакомившись с правилами безопасности и нюансами работы с инструментом. Поэтому перед началом работы примите к сведению и подробно рассмотрите правила и технику работы:
- вначале рекомендуется изолировать все провода, которые непосредственно связаны с блоком питания тока и со сварочной дугой. В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
- сварку аргоном металлических изделий необходимо проводить в сухой одежде, специальных рукавицах и галош;
- важно правильно и аккуратно оборудовать рабочее место и убрать все лишние инструменты и вещи;
- проводить сварочные работы рекомендуется в помещении с хорошей вентиляцией воздуха.

Работы по сварке довольно сложные и требуют некоторых знаний и подготовки. Помните, недостаточно посмотреть обучающее видео. Важно приобрести опыт и практические навыки работы под руководством опытного мастера, которые сможет дать практические советы и рекомендации.
Интересное видео
тонкости технологии и основные правила проведения работ
Вопросы, рассмотренные в материале:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
- Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
 Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
 Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
 Это поможет снизить напряженность металла и избежать трещин.
Это поможет снизить напряженность металла и избежать трещин.Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.

Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.

В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов.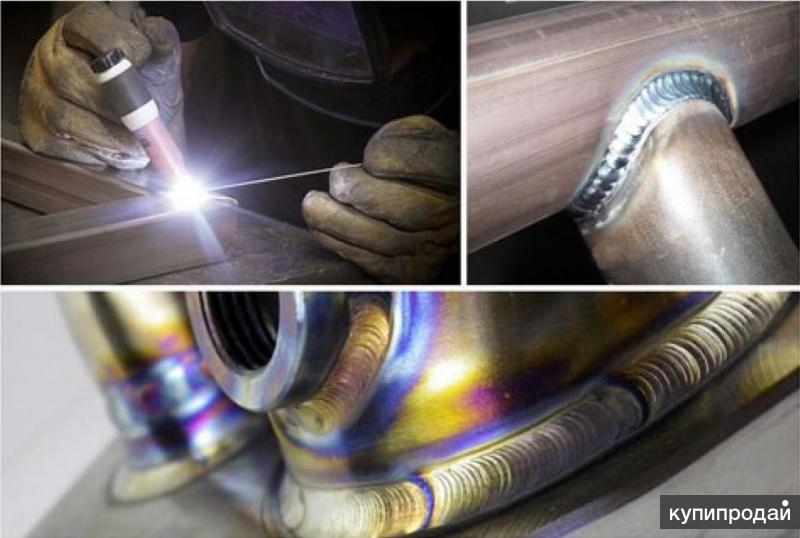 На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка аргоном нержавейки своими руками
Екатерина
Нержавеющая сталь широко используется в современной пищевой, химической и нефтеперерабатывающей промышленности. Без нержавейки не обходится ни одно производство современной посуды, медицинских инструментов или даже автобусных остановок. По этой причине каждый уважающий себя сварщик должен уметь работать с нержавейкой.
Существуют разные виды сварки нержавеющей легированной стали, но чаще всего для сварки нержавейки используется аргон и вольфрамовые стержни. Аргоновая сварка нержавейки очень популярна, поскольку не требует дорогостоящего оборудования.
Содержание статьи
- Общая информация
- Особенности сварки
- Подготовка металла
- Технология аргонной сварки
- Вместо заключения
Общая информация
Нержавеющая сталь — это металл, обладающий ярко выраженными антикоррозийными свойствами. Для потребителей это безусловный плюс, поскольку изделия из нержавейки при должном уходе способны прослужить долгие годы. Кроме того, в составе нержавейки присутствует хром, титан и никель, благодаря которым изделие приобретает улучшенные физико-механические свойства.
Также для нержавеющей стали характерен прекрасный внешний вид. Металл имеет ярко выраженный блеск, из-за чего изделия из нержавейки зачастую даже не красят. Именно по этой причине швы должны быть не только прочными, но и эстетичными. Но это лишь одно из требований.
Но это лишь одно из требований.
Из-за антикоррозийных свойств, которые так любят потребители, многие сварщики отказываются работать с нержавейкой. А все потому, что эти самые свойства существенно усложняют сварку. Для сварки нержавейки важно знать и учитывать все эти особенности. О них мы поговорим далее. В этой статье мы постараемся раскрыть все нюансы, поскольку убеждены, что для обучения азов сварки нержавеющей стали недостаточно просто посмотреть пару видео в интернете.
Особенности сварки
Прежде всего вам нужно запомнить, что сварку усложняет не сама сталь, а добавки в виде хрома и никеля, которые используются при производстве металла. Нержавеющую сталь называют легированной и по сравнению со, скажем, низкоуглеродистой сталью у нержавейки теплопроводность в два раза меньше. Это первый нюанс. Именно из-за него у многих новичков не получается расплавить металл должным образом.
Это связано с тем, что для сварки стали необходима достаточно высокая температура (около 6000 градусов по Цельсию). Этой температуры достаточно, чтобы расплавить металл, но из-за низкой теплопроводности вся эта температура просто концентрируется в одной точке и плохо отводится. В итоге место сварки существенно перегревается и метал просто деформируется. Эта проблема решается путем установки тока на 15-20% меньше обычного значения.
Этой температуры достаточно, чтобы расплавить металл, но из-за низкой теплопроводности вся эта температура просто концентрируется в одной точке и плохо отводится. В итоге место сварки существенно перегревается и метал просто деформируется. Эта проблема решается путем установки тока на 15-20% меньше обычного значения.
Также нержавейка при сварке может сильно деформироваться просто из-за высокого коэффициента линейного расширения. Из-за этой особенности нередко образование трещин на готовых швах. Эта проблема решается просто. Нужно между деталями оставить небольшой деформационный зазор, чтобы после сварки детали расширились, и усадка была незначительной.
Еще при сварке нержавейки нужно четко соблюдать температурный режим. В противном случае металл потеряет все свои антикоррозийные свойства. Чтобы избежать перегрева нужно быстро охладить металл сразу после сварки.
Подготовка металла
Аргонодуговая сварка нержавеющей стали требует тщательной подготовки. Если проигнорировать этот этап вся ваша работа пойдет насмарку. При том что подготовка не требует каких-то особых манипуляций и, по сути, ничем не отличается от подготовки любого другого металла к сварке с применением аргона.
При том что подготовка не требует каких-то особых манипуляций и, по сути, ничем не отличается от подготовки любого другого металла к сварке с применением аргона.
Для начала разделываем кромки. Затем зачищаем их металлической щеткой или шлифмашинкой до блеска. Далее обезжириваем металл, для этих целей можно использовать ацетон или бензин. Обезжиривание обеспечивает лучшую устойчивость дуги и позволяет работать быстрее.
Как мы писали выше, предусмотрите небольшой зазор между деталями, чтобы компенсировать возможные деформации. Не забывайте, что помимо подготовки самого металла нужно заранее выбрать все комплектующие.
Сварка в среде аргона предполагает использование присадочной проволоки. Обратите внимание, чтобы степень легированности у проволоки была выше, чем степень легированности у нержавеющей стали. Также выбирайте комплектующие от проверенных производителей, не гонитесь за слишком низкой или слишком высокой ценой. Если вы новичок, то спросите совета у своих коллег. Наверняка они уже имели дело со сваркой нержавейки и подскажут вам, где приобрести качественные расходники.
Технология аргонной сварки
Соединение аргоном нержавейки с применением проволоки требует от сварщика должного опыта. Но это не значит, что с работой не справится начинающий мастер. Перед началом работ потренируйтесь на ненужном куске металла и только затем приступайте к делу.
Зачастую с помощью аргона происходит сварка именно тонкого металла. Это связано с тем, что данный метод сварки позволяет выполнить работу очень аккуратно. Технология сварки легированной тонкой нержавейки аргоном начинается с выбора сварочного оборудования.
В большинстве случаев сварочный аппарат для нержавейки — это классический полуавтомат. Работать с ним непросто, но при частой практике швы получаются очень прочными и красивыми. Настройте аппарат. Мы рекомендуем прямую полярность, а вот род тока (переменный или постоянный) нужно подбирать индивидуально для каждого случая.
Сварка аргоном выполняется с использованием присадочной проволоки и вольфрамового электрода. Также один из ключевых элементов всей «цепочки» — газовая горелка. Через нее подается защитный газ аргон и в ней закреплен вольфрамовый электрод. Все движения горелкой осуществляются вручную. Горелку нужно вести вдоль оси сварного соединения, ни в коем случае не поперек.
Если вести горелку поперек, аргон просто не сможет защитить сварочную зону от негативного влияния кислорода. Впоследствии качество шва будет оставлять желать лучшего. Рекомендуем дополнительно защитить обратную сторону шва. Для этого подавайте еще одну струю аргона с обратной стороны сварки. Да, расход газа существенно увеличиться, но зато качество соединения будет на высочайшем уровне.
Сварка тонкой нержавейки также предполагает предварительное оплавление конца электрода. Это необходимо для того, чтобы не загрязнять поверхность стали. А мы помним, что красота нашей работы очень важна при сварке нержавейки. Дополнительно можно использовать специальные графитовые подкладки, чтобы разжечь дугу. Это также поспособствует улучшению внешнего вида швов.
Сварка нержавейки аргоном часто не получается просто из-за активного окисления металла или электрода. Эта проблема решается очень просто: после окончания работ не нужно прекращать подачу газа в сварочную ванну еще на протяжении 15-20 секунд. Не беспокойтесь о расходе газа, он несильно увеличится. Зато качество работ вас приятно удивит. Швы станут значительно крепче и не будут трескаться.
При сварке нержавейки следите за расходом газа. Расход аргона при сварке не должен превышать 15 литров в минуту, в идеале 12 литров. Но это жесткие рамки для профессиональных сварщиков. Если вы новичок, то не беспокойтесь о перерасходе. Со временем вы сможете уменьшить расход, поскольку ускорите свою работу.
Вместо заключения
Похожие публикации
Сварка аргоном обучение. Как аргоном варить? Описание процесса и инструкция. Особенности сварки алюминия аргоном
Обучение на сварщика аргонно-дуговой сварки
Аргонщиками называют специалистов по аргонодуговой сварке. Специфика данного вида сварки заключается в том, что аргон является инертным газом и способствует возникновению дугового разряда, который формирует плавильную ванну для соединения сварочных поверхностей между собой.
То, что ограничивает применение такого хорошего метода, — это дорогостоящее и более длительное время выполнения корректирующего обслуживания, поскольку выполнение выполняется медленнее и сложнее. В противном случае его можно выполнять только в контролируемой среде, потому что, если на него влияет воздушный поток, защита инертного газа скомпрометирована.
В другом посте мы рассмотрим дефекты сварных швов для пищевой промышленности и способы сварки хорошего качества. Они находятся в пределах досягаемости начинающих сварщиков, но не только. В чем разница между этими типами обучения? Место назначения, техника, использование. Когда лучше выбрать дуговую сварку или оксиацетилен, когда лучше отрезать дугу или кислород? Какая подготовка поможет вам узнать?
Для работы аргонщики используют электроды двух видов: электроды-расплавы или электроды из вольфрама, которые плавят лишь соединяемые кромки. На производстве органщиками используются следующие аббревиатуры: РАД, ААД и ААДП – что, соответственно, является ручной аргонодуговой сваркой, автоматической сваркой аргоном и автоматической сваркой аргоном с плавящимися электродами.
Стоит расширить ваши знания об этих формациях
Работник с сваркой защитной маской. Он основан на процессе дуговой сварки плавким электродом в атмосфере активного газа. При контакте с заготовкой, соединенной с землей станции, проволока начинает плавиться и образуется дуга, поддерживающая плавление проволоки, с одной стороны, и другую часть. Это эффективная, удобная практика, которая легко поддается автоматизации. Это позволяет сваривать малые и большие элементы любой толщины в любом положении.
Подготовка алюминиевой поверхности
Эта методика готовится для сварки алюминия, стали, меди и магния. Этот метод позволяет реализовать высококачественные сварные швы. Можно использовать полуавтоматы, что значительно облегчает задачу и увеличивает выход. Этот метод характеризуется более низкой эффективностью и более высокими затратами, связанными с использованием защитных газов, но по-прежнему широко используется. Аргон, гелий и водород являются газами, которые чаще всего используются для создания защитной атмосферы. Этот метод применяется для сварки стальных конструкций легких и сильных сплавов, например сварки труб, но также широко распространен в различных областях промышленности, в том числе в области воздухоплавания и космонавтики.
По ЕТКС существует пять разрядов аргонщика или электросварщика ручной сварки: со второго по шестой.
В обязанности аргонщика второго разряда входят в основном подготовительные работы: прихватка деталей, подготовка и нагрев изделий перед сваркой. В теории они должны знать устройство и особенности работы целого ряда машин и аппаратов для сварки.
Эти тренинги являются ключом к успеху
Существует много профессий, в которых срочно нужны квалифицированные специалисты. Чтобы иметь профессию, не важно учиться в течение пяти лет в университете — базовая подготовка. Итак, стоит ли вкладывать средства в обучение? Если вы уже прошли такой вид обучения, посмотрите наши текущие предложения о работе и свяжитесь с нами, и мы поможем вам выбрать лучшее предложение.
Тот же метод сварки с использованием сплавляющего электрода имел свое происхождение в промышленности в 40-х годах прошлого века. В процессе сварки электрическая дуга светится между неплавленным электродом и сварными частями. Электролит является одним из полюсов электрической дуги, второй — сварным материалом. Термин «неэлектролит» обычно используется, поскольку электроды постепенно испаряются в процессе сварки. Потери электродных подушек малы, и материал из этих электродов не образует сварного шва.
Аргонщики третьего разряда выполняют ручную сварку деталей невысокой сложности и умеют делать ручную кислородную резку.
Для того, чтобы получить четвертый разряд, аргонщику необходимо уметь наплавлять сложные детали и уметь читать чертежи сварных металлоконструкций.
Аргонщик пятого разряда осуществляет ручную дуговую сварку сложных строительных конструкций и кислородную резку деталей и специальных сталей.
Как варить нержавейку вольфрамовым электродом?
Газообразный газ непрерывно подают в зону тушения дуги, защищая озеро жидкого металла, наконечник вольфрамового электрода от воздействия кислорода и азота из атмосферного воздуха. Благодаря высококачественным сварным соединениям он используется для сварки конструкций из низколегированных и высоколегированных сталей. Медь и медные сплавы, алюминий и сплавы, магний и магниевые сплавы.
Небольшое количество шлакового образования и, следовательно, низкая стоимость рабочей силы при удалении хорошего качества соединений при сохранении относительно высокой эффективности сварки. Легко следовать зоне сварки для правильной формовки сварных швов. . Блоки питания оснащены всеми вспомогательными устройствами, собранными в общем корпусе.
Чтобы получить удостоверение электросварщика шестого разряда, нужно, помимо навыка ручной дуговой сварки сложных конструкций и трубопроводов уметь осуществлять сварку конструкций в блочном исполнении и учитывая все положения сварного шва.
В курсы обучения аргонщика входят теоретическая часть, прохождение аттестации и сдача экзамена. После прохождения курсов аргонщика вы сможете получить удостоверение аргонщика, которое поможет вам получить работу по специальности. С образцом удостоверения аргонщика вы можете ознакомиться на нашем сайте. Если у вас остались какие-то вопросы – свяжитесь с нами и мы с удовольствием на них ответим. Ждём вас на курсах аргонщика!
Источник сварочного сварочного шкафа с измерительной и контрольной аппаратурой для сварочной массы кабеля, опциональной жидкостной системы охлаждения и газового защитного цилиндра или газоснабжения. Устройство подачи проволоки не требуется, потому что подаваемый материал подается вручную.
Условия участия в обучении
Сегодняшние сварочные аппараты также используют сварочный ток для пульсации. Классы могут быть реализованы в следующих сериях. По меньшей мере 18 лет, закончили начальную школу, по крайней мере, имеют возможность практиковать профессию сварщика, сертифицированную по медицинскому свидетельству. Уже этой осенью в Вильнюсском учебном центре рынка труда в Иерусалиме выбирается первая группа сварочных модульных программ профессионального обучения. Зачем использовать эту возможность и как это сделать — мы предоставляем основную информацию.
Занятия проходят 2 раза в месяц. При желании и по отдельной договоренности занятия могут проводиться на территории заказчика.
Обучение проходит как в очной, так и в дистанционной форме.
Удостоверение выдается сроком до 5 лет с ежегодной повторной проверкой знаний
Присваиваемый разряд: 2-8
Продолжительность обучения: 160 часов.
Тот факт, что программа является модульной, означает возможность получить квалификацию — изучить отдельные модули, обеспечивающие непрерывность обучения. Квалификация: Сварщик. Минимальное образование, необходимое для обучения: завершенная программа среднего образования.
Обучение: Обучение проводится сварка отраслевого практических учебного центра, в комплекте с уникальным оборудованием и создать условия, позволяющие развивать высококвалифицированные специалист сварки, которые способны качественно и правильно выполнять все работы сварочных процессов в их работе по адаптации современных методов сварки, используемых в современном производстве.
Выдаваемый документ: удостоверение установленного образца, протокол проверки знаний, лицензия.
Все вопросы, касающиеся сроков оформления и стоимости, уточняйте у специалистов
Способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Обучение организовано в форме ученичества — работы на реальных рабочих местах — в наиболее значительных компаниях в машиностроении страны. Процессы сварки в программе. Во время сварки проволока тает и расплавляет материал, который необходимо сварить, и покрытие будет гореть и выделять дым, который защищает расплавленный металл от вредных воздействий окружающей среды. Это самый простой, самый старый, самый популярный и универсальный метод сварки, используемый практически для всех металлических конструкций различных конструкций, а также в различных условиях работы. Электроды сварочные электроды в защитных газовых средах. Сварные полуавтоматические устройства научно называют устройствами для сварки электродов в защитных газах, а просто «лагерей». Эта технология сварки полуавтоматическая, применяется на высоких скоростях, для более простых металлов, для сварных швов крупных конструкций, что подчеркивает не только качество сварки, но и скорость сварки. Полуприцепы оснащены судостроительными заводами, автопроизводителями, машинами для строительства, производства мебели, установкой автомобилей, сервисными работами, сваркой, трубопроводами, сборочными работами, котлопроизводством, сваркой дефектов стали. Легко сваривать тонкие металлические изделия толщиной 0, 5 мм. Он изготовлен из вольфрама. Ремень и электрод защищены инертным газом, который выходит из сварочной горелки. Дополнительный провод подается на сварочный стенд из страны. Используется для сварных железобетонных материалов, алюминиевых конструкций. Ручная сварка кислород-ацетилен является одним из самых старых методов сварки. Во время процесса металл нагревается пламенем кислород-ацетилен и объединяется путем плавления зоны контакта. Дополнительный материал необходим для соединения при образовании сварочного шва. Ацетилен используется в качестве горючего газа. Для газовой сварки требуются легковоспламеняющиеся газы, такие как ацетилен, пропан и другие. и горелка для сжигания кислорода и газа. Преимуществом автогенной сварки является контролируемое пламя, которое может адаптироваться к требуемым условиям. Благодаря газовой сварке вы можете наплавлять черные и цветные металлы.
- Ручная дуговая сварка с помощью сплющенных электродов.
- Электрод — это катанка.
- Сварочные электроды используются для электросварочных машин.
Металлорежущие методы в программе.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Резка кислородом путем сжигания или резки огнем является самым старым методом резания, пригодным для резки низкоуглеродистой стали. Этот метод не является сложным, и необходимое оборудование и материалы являются недорогими. Горелка для сжигания газа сжигает сравнительно толстые пластины, ограничивая подачу кислорода. Это намного более быстрый процесс, чем газовый кислород, но использование этого метода несколько ухудшает качество ребер. В результате плазменная резка представляет собой сложный процесс. Оборудование плазменной резки дорогостоящее по сравнению с газовой кислородной горелкой, потому что ему нужен источник питания, водяной холодильник, газовый регулятор, провода горелки, соединительные шланги с кабелями и сама горелка. Однако повышенная производительность труда быстро искупает деньги, выплачиваемые системой. Резка металла применяется во всех областях производства, где осуществляется сварка. Во время резки готовят детали, которые затем приварены. Метод резки кислородного пламени.
. Программа модульной подготовки сварщика в Иерусалимском учебном центре рынка труда поддерживает.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до ее сварки, все может стать сложнее. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала проясним наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна. Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и дуговую сварку.
TIG Welders
TIG сварочный шов с использованием аргонаЕсли вам нужны гладкие, профессионально выглядящие швы, вам лучше всего выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварка сварных швов MIG из нержавеющей сталиСлишком многие полагают, что сварка TIG — единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ нержавеющей стали являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
| сплав / металл | Да / Нет |
|---|---|
| Углеродная сталь | Да 1 | Да 1 | Да0074 | Mild Steel (low carbon) | Yes 2 |
| Galvanized Steel | Yes 3 |
| Cast Iron | Yes 4 |
| Aluminum | No 5 |
1 Обычно требуется предварительный нагрев углеродистой стали.
2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом.
3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов.
4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI.
5 Существуют обходные пути, такие как биметаллические переходные вставки. Но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов. Как правило, вам потребуется:
- Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
- Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
- Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
- Шлифовальная машина/проволочная щетка/растворитель для очистки металла
- Зажимы
- Сварочный стол (для небольших работ в цеху)
- Сварочный шлем
- Защитные очки (для шлифовки и других вспомогательных работ)
- Кожаный фартук, рукава и перчатки
- Сварочные сапоги (25 % всех несчастных случаев при сварке травмы стопы)
- Вентиляция (если в помещении)
- Плоскогубцы MIG (удобны для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защитить себя и убедиться, что вы не вдыхаете пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Управление силой тока пальцем или ногой
Ножная педаль качающегося типа обеспечивает детальное управлениеЕсли она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет большое значение для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет получить сфокусированную дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать электрод с положительным электродом, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, а неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока для сварки MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Настройки силы тока и напряжения
Обратитесь к руководству по сварке и/или таблице параметров сварки, чтобы установить уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей сталью, важен присадочный материал. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
При сварке порошковой проволокой (или FCAW) полярность может запутаться, так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для сварки нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов. Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1. Снизьте температуру
Нержавеющая сталь коробится под воздействием избыточного тепла. Запомнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы регулярно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешься. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6. Правильный вылет проволоки
При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость передвижения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по полученному валику. Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.
10. Защита от ржавчины
Это неприятно, но сварные швы из нержавеющей стали могут ржаветь. Чтобы этого не произошло, можно сделать несколько вещей.
Во-первых, не забудьте обеспечить хорошую газовую подушку. Реакционноспособные газы в воздухе могут вызвать всевозможные проблемы, включая ржавчину.
Второе, что нужно сделать, это полностью очистить готовый сварной шов, включая обесцвечивание. Очистка обычно выполняется травильными пастами, шлифовальными машинами/проволочными щетками/абразивами или электрохимической очисткой. Также не используйте стальную проволочную щетку. Это может загрязнить сварной шов и да, ржавчина.
В-третьих, сейчас это будет звучать как однообразие, но потише. Избыточное тепло может привести к тому, что нержавеющая сталь потеряет свою коррозионную стойкость.
Обучение орбитальной сварке: инструменты для начинающих сварщиков
Обучение орбитальной сварке: инструменты для начинающих сварщиков
Джейсон Миллер, сварщик
Поиск квалифицированных сварщиков становится все труднее и станет еще труднее в ближайшем будущем . По данным Американского общества сварщиков (AWS), более половины существующих сварщиков приближаются к пенсионному возрасту; средний возраст сварщика — 55 лет. К 2020 году в стране может не хватить 291000 сварщиков.
Одним из средств решения этой проблемы являются автоматизированные системы, которые производят больше работы при меньшем количестве людей. С момента своего появления в 1960-х годах автоматическая орбитальная дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) завоевала популярность в различных отраслях промышленности, где первостепенное значение имеют максимальная герметичность, высокая производительность или сверхчистота. Автоматизированные системы орбитальной сварки расширяют возможности оператора по выполнению контролируемых, воспроизводимых, высококачественных и хорошо задокументированных сварных швов. Основным преимуществом GTAW является точный контроль подводимого тепла, что делает орбитальную сварку одним из предпочтительных процессов для соединения тонколистовых металлов и сварки в непосредственной близости от термочувствительных компонентов.
Зарегистрируйтесь для участия в курсе обучения Swagelok по орбитальной сварке
Автоматизированная орбитальная сварка, однако, не уменьшает потребности в образованных и хорошо обученных сварочных кадрах. Автоматическая машина не отменяет необходимости в человеческом опыте. Возможно, автоматизация требует еще большего обучения, а не меньшего. Операторы сварки должны по-прежнему обладать всеми основными отраслевыми знаниями: составы материалов, металлургия, настройка, продувочные (продувочные) и защитные газы, мощность и напряжение, динамика сварочной ванны, размер электрода и конфигурация наконечника. Но они должны дополнительно понимать, как работает автоматизированная система сварки, как она будет реагировать на различные входные данные и какую документацию требовать от поставщиков материалов.
Рекомендации по обучению орбитальной сварке
Рынок предлагает ряд программ обучения для операторов автоматических машин GTAW. Некоторые программы длятся всего два дня, а другие могут длиться до недели. Хотя длительные программы обучения могут прерывать работу, долгосрочные преимущества намного перевешивают временные недостатки.
При выборе программы обращайте внимание на техническую специфику и детализацию, а также на возможности практического обучения. Просмотрите учебные материалы и оцените их качество, чтобы убедиться, что они полезны для конкретных потребностей вашей команды. Например, программы обучения качественной орбитальной сварке научат ваших операторов сварщикам работать в ситуациях, когда состав двух свариваемых металлов неодинаков.
Уровень квалификации инструктора так же важен, как и содержание программы обучения. Найдите программы, которые преподают сертифицированные инструкторы по сварке, и проведите собственное исследование. Один некачественный сварной шов может привести к пагубным потерям материалов, что обойдется вашей организации дороже, чем программа качественного обучения.
Учащиеся должны знать, что целью автоматической сварки является получение точных и воспроизводимых уровней сварочного тока во время каждого цикла сварки. Хорошие учебные программы объясняют процесс технологии орбитальной сварки, включая принципы работы, преимущества, ограничения, проблемы и переменные. Чтобы подготовить стажеров к работе с оборудованием, которое им предстоит освоить в процессе работы, инструкторы должны подробно изучить источники питания.
Общие сведения о газах в процессе орбитальной сварки
Защитные газы
При оценке программ обучения орбитальной сварке обратите внимание на количество инструкций, посвященных защитным газам, и важность продувки. Слушатели должны знать, как защитные газы защищают электрод и расплавленный металл сварного шва от атмосферного загрязнения. Наиболее распространенными газами, используемыми для защиты в GTAW, являются аргон, гелий и их смеси, обычно используемые для специальных применений.
Сварщики должны знать предпочтительное соотношение гелия и аргона. Основным фактором, влияющим на эффективность защиты, является плотность газа. Аргон, который в 1,33 раза плотнее воздуха, эффективно покрывает зону сварки и вытесняет атмосферу. Гелий имеет меньшую плотность и имеет тенденцию подниматься, а не течь в рабочую зону. Для создания эквивалентной защиты расход гелия должен в два-три раза превышать расход аргона.
Защитные газы могут влиять на металлургические свойства некоторых материалов. Как правило, дуга тише и стабильнее, когда она защищена аргоном, а не другими газами. Более низкие затраты на единицу продукции и более низкие требования к расходу аргона делают его предпочтительным выбором. Наличие знаний для правильного выбора защитного газа имеет решающее значение.
Продувка газом
На успех работ по орбитальной сварке может сильно повлиять использование надлежащих методов продувки газом, также называемым продувочным газом. Многие опытные сварщики не понимают важности этой базовой концепции. Некоторые работники сварочной отрасли считают продувку газом ахиллесовой пятой сварки. Учебные программы должны обучать принципам очистки, в том числе тому, как рассчитать время очистки.
Правильный выбор продувочного газа, обычно аргона, является первым шагом к успешной продувке. Аргон доступен в различных степенях чистоты; важно выбрать правильный уровень для желаемого результата. Определение и установка правильного расхода и давления в трубопроводе или трубопроводе, а также в сварном соединении является одним из наиболее важных процедурных шагов, которые можно предпринять для обеспечения успешной сварки. И наоборот, это одна из наиболее вероятных областей проблем, если с ней не обращаться должным образом. Неправильно выполненная продувка газом или ее отсутствие могут разрушить целые производственные системы. Внутреннее давление помогает удерживать наплавленный валик на одном уровне с внутренней поверхностью стенки свариваемых компонентов, а надлежащий поток помогает поддерживать чистоту металла сварного шва и зоны термического влияния.
Выбор качественных материалов для сварки
Качественная сварка начинается с материала. Даже самая лучшая система орбитальной сварки не может компенсировать плохой материал, используемый для изготовления труб, фитингов или других компонентов. Эффективное обучение материалам должно затрагивать вопросы, связанные с составом и металлургией, в том числе влияние содержания серы на качество сварного шва.
Существует четыре основных семейства материалов: мягкие стали, никелевые сплавы, тугоплавкие и химически активные металлы и нержавеющие стали. Лица, участвующие в программах обучения орбитальной сварке, должны научиться проверять все поступающие материалы и их сертификаты, а также оценивать документацию.
Мягкие стали
Для мягких сталей важно помнить, что на качество орбитальных сварных швов сильно влияет содержание примесей в основном металле — следовые количества серы, фосфора, кислорода и т. д. Кроме того, водородное охрупчивание этих сплавов проблема, если присутствует загрязнение углеводородами или водяным паром.
Никелевые сплавы
Никелевые сплавы обладают отличными свойствами материала и идеально подходят для применения в условиях сильной коррозии, но никелевые сплавы труднее сваривать из-за их склонности к растрескиванию.
Тугоплавкие и химически активные металлы
Орбитальная сварка является наиболее широко используемым сварочным процессом для соединения труб и труб из тугоплавких и химически активных металлов. Тугоплавкие металлы (молибден, тантал и др.) и химически активные металлы (титан, цирконий и др.) легко окисляются при повышенных температурах, если они не защищены оболочкой из инертного газа. Для этих металлов и сплавов Orbital GTAW может обеспечить высокую концентрацию тепла, максимальный контроль над подводом тепла и наилучшую защиту от инертного газа среди всех процессов дуговой сварки.
Нержавеющая сталь
Нержавеющая сталь обладает отличной коррозионной стойкостью благодаря минимальному содержанию 10,5% хрома, который помогает им мгновенно создавать оксидный слой для защиты других элементов внутри материала. Эти другие элементы помогают определить микроструктуру материала как аустенита, феррита или сбалансированной смеси двух компонентов, присутствующих в дуплексной нержавеющей стали. Нержавеющие стали, как правило, считаются свариваемыми, но разные микроструктуры имеют разные аспекты, которые необходимо учитывать при сварке.
Содержание серы
Другим важным фактором при орбитальной сварке является содержание серы в материалах. В материал часто добавляют серу, чтобы его было легче обрабатывать и формовать. При сварке уровень серы может изменить поверхностное натяжение сварного шва, влияя на тепловой поток и характеристики проплавления материала. Особенно важно, чтобы стажеры орбитальной сварки узнали о важности разницы содержания серы между свариваемыми компонентами. Попытка сварки компонентов со значительной разницей в содержании серы, скорее всего, приведет к смещению валика в сторону компонента с более низким содержанием серы, что потенциально может привести к тому, что валик сварного шва частично выйдет за пределы соединения.
Знания
Растущая нехватка сварщиков влияет на глобальное производство завтрашнего дня. Автоматическая орбитальная сварка, которая может производить больше продукции с меньшим количеством людей в зависимости от конкретной работы, оборудования и навыков, может помочь решить эту проблему. Существует заблуждение, что автоматизация, связанная с системами орбитальной сварки, устраняет необходимость в обучении, поскольку сварку выполняет машина. Но верно и обратное: всестороннее и актуальное обучение как никогда важно для сварщиков. Только благодаря качественному обучению, проводимому сертифицированными инструкторами, операторы оборудования для орбитальной сварки могут приобрести комплексные навыки, помимо выполнения соединений и выполнения сварных швов, необходимые для соблюдения строгих критериев приемки в современных сварочных условиях.
Хотите записать свою команду на пятидневный учебный курс Swagelok по орбитальной сварке? Заполните регистрационную форму в авторизованном центре продаж и обслуживания Swagelok, чтобы получить информацию о местных ценах и дополнительную информацию об обучении.
Зарегистрироваться для участия в курсе обучения Swagelok по орбитальной сварке
Сварка ВИГ нержавеющей стали? Инвестиции в три области могут помочь
Инвестиции в инверторные источники питания, импульсную технологию и даже в смеси аргон/водород в качестве защитного газа могут обеспечить сварщикам TIG и владельцам цехов, работающих с нержавеющей сталью, краткосрочные и долгосрочные преимущества. Getty Images
Сварка нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW), также известной как TIG, часто становится делом деликатным.
Вы не хотите слишком сильно нагревать нержавеющую сталь, которая обычно является более чувствительным материалом для работы. В связи с этим очень важны расчеты подводимой теплоты и отопления.
Здесь играет роль скорость перемещения сварного шва. Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Инвестиции в небольшие и портативные инверторные источники питания, пульсирующие и даже аргонно-водородные защитные газы могут помочь вам оптимизировать тепловложение, скорость перемещения и глубину провара, что принесет пользу как сварщикам TIG, так и владельцам цехов.
Инверторные источники питания и портативность
Для многих работа с нержавеющей сталью означает работу с трубами и трубопроводами на таких объектах, как птицеперерабатывающие заводы, водочные заводы, микропивоваренные заводы, фармацевтические предприятия и другие.
Большая часть работы теперь может выполняться на месте, часто с использованием более крупного сварочного оборудования. В конечном счете, однако, в большинстве приложений вам потребуется отправиться на место работы, где большие трансформаторные машины неудобны из-за требований к входной мощности и логистики мобильности.
«Во-первых, они очень тяжелые, — сказал Эндрю Пфаллер, руководитель сегмента Miller Electric. «Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
Портативные инверторные источники питания обычно весят менее 50 фунтов — значительно меньше, чем трансформаторная машина. — Размером с коробку для завтрака, — сказал Пфаллер. Большинство из них будут на 150, 160 или 200 ампер, потому что полевые работы обычно можно выполнять с 200 амперами или меньше.
«Как правило, вы можете, как физическое лицо, переносить инверторную машину на рабочую площадку самостоятельно, не используя вилочный погрузчик или без помощи кого-либо, чтобы поднять ее . .. если вы можете сделать это с одним человеком вместо двух, это будет значительно повлияет на вашу производительность и рентабельность», — сказал он.
Импульсный режим обеспечивает контроль и уменьшает задержку дуги
Наряду с портативностью инверторная технология позволяет использовать импульсы на более высоких частотах. Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Наряду с портативностью инверторный источник питания позволяет пульсировать на более высоких частотах, что в конечном итоге может дать вам лучший контроль направления и уменьшить задержку дуги. Miller Electric
Пфаллер сказал, что все, что выше 100 импульсов в секунду, даст вам лучший контроль направления.
«Если вы пытаетесь выполнить угловой шов, внутренний угловой шов или соединение T-K-Y, например, в трубе, это позволяет вам направить дугу и сварить там, где вы хотите», — сказал он.
«В санитарно-технических трубопроводах, которые широко используются в пищевой промышленности и производстве напитков, а также в производстве молочных продуктов, все они изготовлены из тонкостенной нержавеющей стали с относительно низким током; у вас не так много силы в дуге от силы тока. Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Использование генератора импульсов помогает уменьшить «запаздывание дуги», когда сварочная дуга отстает в том месте, куда направлен электрод и где на самом деле образуется сварочная ванна.
«Возможно, это плохое описание, но это почти как опьянение. Ваш мозг думает об одном, но ваше тело отстает в своей реакции», — сказал Пфаллер. «Материал в этих никелевых сплавах ведет себя одинаково в том смысле, что он медленно реагирует на ваши входные данные.
«Использование генератора импульсов может привести к взбалтыванию лужи, что уменьшает задержку и задержку лужи. Итак, что это значит для кого-то? Это может означать лучшее качество сварки, потому что теперь сварка идет туда, куда они хотят. У них может быть более высокая скорость движения, потому что теперь они не ждут, пока эта лужа нагонит их».
Импульсный режим снижает тепловложение сварного шва, что может уменьшить степень деформации. По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
«Если у вас есть сварочный шов, и вы делаете сварочную ванну намного большего размера, чем необходимо, эта ванна сжимается, а когда она затвердевает, это вызывает чрезмерную деформацию», — сказал он. «Это искажение часто приводит к той или иной форме переделки или процесса выпрямления, которые не учитывались. Компании тратят много времени на исправление или выравнивание деталей после сварки и до того, как они смогут выполнять последующие операции».
Стоит ли попробовать смесь аргона и водорода?
Исторически сварщики TIG использовали аргон в качестве защитного газа при работе с нержавеющей сталью. Однако в некоторых случаях, таких как сварка тонкостенных труб, некоторые производители перешли на смесь водорода с низким процентным содержанием. В этом сценарии от 1% до 2% водорода смешивается с аргоном.
Пфаллер сказал, что он видел растущее использование смеси защитного газа аргон/водород. Эта смесь создает больше тепла для изменения профиля провара.
«Люди, занимающиеся изготовлением сантехнических трубок или тонкостенных труб, будут использовать квадратное стыковое соединение, а не делать на трубе скос. Затем они используют защитный газ, смешанный с водородом, и получают дополнительное проникновение, чтобы практически исключить эту подготовку соединения», — сказал он.
Эта смесь должна использоваться только со сплавами из нержавеющей стали, добавил он.
В отличие от гелия, который в настоящее время сталкивается с нехваткой запасов, запасы водорода и аргона не вызывают беспокойства, учитывая их относительное изобилие в атмосфере.
Некоторые предприятия решили смешивать его самостоятельно, сказал Пфаллер. Он предупредил магазины, чтобы они тщательно обдумали это, учитывая воспламеняемость смеси при более высоких концентрациях.
«Те, кто исследует его смешивание, должны принять необходимые меры предосторожности, чтобы убедиться, что они поддерживают очень низкий процент в смеси защитного газа», — сказал он. «Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
Долгосрочная экономия на эксплуатации
В конечном счете, внесение изменений в эти области принесет больше финансовых выгод, чем стремление сэкономить на расходных материалах или замене чашек горелки TIG, сказал Пфаллер.
Многие люди, с которыми разговаривает Пфаллер, не вносят изменений, потому что на сварку приходится около 10 % операций их мастерских. Если скорость сварки улучшится на 10 %, это составит около 1 % экономии в общем объеме операций.
Преимущества, возникающие при переходе на инверторные источники питания и импульсный режим, включают устранение операций, не добавляющих ценности, использование более агрессивного профиля соединения, устранение скосов на трубах и достижение полного проплавления квадратного стыкового соединения.
«Большая часть времени компании уходит на подготовку к сварке, доработку и операции после сварки, — сказал Пфаллер. другие операции, связанные со сваркой. Если вы сможете устранить их, то теперь вы устраните не просто 1%, вы устраните 10, 20, 30% пред- и послесварочных операций этой компании», — сказал он. Нержавеющая сталь опасна?
Сварка ВИГ может быть безопасной, если соблюдать надлежащие меры предосторожности. Четыре наиболее распространенные опасности при сварке нержавеющей стали:
- УФ-излучение сварочной дуги может повредить глаза и кожу
- Защитные газы могут вытеснять кислород
- Токсичные пары расплавленных металлов
- Поражение электрическим током от небезопасных инструментов или условий труда
Что такое сварка TIG?
TIG — это сокращение от Tungsten Inert Gas , и это распространенный тип сварки, используемый для нержавеющей стали, алюминия, титана и других цветных металлов. Также известный как GTAW (газовая вольфрамовая дуговая сварка), это один из самых универсальных методов сварки.
Сварка TIG использует электричество для создания дуги между вольфрамовым электродом и свариваемым металлом. Дуга плавит присадочный стержень из металлических сплавов. Чтобы сделать сварной шов как можно более прочным, дуга, в которой вольфрамовый электрод находится ближе всего к металлу, и присадочный стержень, окружена инертным газом, обычно аргоном. Этот «защитный газ», как известно, предотвращает попадание атмосферных газов, таких как кислород, в ванну расплавленного металлического присадочного стержня.
Опасна ли сварка TIG?
Процесс сварки ВИГ металлов, таких как нержавеющая сталь, сопряжен с несколькими векторами риска.
- Испускаемый ультрафиолетовый свет вреден для глаз и кожи.
- Расплавленный металл выделяет молекулы металла и озона, вредные для дыхания.
- Защитный газ может вытеснять кислород и вызывать головокружение, тошноту или обморок.
- При сварке TIG используется электричество, которое может быть опасным при неправильном обращении.
Каждая из опасностей сварки TIG и меры предосторожности, используемые для их уменьшения, обсуждаются ниже.
1. Защита глаз при сварке TIG
Дуга, образующаяся при сварке TIG, испускает УФ (ультрафиолетовое) и ИК (инфракрасное) излучение, которое поглощается роговицей и может достигать даже сетчатки глаза. УФ-излучение, испускаемое любой электродуговой сваркой, значительно интенсивнее солнечного света.
Для защиты глаз при сварке TIG используется сварочная маска. Шлем имеет затемненное окно перед глазами, называемое блендой. Тени защищают роговицу глаз от фотокератита или «дуговой дуги» — повреждения, вызванного слишком большим количеством УФ-излучения. Всего несколько секунд воздействия приведут к «дугообразному глазу», хотя симптомы могут не ощущаться в течение нескольких часов.
В дополнение к защите глаз сварочная маска защищает лицо и шею сварщика от УФ-излучения, которое может вызвать серьезные ожоги кожи.
К счастью, за исключением крайних случаев, дугу можно лечить с помощью глазных капель, болеутоляющих средств и ограничения дальнейшего воздействия света (темные комнаты, солнцезащитные очки и т. д.) до улучшения симптомов. Повторное воздействие было связано с катарактой.
2. Защита кожи при сварке ВИГ
Кожа реагирует на воздействие высоких уровней УФ-излучения при сварке ВИГ. Со временем это вызовет эквивалент солнечного ожога от слишком долгого пребывания на солнце.
Как и солнечные ожоги, ожог кожи при сварке ВИГ вызывается чрезмерным воздействием УФ-излучения. Однако, в отличие от солнечных ожогов, последствия сварки TIG могут проявиться всего за 15 минут.
Последствия отравления УФ-излучением кожи хорошо известны. Ультрафиолетовое излучение увеличивает риск возникновения трех типов рака кожи: меланомы, базально-клеточной карциномы и плоскоклеточной карциномы.
К счастью, решение простое. Помимо защиты глаз, головы и шеи от сварочного шлема, во время сварки TIG следует использовать перчатки и рубашки с длинными рукавами.
3. Поражение электрическим током при сварке ВИГ
Поскольку при сварке ВИГ используется электричество, можно предположить, что поражение электрическим током может представлять опасность. Некоторые сварщики, использующие TIG, испытали шок. Однако из-за используемых низких напряжений практически невозможно получить удар током во время сварки TIG.
Самой большой опасностью поражения электрическим током при сварке TIG является вода. Следует избегать сварки под дождем, в среде с высокой влажностью или даже при капании пота. Влажная кожа является проводником. Таким образом, лучший способ избежать поражения электрическим током во время сварки TIG — держать как минимум перчатки и сапоги сухими.
4. Сварочный дым TIG
Небольшим, но токсичным побочным продуктом сварки TIG является образование озона, наночастиц (менее 100 нм) и выделение газов из расплавленного металла. Наночастицы особенно вредны для здоровья человека из-за их способности проникать внутрь дыхательной системы и попадать в кровоток.
Всестороннее исследование побочных продуктов сварки TIG, проведенное Швейцарским национальным научным фондом, показало, что студенты-сварщики подвергались воздействию высоких концентраций алюминия, вольфрама, кремния, натрия, магния и церия, которые испарялись при сварке металла. сварные, присадочный стержень и электрод. Однако количество каждого произведенного элемента зависело от навыков сварщика. Большинство частиц образовалось, когда электрод коснулся металла или присадочного стержня. С обучением это уменьшилось.
Одним из всегда присутствующих химических веществ был озон (O3). Даже относительно небольшое количество озона может вызвать боль в груди, кашель, одышку и раздражение горла. Это также может усугубить хронические респираторные заболевания, такие как астма, и поставить под угрозу способность организма бороться с респираторными инфекциями.
Исследование показало, что даже в проветриваемом помещении воздействие превышает средние значения, обнаруженные в загрязненном транспортом воздухе. Они также обнаружили, что 15 часов сварочного дыма TIG были эквивалентны выкуриванию одной сигареты.
Все это побудило некоторых исследователей в области здравоохранения заявить о связи между сваркой TIG и раком.
Хотя долгосрочные последствия для здоровья от воздействия многих химикатов и частиц при сварке не согласованы, самым безопасным решением будет сварка только в хорошо проветриваемом помещении и соблюдение надлежащей техники сварки.
5. Воздействие защитного газа при сварке TIG
При сварке TIG используются аргон, двуокись углерода и другие инертные защитные газы, которые могут быть опасны, если они вытесняют кислород в замкнутом пространстве. Например, сварка может потребоваться внутри контейнера из нержавеющей стали или на длинных участках промышленных труб. Даже при небольших сварках TIG сварщик находится всего в нескольких дюймах от шлейфа защитного газа, окружающего заготовку. Если не принять меры, сварщик и обслуживающий персонал поблизости могут подвергнуться воздействию скопившегося облака аргона или углекислого газа.
Если безопасность не является приоритетом для сварочного персонала, люди в этом районе подвержены воздействию как высокого уровня защитного газа, так и кислородного голодания.
Эффекты повышенных уровней аргона и углекислого газа схожи. Оба газа без запаха и вкуса. Высокие уровни воздействия могут привести к головокружению и тошноте, в конечном итоге с последующей потерей сознания и смертью. Смерть также может наступить в результате замешательства, вызванного тем, что сварщик не может спасти себя. В 1994 году помощник сварщика задохнулся, войдя в участок нефтепровода, заполненный аргоном для сварки.
Изделия для обеспечения безопасности сварки TIG
Аварийный сигнал низкого содержания кислорода
OSHA определяет воздух, содержащий менее 19,5% кислорода, как кислородно-недостаточный. Хотя OSHA не имеет допустимого предела воздействия (PEL) для аргона, при наличии достаточного количества аргона уровень кислорода может снизиться до 19,5% или меньше. Таким образом, безопасные уровни аргона можно контролировать с помощью аварийной сигнализации истощения кислорода. часов рабочего дня (средневзвешенное по времени или TWA). Если для сварки используется смесь аргона и углекислого газа, рекомендуется использовать комбинированную сигнализацию уровня CO2 и кислорода.
Индивидуальный монитор кислородной безопасности
В тех случаях, когда сварка TIG выполняется на заводе, рекомендуется местная система вытяжной вентиляции, включающая вытяжку и канальный вентилятор. В тех случаях, когда сварщик работает вне площадки или в закрытом помещении, он должен использовать персональный кислородный монитор безопасности или, в самых экстремальных условиях, использовать дополнительный воздух для дыхания.
Монитор продувки аргоном сварки TIG
Чтобы убедиться в отсутствии кислорода в точке сварки, монитор продувки сварки TecPen обеспечивает точные измерения до 0% кислорода для обратной продувки аргоном во время сварки.
В качестве анализатора следовых количеств кислорода TecPen Weld Purge Monitor чаще всего используется для проверки заполнения аргоном во время сварки труб из нержавеющей стали или титана, когда требуется рентгеновская проверка сварных швов или невозможно осмотреть обратную сторону сварных швов.
Узнайте больше о мониторах продувки для сварки TIG и MIG.
Монитор продувки сварных швов TecPen идеально подходит для сварки TIG нержавеющей стали или титана.
Фото автора Энгин Акюрт: Pexels
Сварка аустенитной нержавеющей стали. Часть 2
Предыдущая статья Job Knowledge , № 103, касалась металлургии аустенитных нержавеющих сталей и некоторых проблем сварки, с которыми можно столкнуться.
Аустенитные нержавеющие стали можно сваривать всеми имеющимися на рынке сварочными процессами. Для большинства аустенитных сплавов доступны соответствующие присадочные металлы, за исключением отсутствия присадочного металла типа 304 (этот сплав обычно сваривают с присадочным металлом типа 308) и припоя типа 321 из-за проблем переноса. титан по дуге. Стали типа 321 обычно свариваются с присадкой типа 347.
В документе Job Knowledge 103 также упоминалось, что аустенитные нержавеющие стали представляют собой металлургически простые сплавы, и на механические свойства при комнатной температуре изменения в процедуре сварки не оказывают существенного влияния. Однако увеличение содержания кислорода и феррита снизит ударную вязкость при криогенных (~-196°C) температурах.
Электроды для ручной дуговой сварки с основным покрытием с контролируемой короткой длиной дуги и основными агломерированными флюсами для дуги под флюсом необходимы для обеспечения наилучшей ударной вязкости при использовании процессов дуговой сварки. Сталь и присадочный металл следует выбирать с как можно более низким содержанием феррита, скажем, от 1 до 3% для достижения наилучших результатов испытания по Шарпи-V.
И наоборот, для наилучшего сопротивления ползучести следует выбирать сталь класса «Н» и использовать электроды с рутиловым или кислотно-рутиловым покрытием и дуговые флюсы для погружения в кислоту. Они улучшают сопротивление ползучести за счет увеличения содержания титана и ниобия в металле сварного шва, образуя большую концентрацию карбидов, укрепляющих зерно.
Сварка корневого шва методом TIG (GTAW) всегда должна выполняться с обратной продувкой инертным газом для предотвращения потери хрома (и, следовательно, коррозионной стойкости). Для этой цели обычно используется аргон. Азот можно использовать, но существует риск того, что наплавленный металл поглотит азот, в результате чего он станет полностью аустенитным и чувствительным к горячим трещинам.
Двумя характеристиками аустенитных нержавеющих сталей, которые отличают их от ферритных сталей, являются коэффициенты теплопроводности и расширения. Аустенитные нержавеющие стали имеют низкий коэффициент теплопроводности, примерно в 1/3 меньше, чем у ферритной стали при комнатной температуре, и коэффициент теплового расширения примерно на 30% больше, чем у ферритной стали.
Более высокое расширение в более узкой ЗТВ приводит к более высоким остаточным напряжениям и большей деформации. Это особая проблема при изготовлении тонких листов, где достижение желаемых допусков на размеры может быть чрезвычайно трудным и дорогостоящим. Использование методов ускоренного охлаждения, таких как медные охладители или замораживающий газ (жидкий CO 2 типичным примером этого подхода является метод низкого напряжения без искажений) использовались для снижения искажений до приемлемого уровня.
Одной из основных причин использования аустенитной нержавеющей стали является ее коррозионная стойкость. Хотя это в первую очередь зависит от содержания хрома в стали, углерод также оказывает серьезное, но неблагоприятное воздействие, приводящее к форме коррозии, известной как межкристаллитная или межкристаллитная коррозия (ICC), или разрушению сварного шва, локальному эффекту, ограничивающемуся ЗТВ.
Карбиды, присутствующие в ЗТВ аустенитной нержавеющей стали, растворяются при нагреве и восстанавливаются при охлаждении во время теплового цикла сварки. К сожалению, эти новые осадки образуются преимущественно в виде карбидов хрома на границах зерен, истощая запасы хрома в области, непосредственно прилегающей к границе, что приводит к локальной потере хрома и снижению коррозионной стойкости. Если образуется достаточное количество карбидов хрома, это приводит к образованию сетки стали вдоль границ зерен, чувствительной к коррозии; сталь была сенсибилизирована. Эта сенсибилизация происходит в зоне ЗТВ, в которой наблюдались температуры от 600 до 9°С.00°C и время, которое может составлять всего 50 секунд.
Существует несколько способов преодоления этой трудности. Термическая обработка на твердый раствор (1050°C с последующей закалкой водой) повторно растворяет карбиды, и они остаются в растворе при быстром охлаждении. Хотя это устранит обедненные хромом области, обработка раствором сложных сварных конструкций редко бывает практичной.
Наиболее очевидным альтернативным методом является снижение содержания углерода. Это имеет два полезных эффекта:
- Чем ниже содержание углерода, тем больше времени требуется для образования карбидов. При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода требуемое время составляет около восьми часов, что маловероятно при сварке!
- Чем ниже содержание углерода, тем меньше карбидов образует непрерывную сеть, обедненную хромом. Следовательно, марки «L», типа 304L или 316L, предпочтительны там, где требуется наилучшая коррозионная стойкость.
Еще один метод заключается в добавлении легирующих элементов, которые вместо хрома образуют карбиды; таким образом, были разработаны стабилизированные марки 321 и 347, содержащие соответственно титан и ниобий.
Титан и ниобий являются очень сильными карбидообразователями, которые осаждают карбиды при более высоких температурах, чем те, при которых образуются карбиды хрома, поэтому углерод не может реагировать с хромом. Однако даже эти стабилизированные марки могут подвергаться коррозии в очень узкой полосе вблизи линии сплавления (так называемая коррозия по линии ножа) в присутствии горячих кислот. Это связано с более высоким и более ограниченным температурным диапазоном растворения карбидов ниобия или титана. Решение, как указано выше, состоит в том, чтобы ограничить содержание углерода максимум до 0,03%.
Сварочные материалы также должны выбираться с низким содержанием углерода, если требуется наилучшая коррозионная стойкость. Большинство расходных материалов для дуговой сварки содержат менее 0,03% углерода, но существуют присадочные металлы с содержанием углерода до 0,10%; их следует использовать только для сварки стали марки «H», где требуется хорошее сопротивление ползучести.
Хотя сварка MAG (GMAW) часто используется, следует помнить, что при использовании смесей аргон/CO 2 возможен нагар, особенно если сварка выполняется в режиме переноса погружением. Поэтому смеси аргон/2% кислорода обычно предпочтительнее там, где требуется наилучшая коррозионная стойкость, но смесь аргон/10% CO 2 /2% кислорода — хороший компромисс, который можно использовать для широкого спектра применений.
Другая серьезная проблема, возникающая при эксплуатации аустенитных нержавеющих сталей, связана с коррозионным растрескиванием под напряжением. Это может быть вызвано растворами сильных щелочей, но в первую очередь виноваты галогениды (хлориды, фториды и бромиды). Растрескивание происходит в областях с высоким напряжением, как следует из названия, и поэтому не ограничивается только сварными швами, но именно в сварных швах и рядом с ними обнаруживаются напряжения, приближающиеся к пределу текучести металла, и это представляет особую проблему.
Растрескивание носит трансгранулярный характер, и скорость его распространения может быть очень высокой при идеальных условиях. Например, в горячих концентрированных растворах хлоридов проникновение в тонкие листовые детали может произойти в течение нескольких минут. Однако чем ниже температура и/или концентрация кислоты, тем соответственно медленнее скорость распространения трещины. Поэтому аустенитные нержавеющие стали обычно не используются там, где присутствуют галогениды. Даже в этом случае коррозионное растрескивание под напряжением (SCC) может произойти из-за загрязнения либо продукта в трубе или сосуде, либо снаружи морской водой, особенно там, где жидкость может концентрироваться в щелях.
Единственным решением, позволяющим исключить вероятность SCC, является снятие напряжения со сварного шва при температуре от 700 до 900°C. Следует помнить, что:
- это может повысить чувствительность стали, поэтому следует использовать только марки с низким содержанием углерода и
- сталь может охрупчиваться из-за образования сигма-фазы (см. Знания о работе 103 ) при более низких температурах термообработки.
К снятию местного напряжения следует подходить с осторожностью, поскольку градиенты температуры могут привести к возникновению напряжений за пределами нагретой полосы; Поэтому могут потребоваться более широкие полосы нагрева и более строгий контроль градиентов температуры, чем это требуется по спецификациям или кодам. Обработка раствором (замачивание при температуре 1050°C с последующим очень быстрым охлаждением, в идеале закалка водой) устраняет все остаточные напряжения, избегая при этом как сенсибилизации, так и охрупчивания, но редко применима для сварных узлов.
В качестве альтернативы можно выбрать более прочную сталь; молибденовые подшипники марки 316 лучше, чем марки 304 или 321. Ферритные нержавеющие стали ( Job Knowledge 101 ) не восприимчивы к SCC хлоридов.
Эта статья была написана Джин Мазерс .
Руководство по сварке нержавеющей стали
Трудно ли сваривать нержавеющую сталь? Во втором уроке по процессам сварки и их применению наш инструктор по сварке Том знакомит нашего ученика Пола с различными аспектами сварки нержавеющей стали. Как и со многими подобными предметами, с этой темой связаны мифы, некоторые из которых основаны исключительно на незнании того, что такое «нержавеющая сталь».
Том: Начнем с самого начала. Как вы думаете, можно ли дуговой сваркой нержавейки? Если да, то какие процессы, по вашему мнению, вы можете использовать?
Пол: Ну, я знаю, что такие предметы, как цистерны для молока, сделаны из нержавеющей стали, и они сварены, так что да, вы должны уметь дуговую сварку. Что касается процессов, я полагаю, что можно использовать большинство, если не все распространенные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» — это не просто один «металл». Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе подходящего сварочного газа. Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на их долю приходится около 70% всех производимых нержавеющих сталей, свариваемость хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими характеристиками при высоких температурах, поэтому их используют для выхлопных газов, каталитических нейтрализаторов и т. д. Мартенситные марки намного труднее сваривать, но обладают высокой прочностью и используются для шасси автомобилей, железнодорожных вагонов и т. д. Наконец, дуплексные марки обладают лучшими свойствами как аустенитных, так и ферритных марок, сочетая в себе высокую прочность и высокую коррозионную стойкость, и используются на химических предприятиях, где целостность сварного шва имеет решающее значение
Сварка в ограниченном пространстве
Пол: Одна из областей, которую мы не рассмотрели, — это здоровье и безопасность. Есть ли серьезные проблемы со сваркой нержавеющей стали?
Том: Вы наверняка знаете, какие вопросы задавать! Проблемы во многом ничем не отличаются от проблем, возникающих при любом процессе дуговой сварки. Однако есть некоторые специфические проблемы. Любой процесс сварки будет генерировать сложную смесь металлического дыма, твердых частиц и газов. Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром – доказанный возбудитель астмы. По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть площадок, хотя и имеют адекватные средства контроля воздействия, на практике не используют их. Приведенные причины включают нежелание регулярно менять положение кожуха LEV по ходу сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Следует отметить, что во многих случаях сварка нержавеющей стали осуществляется в закрытых помещениях, например, в резервуарах. Эффективность некоторых используемых процессов зависит от инертных газов. Однако, если задача не будет тщательно спланирована, сварочные газы, такие как аргон, двуокись углерода, азот и гелий, могут вытеснить воздух в закрытых помещениях. Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Иногда для преднамеренной замены воздуха используются инертные газы, чтобы предотвратить окисление сварного шва или снизить риск возгорания. Газы также могут накапливаться, поскольку они используются в процессе сварки. Если вы не соблюдаете безопасную систему работы и попадаете в зону, где имеется большое количество инертного газа, вы рискуете умереть от удушья. Если количество инертного газа достаточно велико, вы не будете кашлять, отплевываться, задыхаться или чувствовать одышку, вы просто потеряете сознание. Это происходит так быстро, что вы не сможете спасти себя. Если инертный газ лишь частично заменил воздух, вы можете почувствовать сильную слабость, усталость и спутанность сознания. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода. Если вас не спасут и вы не начнете дышать обычным воздухом в течение нескольких минут, вы, скорее всего, потеряете сознание и в конце концов умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Пол, вас не должно смущать то, что я вам только что сказал. Как и в любом производственном процессе, девизом является «ЗАБОТА»; это постоянно заботиться о себе, чтобы работать правильно, заботиться о своем благополучии, а также о благополучии окружающих. Сделайте это, и вы будете в безопасности.
Том: Можно использовать все распространенные процессы дуговой сварки – MMA, MIG/MAG, TIG, плазма и т. д., но вы обнаружите, что в большинстве случаев обычно выбирается сварка TIG.
A. Сварка нержавеющей стали TIG
Том: Газовая дуговая сварка вольфрамовым электродом (GTAW) или сварка вольфрамовым электродом в среде инертного газа — просто два разных названия одного и того же процесса — является наиболее часто используемым процессом. Согласно опросу, проведенному Управлением по охране труда и технике безопасности Великобритании (небольшой обзор воздействия дыма при сварке нержавеющей стали, Matt Coldwell & Chris Keen — Research Report RR770), на сварку TIG и MIG приходится около 90% сварки. Это связано с универсальностью и высококачественным сварным швом, который получается не только с качеством сварного шва, но и с его законченным внешним видом. Как вы уже знаете, при сварке TIG обычно используется меньший ток, тем самым уменьшая подвод тепла к основному металлу, в сочетании с возможностью добавления присадочного металла в сварочную ванну все вместе делает ее пригодной для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов в гораздо более толстый материал. В то время как обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором наполнитель не добавляется.
B. Сварка нержавеющей стали MIG/MAG
Пол: Что насчет сварки MIG?
Том: Дуговая сварка металлическим газом (GMAW) или сварка металлом в среде инертного газа/металла в активном газе (MIG/MAG), представляющая собой полуавтоматический процесс, может использоваться как в ручном, так и в автоматизированном режиме. В этом процессе используется сплошной проволочный электрод и защитный газ, богатый аргоном, обычно в ситуациях с высокой производительностью либо в режиме переноса металла с коротким замыканием для тонкого материала, либо в режиме струйной дуги для более толстых применений. Для позиционной сварки источники питания, генерирующие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
C. Сварка нержавеющей стали порошковой проволокой
Пол: Разве некоторые сварщики не используют порошковую сварочную проволоку? Если да, то каковы преимущества?
Том: И снова ты прав. Это вариант процесса MIG/MAG, в котором вместо сплошной проволоки в том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную либо флюсом (FCW), либо металлическим порошком (MC). Поставщики предлагают два варианта — один для сварки во всех положениях, а второй — для сварки сверху вниз. Вы не только получаете более высокую скорость наплавки, но и значительно сокращаете объем очистки после сварки. Опять же, в отчете HSE подсчитано, что FCW составляет не более 5% всей сварки нержавеющей стали.
D. Сварка ММА нержавеющей стали
Том: Можно легко использовать дуговую сварку металлическим электродом в среде защитного газа (SMAW) или ручную дуговую сварку металлическим электродом (ММА). Действительно, большое разнообразие покрытий электродов обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений. Следует соблюдать осторожность, если вы собираетесь использовать ММА. Наиболее широко используются электроды с кислотным рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самоотделяющийся шлак и эстетически приятный профиль сварного шва. Как правило, они используются в нижнем положении. Если вы ищете сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток, заключающийся в наличии микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не такие хорошие.
Пол: Нержавеющая сталь по определению представляет собой блестящий металл. Повреждает ли сварка это покрытие, и если да, то следует ли его удалять?
Том: Несмотря на то, что существует множество литературы по очистке нержавеющей стали после изготовления и после сварки, есть одна проблема, вызывающая вопросы, а именно «тепловое окрашивание». Это утолщение естественного оксидного слоя на поверхности нержавеющей стали в результате интерференции света. Хотя с течением времени это обесцвечивание будет сливаться с остальной частью нержавеющей стали, жизненно важно, чтобы сварочный нагревательный элемент был удален, чтобы не повлиять на полную коррозионную стойкость готового изделия. Действительно, в Своде правил инспекции по питьевой воде (Руководство по эксплуатации и Свод правил для изделий из нержавеющей стали в питьевом водоснабжении) говорится, что «для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, щелей, загрязнения и, по крайней Нагреватели сварных швов более насыщенного цвета, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой!»
Пол: Каково влияние различных сварочных газов?
Том: Существует множество заблуждений относительно роли защитных газов при сварке. Многие считают, что именно электрод определяет качество конечного сварного шва. В значительной степени это верно, но, выбрав правильный газ, можно получить значительные преимущества.
Если взять этот процесс в качестве примера, сварка MIG/MAG нержавеющей стали обычно выполняется с использованием аргона или смеси на основе аргона/гелия. Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с поглощением углерода. Защитный газ общего назначения представляет собой смесь аргона с 2,5% двуокиси углерода, поскольку он обеспечивает хорошее смачивающее действие и обеспечивает гладкий шов с небольшим разбрызгиванием или без него. В случае сварки более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и углекислый газ. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим плавлением и низким уровнем армирования в сочетании с высокой скоростью сварки.
Наконец, поскольку сварка нержавеющей стали порошковой проволокой становится все более популярной, в качестве основного газа обычно выбирают двуокись углерода или газовую смесь, содержащую до 20% двуокиси углерода.