Нахлест арматуры при сварке — flagman-ug.ru
Особенности сварки внахлест
Сваривание внахлест чаще всего применяют при точечной контактной сварке. В других случаях получается слишком большой расход материалов и рабочего времени, требуется проваривать шов с двух сторон.
При соединении внахлест разделка кромок не требуется, но сами кромки должны быть аккуратно обрезаны, без заусенцев от механической обрезки или наплывов от газового резака.
Торцы кромок и прилегающие области в пределах двух сантиметров должны быть зачищены до металлического блеска, при необходимости обезжирены.
Электродуговой метод
В зависимости от положения нахлесточного соединения в пространстве, сварка должна производиться по технологиям, разработанным для конкретного вида сварочного соединения. Чтобы предотвратить появление ржавчины требуется проварить нахлестовое соединение с одной и другой стороны.
Сварку внахлест электродуговым методом обычно применяют при монтажных и сборочных работах стальных конструкций.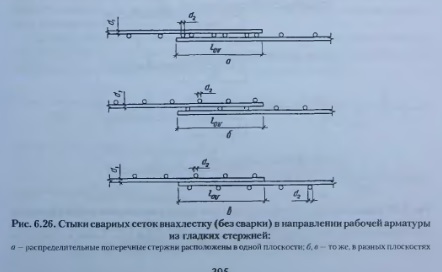
Естественно, если необходимо приварить внахлест листовую заготовку к металлическому потолку, то возникнут трудности с потолочным швом.
При сварке внахлест, в зависимости от конкретных требований, соединение заготовок производится одним или двумя швами.
Шов проходит по краю одной или другой поверхности свариваемого изделия. Технология практически исключает прожоги. Требования к краям изделия не такие жесткие, как при сварке встык.
При сборке деталей допускается некоторая нестыковка, неточности в размерах. Главное, чтобы внешние габариты соответствовали требованиям.
Простота сварки внахлест имеет и свою отрицательную сторону:
- некоторый перерасход материалов из-за того, что листы металла накладываются друг на друга, а не стыкуются;
- перерасход электродов, из-за необходимости в некоторых случаях проводить сваривание с двух сторон;
- нахлесточное соединение по прочности уступает стыковому.


При сварке внахлест шов формируется в углу, образованном торцом одной детали и боковой поверхностью другой детали. Это, по сути, соответствует угловому соединению. Поэтому к нахлесточному соединению применяют техники, использующиеся при угловых соединениях.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.
Применение к арматуре
При любом строительстве требуется армирование бетона для получения прочных конструкций. Чтобы обеспечить прочность, необходимо создавать каркасы из арматуры. Для этого проводят соединение арматуры с помощью вязальной проволоки или сварки.
Получение прочного каркаса из отдельных стержней арматуры является сложной задачей. Необходимо соблюдать технологию и множество правил.
Например, сварку арматуры внахлест используют, когда требуется все нагрузки равномерно распределить по поверхности. При этом необходимо учитывать, что нахлест применяется в местах наименьшего напряжения. Желательно брать арматурные стержни одного диаметра, при этом толщина арматуры не должна быть больше 20 мм.
Технология внахлест производится с учетом двух рельефов и швов. Сварочный процесс осуществляется аппаратом ручной электродуговой сварки.
Сварное соединение типа тавр должно иметь инвентарную форму, в ванне применяется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку не нужно.
Нахлест арматуры в строительстве в случае применения сварки разрешается только при использовании стержней марок А400С и А500С. Арматура этого класса хорошо сваривается.
Недостатком является высокая стоимость этих марок. Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Требования к технологии
По западным стандартам запрещено производить сварочный процесс в областях перехлеста арматурных стержней, независимо от их марки. По российским нормирующим документам сваривание разрешено при толщине арматуры, не превышающей 25 мм.
При сварочных работах необходимо учитывать диаметр электродов. При использовании электродов толщиной 4-5 мм, длина нахлеста арматурных стержней будет более 10 диаметров свариваемых стержней. Этого требует ГОСТ 14098 и ГОСТ 10922.
Сваривание стержней арматуры можно осуществлять внахлест электрошлаковым полуавтоматом, ручной электродуговой, ванно-шовной, контактной сваркой.
Длинные швы делают для монтажа горизонтальных и вертикальных элементов арматурного каркаса. Такое соединение позволяет использовать вариант с накладками или внахлест.
Хотя соединение внахлест производится длинными швами, допускается также использование дуговых точек. Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Длина сварного стыка накладки и арматурного прутка может быть разной. При этом допускается смещать накладки по длине. Сваривание арматурных стержней производится разнообразными фланговыми швами.
При сваривании арматурных стержней вертикального расположения необходимо на 10-20 % уменьшить сварочный ток. При использовании двусторонних швов возможно появление горячих трещин. Для предотвращения этого требуется точно соблюдать технологию сварки и правильно подбирать вид электрода.
Соединения арматуры внахлест: технологии соединения со сваркой и без использования сварочных процессов
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Также широкое распространение в последнее время получила арматура из полимерных материалов.
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:- Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
- Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
- Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.

Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
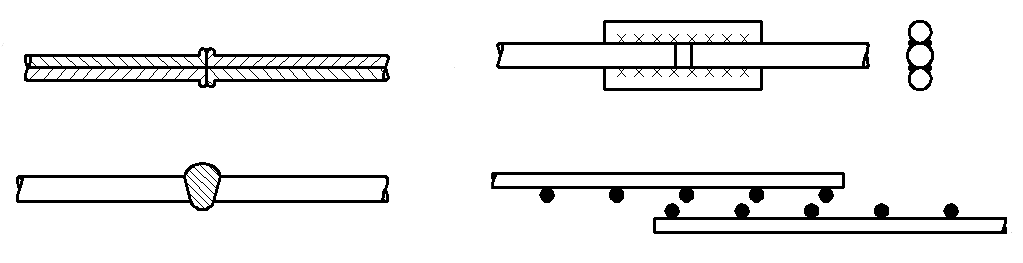
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С.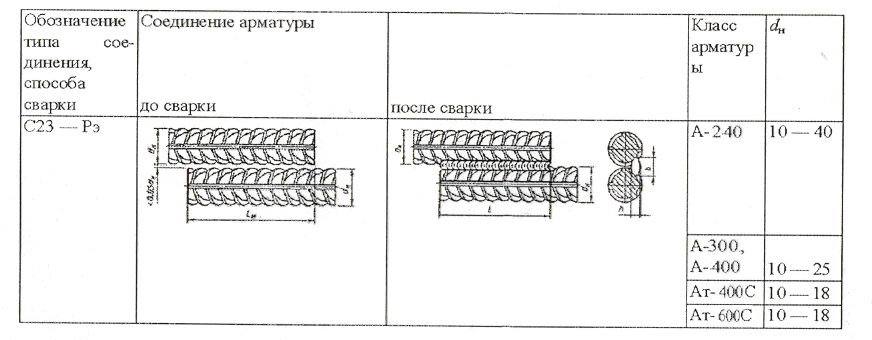 Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.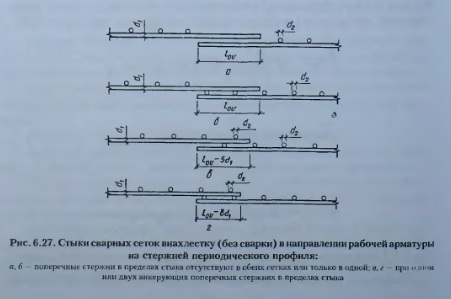
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Нахлестом рекомендовано соединять арматуру сечением не более 40 миллиметров
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости.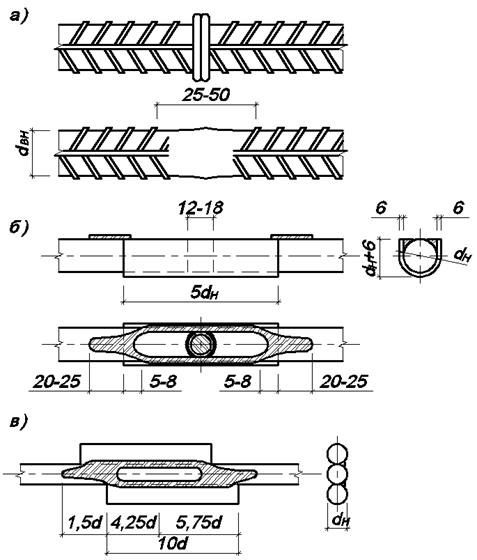 В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
Виды перехлеста арматуры и требования к выполнению соединений
Изготовление железобетонных изделий предполагает создание металлических каркасов. Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они соединяются между собой конкретными способами:
- Механический стыковый метод;
- Сварной стыковый вариант;
- Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
- Для этого способа подходят арматурные стержни не более 0. 4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
- Должны соблюдаться расстояния перепусков.
- Необходимо правильно рассчитать длинунахлеста.
 4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.
Имеет неоспоримые плюсы:
- Простота работ;
- Доступность необходимых соединительных материалов;
- Невысокая цена.
Для работы по вязанию прутов используется специальная вязальная проволока. Также можно делать «сшивание» и без нее.
При вязке внахлестку без сварки пользуются одним из способов:
- Нахлест профильных прутьев.
- Соединение арматурных стержней поперек.
- Способ загибания концов прутьев петлей или незамкнутым колечком.

Сварные и механические соединения
Механический способсостыкования арматуры имеет ряд преимуществ:
- Работа не требует много времени, а также является максимально простой.
- Расход материала идет намного меньше. Если сравнивать со способом внахлест, то здесь теряется до 30% и более материалов на перепуски.
- Каркас, собранный механическим способом, является наиболее крепким, а, значит, надежным.
- Собирать конструкцию можно в любые погодные условия, что позволит рациональнее использовать время и не ждать, допустим, когда пройдет дождь, чтобы продолжить работы.
- Прутья любого диаметра подойдут для механического состыкования, так как в гидравлическом прессе имеются съемные штампы.
Для того, чтобы начать соединять арматурные стержни механическим способом, необходимо подготовить:
- Гидравлический пресс;
- Прессованные и резьбовые муфты.
Технология монтажа:
- На конец одного из прутьев надевается муфта. Она под прессом фиксируется на стержне. То же самое проделывается для второго стержня.
- При помощи прикрепленных муфт арматурные стержни соединяются.
Сварка может осуществляться при помощи нескольких разновидностей сварочных швов:
- Протяженные;
- Многослойные;
- Точечные;
- Принудительное наложение шва.
Требования к выполнению соединений
К «сшиванию» прутьев нахлестом предъявляют некоторые требования, которые касаются:
- Длины накладки прутьев.
- Положения металлического каркаса в бетоне.
- Положения перепусков относительно друг друга.

Соединение сваркой
Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
- Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
- Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
- Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
Соединение вязкой
По нормам СНиП состыкование прутьев в местах особенно сильной нагрузки способом вязки не допустимо. Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Кроме этого, перепуски делают там, где не предполагается изгибов (поворотов). Если эти условия вязки не могут быть выполнены, то перепуск делается максимально длинным, до 90 диаметров стыкуемых прутов. Например: диаметр прута равен 36 мм, значит 90*36мм=3240мм, или 324 см, или 3,24 м.
Длина нахлеста
Величина нахлеста зависит от следующих показателей:
- Диаметра используемых арматурных стержней. Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
- Используемой марки бетона. Чем выше марка бетона, тем меньший нахлест будет нужен, даже несмотря на диаметр прутьев. Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
- Класса стали, из которой выполнены стрежни.
- Точек состыкования.
 В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.Как располагать соединения
Чтобы каркас будущего железо-бетонного изделия выдерживал большие нагрузки, необходимо правильно располагать перепуски в плоскостях конструкции. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
Сварка арматуры на заказ цена – лучшая в СПБ.
Сварка арматуры применяется, когда нужно соединить между собой несколько арматурных прутов в одну пространственную конструкцию. Такая необходимость, как правило, возникает непосредственно на месте применения арматуры.
Такая необходимость, как правило, возникает непосредственно на месте применения арматуры.
Сварка арматуры становится более технологичной альтернативой связывания арматурных прутков и соединения их посредством муфты.
При помощи арматурной сварки удаётся соединить прутья большого диаметра, что, в свою очередь, ускорить возведения металлического силового каркаса.
Сварочные работы осуществляют:
- встык
- внахлест
- перекрестно.
Ручные способ соединения арматурных прутьев используются в тех случаях, когда нет возможности задействовать стационарные станки. Например, непосредственно на строительной площадке, при производстве сельскохозяйственных работ и т.п.
Оборудование для ручной сварки арматуры отличается простотой использования, но требует от сварщика высокой квалификации и мастерства. Электродуговое сваривание арматурных прутьев позволяет соединять заготовки разного диаметра.
Однако, соединения созданные путем электродуговых сварочных работ не смогут выдержать большую нагрузку.
Сварка арматуры встык производится с использованием дополнительного оборудования, такого как ванночки для сварки. В ванне с двух сторон закрепляют концы прутов арматуры и сваривают, металл плавится внутри ванны, заполняя ее. Этот метод позволяет снизить затраты на расходные материалы и получить более прочное соединение.
Сварка арматуры внахлест также отличается большими прочностными характеристиками, чем длиннее сварочный шов, тем прочнее соединение. По необходимости, можно сделать наплавку металла.
В слесарных цехах на производственных предприятиях сварочные работы происходят в автоматическом режиме на специальном оборудовании.
Во время сварочных работ необходимо использовать специальные средства защиты (маска, спецодежда), следовать технике безопасности. Особенно, когда сварка арматуры производится на большой высоте.
Нахлест арматуры сколько диаметров. Сколько арматуры. ArmaturaSila.ru
Стыковка арматуры внахлёст
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров. Соединение арматуры внахлест осуществляется двумя способами: с помощью сварки и вязальной проволоки. Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений. Другими словами: не допускайте рядом друг с другом несколько нахлестов.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень. Во время сварки арматура нагревается. Локальный нагрев влияет на прочностные свойства в месте нагрева, ухудшая его. Поэтому логично, что вязка является более предпочтительным методом соединения.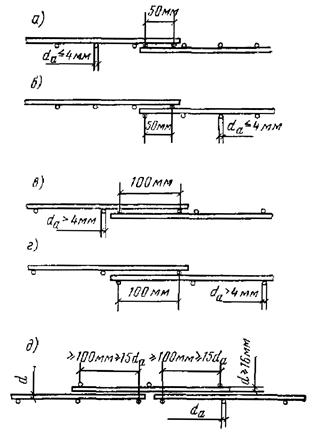 Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней. Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны. которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение. Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Армирование конструкций пространственными каркасами и армоблоками производится путем укладки их в полностью или частично установленную опалубку. Предварительно выправляют и выверяют по проекту арматурные выпуски основания и наносят разбивочные оси. Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Арматурные стержни, сетки, каркасы и другие элементы при установке в конструкцию соединяют на сварке (электродуговая и контактная), связывают проволокой, закрепляют пружинными или пластмассовыми фиксаторами.
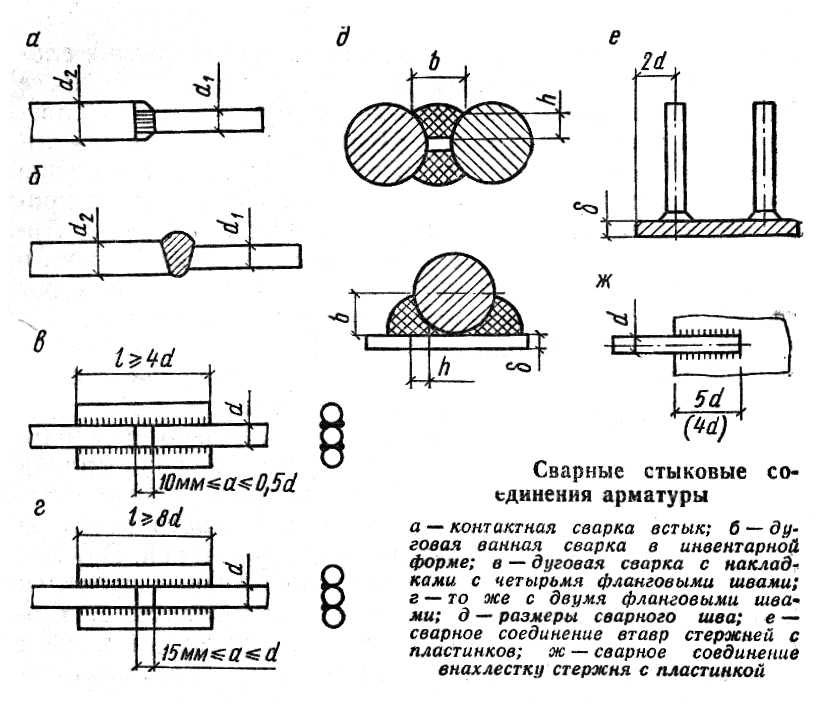
Рис. 6.12. Способы соединения арматурных стержней. а — стыковка стержней ручной электродуговой сваркой: I — с накладками и двусторонними швами; II — то же, с односторонними швами; III — внахлестку; б — дуговая сварка с принудительным формированием шва крестообразных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г — контактная точечная сварка при соединении стержней внахлестку; д — то же, при крестообразном соединении; е — вязка проволокой пересечений стержней: 1 — в начале сваривания: II — то же, в конце; I — соединяемые стержни; 2 — круглые накладки; 3 — электроды; 4 — инвентарные (медные или графитовые) формы; 5 — вязальная проволока; ж — соединение стержней в пересечениях пружинными фиксаторами: I — заводка фиксатора; II — фиксатор в рабочем положении; I — пружинные фиксаторы; з — пластмассовые фиксаторы: I — соединение параллельных стержней; II, III — то же, пересекающихся стержней
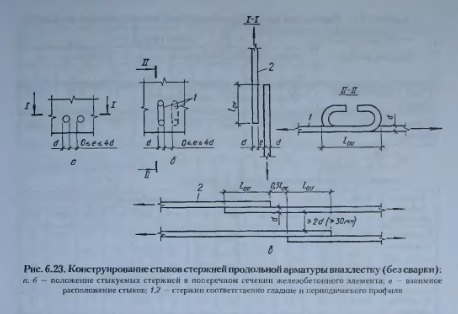
Условные обозначения: h — величина осадка стержней; а — толщина соединения; в’ и в — вмятины соответственно нижнего и верхнего стержней; г — грат; d’ и d — диаметры соответственно нижнего и верхнего свариваемых стержней; lн — длина нахлеста
Соединение стержней по длине электродуговой сваркой (кроме стыковой сварки) делают внахлестку или с накладками (рис. 6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
Для выполнения крестообразных соединений арматурных стержней диаметром более 10 мм применяют ручную дуговую электросварку в медных или графитовых формующих элементах (рис. 6.12, б).
Контактная сварка используется для соединения арматурных стержней как по длине, так и поперек. При соединении по длине концы стержней сначала накладывают одни на другой внахлестку на 1..1,5 диаметра арматуры, а затем в процессе сварки осаживают до соосного положения стержней (рис.6.12, г). При крестообразном соединении величину осадки стержней принимают около 0,5 диаметра стержня с меньшей площадью (рис. 6.12, д). Контактную сварку выполняют с помощью мобильных стыковых машин.
Ручную вязку арматуры проволокой применяют при небольших объемах работ или в случаях, когда контактная и дуговая электросварка не допускается. Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
С целью ускорения соединения стержней применяют пружинные проволочные фиксаторы диаметром 1,6. 2,8 мм, с их помощью выполняются одно- и двусторонние соединения (рис. 6.12, ж).
В ЦНИИОМТП разработаны способы соединения параллельных и пересекающихся стержней с помощью пластмассовых фиксаторов (рис. 6.12, з), которые одновременно фиксируют толщину защитного слоя бетона.
Для обеспечения требуемой толщины защитного слоя при армировании в качестве фиксаторов используются прямоугольные плитки из бетона или раствора, арматурные упоры, подставки и др.
В предварительно напряженных железобетонных конструкциях для армирования применяют стержни, проволоку и пакеты из нее, проволочные пучки и канаты. Используют два способа натяжения арматуры: на упоры и на бетон. В условиях строительной площадки чаще всего производят натяжение на бетон. При этом способе применяют арматуру из пучков проволоки. Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10. 15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10. 15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Предварительное натяжение арматуры резервуаров и других цилиндрических сооружений производят специальными навивочными машинами, которые обтягивают арматурой стенки сооружений снаружи после набора бетоном проектной прочности. По окончании навивки арматуры наружные поверхности стен торкретируют или штукатурят высокопрочным цементным раствором.
Части зданий
По какому ГОСТу вяжется арматура
Вязка арматуры является очень важным моментом в строительсте, эта статья раскажет вам о всех подводных камнях этого ремесла. Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
В частном строительстве арматура обычно используется при выполнении ленточного фундамента. Самостоятельно вязать ее довольно сложно, поэтому лучше найти двух помощников, которые знают, по какому ГОСТу вяжется арматура. Один человек будет помогать вязать арматуру, а второй будет забирать готовые конструкции и укладывать их в опалубку.
Арматурные стержни перед началом вязки доставляют на строительную площадку. Здесь их режут по определенному размеру. Обычно для монолитного ленточного фундамента используют арматурные короба квадратного сечения, длина сторон которого составляет 40 см. Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Арматуру связывать в принципе не очень трудно, но все-таки для этого требуется определенный опыт. Недаром вязальщик арматуры является отдельной профессией. Для вязки используют специальный инструмент, который называется крючком для вязки арматуры.
Вязка арматуры – это организованный процесс, требующий соблюдения очередности вязки. В первую очередь элемент надо подготовить к монтажу. Если необходимо, то его очищают и выпрямляют. Затем стропуют и подают в зону вязки, где его устанавливают в проектное положение и только потом начинают вязать.
Вязку выполняют с помощью металлической проволоки определенного диаметра или монтажными крюками. При этом стержни складываются накрест, а затем их стыки связываются в середине и по краям. Вязку можно делать вручную или с помощью специального пистолета.
Последний вариант является более оптимальным, поскольку выполняется в автоматическом режиме и значительно экономит время. Ручная вязка арматуры выполняется специальным крючком. Главный недостаток этого способа – большие затраты времени.
Поэтапное изготовление арматурного короба поможет вам узнать, как правильно вязать арматуру:
Вязальный крючок берем в правую руку, а в левую – проволоку, сложенную в два раза.
Пропускаем проволоку под стержень в виде петли, которую захватываем крючком.
Обматываем арматуру проволокой, а свободный конец укладываем на крючок.
Вращая крючок в правую сторону, закрепляем концы проволоки вместе.
Чтобы крепление было прочным надо сделать три оборота.
Снова делаем петлю, а крючок убираем.
Соединение закончено.
Процесс, конечно, долгий, но работа пойдет быстрее с каждым выполненным соединением!
Некоторые опытные строители советуют использовать самозатягивающиеся пластиковые хомуты, с помощь которых ручная вязка существенно облегчается и упрощается. Такие хомуты можно приобрести в любом строительном магазине.
Такие хомуты можно приобрести в любом строительном магазине.
Чаще всего вязку выполняют при строительстве небольших домов. Этот метод рассчитан на небольшой вес здания, которое будет построено на такой опоре. Для многоквартирных домов для соединения арматуры используют сварку. Но этот метод имеет и ряд недостатков. Так как электрическая сварка происходит при высоких температурах, то это уменьшает прочность арматурного стержня. Сварка повышает жесткость всей конструкции, но при уплотнении бетона с помощью вибратора появляется риск потери целостности в местах стыков сварных изделий.
Совет: Не используйте сварку при вязки арматуры, так как это отрицательно влияет на срок службы конструкций.
Как вязать арматуру, чтобы сохранить целостность конструкции? Чаще всего для этого используют способ вязки с помощью проволоки или скоб при формировании каркаса. Благодаря этому способу конструкция получает достаточную прочность соединений. Это также уменьшает риск перелома арматуры после заливки и уплотнения бетона.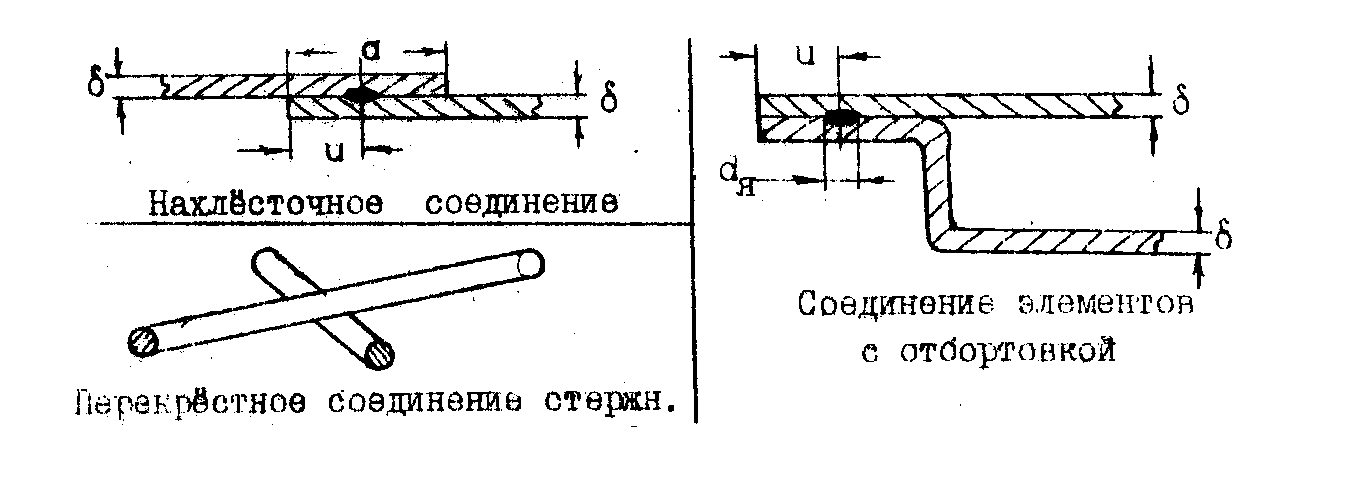
Идеальным армированием фундамента считается армирование сплошным контуром арматуры. Но для частного строительства обычно используется арматура класса А400, которую сваривать недопустимо. Как же в этом случае можно обеспечить передачу расчетных усилий от одного арматурного стержня к другому? Это возможно с помощью специальных способов соединения арматуры.
В дачном строительстве самым распространенным вариантом соединения арматуры является соединение нахлестом. Нахлест арматурных стержней должен иметь длину, обеспечивающую передачу расчетного усилия от одного стыкуемого элемента к другому. Как вяжется арматура внахлест и длина перепуска оговаривается в СНиП 52-01-2003. Согласно этому документу соединение нахлестом допустимо для арматуры, диаметр которой не превышает 36 мм.
Соседние соединения арматурных стержней по длине должны разноситься в разбежку таким образом, чтобы в одно сечение не попадало одновременно более пятидесяти процентов арматуры. Считается, что стыки находятся в одном сечении, если их центры расположены пределах данного участка. Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
В этих же нормативах рекомендуется делать свободные соединения арматурных стержней в конструкциях без предварительного напряжения. Это обусловлено тем, что бетон при свободном соединении охватывает все стороны арматурного стержня и фиксирует его надежнее, чем в том случае, когда стержни связаны проволокой, исключающей обхват по полной окружности. В любом случае длина нахлеста стержней должна быть не меньше двадцати диаметров стыкуемой арматуры, но при этом еще не меньше двадцати пяти сантиметров. При этом, в одном сечении элемента фундаментной ленты соединения могут иметь не больше половины всех арматурных стержней.
Источники: http://steel-holding.ru/poleznie-stati/stykovka-armatury-vnaxlyost.html, http://www.stroitelstvo-new.ru/1/armirovanie_1.shtml, http://1000projects.ru/page.php?see=vyazka-armatury
Комментариев пока нет!
Стыковка арматуры внахлест без сварки
Стыки стержней арматуры могут выполняться:
- при помощи электросварки (контактной или дуговой)
- либо без сварки — внахлестку.
Выбор типа стыка следует производить, сообразуясь с имеющимся оборудованием, видом арматуры, диаметром стержней, расположением стержней в конструкции, назначением конструкции и удобством укладки бетона.
Стыки отдельных стержней и стержней в каркасах рекомендуется осуществлять электросваркой.
Стыкование стержней горячекатаной арматуры диаметром до 16 мм может производиться как путем электросварки, так и внахлестку без сварки, за исключением затяжек, в которых стыки стержней должны быть сварными независимо от диаметра.
Стыковка арматуры внахлест
Стыки внахлестку без сварки рекомендуется применять при армировании железобетонных конструкций сварными сетками.
Стыки внахлестку могут применяться также для сварных каркасов и для отдельных стержней в случаях, когда сварные стыки трудно осуществимы.
Стыки внахлестку без сварки не следует располагать в местах наибольших моментов.
Стыки рабочей арматуры внахлестку без сварки, применяемой как в виде сеток и каркасов, так и в виде отдельных стержней, должны располагаться вразбежку.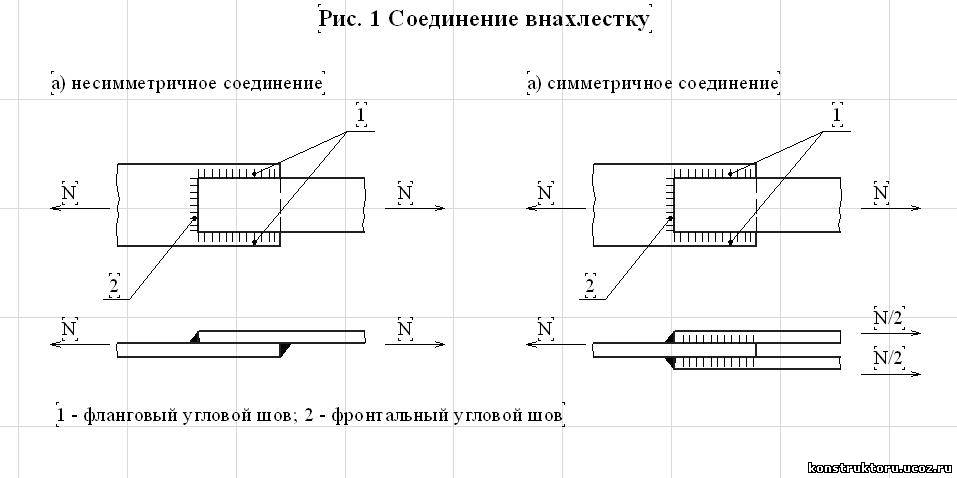
В колоннах, постоянно работающих на сжатие, а также при внецентренном сжатии в сечениях, где эксцентриситет продольной силы еп не превышает величины 0,2h (h—высота поперечного сечения), допускается стыковать в одном сечении всю арматуру.
По длине стыка стержней периодического профиля (горячекатаных и холодносплющенных) внахлестку без сварки в балочных железобетонных конструкциях и в колоннах устанавливаются хомуты диаметром не менее 6,25dp с шагом не более 5dp.
Стыкование стержней арматуры внахлестку без сварки :
- а) длина нахлестки в конструкциях из тяжелого бетона должна Фыть не менее указанной в табл. 1;
- б) концы стержней арматуры гладкого профиля в растянутой зоне должны быть снабжены крюками;
- в) стержни из стали периодического профиля должны выполняться без крюков на концах;
- г) в местах стыкования стержни должны быть связаны вязальной проволокой двойными узлами в трех местах: по середине и по концам стыка.

Суммарная площадь поперечного сечення арматуры в растянутой зоне элемента, стыкуемой в одном сечении внахлестку без сварки, не .должна превышать 25% общей площади сечення арматуры. Расстояния между стыками, расположенными в разных сечениях, должны быть не менее длины нахлестки.
Стыки не должны совпадать с местами изгиба стержней.
Стыки, изображенные на рис. 3, а, б, в, могут применяться для сварных сеток из гладких стержней или стержней периодического профиля. Стыки, показанные на листе рис. 3, в, могут применяться только для сварных сеток из стержней периодического профиля.
2 — анкеровка сварных каркасов, 3 — стыки сварных сеток в рабочем направлении, 4 — стыки сеток в нерабочем направлении, 5 — стыки каркасов
Длина перепуска lн в стыках сварных сеток внахлестку должна приниматься не менее величин, указанных в табл. 2, и должна быть во всяком случае не менее 250 мм.
Таблица 1.
Наименьшая длина перепуска арматуры при выполнении стыков стержней внахлестку без сварки в конструкциях из тяжелого бетона
| Тип арматуры | В растянутой зоне | В сжатой зоне | ||
| для плит и стен | для прочих конструкций | при наличии крюков на концах стержней | при отсутствии крюков на концах стержней | |
| Горячекатаная гладкого профиля | 40d | 30 d | 20 d | 30 d |
Горячекатаная периодического профиля из стали марки Ст.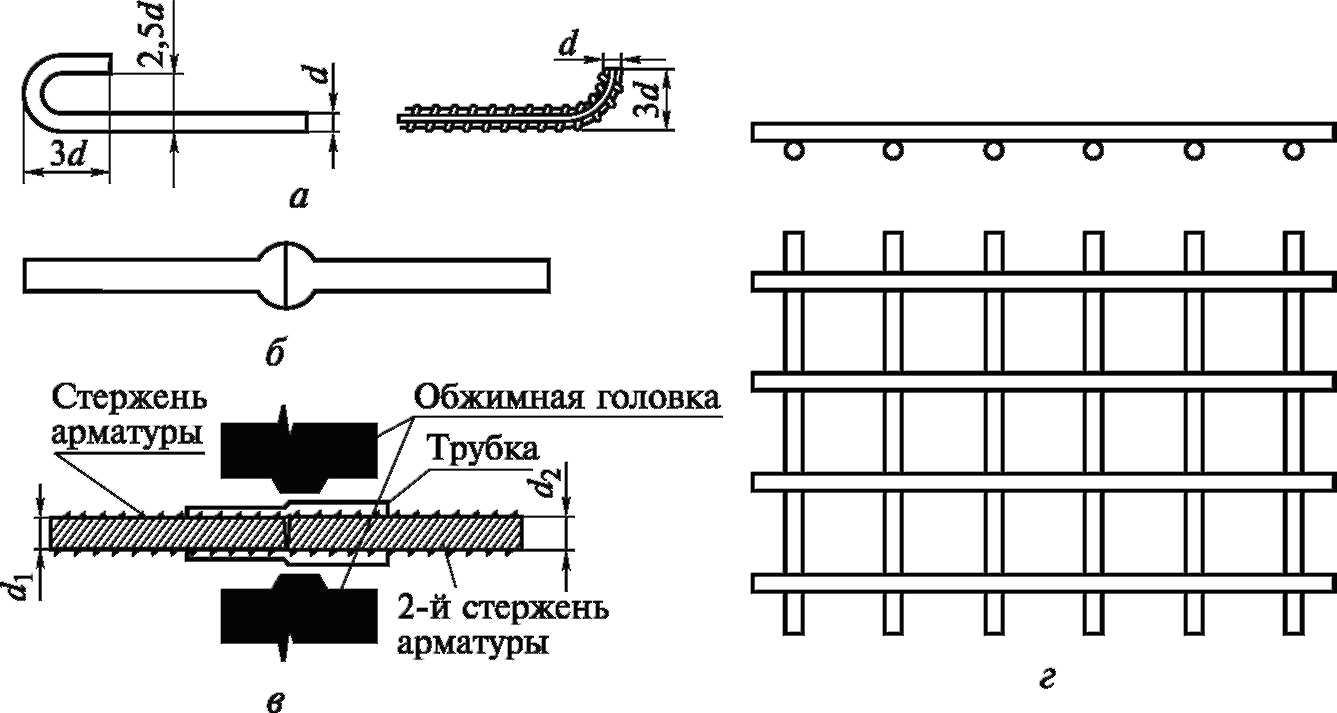 5 5 | 40d | 30 d | — | 20 d |
| То же, из стали марки 25ГС | 50 d | 40d | — | 40d |
| Холодносплющенная периодического профиля | 45 d | 35 d | — | 35 d |
Примечание. Величина d обозначает: а) для гладкой стали — фактический диаметр стержня; б) для горячек :ааой стали периодического профиля — расчетный диаметр стержня, численно равный номеру профиля в) для холодно-сплющенной стали—диаметр стержня до сплющивания.
Длина перепуска (нахлестки) lн сварных сеток и каркасов из стержней диаметром до 32 мм (при стыковании внахлестку без сварки)
| Тип рабочей арматуры | Марки бетона | |||
| до 150 включнтельно | 200 и выше | |||
| в растянутой зоне | в сжатой зоне | в растянутой зоне | в сжатой зоне | |
Горячекатаная периодического профиля из стали марки Ст.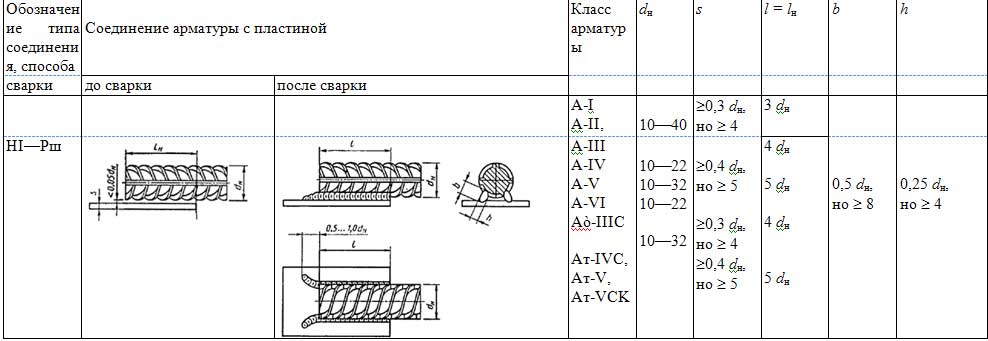 5 5 | 30d1 | 20d1 | 25d1 | 15d1 |
| Горячекатаная круглая из стали марок Ст. 3 и Ст. 0 и холодносплющенная периодического профиля | 35d1 | 25d1 | 30d1 | 20d1 |
| Из холоднотянутой проволоки, круглая из стали марок Ст. 3 и Ст. 0, подвергнутая силовой калибровке, а также горячекатаная периодического профиля из стали марки 25ГС | 40d1 | 30d1 | 35d1 | 25d1 |
Примечание, d1 — диаметр или номер профиля рабочей арматуры.
Длина перепуска арматуры диаметром 16 мм и более в элементах для легкого бетона марок 100 и 150 увеличивается на 10d1.
Стыки в рабочем направлении сварных сеток из стержней периодического профиля внахлестку (без сварки), расположенные в растянутой зоне, могут осуществляться без приварки поперечных стержней на длине стыка. Поэтому рабочие стержни рекомендуется располагать в одной плоскости, а длина перепуска lн принимается по табл. 2 с увеличением на 5d1.
Поэтому рабочие стержни рекомендуется располагать в одной плоскости, а длина перепуска lн принимается по табл. 2 с увеличением на 5d1.
Стыки сварных сеток в нерабочем направлении следует выполнять либо внахлестку с перепусками на 50 мм при диаметре распределительной арматуры d2<4 мм и на 100 мм при d2> 4 мм (рис. 4,а), либо путем укладки легких стыковых сеток с перепуском на каждую сторону на 15d2, но не менее 100 мм ( рис. 4,б). Стыкование в нерабочем направлении при помощи стыковых сеток рекомендуется при диаметре рабочей арматуры 16 мм и более. При укладке сварных сеток в двух направлениях сетки в нерабочем направлении могут укладываться без перекрывания стыков внахлестку.
Рабочие стыки сварных каркасов с односторонним расположением рабочих стержней, выполняемые внахлестку без сварки (рис. 5),
должны иметь длину перепуска не менее указанной в табл. 2. При этом в каркасе с арматурой из гладких стержней на длине стыка должно располагаться не менее трех приваренных стержней поперечной арматуры.
В балках по длине расположения стыка каркасов должны устанавливаться хомуты с шагом меньше 5d1 или корытообразные сварные сетки с таким же шагом поперечных стержней.
Стыкование в нахлестку без сварки каркасов с двусторонним расположением продольных стержней не допускается.
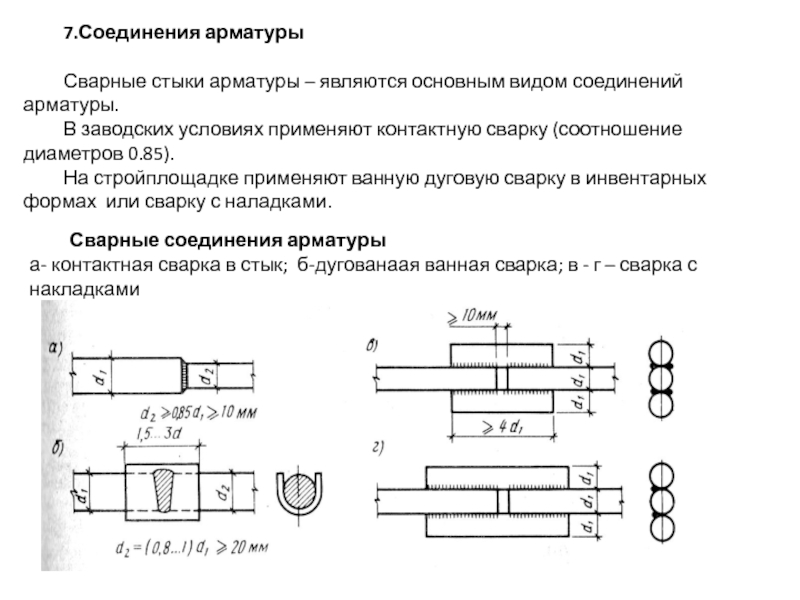
Стыковка арматуры. Сварка арматуры.Чем и как?
Сварка арматуры — это стыковка арматуры вдлину и сварка вкрест наряду с вязкой проволокой и соединением с помощью муфт для получения соединений.
Сварка арматуры производится с помощью следующих видов:
— сварка сопротивлением (контактная точечная сварка вкрест, стыковая сварка торцов )— дуговая ручная и полуавтоматическая.
Сварка сопротивлением используется только стыковка стальной арматуры и основана на законе Джоуля-Ленца, который устанавливает зависимость между нагревом в проводнике тока и самим током, протекающим по нему, а также сопротивлением проводника и временем протекания тока.И имеет следующую формулу Q=I2*R*t. Перед сваркой арматурные заготовки необходимо прижать друг к другу. В случае точечной сварки заготовки прижимаются в крест, в случае стыковой сварки арматурные прутки прижимаются вдоль центальной оси. В точке сжатия образуется контакт, обладающий сопротивлением R. На величину сопротивления влияют такие параметры, как материал арматуры, усилие сжатия, наличие ржавчины и других загрязнений.
Сварка арматуры начинается с режима сжатия. От величины сжатия зависят дальнейшие параметры сварки и, в конечном счете, величина осаждения заготовок, если это параметр, контролируемый по параметрам качества. По достижении необходимой величины сжатия подается сварочный импульс, разогревающий металл, и заканчивается проковкой, за время которой металл кристализуется с образованием прочного соединения. Величина нагрева- это тоже качественная характеристика.При недостаточном нагреве не получится требуемая прочность соединения. При избыточном нагреве снижаются механические свойства шва вследствие укрупнения зёрен в металле.
Стыковка арматуры разного диаметра производится в основном при крестообразном соединении. В этом случае параметры сварки задают по минимальному диаметру плюс 10-15 %
Сварка арматуры может производится не только вкрест, но и вдоль. В этом случае происходит стыковка арматуры внахлест или стыковка арматуры встык. При стыковке арматуры в нахлест все процессы идут также, как и при сварке сопротивлением. Причем, при проведении контактной сварки вкрест в процессе сдавливания разогретые арматурные стержни осаждаются на 12-20 % от своего диаметра.(минимально)
Для контроля результатов сварки по ГОСТ 14098-2014 следует руководствоваться данными из таб.2 .ГОСТ сварка арматуры 14098-2014
Сварка арматуры в стык производится в целях увеличения длины арматурных прутьев либо из коротышей ( в крупных заготовительных цехах, где накапливается большое количество неликвидов), либо для использования в тех изделиях, где длина арматурных прутьев превышает стандартную ( каркасы мостовых опор, например).Стыковка арматуры может производится как с помощью сварки ( сварка оплавлением или сопротивлением ), так и с помощью обжимных или резьбовых муфт. Для стыковки стальной арматуры по длине используются машины для сварки сопротивлением (до 12 мм) или оплавлением (свыше 14 мм ).
Сварка арматуры может производится с использование дуговых процессов. При дуговом способе расплавленный металл электрода с покрытием ( электроды МР 3, УОНИ 13 55 ) или сварочной проволоки (СВ08Г2С, СВ08ГС ) соединяет два и более прутка арматуры с образованием сварочного шва. Сварочный шов представляет собой сплав основного металла арматуры с металлом сварочной проволоки, которые перемешиваются в т.н. сварочной ванне.
На производствах арматура доставляется как рубленная (мерная и не мерная), так и в бухтах. Для изготовления тех или иных изделий ( плоских или объемных каркасов) арматуру необходимо выпрямить ( при поставке в бухтах) и нарубить. Для этих целей исп��льз����ется правильно отрезной станок, который позволяет при протяжке арматуры её выпрямлять и нарезать в заданный размер.
Архитектура. Бытовая техника. Канализация. Лестницы. Мебель. Окна. Отопление. Ремонт. Строительство
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | ||||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
*Расчеты выполнены компанией-поставщиком металлоизделий для промышленного строительстваDayton Superior (США). **Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
Например, для арматуры диаметром 12 мм расчетное значение длины нахлеста при максимальной нагрузке ряда на растяжение по нормам ACI 318-05 составляет 73 см при свободном соединении и 109 см при связанном соединении.
| Класс бетона по прочности | ||||
| В20 | В25 | В30 | В35 | |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 21,5 | ||||
| 28,5 | 24,5 | 22,5 | ||
| 35,5 | 30,5 | |||
| 36,5 | 33,5 | 29,5 | ||
| 34,5 | ||||
| 44,5 | 39,5 | |||
| 44,5 | ||||
| 49,5 | ||||
| 78,5 | 54,5 | |||
| 76,5 | 69,5 | 61,5 | ||
| 99,5 | 85,5 | |||
| 97,5 | ||||
| 115,5 | 98,5 | |||
| 135,5 | 123,5 | 109,5 |
| Ряд арматуры с максимальной нагрузкой на растяжение | Другие ряды арматуры | |||
| Номинальный диаметр арматуры | Межцентровое расстояние = 2 диаметрам арматуры или более (свободное соединение) | Межцентровое расстояние меньше 2-х диаметров арматуры (связанное соединение) | ||
| Величина нахлеста арматуры, см | ||||
| 13** (12) | ||||
| 19** (18) | ||||
| 29** (30) | ||||
*Расчеты выполнены компанией-поставщиком комплектующих для промышленного строительстваDaytonSuperior (США).
**Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
| Класс бетона по прочности | ||||
| Диаметр арматуры класса А400, мм | В20 | В25 | В30 | В35 |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 28,5 | 24,5 | 22,5 | ||
| 32,5 | 26,5 | |||
| 47,5 | ||||
| 44,5 | 39,5 | |||
| 66,5 | ||||
| 59,5 | 52,5 | |||
| 85,5 | 74,5 | |||
| 81,5 | 81,5 | |||
| 104,5 | 89,5 | 89,5 | 72,5 | |
| 118,5 | 101,5 | |||
| 132,5 | ||||
| 151,5 | 118,5 | |||
| 189,5 | 162,5 | 148,5 | 131,5 | |
| 201,5 | 180,5 |
*Расчеты выполнены специалистами компании поставщика металлоизделий ОАО «Инпром» и Ростовского государственного строительного университета (Ростов-на-Дону, 2010) на основании требований пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва, 2009).
Соединения соседних стержней арматуры должны быть разнесены минимум на 40 диаметров соединяемой арматуры или 1,5 длины нахлеста стержней, но не менее 61 см. В зоне стыковки нахлестом обязательно устанавливают дополнительную поперечную арматуру.
Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87] или пластиковыми хомутами.
Соединение (анкеровка) арматуры с помощью стандартного крюка или лапки
Соединение арматуры с использованием стандартного крюка (загиб конца арматуры на угол 180° – арматура класса A-II) или лапки (загиб конца арматуры на угол 90° градусов – арматура класса A-III [таблица 5.2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003].Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном.
Схема №24. Стандартный крюк и лапка для анкеровки арматуры, работающей на растяжение
Доброе утро!
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска l l , должна составлять не более 50% общей площади сечения растянутой арматуры.
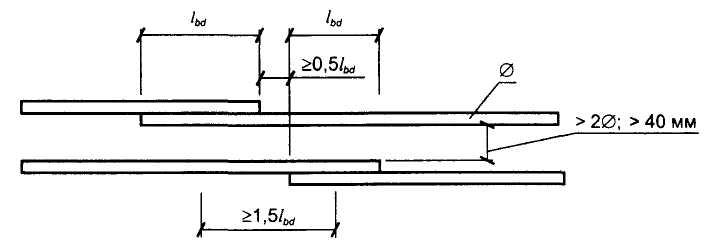
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 l l , или в осях стыков не менее 1,5 l l .
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>
Комментарии
1 2
0 #33 Иринa
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни. При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сваркиФиксация арматурных прутков электросваркой
Стыковка арматуры с использованием электрической сварки применяется в областях промышленного и специального строительства. При соединении с помощью электросварки важно добиться минимального расстояния между стержнями и зафиксировать элементы без зазора. Повышенная нагрузочная способность зоны соединения, растянутой от действия, достигается при использовании арматурных прутков с маркировкой А400С или А500С.
Профессиональные строители обращают внимание на следующие моменты:
- недопустимость применения для сварных соединений распространенной арматуры с маркировкой А400. В результате нагрева значительно снижается прочность и повышается восприимчивость к воздействию коррозии;
- повышенную вероятность нарушения целостности стержней под влиянием значительных нагрузок. Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм;
- протяженность сварочного шва и класс применяемых прутков взаимосвязаны. Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
Нормативный документ допускает при выполнении сварочных мероприятий применение электродов диаметром 0,4-0,5 см и регламентирует величину нахлеста, превышающую десять диаметров применяемых стержней.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.
С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.
При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней. Строительные нормы четко указывают размеры стыковочных участков.
На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.
Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.
Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.
При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
Технология сварки арматуры Строительство домов под ключ по низким ценам, производство окон ПВХ в Минске
Для сборных железобетонных конструкций на заводах применяют индустриальные методы. Блоки таких изделий и их закладные части соединяются с помощью электрической сварки. Арматура (как правило, это стержни круглого или периодического профиля) увеличивает сцепление с бетоном и увеличивает несущую способность конструкции.
Один из распространенных вариантов соединения, сварка арматуры внахлест, применяется только для определенного размера стержня небольшого диаметра. Слово «сварка» здесь не совсем отражает способ соединения. На нахлесты арматуры используется больше примерно на 27%, сами узлы не располагают в местах наибольшего напряжения. Непосредственная технология сварки арматуры касается контактного стыкового метода, при котором свариваемые стержни приводятся в соприкосновение и включаются в замкнутую электрическую печь.
Контактная сварка арматуры — прочное соединение любых отрезков определенного сечения
Контактная стыковая сварка проводится с высокой степенью автоматизации процесса. При замыкании цепи возникает сопротивление, которое концентрируется с большей степени на стыке стержней. Выделяемое тепло разогревает концы арматурных стержней почти до жидкого состояния. Различают прерывистое и непрерывное оплавление стержней при стыковой сварке, которое применяется для стали разных классов.
• Для стали класса A-2…A-4 используют способ прерывистого оплавления с подогревом;
• Класса A-1 — способ непрерывного оплавления, если мощность машины позволяет. В противном случае также используется способ, указанный выше.
Прежде чем стыковать концы арматуры, их необходимо правильно подготовить. Прежде всего, удалить краску и ржавчину. Затем зачистить шлаки и корки, применяя зубило и молоток.
Основные параметры для режима контактной электросварки:
• сила тока;
• длительность протекания тока;
• длина и размеры концов стержней;
• давление осадки.
Сравните цены на сварочные работы — скидки до 40%.
Стыковая сварка арматуры с оплавлением подогревом
Назначение:
• соединение отрезков арматуры с целью экономии сырья;
• приварка к рабочей арматуре отрезков;
• соединение арматурных стержней на линиях безотходной заготовки.
Одним из видов стыковой сварки является сварка с оплавлением подогревом. Вначале стержни прогреваются пропусканием электрического тока, затем получается осадка. Вся поверхность стыкуемых частей соединяется. Торцы стержней должны иметь одинаковое сечение. Соприкосновение свариваемых деталей происходит под воздействием электрического тока. Металл расплавляется в местах контактов в результате сильного разогрева, торцы оплавляются, после получения осадки на необходимую величину выключается электрический ток.
Таким образом, можно использовать почти все отходы, сваривая стержни различной длины. В качестве сварочного аппарата используются специальные машины МСС-1601УХЛ4, МС-403УХЛ4.
Методы соединения арматурных стержней
Большинство железобетонных конструкций не имеют арматурных стержней по всей длине. Производство и транспортировка длинных стержней затруднены, что ограничивает использование армированных стержней полной длины.
Метод, используемый для соединения арматурных стержней, при котором сила эффективно передается от одного стержня к другому, называется сращиванием. Целостность бетонной конструкции зависит от правильного соединения стержней арматуры.
Рис.1: Соединение арматурного стержня
Силы передаются от одного стержня к другому через связи в бетоне. Сила сначала передается бетону через соединение от одного стержня, а затем передается на другой стержень, образуя соединение через соединение между ним и бетоном. Таким образом, бетон в месте соединения подвергается высоким напряжениям сдвига и раскалывания, что может вызвать трещины в бетоне. Правильно спроектированное соединение является ключевым элементом в передаче усилий через стержни арматуры за счет создания правильного пути нагрузки.
Рис.2: Стремена в точках сращивания
Способы соединения арматуры- Соединение внахлест
- Механический соединитель
- Сварной стык
В Индии требования по сращиванию арматурных стержней описаны в IS456 cl.25.2.5. Кодекс также указывает, что сращивание изгибаемых элементов не должно происходить на участках, где изгибающий момент составляет более 50% момента сопротивления, и не более 50% арматурных стержней следует сращивать на любом данном участке.Соединение стержней должно выполняться для чередующихся стержней, если необходимо стыковать более одного стержня.
1. Соединение внахлесткуСоединение внахлест является наиболее распространенным и экономичным соединением, используемым в строительстве. Сварные стыки и механические стыки требуют больше труда и навыков по сравнению с стыковкой внахлест.
Рис.3: Соединение стержня диаметром> 36 мм
Важные моменты, которые следует учитывать при стыковке внахлест арматурных стержней:
- Перехлесты в арматуре всегда должны быть расположены в шахматном порядке.Расстояние между центрами кругов не должно быть меньше, чем в 1,3 раза требуемой длины нахлеста стержней. Притирочные стержни должны располагаться либо вертикально один над другим, либо горизонтально один рядом с другим.
- Общая длина нахлеста стержней, включая изгибы, крючки и т. Д. При растяжении при изгибе, не должна быть меньше 30-кратного диаметра стержня полной развертки L d в соответствии с расчетом, в зависимости от того, какое из значений больше.
- Длина нахлеста при прямом натяжении должна быть в 30 раз больше диаметра стержня (30) или 2 L d в зависимости от того, что больше.Соединения натяжения следует заключать в спирали из 6-миллиметровых стержней с шагом не более 100 мм. На концах натяжных стержней также должны быть предусмотрены крючки.
- Длина нахлеста на сжатие должна быть более 24 или L d на сжатие. Когда колонны подвергаются изгибу, длина нахлеста также может быть увеличена до значения напряжения изгиба, если обнаруживается, что стержень находится в напряжении.
- При необходимости притирки стержней двух разных диаметров длину нахлеста следует рассчитывать на основе диаметра стержня меньшего диаметра.
- Следует избегать соединения внахлест арматурного стержня диаметром более 36 мм. В случае, если такие стержни необходимо притереть, их следует приварить. Если разрешена сварка холодных стержней, следует соблюдать специальные инструкции, применимые к этим стержням.
- Если притирка арматурных стержней должна производиться в необычных обстоятельствах, таких как стыковка в областях с большими моментами или более 50% стержней должны быть стыкованы, необходимо предусмотреть дополнительные близко расположенные спирали вокруг притертых стержней и длины круг должен быть увеличен.
- Когда соединенные в пучок стержни должны быть соединены внахлест, необходимо стыковать по одному стержню арматуры за раз, причем стыки должны производиться в шахматном порядке.
- Если общие правила в отношении нахлестов не могут быть соблюдены в конструкции, должны быть предусмотрены специальные сварные стыки или механические соединения (п. 25.2.5.2 IS 456).
- Использование соединения внахлест вызовет проблемы с перегрузкой соединения, что потребует использования другого метода соединения. Скопление арматурных стержней создаст критические точки напряжения в стержнях, затруднит прохождение бетона, длина стыка будет недостаточной.
В механическом соединении или соединении используется муфта или втулка для соединения двух арматурных стержней. Механическое соединение — это новый вид соединения в индийской строительной индустрии.
Рис.4: Механическое соединение диаметром> 36 мм
Механическое соединение имеет много преимуществ по сравнению с традиционным методом соединения внахлест. Вот некоторые из них:
- Сплошной арматурный стержень получается за счет этого соединения муфты.Ошибки из-за неправильной длины нахлеста, как при обычном методе, избегаются.
- Уменьшен брак стали. Использование механического соединения помогает избежать длины нахлеста. Это позволит значительно сэкономить количество стали.
- В качестве дюбелей можно использовать стяжки. Это сэкономит опалубочный материал.
- Механические соединения не будут создавать заторов стали, так как притирка стержней исключена. Муфты
- обеспечивают большую гибкость для проектировщиков.
- Прочность соединения легко проанализировать в случае механического соединения по сравнению с обычным соединением внахлест.
Механические муфты — это наиболее часто используемые механические соединения для армирования. Муфты механические бывают двух типов:
- Муфты резьбовые
- Муфты безрезьбовые
Муфты с резьбой: Муфты с резьбой подразделяются на две группы:
- Конические резьбовые муфты: Конические муфты этого типа устанавливаются на один конец резьбового арматурного стержня, а прилегающий стержневой стержень присоединяется и затягивается с помощью калиброванного динамометрического ключа.Процедура проводится на месте.
Рис.5: Муфты с конической резьбой (Изображение предоставлено CSRI)
- Роликовые резьбовые муфты: в этом типе стержни, которые должны быть соединены, прижимаются набором роликов. Эти запрессованные концы соединены стяжками с совпадающими и параллельными резьбами.
Рис.6: Муфты с роликовым резьбовым соединением (Изображение предоставлено CSRI)
Муфты без резьбы: Муфты этого типа имеют множество типов, которые используются в областях, где нельзя использовать резьбовые муфты.Различают следующие типы:
- Муфты на болтах
- Муфты для сварки трением
- Муфты сварные
- Обжимные муфты
Рис.7: Обжимная муфта (Изображение предоставлено Incon)
В основном нерезьбовые муфты используются в ремонтных работах, а не в новых строительных работах. Они дороже по стоимости по сравнению с резьбовыми муфтами и поэтому не используются широко. Муфты, используемые для этого процесса, громоздки, а процесс установки идет медленно.
3. Сварное соединениеСварное соединение обычно не используется, так как оно может повлиять на прочность арматурных стержней. При сварке стыков соблюдаются особые условия и правила.
- Сварное соединение применяется для арматуры диаметром более 36 мм.
- Если нет квалифицированной рабочей силы, метод следует избегать
- Этот метод применяется в областях, где имеется скопление арматуры и требуется большая моментная сила.
- Если мы используем прутки с плохими характеристиками свариваемости, этот метод не применяется.
Перед проведением сварного армирования необходимо пройти надлежащий химический анализ стальной арматуры, полевой контроль, качество стали и надлежащий надзор.
Рис.8: Стыковая сварка арматурного стержня
Рис.9: Сварка внахлест арматурного стержня
Как сваривать арматуру — Разъясняя науку о сварке арматуры в бетоне
Использование бетона в строительной отрасли широко распространено.Фактически, бетон — это наиболее часто используемый материал для закладки фундаментов конструкций. Независимо от того, что включает в себя строительный проект, будь то стены, столбы или плиты перекрытия, бетон является основным строительным материалом.
Каким бы распространенным ни был бетон, он очень склонен к образованию трещин и создает риск разрушения конструкций. Бетон крепок на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повысить предел прочности бетона на разрыв, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте.Это достигается за счет создания железобетона, что достигается за счет заделки арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые ваши вопросы о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь. Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует слабость бетона при растяжении и делает его прочным и достаточно прочным материалом, который можно использовать при строительстве массивных конструкций.Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычные нагрузки, которым обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому факту, что ее коэффициент теплового расширения (относительное удлинение из-за нагрева) почти равен таковому у бетона, что значительно снижает вероятность образования трещин.
Как арматура увеличивает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее частым является вопрос о том, как арматура увеличивает прочность бетона.Бетон заливается на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, закрепленный арматурой, имеет большую прочность на разрыв по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (предел прочности на разрыв), что улучшает арматуру, что делает его подходящим для любого строительного проекта.
Можно ли сваривать арматуру?
Арматурадоступна в различных размерах и марках. Некоторые сорта арматуры можно сваривать, а некоторые нет. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нет, продолжайте читать эту публикацию в блоге!
Свариваемая арматура
Согласно нормам по сварке конструкций AWS D1.4 арматура из низколегированной стали поддается сварке. Эта марка арматуры имеет соотношение стали и углерода, что делает ее пригодной для сварки. Он не только пригоден для сварки, но и после того, как он был залит бетоном, сварные швы могут оставаться вместе при значительной нагрузке.Это единственный тип арматуры, который можно сваривать без каких-либо особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению под воздействием сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварочная арматура
Сварочная арматура обеспечит жесткое и прочное структурное соединение, которое не только обеспечит возможную транспортировку арматурных матов и каркасов, но также обеспечит необходимую прочность бетонных конструкций. Сварка арматуры многими считалась трудной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура как можно точнее выполняет свою задачу.
Сварочная арматура приемлема и практична при соблюдении определенных практик и стандартов.К ним относятся:
- Выбор правильного типа арматуры
- Определение необходимости предварительного нагрева и выполнение при необходимости
- Выбор подходящего присадочного материала (сварочная проволока или пруток)
- Выбор правильного сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
Пруток из мягкой стали
Эти стержни имеют гладкую поверхность и круглую форму.Эти стержни бывают размером от 6 мм до 50 мм. Прутки из мягкой стали используются для армирования бетона, который используется только для специальных проектов. Например, они используются в ситуациях, когда стальные стержни должны входить в металлическую втулку, в дюбели в компенсаторах, на взлетно-посадочных полосах и дорогах для усадочных швов, а также для использования в спиралях колонн и т. Д. Стальные стержни из мягкой стали относительно просты. гнуть и резать без повреждений.
Деформированные стальные стержни
Как видно из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхностях.Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их предел прочности на растяжение выше по сравнению со стержнями из мягкой стали, а также ограничивает трещины, которые чаще всего появляются на железобетоне вокруг стержней из мягкой стали.
Термомеханически обработанные стержни (стержни TMT)
ПрутокTMT — это термообработанный пруток. Они обеспечивают отличную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти обработанные холодным способом стержни имеют скрученные выступы, выступы, выступы или деформации на их поверхности. Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает высокой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Сварочная способность этой арматуры составляет исключительные 100%, что является причиной ее широкого использования в арматурном бетоне.
Прочие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном.Каждый тип имеет свой набор свойств, при этом арматура из нержавеющей стали является лучшей по качеству и самой дорогой из всех типов.
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера. Необходимо определить углеродный эквивалент стали, который является мерой ее свариваемости.Стали с высоким углеродным эквивалентом хуже свариваются и, следовательно, требуют большего предварительного нагрева и наоборот.
Чтобы рассчитать углеродный эквивалент стали, вам необходимо иметь полную информацию о химическом составе стали, которая может быть указана или не указана в сертификате прокатного стана. Всегда лучше запрашивать эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор правильного наполнителя
Тип присадочного материала, который следует использовать для сварки арматуры, зависит от типа применяемого метода сварки.Для сварки арматуры можно использовать три типа сварки: SMAW- дуговая сварка защищенного металла (дуговая сварка), GMAW- газовая дуговая сварка металлическим электродом (MIG) и FCAW- дуговая сварка под флюсом.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, подходящим присадочным материалом будут электроды E9016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW подходящим наполнителем будет электрод из ER90C-XXX или ER90S-XXX.
Выбор присадки зависит от типа арматуры и метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов могут использоваться для сварки арматуры. Есть определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, — это соединения внахлест, стыковые соединения и стыки. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу.Единственное, что должен обеспечить сварщик, — это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (Ссылка: ASTM A184 / A184M — Стандартные технические условия на сварные деформированные стальные стержневые маты для армирования бетона).
Связанные вопросы
Можно ли сваривать арматуру?
Сваривать арматуру можно только в том случае, если она имеет класс W. Арматурный стержень, который можно сваривать, всегда обозначается буквой W. Если на арматурном стержне нет этого знака, он не подходит для сварки.
Что произойдет, если вы сварите в бетон неправильную арматуру?
Если вы сварите арматуру неправильной марки (высокопрочная арматура, не относящаяся к категории W), бетон будет иметь низкую прочность на разрыв и потрескается под действием напряжения и нагрузки. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 — это высокопрочный стальной сплав, который не подходит для сварки.Арматура A615 склонна к растрескиванию. Если необходимо сварить арматуру А615, необходимо ее предварительно подогреть.
Какая марка арматуры пригодна для сварки?
Низколегированная арматура, например арматура А706, поддается сварке.
Можно ли сварить арматуру в бетон?
Да, арматуру можно приваривать к бетону для образования железобетона. Однако не все марки арматуры можно сваривать со сталью. Свариваема только низколегированная арматура марки W.
Похожие сообщения:
(PDF) Механические свойства сварных деформированных арматурных стержней
http: // dx.doi.org/10.14500/aro.10059
ARO p-ISSN: 2410-9355, e-ISSN: 2307-549X
ССЫЛКИ
Achillopoulou, D., Pardalakis, T. и Karabinis, A., 2013. Исследование из
Механизмы передачи усилия в модернизированных колоннах из RC с кожухами из RC
Со сварными стержнями, подвергающимися осевому сжатию. В: 4-я Тематическая конференция ECCOMAS
по вычислительным методам в структурной динамике и инженерии землетрясений
, остров Кос, 12–14 июня 2013 г., Греция.
Алк А., Саввопулос П. и Димитров Л., 2001. Проблемы проектирования на круге
Сварные соединения арматурных стальных стержней, Греция: Механический факультет
Техника и воздухоплавание, Университет Патры.
Американский институт бетона, 2011. ACI318-11 Требования строительных норм
для конструкционного бетона и комментарии, США: 38800 Country Club Drive
Farmington Hills, MI 48331, ACI.
Американский институт стальных конструкций, 2005 г.AISC-LRFD Specification for
Construction Steel Building: Load & Resistance Factor Design, Chicago, AISC.
Американское общество испытаний и материалов, 2010. ASTM A1064M-10
Стандартные спецификации для армирования стальной проволоки и сварной проволоки, плоской
и деформированной, для бетона, США: ASTM International.
Американское общество испытаний и материалов, 2005. ASTM A184M-05
Стандартные технические условия на сварные деформированные стальные стержневые маты для бетона
Армирование, США: ASTM International.
Американское общество испытаний и материалов, 2010. ASTM A370-10 Стандарт
Методы испытаний и определения для механических испытаний стальных изделий, США.
Американское общество испытаний и материалов, 2009. ASTM A615M-09b
Стандартные спецификациидля деформированных и плоских стержней из углеродистой стали для армирования бетона
, изд. 09b, США: ASTM International.
Американское сварочное общество, 2010. AWS A3.0 / A3.0M-10 Стандартная сварка
Термины и определения: AWS.
Американское общество сварки, 2012. AWS A5.1 / A5.1M: 12 Спецификация для электродов из углеродистой стали
для дуговой сварки защищенных металлов, AWS.
Американское сварочное общество, 2011. AWS D1.4 / D1.4M: 11 Сварка конструкций
Кодекс арматурной стали: AWS.
Бахман А. и Алиалхоссейни Э., 2010, Изменение твердости, предела текучести
и UTS сварных соединений, изготовленных из стали класса ST37, Индийский журнал
Наука и технологии, 3 (12), стр.1162-1164.
Bohler Welding, 2005. Руководство по сварке, Schwei B Technik Austria, [онлайн]
Доступно по адресу:
Чой, Э., Парк, С., Чо, Б. и Хуэй, Д., 2013. Боковое армирование сварных колец
SMA для железобетонных колонн, журнал сплавов и
соединений, 677 (1), С. 756-759.
Чвертко Ю., Скачков И., Чвертко П., 2011. Технология контактной стыковой сварки арматурных стержней
при строительстве конструкций из монолитного железобетона
, Украина: Национальный технический университет Украины, г. Киев,
Политехнический институт.
Институт арматурной стали, 2004. CRSI, Сборка арматуры
Прутков сваркой плавлением в производственном цехе, 933 N. Plum Grove Rd.,
Schaumburg, Illinois 60173-4758: CRSI.
Элайджа К., 2010. Разработка диаграммы строения разнородных металлов.
Сварные швы никелевых сплавов, углеродистой и низколегированной стали, магистр наук. Диссертация: Государственный университет штата Огайо
.
Франки А. и Креспи П., 2007.Некоторые недавние результаты исследований стальной арматуры
, Италия: Департамент структурной инженерии, Миланский политехнический университет,
Исследовательская программа ECSC.
Germanischer Lloyd Aktiengesellschaft, 2000. GL-00 Материалы и
Сварка: проектирование, изготовление и контроль сварных соединений, июль 2000 г., II,
Часть 3, Глава 2. Гамбург — Германия: GL.
Hakansson, K., 2002. Свойства сварочного металла для сверхвысокопрочных сталей,
Ph.Докторская диссертация: Королевский технологический институт.
Джеймс, Ф., 2013. Руководство для фасилитатора SMAW, Фонд Линкольна: Lincoln
Global Inc.
Ким Дж., Фрост Р., Олсон Д. и Биандер М., 1987. Эффект электрохимических реакций
по составам металлов для дуговой сварки под флюсом, журнал Welding
, приложение к исследованиям, апрель 1990 г., Центр исследований в области сварки. Департамент
металлургического машиностроения, Колорадская горная школа (доклад, представленный на 68-м ежегодном собрании AWS
, Чикаго, состоявшемся в марте 1987 г.), стр.447-453.
Lincoln E., 2014. Руководство по сварке: свойства стержневого электрода и методы
, [онлайн] Доступно по адресу:
Мартен Л., 2004. Руководство по сварке Avesta, практика и продукция для сварки нержавеющей стали
, Швеция: Avesta Welding AB, Эдита Вастра Арос.
Николау, Дж. И Пападимитриу, Г., 2004. Механические свойства Lap-
Сварные арматурные стальные стержни, используемые для ремонта поврежденных армированных
Бетонных конструкций, Журнал материалов и конструкций, V37, (дек.2004),
, с. 698-706.
Нильсон, Х., Дарвин, Д. и Долан, В., 2004. Проектирование бетонных конструкций,
13-е изд .: McGraw Hill Companies.
Nurnberger, U., 2005. Армирование из нержавеющей стали — обзор, Otto-Graf
Journal, 16, стр.111-138.
Омер В., Скотт Р., Дуэйн К. и Мари К., 1999. Производители и
Монтажники; Руководство по сварным стальным конструкциям: Джеймс Ф. Л., Arch Weld
Foundation.
Попович, О., Прокич, Р., Бурзич, М. и Милутинович, З., 2010. Влияние тепловложения
на ударную вязкость металла сварного шва поверхностного сварного соединения, факультет
Машиностроение. В: 14-я Международная научно-экспертная конференция
«Тенденции развития машинного оборудования и связанных технологий»,
Средиземноморский круиз, 11-18 сентября 2010 г., Белградский университет, Сербия.
Скотт Р. Ф., 1999. Ключевые концепции сварочной техники: взгляд на тепло
Входные данные, Журнал инноваций в сварке, 16 (1).
Серна, М., Пуэнте, И., Клемос, И. и Лопес, А., 2002. Разрушение стали —
Бетонное соединение в аудитории Курсаал, Испания: Отдел
Структурная инженерия, Университет Наварры. ASCCS-Kursaal-EN.
Шульц Б. Л. и Джексон К. Э., 1973. Влияние площади сварного шва на сварной шов
Механические свойства металла, Приложение к исследованиям в области сварки, Отдел
Сварочная техника, Государственный университет Огайо, стр.26-37.
Европейский стандарт наций, 2010. EN 1011-1 / A1: 10 сварка —
рекомендации по сварке металлических материалов — часть 1: общие указания
для дуговой сварки: EN.
Вай, К. и Эрик, М., 2005. Стальные конструкции, в Справочнике по структурным
Проектирование, Структурное проектирование, Раздел II. : CRC Press Taylor & Francis
Group, NW Boca Raton, FL 33487-2742, стр. 4.1-4.103.
Weld-D-Arc, 2013.Классификация сварочных электродов, [онлайн] Доступно
по адресу:
Расчет длины нахлеста в железобетонных конструкциях
Длина нахлеста — один из важных терминов в армировании. Обычно это путают с другим важным термином, называемым длиной развития и длиной закрепления. В этой статье обсуждается длина нахлеста стержней. При размещении стали в железобетонной конструкции, если необходимая длина одиночного стержня может не хватить.Чтобы получить желаемую конструктивную длину, производится притирка двух планок бок о бок. Альтернативой этому является использование механических соединителей.
стальных стержней внахлестПритирка может быть определена как наложение двух стержней бок о бок до проектной длины. Обычно длина стального прутка ограничивается 12 м. Это сделано для удобной транспортировки стальных стержней на строительную площадку. Например, представьте, что вам нужно построить колонну высотой 100 футов. Но это практически недоступно. Отсюда решетки разрезают каждый второй этаж.
стальных стержней внахлестЗатем силы натяжения должны быть переданы от одного стержня к другому стержню в месте разрыва стержня. Таким образом, вторая полоса находится близко к первой и перекрывается. Такое перекрытие двух полосок называется «длиной нахлеста». Притирка обычно выполняется там, где встречается минимальное напряжение изгиба. Как правило, длина нахлеста составляет 50d, что означает, что диаметр стержня в 50 раз больше, если оба стержня имеют одинаковый диаметр.
Длина нахлеста стержней одинакового диаметраДлина нахлеста при растяжении:
Длина нахлеста, включая величину анкеровки крюков, должна составлять
- Для растяжения при изгибе — Ld или 30d, в зависимости от того, какое значение больше.
- Для прямого натяжения — 2Ld или 30d, в зависимости от того, что больше.
Прямая длина притирки стержней должна быть не менее 15d или 20см.
Длина нахлеста при сжатии:
Длина нахлёстка равна длине проявки, рассчитанной при сжатии, но не менее 24d.
Для стержней разного диаметра:
Когда необходимо соединить стержни разного диаметра, длина нахлеста рассчитывается с учетом стержня меньшего диаметра.
Соединение внахлест
Соединение внахлестку не следует использовать для стержней диаметром более 36 мм. В таких случаях следует рассмотреть возможность сварки. Но если сварка также невозможна в некоторых условиях, то притирка может быть разрешена для стержней диаметром более 36 мм. Но наряду с притиркой необходимо предусмотреть дополнительные спирали диаметром 6 мм вокруг притирочных стержней.
Длина стыка внахлест в основанииДлина нахлеста для бетона 1: 2: 4 Номинальная смесь:
Длина притирки при растяжении (стержень MS — стержень из мягкой стали), включая значение анкеровки, составляет 58d.Таким образом, исключая значение анкеровки, длина нахлеста = 58d — 2 * 9d = 40d. (Где 9d = припуск на крюк до 25 мм и k = 2)
Длина нахлеста для бетона M20:
- Колонны — 45d
- Балки — 60d
- Плиты — 60d
Это означает, что если нам нужно нахлестать Стержни колонны диаметром 20 мм, минимальный нахлест 45 * 20 = 900 мм.
Армирование сетки внахлест: расчет перекрытия
Использование арматурной сетки Арматурная сеткаобычно используется в пластинчатых железобетонных элементах (ЖБИ), как горизонтальных, таких как плиты надстройки и плиты фундамента, так и вертикальных, таких как стены с поперечным срезом и основные стены вокруг лестничных клеток или лифтов.Использование такой арматуры оправдано тем фактом, что она обеспечивает жесткость и прочность более чем в одном направлении в плане элемента, что и является причиной использования элементов пластинчатого типа в строительстве.
Почему ткань сетки перекрытия?Плиты и стены обычно покрывают протяженные поверхности, но производители обычно предоставляют арматурную сетку размером от 2,0 до 5,0 м для облегчения транспортировки и размещения (стандартные листы сетки — 2.4 м x 4,8 м, а листы сетки Merchant меньше (3,6 x 2,0 м).
Таким образом, на этапе строительства необходимо перекрытие (или соединение внахлест ), чтобы гарантировать безопасную передачу напряжений арматуры (растягивающих и сжимающих) между соседними модулями сетки (см. Рисунок 1).
Инженер должен убедиться, что концы соединяемых модулей соединяемых модулей жестко скреплены между собой и соединены проводом. Следует отметить, что перекрытие является наиболее распространенным способом передачи усилий от одного арматурного стержня к другому, но не единственным.Установка механических соединителей арматуры или сварка также доступны в качестве методов, особенно в случаях повышенных ограничений рабочего места.
Следует отметить, что в случае арматурной сетки притирка стержней является единственным жизнеспособным решением, учитывая количество стержней, подлежащих притирке, поскольку два других метода требуют большого количества работы на стержень.
Рисунок 1: Механизм передачи напряжения, активированный по длине нахлеста Расчет длины нахлеста и зон притиркиРасчетная длина нахлеста согласно BS EN 1992, Еврокод 2 определяется по следующей формуле:
l 0 = α 1 α 2 α 3 α 5 α 6 · l b, rqd ≥ l 0, min
Если коэффициенты a 1 , a 2 , a 3 и 5 вводятся для учета влияния формы стержня, бетонного покрытия, ограничения из-за поперечной несварной арматуры и ограничения поперечным давление соответственно.
Коэффициент a 6 представляет влияние процента перекрывающихся стержней ρ1 в пределах рассматриваемой зоны и равен √ ρ1 / 25, но находится в диапазоне от 1,0 до 1,5.
Параметр l b.req — это требуемая базовая расчетная длина анкеровки для передачи усилий от арматурной стали к бетону, которая, согласно EC2, равна ⦰ / 4 ∙ σsd / fbd, где ⦰ — диаметр арматурного стержня, σsd. — расчетное напряжение арматуры, а fbd — расчетное напряжение сцепления.
Минимальная длина нахлеста l 0.min определяется следующим уравнением:
л 0, мин ≥ макс {0,3 α 6 л b, rqd ; 15Φ; 200 мм}
Еврокод 2 предлагает расположить притирку арматуры в шахматном порядке по , чтобы не создавать большую зону нарушения сплошности, которая потенциально может привести к выходу стержня из строя.
В случае использования арматурной сетки, поскольку это решение нецелесообразно, поскольку модули сетки прибывают на строительную площадку в виде заводских сборок, необходимо увеличить длину нахлеста, присвоив более высокое значение для коэффициента 6 (для 50%).
При проверке количества арматуры, нахлестанной в определенном сечении, необходимо учитывать любые нахлесты, расположенные в зоне в пределах 0,65 10 по обе стороны от сечения. Более того, в случае, когда арматурная сетка подвергается сжатию (например, арматура днища в опорных зонах плиты) , длина внахлестку больше, чем в случае арматурной сетки, подвергающейся растяжению (например, арматура днища в середине пролета плиты зоны). Это связано с тем, что в случае коэффициентов сжатия a 1 , a 2 , a 3 и 5 установлены равными единице, поскольку форма стержня, бетонное покрытие, поперечная арматура и давление не помогают в уменьшении длина нахлеста, как для арматуры под натяжением.Кроме того, в случаях, когда арматурная сетка сращивается в зонах с плохим сцеплением, например, на верхней поверхности железобетонных плит толщиной более 250 мм, длину нахлеста, рассчитанную по приведенным выше формулам, необходимо умножить на 0,7.
Что касается расположения зон притирки в плане (для горизонтальных элементов) и по высоте (для вертикальных элементов), перекрытие не должно выполняться в зонах высоких внутренних сил (например, изгибающих моментов), таких как основание стены со сдвигом, где изгибающий момент из-за боковых (ветровых или сейсмических) воздействий наибольший, или железобетонные плиты в середине пролета или опоры на балки (места пиковых моментов при постоянных нагрузках).
Риски неправильной или ненадежной нахлестки сетчатой ткани
В случаях, когда длина нахлеста недостаточна или отсутствует, напряжения арматуры не могут адекватно передаваться между арматурными стержнями. В этом случае напряжение должно переходить от арматурной стали к окружающему бетону.
Поскольку бетон имеет более низкую нагрузочную способность как при растяжении, так и при сжатии по сравнению с арматурной сталью, материал, который определяет поведение элемента, — это бетон.Поэтому в зонах, подверженных растяжению, ожидается появление больших трещин, тогда как в зонах сжатия обычно наблюдается скалывание бетона.
Такие недостатки могут привести к драматическим последствиям для структурной целостности конструктивных элементов, особенно в случаях, когда может произойти ограниченное перераспределение, например, в стенах или колоннах, работающих на сдвиг (см. Рисунок 2).
Рис. 2. Катастрофическое разрушение колонны в результате землетрясения из-за недостаточного соединения внахлестку.Фотография сделана Kenneth J.Элвуд [1]
Ссылки[1] Дж. Элвуд, «Поведение и моделирование существующих железобетонных колонн» EERI Presentation (http://www.1906eqconf.org/tutorials/SeisPerformExistConcrBldg_Elwood.pdf)
Ищете армирование сеткой?
A252 Ткань с армирующей сеткой 3,6 м x 2,0 м (Торговый размер) От 28,00 £
A393 3,6 м x 2.Арматурная сетка 0 м (Торговый размер) От 38,00 £
Можно ли сваривать арматуру вместо притирки
Да, мы можем сваривать прутки вместо притирки, но это не рекомендуется в больших количествах.Стальные стержни, которые мы использовали, состоят из двух частей: жесткого внешнего сердечника и мягкого / мягкого внутреннего сердечника.
Для сварки прутков следует использовать стержни для холодной сварки.
Прутки для обычной дуговой сварки могут изменять свойства стали из-за теплопередачи.
Когда мы сможем провести сварку
Притирка стержней идет в стык балок колонны
Это наиболее опасная зона, притирка стержней арматуры колонны никогда не должна попадать в стык балок колонны, если из-за ошибки притирка колонны выпадает в зоне стыка балки колонны, вам необходимо сварить эти перехлесты стержнями для холодной сварки с чередованием стыков углов / швов.Никогда не сваривайте стержни сверху вниз с одной стороны.
Следует позаботиться о том, чтобы притирка стержней не попадала в стык балок колонны.
По какой-либо причине у вас есть много стального лома на вашем проекте
Вы можете использовать этот стальной лом и сэкономить средства, гарантируя, что сталь, купленная по более высокой цене, будет потребляться в желаемом месте вместо того, чтобы продавать ее как лом по низкой цене.
Как это можно сделать
Для использования в конструкционных целях вам необходимо сварить 2 лома, притереть их минимум 15D и приварить эти стержни на 5D с другой стороны путем прихватывания или сшивания (для этого можно использовать обычные сварочные стержни. тип работы, убедитесь, что сварка небольшая, только прихватки, не допускайте чрезмерной сварки, из-за которой сталь теряет свои свойства)
D — диаметр стали, скажем, вы хотите сварить стальные стержни 20 мм, поэтому притирка должна быть
15D = 15 x 20 = 300 мм
Таким образом, вы будете сваривать эти стержни на концах прихвата и в центре прихвата, чтобы сделать его шахматным, вы можете выполнить торцевую сварку с одной стороны и центральную сварку с другой стороны.
Чтобы использовать его в качестве конструкционной стали, вам необходимо испытать образцы стержней из сварных стержней в сторонней лаборатории на прочность на растяжение, чтобы убедиться, что ваша сварочная система работает правильно, и вы можете завершить процесс проведения сварки, чтобы сварные стальные стержни имеют такую же прочность, как и оригинальные стальные стержни без сварки.
Как только вы получите желаемый результат, вы можете начать производство металлоконструкций на вашем проекте.
Что вам требовалось для этого
Пространство, небольшой сварочный аппарат и сварщик (эту работу может выполнять полуквалифицированный специалист)
После прохождения обучения он может приступить к сварке стержней и формировать стержни стандартной длины (12 метров). соединение стального лома)
Примечание — Перед использованием этих сварных стальных стержней вам необходимо получить разрешение консультанта по строительным конструкциям, представив отчеты об испытаниях и метод / процесс сварки.
Если вы не хотите использовать его в качестве элемента конструкции, вы можете использовать этот стальной лом в неструктурных работах, таких как бетонные перила лестницы, стяжные ленты в кирпичной / блочной стене и в местах, где нет риска случайной гибели людей. .
Чтобы использовать стальной лом в качестве элемента, не являющегося конструктивным элементом, вы можете использовать его путем сварки притиркой минимум 5D и прихваточной сваркой.
При желании, если вы хотите проверить прочность этих стальных стержней, вы можете провести испытания третьей стороной.
После того, как вы сделали стальные стержни стандартной длины, вы должны сложить их так, как мы складываем новые стальные стержни.
и потребляйте его по мере использования новых стержней, например, отрезания стержней необходимой длины из этих сварных стержней.
Какова будет прочность сварных стальных стержней
Будет такой же, как и в оригинале, сварка сделана правильно.
Дженерал Моторс Соединение перекрытия секций
До недавнего времени General Motors обычно применяла стыковые соединения с подкладкой при разрезании частей унифицированной конструкции.Однако в настоящее время требуется соединение внахлест для некоторых соединений с односторонним секционированием. Это делается для уменьшения передачи тепла от сварки GMA (MIG) на термочувствительную арматуру из высоко- и сверхвысокопрочной стали. Проблема с стыковым соединением с подкладкой заключается в том, что опорная деталь не доходит до приварного фланца и оставляет арматуру открытой. В результате на участке приварного фланца арматуры (см. Рисунок 1) выполняется сварка GMA (MIG).
Соединение внахлест
Соединение внахлестку, указанное в некоторых новых процедурах ремонта General Motors, выполняется путем обрезания запасной части с нахлестом на оригинальную деталь на автомобиле на 25 мм (1 дюйм).Перекрытие позволяет исходной панели служить основой для сварного шва, даже на фланцах, приваренных внахлест, лучше защищая арматуру от тепла сварного шва (см. Рисунок 2) . Это также менее сложный процесс по сравнению со стыковым соединением с подкладкой, и он снижает вероятность слишком короткого обрезания заменяемой детали.
Рис. 2 — Исходная панель служит основой и защищает арматуру от нагрева при сварке.
Шарнир внахлест был впервые указан для внешней панели коромысла на Chevrolet Camaro 2010 года и упоминается в предыдущей статье I-CAR Advantage Online «Ремонт столкновений на Chevrolet Camaro 2010 года».«С тех пор на автомобилях Chevrolet Volt 2011 года, Buick Regal 2011 года и Chevrolet Sonic 2012 года было определено соединение внахлест для различных соединений секций. Общие процедуры, для которых используется этот тип соединения, включают замену внешней стойки передней стойки, панели коромысла, Центральная стойка и четверть панели.
Сварка
Шов внахлест приваривается угловым швом. Также может потребоваться сварка электрозаклепкой, но эта рекомендация зависит от процедуры. Угловой шов следует выполнять методом пропуска или стежка, чтобы свести к минимуму вероятность теплового искажения.Это делается путем выполнения сварных швов шириной 25 мм (1 дюйм) вдоль шва с зазорами 25 мм (1 дюйм) между каждым сварным швом, а затем возвращением, чтобы заполнить зазоры (см. Рисунок 3) .
Заключение
Рисунок 3 — Первый набор сварных швов должен оставлять зазор 25 мм (1 дюйм) между каждым сварным швом. Второй набор сварных швов заполняет зазоры. Стыковое соединение с подкладкой не всегда указывается для процедур секционирования на Автомобили General Motors больше.Становится все более распространенным в процедурах секционирования указывать соединение внахлест при секционировании частей uniside.Вот почему так важно всегда обращаться к процедурам производителя транспортного средства, чтобы убедиться, что используется правильный шарнир. С процедурами ремонта автомобилей General Motors после аварии можно ознакомиться на сайте ACDelcotds.com.
Эта статья впервые появилась в I-CAR Advantage Online от 31 мая 2012 года.
Дополнительные ссылки на GM см. На следующих страницах:
Информация об OEM Chevrolet
Информация OEM GMC
Информация OEM Buick
Информация OEM Cadillac
Связанные курсы I-CAR
Курс General Motors (GM) Обзор ремонта при столкновении компании
Курс Обзор секционирования
Курс Сценарии секционирования
Дополнительные новости по ремонту после столкновений I-CAR, которые могут оказаться полезными:
Информация о столкновениях Доступ к веб-сайту: General Motors
Пошаговое описание: доступ к информации о ремонте General Motors