Сварка латуни и бронзы
Сварка латуни
Латунь это сплав цинка и меди. Цинк в сплаве составляет до 55 процентов. В некоторых случаях латунь содержит также легирующие добавки в виде никеля, свинца и олово. Состав латуни подразумевает сложности при сварке.
Главные проблемы при сварочном процессе для латуни — выгорание цинка и поглощение газов плавленным металлом. В результате таких происходящих изменений в соединении образуются поры и снижается механическая прочность.
Кроме того, если сплав латуни содержит более 20 процентов цинка, такой материал может растрескиваться после деформации и остывания. В этих случаях применяют особые способы устранения дефектов. При этом в каждом случае дефект устраняется особым способом. Методов устранения дефектов много, так как каждый сварочный процесс имеет свои особенности.
— для предотвращения трещин следует проводить многослойную сварку ступенчатой и обратноступенчатой методикой. Легирование сварного шва проводится бором и кремнием с соответствующими присадками.
— для предотвращения выгорания цинка при сварке требуется включать присадочные проволоки ЛК и ЛКБО с содержанием бора и кремния. Сварка должна выполняться окислительным пламенем с кислородом и ацетиленом в пропорции 1,3 или 1,4 к одному. Кроме того, следует дополнительно использовать флюсы из бористых соединений с кремнием, оловом и алюминием. Нагрев металла должен проводиться не самим ядром пламени, а с дистанции около 10 см от сварочной ванны. В результате такого процесса поверхность ванны бывает покрыта пленкой шлака, предотвращающей испарение цинка. В то же время такая пленка не препятствует выделению газов. Кроме того, такой подход снижает перегрев шва, снижая угар цинка.
— присадки и флюсы из бористых соединений и сварка окислительным пламенем также предотвращают образование пор.
 В этом случае избыточный кислород после испарения с поверхности сплава водорода и других газов связывает свободный водород из пламени и уплотняет сварной шов.
В этом случае избыточный кислород после испарения с поверхности сплава водорода и других газов связывает свободный водород из пламени и уплотняет сварной шов. Кроме того, в отношении безопасности, следует также отметить, что процесс сварки латуни является чрезвычайно вредным для человека, в первую очередь из-за ядовитых паров цинка, поэтому необходимо использовать специальные средства защиты органов дыхания. Для сварки латунного сплава в мастерских следует использовать специально отведенные помещения.
Все вышесказанное говорит о том, что сварка латуни является сложным процессом.
Сварка бронзы
Бронза является достаточно распространенным металлом, поэтому процесс сварки бронзы всегда актуален. Сварка может понадобиться при ремонте изделия, исправлении дефектов, а также при наплавке и обработке механическим способом. Сварку бронзы необходимо проводить только после предварительного нагрева до температуры 400-600 градусов Цельсия.
 Поэтому наиболее важным при сварке бронзы является отсутствие механических повреждений при колебаниях и ударах. С этой целью изделие следует надежно закрепить и только после этого проводить сварочные работы.
Поэтому наиболее важным при сварке бронзы является отсутствие механических повреждений при колебаниях и ударах. С этой целью изделие следует надежно закрепить и только после этого проводить сварочные работы.После процесса сварки необходимо обработать металл при температуре 400 градусов Цельсия в течение четырех часов. Затем бронзу закаляют уже в охлажденном состоянии, что значительно повышает ее плотность и увеличивает прочность изделия.
Процесс сварки бронзы достаточно трудоемкий, поэтому его необходимо проводить в сварочных мастерских. Работу должен вести только высококвалифицированный специалист, имеющий опыт и знающий особенности сварки бронзовых изделий.
Сварка латуни и бронзы
Сваривание латуни затруднено тем, что при ее подогреве и расплавлении происходит испарение цинка, который является основной составной частью латуни. Из-за потерь цинка в своем составе, латунь будет терять свои свойства и ее качество значительно снизится.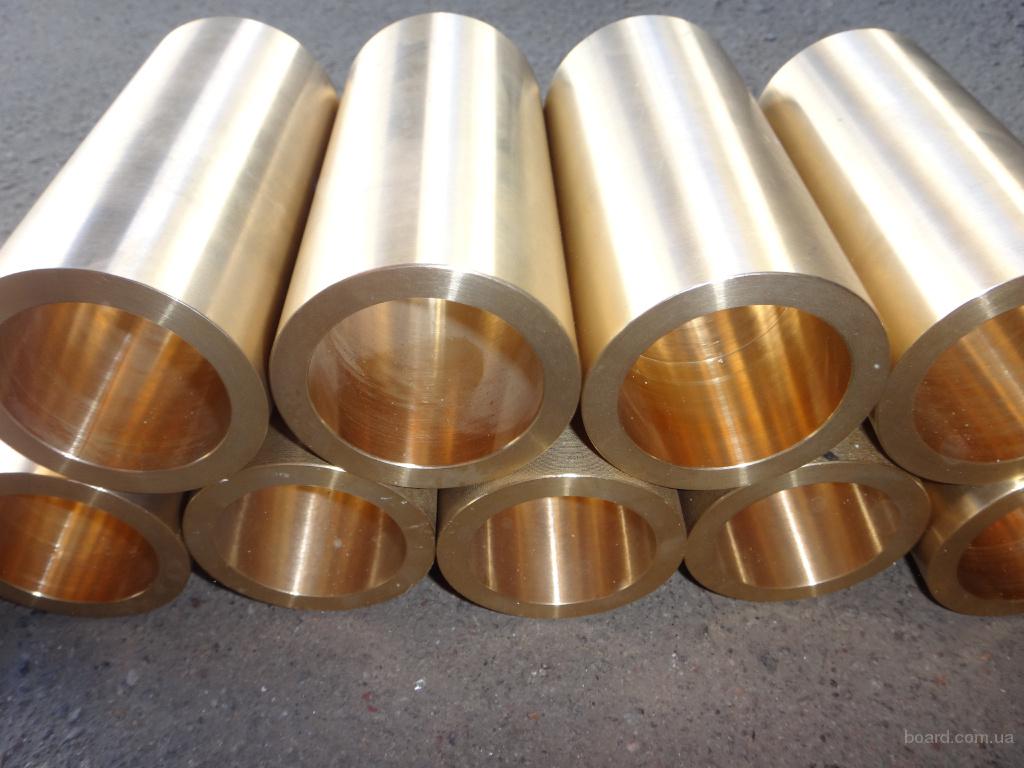 Также при испарении цинка выделяются вредные для здоровья человека пары и газы вместе с его окислами.
Также при испарении цинка выделяются вредные для здоровья человека пары и газы вместе с его окислами.
Если требуется сварить латунь небольшой толщины, то используют графитизированные электроды. Для того чтобы уменьшить выгорание цинка, поддерживается короткая дуга, а острый конец сварочного электрода погружается в сварочную ванну в расплавленный металл. Благодаря этому дуга горит в газовом пузыре из паров цинка и выгорание данного металла снижается.
Сваривание производится постоянным током обратной полярности без применения присадочного материала. Если толщина свариваемого металла составляет от 3 до 16 миллиметров, то следует делать одностороннюю разделку под углом 70 градусов, а если толщина металла больше 16 миллиметров, то нужно производить криволинейную разделку, а притупление составляет 1,5 – 2 миллиметра.
Латунь при толщине более 10 миллиметров следует подогревать перед свариванием до температуры 300 – 350 градусов по Цельсию. Сваривание производится на прокладках, которые предохраняют металл от прожогов, а также с присадочным материалом, которым служит проволока ЛК80-3. Диаметр проволоки для сваривания должен составлять 6 – 8 миллиметров, а сама проволока должна быть покрыта флюсом.
Сваривание производится на прокладках, которые предохраняют металл от прожогов, а также с присадочным материалом, которым служит проволока ЛК80-3. Диаметр проволоки для сваривания должен составлять 6 – 8 миллиметров, а сама проволока должна быть покрыта флюсом.
Сваривание латуни и бронзы производят и покрытыми электродами. Стержень таких электродов состоит из бронзы, а их марка – БрКМц-3-1. Сваривание производится с использованием короткой дуги без колебаний конца сварочного электрода с применением постоянного тока обратной полярности. Под сварочный стык укладывается прокаленная асбестовая прокладка. Если толщина латуни составляет до 4 миллиметров, то сваривание производится без разделки кромок, если же толщина металла от 4 до 10 миллиметров, то производится односторонняя разделка кромок, если толщина латуни составляет более 10 миллиметров, то следует делать двухстороннюю разделку кромок. Предварительный подогрев металла перед свариванием применяется при толщине более 10 миллиметров.
С помощью покрытых электродов свариваются дефекты литья и соединения из простых цинковых латуней. Для сваривания латуни с более сложным составом используется электрод со стержнем из того же металла, что и основной свариваемый металл.
Латунь и бронзу можно сваривать с использованием такого способа сваривания, как среда аргона. В данной среде сваривание производится с использованием вольфрамовых электродов. Присадочным материалом в данном случае являются бронзовые прутки БрКМц-3-1. При сваривании сложных сплавов латуни, используется присадочная проволока из того же металла, что и сам свариваемый металл. Подготовка соединений к свариванию и процесс разделки кромок аналогичны к свариванию покрытыми электродами.
Сварка латуни и бронзы — Энциклопедия по машиностроению XXL
Каковы особенности сварки латуни и бронзы по сравнению с медью [c.138]Каковы трудности газопламенной сварки латуни и бронзы
[c. 82]
82]
При сварке латуни и бронзы присадочным материалом служат прутки примерно того же состава, что и основной металл. [c.296]
При сварке латуни и бронзы, чтобы предупредить выгорание из этих сплавов цинка и олова, в присадочные прутки вводят раскислители — алюминий, марганец, фосфор. После сварки бронзовые изделия закаливают в воде при температуре [c.262]
При сварке латуни и бронзы возникает дополнительное затруднение, заключающееся в выгорании цинка или олова. [c.515]
При сварке латуней и бронз происходит выгорание цинка или олова. [c.297]
Газовая сварка латуни и бронзы обязательно должна производиться на рабочих местах, имеющих местную вытяжную вентиляцию. [c.607]
Сварка латуней и бронз имеет свои особенности, ио свойства чистой меди в этих сплавах уже значительно изменены.
Газовая сварка латуней и бронз затруднена тем, что при сварке латуни сильно выгорает цинк, а при сварке оловянистой бронзы при температуре 600° С сплав становится хрупким. Сварку производят окислительным пламенем. Присадочным материалом служит фосфористая бронза, а флюсом — смесь буры и борной кислоты. [c.269]
Ручная дуговая сварка Для сварки медных деталей применяются электроды Комсомолец-100 и ЗТ, а для сварки латуней и бронз — электроды со стержнем, близким по составу к основному металлу, со специальным покрытием Для массивных деталей требуется местный подогрев газовой горелкой или индуктором [c.24]
Сварку латуней и бронз наиболее часто вьшолняют вольфрамовым электродом, так как при сварке плавящимся электродом происходит более интенсивное испарение цинка и олова. [c.328]
Отравление парами и окислами свинца может произойти у рабочих, занятых на сварке латуней и бронз, содержащих свинец.
Сварка меди и медных сплавов. Ручная дуговая сварка покрытыми электродами находит применение в основном для соединения деталей из меди. Сварка латуни и бронзы крайне ограниченна, что обусловлено наличием других, более технологичных способов сварки (например, сварка в защитном газе), а также фактическим отсутствием специализированных промышленных марок покрытых электродов.
Свариваемые металлы. Стыковой сваркой (в том числе и ударной) свариваются между собой почти все металлы и сплавы, а именно а) конструкционные, углеродистые и специальные стали во всех возможных сочетаниях, как, например, углеродистая с быстрорежущей, быстрорежущая с нержавеющей, хромоникелевая с малоуглеродистой б) углеродистые и специальные стали с ковким чугуном, всеми сортами латуней и бронз, монель-металлом, медью, никелем, сплавами высокого электрического сопротивления, немагнитными сплавами, вольфрамом, молибденом, оловом, свинцом, сурьмой и всеми благородными металлами в) алюминий с алюминиевыми сплавами, медью и большинством сортов латуней и бронз г) вольфрам с медью и медными сплавами, а также сплавами высокого электрического сопротивления д) никель с медью, латунями и бронзами.
[c.356]
Стыковой сваркой (в том числе и ударной) свариваются между собой почти все металлы и сплавы, а именно а) конструкционные, углеродистые и специальные стали во всех возможных сочетаниях, как, например, углеродистая с быстрорежущей, быстрорежущая с нержавеющей, хромоникелевая с малоуглеродистой б) углеродистые и специальные стали с ковким чугуном, всеми сортами латуней и бронз, монель-металлом, медью, никелем, сплавами высокого электрического сопротивления, немагнитными сплавами, вольфрамом, молибденом, оловом, свинцом, сурьмой и всеми благородными металлами в) алюминий с алюминиевыми сплавами, медью и большинством сортов латуней и бронз г) вольфрам с медью и медными сплавами, а также сплавами высокого электрического сопротивления д) никель с медью, латунями и бронзами.
[c.356]
Латуни и бронзы имеют более высокое удельное электросопротивление, чем медь, и они достаточно хорошо свариваются контактной сваркой.
 Медь контактной сваркой не сваривается.
[c.279]
Медь контактной сваркой не сваривается.
[c.279]При сварке некоторых сплавов цветных металлов возможно испарение отдельных легкоплавких компонентов. Так, температура плавления цинка 419 °С, олова 232 °С, а температура плавления латуней и бронз [c.437]
Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах, что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов. [c.507]
Наибольшее применение находит газовая сварка меди, латуни и бронзы. В меньшей степени этот процесс используется для сварки алюминия, хорошо поддающийся более производительным методам дуговой сварки плавлением. [c.112]
Для сварки латуни п бронзы в основном можно использовать те же флюсы, что и для сварки меди. Кроме этого, можно применять флюсы следующих составов [c.24]
Сварку меди и ее сплавов осуществляют горелками повышенной мошности. При сварке меди и бронзы пламя горелки должно быть нормальным, а при сварке латуни — слегка окислительным. Угол наклона горелки берется около 90°. Сварку ведут без перерыва, быстро и в один проход. В качестве флюса применяют смесь буры,. хлористого натрия и борной кислоты, а в качестве присадочного материала — основной материал.
[c.304]
При сварке меди и бронзы пламя горелки должно быть нормальным, а при сварке латуни — слегка окислительным. Угол наклона горелки берется около 90°. Сварку ведут без перерыва, быстро и в один проход. В качестве флюса применяют смесь буры,. хлористого натрия и борной кислоты, а в качестве присадочного материала — основной материал.
[c.304]
Сварку бронзы (сплавы меди с оловом, цинком, алюминием и др.) в основном производят теми же электродами и флюсами, что и сварку латуни и меди. [c.159]
При сварке меди и бронзы пламя горелки должно быть нормальным, а для латуни слегка окисленным. В качестве присадочного материала используется основной металл, флюсом является смесь борной кислоты, буры и хлористого натрия. Применяются горелки повышенной мощности. [c.314]
А.30Т является инертным газом по отношению к меди, поэтому азотно-дуговая сварка применяется лишь для сварки меди и медных сплавов (латуней и бронз). В последнее время установлена
[c. 433]
433]
Сварка чугуна по сравнению с электродуговой сваркой является более качественной и применяется для исправления дефектов в отливках ответственного назначения. При сварке меди и бронзы пламя горелки долл но быть нормальным, а для латуни слегка окисленным. В качестве присадочного материала используется основной металл, флюсо.м является смесь борной кислоты, буры и хлористого натрия. Применяются горелки повышенной мощности. [c.302]
Изготовление покрытых электродов для сварки медно-никелевых сплавов и медно-никелевого сплава с латунью и бронзой [c.146]
Наиболее распространенные флюсы, применяемые при сварке меди, латуни и бронзы, приведены в табл. ХУП.13 режимы сварки меди и латуни— в табл, ХУИ.И. [c.415]
Значительное количество меди используется для изготовления медных сплавов — латуней и бронз. Латуни и бронзы обладают хорошей теплопроводностью и электропроводностью, температура плавления латуней и бронз, в зависимости от состава и содержания легирующих элементов, колеблется в пределах 800—1100 С. Сварка меди и ее сплавов осуществляется ручной электродуговой сваркой угольным и металлическим электродом, автоматической и полуавтоматической сваркой под флюсом, в среде защитных газов и электрошлаковой сваркой. Марки сварочных проволок для изготовления электродов, а также для автоматической и полуавтоматической сварки выбирают по ГОСТ 16130—72.
[c.201]
Сварка меди и ее сплавов осуществляется ручной электродуговой сваркой угольным и металлическим электродом, автоматической и полуавтоматической сваркой под флюсом, в среде защитных газов и электрошлаковой сваркой. Марки сварочных проволок для изготовления электродов, а также для автоматической и полуавтоматической сварки выбирают по ГОСТ 16130—72.
[c.201]
Резка и пайка, сварка латуни и чугуна бронзой, поверхностная закалка, огневая очистка поверхности [c.227]
Составы флюсов для сварки меди, латуни и бронзы в весовых процентах [c.155]
Электрическая дуга, являющаяся источником тепла, горит между концом неплавящегося вольфрамового электрода и изделием, а в зону сварки подается азот. Струя азота защищает расплавленный металл от воздействия кислорода воздуха, предупреждая окисление шва. Азот является инертным газом по отношению к меди, поэтому азотно-дуговую сварку применяют лишь для сварки меди и медных сплавов (латуней и бронз). [c.212]
[c.212]
Азотно-дуговая сварка может быть рекомендована для сварки меди и медных сплавов (латуней и бронз). [c.205]
Сварка латуни и бронзы в ссновных положениях почти не отличается от сварки меди. [c.49]
При сварке медп, латуни и бронзы присадочный материал выбирается близким по составу к свариваемому металлу или сплаву. При сварке латуни и бронзы желательно, чтобы присадочная проволока пли пруток содержали раскислители, например алюминий, кремний пли марганец. [c.152]
Наплавка твердых сплавов. Сварка высокоуглеродистой стали Сварка, качественная резка и пайка, металлизация Резка и пайка, сварка латуни и чугуна бронзой, поаерхностная закалка, огневая очистка поверхности [c.200]
Газовая сварка меди используется в ремонтных работах. Рекомендуют использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней — окислительное (с целью уменьшения выгорания цинка). Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10. .. 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие AI2O3. При сварке меди используют присадочную проволоку из меди марок М1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300. .. 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
[c.461]
Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10. .. 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие AI2O3. При сварке меди используют присадочную проволоку из меди марок М1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300. .. 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
[c.461]
Аргонно-дуговую сварку можно осуществлять плавящимися и неплавящи-мися (вольфрамовыми) электродами ручным, полуавтоматическим и автоматичес- ким способами. Аргонно-дуговой сваркой можно сваривать детали из алюминиевых и магниевых сплавов, стали, меди, латуни и бронзы (картеры коробок передач, головки цилиндров и др. ). При толщине металла до 4 мм следует вести сварку вольфрамовым электродом. При сварке окисная пленка на поверхности сварочной ванны распыляется под действием бомбардирующих ее ионов аргона. Вследствие инертной атмосферы вновь пленка не образуется. При толщине металла более 6 применяется плавящийся электрод из алюминиевого сплава, обеспечивающий больший провар металла. Гелий при сварке н наплавке деталей из алюминиевых сплавов применяется с той же целью, что и аргон.
[c.116]
). При толщине металла до 4 мм следует вести сварку вольфрамовым электродом. При сварке окисная пленка на поверхности сварочной ванны распыляется под действием бомбардирующих ее ионов аргона. Вследствие инертной атмосферы вновь пленка не образуется. При толщине металла более 6 применяется плавящийся электрод из алюминиевого сплава, обеспечивающий больший провар металла. Гелий при сварке н наплавке деталей из алюминиевых сплавов применяется с той же целью, что и аргон.
[c.116]
Сварка трением обеспечивает получение работосиособпого сварного соедпненпя п может пантп промышленное применение для сварки стержней, стыков труб п других тел вращения. Этим способом можно также сваривать чугун со сталью, модьго, латунью и бронзой. Такие соединения находят применение в различных областях машиностроения. [c.299]
Для сварки бронзы угольным электродом применяют флюсы и присадочную проволоку того же состава, что при газовой сварке. Можно применять также флюс № 5.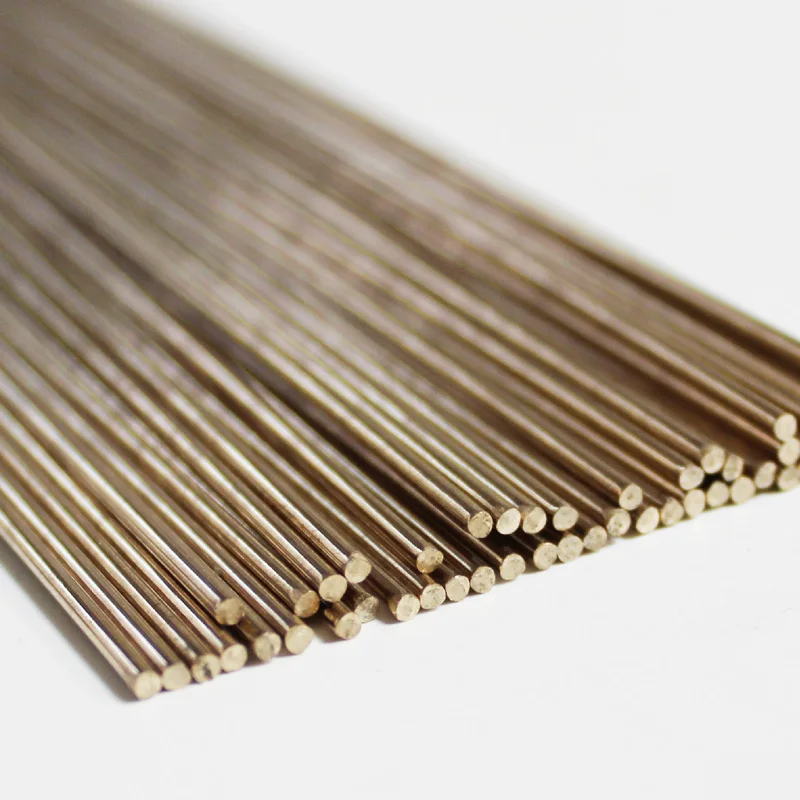 При этом для алюминиевой бронзы лучшие результаты дает применение флюса БЛ-3, а присадочные прутки рекомендуются следующего состава 8,5—9,5% алюминия, 1,5— 2,5% марганца, 1% железа, остальное — медь. Перед сваркой для предотвращения образования трещин целесообразен общий подогрев до 200 00°. После сварки полезен отжиг при температуре 600—650 с охлаждением о воде. Сварные соединения из прокатной латуни и бронзы для увеличения плотности и прочности шва можно проковывать в холодном состояиии.
[c.447]
При этом для алюминиевой бронзы лучшие результаты дает применение флюса БЛ-3, а присадочные прутки рекомендуются следующего состава 8,5—9,5% алюминия, 1,5— 2,5% марганца, 1% железа, остальное — медь. Перед сваркой для предотвращения образования трещин целесообразен общий подогрев до 200 00°. После сварки полезен отжиг при температуре 600—650 с охлаждением о воде. Сварные соединения из прокатной латуни и бронзы для увеличения плотности и прочности шва можно проковывать в холодном состояиии.
[c.447]
На стержни из меди или ее сплавов наносят покрытие, замешанное на жидком стекле. Состав некоторых электродных покрытий приведен в табл. 11.4, а характеристика покрытых электродов в табл. 11.5. Электроды АНМц/ОКЗ-АБ используют для заварки дефектов в отливках из алюминиевых и алюминиевоникелевых бронз. Электроды Комсомолец-100 (К-100), ОЗМ-2, ЗМ используют для сварки меди электроды ЗТ со стержнями из латуни — для сварки латуни электроды ОЗБ-1—для сварки бронзы, заварки дефектов бронзового литья электроды МН-5 для сварки медно-никелевого сплава между собой и с латунью и бронзой. [c.145]
[c.145]
Химический состав присадочной проволоки и ирутков для сварки меди, латуни и бронзы приведен в табл. 8 а рекомендуемые размеры проволоки или литых прутков — в табл. 9. [c.152]
Особенности сварки бронзы и латуни Текст научной статьи по специальности «Прочие технологии»
УДК 621.791; 669
ОСОБЕННОСТИ СВАРКИ БРОНЗЫ И ЛАТУНИ
Я. А. Стаханова, А.В. Кутузова, А. Д. Гусев
Статья посвящена особенностям сварки бронзы и латуни, методам сварки, в том числе газовому способу, под флюсом, дуговому. Приведена классификация методов сварки.
Ключевые слова: металл, бронза, латунь, сварка, метод, газовая сварка, дуговая сварка.
Сварка как технологический процесс является часто применяемым, классификация видов сварки, согласно ГОСТ представлена на рисунке.
Латунь и бронза — это сплавы на основе меди, а ее теплопроводность в 6 раз больше, чем железа, вследствие чего сварка сплавов на основе меди имеет особенности и существенно отличается от технологии сварки стальных изделий [1, 2, 3].
Классы сварки по ГОСТ 19521-74
Термический
Термомеханический МеХЭНИЧеСКИЙ
Включает виды сварки, которые выполняются с плавлением соединяемых частей в зоне сварки с использованием тепловой энергии (дуговая, газовая, электрошлаковая, электронно-лучевая, плазменная, лазерная и др.).
Включает виды сварки, которые производятся с использованием давления в сочетании с тепловой энергией (электроконтактная, диффузионная, газопрессовая и др.).
Включает виды сварки, которые производятся с применением механического усилия (энергии) и давления (холодная сварка, сварка взрывом, ультразвуковая сварка, сварка трением и др. ).
).
Классификация видов сварки
Латунь и бронзу сваривают методами газовой и дуговой сварки [4, 5]. В последнем случае применяются два вида электродных стержней -угольные и металлические. Чаще всего используются металлические штучные электроды. В этом случае рекомендуется варить на прямом или обратнополярном постоянном токе. При работе с электродами диаметром 1 мм выставляется сила тока 30/40 А; 2 мм — 60/80 мм, 3 мм — 120/160 и т.д. Если применяются сварочные аппараты переменного тока, то для обеспечения стабильной электродуги силу тока повышают примерно наполовину
(75/80 А для электродов диаметром 1 мм). Если имеется осциллятор, то необходимость в увеличении силы отпадает. Рабочие кромки при сварке бронз разделывают под углом 75±15°.
Штучные электроды и сплошная проволока (для сварки полуавтоматами) должна иметь такой же химсостав, что и металл заготовок. Большая часть бронз литейных видов, когда нет особых требований к показателям механической прочности шва и его устойчивости к появлению ржавчины, сваривается бронзовыми электродами БрКМцЗ 1 (марганец — 1%; кремний — 3 %, медь — все остальное). В незначительной концентрации стержни электродов также содержат железо, никель и свинец. Алюминиевые бронзы соединяются при помощи металлических прутков, в составе которых имеется около 4% железа и 10% алюминия. Сварка бронз оловя-нистого типа проводится посредством электродов, содержащих 3% олова, 6/6,5% свинца, 8% цинка, по 0,3% никеля и железа, 0,2% фосфора. Для сварки остальных разновидностей бронз также применяют электроды, соответствующие по химсоставу свариваемому цветному металлу.
Большая часть бронз литейных видов, когда нет особых требований к показателям механической прочности шва и его устойчивости к появлению ржавчины, сваривается бронзовыми электродами БрКМцЗ 1 (марганец — 1%; кремний — 3 %, медь — все остальное). В незначительной концентрации стержни электродов также содержат железо, никель и свинец. Алюминиевые бронзы соединяются при помощи металлических прутков, в составе которых имеется около 4% железа и 10% алюминия. Сварка бронз оловя-нистого типа проводится посредством электродов, содержащих 3% олова, 6/6,5% свинца, 8% цинка, по 0,3% никеля и железа, 0,2% фосфора. Для сварки остальных разновидностей бронз также применяют электроды, соответствующие по химсоставу свариваемому цветному металлу.
Угольные электроды предназначены для работы на постоянном сварочном токе с прямой полярностью. В данном случае на 1 мм диаметра электродного прутка необходимо подавать 30±5 А.
Напряжение электродуги при этом составляет 40/45 В. Используются угольные электроды диаметром 5/12 мм, чаще всего 6/8-миллиметровые стержни. При соединении деталей из алюминиевых бронз дополнительно применяют специальные флюсовые составы, активно взаимодействующие с оксидами алюминия. Такие флюсы равномерно наносят на присадочные прутки.
Используются угольные электроды диаметром 5/12 мм, чаще всего 6/8-миллиметровые стержни. При соединении деталей из алюминиевых бронз дополнительно применяют специальные флюсовые составы, активно взаимодействующие с оксидами алюминия. Такие флюсы равномерно наносят на присадочные прутки.
Для того чтобы удалить оксидные образования из сварной ванны прутком и электродным стержнем совершают поперечные движения зигзагообразного типа. Чтобы получить максимально прочные швы, рабочие поверхности бронзовых заготовок предварительно нагревают до 300±50°С.
Газовый метод сварки прежде всего используется в области ремонта литых деталей. При этом пламя должно иметь восстановительный, а не окислительный характер.
В последнем случае гораздо интенсивнее протекают процессы выгорания алюминия, олова и кремния. При газовой сварке бронз в качестве прутков-присадок применяются штучные стержни или сплошная проволока, близкие по основному составу к металлу свариваемых изделий. В расчет обязательно принимаются потери олова на выгорание. В прутках/проволоке его концентрация должна быть выше примерно на 1,5%, чем в заготовке для сварки. В качестве раскисляющего компонента в присадочные материалы добавляют 0,35±0,05% кремния.
В расчет обязательно принимаются потери олова на выгорание. В прутках/проволоке его концентрация должна быть выше примерно на 1,5%, чем в заготовке для сварки. В качестве раскисляющего компонента в присадочные материалы добавляют 0,35±0,05% кремния.
Флюсы используются такого же типа по составу, как и при работе с латунью/медью. Исключение составляют алюминиевые бронзы — при их сварке в газовой среде пользуются флюсами, предназначенными для работы со сплавами алюминия.
При заваривании сквозных дефектов под низ деталей подводят пластины, выполненные из графитовых или асбестовых материалов. Это позволяет предотвратить вытекание расплава из области наложения шва. Разделка кромок должна иметь угол шовного раскрытия 75±15°. Форма разделки — У-образная.
Дуговая сварка латуни осуществляется металлическими электродами или проволокой в режиме БС-тока (полярность — прямая) посредством короткой дуги в горизонтальной позиции. Электроды/проволока имеют следующий химсостав (%): 1,0±05 — железо; 0,5 — фиксированная концентрация алюминия; 4,5±0,5 — марганец; 40±2,5 — цинк; 1 — другие примеси в незначительной концентрации, все остальное — медь. Для достижения качественного провара при использовании электродных стержней, имеющих диаметр 5 мм, необходим режим тока 260±10°С. После завершения сварочных работ полученные шовные соединения дополнительно проковывают с последующим высокотемпературным отжигом (625±25°С).
Электроды/проволока имеют следующий химсостав (%): 1,0±05 — железо; 0,5 — фиксированная концентрация алюминия; 4,5±0,5 — марганец; 40±2,5 — цинк; 1 — другие примеси в незначительной концентрации, все остальное — медь. Для достижения качественного провара при использовании электродных стержней, имеющих диаметр 5 мм, необходим режим тока 260±10°С. После завершения сварочных работ полученные шовные соединения дополнительно проковывают с последующим высокотемпературным отжигом (625±25°С).
Кроме этого, сваривание определенных марок латуни (ЛО62/1, Л62 и схожие с ними) допускается проводить с помощью угольных электродов. В данном случае тоже используется ток БС с прямой полярностью. Напряжение электродуги должно составлять 35±5 В. Сваривать можно металлы толщиной от 3 до 16 мм в широком диапазоне силы тока — от 180 до 550 Ампер. В качестве расходных присадочных материалов рекомендуется выбирать прутки с трехпроцентным содержанием кремния, выполненные из латуни определенной марки — ЛК80/3. Кромки рабочих поверхностей проходят предварительную подготовку посредством стандартных механических методов.
Кромки рабочих поверхностей проходят предварительную подготовку посредством стандартных механических методов.
Как правило, латунь сложнее сваривается дуговым способом. По этой причине ее чаще всего варят по газовой технологии. Чтобы максимально снизить потери цинка на испарение, швы накладывают с помощью пламени окислительного типа, которое содержит большое количество кислорода — 35±5%. При таком методе газовой сварки ванна расплава покрывается сплошной жидкой пленкой, состоящей из оксида цинка. Благодаря этому и удается минимизировать его потери путем испарения. При этом кислород действует как окислитель на основное количество водорода, содержащегося в пламени горелки. Из-за этого наплав меньше насыщается свободным водородом, что увеличивает прочностные характеристики швов.
При любом методе сварки латунные заготовки проходят предварительную подготовку — тщательно зачищаются напильником, наждачной бумагой или специальными стальными щетками. Когда поверхность кромок покрыта оксидным слоем, ее протравливают десятипроцентным жидким раствором кислоты азота с последующей промывкой в горячей воде. Кромкам придают такой же угол, как и при сваривании сталей.
Когда поверхность кромок покрыта оксидным слоем, ее протравливают десятипроцентным жидким раствором кислоты азота с последующей промывкой в горячей воде. Кромкам придают такой же угол, как и при сваривании сталей.
Список литературы
1. Чвертко А.И., Патон В.Е., Тимченко В.А. Оборудование для механизированной дуговой сварки и наплавки. М., Машиностроение, 1981. 264 с.
2. Шебеко Л.П. Оборудование и технология автоматической и полуавтоматической сварки. М., Высш. школа. 1975, 344 с.
3. Сварка и резка в промышленном строительстве: справочник строителя в 2-х т. / под ред. Б. Д. Малышева. М.: Стройиздат, 1989. 990 с.
4. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки: учеб. для проф. учеб. заведений. 3-е изд., стер. М.: Высш. шк., Изд. центр «Академия», 2000. 319 с.
для проф. учеб. заведений. 3-е изд., стер. М.: Высш. шк., Изд. центр «Академия», 2000. 319 с.
5. Теория сварочных процессов: учебник для вузов / А.В. Коновалов, А.С. Куркин, Э.Л. Неровный, Б.Ф. Якушин; под ред. В.М. Неровного. М.: Изд-во МГТУ им. Н.Э. Баумана, 2007. 752 с.
Стаханова Яна Александровна, студентка, tsngs Iisagmail. com, Россия, Тула, Тульский государственный университет,
Кутузова Анна Владиславовна, студентка, tsngs I isagmail. com, Россия, Тула, Тульский государственный университет,
Гусев Андрей Дмитриевич, студент, tsngs1is@,gmail.com, Россия, Тула, Тульский государственный университет
FEA TURES OF WELDING BRONZE AND BRASS I.A. Stakhanova, A. V. Kutuzova, A.D. Gusev
The article is devoted to the peculiarities of welding of bronze and brass, welding methods, including the gas method, submerged arc welding. The classification of welding methods is given.
The classification of welding methods is given.
Key words: metal, bronze, brass, welding, method, gas welding, arc welding.
Stakhanova Iana Aleksandrovna, student, tsngs1is@,gmail. com, Russia, Tula, Tula State University,
Kutuzova Anna Vladislavovna, student, tsngs I isagmail. com, Russia, Tula, Tula State University,
Gusev Andrei Dmitrievich, student, tsngs I isagmail. com, Russia, Tula, Tula State University
Четыре способа сварки латуни
Сварка латуни может производиться различными методами. Выбор технологии зависит от количества легирующих компонентов в составе.
Особенности сварки латуни
Латунь – это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Сварка бронзы
Сваривание бронзы применяется для исправления дефектов и отливок из бронзы, а также ремонта и наплавки деталей. Бронзы с высоким содержанием алюминия практически не поддаются свариванию с использованием стандартных приемов. Тугоплавкая окись алюминия практически не позволяет производить работы по свариванию.
Бронзу сваривают с помощью угольных, металлических и неплавящихся вольфрамовых электродов. Сварку бронзы производят быстро с ограничением нагревания основного металла и размера ванны, при этом ускоряя затвердевание и охлаждение ванны. В качестве присадки применяются прутки из фосфористой бронзы, а флюсы и подогрев перед свариванием при угольной дуге не совсем обязательны.
Прекрасные результаты работы дает сваривание металлическим электродом с бронзовым литым стержнем. Газовое сваривание бронзы производится с предварительным подогревом свариваемой детали до температуры 450 градусов по Цельсию. В работе используются присадочные прутки, близкие по составу основного металла. Их диаметр колеблется в пределах 5 – 8 миллиметров. Бронза является жидкотекучим металлом, поэтому ее можно сваривать только в нижнем положении сварочного шва. При температуре от 550 до 650 градусов детали из бронзы становятся очень хрупкими и имеют малу прочность. Флюс для сваривания бронзы газовой сваркой должен быть такого состава: бур – 50% кислый фосфористо-кислый натрий – 15%, борная кислота – 35%. После сваривания литых деталей из олова или бронзы с низким содержанием кремния, они отжигаются при температуре 450 – 500 градусов с последующим охлаждением в воде. Сварочный шов подковывается только при сваривании прокатной бронзы, а газовое сваривание дает прочность 75 – 90% от прочности основного металла свариваемой детали.
Их диаметр колеблется в пределах 5 – 8 миллиметров. Бронза является жидкотекучим металлом, поэтому ее можно сваривать только в нижнем положении сварочного шва. При температуре от 550 до 650 градусов детали из бронзы становятся очень хрупкими и имеют малу прочность. Флюс для сваривания бронзы газовой сваркой должен быть такого состава: бур – 50% кислый фосфористо-кислый натрий – 15%, борная кислота – 35%. После сваривания литых деталей из олова или бронзы с низким содержанием кремния, они отжигаются при температуре 450 – 500 градусов с последующим охлаждением в воде. Сварочный шов подковывается только при сваривании прокатной бронзы, а газовое сваривание дает прочность 75 – 90% от прочности основного металла свариваемой детали.
Сваривание цветных металлов сильно отличается от сварки сталей, потому как цветные металлы имеют другие свойства, отличающиеся от сталей и чугунов. Цветные металлы отличаются высоко теплопроводностью, вступают в реакцию с газами, содержащимися в атмосфере. Для исключения таких действий, требуется правильно подбирать способ сваривания и подготавливать детали к свариванию по строго подготовленной инструкции.
Для исключения таких действий, требуется правильно подбирать способ сваривания и подготавливать детали к свариванию по строго подготовленной инструкции.
Развитие современных технологий сваривания позволяет проводить сварочные работы не только на промышленных предприятиях, но и под водой, в космосе и в обычных домашних условиях. Процедура сваривания цветных металлов является специфической и в основном зависит от химических и физических свойств свариваемого металла, в нашем случае бронзы.
Для сварки бронзы многие используют газовое сваривание, потому как его можно считать одним из несложных способов проведения сварочных работ, а также ввиду того, что для его проведения не требуется высочайшего класса профессионализма сварщика.
3g-svarka.ru
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.
Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе.
В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
 В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
 Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.
 Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.

Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.

Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Безопасность
Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
| Технология аргонно-дуговой сварки меди и бронзы Сварка меди осуществляется электродами из вольфрама. Марки этого металла под индексами М-1/М-2 свариваются не только с помощью сварочного аргона. Его в ряде случаев можно заменить азотом или гелием. Если планируется применять аргон, то в качестве присадок потребуются прутки, содержащие разные сплавы. Это может быть хромистая или кремнемарганцовистая медь. Поскольку в состав М-3 входят примеси, которых гораздо больше, нежели в марках М-1/М-2, то шов может получиться хрупким. Однако исследования доказали, что медный лист, толщина которого не превышает три миллиметра, лучше сваривать, используя аргонно-дуговую сварку. При этом процесс проводится на переменном электротоке, а присадка должна быть бронзовой. Чем больше толщина медного листа, тем больше аргона в баллонах потребуется. Так, при толщине один миллиметр расход аргона составит три-четыре кубических дециметра в минуту, а при толщине три миллиметра — шесть-семь кубических дециметров в минуту. Бронза. Особенности сварочного процессаАргонно-дуговая сварка бронзы также выполняется вольфрамовым электродом. Его диаметр должен составлять три с половиной миллиметра. Если необходимо сварить бронзу, толщина которой варьируется от 1,4 до 2,5 миллиметра, то присадочный материал не используется, а сварка производится с помощью постоянного тока, имеющего прямую полярность, либо на переменном электротоке с использованием осциллятора. Для сварки бронзы необходимо купить аргон марки В. Его расход составит от шести-восьми до десяти-двенадцати кубических дециметров в минуту. Чтобы сварить бронзу, под неё подкладывают медь, а швы соединяют встык, не оставляя между ними зазора. Максимальной прочностью обладают швы, выполненные на отожжённой бронзе. Стоит учитывать, что во время сварки металла с толщиной более 1,8 миллиметра возможно образование единичных пор. Они появляются в месте перехода от шва к основе. Это происходит в связи с тем, то в бронзе есть растворённый водород, который поступает из аргона. Кроме этого, поры появляются за счёт того, что в процессе сварки происходит диффузия водорода, который поступает в шов из основы. Влага может содержаться как в аргоне, так и на поверхности бронзы. Также водород поглощается материалом, когда проводится отжиг бронзы в газе. Этот процесс осуществляется в техническом газе, в состав которого входит до 12 процентов водорода. Купить 74 |
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сварка бронзы в основном применяется для исправления дефектных отливок из бронзы, ремонта деталей и наплавки. Бронзы с большим содержанием алюминия почти не поддаются сварке обычными приемами. Например, по этой причине бронзу марки Бр. АЖ9-4 не удавалось заварить из-за тугоплавкой двуокиси алюминия. Бронзу сваривают угольным, металлическим электродами, в среде аргона — вольфрамовым электродом по технологии, аналогичной сварке меди. Сварку бронзы нужно вести быстро, ограничивая нагрев основного металла и размеры ванны, ускоряя охлаждение и затвердевание ванны. В качестве присадки используют прутки из фосфористой бронзы, флюсы и подогрев при сварке угольной дугой не обязательны. Хорошие результаты дает сварка металлическим электродом — литым бронзовым стержнем. Газовая сварка бронзы выполняется с предварительным подогревом до 450°С, присадочные прутки диаметром 5— 8 мм, близкие по химическому составу к свариваемой бронзе. Бронзы очень жидкотекучие, поэтому их сваривают только в нижнем положении шва. При температуре 550—650°С бронзовые детали становятся чрезвычайно хрупкими и малопрочными. Газовое пламя сварочной горелки нормальное, флюс, например, такого состава: бура — 50%, борная кислота — 35%, кислый фосфористо-кислый натрий — 15%. После сварки литых деталей из оловянной или малокремниевой бронзы их отжигают при температуре 450—500°С и охлаждают в воде. Сварной шов проковывают только при сварке прокатной бронзы, но не литой. Газовая сварка бронз дает прочность 75—90% от прочности основного металла. |
Сварка латуни аргоном. Советы, как избежать ошибок
При проведении в Екатеринбурге аргоновой сварки латуни могут возникнуть проблемы, так как этот сплав на основе меди достаточно трудно сваривается. Из-за наличия в сплаве цинка, который испаряется при температуре плавления латуни, он приобретает плохую пластичность, в сварном шве появляются поры, а в воздух выделяются опасные для человека пары. В случае наличия в оксидной пленке водорода при сваривании шов насыщается пузырьками, из-за чего его прочность существенно уменьшается.
Технология сварки латуни аргоном
Следует учитывать, что в Екатеринбурге аргонодуговой сварке стоит подвергать латунные детали толщиной от 3 мм, а тонкие детали можно только паять. Перед сваркой необходимо провести следующую подготовку:
-
при толщине до 4 мм сварку можно проводить, не разделывая кромки;
-
при толщине 4-10 мм нужно произвести одностороннюю разделку кромок под углом 60-70°;
-
при толщине 10-15 мм рекомендуется снять фаски с обоих краев под углом 20-35°;
-
при толщине 15-25 мм необходимо сделать Х-образную разделку.
После разделки следует притупить кромки, обезжирить и зачистить латунные заготовки, не забыв перед этим надеть респиратор, поскольку латунные окислы можно удалить только при помощи таких веществ, как азотная кислота. Показателем высокого качества очистки является металлический блеск, появившийся на поверхности изделия.
Перед сваркой нужно обязательно включить вытяжку и надеть респиратор, чтобы защитить легкие от ядовитых испарений цинка, которые будут сопровождать процесс (выделение паров цинка сопровождается сильным треском). Под свариваемый стык рекомендуется подложить прокаленную прокладку из асбеста. Настроить параметры сварочного аппарата, которые для каждой модели подбираются с учетом рекомендаций производителя и собственного опыта специалиста по обработке листового металла. Ток для сваривания латуни нужно выставлять небольшой, чтобы обеспечить сплаву достаточное проплавление. Чтобы избежать брака, рекомендуется протестировать правильность выставленных параметров на опытном образце.
Если толщина изделия из латуни больше 10 мм, то рекомендуется предварительно подогреть деталь. Затем можно приступать непосредственно к процессу аргоновой сварки в Екатеринбурге по технологии с перехлестом или отдельными валками, заполняя присадочным металлом зазор между свариваемыми деталями на всю его глубину. Так можно сваривать мелкие и крупные изделия из латуни или восстанавливать их методом наплавки.
Цена аргонодуговой сварки латуни во многом зависит от того, какой электрод вы при этом будете использовать. Обычно для этих целей применяется вольфрамовый электрод в один слой. Для присадки подходит аналогичный кусок металла, но впоследствии потребуется зачищать шов и шлифовать все изделие. В качестве присадки также можно использовать медную проволоку, кремнистую латунную проволоку, прутки из безоловянной бронзы.
Если придерживаться этой технологии аргоновой сварки в Екатеринбурге, то при сваривании латуни вы получите прочные однородные швы, которые смогут выдержать большие нагрузки на растяжение, на сжатие и на изгиб. Если ваш гараж или мастерская, в которой вы проводите сварку, не оборудованы специальной вытяжкой, то лучше всего производить сварочные работы на открытом воздухе ввиду высокой опасности для человеческого здоровья паров цинка. Где бы вы ни выполняли сварку олова, обязательно используйте респиратор.
Сварка латуни и бронзы: Maine Welding Company
Сварка латуни и бронзы может быть выполнена с использованием ряда сварочных процессов.
Латунь и бронза — это сплавы меди. Латунь содержит цинк, а бронза — олово в качестве основных легирующих элементов. Однако некоторые бронзовые металлы содержат больше цинка, чем олова, а некоторые содержат цинк и совсем не содержат олова. Высокие латуни содержат от 20 до 45 процентов цинка. Прочность на разрыв, твердость и пластичность увеличиваются с увеличением процентного содержания цинка.Эти металлы подходят как для горячей, так и для холодной обработки.
Металло-дуговая сварка латуни и бронзы
Латунь и бронзу можно успешно сваривать дуговой сваркой. Используемый электрод должен быть типа экранированной дуги с прямой полярностью (электрод положительный). Латунь можно сваривать электродами из фосфористой бронзы, алюминиевой бронзы или кремниевой бронзы, в зависимости от состава основного металла и требуемого обслуживания. Следует использовать опорные пластины из подходящего металла или меди.Для сварки медно-цинковых сплавов (латуни) не следует использовать высокий сварочный ток, в противном случае содержание цинка улетучится. Все сварочные работы должны выполняться в горизонтальном положении. Если возможно, наплавленный металл должен быть наплавлен с переплетением, примерно в три раза превышающим ширину электрода.
Углеродно-дуговая сварка латуни и бронзы
Этот метод можно использовать для сварки латуни и бронзы с присадочными стержнями примерно того же состава, что и основной металл. В этом процессе сварка выполняется так же, как бронза соединяется со сталью.Металл в угольной дуге перегрет, и этот очень горячий металл сплавлен с основным металлом в соединении.
Кислородно-ацетиленовая сварка латуни и бронзы
Низкие латунные детали легко соединяются кислородно-ацетиленовой сваркой. Этот процесс особенно подходит для трубопроводов, поскольку его можно выполнять во всех положениях сварки. Можно использовать кремний-медные сварочные стержни или одну из латунных сварочных стержней. Для кислородно-ацетиленовой сварки высоких латуней используются сварочные стержни с низким дымом. Эти стержни с низким уровнем дыма имеют состав, подобный многим из высоких латуней.Требуется флюс, и пламя горелки должно быть настроено на слегка окисляющее пламя, чтобы помочь контролировать дымообразование. Также может потребоваться предварительный нагрев и дополнительный источник тепла. Процедуры сварки меди также подходят для латуни.
Газовая дуговая сварка металла, латуни и бронзы
Газовая дуговая сварка металлическим электродом (GMAW или MIG) рекомендуется для соединения крупных изделий из фосфористой бронзы и толстых профилей. Обычно используются постоянный ток, положительный электрод и защита от аргона.Расплавленная сварочная ванна должна быть небольшой, а скорость перемещения должна быть достаточно высокой. Следует использовать бусинки для косичек. Горячее упрочнение каждого слоя снизит сварочные напряжения и вероятность растрескивания.
Газовая вольфрамо-дуговая сварка латуни и бронзы
Газовая дуговая сварка вольфрамом (GTAW или TIG) используется в основном для ремонта отливок и соединения листов фосфористой бронзы. Как и при дуговой сварке металлическим электродом в газе, выгодно горячее упрочнение каждого слоя металла шва. Стабилизированный переменный или постоянный ток, отрицательный электрод может использоваться с гелиевым или аргоновым экранированием.Металл следует предварительно нагреть до диапазона от 350 до 400 ° F (от 177 до 204 ° C), а скорость движения должна быть максимально быстрой.
Экранированный металл для дуговой сварки латуни и бронзы
Электроды с покрытием из фосфористой бронзы доступны для соединения бронз аналогичного состава. Эти электроды предназначены для работы с постоянным током, электрод положительный. Присадочный металл следует наносить в виде валиков стрингера для обеспечения наилучших механических свойств сварного соединения. Отжиг после сварки при 900 ° F (482 ° C) не всегда необходим, но желателен для достижения максимальной пластичности, особенно если металл шва должен подвергаться холодной обработке.Следует строго избегать попадания влаги как на рабочую поверхность, так и на покрытие электродов. Обжиг электродов при температуре от 250 до 300 ° F (от 121 до 149 ° C) перед использованием может потребоваться для снижения влажности покрытия до приемлемого уровня.
Сварка бронзы
Сварка бронзы
Сварка бронзы
Очень распространенный способ соединения медных труб — это метод, известный как сварка бронзы. Хотя это называется «сваркой», плавление основного металла не происходит.Однако полученная связь такая же по прочности и сравнима со сваркой плавлением.
Кислородно-ацетиленовое оборудование наиболее подходит для этого процесса, так как оно способно производить очень горячее пламя, обеспечивающее контролируемый локальный нагрев.
Для соединения используется специальный латунный стержень. Этот стержень состоит примерно из 60% меди и 40% цинка. В соединение необходимо добавить флюс, чтобы стержень прилипал к меди и предотвращал окисление. Флюс можно использовать в виде порошка, окунув в него нагретый конец латунного стержня.Альтернативный метод — смешать флюс с чистой водой с образованием гладкой пасты, которую можно нанести на область сварного шва и присадочный стержень с помощью небольшой кисти. В некоторые латунные стержни производители пропитали их флюсом.
Температура плавления меди составляет 1080ºC, а температура плавления латунного присадочного стержня составляет 850–950ºC. Следует использовать слегка окисляющее пламя.
Основными типами бронзовых сварных соединений, используемых на медных трубах, являются:
- Bell Joint : Используется на трубах в вертикальном положении.Нижний конец трубы выпуклый, чтобы принять верхнюю трубу.
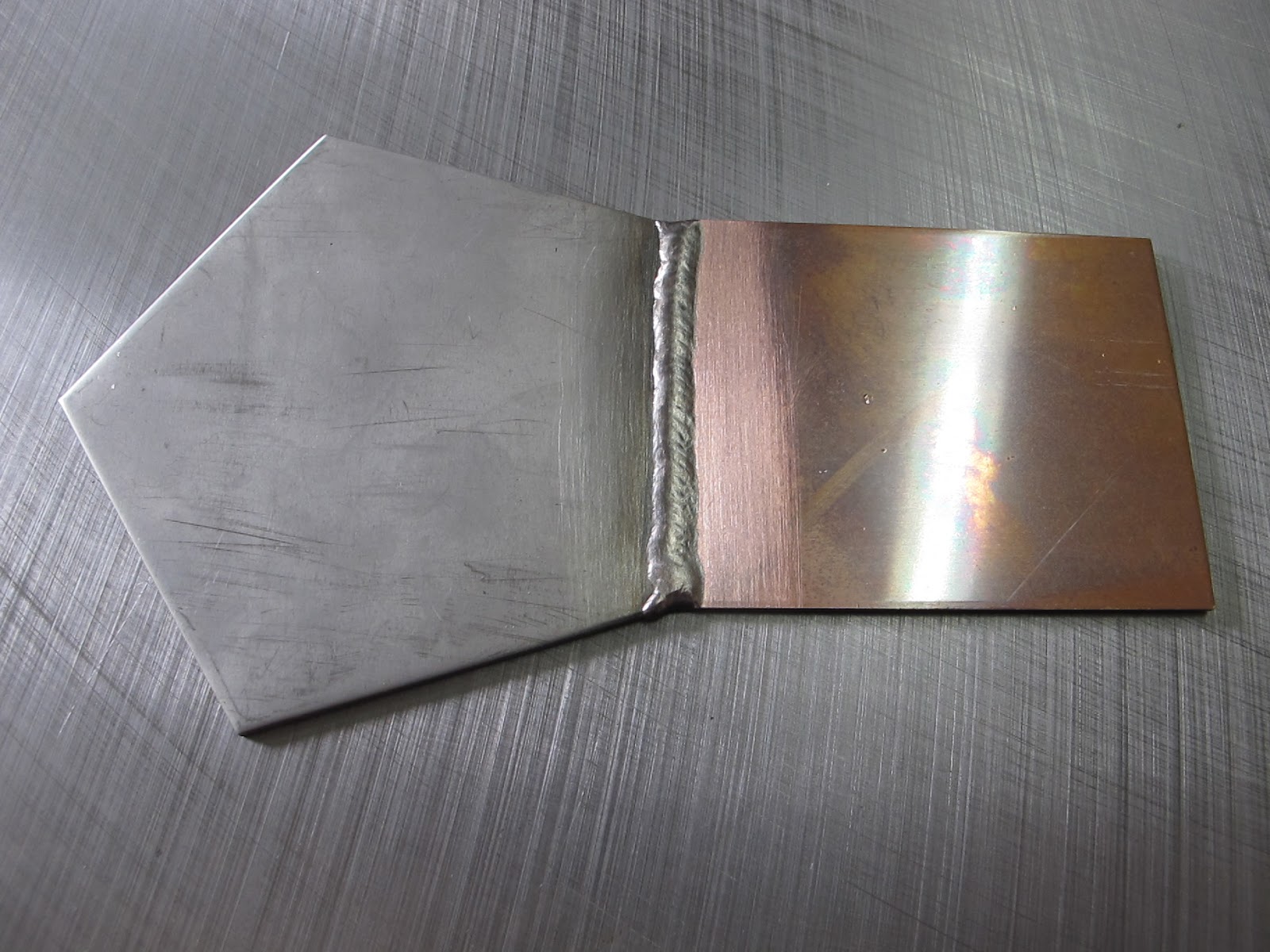
- Стыковое соединение : Используется для соединения труб в горизонтальном положении.
- Соединение ответвлений : Используется для сварных соединений ответвлений. Отверстие для ответвления может быть заполнено, вырезано или выжжено.
- Переходное соединение : Используется там, где необходимо соединить трубы разных размеров.
- Заглушки : Используется для заглушки концов труб.
Примечание: Многие люди называют сварку бронзы «пайкой». Хотя материалы и процесс соединения одинаковые, техника немного отличается. Пайка использует принцип капиллярного притяжения в соединении.
- Система Rothenberger «R»
Источник: http://local.ecollege.ie/Content/APPRENTICE/liu/Plumbing_notes/Bronze_Welding_M2_U5.doc
Веб-сайт для посещения: http://local.ecollege.ie/
Автор текста: указан в исходном документе указанного текста
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро. Добросовестное использование — это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы.В законах США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте , носит общий характер и цель, которая является чисто информативной и по этой причине не может ни в коем случае заменять совет врача или квалифицированного лица, имеющего законную профессию.
Сварка бронзы
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться среди студентов, преподавателей и пользователей Интернета, их тексты будут использоваться только в иллюстративных образовательных и научных целях.
Вся информация на нашем сайте предназначена для некоммерческих образовательных целей
Сварка бронзы
Основы для пайки MIG-пайкой из кремниевой бронзы
Преимущества пайки MIG
ПайкаMIG может быть не знакома многим, но в мире сварки это не новость.MIG-пайка — это процесс сварки, который существует уже много лет и набирает популярность как среди профессионалов, так и среди любителей из-за преимуществ, которые он может предложить, особенно с присадочным металлом из силиконовой бронзы.
Узнайте о пайке MIG, силиконовой бронзе и о том, как правильно настроить источник сварочного тока для пайки силиконовой бронзы MIG.
Что такое пайка МИГ?
В процессах пайки традиционно используется кислородно-ацетиленовая горелка для плавления присадочного металла, но при пайке MIG для пропуска проволоки для пайки используется стандартный пистолет MIG.Паяльный присадочный металл плавится при температуре 840 градусов по Фаренгейту, что ниже точки плавления соединяемых основных металлов. Из-за более низкой температуры плавления присадочный металл обеспечивает капиллярное действие — жидкость втягивается в сварное соединение — при пайке.
Что такое кремниевая бронза?
Наполнитель из кремниевой бронзы в основном состоит из меди, кремния, олова, железа и цинка. Состав проволоки обеспечивает некоторые уникальные преимущества, такие как способность сваривать разнородные металлы вместе, уменьшать деформацию и обеспечивать визуально привлекательную поверхность.
Сварка разнородных металлов
При сварке пайкой с присадочным металлом из силиконовой бронзы расплавленный металл связывает основные материалы вместе, но не обеспечивает плавления, как присадочный металл из низкоуглеродистой стали. Из-за этого силиконовая бронза может использоваться для сварки разнородных материалов, таких как чугун со сталью или нержавеющая сталь со сталью.
Уменьшение искажений
Низкая температура плавления кремниевой бронзы также обеспечивает более холодный процесс сварки, обеспечивая меньшее нагревание свариваемого материала.Уменьшение подводимого тепла приводит к меньшим искажениям и способности сваривать термочувствительные материалы без ущерба для физических свойств. Он идеально подходит для соединения более тонких металлов, заполнения зазоров и выполнения работ с листовым металлом, таких как HVAC и сварка кузовов автомобилей.
Золото
При правильном выполнении сварной шов из силиконовой бронзы будет иметь отделку золотого цвета, которая будет контрастировать с основным металлом. Сварные швы золотистого цвета часто используются для эстетической привлекательности изделий из металла.
Следует учитывать несколько недостатков процесса пайки MIG. Проволока из кремниевой бронзы обычно дороже, чем проволока из низкоуглеродистой стали. Из-за своего состава проволока мягче, чем проволока из мягкой стали, а это означает, что иногда она может вызывать гнездование птиц или другие проблемы с кормлением. Он также имеет более низкий предел прочности на разрыв, чем проволока из мягкой стали.
Настройка станка
ПайкаMIG может выполняться с переносом короткого замыкания, а характеристики дуги аналогичны дуге из присадочного металла из низкоуглеродистой стали.
При настройке машины для пайки MIG существует несколько ключевых компонентов, которые должны быть правильными для достижения наилучших возможных результатов.
- Защитный газ: Очень важно использовать 100% аргон в качестве защитного газа для проволоки из кремнистой бронзы.
- Приводные ролики: Поскольку проволока из кремнистой бронзы мягче стали, рекомендуется использовать ведущие ролики с U-образной канавкой, но также подойдут ведущие ролики с V-образной канавкой.
- Выбор процесса: При настройке этого процесса на вашем сварочном аппарате MIG или многопроцессорном сварочном аппарате установите для аппарата настройку C25 для достижения наилучших результатов.
- Полярность: Полярность должна быть установлена на DCEP.
- Гильза пистолета: Рекомендуется тефлоновая гильза из-за мягкости проволоки из кремнистой бронзы, но подойдет и обычный стальной вкладыш.
- Метод: При пайке MIG используйте ту же технику сварки, что и при MIG с коротким замыканием.
Пайка TIG с силиконовой бронзой
Сварщик / производитель Джош Велтон из Brown Dog Welding объясняет, как использовать силиконовую бронзу при пайке TIG.
Универсальный наполнитель
Кремниевая бронза довольно универсальна в качестве наполнителя. С горелкой TIG вы можете использовать ее для решения ряда задач, которые варьируются от трудных до невозможных с использованием обычного стального присадочного стержня.
Конечно, использование этого присадочного материала — это не совсем сварка — по крайней мере, в традиционном смысле этого слова.Вместо этого вы выполняете пайку с более мягким наполнителем, используя капиллярность, но при этом по-прежнему используете установку TIG вместо газовой горелки. Этот процесс иногда называют TIG или электрической пайкой. Пайка выполняется при более низких температурах без плавления основных металлов; Наполнитель проникает во все микроскопические щели в металле и стягивает части вместе, как на постоянной липучке. Из-за этого вам не нужно, чтобы основные металлы были похожи, поэтому, например, можно припаять медь TIG к нержавеющей стали.
Нижняя точка плавления
Низкая температура плавления стержня из кремнистой бронзы делает его идеальным для соединения тонких листов металла, оцинкованной стали, а также гаек и болтов. Это удобно для обработки листового металла, потому что более низкие температуры плавления означают меньшее нагревание, что означает меньшую деформацию по сравнению с TIG, например, со стержнем ER70. И вы все еще можете отшлифовать и покрасить его, как и окружающий металл.
Кроме того, вы не получите «выскакивания» и вырывания вольфрама, которые обычно возникают при сварке оцинкованной стали, потому что кремниевая бронза течет при температуре ниже, чем покрытие с высоким содержанием цинка.Цинк — относительно неприятное вещество, которое вызывает беспорядок.
Кремниевая бронза также обладает выдающимися износостойкими свойствами. У моего отца были изношенные чугунные шестерни, которым требовалось восстановить зубья. У меня не было времени на предварительный / последующий нагрев, который потребовался бы для сварного шва, поэтому я решил вместо этого паять его «в холодном состоянии», нагревая материал настолько, чтобы он мог принять кремниевую бронзу. Я сделал сборку, папа спилил их по размеру, и они отлично работали в его снегоочистителе последние пять или шесть сезонов.
Соединение разнородных металлов
Способность соединять разнородные металлы огромна во многих областях, включая искусство. Что касается моих скульптур, он открыл мне новый мир много лет назад, когда я обнаружил, что могу использовать его для прикрепления меди к стали. Контраст цветов, различие материалов на ощупь — все это придает изделиям особый характер.
На самом деле, я часто называю это пайкой TIG и сваркой. Это слишком легко назвать сваркой TIG, потому что это, по сути, один и тот же процесс.Различия в том, как наполнитель реагирует на основной металл, незначительны. У вас есть окно меньшего размера, чтобы стержень мог плавиться в лужу; если слишком холодно, стык не примет наполнитель, и конец скомкнется. Если вы слишком горячие, вы слишком сильно расплавляетесь с основным металлом и на собственном опыте узнаете, почему его называют стержнем «горячего растрескивания».
Небольшое плавление с основным металлом — это нормально, но чрезмерное плавление приведет к поломке соединения посередине. Тем не менее, в целом, это очень похоже на сварку стали TIG, когда речь идет о настройках машины, расходных материалах и зрительно-моторной координации.Наполнитель — практически единственная переменная, которая меняется с точки зрения процесса.
Полярность постоянного и переменного тока
Я должен отметить, что хотя я обычно использую отрицательную полярность постоянного тока (точно так же, как я использовал бы для стали) для сварки / пайки силиконовой бронзой, вы также можете использовать переменный ток. Процесс очистки переменным током помогает при пайке некоторых материалов. Многопроцессорный сварочный аппарат Multimatic® 220 AC / DC от Miller обеспечивает сварку TIG как переменным, так и постоянным током, которую я использовал для сравнения.Лучше всего поэкспериментировать с различными настройками, чтобы найти то, что лучше всего подходит для вашей ситуации.
Как и при любой сварке или пайке, вы должны работать с хорошей вентиляцией — например, с системой удаления дыма.
Если вы умеете сваривать TIG и хотите попробовать пайку TIG, просто возьмите силиконовой бронзы и отправляйтесь в город. Вы заметите небольшие различия в укладке бусинки, о которых я упоминал ранее, но в целом это довольно простой процесс.
О Джоше Велтоне
Джош Велтон, владелец производственной и художественной студии Brown Dog Welding LLC в Детройте, штат Мичиган, является признанным сварщиком, изготовителем, учителем, художником, писателем, влиятельным лицом в социальных сетях, предпринимателем и автолюбителем.Он пишет статьи для TheFabricator.com и The WELDER Magazine (FMA Publications), а также на DodgeGarage.com. Он был удостоен награды WEMCO / AWS Foundation Excellence in Welding Award 2018 в категории СМИ за его вклад в популяризацию сварки.
БРОНЗОВЫЕ И ЛАТУННЫЕ Сварочные электроды и другие сварочные материалы от ALCAM
Alcam # 10
(Никель / Серебро) Многоцветная латунь
Факел
Высокая прочность, Мультитемпературный .Стержень №10 — это пайка высочайшего качества. материал как для тонкого потока, так и для налипания большинства черных металлов и цветные металлы. Сплав премиум-класса для ремонтно-профилактических работ с факелом. Это мультитемпературный сплав.
· Растяжение
Прочность — 113000 фунтов на квадратный дюйм
· Твердость — 140-200 НВ
· Рабочая температура — 1400 ° — 1750 ° F
· Температура повторного плавления — 1800º F
ПРИЛОЖЕНИЯ
И ПРОЦЕДУРЫ
Низкая температура: при 1400-1500º F пласт имеет контролируемую текучесть.
что делает его идеальным для наплавки и наращивания деталей, подверженных
фрикционный износ.Alcam # 10 отлично подходит для создания высоких допусков.
применения, такие как сломанные и изношенные зубья шестерен, валы и т. д., где
необходима плотная посадка.
Высокая температура:
Повышение температуры до 1650-1750º F приведет к сплавлению # 10.
стать тонким и производить высокопрочные соединения всего за 0,001–0,003 дюйма
оформление. Этот пруток для пайки превратится в очень прочную тонкую
текучий материал, способный проникать в самые плотные стыки, т.е.е. стали
стропы и опрокидывания карабина. Остатки флюса можно удалить просто
проволочная щетка.
В НАЛИЧИИ:
1/16 дюйма 3/32 дюйма 1/8 дюйма
Alcam # 11
(Низкотемпературная латунь)
Факел
Low Fumes. Премия пруток из бронзы с низким уровнем дымления.
· Растяжение
Прочность 65000 фунтов на квадратный дюйм
· Твердость — 80-110 HB
· Относительное удлинение — 35%
· Рабочая температура — 1600ºF
ПРИЛОЖЕНИЯ
И ПРОЦЕДУРЫ
Alcam # 11 идеально подходит для технического обслуживания, ремонта или изготовления большинства черных и цветных металлов.Используется для соединения деталей из металла
мебель, оцинкованные воздуховоды, велосипеды, автомобили и т. д. Этот продукт
дает отличные результаты по ремонту чугуна.
ТОВАРОВ
В НАЛИЧИИ:
3/32 дюйма 1/8 дюйма
Alcam #
15
(Из дуги латуни в сталь в литье)
DC-R Tig и Mig
Латунь к стали и Бросать. Alcam # 15 представляет собой дуговый электрод из фосфорной бронзы . идеально подходит для наплавки на бронзе и черных металлах, обеспечивая исключительную износостойкость и коррозионная стойкость. За счет улучшенного сцепления с основанием металла и чрезвычайно плотных отложений, Alcam # 15 отлично подходит для очень пористые чугуны.
· Растяжение
Прочность — 60000 фунтов на квадратный дюйм
· Предел текучести — 35000 фунтов на квадратный дюйм
· Твердость — 120 по Бриннелю
· Удлинение — 30%
ПРИЛОЖЕНИЯ
И ПРОЦЕДУРЫ
Alcam # 15 специально изготовлен для высокопрочного соединения.
и плакировка из бронзы, латуни, стали и стального литья.Высокий никель
Содержимое этого электрода образует твердый износостойкий осадок. Alcam
№15 имеет отличную коррозионную стойкость к морской воде и многим другим химическим веществам.
Области применения включают ремонт и наплавку корпусов клапанов, турбин,
рабочие колеса, насосы, слуховые аппараты, шестерни и дефекты нового литья.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG & MIG: все популярные типоразмеры
Alcam #
16
(Дуговая латунь для износа)
DC-R Tig и Mig
Универсал. Alcam # 16 — бронзовый электрод, специально разработанный для высокой прочности . и даже износостойкость на различных металлах. # 16 производит более твердый осадок, который все еще поддается механической обработке. Этот электрод способен выдерживать самые суровые условия, в которых кислотные условия и существенные износ — обычное явление.
· Растяжение
Прочность — 100000 фунтов на квадратный дюйм
· Предел текучести — 63 000 фунтов на квадратный дюйм
· Твердость — 200 по Бриннелю
· Относительное удлинение — 20%
· Отличная устойчивость к коррозии
ПРИЛОЖЕНИЯ
И ПРОЦЕДУРЫ
Конструкционные соединения, ремонт и наплавка высокомарганцовистой стали, никеля.
и железосодержащие алюминиевые бронзы, оловянную бронзу (фосфористую бронзу),
латунь, медь и сталь.Кроме того, №16 — отличная наплавка из чугуна.
при использовании вместе с Alcam # 60 в качестве первого слоя.
Обычно используется на гребные винты, упорные подшипники, турбины, клапаны, лопасти мешалки, всасывающие ролики и детали гидрооборудования. Он также используется для изготовление арматуры и ремонт инструментов и насосов в химической и бумажная промышленность. Этот электрод часто используется для соединения разнородных металлы.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТОД: 1/8 ”5/32”
TIG & MIG: доступны все популярные типоразмеры
Нужно быстро ценообразование / доставка сварочного оборудования и расходных материалов?
Alcam, Inc. предоставляет широкий спектр продуктов и услуг. Получать предложение по конкретным продуктам и / или услугам, НАЖМИТЕ ЗДЕСЬ, чтобы НАПИСАТЬ НАМ ЭЛЕКТРОННУЮ ПОЧТУ или позвоните нам по телефону 800-522-3177
Медь, латунь и бронза | Электроды и сплавы
Электрод из чистой меди
Код продукта 1281 — настоящий электрод для дуговой сварки из чистой меди.Поскольку очень немногие производители электродов имеют технологии для разработки и производства этого электрода из чистой меди, версия Selectrode является выбором для большинства мировых приложений и хорошо протестирована во всех областях применения по всему миру. Этот электрод постоянного тока осаждается с относительно плавным переносом дуги. Получаемый сварной шов является плотным и обладает всеми тепловыми и электрическими характеристиками чистой меди. Высокая чистота химического состава металла шва облегчает соединение и ремонт всех марок свариваемой меди.
Электрод из оловянной бронзы переменного / постоянного тока
Selectrode Industries код 1282 — чрезвычайно универсальный электрод для сварки оловянной бронзы переменного и постоянного тока. Можно использовать особую технику для использования этого электрода в качестве прутка для электрической пайки. Функция производительности переменного тока открывает возможность ремонта бронзы для многих мастерских, у которых в настоящее время нет сварочных аппаратов на постоянном токе. Многофазная базовая структура из меди позволяет этому электроду соединять многие сплавы на основе меди не только сами с собой, но и со сплавами на основе железа, такими как нержавеющие стали, стали и чугуны.
Электрод из оловянной бронзы только для постоянного тока
Код 1283 — электрод Selectrode Industries из оловянной бронзы с мощным дуговым приводом, разработанный специально для высокопрочных сварных швов с глубоким проникновением на широкий спектр марок основного металла. Содержимое олова особенно подходит для ремонта компонентов, которые подвергаются воздействию морской воды, а также некоторых химикатов, широко используемых в морских применениях. Мощный дуговый привод позволяет легко переносить металл шва с отличным удалением шлака и внешним видом сварного шва.Плотность сварочного металла также исключительна.
Никель-марганцево-алюминиевый бронзовый электрод
Код 1284 — очень высоколегированный электрод для сварки алюминиевой бронзы, работающий только на постоянном токе. 1284 — первая рекомендация по соединению и наплавке деталей, которые могут эксплуатироваться в морской среде и в морской воде. Высокое содержание сплава способствует ремонту самых разнообразных неблагородных металлов, относящихся к химическому составу «алюминиевая бронза». Высокое содержание сплава также обеспечивает твердость, идеально подходящую для применения в условиях трения и износа металл по металлу.Таким образом, этот металл сварного шва может противостоять коррозии, кавитации, эрозии и износу металла по металлу.
Электрод из алюминиевой бронзы
Selectrode Industries специально разработала код 1285 в качестве универсального электрода из алюминиевой бронзы с низким содержанием сплава, подходящего для повседневного ремонта деталей из алюминиевой бронзы. Он отличается очень высокой прочностью и отличной износостойкостью. Совместимость с широким спектром основных металлов из алюминиевой бронзы, а также возможность наплавки на чугуны, стали и сплавы на основе меди являются сильной стороной этого электрода.
Сплавы на основе меди Mig и Tig
Каждая из этих 5 марок сплавов на основе меди также производится как в версиях MIG с намоткой, так и в версиях TIG без покрытия.
Выберите номер продукта из списка ниже, чтобы просмотреть спецификации или паспорт безопасности для этого продукта.
Бронза для волоконной лазерной сварки * без тепловых оттенков (обесцвечивания)
Бронзовые сплавы давно используются в качестве архитектурных материалов, особенно бронза, состоящая из 90% меди и 10% цинка (обозначается в Японии как JIS-C2200).На цвета этих бронзовых сплавов легко влияет тепло сварки, известное как тепловые оттенки, которые кажутся красными вокруг сварочного валика, создавая косметический дефект.
Слева: сварная бронза по новой методике. Справа: Типичная сварка бронзы волоконным лазером. Виден красный оттенок тепла.В ответ на это Kikukawa разработала новую методику сварки бронзовых сплавов, состоящих из 90% меди и 10% цинка, без изменения цвета. Это продолжение нашего технологического развития в 2018 году, когда стала доступна сварка латуни (Cu 60%, Zn 40%) без изменения цвета.Эта последняя разработка позволяет выполнять сварку изделий с двойной кривизной или изделий сложной кривизны.
Щелкните здесь, чтобы получить дополнительную информацию о технологии Kikukawa для сварки латуни без изменения цвета
Лицевая сторона бронзового образца, сваренная горизонтально по центру. Левая половина — оригинальная бронзовая текстура, правая — сульфурированная. Никаких тепловых оттенков не наблюдается независимо от отделки. Оборотная сторона бронзового образца. Оттенков тепла не наблюдается.Новая методика основана на сварке волоконным лазером.Хотя при сварке волоконным лазером используются глубокие швы с минимальным обесцвечиванием или деформацией при сварке по сравнению со сваркой TIG, сварочный валик по-прежнему оставляет красный оттенок тепла. Это косметическое воздействие ограничивало доступность отделки линии роста волос (HL) или PHL (вибрационной) бронзы в архитектуре, поскольку в этих отделках используется металлическая текстура бронзы и не прощаются любые косметические недостатки, такие как обесцвечивание или вмятины. Таким образом, эта новая разработка расширяет возможности проектирования для высокотехнологичных проектов, требующих высококачественных и высокопрочных изделий из бронзы.
На рисунке ниже показан макет внутреннего пандуса штаб-квартиры Bloomberg в Европе. Такие сложные конструкции теперь достижимы с бронзой, используя ее оригинальную текстуру.
Щелкните здесь, чтобы узнать больше о рампе европейской штаб-квартиры Bloomberg, образец на фото выше
Миниатюрный макет внутреннего пандуса европейской штаб-квартиры Bloomberg.Щелкните здесь, чтобы узнать больше о технологии сварки волоконным лазером Kikukawa
* Бронза: Как специалист по металлическому архитектурному строительству, Кикукава разделяет бронзовые сплавы на три категории; медь (Cu 99.9%), бронзы (Cu 90%, Zn 10%) и латуни (Cu 60%, Zn 40%). Различия заметны в цвете, который можно увидеть на нашей странице с образцами бронзовой отделки.
Щелкните здесь, чтобы просмотреть наши образцы отделки под бронзу. Различия лучше всего можно увидеть на образцах готовых изделий
«D-PHL (вибрация) с глянцевым прозрачным лаком». .