Руководство по эксплуатации аппарата для точечной сварки никеля для портативных аккумуляторов
Главная » сварщик » Руководство по эксплуатации аппарата для точечной никелевой сварки портативных аккумуляторов
Переносной никелевый аккумулятор для точечной сварки
Список открытого ящика
Презентация продукта
Внимательно прочтите эту инструкцию перед использованием продукта.
Передняя панель:
Задняя панель:
Этот продукт представляет собой портативный аппарат для точечной сварки аккумуляторов, в основном используемый для сварки никелевых листов цилиндрических батарей, таких как 18650. Встроенный высокопроизводительный полимерный силовой сердечник, максимальный выходной ток до 639 А после теории зарядки.
Можно непрерывно сваривать тысячу точек. Этот продукт имеет выходную мощность и индикацию оставшегося количества энергии, имеет триггерный выход по времени и автоматический триггерный выход, два режима вывода, одновременно можно установить 4 file выходная мощность.
Направление использования
Включить / выключить
- В состоянии выключения долгое нажатие на кнопку в течение 1 секунды загорается, устройство загружается.
- Состояние загрузки долгое нажатие кнопки 2 секунды индикатор гаснет, на этот раз выключение.
Переключить режим вывода
После пуска оборудование начинает выходную сварку. Нажмите кнопку один раз, чтобы переключить режим вывода. Доступны следующие два режима вывода:
- Выход по времени: сварочный ток подается каждые 1.5 секунды. Пользователь должен отрегулировать положение сварочной ручки в выходном зазоре и убедиться, что сварочная ручка имеет хороший контакт с никелевой пластиной перед выходным током.
- Автоматический триггерный выход: когда обнаруживается, что две сварочные ручки находятся в хорошем контакте с никелевой деталью, через 1 секунду автоматически выводится первичный сварочный ток, и ток не будет выводиться, если сварочные ручки не соприкасаются с никель
Установите положение выходного РПН
- Дважды быстро нажмите кнопку, и красный индикатор всегда будет гореть, чтобы войти в настройку передачи.

- Кратковременно нажмите кнопку, чтобы изменить размер выходного отвода.
Дважды нажмите кнопку, чтобы сохранить и выйти из настроек.

Точечная сварка никеля
- Убедитесь, что оба конца батареи гладкие, чистые и без ржавчины.
- Убедитесь, что никелевый лист плоский и чистый.
- Установите быстросъемную ручку для точечной сварки, настройте аппарат для точечной сварки и нажмите на нее должным образом, чтобы обеспечить хороший контакт между сварочной иглой и никелевой деталью, никелевой деталью и аккумулятором, отсутствие подвешивания и отсутствие плохого контакта.
- Дождитесь выхода сварочного тока. Пользователи могут пробовать разные положения шестерни и силу нажатия до тех пор, пока прочность сварки не станет максимальной. Следует отметить, что чем выше положение шестерни, тем прочнее сварка.
Автоматическое отключение
Изделие автоматически выключится, если не будет никаких операций в течение 10 минут.
Описание индикатора
На передней панели изделия расположены 4 двухцветных индикатора: зеленый цвет указывает на оставшуюся мощность, красный — на выходную мощность.
Индикатор остаточного количества
Индикация выходного отвода
Состояние индикатора и статус
| Зеленый свет горит, а красный мигает. | Выход времени 1.5S |
| Зеленый свет обычно горит | Автоматическое обнаружение сработавшего выхода |
| Обычно на красный свет | Войдите в настройки блока вывода |
| Выключить свет | Выключить |
Индикатор зарядки
Рядом с интерфейсом зарядки на задней панели продукта есть двойной индикатор. Красный цвет указывает на зарядку, а зеленый — на завершение зарядки.
Зарядка и обслуживание Зарядка
Если количество аппарата для точечной сварки недостаточно, необходимо своевременно заряжать его. Зарядное устройство с vol.tagМожно использовать 5 В и ток ≥ 1 А. Индикатор горит красным во время зарядки, полностью переходит в зеленый.
Когда количество электричества меньше 25%, выходная мощность будет уменьшаться, и эффект точечной сварки будет ослаблен. Наилучший эффект — поддерживать количество электричества выше 50% во время точечной сварки. Этот продукт поддерживает зарядку во время использования.
Простаивать долгое время
При длительном бездействии разрядите или зарядите аккумулятор примерно до 50%, слишком большой или слишком низкий заряд аккумулятора повлияет на срок службы аккумулятора.
Короткое замыкание паяльной ручки
Этот продукт имеет достаточную конструкцию с избыточностью, даже если короткое замыкание ручки не повредит цепь, но ток короткого замыкания высокий, может повлиять на срок службы батареи, пожалуйста, постарайтесь избежать короткого замыкания ручки при выходном токе.
Уход за паяльной ручкой
- Терминал для пера имеет позолоченный внешний слой, если в этом нет необходимости, пожалуйста, не разбирайте ручку часто, позолоченный внешний износ ослабит проводимость, снизит эффект сварки. Когда соединить концы пера несложно, их можно проткнуть за счет сужения (например, кончика пера), чтобы добиться небольшого равномерного расширения наружу.
- Сварочная игла может окислиться после многократного использования сварочной ручки. Если производительность сварки снижается, рекомендуется использовать губчатую наждачную бумагу 1000 меш для аккуратной шлифовки.
 Когда соединить концы пера несложно, их можно проткнуть за счет сужения (например, кончика пера), чтобы добиться небольшого равномерного расширения наружу.
Когда соединить концы пера несложно, их можно проткнуть за счет сужения (например, кончика пера), чтобы добиться небольшого равномерного расширения наружу.Предупреждение
- Не разбирайте корпус и не заменяйте аккумулятор.
- Не заряжайте продукт в течение длительного времени без ухода.
- Изделие содержит литиевую батарею.
Пожалуйста, не бросайте его в огонь, не заряжайте, не используйте и не помещайте при высокой температуре. - Не модифицируйте и не ремонтируйте продукт самостоятельно.
- Не погружайте в воду и не допускайте попадания других жидкостей в продукт.
Отладка
| Вина | Возможные причины | Решения |
| Не удалось загрузить | Батарея разряжена | Подключение зарядного устройства зарядки |
| Разряд аккумулятора | Возврат после продажи для замены аккумулятора | |
| Неисправность цепи | Вернуться к послепродажному обслуживанию | |
| Ненормальный индикатор | Неисправность цепи | Вернуться к послепродажному обслуживанию |
| Невозможно зарядить | Зарядное устройство / зарядный кабель поврежден | Заменить зарядное устройство / зарядный кабель. |
| Неисправность цепи | Вернуться к послепродажному обслуживанию | |
| Плохой сварочный эффект | Перьевой терминал не надежно установлен | См. Обслуживание пера |
| Толщина никелевого слоя | Максимальный сварочный никелированный лист 0.12 | |
| Неподходящий материал для сварки | Невозможно сваривать алюминий или медь | |
| Старение клеток | Возврат после продажи для замены аккумулятора | |
| Выход не контролируется | Повреждение контрольной трубки | Вернуться к послепродажному обслуживанию |
Предупреждение
Выходной сигнал неконтролируемый, контрольная трубка может быть повреждена, немедленно удалите точечную ручку и выключите ее, обратитесь в службу послепродажного ремонта, не продолжайте попытки сварки.
Параметры продукта
| модель продукта | Переносной точечный сварочный аппарат 1 |
| Тип батареи | Перезаряжаемая полимерная литиевая батарея |
| Емкость аккумулятора | 4300 мАч (ТИП) |
| Выходной объемtage | 4. 2 В (макс.) 2 В (макс.) |
| Выходной ток | 639A {МАКС.) |
| Текущий дизайн | 1200 А (МАКС.) |
| Входной интерфейс | Микро USS |
| Входные параметры | 5V-1A |
| Рекомендуемая толщина никелевой полосы | 0.1-0.12mm |
Послепродажное обслуживание и поддержка
Гарантийная политика
- Если в течение 7 дней со дня после того, как вы подпишетесь на продукт, появится сбой производительности, указанный в таблице сбоев производительности, продукт можно вернуть или бесплатно заменить после послепродажного тестирования.
- Если в течение 8-15 дней после того, как вы подпишетесь на следующий день, появится сбой производительности, указанный в таблице сбоев производительности, вы можете воспользоваться бесплатной заменой или обслуживанием после послепродажного осмотра.
- В течение 6 месяцев со дня подписки на продукт, отказ производительности, указанный в таблице сбоев производительности, будет подтвержден послепродажным осмотром, а техническое обслуживание будет бесплатным.

Отметка о сбое в работе
- Переключатель не нормальный.
- Аномальная зарядка.
- Индикатор неисправен / не горит.
- Плохой эффект точечной сварки при разумном использовании.
Короткое время обслуживания после полной зарядки.
Негарантийные правила
- Несанкционированное обслуживание, неправильное использование, столкновение, небрежность, злоупотребление, впрыск жидкости, авария, модификация, неправильное использование принадлежностей, не относящихся к продукту, или разрыв, изменение, этикетка, знак безопасности.
- Использованные сварочные ручки и никель lamps.
- Срок гарантии истек.
- Ущерб, вызванный обстоятельствами непреодолимой силы.
- Несоблюдение условий сбоя производительности, перечисленных в таблице сбоев производительности. Сбой производительности, указанный в таблице сбоев производительности, вызван человеческим фактором.
Меры предосторожности после продажи
- Возвращенные или замененные товары не повлияют на повторную продажу и будут возвращены в оригинальном виде. Если есть подарки, отправьте их вместе. Если товар возвращен или заменен из-за проблем с качеством, пожалуйста, оплатите поз.tagе заранее и вернуть товар после того, как мы его получим.
- Если возвращенный товар не вызван соображениями качества, такие подарки, как никелевая лента и изоляционная бумага, если они используются, повлияют на вторичные продажи и откажут в возврате. Утерю подарков заказчик возмещает в соответствии с ценой.
Документы / Ресурсы
Связанные руководства / ресурсы
В «ЛЭТИ» разработали установку для автоматизированной сварки литий-ионных аккумуляторов
Санкт-Петербургский государственный электротехнический университет «ЛЭТИ» разработал первую в России установку для автоматизированной сварки литий-ионных аккумуляторов. Устройство с помощью технологии точечной сварки способно быстро и безопасно собрать литий-ионные батареи в единый массив различных размеров, сообщает пресс-служба «ЛЭТИ».Устройство выполнено в двух конфигурациях. Вариант, с помощью которого батареи скрепляются вручную, можно использовать в бытовых условиях. Помимо этого, ученые «ЛЭТИ» разработали установку для автоматической сварки батарей, состоящих из большого числа литий-ионных аккумуляторов. Действующий прототип имеет рабочую площадь 40х40 см.
Вариант, с помощью которого батареи скрепляются вручную, можно использовать в бытовых условиях. Помимо этого, ученые «ЛЭТИ» разработали установку для автоматической сварки батарей, состоящих из большого числа литий-ионных аккумуляторов. Действующий прототип имеет рабочую площадь 40х40 см.
Однако с помощью универсального подхода к созданию программного кода, используемого в «ЛЭТИ», разработку можно масштабировать и использовать на больших рабочих областях для сборки аккумуляторных батарей любых конфигураций в промышленных объемах. Оба варианта устройства для точечной сварки используют для соединения аккумуляторов никелевую ленту.
Литий-ионные батареи – это тип электрического аккумулятора, который сегодня активно используется в бытовой электронике и электротранспорте. В частности, для питания электроинструмента, ноутбуков, электросамокатов, электромобилей и электробусов используются сборки из цилиндрических аккумуляторов. Одними из наиболее распространенных являются аккумуляторы 18650, внешне похожие на обычные одноразовые батарейки. Массивы различных размеров (для ноутбука достаточно трех аккумуляторов, а для самоката – несколько десятков) соединяются с помощью никелевой ленты.
Массивы различных размеров (для ноутбука достаточно трех аккумуляторов, а для самоката – несколько десятков) соединяются с помощью никелевой ленты.
Соединение литий-ионных аккумуляторов в единую структуру невозможно выполнить с помощью пайки, так как процесс занимает относительно много времени (несколько секунд или дольше), в течение которого батарейка может перегреться и выйти из строя. Поэтому основным методом является точечная сварка никелевой лентой – она обладает высокой производительностью (несколько сотен соединений в минуту) и не перегревает аккумуляторы, поскольку нагревание элементов для соединения происходит за треть секунды. Однако в России оборудование для использования данной технологии пока не производится.
«Мы разработали первую отечественную установку для точечной сварки, с помощью которой можно быстро и надежно соединять цилиндрические литий-ионные аккумуляторы в единые батареи», – пояснил инженер кафедры электротехнологической и преобразовательной техники «ЛЭТИ» Владимир Евстратов.
В университете отмечают, что теперь ключевая цель — внедрить разработку в промышленное производство.
Фото: etu.ru
ЭПР
#энергетика
#новости_энергетики
Магистрант ЛЭТИ разработал способ быстрой зарядки батареек
Еще одна петербургская разработка. Юный ученый из ЛЭТИ придумал метод точечной сварки аккумуляторов. Все для того, чтобы батарейки заряжались быстрее и не выходили из строя. Как функционирует такая установка и скоро ли будет использоваться в промышленности, узнал корреспондент телеканала «Санкт-Петербург».
Создатель ноу-хау – магистрант второго года обучения Владимир Евстратов. К своему детищу относится трепетно. Еще бы: ход и расположение каждой детали выверял неделями. Как и положено настоящему ученому, молодой человек почти всегда занят делом, а о собственном изобретении может рассказывать часами.
За последние месяцы создал два сварочных аппарата для акуумуляторов. Первый – относительно компактный и мобильный. Второй – стационарный. По размеру он немногим больше. Сделан на базе обычного 3D-принтера. Сварка здесь уже автоматизированная.
Внешне такой блок чем-то напоминает магазин автомата Калашникова. Каждый отдельный аккумулятор между собой связывает металлическая пластина. Это и позволяет достичь максимальной емкости. В теории количество батареек ничем не ограничивается. К тому же, по словам Владимира, все безопасно. И уж точно не взорвется, если соблюдать необходимые меры.
«Я отбираю качественные батареи. Некачественные не свариваю. <…> Вплоть до батарейки для электробуса или троллейбуса. Установка также масштабируется. Можно установить ее в 3 раза больше», – отметил Владимир Евстратов.
На создание ноу-хау молодого человека вдохновили обстоятельства. У его электросамоката однажды вышел из строя аккумулятор. Вместо того, чтобы искать новый, магистрант ЛЭТИ решил сделать его самостоятельно.
«Батареи в принципе нельзя паять. Для того чтобы паять, надо хорошенько нагреть. Сгорит, взорвется и так далее. В лучшем случае испортится, не будет работать. Это всем известно. Открытия самой технологии, конечно, здесь нет, но вот конструкция, интересные решения, которые он нашел в процессе…», – отметил заместитель заведующего кафедрой электротехнологической и преобразовательной техники СПБГЭТУ ЛЭТИ Владимир Ишин.
Проект Владимира уже признали одним из лучших на конкурсе студенческих изобретений ЛЭТИ. Вуз выделил финансирование. Теперь магистрант Евстратов готов принимать заказы от промышленников и частных лиц. После отладки, если все пройдет успешно, планирует получить патент.
Фото и видео: телеканал «Санкт-Петербург»
Ученые создали первую в России установку автоматизированной сварки литий-ионных батарей — Наука
ТАСС, 18 января. Сотрудники Санкт-Петербургского государственного электротехнического университета (СПбГЭТУ) ЛЭТИ разработали первое в России устройство, которое с помощью технологии точечной сварки способно быстро и безопасно собрать литий-ионные батареи в единый массив различных размеров.
Литий-ионные батареи — тип электрического аккумулятора, который активно используется в бытовой электронике и электротранспорте. В частности, в таких устройствах, как ноутбуки, электросамокаты, электромобили, электробусы, используются сборки из цилиндрических аккумуляторов. Внешне они похожи на обычные одноразовые батарейки. Массивы таких аккумуляторов различных размеров (для ноутбука достаточно массива из трех аккумуляторов) соединяются с помощью никелевой ленты.
«Мы разработали первую отечественную установку для точечной сварки, с помощью которой можно быстро и надежно соединять цилиндрические литий-ионные аккумуляторы в единые батареи», — рассказал один из разработчиков, инженер СПбГЭТУ «ЛЭТИ» Владимир Евстратов.
Как отмечают авторы работы, соединение литий-ионных аккумуляторов в единую структуру невозможно выполнить с помощью пайки, поскольку эти процессы занимают относительно много времени, в течение которого аккумулятор может перегреться и выйти из строя. Поэтому основным методом является точечная сварка никелевой лентой. Однако в России оборудование для использования данной технологии не производится, поэтому используются приборы импортного производства (например, из КНР).
Поэтому основным методом является точечная сварка никелевой лентой. Однако в России оборудование для использования данной технологии не производится, поэтому используются приборы импортного производства (например, из КНР).
Созданное в ЛЭТИ устройство выполнено в двух конфигурациях: вариант, с помощью которого можно скреплять батареи вручную, его можно использовать в бытовых условиях. Кроме того, разработана установка для автоматической сварки батарей, состоящих из большого числа литий-ионных. Действующий прототип имеет рабочую площадь около 40х40 см.
«С помощью универсального подхода к созданию программного кода, используемого учеными ЛЭТИ, разработку можно масштабировать и использовать на больших рабочих областях для сборки аккумуляторных батарей любых конфигураций в промышленных объемах. Оба варианта устройства для точечной сварки используют для соединения аккумуляторов никелевую ленту», — добавили в университете.
Sunstone Welders > Обучение микросварке > Сварочные литиевые батареи
Сварочные литиевые батареи
Литиевые батареи быстро становятся нормой среди аккумуляторов. Литиевые батареи названы так из-за литиевого анода, используемого в конструкции этих элементов. Литиевые батареи отличаются от других элементов несколькими способами. Во-первых, литиевые элементы имеют высокую плотность разряда и способны очень эффективно заряжаться и разряжаться.Литиевые элементы обычно используются в портативной электронике, радиоуправляемых хобби и электромобилях. Существует 4 основных типа литиевых батарей. Призматические, мешочные, цилиндрические и кнопочные ячейки. Каждая из этих ячеек совместима со сваркой. Ниже мы обсудим каждую из них и сварочные применения каждой из этих ячеек.
Литиевые батареи названы так из-за литиевого анода, используемого в конструкции этих элементов. Литиевые батареи отличаются от других элементов несколькими способами. Во-первых, литиевые элементы имеют высокую плотность разряда и способны очень эффективно заряжаться и разряжаться.Литиевые элементы обычно используются в портативной электронике, радиоуправляемых хобби и электромобилях. Существует 4 основных типа литиевых батарей. Призматические, мешочные, цилиндрические и кнопочные ячейки. Каждая из этих ячеек совместима со сваркой. Ниже мы обсудим каждую из них и сварочные применения каждой из этих ячеек.
Призматические литиевые элементы
Призматические литиевые элементы являются одним из наиболее распространенных типов элементов литиевых батарей. Они обычно используются в сотовых телефонах, планшетах, фотоаппаратах и электромобилях.Призматическая ячейка состоит из анода, катода, сепаратора и электролита, заключенных в металлический контейнер. Каждая призматическая ячейка изготавливается по индивидуальному заказу для каждого приложения, и практически нет перехода от ячейки к ячейке. Призматические элементы, как правило, более безопасны, чем большинство литиевых элементов, и обеспечивают дополнительный уровень защиты, поскольку они запечатаны в металлический корпус.
Призматические элементы, как правило, более безопасны, чем большинство литиевых элементов, и обеспечивают дополнительный уровень защиты, поскольку они запечатаны в металлический корпус.
Сварочные призматические ячейки
Существует множество способов сварки призматических ячеек.
- Сварка лепестков и нескольких слоев токосъемников
- Сварка нескольких слоев фольги
- Сварка лепестков вместе для создания сборок аккумуляторов
- герметизация корпусов и крышек.
- Соединение ячеек
- Соединение модулей
Литиевые ячейки
Литиевые ячейки состоят из уложенных друг на друга слоев анодов, сепараторов и катодов, зажатых между слоями ламинированной пленки. Эти ячейки мешочка могут быть созданы в нестандартных размерах и формах. Каждая ячейка Pouch обеспечивает 3-4 вольта. Затем ячейки мешочка соединяются последовательно и параллельно для получения желаемого напряжения и емкости. В конфигурации с ячейками пакета буква S в номере указывает, сколько ячеек находится в серии, а буква P указывает, сколько пакетов в сборе. Например, если у вас есть пакет 4s4p, это будет всего 16 ячеек. 4 пачки по 4 ячейки.
Например, если у вас есть пакет 4s4p, это будет всего 16 ячеек. 4 пачки по 4 ячейки.
Сварка литиевых ячеек
Литиевые ячейки могут быть сварены несколькими способами, как в процессе создания, так и в процессе сборки.
Приложения:
литиевые цилиндрические клетки
Цилиндрические элементы становятся все более и более распространенными, поскольку в различных отраслях промышленности требуются высокие скорости разряда, которые обеспечивают литиевые элементы.Цилиндрические элементы состоят из анода, катода и сепаратора, свёрнутых и запаянных в корпус батареи с электролитом. Эти цилиндрические клетки бывают разных размеров. Система счисления, используемая для классификации батареи, также является размером ячейки. Например, ячейка 18650 имеет размеры 18 мм х 65 мм. Ячейка 26650 имеет размеры 26 мм x 65 мм. Цилиндрические элементы имеют более высокий уровень безопасности, поскольку они обычно имеют положительную и отрицательную клеммы на одной стороне. Сторона банки обычно представляет собой отрицательную клемму, а выступающая часть — положительную, их можно легко закоротить, если упаковка повреждена или удалена.
Система счисления, используемая для классификации батареи, также является размером ячейки. Например, ячейка 18650 имеет размеры 18 мм х 65 мм. Ячейка 26650 имеет размеры 26 мм x 65 мм. Цилиндрические элементы имеют более высокий уровень безопасности, поскольку они обычно имеют положительную и отрицательную клеммы на одной стороне. Сторона банки обычно представляет собой отрицательную клемму, а выступающая часть — положительную, их можно легко закоротить, если упаковка повреждена или удалена.
Сварка цилиндрических литиевых элементов
Компания Sunstone Welders понимает, что будущее аккумуляторов — как в литиевых элементах, так и в высоковольтных аккумуляторных батареях большой емкости. Мы считаем, что лучший способ улучшить аккумуляторные батареи — использовать пластины Cooper вместо традиционного никеля. Медные выступы батареи обеспечивают лучшую производительность батареи, а также более длительный срок службы батареи. Компания Sunstone Welders впервые применила сварочную систему Sunstone Omega PA250i для сварки медных выводов аккумуляторных батарей. Эта система представляет собой экономичную и надежную систему для сварки литиевых цилиндрических элементов.
Эта система представляет собой экономичную и надежную систему для сварки литиевых цилиндрических элементов.
Рекомендации клиентов с использованием медных вкладок
Литиевые кнопки или монетные элементы
Последний тип литиевых элементов — это литиевые кнопки или монетные элементы. Используется в небольшой электронике, часах, калькуляторах, медицинских устройствах и везде, где требуется небольшая батарея. Кнопочные элементы поставляются как с щелочными, так и с литиевыми батареями.
Сварка литиевых элементов в виде кнопок или монет
Литиевых элементов в виде монет или кнопок Может быть сварена с использованием традиционной технологии аккумуляторной сварки. Вкладка используется либо для соединения нескольких ячеек, либо для расширения соединения кнопки или монеты. Магнитный провод можно прикрепить к ячейке для создания электрического соединения или для мониторинга.
Вкладка используется либо для соединения нескольких ячеек, либо для расширения соединения кнопки или монеты. Магнитный провод можно прикрепить к ячейке для создания электрического соединения или для мониторинга.
Аккумуляторная сварка | ЭБ Индастриз
Аккумуляторы часто соединяют металлы, сварка которых может быть сложной. Медь, алюминий и никель обычно используются в конструкции аккумуляторов, и, хотя сварка материала сама по себе проста, сварка разнородных комбинаций, таких как медь с никелем, может быть проблематичной.
Медь
Прекрасный электрический проводник, медь часто находится в центре многих конструкций батарей, используемых в клеммах и/или шинах. Высокая теплопроводность меди и низкая температура плавления делают ее очень хорошо поддающейся сварке, но если соединение выполняется с металлом с совершенно другими проводящими и термическими свойствами, например никелем, для получения качественных сварных швов требуется тщательное проектирование соединения.
Алюминий
Алюминий является еще одним предпочтительным материалом для использования в батареях из-за его низкой стоимости, легкого веса и хорошей проводимости. Однако не все типы алюминия обладают одинаковой свариваемостью. Некоторые алюминиевые серии и сплавы имеют склонность к горячему растрескиванию и очень трудно соединяются. Используемый процесс, электронно-лучевой или лазерный, может стать критическим, и некоторые серии алюминия, такие как 5000-е, всегда дают незначительные результаты.При использовании в производстве аккумуляторов марка алюминия должна быть тщательно отобрана и тщательно проверена, а сварка должна выполняться квалифицированным поставщиком с соответствующим опытом.
Никель
Прочный материал с отличной коррозионной стойкостью и хорошими электрическими свойствами, никель используется в клеммах аккумуляторов и межсоединениях. Никель прочнее меди и алюминия, а также легче сваривается. Обычно проблема заключается в соединении никеля с медью или алюминием, которые имеют гораздо более низкую температуру плавления.Эти типы соединений должны быть тщательно спроектированы и выполнены с тестированием для обеспечения качества. Как упоминалось выше, существуют плакированные материалы, а также специальные сплавы, которые могут сделать выполнение некоторых из этих сложных комбинаций сварных швов осуществимым и экономически выгодным.
Проблемой всех упомянутых выше материалов является отражательная способность, особенно при лазерной сварке. Когда лазерный луч попадает на материал, часть энергии поглощается, а часть отражается. Медь, никель и алюминий обладают высокой отражательной способностью и требуют более высокой плотности мощности для создания необходимого уплотнения между компонентами. Здесь также играет роль тип сварочного процесса, а также тип и цвет лазера.
Здесь также играет роль тип сварочного процесса, а также тип и цвет лазера.
Компания EB Industries обладает многолетним опытом сварки металлов, используемых в производстве аккумуляторов. Мы работали с чистым металлом, сплавами и плакированными материалами и успешно соединили некоторые из самых сложных для сварки комбинаций металлов, используя запатентованные процессы и технологии для минимизации подвода тепла, необходимого для получения приемлемого сварного шва.
Волоконно-лазерная сваркапомогает продлить срок службы аккумуляторов электромобилей
Технология сварки волоконным лазером способствует снижению стоимости и повышению надежности аккумуляторов для электромобилей последнего поколения.Сварка волоконным лазером надежно обеспечивает неизменно высокое качество сварных швов для аккумуляторов электромобилей, где свариваются вместе алюминий, медь, никелированная сталь и комбинации этих материалов.
На фотографии показан сварной шов меди с алюминием внахлестку, одна из многих возможных комбинаций сварки волоконным лазером.
В этой статье содержится обновленная информация о последних разработках в области лазерной сварки применительно к этим новейшим конструкциям батарей, включая данные для документирования качества лазерной сварки одинаковых и разнородных комбинаций металлов.
По словам наблюдателя CES 2018 (Consumer Electronics Show), «автопроизводители перераспределяют свои бюджеты на исследования и разработки в пользу электрификации автомобилей».
Автор Bloomberg Томмазо Эбхардт процитировал Серджио Маркионне, генерального директора Fiat Chrysler Automobiles NV, который сказал: «К 2025 году менее половины продаваемых автомобилей будут полностью с двигателями внутреннего сгорания, поскольку бензин и дизель уступают место гибридным, электрическим и топливным двигателям. клеточные трансмиссии».
Чтобы это произошло, потребуются значительные инвестиции, чтобы сделать электромобили более привлекательными и доступными для основных покупателей.Эти инвестиции будут включать снижение стоимости транспортных средств и повышение надежности транспортных средств и срока службы компонентов, особенно аккумуляторной технологии, питающей электромобили.
Ниже приводится обзор последних разработок продуктов и процессов, связанных с лазерной сваркой компонентов аккумуляторов электромобилей.
Различные требования к сварке
Обсуждение вопроса «Сварка аккумуляторов электромобилей» предполагает широкую тему, учитывая количество вариантов. Во-первых, есть три основных типа батарей: цилиндрические, призматические и в форме мешочка.Во-вторых, есть несколько материалов. Также существует несколько видов сварки.
Различные материалы
Компоненты, по которым проходит электрический ток, внутри литий-ионной батареи изготовлены из медных или алюминиевых сплавов, как и внешние шины, которые необходимо соединить с внешними клеммами, соединяющими ряд элементов. Алюминиевые сплавы (серия 3000) и чистая медь, которые являются основными материалами, должны быть сварены лазером либо в одинаковых, либо в разных конфигурациях, чтобы обеспечить электрический контакт с положительными и отрицательными внешними клеммами.
Сварные швы внахлест, встык и угловые сварные швы служат для различных соединений внутри батареи. Последними этапами сварки в сборке ячейки являются герметизация швов алюминиевых банок, создающая барьер для внутреннего электролита, и приварка материала язычков к отрицательной и положительной клеммам. Он также создает электрические контакты для пакета.
Качество посредством контроля процесса
Управление металлургией и размерами лазерной сварки возможно за счет расширенного контроля параметров процесса лазерной сварки с помощью волоконной лазерной системы Laserdyne 430.Как потребители, мы ожидаем, что батареи для электромобилей будут иметь относительно долгий срок службы, как правило, не менее десяти лет. Это стандарт, на который ориентируются автомобильные компании при разработке новых аккумуляторов. Для этого все узлы и агрегаты должны быть еще более надежными, чем современные автомобильные аккумуляторы.
Чтобы достичь десятилетнего срока службы батареи, сварочные процессы должны соответствовать требованиям, независимо от того, используются ли в соединениях одинаковые или разнородные металлы. Факторы лазерной сварки, которые необходимо учитывать при создании высоконадежных сварных швов из одинаковых и разнородных комбинаций металлов, включают:
Факторы лазерной сварки, которые необходимо учитывать при создании высоконадежных сварных швов из одинаковых и разнородных комбинаций металлов, включают:
Физические свойства материала
- Различия в коэффициентах поглощения/отражательной способности лазерного луча
- Различия в теплопроводности
Металлургические свойства материалов
- Растворимость материала/легирующих элементов
- Различия в температурах плавления
- Тепловое расширение
- Образование интерметаллических фаз
Одним из преимуществ современных волоконных лазерных систем является возможность контроля параметров лазера.Параметры лазерного импульса (длительность импульса, пиковая мощность и даже форма — пиковая мощность как функция времени — импульса) можно контролировать на основе импульса за импульсом. В то время как более простые системы будут вызывать предварительно запрограммированный набор условий, возможное управление «в реальном времени» выходит за рамки этого, обеспечивая больший контроль над процессом и, как следствие, металлургическое качество сварки.
Новые системы волоконной лазерной сварки обеспечивают контроль следующих параметров:
Параметры лазера
- Средняя мощность
- Пиковая мощность
- Выход лазера
- Непрерывная волна (CW)
- Модуляция (синусоидальная, прямоугольная)
- Импульсный (возможны различные формы), включая длительность и частоту импульса для каждого импульса
Параметры обработки
- Скорость сварки
- Процентное перекрытие лазерных импульсов
- Положение фокуса относительно сварного соединения
- Тип защитного газа
- Расход защитного газа
Сварные швы разнородных металлов
Сварка алюминия с медью требует значительного внимания, безусловно, большего, чем сварка меди и никеля.Сварные швы алюминия и меди могут содержать интерметаллические соединения двух металлов, которые могут быть довольно хрупкими. Хрупкие соединения снижают прочность сварного шва и его способность изгибаться без образования трещин. Растрескивание сварного шва приведет к повреждению аккумулятора и возможному отказу аккумулятора.
Растрескивание сварного шва приведет к повреждению аккумулятора и возможному отказу аккумулятора.
Испытания сварки алюминия с медью показали, что ни один параметр не влияет на качество сварки.Скорее, это комбинация параметров лазера и обработки, которые оказывают значительное влияние на качество сварки этих соединений. Мощность лазера и плотность мощности (оптическая мощность на единицу площади) являются ключевыми параметрами при сварке материалов с высокой отражающей способностью, таких как медь и алюминий, в точном положении лазерного пятна на заготовке. Также смещение лазерного луча в ту или иную сторону относительно стыка используется для контроля получаемого состава сплава и свойств сварного шва.
Сварка волоконным лазером с характерной для нее высокой скоростью охлаждения имеет два преимущества по сравнению со многими процессами сварки с меньшей интенсивностью, при которых охлаждение происходит медленнее.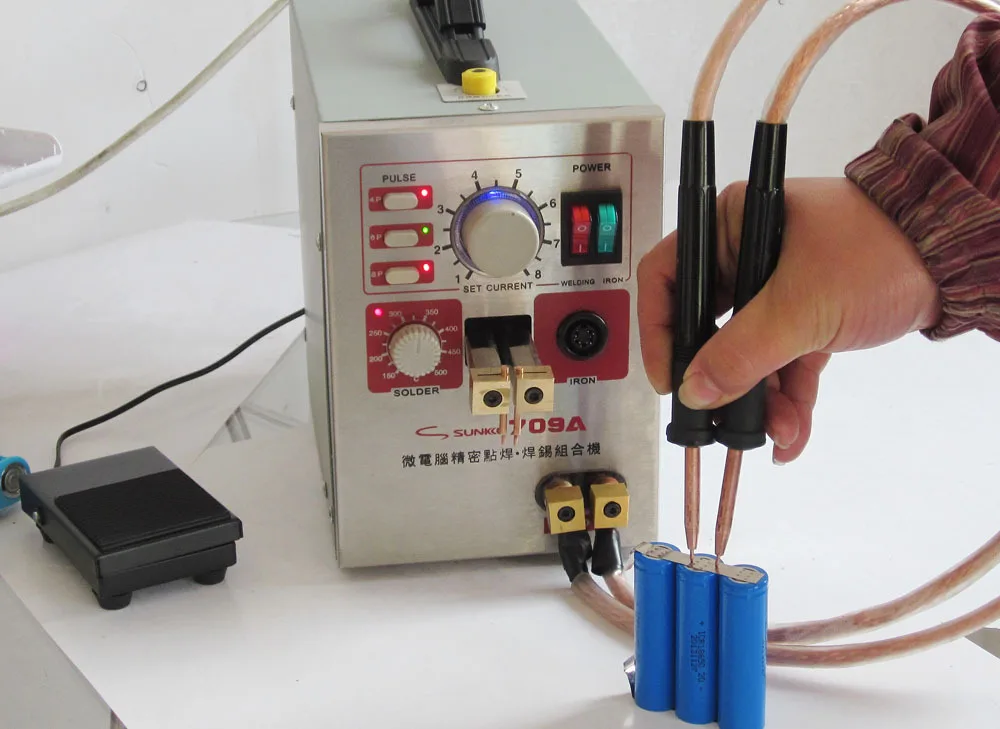 Во-первых, было показано, что высокие скорости затвердевания приводят к более тонкой микроструктуре сварного шва и меньшим выделениям. Постоянные высокие скорости охлаждения твердого материала сводят к минимуму время для роста нежелательных интерметаллических соединений при охлаждении.
Во-первых, было показано, что высокие скорости затвердевания приводят к более тонкой микроструктуре сварного шва и меньшим выделениям. Постоянные высокие скорости охлаждения твердого материала сводят к минимуму время для роста нежелательных интерметаллических соединений при охлаждении.
Исследования показали, что интерметаллические соединения диаметром менее 20 мкм оказывают незначительное влияние на структуру.
Формирование импульса
Формирование импульса или управление выходной мощностью в зависимости от времени в пределах лазерного импульса может быть очень полезным при лазерной сварке меди и алюминия.Односекторный импульс прямоугольной формы часто достаточен при сварке стандартных ферросплавов. Однако при сварке отражающих или разнородных материалов формирование импульса оказывает заметное влияние на качество и стабильность сварных швов. Ниже приведены две типичные формы импульса, используемые для улучшения процесса сварки и качества литий-ионных аккумуляторов.
Материалы с высокой электропроводностью, такие как чистая медь, как правило, также обладают высокой отражательной способностью в инфракрасном и ближнем инфракрасном диапазоне (волоконный Yb-лазер).Фактически, для некоторых мощных волоконных лазерных систем зеркала доставки лазерного луча изготавливаются из меди.
При сварке меди улучшенная форма пикового импульса помогает предотвратить обратное отражение от заготовки, а также обеспечить равномерный провар по всей длине сварного шва.
Первые 0,5–5 мс могут иметь гораздо более высокую пиковую мощность, чем последующие сектора. Как только первоначальный всплеск начинает плавить поверхность, поглощение увеличивается (отражательная способность уменьшается) примерно в 20 раз, так что энергия лазерного импульса для остальной части импульса может быть намного ниже.
Сплавы на основе алюминия, которые склонны к растрескиванию или пористости, такие как серии 1000 или 3000, используемые для корпусов батарей, также выигрывают от формованных импульсов.
Было показано, что для этих материалов форма плавно уменьшающегося импульса предотвращает растрескивание и снижает пористость. Длительное понижение мощности в пределах одного импульса контролирует охлаждение зоны сплавления сварного шва, что позволяет избежать дефектов сварного шва.
При сварке в форме «с плавным снижением» сочетание обычного отдельного сектора сварки (основной сектор) с секторами с более низкой пиковой мощностью будет медленно уменьшать энергию лазера, попадающую в свариваемую зону, обеспечивая медленное охлаждение.В некоторых приложениях можно иметь более 10 секторов в этом типе формы импульса, но обычно достаточно 3–5 секторов.
Форма импульса также полезна для герметизации отверстия, используемого для заполнения аккумуляторной батареи из сплава 3000 Al электролитом. Шип передней кромки противодействует начальной отражательной способности и инициирует плавление. Оставшаяся часть импульса расплавляет материал, избегая значительного испарения (разбрызгивания).
По сравнению с обычным прямоугольным импульсом импульс с определенной формой обеспечивает более стабильную связь, уменьшает обратное отражение и уменьшает разбрызгивание при сварке в процессе сварки.
Герметичные сварные швы
Герметизация аккумуляторов и узлов внутри аккумуляторов, заполненных электролитом, требует особой осторожности, чтобы избежать загрязнения электролита и обеспечить герметичность сварного шва. Герметичные сварные швы наиболее эффективно производятся с использованием условий импульсного лазера для контроля подвода тепла к соединению. Для герметичного сварного шва эмпирическое правило состоит в том, чтобы иметь перекрытие импульсов не менее 70%, причем чаще используется перекрытие 80%.
Типичные сварные соединения меди и алюминия для сварки аккумуляторов электромобилей. Prima Power Laserdyne разработала Калькулятор процесса, который помогает инженерам-технологам в выборе параметров лазера, обеспечивающих требуемую ширину, проникновение и перекрытие импульсов.
Чтобы избежать утечек сварного шва, Laserydyne SmartTechnique, называемая SmartRamp, устраняет углубление в конце закрытого сварного шва. SmartRamp включает в себя интегрированное управление лазером и параметрами движения, чтобы избежать депрессии. Путем устранения углубления в конечной точке закрытого сварного шва исключается вероятность точечных утечек.Это особенно важно при работе с тонкими материалами, для которых требуется герметичный сварной шов.
Для таких материалов, как алюминий серии 3000, используемый для корпусов батарей, требующих герметичного закрытия, формованные импульсы также являются частью надежного производственного процесса.
Было показано, что для этого материала форма плавно уменьшающегося импульса снижает пористость алюминиевых сплавов, склонных к этому типу дефектов. Длительное понижение мощности в пределах одного импульса может управлять охлаждением зоны сплавления сварного шва. Форма плавно уменьшающегося импульса также может иметь огромное преимущество в уменьшении трещин и пористости. Несмотря на то, что стандартная и расширенная формы пикового импульса показывают лучшие результаты с точки зрения проплавления сварного шва, цикл охлаждения является чрезвычайно длительным. В результате во время затвердевания могут образовываться закупоренные газы и трещины. Импульс замедления регулирует скорость охлаждения, а растрескивание при затвердевании значительно снижается, а также образование пористости.
Несмотря на то, что стандартная и расширенная формы пикового импульса показывают лучшие результаты с точки зрения проплавления сварного шва, цикл охлаждения является чрезвычайно длительным. В результате во время затвердевания могут образовываться закупоренные газы и трещины. Импульс замедления регулирует скорость охлаждения, а растрескивание при затвердевании значительно снижается, а также образование пористости.
Контроль ширины сварного шва
Многие области применения выигрывают от узкого профиля, связанного с лазерной сваркой. Тем не менее, это не всегда так.Небольшой размер сфокусированного лазерного луча может создать строгие требования к подгонке сустава. В некоторых случаях требования не согласуются с другими производственными процессами. Это часто имеет место для штампованных деталей из листового металла.
Существуют и другие области применения, для которых предпочтительнее сварной шов большего размера. Более широкие сварные швы необходимы либо для механической прочности (например, более широкая поверхность сварного шва внахлестку), либо, в случае сварки шин аккумуляторных батарей, для электрических свойств. Сварка шин требует стыковых соединений между алюминием и медью большего поперечного сечения из-за высоких требований к токопроводу.
Сварка шин требует стыковых соединений между алюминием и медью большего поперечного сечения из-за высоких требований к токопроводу.
В этом случае метод вобуляции дает необходимую ширину сварного шва, сохраняя при этом гибкость системы для выполнения узких швов в других областях. Вобуляция включает в себя наложение движения лазерного луча на движение, необходимое для отслеживания сварного соединения. Можно использовать различные шаблоны, хотя общий шаблон — это круговое движение.
Результаты
Для аналогичных комбинаций материалов предел прочности при растяжении близок к пределу прочности исходного материала, а разрушение при растяжении происходит в основном материале. Результаты испытаний на растяжение медных и алюминиевых сплавов, обычно свариваемых волоконным лазером, включены в прилагаемую таблицу. Для аналогичных комбинаций материалов предел прочности при растяжении близок к пределу прочности исходного материала, а разрушение при растяжении происходит в основном материале. Для разнородных соединений предел прочности при растяжении ограничивался образованием хрупких интерметаллидов и разрушение происходило в зоне сплавления.
Для разнородных соединений предел прочности при растяжении ограничивался образованием хрупких интерметаллидов и разрушение происходило в зоне сплавления.
Заключение
Обширные испытания показали, что сварка волоконным лазером доказала свою эффективность при получении высококачественных и прочных сварных швов из различных материалов для литий-ионных аккумуляторов.Управление металлургией и размерами лазерной сварки возможно благодаря расширенному контролю параметров процесса сварки волоконным лазером, доступным в современных системах волоконной лазерной сварки.
Мохаммед Наим — старший менеджер отдела разработки приложений и технологий компании Prima Power Laserdyne. Терри Л. ВандерВерт — бывший президент Prima Power Laserdyne.
Инновационный аккумуляторный сварочный аппарат Для повышения эффективности сварки Местное послепродажное обслуживание
Повысьте производительность своих сварочных процессов с помощью безупречного аккумуляторного сварочного аппарата , доступного на Alibaba. ком. Эти аккумуляторные сварочные аппараты представлены широким выбором моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут на сайте наиболее подходящий аккумуляторный сварочный аппарат , применимый к их ситуациям.
ком. Эти аккумуляторные сварочные аппараты представлены широким выбором моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут на сайте наиболее подходящий аккумуляторный сварочный аппарат , применимый к их ситуациям.
Изучая сайт Alibaba.com, вы наткнетесь на аккумуляторный сварочный аппарат , который изготовлен с использованием прочных и инновационных материалов. Это делает их очень прочными, чтобы служить своим пользователям в течение длительного срока службы.Аккумуляторный сварочный аппарат включает в себя передовые технологии, которые обеспечивают впечатляющую энергоэффективность. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы тратите меньше на счета за электроэнергию. Простота установки и использования этих аккумуляторных сварочных аппаратов делает их идеальным выбором для всех.
Аккумуляторный сварочный аппарат Производители включили удивительные функции безопасности для защиты операторов от экстремального тепла и света. Их легко обслуживать в звездных условиях, а аксессуары, защищающие оператора аккумуляторного сварочного аппарата , легко доступны. Благодаря изобретениям, предотвращающим потери тепла, они очень эффективны, а их производительность не имеет себе равных. Качество этих аккумуляторных сварочных аппаратов замечательно, потому что они представлены ведущими дистрибьюторами и розничными продавцами. Они соответствуют всем требованиям стандартов качества для неизменно оптимальной производительности.
Их легко обслуживать в звездных условиях, а аксессуары, защищающие оператора аккумуляторного сварочного аппарата , легко доступны. Благодаря изобретениям, предотвращающим потери тепла, они очень эффективны, а их производительность не имеет себе равных. Качество этих аккумуляторных сварочных аппаратов замечательно, потому что они представлены ведущими дистрибьюторами и розничными продавцами. Они соответствуют всем требованиям стандартов качества для неизменно оптимальной производительности.
Сварка автомобильных аккумуляторов — Марка:
- Собрать материалы. Некоторые из вещей, которые вам нужно купить, большинство из них, вероятно, либо завалялись у вас под рукой, либо вы можете их одолжить.
- Перчатки.Сварочные перчатки были бы хороши, но подойдут и любые тяжелые негорючие перчатки.
- Соединительные кабели. Вам понадобится как минимум пара комплектов или один комплект и провод большого сечения, чтобы соединить батареи вместе. Как тяжело? Типа, толстый, как соединительный кабель.
- Сварочная маска. Симпатичные маленькие очки в стиле стимпанк не подойдут. Дуговая сварка выбрасывает тонны ультрафиолета. Вся открытая кожа получит глубокий, ужасный солнечный ожог. Дешевый сварочный шлем будет работать почти так же хорошо, как и модный.
- Три автомобильных аккумулятора.Аккумуляторы меньшего размера (например, для квадроцикла, тележки для гольфа, мотоцикла) также подойдут. Вам нужно всего 30-36 вольт. Чем больше ампер-часов (обычно чем больше батарея, тем больше часов), тем дольше вы сможете сваривать.
- Молоток. Для измельчения шлака лучше всего использовать сварочный стружколом, но подойдет и обычный молоток. Камень тоже работает.
- Сталь для сварки. Если ржавеет, значит сталь.
- Сварочные электроды или стержни. Стальные стержни, покрытые флюсом. Сделать свой собственный было бы хардкорным DIY и пустой тратой времени.Вы можете купить сварочные электроды в любой точке мира. Получите коробку электродов 6010 или 6011 1/8 дюйма. 5 фунтов обойдутся вам в 20 долларов, максимум. Вы также можете выпросить горсть в любом сварочном магазине. Цифровой код относится к прочности электрода, химическому составу флюса и позициям, в которых вы можете производить сварку. Интересный материал, но выходит за рамки этого. Для получения дополнительной информации перейдите сюда.
 Некоторые из вещей, которые вам нужно купить, большинство из них, вероятно, либо завалялись у вас под рукой, либо вы можете их одолжить.
Некоторые из вещей, которые вам нужно купить, большинство из них, вероятно, либо завалялись у вас под рукой, либо вы можете их одолжить. Для измельчения шлака лучше всего использовать сварочный стружколом, но подойдет и обычный молоток. Камень тоже работает.
Для измельчения шлака лучше всего использовать сварочный стружколом, но подойдет и обычный молоток. Камень тоже работает.Аккумуляторы должны быть соединены последовательно: сначала подключите плюс одного аккумулятора к минусу следующего.
И снова с положительного на отрицательный…
Открытый плюс зажат в работе. Это ваш заземляющий зажим.
Это ваш заземляющий зажим.
Обеспечьте безопасность вещей: защитите свое рабочее место. Дуговая сварка может дать очень много действительно горячих искр, поэтому лучше покрыть батареи чем-то негорючим. Я использовал кожаный фартук. Куртка, сварочное одеяло, листы фанеры или журнальный столик также подойдут.
Контроль сварки модулей и сборных шин — Аккумуляторы электромобилей
3D машинное зрение проверяет качество сварки аккумуляторных модулей и сборных шин электромобиля
Сопутствующие товары
Глубокое обучение
Объединяет искусственный интеллект с системами машинного зрения In-Sight и программным обеспечением VisionPro для автоматизации сложных приложений контроля.
Проверка сварки модуля
На этапе M&P пластины корпуса аккумуляторного модуля электромобиля свариваются вместе. Крайне важно убедиться, что сварные швы не слишком велики и что процесс сварки не изменил критических размеров. Для проверки размеров трехмерный лазерный датчик перемещения Cognex перемещается по предварительно выбранным точкам модуля, создавая двухмерный профиль по осям x и z.Во время проверки измерения доставляются как «пройдено/не пройдено», чтобы подтвердить правильность сборки модуля.
Проверка сварки шин
При сварке сборных шин аккумуляторы свариваются в один аккумуляторный модуль. Соединители приварены для соединения модулей, соединяя положительные и отрицательные концы. Шины соединяются с разъемами и модулями, забирая энергию и перемещая ее из одного места в другое. Материал сварочного шлака должен быть равномерно распределен; зазоры или «промахи» в сварном шве могут вызвать выброс мощности или медленную передачу энергии. Сварные швы также должны быть полностью ровными по ширине для достижения максимальной эффективности соединения. Для этого требуется 3D-контроль.
Материал сварочного шлака должен быть равномерно распределен; зазоры или «промахи» в сварном шве могут вызвать выброс мощности или медленную передачу энергии. Сварные швы также должны быть полностью ровными по ширине для достижения максимальной эффективности соединения. Для этого требуется 3D-контроль.
Лазерные датчики перемещения Cognex 3D проверяют качество сварочного шва без увеличения времени цикла. Аккумуляторный модуль остается неподвижным, пока на подвижном столике камера DS сканирует 12 сварочных дорожек на отрицательном электроде, а затем на положительном электроде.Камеры измеряют, соответствует ли ширина сварочной дорожки допускам, точно ли она расположена относительно центра и на нужной высоте, а также проверяют, завершены ли сварные швы. Традиционно машинному зрению было сложно точно контролировать качество сварки из-за естественных изменений процесса и возникающих в результате небольших изменений внешнего вида между сварными швами. Cognex Deep Learning может успешно обнаруживать пропуски и зазоры в сварочном материале, несмотря на естественные вариации и запутанные текстуры поверхности, чтобы точно помечать дефекты.
Часы: эта новая лазерная технология от Coherent решает самые сложные задачи сварки при производстве аккумуляторов для электромобилей | Статья
Выйти за рамки возможного
Крупный скачок в технологии сварки волоконным лазером может значительно улучшить ваши производственные процессы.
Если вы ищете производственные решения для преодоления ограничений по току при соединении аккумуляторных элементов, блоков батарей и межсоединений, состоящих из сложных или разнородных материалов, вам не нужно искать дальше.
HighLight FL4000CSM-ARM — это недавно выпущенный волоконный лазер компании Coherent, основанный на уникальной технологии регулируемого кольцевого режима (ARM). Он открывает новые горизонты для сварки самых сложных материалов, даже тех, которые раньше было трудно или невозможно обрабатывать. Теперь вы можете улучшить свои сварочные возможности для соединения металлов с высокой теплопроводностью, а также самых тонких и даже разнородных материалов (таких как медь и алюминий). Типичные области применения включают тонкие (несколько десятых долей мм) подложки, которые не выдерживают высокого общего тепловложения (например,г. сварка фольги с язычком), а также смешанные материалы, имеющие существенно разную толщину и температуру плавления.
Теперь вы можете улучшить свои сварочные возможности для соединения металлов с высокой теплопроводностью, а также самых тонких и даже разнородных материалов (таких как медь и алюминий). Типичные области применения включают тонкие (несколько десятых долей мм) подложки, которые не выдерживают высокого общего тепловложения (например,г. сварка фольги с язычком), а также смешанные материалы, имеющие существенно разную толщину и температуру плавления.
Возможность выйти за пределы ограничений традиционных волоконных лазеров возможна благодаря тому, что этот лазер имеет уникальный выходной двойной луч (центральный луч, окруженный кольцевым лучом), вместе с центральным лучом, имеющим исключительно высокую яркость. Это приводит к очень высокой интенсивности лазера, что сводит к минимуму нагрев материала за пределами желаемой области. Вместе с эффектом предварительного нагрева, достигаемым кольцевой балкой, это значительно улучшает стабильность ванны расплава и стабильность сварного шва, что является проблемой при сварке тонких проводящих или разнородных материалов.