Сварка ручная дуговая для начинающих! 32 труба электродом. Учимся красиво сваривать
содержание видео
Рейтинг: 4.0; Голоса: 1
В этом видио будет показана сварка для новичков(чайников, как ручной дуговой сваркой? заварить 32 трубу электродами 2. 5 мм с зазором в 2мм.
Буду очень рад если поможете
Дата: 2020-09-05
← Горизонтальный шов толстой пластины от и до.
Стабилизатор напряжения для дома и гаража. Rexant АСН-5000/1Ц →
Похожие видео
Что будет, если кипятить воду в закрытой банке с металлической крышкой в микроволновке? А вот что!
• Иван Русских
Как вырастить шикарный древовидный пион на участке. Осенняя посадка.
• Сад и Огород — Своими руками
Кислая почва станет плодородной- как правильно провести известкование.
• Сад и Огород — Своими руками
Научная пятница. Микробы бьются за металл! Микробные войны на службе урожая! Смотрите до конца!
• Иван Русских
Как обрезать КЛЕМАТИС на зиму, если не знаешь, к какой группе он относится?
• Супер — Отпуск на Даче
Эти семена перца обязательно посею в новом сезоне! Шуршим пакетиками. Обзор семян перца
Обзор семян перца
• Во саду ли в огороде
Комментарии и отзывы: 10
Dzmitry
Ну катета в этом шве быть не может, он не угловой, и во вторых при проходе корня шва нужно было объяснить, что прихватки нужно вырезать, там провара не будет. И вообще много виде на ютубе, про сварку, про корень, но очень мало виде про госты. Сварочные госты. допустимый непровар, какой должен быть катет. На трубе может быть только усиление шва, но не катет, а может и не быть и шов может быть даже немного во внутрь. А почему многие говорят, швы нельзя болгаркой зачищать? Только потому, если шов счистить в ровень с трубой, то рентген его хер увидит. И мало кто говарит, что аппараты лучше использовать на постоянном токе, на 60 ампер мр3 хер потянет(ду3мм.
Kalantaika
Покажи как варить горизонтальный шов трубы 36х6. Электроды 2. 5 мм цл-39. Это трубы поверхности нагрева котла сталь ХМ-овская. Затрахался уже- корневой нормально получается (брака нет, а усиление вик контроль не проходит.
Валера
Павел полностью с тобой согласен, Развод Парни, на начальном пути сварки корня такие дыры нахуярил, а шлак отбил, опа фокус Все ГУД, облицовка опа чистый вертикал, я даже в трубу боюсь посмотреть что он там насрал, там проход остался наверное на 10 мм, всегда говорю что интернет, это мусорная яма, если ты хороший сварщик так вари и пусть тобой гордятся твои монтажники и начальники, если ты блогер, так не снимай такую хрень, АМИНЬ.
UserDmitry
А зачем здесь облицовочный? Зазор и диаметр малый Да и стенка меньше 10 может для высокого давления? Никто не будет доплачивать за красоту шва а если он лопнет или потечет — начальник заплатит штраф а вы лишитесь места и з/п. Такие трубки по стандарту идут в камуналке для водоснвбжения и вполне достаточно дать правильный ток и хорошо проварить в стыке не суетясь. Счас вообще полипропилен: )
Счас вообще полипропилен: )
Ivan
Для начинающих сварщиков конечно пойдёт этот урок, но ему, как сварщику самому нужно научиться варить трубы маленького диаметра. Уверен, что на корень шва страшно смотреть. У нас на работе инспектор на переатестацию сварщика направил бы, и уж тем более, машинкой чистить опытному сварщику не позволительно. Напильником ещё можно, но не машинкой. Машинкой лучше подходы на корне делал бы.
Foy
Борис
Тут многие правы заварить на уровне глаз не так сложно но если шов в низу и не подсунутся то тогда это сложно вариш на угад нагнувшысь до кален это очень сложно или 90%стена проше говоря угол и зазор 3-4см приходится попотеть и не одину десяток минут
Влад
Круговые движения вообще универсальный способ практически во всех пространственных положениях! За видео спасибо, как всегда на 5 +!
fish
скажи пожалуйста зазор на стыке обязателен или это условность, ну или если есть у тебя видос по теме кинь ссылку. Заранее благодарю
Заранее благодарю
Vlad
у меня на 60 амперах захлебывается дуга, тройка только при 100 начинает варить, может сеть просажена, а может аппарат такой
Записки начинающего сварщика — Страница 59 — Ручная дуговая сварка — ММA
#1161 svarnoi69
Отправлено 22 September 2018 14:23
alexofarada, ампераж/степень затемнения
ГОСТ на DIN и ГОСТ СССР (буквенное обозначене С)
- Наверх
- Вставить ник
#1162 alexofarada
Отправлено 24 September 2018 10:03
Спасибо
- Наверх
- Вставить ник
#1163 ABeskotti
Отправлено 25 September 2018 03:28
 com/embed/KXlDS45J4Rw?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/KXlDS45J4Rw?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
Снял небольшое видео, чтобы и сварочную ванну рассмотреть подробнее, и процесс движения электрода показать, и поспрашивать опытных о непонятных мне вещах.
Всего пять эпизодов, нулевой, без номера (с бритвенным лезвием)- пристрелочный. )))
Сваривать пытаюсь вертикальный шов.
На всех видео профильная труба 100Х100, металл 3мм, зазор 2.5 мм, электрод ОЗС-12 ф3мм, ток неизвестен, ибо регулятор градуирован «в попугаях», силу тока подбирал по советам с форума.
***
Первый эпизод.
Вроде, всё хорошо, как мне кажется. И движения относительно нормальные, и скорость более-менее равномерная, и дуга, вроде бы, почти одинаковой длины.
Или я ошибаюсь в описании? Подскажите, пожалуйста, кто понимает. Я ж учусь.
Шов, кстати, относительно ровный получился, ширина 6мм.
***
Во втором эпизоде начались странности.
Я чуть задержался в начале и получил маленький прогар, который, как мне показалось во время сварки, затянулся сам. Но когда отбил шлак- увидел там дыру. Причиной её образования считаю слишком быстрый увод электрода из места прожога. Ошибаюсь?
Что можно было сделать? Остаться чуть дольше в том месте? Не образовалось бы там ещё большее отверстие? Или лучше было пройти дальше, закончить шов и потом, отбив шлак и зачистив края, затянуть прожог?
Шов в итоге получился узкий, ровный, с мелкой чешуйкой, но с подрезами в нескольких местах. Надо было вести электрод медленнее?
***
Третий эпизод.
Пробую вести электрод, протягивая его по краям, двигая дугу «серпом». Возле наплавленной капли металла (по ней я настраивал резкость каеры перед съёмкой) чуть задержался и едва не получил прожог. Вопрос: стоило задерживаться возле такой «прихватки», пытаясь сплавить её с создаваемым швом (например, если, условно, это край предыдущего шва)? Или просто пройти по стыку, едва задев «прихватку», равномерно расплавляя металл только на его краях?
***
В принципе, попытка вплавить «прихватку» в шов показана в четвертом эпизоде. Едва я задержался на месте, пытаясь её расплавить, как получил прожог и безуспешно пытался заделать его без отрыва дуги.
Едва я задержался на месте, пытаясь её расплавить, как получил прожог и безуспешно пытался заделать его без отрыва дуги.
Можно ли было что-то сделать в данном случае, чтобы затянуть такой прожог без отрыва дуги? Стоило ли разрывать дугу, охлаждать, зачищать и заплавлять?
Или же надо было варить в отрыв, как в пятом эпизоде?
***
Пятый эпизод.
Прожог, почему-то, получился сразу. И ток тот же, и электроды, и металл. Правда, металл, прогретый предыдущими попытками. Может, из-за этого? Надо ли было дать остыть железке после предыдущей попытки сварки?
Далее я попытался затянуть прожог и дальнейший зазор «в отрыв». Правильная ли техника? Может, стоило дольше удерживать дугу? Надо ли было давать больше остывать сварочной ванне? Или наоборот, меньше остужать, чаще прикладывать электрод?
На 2:20 попытки затянуть прожог круговыми движениями электрода. Иногда получается, кстати, но не в этот раз.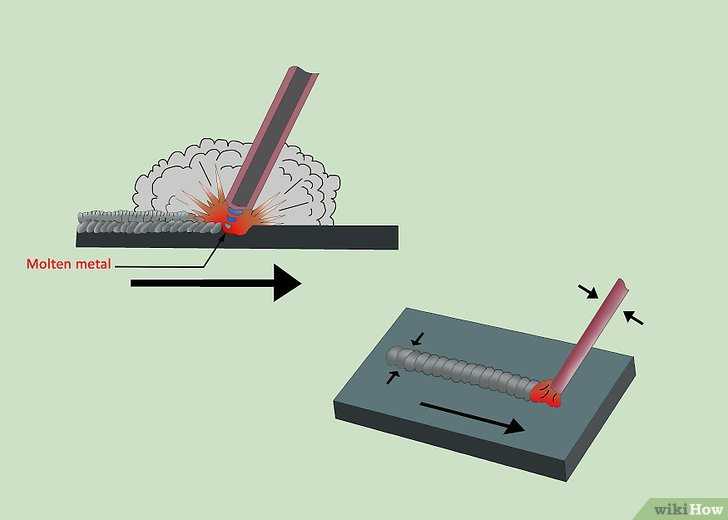
Имеет ли право на жизнь шов, сваренный в отрыв в пятом эпизоде? Шлака в середине шва нет. Подрезов нет.
P.S. Или такие вопросы лучше в «записки начинающего» публиковать отдельными видео?
- Наверх
- Вставить ник
#1164 serga01net
Отправлено 25 September 2018 07:36
Варить металл 3 мм с зазором 2.5 мм электродом 3 мм без отрыва практически нереально. Нужно сбавлять ток, нужны электроды, которые терпят малый ток. И диаметр 3 мм тут не годится. 2.5 мм надо (а то и 2 мм). И ток поменьше. Металл быстро перегревается и все выходит из-под контроля.
ИМХО, если посмотреть на швы («варианты без прожогов») с обратной стороны — там не будет обратного валика.
Пока дуга не продувает соединение насквозь (вроде все нормально ), но это поверхностный шов.
Как только дуга начинает прорываться, положение резко ухудшается. Большой ток все усугубляет. Металл сдувает и дыра только расширяется, образуется наплыв на обратной стороне.
Если внимательно посмотреть видео, зазоры везде разные, и прожоги начались именно там, где зазоры больше (а металл тоньше).
- Наверх
- Вставить ник
#1165 midtower
Отправлено 25 September 2018 08:23
металл 3мм, зазор 2.5 мм, электрод ОЗС-12 ф3мм
Полностью поддерживаю предыдущего оратора. Зазор не более 2.мм.
прожоги начались именно там, где зазоры больше
Растащило на металле, а может и прихваток немного.
ABeskotti, при сварке также надо контролировать зазор, это видно. Большой — заливаем, схлопывается — прожигаем.
- Наверх
- Вставить ник
#1166 ABeskotti
Отправлено 25 September 2018 12:37
Варить металл 3 мм с зазором 2.5 мм электродом 3 мм без отрыва практически нереально. Нужно сбавлять ток, нужны электроды, которые терпят малый ток. И диаметр 3 мм тут не годится. 2.5 мм надо (а то и 2 мм). И ток поменьше. Металл быстро перегревается и все выходит из-под контроля.
Люди говорят, что надо, мол, пользоваться тройкой и обязательно УОНИИ в процессе обучения. Мол, научишься уонькой тройкой варить тонкий металл- другими электродами запросто получится. Вот и повёлся я.
Вот и повёлся я.
ИМХО, если посмотреть на швы («варианты без прожогов») с обратной стороны — там не будет обратного валика. Пока дуга не продувает соединение насквозь (вроде все нормально ), но это поверхностный шов.
С обратной стороны там примерно вот такая картина:
[url=https://flic.kr/p/28vZ2AY]
Это непровар, как я понимаю. Но опять же, на форумах люди говорят, что в каких-то случаях допускается шов и без обратного валика. Видимо, я слишком легко верю написанному. Но пробую и проверить.
[url=https://flic.kr/p/28vZ26E]
Вот пропил и нечто, напоминающее обратный валик. Этот тоже «не пойдёт»?
Если внимательно посмотреть видео, зазоры везде разные, и прожоги начались именно там, где зазоры больше (а металл тоньше).
Честно говоря, немного не понимаю, почему Вы видите разные зазоры. Они пропилены просто отрезным диском в сплошной профильной трубе, никаких прихваток там нет, чтоб зазор мог «гулять». Вон, на фото вверху видно, как именно. Или я снова неверно понял слова и «зазор» был про что-то другое?
Они пропилены просто отрезным диском в сплошной профильной трубе, никаких прихваток там нет, чтоб зазор мог «гулять». Вон, на фото вверху видно, как именно. Или я снова неверно понял слова и «зазор» был про что-то другое?
Растащило на металле, а может и прихваток немного. ABeskotti, при сварке также надо контролировать зазор, это видно. Большой — заливаем, схлопывается — прожигаем.
Немного не понимаю, прошу пояснить. О каком именно зазоре речь? Между свариваемыми краями? Он одинаков везде, это просто рез болгаркой. Заливать большой зазор (в данном случае, на видео) это после прожога? А что значит «схлопывается»? Дуга сплавляет или шлак заливает?
- Наверх
- Вставить ник
#1167 midtower
Отправлено 25 September 2018 15:11
обязательно УОНИИ
Вот и повёлся я.

электрод ОЗС-12 ф3мм
Вы че-та перепутали. Это рутил. Надеюсь, вы читали хоть немножко про основы: сварочные аппараты, там, типы электродов?
О каком именно зазоре речь?
Между свариваемыми краями
Металл утягивает по сварке.
Вот пропил и нечто, напоминающее обратный валик.
Именно что. Извольте зачистить, чтобы убедить себя, что это не шлак выдавило.
- Наверх
- Вставить ник
#1168 Учусь
Отправлено 25 September 2018 15:25
металл 3мм, зазор 2.5 мм,
 5 мм,
5 мм,Для тройки зазор 1,6мм оптимален.
«варианты без прожогов» с обратной стороны — там не будет обратного валика. Пока дуга не продувает соединение насквозь (вроде все нормально ), но это поверхностный шов.
Я бы не был столь категоричным. Есть те кто сваривают с образованием «технологического окна» (не в коим случае прожёга), причем диаметр этого окна должен быть +- равен диаметру стрежня электрода, а не больше него, всё что больше — прожёг, а это плохо , есть те кто могут и без него обратный валик хороший сформировать, в первом случае тепловложения будет больше, как и собственно ширина обратного валика, чем во втором, как следствие и напряжения во втором случае тоже будут меньше, да и сам шов будет покрепче из за чуть более мелкого зерна.
- Наверх
- Вставить ник
#1169 welderman
Отправлено 25 September 2018 20:42
допускается шов и без обратного валика.

Это действительно так, но «не допускается», а вполне себе» в законе», таково например широко используемое соединения С17 по 16037-80,5264-80,14771-76.. и ещё ряд некоторых…. открою Вам страшную тайну, некоторые соединения имеют неполный провар конструктивно…
- Наверх
- Вставить ник
#1170 Schurik
Отправлено 25 September 2018 21:15
А можно как начинающий начинающему…? Обрезок трубы на фото очень маленький и с невеликой теплоёмкостью. Один шов поперек и ждите долго когда остынет. Я пробовал набивать руку на коротких обрезках, так вот не прёт и все тут! И металл тройка и УОНИ- двойка.. Пока на шабашке не попробовал заварить зазор реально длинной трубы, стенка тоже тройка- вот и технологическое окно увидел и почувствовал и тепло куда-то девается лишнее, и не прожигается ничего. .. Наверняка перегревается быстро Ваш кусочек трубы, т.к. короткий очень… Да и справедливо заметили выше- под УОНИ зачищать надо, иначе ничего кроме нервов.
.. Наверняка перегревается быстро Ваш кусочек трубы, т.к. короткий очень… Да и справедливо заметили выше- под УОНИ зачищать надо, иначе ничего кроме нервов.
- Наверх
- Вставить ник
#1171 ABeskotti
Отправлено 26 September 2018 22:06
Я сильно ограничен форумом в количестве сообщений, потому и попробую ответить на много в одном. )))
с обратной стороны — там не будет обратного валика. Пока дуга не продувает соединение насквозь (вроде все нормально ), но это поверхностный шов.
Эх, а я старался, чтоб не было «прорыва» дуги «на ту сторону», звук сразу отличается, слышно изменение тона, а оказывается, надо, чтоб некоторым образом она проходила насквозь. Буду стараться. Сегодня УОНИИ 2 мм начало получаться на вертикальных швах.
Буду стараться. Сегодня УОНИИ 2 мм начало получаться на вертикальных швах.
Большой — заливаем, схлопывается — прожигаем.
То есть, когда натекло со стенок и электрода, направляем дугу на верхний край сварочной ванны, чтобы её дугой «выдавило» на обратную сторону? Я правильно понял?
Вы че-та перепутали. Это рутил. Надеюсь, вы читали хоть немножко про основы: сварочные аппараты, там, типы электродов?
УОНИИ- основное покрытие, ОЗС-12 рутил. Ну да. Если говорят, что лучше начинать с УОНИИ, то это же не означает, что нельзя при этом экспериментировать и пробовать ОЗС, АНО или ОК, верно? )))) А вот диаметр оставил прежним, чтоб разницу чувствовать.
Именно что. Извольте зачистить, чтобы убедить себя, что это не шлак выдавило.

Отбил. Валик посередине шва- металл.
Есть те кто сваривают с образованием «технологического окна» (не в коим случае прожёга), причем диаметр этого окна должен быть +- равен диаметру стрежня электрода,
Как это выглядит? Расплавленный дугой металл «продавливается» через круглое отверстие между свариваемыми краями и заполняет шов как бы с двух сторон?
открою Вам страшную тайну, некоторые соединения имеют неполный провар конструктивно…
Тоже открою Вам страшную тайну! Об этом говорится буквально на первых страницах любого учебника по сварке! )))
под УОНИ зачищать надо, иначе ничего кроме нервов
Там всё зачищено до зеркала. Налёт- только от предыдущих швов.
Налёт- только от предыдущих швов.
- Наверх
- Вставить ник
#1172 midtower
Отправлено 26 September 2018 22:18
направляем дугу на верхний край сварочной ванны
Примерно. Я, да, с этим «технологическим окошком» предпочитаю, его размером отлично контролируется состояние шва. Второй вариант, продавливание, менее визуально информативен.
УОНИИ- основное покрытие, ОЗС-12 рутил.
Но вы попробуйте. Приятно.
Отбил. Валик посередине шва- металл.
Осталось запустить в серию.
- Наверх
- Вставить ник
#1173 Lohus
Отправлено 26 September 2018 22:19
ограничен форумом в количестве сообщений
Чаще пишите в профильных темах (чесалочные сообщения не засчитываются), вроде после 10 сообщений под аватаркой должно отпустить.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#1174 ABeskotti
Отправлено 26 September 2018 23:08
Народ! За советы- спасибо!
А по существу заданных под видео вопросов будет что? ))
- Наверх
- Вставить ник
#1175 Виталий С 31
Отправлено 27 September 2018 04:30
Народ! За советы- спасибо!
А по существу заданных под видео вопросов будет что? ))
Для новичка у Вас получается всё превосходно, гораздо лучше, чем например у меня когда я начинал. Бритвочку приварить я и сейчас не приварю! А по поводу прожегов их лучше всего перескочить дальше по шву и продолжить. А потом, если соединение ответственное, то болгарите прожог и на остывшем металле он легко заплавляется. А если не ответственное, то просто обстукайте шлак и заплавьте.
Бритвочку приварить я и сейчас не приварю! А по поводу прожегов их лучше всего перескочить дальше по шву и продолжить. А потом, если соединение ответственное, то болгарите прожог и на остывшем металле он легко заплавляется. А если не ответственное, то просто обстукайте шлак и заплавьте.
Если прожег в конце шва на неответственном шве, то можно его просто закончить сваркой в отрыв. Большинство любителей всегда варят в отрыв, и ничего, заборы держатся! Вы быстро всё это освоите, просто нужно варить, пробовать по разному.
- Наверх
- Вставить ник
#1176 ABeskotti
Отправлено 27 September 2018 10:32
по поводу прожегов их лучше всего перескочить дальше по шву и продолжить.
 А потом, если соединение ответственное, то болгарите прожог и на остывшем металле он легко заплавляется.
А потом, если соединение ответственное, то болгарите прожог и на остывшем металле он легко заплавляется.
Эх, а я стараюсь затянуть сразу, не гася дугу.
Но когда дыра (даже не отверстие!) разрастается- перескакиваю дальше. Болгарить весь наплавленный металл в отверстии, до основного?
Если прожег в конце шва на неответственном шве, то можно его просто закончить сваркой в отрыв.
Как в пятом эпизоде, да?
- Наверх
- Вставить ник
#1177 Виталий С 31
Отправлено 27 September 2018 11:53
Да, там Вы в отрыв начали можно было бы паузы побольше делать и перегрев ванны постепенно нормализовался.
Попробуйте несколько швов поварить в отрыв изначально, так перегревов и прожегов не будет. А вот прожег заварить переходом на сварку в отрыв сложнее потому, что ванна перегрета.
Да и не практично это, проще прожег перескочить и продолжить шов. Со опытом появляется чуйка и прожегов становится всё меньше и меньше. Можно ещё играть углом электрода. Например, в нижнем положении начинаете сварку под углом градусов 80 образуется ванна прогревается металл, к середине шва уже околошовная зона хорошо прогрета и тепловложение может оказаться избыточным, поэтому потепенно наклоняете электрод до 50 градусов. На вертикале также, вначале угол чуть вниз, потом прогреется угол чуть вверх. Если электрод толше детали , шов встык с зазорчиком, то колебательные движения я не делаю.
- Наверх
- Вставить ник
#1178 mihasik
Отправлено 28 September 2018 12:34
Глобул, больше не встречал на аппаратах того же класса, столь богатого функционала для электродов.
 Как правило аппараты этого класса заточены под сварку в аргоне, а возможности сварки штучными электродами — весьма скромны даже у именитых брендов.
Как правило аппараты этого класса заточены под сварку в аргоне, а возможности сварки штучными электродами — весьма скромны даже у именитых брендов.Большинство именитых брендов на дорогих аппаратах установят вам прошивку с любыми настройками.
И если надо, то изготовят вам выносной пульт для управлением этими настройками. Всё дело в цене.
- Наверх
- Вставить ник
#1179 Глобул
Отправлено 28 September 2018 18:59
Надо было вести электрод медленнее?
Равномернее.
Достигается только тренировкой, и по моему очки надо вам посильнее.
Надо ли было дать остыть железке после предыдущей попытки сварки?
Надо.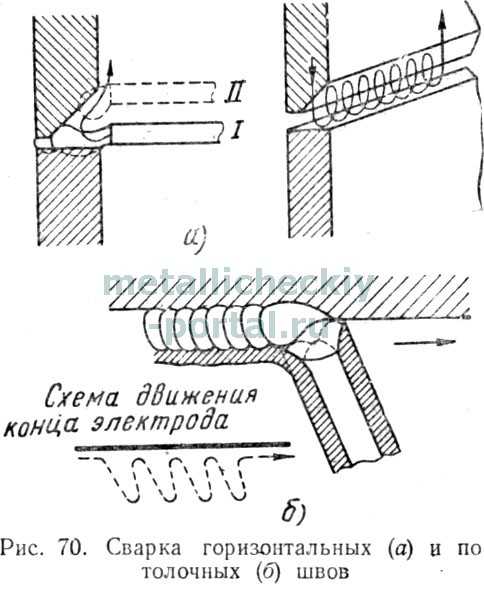
Дело не в разнице температур между расплавленным и горячим металлом — там пропасть, а в скорости отвода тепла от ванны.
Иногда получается, кстати, но не в этот раз. Почему не вышло?
Причина та же — пятый эпизод — горячий металл.
Имеет ли право на жизнь шов, сваренный в отрыв
Насколько мне известно от маэстро BelaZZ, шов имеет право на жизнь, и даже может пройти рентгеновский контроль, но в технологии сварки такого способа не существует, то есть с точки зрения технолога нет — не имеет.
Но с маэстро не поспоришь.
При сварке в отрыв вам надо жёстче держать себя в руках и не тыкать электродом в остывающий металл когда вздумается, и не обрывать дугу ни с того ни с сего. Надо определить ориентиры для момента зажигания дуги, и для момента обрыва. Для начала можете взять за ориентир сбегание светового пятна остывающего металла в точку. С этой точки и зажигайте дугу.
Для начала можете взять за ориентир сбегание светового пятна остывающего металла в точку. С этой точки и зажигайте дугу.
Раньше чем дуга разгонит шлак не обрывайте её никогда.
В остальном вас не слушаются руки — их надо тренировать — другого пути нет.
По видео — прелесть просто. Но для форума вопросов вы накидали слишком много — отпадает желание отвечать, но за качественное наполнение данной темы — огромное вам спасибо. Я такого не припомню даже…
- Наверх
- Вставить ник
#1180 G_Kar
Отправлено 28 September 2018 19:13
mihasik, в том-то и дело, вопрос в базовых настройках и в возможностях тонкой настройки программы. Тот же ЕВМ если взять, там синергетика гораздо беднее, а прошивки стоят отдельных денег. Селко имеет не только богатый набор базовых программ, но и гораздо больше настроек за те же деньги.
Селко имеет не только богатый набор базовых программ, но и гораздо больше настроек за те же деньги.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
Скоростная видеосъемка современных вариантов классических технологий дуговой сварки
Автор: проф. Реджис Энрике Гонсалвес и Сильва, д-р техн.
За последние годы изобилие новых версий процессов дуговой сварки превзошло международный сценарий сварки в промышленности и научных кругах. Инновации стали возможными не только благодаря разработкам в области электроники и программного обеспечения, но и благодаря новым концепциям механического проектирования и механизмов.
Одним из примеров процесса сварки TIG является динамическая подача (колебание проволоки). Низкая производительность часто является недостатком традиционной сварки TIG по сравнению с другими процессами дуговой сварки. Чтобы справиться с этим недостатком, а также лучше справляться с твердыми смачивающими материалами (например, сплавами Ni-Cr), в системах TIG было реализовано прямое и обратное колебательное движение проволоки, и оно находит хорошее применение в промышленности, а также большое интерес в научном сообществе. От этого метода также можно ожидать дополнительных преимуществ в виде снижения пористости. Для изучения и разработки таких методов высокоскоростная видеосъемка стала мощным инструментом для наблюдения и оценки стабильности плавления и переноса металла, поведения дуги и поведения сварочной ванны. Основными задачами являются научные исследования влияния параметров на возникающие физические явления и разработка параметризации для различных условий сварки (положение подачи проволоки, геометрия горелки, динамика проволоки).
От этого метода также можно ожидать дополнительных преимуществ в виде снижения пористости. Для изучения и разработки таких методов высокоскоростная видеосъемка стала мощным инструментом для наблюдения и оценки стабильности плавления и переноса металла, поведения дуги и поведения сварочной ванны. Основными задачами являются научные исследования влияния параметров на возникающие физические явления и разработка параметризации для различных условий сварки (положение подачи проволоки, геометрия горелки, динамика проволоки).
ВИДЕО 1: Динамическая сварка TIG, изображенная на 1000 кадров в 1,000 кадров
Видео 2: Роторная дуговая импульсная мига/маг движение проволочного электрода вперед/назад с частотой 4,166 кадра в секунду Скорость сбора данных регулировалась синхронно с мониторингом данных электросварки с помощью системы сбора данных.
В рамках этих исследований и разработок активно применялся CAVILUX HF. Система лазерной подсветки позволяет нам точно регулировать интенсивность дуги на высокоскоростных изображениях, что позволяет выбирать и выделять определенные особенности процесса сварки (проволока, дуга, капля, ванна и т. д.), которые являются целеустремленными, специально предназначенными. подлежат мониторингу, анализу и исследованию.
Об авторе
Prof. Regis Henrique Goncalves e Silva, Dr. Eng.
Директор по исследованиям и разработкам
LABSOLDA – Институт сварки и мехатроники
Факультет машиностроения – EMC
Федеральный университет Санта-Катарины – UFSC – БРАЗИЛИЯ
www.labsolda.ufsc.br
[email protected]
- 26 апреля 2017 г.
Stick > Для начинающих — WelderSkills
Stick > Для начинающих — WelderSkills Перейти к основному содержанию- Matt Hayden — Горизонтальная прокладка 7018
Горизонтальная прокладка с 7018, DCEP 125 А
- Matt Hayden — Крыша с потолком 7018 Стрингеры 1/8 дюйма
Matt Hayden — Тройник 4F Крыша с потолком SMAW Ручная сварка 7018 Стрингеры 1/8 дюйма.
Отличная практика управления лужей в положении над головой - Приварка круглой трубы к пластине с помощью 7018 5/32″ 5F
Некоторым сварщикам требуется сварка круглой трубы 5F с плоской пластиной с использованием 5/32″ 7018. Вот несколько советов по машине настройки, длина дуги и положение тела
- Эндрю Кардин — 7018 Плоская наплавочная пластина — Сварка стержнем
Базовая наплавочная площадка с 7018.
С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все. - Matt Hayden — 7018 1/8″ 4F Тройник с потолочной сваркой
4F 7018 1/8 на 1/4 стальной накладной
- РУКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ 6013 1/8″ AC 110 AMPS НАХОДНОЕ СОЕДИНЕНИЕ
6013 AC 110 AMPS LAP WS END.mov
ТИП МЕТАЛЛА = УГЛЕРОДИСТАЯ СТАЛЬТОЛЩИНА = 11GA
ТИП СВАРКИ = УГЛОВАЯ
Тип соединения = LAP
Положение = 2F
AMPS = 110 AMPS
Полярность = AC
ЭЛЕКТРОД = 6013 1/8 «
Дополнительные настройки =
Советы:
.
.. - Matt Hayden — Горизонтальный 6010 Сварка набивочных палочек
Горизонтальный 6010 Наконечники набивочных материалов и дуговые разряды с матовым
- Matt Hayden — Вертикальная сварка 6010 Uphill Padding
Вертикальный 6010 Подкладка вверх по склону
- Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″
Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″
- Сварка электродом 7018 Прокладочные валики
Умение укладывать валики равномерно наполовину внахлест на предыдущий валик имеет основополагающее значение для многопроходной сварки труб или конструкций.
Это одна из лучших практик концентрированной дуговой сварки. - Matt Hayden — Rooftop OVERHEAD 7018 3/32 Стрингеры
Что такое сварные швы на крыше? Давайте поговорим об этом…
- Matt Hayden — 6010 Плоская прокладка — сварка стержнями
Плоская прокладка 1/8″ 6010 на низкоуглеродистой стали 1/4″
- Приварка стержнем 6010 1/8″ ОТКРЫТАЯ КОРНЕВАЯ ПЛАСТИНА 7018 3/32″ заполнение и крышка UPHILL
Практическая пластина 3g пластина 6010 корень 7018 заполнение и крышка
Зазор 3/32 дюйма и площадка 3/32 дюйма
75-80 А DCEP
эти настройки будут работать и на канале - Сварочная пластина 2g 3/8″ с пластиной 7018 1/8″
Сварочная пластина 2g 3/8″ с пластиной 7018 1/8″
Пластина толщиной 3/8 дюйма со скосом 22,5 градуса
Опорный стержень 1/4 дюйма, зазор 1/4 дюйма
7018 1/8″ dcep 130-135 ампер корень
чуть меньше сила тока для цоколя - 6013 Соединения внахлестку 11ga на переменном токе, а также DCEN и DCEP — сварка электродом
6013 не широко используется в промышленности США, но, поскольку некоторые школы используют его для обучения, я решил включить его сюда.
- Обзор различных стержневых электродов — 6010, 6011, 6013, 7014, 7018
Это краткий обзор наиболее часто используемых стержневых сварочных электродов.
6010, 6011, 6013, 7014, 7018 - Практическая сварка ответвлений 6010 7010
В этом видеоролике показаны настройки и методы, которые будут использоваться для проверки соединения ответвлений. Да, это учебная плита, но применяются методы сварки
. - Matt Hayden — 6010 4F Тройник над головой
6010 4F Тройник над головой с Matt Hayden
- Matt Hayden — Сварка электродом 6010 2F Тройник SMAW
Краткое видео о сварке электродом 6010 2F Тройник с матовым покрытием. СМАВ
- Matt Hayden — 6010 сварка стержнем 3F Вертикальный тройник
сварка стержнем 6010 1/8″ 3F вертикальный подъем с Matt Hayden
- Matt Hayden — Сварка стержнем SMAW 1/8 7018 Т-образное соединение 2F
SMAW 1/8 7018 T Соединение 2F с наконечниками, дуговыми импульсами и настройками машины
- Matt Hayden — 6013 Padding Stick Welding
Полезные советы по набивке 6013 с Matt Hayden
- Matt Hayden — 3F 7018 Сварка тройника
Сварка стержнем Вертикальный тройник 7018 с дуговым разрядом, пояснениями, стрингерами и переплетениями.
 Отличная практика управления лужей в положении над головой
Отличная практика управления лужей в положении над головой С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все.
С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все. ..
.. Это одна из лучших практик концентрированной дуговой сварки.
Это одна из лучших практик концентрированной дуговой сварки.

