#TITLE# || KOBELCO — KOBE STEEL, LTD. —
#TITLE# || KOBELCO — KOBE STEEL, LTD. —- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Сварка нержавеющей стали >
- Сварка нержавеющей стали >
Сварка нержавеющей стали
Предыдущая страница
7. Сварка плакированной нержавеющей стали
В плакированной нержавеющей стали содержатся субстраты углеродистой стали или низколегированная сталь и плакированный металл из тонкой (около 2 мм) нержавеющей стали, используемые для хранилищ и химических танкеров. В основе использования плакированной нержавеющей стали заложена идея того, что коррозионная стойкость необходима только на поверхности. Кроме того, она не такая дорогостоящая по сравнению с твёрдой сталью. Ключевой момент сварки плакированной нержавеющей стали — сварка в зоне между субстратом (основной металл) и плакированным металлом. В этом случае требуется сварка разнородных металлов.
Ниже представлен метод выбора и отложения плакированной нержавеющей стали типа SS400 (ASTM A36) и SUS304 (AISI 304). Когда в зоне первого слоя сварки используется тип SUS304 (AISI 304), на всём участке от сварочной канавки до поверхности сварного шва используется сваркапосадочный материал типа 309. Когда SUS304 (AISI 304) используется на финальном слое, необходимо применить 3 различных типа сваркапосадочных материалов: тип углеродистой стали для SS400 (ASTM A36), тип 309 для промежуточной зоны и тип 308 для SUS304 (AISI 304).
Когда в зоне первого слоя сварки используется тип SUS304 (AISI 304), на всём участке от сварочной канавки до поверхности сварного шва используется сваркапосадочный материал типа 309. Когда SUS304 (AISI 304) используется на финальном слое, необходимо применить 3 различных типа сваркапосадочных материалов: тип углеродистой стали для SS400 (ASTM A36), тип 309 для промежуточной зоны и тип 308 для SUS304 (AISI 304).
Краткое руководство
KOBELCO WELDING TODAY / английский
8. Ключевые моменты сварочного процесса для нержавеющей стали
(1) Общие положения
- ①
- В случае с нержавеющей аустенитной сталью подогрев обычно не проводится, а температура металла шва перед наложением последующего слоя должна составлять 150℃ и ниже
- ②
- В случае со сваркой разнородных металлов обращайтесь к Таблице 7 (Рекомендуемые сваркапосадочные материалы для сварки разнородных металлов). Процесс разбавления металла шва основным металлом (углеродистая сталь и низколегированная сталь) также должен контролироваться во время сварки.
 При использовании сваркапосадочных материалов типа 309 необходим низкий сварочный поток, т.к. в случае превышения уровня разбавления металла шва основным металлом могут возникнуть трещины сварного шва
При использовании сваркапосадочных материалов типа 309 необходим низкий сварочный поток, т.к. в случае превышения уровня разбавления металла шва основным металлом могут возникнуть трещины сварного шва - ③
- Полностью аустенитные сваркапосадочные материалы (например, NC−30 и DW−310) приводят к возникновению горячих трещин — следовательно, необходимо использовать низкий сварочный поток и скорость.
 При использовании сваркапосадочных материалов типа 309 необходим низкий сварочный поток, т.к. в случае превышения уровня разбавления металла шва основным металлом могут возникнуть трещины сварного шва
При использовании сваркапосадочных материалов типа 309 необходим низкий сварочный поток, т.к. в случае превышения уровня разбавления металла шва основным металлом могут возникнуть трещины сварного шва(2) Дуговая сварка покрытым электродом (SMAW)
- ①
- Использование очень высокого потока может привести к плавлению электрода и, следовательно, плохому качеству и ухудшению свойст сварного металла-шва. Сварочный поток необходимо использовать только в обозначенных рамках.
- ②
- Длина дуги должна быть максимально короткой.
- ③
- При использовании переплетения его ширина должна быть в 2.5 раза больше диаметра электрода.

(3) MAG-сварка (с порошковой проволокой)
- ①
- Источник питания
Источник питания дуговой сварки с постоянным напряжением используется с позитивной полярностью электрода (DCEP). Также возможно использование источника питания с инверторным управлением. Импульсный источник питания может привести к усилению сварочных брызг. В этом случае необходимо выключить генератор импульсов. - ②
- Защитный газ
Углексилый газ (100 %) подходит для нержавеющей проволоки DW шлакового типа. Хотя возможно использование комбинации Ar+20~50% CO2, это может привести к пористости, образованию раковинок и пузырей. Уровень текучести защитного газа составляет 20~25 л/мин. Комбинация Ar+10~20% CO 2 подходит для MX−A нержавеющей стальной проволоки металлического типа - ③
- Расширение проволоки
Удалённость токоподводящего наконечника от основного металла должна составлять около 15 мм для проволоки диаметром 0. 9 мм и 15~20 мм для проволоки диаметром 1.2 или 1.6 мм. Если расширение проволоки чрезвычайно мало, может возникнуть пористость в виде раковинок и пузырей. Использование комбинации Ar+CO2 предполагает, что расширение проволоки должно быть чуть больше, чем углекислого газа (100%) - ④
- Меры против ветра
Когда скорость ветра превышает 1м/сек, защита дуги от ветра снижается, что приводит к возникновению пористости в металле шва. Более того, в металле шва может раствориться атмосферный азот, что нарушит процесс отделения шлаковой корки или приведёт к образованию горячих трещин. Следовательно, требуется поток значительного количества газа и установка в ветреную погоду ветрозащитных экранов. - ⑤
- Дым и пары, образующиеся при сварке
Уровень выброса дыма в определённую единицу времени при MAG-сварке выше, чем при дуговой сварке металлическим покрытым электродом. В связи с вредоносностью выбрасываемого дыма
рекомендуется установка локальной системы дымоотвода или использование подходящего респиратора. - ⑥
- Хранение сварочных проволок
Нержавеющие стальные проволоки DW поглощают влагу и не могут повторно сушиться при высокой температуре, в отличие от электродов при дуговой сварке металлическим покрытым электродом . Если сварочная дуга оставлена в механизме подачи в дождливый сезон или в летний сезон высокой влажности или в ночное время зимой, когда возможна конденсация влаги — это может привести к пористости и образованию раковинок и пузырей. Будьте внимательны при хранении неупакованных сварочных проволок, следите, чтобы на поверхности прволоки не скопились пыль или влага. Храните проволоки в сухом месте с низкой влажностью.
 9 мм и 15~20 мм для проволоки диаметром 1.2 или 1.6 мм. Если расширение проволоки чрезвычайно мало, может возникнуть пористость в виде раковинок и пузырей. Использование комбинации Ar+CO2 предполагает, что расширение проволоки должно быть чуть больше, чем углекислого газа (100%)
9 мм и 15~20 мм для проволоки диаметром 1.2 или 1.6 мм. Если расширение проволоки чрезвычайно мало, может возникнуть пористость в виде раковинок и пузырей. Использование комбинации Ar+CO2 предполагает, что расширение проволоки должно быть чуть больше, чем углекислого газа (100%) В связи с вредоносностью выбрасываемого дыма
рекомендуется установка локальной системы дымоотвода или использование подходящего респиратора.
В связи с вредоносностью выбрасываемого дыма
рекомендуется установка локальной системы дымоотвода или использование подходящего респиратора.(4) MIG-сварка (с твёрдыми проволоками)
- ①
- Сварочная дуга используется с позитивной полярностью электрода постоянного тока
- ②
- Комбинация Ar+2%O2 используется как защитный газ с текучестью 20~25 л/мин. Комбинация Ar+10~20%CO2 непригодна для малоуглеродистой нержавеющей стали (например, SUS304L) в связи с повышением уровня углерода в металле шва.
- ③
- MIG-сварка нержавеющей стали обычно проходит в условиях сварки дугой со струйным переносом металла, когда напряжение дуги должно быть эквивалентно длине дуги 4~6 мм. Если длина дуги будет чрезвычайно короткой, могут возникнуть газовые пузыри, а если излишне длинной — снизится смачиваемость расплавленного металла шва и основного металла.
- ④
- MIG-сварка более подвержена воздействию ветра, что приводит к появлению газовых пузырей. Следовательно, при скорости ветра 0.5 м/сек. и выше требуется установка ветрозащитных экранов.
- ⑤
- В ходе импульсно-дуговой сварки при небольшом напряжении может получаться струйная дуга. Этот тип подходит для электродугового плакирования, сварки тонких пластин и сварки вертикальных швов.
 Комбинация Ar+10~20%CO2 непригодна для малоуглеродистой нержавеющей стали (например, SUS304L) в связи с повышением уровня углерода в металле шва.
Комбинация Ar+10~20%CO2 непригодна для малоуглеродистой нержавеющей стали (например, SUS304L) в связи с повышением уровня углерода в металле шва.
(5) TIG-сварка
- ①
- Полярность электрода должна быть отрицательной
- ②
- В качестве защитного газа обычно используется аргон, при ручной сварке его текучесть составляет 7~15 л/мин с напряжением 100~200A, или 12~20л/мин при напряжении 200~300A.
- ③
- Существует 2 типа факела TIG-сварки: с газовой линзой и без неё. Газовая линза регулирует текучесть газа и обеспечивает должную защиту от окисления поверхности тонкого сварного шва.
- ④
- Подходящее расширение электрода от края сварочного факела составляет в обычных условиях 4~5 мм. Для сварки углового соединения с пониженной защитой оно должно составлять 2~3mm. В глубоком желобу оно должно составлять не менее 6mm.
- ⑤
- Длина дуги должна составлять 1~3mm. Излишне длинная дуга приводит к снижению защиты.
- ⑥
- Во время сварки со сквозным проплавлением установлена защита задней части во избежание её окисления. Однако при наличии сваркаприсадочного порошкового прутка, специально установленного для сварки данного типа, защита задней части не требуется.
 Однако при наличии сваркаприсадочного порошкового прутка, специально установленного для сварки данного типа, защита задней части не требуется.
Однако при наличии сваркаприсадочного порошкового прутка, специально установленного для сварки данного типа, защита задней части не требуется.(6) Дуговая сварка под флюсом
- 1) Совместная конфигурация
- ①
- Во время двусторонней сварки без вырубки корня шва необходимо определить параметры сварки во избежание неглубокого проникновения и прожогов.
- ②
- При риске прожога для подварки корня шва должна использоваться дуговая сварка покрытым электродом
- ③
- Для сварки тонких пластин необходима двусторонняя конфигурация во избежание искажения сварки
- ④
- Во время работы в зоне шва многослойная сварка обеспечивает хорошую отделимость шлаковой корки
- 2) Хранение и просушка флюса
- ①
- Связывающие флюсы способны впитывать влагу, поэтому должны храниться в сухом помещении
- ②
- Если флюс впитал влагу, его необходимо просушить при температуре 200~ 300℃ в течение часа
- 3) Сварочный поток
- ①
- Высокий сварочный поток может разрушить коррозионную стойкость в зоне термического влияния (HAZ) и огрубление зернистой стороны HAZ
- ②
- Необходимо определить сварочный поток для диаметра сварочной проволоки
- ③
- Если диаметр проволоки мал (2.
- ④
- Проникновение может быть глубоким (активное разбавление основным металлом), поэтому во время сварки соединения разнородных металлов — нержавеющей и углеродистой стали требуется союлюдать все меры предосторожности. При сварке соединения разнородных металлов никогда не используйте двустороннюю однопроходную сварку.

- 4) Напряжение дуги
- ①
- Если напряжение дуги излишне мало, это может привести к прожогу во время подварки корня шва или недостаточно сильному сплаву по обеим сторонам наплавленного валика
- ②
- Если напряжение дуги излишне велико, это может привести к недостаточно сильному сплаву
- ③
- Уровень использования флюса зависит от напряжения дуги — это может привести кодновременному изменению химического состава металла шва.
- ④
- Напряжение дуги в нормальных условиях составляет 30~34V.

- 5) Глубина/высота распределения потока
- Если глубина/высота распределения потока превышает допустимые нормы, поверхность наклонного валика может деформироваться. Во избежание этого необходимо минимизировать уровень глубины/высоты распределения потока, так чтобы дуга оставалась невидимой.
Click here for Flux cored TIG rod «TG-X» at Technical Highlight Vol.6
4.Рекомендуемые сваркаприсадочные материалы для одинаковых сварных швов5.Рекомендуемые сваркаприсадочные материалы для разнородных сварных соединений6.Подогрев и послесварочный отжиг
Верх страницы
ЦЕНТР ОБРАЗОВАНИЯ
Материалы для сварки пищевой нержавейки | СВАРКА ТЕХНИКА
|
ПерваяПредыдущая1234СледующаяПоследняя |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
Штучные электроды для сварки нержавейки (дуговая сварка) | СВАРКА ТЕХНИКА
|
ПерваяПредыдущая12СледующаяПоследняя |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
 ..
..
Дуговая сварка на трубном стане из нержавеющей стали
| См.  это в формате Adobe это в формате Adobe Acrobat |
Советы для достижения максимальной производительности
Бернард Мэннион
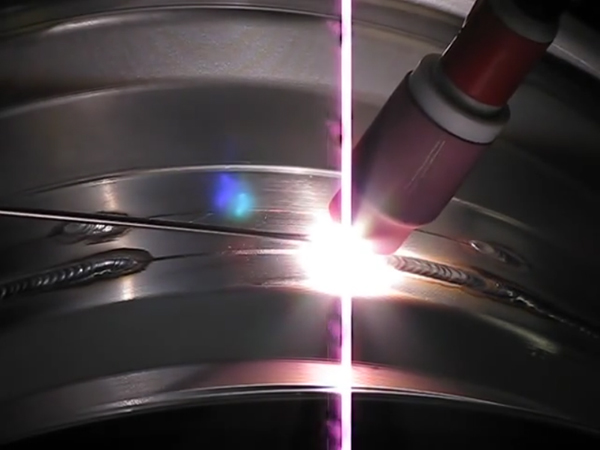
Трубные заводы производят трубу и трубу вальцами, формируя непрерывную полосу материала до тех пор, пока края полосы не сойдутся вместе на сварочной станции. В этот момент процесс сварки расплавляет и сплавляет края трубы вместе, и материал выходит сварочная станция в виде сварной трубы.
Во многих случаях основным ограничением выпуска продукции является скорость сварки. Таким образом, скорости сварки, при которых работают трубные станы,
обычно более чем в 10 раз превышает скорость сварки для других применений. Именно с этими значительно выше, чем обычно
скорости сварки, с которыми многим производителям труб приходится бороться, чтобы получить конкурентное преимущество.
Таким образом, скорости сварки, при которых работают трубные станы,
обычно более чем в 10 раз превышает скорость сварки для других применений. Именно с этими значительно выше, чем обычно
скорости сварки, с которыми многим производителям труб приходится бороться, чтобы получить конкурентное преимущество.
Дуговая сварка трубы из нержавеющей стали
GTAW. При производстве труб из нержавеющей стали с помощью дуговой сварки обычно используется процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW/Tig).
источник электрической дуги, которая расплавляет основной материал и образует сварной шов. В процессе GTAW возникает электрическая дуга.
между вольфрамовым электродом и свариваемой деталью. Для зажигания дуги подается сигнал высокого напряжения (обычно от 3,5 до 7 киловольт).
используется, чтобы разрушить (ионизировать) изоляционные свойства защитного газа и сделать его электропроводным для крошечного
количество тока.
Конденсатор сбрасывает ток в этот электрический путь, что снижает напряжение дуги до уровня, при котором блок питания затем может подавать ток для дуги. Источник питания реагирует на потребность и обеспечивает сварочный ток для поддержания дуги на месте. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Плазменная дуга. В плазменной сварочной горелке вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце. Между электродом горелки и кончиком сопла зажигается дежурная дуга. Затем эта дуга переносится на свариваемый металл.
За счет подачи плазмообразующего газа и дуги через суженное отверстие сопла горелка обеспечивает высокую концентрацию
нагреть небольшую площадь. Это может создать жесткую дугу, которая обеспечивает хорошую стабильность дуги и стабильные сварные швы. Учитывая, что вольфрам
Электрод защищен медным соплом, плазменный процесс обычно позволяет проводить сварку в течение многих часов до технического обслуживания.
на электроде обязательно.
Учитывая, что вольфрам
Электрод защищен медным соплом, плазменный процесс обычно позволяет проводить сварку в течение многих часов до технического обслуживания.
на электроде обязательно.
При использовании процесса GTAW или плазменной дуги производительность трубного стана зависит от скорости дуговой сварки и общего времени. проведена сварка. Поэтому для максимальной производительности трубного стана необходимо учитывать следующие важные вопросы сварки:
- Свариваемость материала
- Защитный газ
- Рассмотрение трубного стана — способность трубного стана обеспечивать стабильное высококачественное представление края материала под сварочной дугой
- Соображения относительно сварочной системы — способность сварочной системы обеспечивать постоянную сварочную дугу для оптимального качества сварки и максимального количества часов. сварки
 сварки
сваркиМатериал Свариваемость
Свариваемость — это слово, используемое только в сварочной промышленности, и поиск его в словаре Вебстера будет бесплодным. Слово «свариваемость» обычно означает легкость, с которой металлический материал плавится и течет вместе, образуя сварное соединение, которое демонстрирует почти такие же механические, термические и коррозионностойкие свойства, как у основного металла.
Свариваемость также подразумевает способность обеспечивать приемлемую скорость сварки под сварочной дугой, и она может сильно различаться в зависимости
к материалу. В целом нержавеющие стали 300, используемые в трубах, обладают высокой степенью свариваемости. Серия 400
нержавеющие стали также поддаются сварке, но необходимо учитывать обработку после сварки. Медь, алюминий, сплавы на основе никеля
(INCONEL®, MONEL® и HASTELLOY®), титан и другие драгоценные металлы обладают некоторой степенью свариваемости, но могут иметь
проблемы с поверхностными оксидами и потоком расплавленного металла.
Серия 400
нержавеющие стали также поддаются сварке, но необходимо учитывать обработку после сварки. Медь, алюминий, сплавы на основе никеля
(INCONEL®, MONEL® и HASTELLOY®), титан и другие драгоценные металлы обладают некоторой степенью свариваемости, но могут иметь
проблемы с поверхностными оксидами и потоком расплавленного металла.
Защитный газ
Смешивание небольшого количества водорода с защитным газом аргоном (от 90 до 98 процентов аргона, от 10 до 2 процентов водорода) может иметь благотворное влияние на полученный сварной шов по следующим причинам:
- Водород действует как смазка в расплавленном материале сварного шва, тем самым увеличивая смачиваемость сварного соединения.
Результатом этого эффекта является то, что два краевых материала соединяются быстрее, и, таким образом, скорость сварки может быть увеличена.
- Водород становится частью процесса передачи энергии сварному шву, создавая более глубокий профиль сварного шва с меньшим количеством энергии от дуга. Это означает, что при одинаковом проплавлении можно использовать меньший сварочный ток и меньшую сварочную ванну. Физический размер сварочной ванны является ограничением скорости, поэтому меньшая сварочная ванна обеспечивает более высокую скорость сварки.
- Водород очищает сварной шов, делая его более чистым.

Естественно, за каждым преимуществом следует недостаток. Добавление водорода не подходит для сварки всех трубных материалов, особенно
некоторые экзотические сплавы, потому что это может вызвать водородное охрупчивание сварного шва. Однако для более часто используемых
нержавеющие стали, проблем с охрупчиванием нет.
Добавление водорода в защитный газ сокращает срок службы стандартного вольфрамового сварочного электрода с 2-процентным содержанием тория. Под этим В некоторых условиях некоторые производители используют 1,5-процентный лантансодержащий вольфрам, который легче приспосабливается к добавлению водорода.
Рекомендации по использованию трубного стана
Для трубного завода важно обеспечить стабильное, высококачественное представление края материала под сварочной дугой.
стан должен обеспечивать чистое сопряжение материала кромки без раскачивания сварного шва под сварочной дугой даже при высоких температурах.
скорости. Невыполнение этого требования приведет к ухудшению качества сварки и, скорее всего, к снижению скорости трубопрокатного стана до
добиться необходимого качества.
Подгонка сварного соединения зависит от требований спецификации сварки. Трубы изготавливаются по свободным или жестким допускам, в зависимости от области применения, для которой приобретается трубка. Когда два края трубок стыкуются вместе для сварки, два из основных соображений — это несоответствие и зазоры.
Обычно сварочная камера трубного стана настраивается таким образом, чтобы ролики или башмаки сварной камеры направляли концы труб вместе. и удерживайте их под сварочной дугой.
Сварной шов, производимый любым трубопрокатным заводом, зависит от подводимого тепла для данной длины трубы. Для заданного сварочного тока
трубопрокатный стан должен поддерживать скорость сварки стана в пределах жестких допусков. Доступны продукты, связывающие сварочный ток
сила тока точно соответствует фактической скорости трубопрокатного стана, а не запрограммированной скорости. Эти системы также помогли свести к минимуму
трубный лом, образующийся при останове и пуске трубного стана.
Эти системы также помогли свести к минимуму
трубный лом, образующийся при останове и пуске трубного стана.
Рекомендации по системе сварки
При использовании любой сварочной системы используемое оборудование должно обеспечивать стабильную сварочную дугу с жесткими допусками для получения стабильного результата. качество сварки. Параметры, при которых работает трубный стан, еще более критичны из-за используемых скоростей сварки.
Путем более тщательного изучения всех элементов сварочной системы поставщики труб могут уменьшить или устранить некоторые причины что сварочные системы, кажется, развивают собственную индивидуальность. Типичная сварочная система включает в себя многие из следующих элементы.
Источник питания/пускатель дуги. Двигатель за дугой, источник питания и стартер дуги обеспечивают средства для зажигания сварочной дуги и обеспечения стабильной работы.
сила, с которой материал трубки сплавляется вместе. Сначала эти блоки питания были простыми, большими трансформаторами, обеспечивающими
грубая сила к дуге. Многие из этих систем в настоящее время заменены источниками питания с большей эффективностью и точностью.
Недавно мощные линейные усилители предложили производителям ламп источник питания постоянного тока, способный корректировать дугу.
нестабильность в миллисекундах.
Двигатель за дугой, источник питания и стартер дуги обеспечивают средства для зажигания сварочной дуги и обеспечения стабильной работы.
сила, с которой материал трубки сплавляется вместе. Сначала эти блоки питания были простыми, большими трансформаторами, обеспечивающими
грубая сила к дуге. Многие из этих систем в настоящее время заменены источниками питания с большей эффективностью и точностью.
Недавно мощные линейные усилители предложили производителям ламп источник питания постоянного тока, способный корректировать дугу.
нестабильность в миллисекундах.
Контроль расстояния дуги. Качество и повторяемость сварки в значительной степени зависят от формы дуги и напряжения, которые пропорциональны
расстояние между электродом горелки и заготовкой. Расстояние дугового промежутка во время сварки должно поддерживаться постоянным.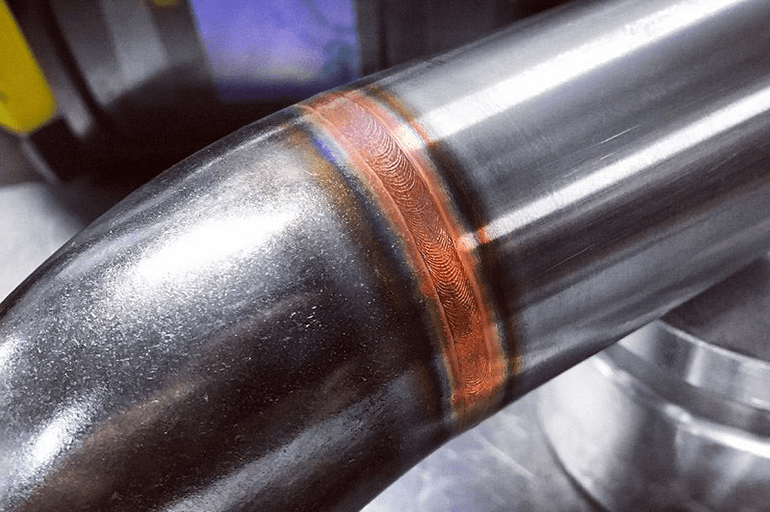 Дуга
Дистанционные контроллеры позволяют задавать и поддерживать дуговой зазор в строго определенных пределах.
Дуга
Дистанционные контроллеры позволяют задавать и поддерживать дуговой зазор в строго определенных пределах.
Регулирование расстояния до дуги при обычной сварке позволяет поддерживать постоянное расстояние до электрода. деталь, подлежащая сварке. Обычно это средство компенсации биения детали или перемещения электрода назад по мере изготовления детали. за счет добавления присадочного материала в зону сварки. Регулировка расстояния между дугами при сварке на трубопрокатных станах позволяет быстро позиционировать и изменять дуговой зазор электрода при смене электродов, а также изменять положение электрода в соответствии с некоторый износ электродов.
Магнитный регулятор дуги. Скорости сварки на трубопрокатных станах настолько высоки, а материал перемещается под дугой так быстро, что системы управления магнитной дугой иногда
используются для удержания сварочной дуги в точном и повторяемом положении над свариваемым материалом. Это предотвращает дугу
от перемещения или от притяжения к высокоскоростной сварочной ванне, удаляющейся внизу. Благодаря простой настройке магнитный
Блок управления дугой легко может увеличить выходную скорость трубопрокатного стана как минимум на 5 процентов.
Это предотвращает дугу
от перемещения или от притяжения к высокоскоростной сварочной ванне, удаляющейся внизу. Благодаря простой настройке магнитный
Блок управления дугой легко может увеличить выходную скорость трубопрокатного стана как минимум на 5 процентов.
Вольфрамовый электрод. Вольфрамовый сварочный электрод, источник сварочной дуги, является одним из важнейших элементов сварочной системы, но он также является одним из наиболее часто игнорируемых пользователями трубных мельниц. Каждый раз, когда мельница останавливается и снова запускается, производится большое количество брака, и проблема восстановления стабильной работы всей системы для непрерывного производства становится первостепенной.
Некоторые производители труб продолжают шлифовать свои вольфрамовые электроды вручную, а затем удивляются, почему они получают противоречивые результаты. При сварке на трубопрокатном заводе наблюдение за вольфрамовым сварочным электродом является одним из шагов, который может улучшить стабильность сварки.
мощность сварки с минимальными усилиями. Многие пользователи трубных мельниц в настоящее время покупают свои электроды предварительно заточенными у поставщика. Это помогает
устранить вариативность операторов, затачивающих электроды с немного отличающейся геометрией.
При сварке на трубопрокатном заводе наблюдение за вольфрамовым сварочным электродом является одним из шагов, который может улучшить стабильность сварки.
мощность сварки с минимальными усилиями. Многие пользователи трубных мельниц в настоящее время покупают свои электроды предварительно заточенными у поставщика. Это помогает
устранить вариативность операторов, затачивающих электроды с немного отличающейся геометрией.
Изменение материала вольфрамового электрода, сохранение неизменной геометрии наконечника электрода и использование полированной поверхности электрода может улучшить пусковую способность электродной дуги, улучшить стабильность дуги и увеличить срок службы электрода.
Рекомендации по улучшению характеристик сварки
Учитывая постоянно растущие требования к качеству сварки в трубной промышленности, все больше и больше компаний ищут способы
убедитесь, что качество их сварки на должном уровне. Самый простой способ улучшить качество и согласованность сварного шва — это улучшить качество.
прямо на дуге. Предложения включают следующее:
Самый простой способ улучшить качество и согласованность сварного шва — это улучшить качество.
прямо на дуге. Предложения включают следующее:
- Используйте систему контроля расстояния дуги, чтобы поддерживать правильное расстояние от электрода до трубы при выполнении GTAW. Этот вероятно, улучшит постоянство дуги и сварочного шва.
- Рассмотрите возможность использования процесса плазменной сварки для повышения стабильности дуги, провара, скорости сварки и срока службы электродной дуги.
- Используйте специальные электродные материалы, такие как лантансодержащий вольфрам с оптимизированной геометрией вольфрамового наконечника и полированным электродом.
поверхность наконечника.
- Установите магнитную систему управления дугой, чтобы удерживать дугу максимально стабильной. Это позволяет увеличить скорость сварки и увеличить продукция трубопрокатного завода.
- Рассмотрите возможность использования смесей защитного газа, таких как аргон/водород или других, для улучшения смачивания металлов, когда они находятся в расплавленную форму. Это может позволить увеличить скорость сварки и повысить общую производительность трубопрокатного стана.

Влияние дыма при ручной дуговой сварке нержавеющей стали на образование свободных радикалов, повреждение ДНК и индукцию апоптоза
. 2005 ноябрь; 279 (1-2): 17-23.
2005 ноябрь; 279 (1-2): 17-23.
doi: 10.1007/s11010-005-8211-6.
Джеймс М Антонини 1 , Стивен С. Леонард, Дженни Р. Робертс, Клаудия Солано-Лопес, Ши-Хунг Янг, Сянлинь Ши, Майкл Д. Тейлор
принадлежность
- 1 Отделение лаборатории воздействия на здоровье, Национальный институт охраны труда и техники безопасности, Моргантаун, Западная Вирджиния 26505, США. [email protected]
- PMID: 16283511
- DOI: 10.1007/s11010-005-8211-6
Джеймс М. Антонини и др.
Мол Селл Биохим. 2005 ноябрь
2005 ноябрь
. 2005 ноябрь; 279 (1-2): 17-23.
doi: 10.1007/s11010-005-8211-6.
Авторы
Джеймс М Антонини 1 , Стивен С. Леонард, Дженни Р. Робертс, Клаудия Солано-Лопес, Ши-Хунг Янг, Сянлинь Ши, Майкл Д. Тейлор
принадлежность
- 1 Отделение лаборатории воздействия на здоровье, Национальный институт охраны труда и техники безопасности, Моргантаун, Западная Вирджиния 26505, США. [email protected]
- PMID: 16283511
- DOI: 10.1007/s11010-005-8211-6
Абстрактный
Существуют вопросы относительно потенциального канцерогенного воздействия после воздействия сварочного дыма. В процессах сварки, в которых используются материалы из нержавеющей стали (SS), могут образовываться пары, которые могут содержать металлы (например, Cr, Ni), известные как канцерогенные для человека. Цель состояла в том, чтобы определить влияние обработки сварочным дымом in vitro и in vivo на образование свободных радикалов, повреждение ДНК, цитотоксичность и индукцию апоптоза — все факторы, которые могут быть связаны с патогенезом рака легких. Сварочный дым SS собирался во время ручной дуговой сварки металлическим электродом (MMA). Элементный анализ показал, что образец MMA-SS хорошо растворим в воде, и большую часть (87%) растворимого металла составляет Cr. С помощью электронного спинового резонанса (ЭПР) сварочный дым SS имел способность производить биологически активный гидроксильный радикал (*OH), вероятно, в результате восстановления Cr(VI) до Cr(V). Обработка in vitro образцом MMA-SS вызывала зависимое от концентрации усиление повреждения ДНК и гибель макрофагов легких. Кроме того, после обработки сварочным дымом in vivo наблюдалось зависящее от времени увеличение числа апоптотических клеток в легочной ткани.
В процессах сварки, в которых используются материалы из нержавеющей стали (SS), могут образовываться пары, которые могут содержать металлы (например, Cr, Ni), известные как канцерогенные для человека. Цель состояла в том, чтобы определить влияние обработки сварочным дымом in vitro и in vivo на образование свободных радикалов, повреждение ДНК, цитотоксичность и индукцию апоптоза — все факторы, которые могут быть связаны с патогенезом рака легких. Сварочный дым SS собирался во время ручной дуговой сварки металлическим электродом (MMA). Элементный анализ показал, что образец MMA-SS хорошо растворим в воде, и большую часть (87%) растворимого металла составляет Cr. С помощью электронного спинового резонанса (ЭПР) сварочный дым SS имел способность производить биологически активный гидроксильный радикал (*OH), вероятно, в результате восстановления Cr(VI) до Cr(V). Обработка in vitro образцом MMA-SS вызывала зависимое от концентрации усиление повреждения ДНК и гибель макрофагов легких. Кроме того, после обработки сварочным дымом in vivo наблюдалось зависящее от времени увеличение числа апоптотических клеток в легочной ткани. Таким образом, было обнаружено, что растворимый сварочный дым MMA-SS образует активные формы кислорода и вызывает повреждение ДНК, цитотоксичность макрофагов легких и апоптоз клеток легких in vivo. Было показано, что эти реакции участвуют в различных токсикологических и канцерогенных процессах. Наблюдаемые эффекты, по-видимому, связаны с растворимым компонентом образца MMA-SS, который преимущественно представляет собой Cr. Более всестороннее исследование на животных in vivo проводится в лаборатории, которая продолжает эти эксперименты, чтобы попытаться выяснить потенциальные механизмы, которые могут быть связаны с заболеванием легких, вызванным сварочным дымом.
Таким образом, было обнаружено, что растворимый сварочный дым MMA-SS образует активные формы кислорода и вызывает повреждение ДНК, цитотоксичность макрофагов легких и апоптоз клеток легких in vivo. Было показано, что эти реакции участвуют в различных токсикологических и канцерогенных процессах. Наблюдаемые эффекты, по-видимому, связаны с растворимым компонентом образца MMA-SS, который преимущественно представляет собой Cr. Более всестороннее исследование на животных in vivo проводится в лаборатории, которая продолжает эти эксперименты, чтобы попытаться выяснить потенциальные механизмы, которые могут быть связаны с заболеванием легких, вызванным сварочным дымом.
Похожие статьи
Влияние сварочных дымов различного состава и растворимости на образование свободных радикалов, острое повреждение и воспаление легких у крыс.
Тейлор М.Д., Робертс Дж.
Р., Леонард С.С., Ши Х., Антонини Дж.М.
Тейлор, доктор медицины, и соавт.
Токсикол науч. 2003 г., сен; 75 (1): 181–91. doi: 10.1093/toxsci/kfg173. Epub 2003 27 июня.
Токсикол науч. 2003.
PMID: 12832661Влияние растворимости сварочного дыма на жизнеспособность и функцию макрофагов легких in vitro.
Антонини Дж. М., Лаурик Н. Дж., Мерти Г. Г., Брэйн Д. Д. Антонини Дж. М. и соавт. J Toxicol Environ Health A. 1999 Nov 26;58(6):343-63. дои: 10.1080/009841099157205. J Toxicol Environ Health A. 1999. PMID: 10580758
Сравнение дымов при сварке нержавеющей и мягкой стали по образованию активных форм кислорода.
Леонард С.С., Чен Б.Т., Стоун С.Г., Швеглер-Берри Д., Кеньон А.Дж., Фрейзер Д., Антонини Дж.
М.
Леонард С.С. и др.
Часть клетчатки Toxicol. 2010 3 ноября; 7:32. дои: 10.1186/1743-8977-7-32.
Часть клетчатки Toxicol. 2010.
PMID: 21047424
Бесплатная статья ЧВК.Образование опухоли легких и распределение металла в тканях после воздействия дыма при ручной дуговой сварке нержавеющей стали у мышей A/J и C57BL/6J.
Зейдлер-Эрдели П.С., Баттелли Л.А., Салмен-Муниз Р., Ли З., Эрдели А., Кашон М.Л., Симеонова П.П., Антонини Дж.М. Zeidler-Erdely PC и соавт. J Toxicol Environ Health A. 2011;74(11):728-36. дои: 10.1080/15287394.2011.556063. J Toxicol Environ Health A. 2011. PMID: 21480047
Легочные реакции на сварочные дымы: роль металлических компонентов.
Антонини Дж.М., Тейлор М.Д., Циммер А.
Т., Робертс Дж.Р.
Антонини Дж. М. и соавт.
J Toxicol Environ Health A. 2004 Feb 13;67(3):233-49. дои: 10.1080/152873904909. J Toxicol Environ Health A. 2004. PMID: 14681078 Обзор.
 Р., Леонард С.С., Ши Х., Антонини Дж.М.
Тейлор, доктор медицины, и соавт.
Токсикол науч. 2003 г., сен; 75 (1): 181–91. doi: 10.1093/toxsci/kfg173. Epub 2003 27 июня.
Токсикол науч. 2003.
PMID: 12832661
Р., Леонард С.С., Ши Х., Антонини Дж.М.
Тейлор, доктор медицины, и соавт.
Токсикол науч. 2003 г., сен; 75 (1): 181–91. doi: 10.1093/toxsci/kfg173. Epub 2003 27 июня.
Токсикол науч. 2003.
PMID: 12832661 М.
Леонард С.С. и др.
Часть клетчатки Toxicol. 2010 3 ноября; 7:32. дои: 10.1186/1743-8977-7-32.
Часть клетчатки Toxicol. 2010.
PMID: 21047424
Бесплатная статья ЧВК.
М.
Леонард С.С. и др.
Часть клетчатки Toxicol. 2010 3 ноября; 7:32. дои: 10.1186/1743-8977-7-32.
Часть клетчатки Toxicol. 2010.
PMID: 21047424
Бесплатная статья ЧВК. Т., Робертс Дж.Р.
Антонини Дж. М. и соавт.
J Toxicol Environ Health A. 2004 Feb 13;67(3):233-49. дои: 10.1080/152873904
Т., Робертс Дж.Р.
Антонини Дж. М. и соавт.
J Toxicol Environ Health A. 2004 Feb 13;67(3):233-49. дои: 10.1080/152873904Посмотреть все похожие статьи
Цитируется
Метаболомика для оценки воздействия и токсического воздействия профессиональных загрязнителей: текущее состояние и перспективы на будущее.
Дегани Ф., Юсефинежад С., Уокер Д.И., Омиди Ф. Дегани Ф. и соавт. Метаболомика. 2022 9 сент.;18(9):73. doi: 10.1007/s11306-022-01930-7. Метаболомика. 2022. PMID: 36083566 Обзор.
Смоделированное отложение в легких и удержание частиц сварочного дыма в профессиональных сценариях: сравнение с дозами, использованными in vitro.
Маккаррик С., Карлссон Х.Л., Карландер У. Маккаррик С. и соавт. Арх Токсикол. 2022 Апрель; 96 (4): 969-985. doi: 10.1007/s00204-022-03247-9. Epub 2022 21 февраля. Арх Токсикол. 2022. PMID: 35188583 Бесплатная статья ЧВК.
Генотоксичность и воспалительный потенциал частиц сварочного дыма из нержавеющей стали: исследование in vitro на стандартной порошковой проволоке по сравнению с порошковой проволокой с пониженным содержанием Cr(VI) и роль выделившихся металлов.
МакКэррик С., Романовски В., Вей З., Вестин Э.М., Перссон К.А., Триделл К., Вагнер Р., Одновалл И., Хедберг Ю.С., Карлссон Х.Л. Маккаррик С. и соавт. Арх Токсикол. 2021 сен;95(9):2961-2975. doi: 10.1007/s00204-021-03116-x. Epub 2021 21 июля. Арх Токсикол. 2021. PMID: 34287684 Бесплатная статья ЧВК.
Твердые частицы (PM 2,5 ) от сжигания биомассы индуцируют антиокислительный ответ и устойчивость к противораковым препаратам в клетках эпителия бронхов человека BEAS-2B.
Мерк Р., Хессельбах К., Осипова А., Попадич Д., Шмидт-Хек В., Ким Г.Дж., Гюнтер С., Пиньерес А.Г., Мерфорт И., Хумар М. Мерк Р. и др. Общественное здравоохранение Int J Environ Res. 2020 ноябрь 6;17(21):8193. дои: 10.3390/ijerph27218193. Общественное здравоохранение Int J Environ Res. 2020. PMID: 33171923 Бесплатная статья ЧВК.
Анализ металла волос скальпа на предмет повреждения ДНК у сварщиков Пешавара, Хайбер-Пахтунхва, Пакистан.
Хисрун М., Хан А., Шах А.А., Улла И., Фаруки Дж., Улла А. Хисрун М. и соавт. Биол Трейс Элем Рез. 2021 Май; 199(5):1649-1656. doi: 10.1007/s12011-020-02281-x. Epub 2020 16 июля. Биол Трейс Элем Рез. 2021. PMID: 32676939


Просмотреть все статьи «Цитируется по»
использованная литература
- Мол Селл Биохим. 2001 июнь; 222 (1-2): 221-9
—
пабмед
- Мол Селл Биохим.
- Br J Ind Med. 1993 декабря; 50 (12): 1097-103 — пабмед
- Мутат Рез. 1978 г., январь; 56 (3): 235–43. — пабмед
- Дж. Биол. Хим. 1999 г., 3 декабря; 274(49):34974-80 — пабмед
- Наука. 1995 10 марта; 267 (5203): 1456-62
—
пабмед
- Наука.
 2001 июнь; 222 (1-2): 221-9
—
пабмед
2001 июнь; 222 (1-2): 221-9
—
пабмед 1995 10 марта; 267 (5203): 1456-62
—
пабмед
1995 10 марта; 267 (5203): 1456-62
—
пабмедтермины MeSH
- .
- Автор темы мурена
- Дата начала
- #1
- #2
- #3
- #4
- #5
- используйте сварочный стержень малого диаметра
- Сначала потренируйтесь на металле одинаковой толщины
- предварительно нагреть стержень, зажигая дугу на другом куске стали .
- сконцентрировать тепло на более толстом изделии
- , используйте короткие стежки, перекрывайте их и дайте каждому стежку время полностью остыть. Нержавеющая сталь сохраняет тепло дольше, чем мягкая сталь, и быстрее продувается. (будет не так аккуратно, но меньше шансов, что продует)
- пусть раструбы выступают, поэтому вам нужно сделать угловой шов
- следите за шлаком, когда он остывает — он буквально лопнет и может выбросить очень горячий кусок шлака прямо вам в глаза
- Тщательно отшлифуйте участок, пока он не станет нержавеющим и снова блестящим – это эффективно предотвратит ржавчину
- #6
- #7
- #8
- #9
- #10
- #11
- #12
- №13
- №14
- №15
- №16
- # 17
- # 18
- matt211181
- Объявления о домашнем пивоварении — Продажа, поиск и обмен
- Ответы
- 4
- просмотров
- 867
- fifis101
- Снаряжение и оборудование
- Ответы
- 7
- просмотров
- 966
- Бобби Буше
- Общие обсуждения домашнего пивоварения
- Ответы
- 8
- просмотров
- 1К
- Seeker
- Объявления о домашнем пивоварении — Продажа, поиск и обмен
- Ответы
- 1
- просмотров
- 748
- кевин_смевин
- Объявления о домашнем пивоварении — Продажа, поиск и обмен
- Ответы
- 2
- просмотров
- 1К
вещества
Дуговая сварка нержавеющей стали | Форум домашнего пивоварения Австралии и Новой Зеландии
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Help Support Форум домашнего пивоварения Австралии и Новой Зеландии:
Мурена
Известный член
Я хочу приварить пару патрубков к бочонку, чтобы превратить его в заторный чан.
Если я использую электроды из нержавеющей стали 316, могу ли я сделать это с помощью дуговой сварки?
Есть ли какие-нибудь советы или приемы, которые могут помочь мне в этом.
тавас
Известный член
Технически можно. Вам просто нужно знать о продувке отверстий в основном металле. TIG обычно предпочтительнее.
посредник
Известный член
Морей, как ваши общие навыки дуговой сварки? Нержавеющая сталь менее щадящая, чем мягкая сталь, и, как сказал Тавас, отверстия легко продуваются в основном металле. Вы также хотите очистить сварные швы, и ARC оставляет большую зону нагрева для очистки.
Если вы можете просверлить отверстия и подготовить муфты, местный сварщик TIG может сварить и очистить 2 или 3 муфты примерно за 15 минут. Те, кого я знаю, делают такие работы для картона, и это не имеет значения, насколько идеальными должны быть сварные швы.
Те, кого я знаю, делают такие работы для картона, и это не имеет значения, насколько идеальными должны быть сварные швы.
Дрю
двор
БИ3В
Я бы согласился с предложением Дрю, но если вы решите сварить их самостоятельно, сконцентрируйте сварочную ванну на раструбе и смывайте ее с основного металла, иначе вы пробьете дыры в бочонке.
ура
Гаво
Пиво из кизила
Делал то же самое на выхлопах лодок раньше, вот мои 2c
Получайте удовольствие. Лично я люблю сваривать нержавеющую сталь, это отличный материал для сварки, когда вы к нему привыкнете.
Лично я люблю сваривать нержавеющую сталь, это отличный материал для сварки, когда вы к нему привыкнете.
Ура
Гаво
чаппо1970
Не забывайте выходить из AHB в Brew Days
Ярди сказал:
Я бы согласился с предложением Дрю, но если вы решите сварить их самостоятельно, сконцентрируйте сварочную ванну на раструбе и намойте ее на основной металл, иначе вы пробьете дыры в своей бочке.
ура
Нажмите, чтобы развернуть…
Согласен со всем, что здесь было сказано, особенно с Ярди. Арку можно сделать и сделать хорошо, но, на мой взгляд, вам нужно быть лучше, чем просто средний уровень. Если я могу добавить свой 2c, вам нужен самый тонкий стержень, который вы можете получить IIRC, он будет 2 мм. Тщательно очистите область и, как сказал Ярди, проведите сварочную ванну от гнезда до основного металла, но вам нужно быть осторожным и убедиться, что у вас есть хороший стабильный источник питания. Вам не нужны скачки напряжения, поскольку дуговая сварка нержавеющей стали не прощает ошибок. Также убедитесь, что ваша кастрюля имеет размер 316, так как большинство посуды для кухни на самом деле имеют размер 304, который не является большим, но есть определенный стержень, который можно купить, который отлично подходит для использования с 316–304. Также обратите внимание на пайку гнезд на с Окси. Ваш местный инженерно-технический отдел должен знать, что вам нужно.
Арку можно сделать и сделать хорошо, но, на мой взгляд, вам нужно быть лучше, чем просто средний уровень. Если я могу добавить свой 2c, вам нужен самый тонкий стержень, который вы можете получить IIRC, он будет 2 мм. Тщательно очистите область и, как сказал Ярди, проведите сварочную ванну от гнезда до основного металла, но вам нужно быть осторожным и убедиться, что у вас есть хороший стабильный источник питания. Вам не нужны скачки напряжения, поскольку дуговая сварка нержавеющей стали не прощает ошибок. Также убедитесь, что ваша кастрюля имеет размер 316, так как большинство посуды для кухни на самом деле имеют размер 304, который не является большим, но есть определенный стержень, который можно купить, который отлично подходит для использования с 316–304. Также обратите внимание на пайку гнезд на с Окси. Ваш местный инженерно-технический отдел должен знать, что вам нужно.
Удачи
Глава Глава
РЕДАКТИРОВАТЬ: Согласен с Гаво и хорошо сказал, приятель.
Также обязательно наличие травильного геля для пассивации сварного шва.
Норто
Активный член
Приятель Я только что приварил пару муфт в своих кегах и использовал обычный безгазовый миг с обычной порошковой сварочной проволокой. Я использовал флюс «commweld», который они использовали при пайке серебром, я покрыл всю область, которую собирался сваривать, и, как сказали другие ребята, я сосредоточил сварку на муфтах, поскольку они самые толстые. Я не проделал ни одной дыры и провел тест на утечку, и пока все хорошо, и поверьте мне, я не лучший сварщик.
Гудлак
Норто.
МХБ
Известный член
Вы имеете в виду нормальную проволоку из мягкой стали, если да, то она будет ржаветь, что подрывает весь смысл покупки горшков и фитингов из нержавеющей стали.
Гораздо лучше приклеивать, TIG, MIG с проволокой из нержавеющей стали (никогда не видел безгазовую проволоку из нержавеющей стали) или припаивать или даже, я думаю, обойтись без сварки.
МХВ
посредник
Известный член
Ярди сказал:
Я бы согласился с предложением Дрю, но если вы решите сварить их самостоятельно, сконцентрируйте сварочную ванну на раструбе и намойте ее на основной металл, иначе вы пробьете дыры в своей бочке.
ура
Нажмите, чтобы развернуть…

Хотел бы я прислушаться к собственному совету Ярди. Когда я вставил свои розетки, я приварил их дуговой сваркой к продувочным отверстиям и в итоге получил столько тепла, что розетки приобрели овальную форму. Было использовано много липкой ленты, чтобы сделать его водонепроницаемым. Когда-нибудь в будущем я буду переделывать пивоварню, а пока она работает.
Дрю
двор
БИ3В
Я приварил всю свою систему, включая пробку в моем чайнике, но она около 1,2 мм, так что это было не так уж плохо, на работе есть TIG, но мне лень нести его / газ домой.
Мурена
Известный член
Спасибо всем за советы.
У меня есть запасная розетка и отрезанная крышка от бочонка, чтобы попрактиковаться.
Думал приобрести эти стержни, как говорят подходят на 304(бочонок) и 316(гнездо)
http://www.bobthewelder.com.au/product.php…=151&page=1
Я думаю, что попробую тренировочную розетку и посмотрю, как она пойдет, если это не поможет, я последую совету Дрю и найду кого-нибудь, кто его потянет.
Как важно травление, это только для красоты.
Могу ли я вместо этого использовать лепестковый шлифовальный круг для очистки сварных швов?
бездна
Известный член
Gday Moray, просто используйте стержни из нержавеющей стали 2,5 мм и установите сварочный аппарат на ток около 50 ампер для начала, выполните сварку в 4-6 этапов на противоположных сторонах раструба, направляя стержень к раструбу и давая металлу остыть. вниз между каждым прихватом.
Мурена
Известный член
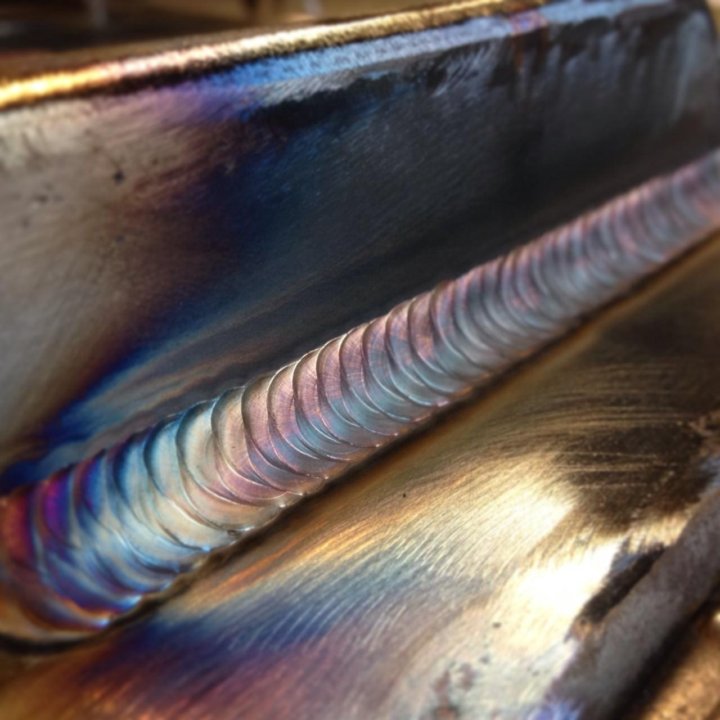
Что ж, теперь я успешно это сделал.
Я использовал стержни 2,5 мм и сделал это по шесть прихваток на гнездо. Я дал ему несколько минут между каждым сварным швом и сделал каждый шов на противоположных сторонах.
Я также вкрутил отрезок трубы с резьбой, пока она еще горячая, чтобы убедиться, что она все еще подходит.
Это было довольно просто, и не было никаких дыр. Он также держит воду, так что все хорошо.
Вот пара фото.
Я читал немного в книге Палмера о пассивации и считаю, что нужно использовать скотч и очиститель для нержавеющей стали.
На выходных попробую.
Сварные швы не так хороши, как у тиг-тиг, но они функциональны и выглядят неплохо.
ура
мурена
Коко
О дорогой..
Не могу поверить, что ты сделал это так быстро!
У вас есть сварочный аппарат на вашем компьютере?
пики
Пивной Бог
Ярди сказал:
Я приварил всю свою систему, включая пробку в моем чайнике, но она около 1,2 мм, так что это было не так уж плохо, на работе есть TIG, но мне лень нести его / газ домой ..
Нажмите, чтобы развернуть…
Я сварил свой TIG, но я взял свои горшки на работу рано утром и спрятал их под скамейкой. Как только босс надежно спрятан в своем кабинете, появляются бочонки….. 😆
пики
Пивной Бог
Морей сказал:
Я также вкрутил отрезок трубы с резьбой, пока она еще горячая, чтобы убедиться, что она все еще подходит.
Нажмите, чтобы развернуть…

Хорошая работа, но будьте осторожны с этим. Если вы ввинтите фитинг в только что сваренную раструб из нержавеющей стали и оставите его там, пока раструб не остынет, вы никогда не вытащите фитинг обратно. Мы просто оставляем их остывать и при необходимости пропускаем через кран.
Ты сделаешь это только один раз…….
двор
БИ3В
пикид сказал:
Я сварил свой TIG, но я взял свои горшки на работу рано утром и спрятал их под скамейку.
Нажмите, чтобы развернуть…
 Как только босс спрятался в безопасном месте в своем кабинете, оттуда пришли бочонки….. 😆
Как только босс спрятался в безопасном месте в своем кабинете, оттуда пришли бочонки….. 😆Я работаю на глиноземном заводе, так что мне немного сложно возить кеги на площадку
ты бойлер пики?
ура
пики
Бог пива
Ярди сказал:
Я работаю на глиноземном заводе, так что мне немного сложно возить кеги на площадку
ты бойлер пики?
ура
Нажмите, чтобы развернуть.
 ..
..Не бойлы по профессии, но сварка/изготовление время от времени в течение 15 лет. За последние пару лет я провел довольно много сварки нержавеющей стали методом TIG, и мне посчастливилось работать с некоторыми первоклассными производителями котлов. Это имеет большое значение, если вас обучает кто-то, кто действительно хорош в своем деле.
редактировать;орфографияи т.д.
Оборудование для продажи Уборка сарая — Pick Up Wellington Point
матовый211181
Как предотвратить оседание дрожжей на конусе ферментера
fifis101
Бывшие коммерческие кеги — Есть идеи?
брадмсм
Оборудование для продажи Комплект для зернового пивоварения и кеги Gold Coast
AHB_Admin
4V Нержавеющая цельнозерновая HERMS для продажи