Сварка двутавровых балок встык: к чему следует быть готовым?
С технической точки зрения сварка двутавровых балок встык вполне допустима, но если можно обойтись без неё – то желательно закладывать целое изделие изначально. Между тем, подобного избежать не всегда получается, как по конструкторским соображениям, так и принимая во внимание особенности монтажа. При изготовлении металлических конструкций это вполне типовая процедура.
Выделяют несколько видов стыковки швеллерного проката: прямая (одна половина продолжает другую — это позволяет соединить отрезки небольшой длины) или под углом (два двутавра находятся под наклоном друг к другу).
Технология
Прежде всего, работу обязан осуществлять квалифицированный сварщик после соответствующей подготовки. Это ключевое условие, без которого вся работа теряет смысл. Чаще всего используется ручная дуговая сварка электродами по причине мобильности и удобства. Так же допускается полуавтоматический способ, но соответствующее оборудование не всегда получается доставлять в места монтажа.
Последовательность операций следующая:
- Подготовка проката, включающая в себя разделку кромок (для толщины более шести миллиметров) и скос концевой части (при угловой стыковке). Для этого используется механическая обработка, а так же газовая или плазменная резка. Термическое воздействие обладает высокой производительностью, но качество получаемой поверхности хуже. При выборе обработки стоит отталкиваться от геометрии заготовок и имеющихся производственных мощностей.
- Зачистка стыкуемых поверхностей. Они должны быть зачищены от ржавчины, воды и всех прочих загрязнений. По всей площади должен быть виден основной металл с характерным блеском.
- Совмещение двутавровых балок встык. Обеспечивается их правильное взаиморасположение и зазор между ними.
- Прихватка небольшими технологическими швами. Они позволят сохранить форму металлоконструкции при обварке.

- Сварка. Имеет значение последовательность. Сначала варится более тонкая часть профиля, и только потом толстая. Целесообразно накладывать сварной шов от середины к краю – это позволяет минимизировать деформации и внутренние напряжения. Для габаритных заготовок производится подварка с другой стороны.
- Окончательная зачистка, ставящая перед собой цель – удаления брызг и усилений шва, которые могут создать серьезные проблемы в дальнейшем.
- Визуальный и мерительный контроль, призванные выявить наружные дефекты, большинство из которых подлежат исправлению. В ГОСТах описаны виды несоответствий и их допустимый объем. При превышении разумного количества отклонений, лучше не рисковать и произвести замену комплектующих.
- Неразрушающий контроль для особо ответственных несущих сооружений. Обычно, это ультразвуковое исследование с помощью мобильного устройства.
- Установка усиливающих накладок, если они предусмотрены конструкцией. Практика показывает, что без них место соединения оказывается слабее, чем монолит и повышает риск разрушения.


После этого можно переходить к следующему узлу.
Вне зависимости от категории, сварка двутавровых балок встык требует времени, и ускорять процесс в ущерб качеству категорически не рекомендуется. Особенностью сварочных соединений является невозможность выявить все вредные факторы – уровень гарантируется подходом к выполнению. Подобные требования справедливы и для металлических колонн, которые также нередко выполняются из двутаврового профиля.
Смотрите также:
Заказать услугу сварки двутавра в г. Усть-Каменогорск
Сварка двутавра продажа по городу Усть-Каменогорск
В процессе строительства довольно часто возникает потребность в удлинении двутавровой балки или ее присоединении к другим элементам конструкции. В этих случаях применяется соединение двутавров сваркой, а также при помощи специальных накладок и болтов или заклепок. По сравнению с другими способами сварное соединение отличается надежностью, долговечностью и не требует периодического обслуживания. Способы сварки
Способы сваркиДля соединения двутавров с одинаковым размером сечения встык применяется два основных метода:
- Между ровными, предварительно очищенными кромками соединяемых балок помещается стальная пластина, выполняющая роль прокладки, размеры которой превышают размеры сечения двутавров. С обеих сторон выполняется приваривание пластины угловым швом по всему контуру. К преимуществам такого способа относится простота и высокая скорость выполнения, а также минимальные требования к предварительной обработке свариваемых элементов.
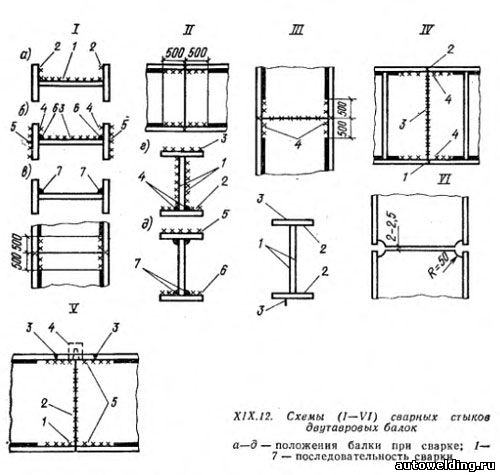
- Второй метод предполагает тщательную подготовку обеих кромок, которая заключается в изготовлении скоса, обеспечивающего более качественное проваривание шва по всему периметру изделий. Также такая технология предусматривает использование четырех стальных накладок, ширина двух из которых соответствует ширине полок, а высота двух других – высоте стенки. Работы выполняются в два этапа: сначала проваривается шов между балками, после чего шов зачищается, а к полкам и стенке привариваются укрепляющие пластины.

Все работы проводятся при условии жесткой фиксации балок на стеллажах-фундаментах или твердых поверхностях.
Ни один, ни второй способ не предназначены для применения при монтаже конструкций, несущих большую нагрузку, так как место стыка является зоной концентрации напряжений.
Комбинированный способПри использовании балок в габаритных конструкциях соединение выполняется комбинированным способом в несколько этапов:
- Стыковка и фиксация балок при помощи накладных пластин и болтового соединения.
- Накладка поясных сварочных швов.
- Защита технологических окон накладками.
Сварка двутавра осуществляется в автоматическом режиме при помощи сварочных манипуляторов, передвижных сварочных тракторов, консольных и портальных установок или иного оборудования.
Поставка в г. Усть-Каменогорск
Компания «ПО КазМетСервис» известна как надежный и стабильный поставщик широкого ассортимента металлопроката. Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Сварка двутавра, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7232) 48-90-38 или написать на почту – [email protected].
Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Сварка двутавра, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7232) 48-90-38 или написать на почту – [email protected].
Сварная двутавровая балка: изготовление, сварка между собой
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной.
 Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.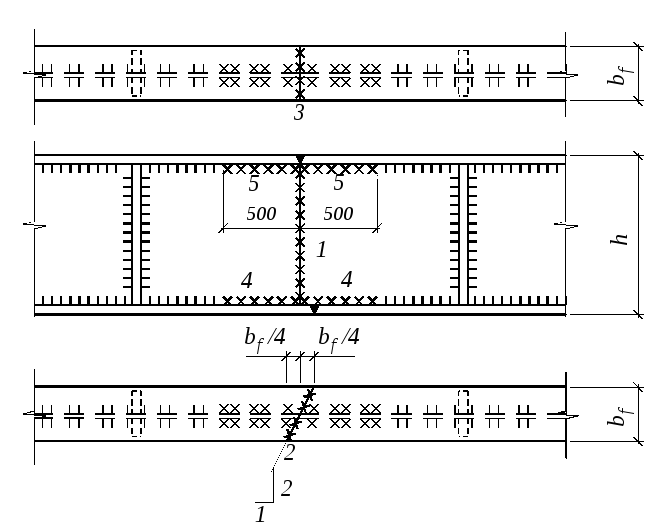
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Из какого материала и как изготавливаются балки?
Для строительных работ используются перекрытия, которые различаются по материалу и виду изготовления:
- Деревянные. Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
- Металлические. Бывают трех классификаций: выполнены способом горячего литья уже готовой формы, сваркой отдельных частей и особые кровли из легких металлов для спортивных, концертных и выставочных сооружений.
- Железобетонные. Производятся либо в промышленных условиях с непременной вставкой арматуры, либо способом литья сразу на строительной платформе.
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.

Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности.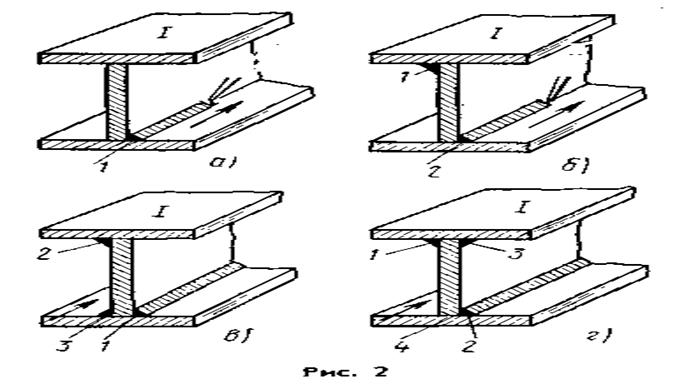 Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т. е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Порядок работ.
При выполнении сваривания стыков есть и свой порядок проведения работы, который просто необходимо соблюдать, если вы хотите добиться желаемого результата.
Разберем данные этапы более детально:
- Начинается сварка всегда с элементов, которые имеют поперечное соединение. Связано данное правило с тем, что поперечные соединения после их выполнения, дают довольно большую усадку. Также скажем, что элементы свариваются исключительно по отдельности – соединяются стыки поясов балки, затем стыки стенки, а ребра жесткости также провариваются отдельно от других элементов.
- Как только первичная сборка завершена, можно двигаться дальше. Сначала производится накладка поясных швов.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 Преимущество именно этого метода в том, что не приходится разделять кромки балок.
Преимущество именно этого метода в том, что не приходится разделять кромки балок.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
 Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.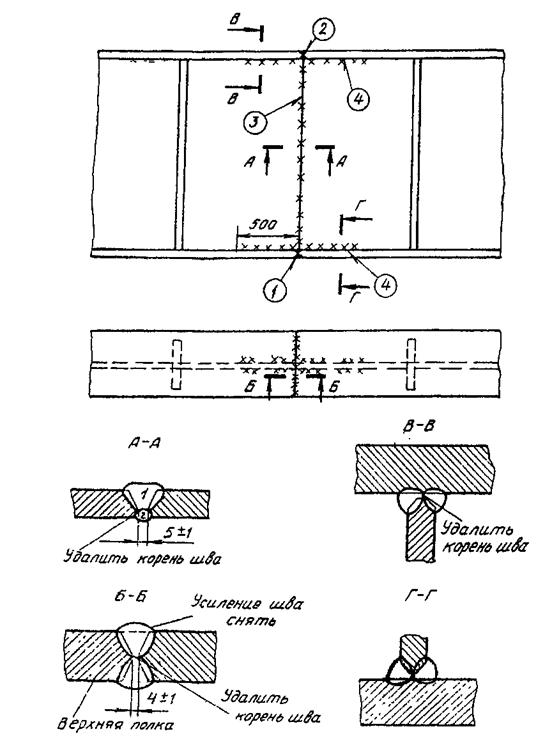
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Правильная сварка двух каналов друг с другом.

Существует несколько способов правильного подключения обоих каналов путем сварки.
Выберите необходимый вам метод в соответствии с условиями, в которых используется эта структура, нагрузкой, которая будет работать на нее, а также общей длиной структуры и ее степенью важности. В большинстве случаев сварные каналы подвергаются изгибу или эксцентрическому прессованию, в то время как чистое сжатие выполняется только тогда, когда нагрузка соответствует конструкции центральной гильзы профиля.
Перед сваркой по-прежнему стоит проверять стандарты ГОСТ, принимая во внимание все параметры, которые будут полезны в будущем.
Следует также помнить, что любое соединение со сваркой может ослабить оригинальный дизайн.
В этом случае оказывается, что сварочная прочность сварного шва больше, чем для обычного металла, но сам металл в области сварки потеряет около 10-20% от начальной силы. Для сварки каналов вы можете использовать электроды SSSI для получения высококачественного шва. Если вы хотите работать с этим электродом, вам нужны некоторые навыки, поэтому, если вы еще не получили эти электроды, лучше попытаться работать на грубой пробеле, похожей на будущий дизайн.
Если вы хотите работать с этим электродом, вам нужны некоторые навыки, поэтому, если вы еще не получили эти электроды, лучше попытаться работать на грубой пробеле, похожей на будущий дизайн.
Подготовка перед сваркой
Перед началом сварки каналов с электродами SSSI вы должны тщательно подготовить конструкционные элементы, удалить ржавчину из металла и других примесей.
Аналогичный тип сварки выполняется на полярной стороне с короткой дугой. Для практической сварки вам может потребоваться около 5 кг. электродов и около недели. Когда скорость и простота являются для вас главными, а проблема качества — в фоновом режиме, то каналы могут быть подключены к передней сварке.
Если они борются за качество и высокую структурную прочность, лучше всего использовать их для электродов марки SSSI, и соединения производятся по стандарту ГОСТ для сварочных каналов, в результате чего гарантируется надежная, обычная и бесшовная сшивка.
Чтобы получить правильный и самый важный надежный шов, вам сначала нужно собрать более толстые, а затем стройные элементы дизайна.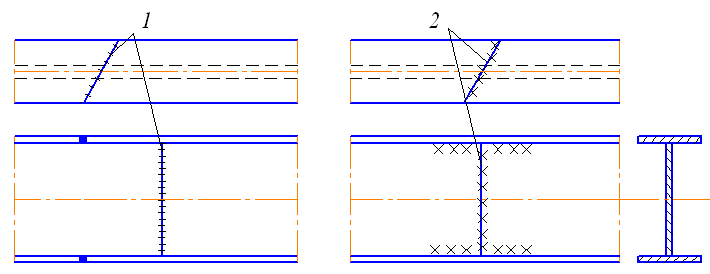 Следует также иметь в виду, что патч следует использовать по всему периметру, чтобы не пройти большой зазор между свариваемыми деталями. В конце концов, влага, которая попадает в такой промежуток, приводит к образованию гигантской коррозии, которая может накапливаться в течение последних лет, приводя к разрушению отдельных частей структуры.
Следует также иметь в виду, что патч следует использовать по всему периметру, чтобы не пройти большой зазор между свариваемыми деталями. В конце концов, влага, которая попадает в такой промежуток, приводит к образованию гигантской коррозии, которая может накапливаться в течение последних лет, приводя к разрушению отдельных частей структуры.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Сварные балки | Святогор
На сегодняшний день в строительстве наиболее распространены сварные двутавровые балки. Они используются при возведении ангаров, промышленных объектов, складов и любых других быстровозводимых зданий.
Металлоемкость сварных балок значительно ниже, чем горячекатаных. Это достигается оптимальным выбором составного сечения. В результате – создаваемые с помощью такой технологии металлоконструкции обладают оптимальным соотношением экономичности материала и несущей способности.
Наша работа
По требованию заказчика и в соответствие с представленной проектной документацией мы изготавливаем любые виды стальных конструкций с применением сварных балок. Наши балки могут быть постоянного или переменного сечения следующих размеров:
Наши балки могут быть постоянного или переменного сечения следующих размеров:
- высота – до 2000 мм;
- ширина полки – до 800 мм;
- толщина полки – до 40 мм;
- максимальная длина балки – 20000 мм.
В качестве основы сварных балок применяются разные типы стали – сталь 3, сталь 09Г2С. Мы гарантируем надежность конструкции. Используем в работе только проверенное профессиональное оборудование марки LINCOLN. Каждый сварной элемент проходит специальный контроль качества с помощью устройств рентгеноскопии и ультразвука. Контролируется соответствие Сертификату химического состава металлопроката.
Применение сварного двутавра
Современное промышленное и гражданское строительство нельзя себя представить без использования сварных двутавров в качестве самых разных элементов конструкции. Это и опоры, и несущие элементы перекрытий, мостов, и подвесные пути. Кроме того, технология широко используется в конструкциях вагонов, автомобилестроении.
Подробная технология изготовления двутавровой балки
- Заготовки ребер жесткости, полок, стенки вырезаются на установке газовой резки с числовым программным управлением; подготавливаются технологические фланцы.
- В случае, когда балка очень длинная, заготовки стенки и полок свариваются встык.
- Под сварку на заготовке стенки снимаются фаски.
- На оборудованный роликами входной конвейер сборочной машины устанавливается одна полка и выполняется её центровка специальным центровочным устройством.
- Стенка устанавливается на полку и также центруется.
- Полка и стенка собираются в тавр – балку Т-образного типа, производится точечная сварка на сборочной машине с целью «прихватывания» элементов друг к другу.
- Тавр выводится на выходной конвейер, оборудованный роликами.
- На входной роликовый конвейер помещается вторая полка, выполняется её центровка.
- Т-образная балка разворачивается на 180 градусов в 2 приема на 90-градусном кантователе и ставится краном на вторую полку. Выполняется предварительная центровка.
- Полка и стенка собираются в двутавр – балку I-образного типа, производится точечная сварка на сборочной машине с целью «прихватывания» элементов друг к другу.
- Двутавр выводится на выходной роликовый конвейер.
- На 90-градусном кантователе производится поворот балки на 90 градусов.
- Заготовка I-образной балки транспортируется к первой сварочной секции на конвейере.
- С помощью грузовой тележки выполняется перемещение двутавра на 60-градусный кантователь под 1-ю сварочную колонну 1-й секции.
- Для варки первого шва балка поворачивается на кантователе на угол в 45 градусов, устанавливаясь в положение «лодочка».
- Сварочная колонна, двигаясь вдоль балки по рельсам, выполняет сварку первого шва.
- После завершения предыдущей операции балка разворачивается на 45 градусов и принимает положение «лежа».
- С помощью грузовой тележки двутавр перемещается на другой 60-градусный кантователь под 2-ю сварочную колонну 1-й сварочной секции.
- Для варки второго шва балка поворачивается на кантователе на угол в 45 градусов, устанавливаясь в положение «лодочка».v
- Сварочная колонна, двигаясь вдоль балки по рельсам, выполняет сварку второго шва.
- Обратный поворот двутавровой балки на 45 градусов для установки в положение «лежа».
- С помощью грузовой тележки балка перемещается на роликовый конвейер, который транспортирует её на 180-градусный кантователь.
- Двутавр разворачивается кантователем на 180 градусов.
- В таком виде балка транспортируется ко 2-й сварочной секции.
- помощью грузовой тележки выполняется перемещение двутавра на 60-градусный кантователь под 1-ю сварочную колонну 2-й секции.
- Для варки третьего шва балка поворачивается на кантователе на угол в 45 градусов, устанавливаясь в положение «лодочка».
- Сварочная колонна, двигаясь вдоль балки по рельсам, выполняет сварку третьего шва.
- После завершения предыдущей операции балка разворачивается на 45 градусов и принимает положение «лежа».
- С помощью грузовой тележки двутавр перемещается на другой 60-градусный кантователь под 2-ю сварочную колонну 2-й сварочной секции.
- Для варки четвертого шва балка поворачивается на кантователе на угол в 45 градусов, устанавливаясь в положение «лодочка».
- Сварочная колонна, двигаясь вдоль балки по рельсам, выполняет проварку четвертого шва.
- Обратный поворот двутавровой балки на 45 градусов для установки в положение «лежа».
- С помощью грузовой тележки балка перемещается на роликовый конвейер, который транспортирует её на 180-градусный кантователь.
- На кантователе двутавр разворачивается на 90 градусов.
- Производится транспортировка балки к правильной машине.
- Выполняется правка 1-й полки двутавра, после чего балка возвращается на 180-градусный кантователь.
- Производится разворот балки на 180 градусов.
- Правится 2-я полка двутавра.
- Готовая отрихтованная двутавровая балка направляется на выходной конвейер.
 Выполняется предварительная центровка.
Выполняется предварительная центровка.

На выходе мы получаем сваренную балку с исправленной грибовидностью полок.
В результате этих операций достигается полная готовность балки для дальнейших работ, включающих приварку ребер жесткости, фланцев, фрезерование торцев, 3-стороннюю сверловку, дробеструйную обработку, а также обезжиривание, грунтовку и покраску.
Операции маршрутной технологии изготовления двутавровой балки
Процесс изготовления сварной двутавровой балки I-образного типа включает следующие последовательные операции:
- нарезаются полосы;
- производится их обработка – снятие фасок в местах сварки;
- собирается тавр – Т-образный профиль;
- собирается двутавр – I-образный профиль;
- балка поворачивается на угол 90 градусов;
- производится перемещение балки по конвейеру;
- кантование балки на угол 45 градусов в одну сторону;
- ведется сварка шва на 1-й секции 1-й сварочной колонной, которая двигается вдоль балки по рельсам;
- балка возвращается в исходное положение;
- кантование балки на угол 45 градусов в другую сторону;
- сварка шва на 1-й секции 2-й сварочной колонной, которая двигается вдоль балки по рельсам;
- балка возвращается в исходное положение;
- балка перемещается на кантователь;
- производится её переворот (разворот) на 180 градусов;
- производится перемещение балки по конвейеру на вторую секцию;
- кантование балки на угол 45 градусов в одну сторону;
- ведется сварка шва на 2-й секции 1-й сварочной колонной, которая двигается вдоль балки по рельсам;
- балка возвращается в исходное положение;
- кантование балки на угол 45 градусов в другую сторону;
- сварка шва на 2-й секции 2-й сварочной колонной, которая двигается вдоль балки по рельсам;
- балка возвращается в исходное положение;
- балка перемещается по конвейеру;
- производится её поворот на 90 градусов;
- выполняются операции по правке «грибовидности» 1-й полки с помощью правильного механизма;
- балка возвращается в кантователь;
- производится переворот балки на угол 180 градусов;
- выполняются операции по правке «грибовидности» 2-й полки с помощью правильного механизма.

После этого набора последовательных действий на выходе мы имеем прямую двутавровую балку.
Чаще всего двутавровые балки из стали применяются в виде металлических каркасов с большой длиной пролета для промышленных, сельскохозяйственных и общественных зданий.
Сварной двутавр изготавливается из отдельных стальных листов и представляет собой отличный инструмент, позволяющий разнообразить архитектурную концепцию объекта строительства. К несомненному достоинству технологии относится повышение рентабельности проекта: двутавры позволяют сделать пролеты здания широкими при сохранении надежность и – тем самым – снизить расход материала.
Общие преимущества применения сварных балок
- благодаря оптимальному подбору составного сечения, масса конструкции сварного двутавра на 10% ниже массы конструкции горячекатаной балки;
- в сечении сварной балки могут применяться различные типы стали, из которых изготавливаются полки и стенки;
- сечение стального двутавра может быть выполнено несимметричным;
- производство сварной балки точно требуемой длины дает возможность минимизировать отходы производства.

Сварка швеллеров: способы стыковки, как варить швеллера | ММА сварка для начинающих
Сварка швеллеров: виды и способы, как варить швеллераСварка швеллеров: виды и способы, как варить швеллера
Швеллер — это популярный на сегодняшнее время металлопрокат, который используется для строительства всевозможных конструкций. Для соединения швеллеров чаще всего применяется сварка, поскольку именно она способна обеспечить требуемую надежность металлоконструкции. Однако, при несоблюдении технологии сварки швеллеров, может произойти её ослабление.
Именно по этой причине к сварке швеллера предъявляются особые требования. В данной статье сайта про ММА сварку mmasvarka.ru будет рассмотрена технология сварки швеллеров, которая включает в себя различные нюансы, например, виды стыковки, алгоритмы осуществления сварочных работ, а также другие нюансы.
Виды стыковки швеллеров
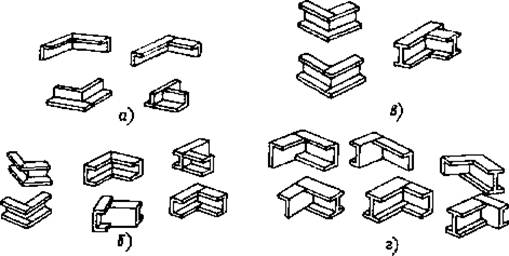
От того, каким именно видом будет осуществлена стыковка швеллеров, всецело зависит прочность и надежность металлоконструкций. Всего различается пять видов стыковки:
Всего различается пять видов стыковки:
- Стыковка швеллеров, когда их полки обращены вовнутрь;
- Смещенное размещение полок;
- Перпендикулярное и диагональное размещение;
- Стыковка швеллера с расположением полок наружу. В данном случае образуется такой металлопрокат, как двутавр.
Выбор того или иного вида стыковки швеллеров зависит от многих особенностей конструкции, а также, от условий проведения сварочных работ.
Как правило, определиться с выбором какого-то конкретного вида, позволяют следующие моменты:
- Как именно будет происходить наложение сварочных швов;
- Общая нагрузка на металлоконструкцию и её требуемая устойчивость;
- Протяженность сварочного шва и его другие особенности.
Итак, разобравшись с видами стыковки швеллеров, можно перейти непосредственно к способам сварки этого популярного и востребованного металлопроката на сегодняшнее время.
Сварка швеллеров: электроды и способы соединения
Соединение швеллеров может быть осуществлено как газовой сваркой, так и электросваркой. Что касается ручной дуговой сварки, то для соединения такого металлопроката как швеллер, следует отдавать предпочтение только качественным и проверенным временем электродам. Одними из таких, являются электроды УОНИ, которые как раз и предназначены для сварки серьезных металлоконструкций.
Когда осуществляется сварка швеллеров электродами УОНИ, следует учитывать такие особенности проведения работ:
- Рекомендуется варить швеллера внахлёст;
- Перед использованием электродов УОНИ, их рекомендуется прокалить перед работой в специальной печи, не менее одного часа при температуре в +250 градусов;
- Варить швеллера без маломальского опыта не рекомендуется;
- Обязательно нужно надлежащим способом подготовить место соединения швеллера, очистить его от грязи и ржавчины;
- Для сварки швеллеров необходимо выдерживать короткую дугу средней мощности, а варить швеллер, лучше всего используя для этих целей сварку на постоянном токе и с обратной последовательностью.
Также следует понимать, что металлоконструкция из швеллеров, сваренная электродами УОНИ не должна подвергаться в процессе эксплуатации температурам ниже сорока градусов.
Способы сварки швеллеров между собой
Рассмотрим самые популярные способы сварки швеллеров между собой. Ну а те начинающие сварщики, кого интересует вопрос, в чем отличие электродов УОНИ от МР-3, могут получить информацию в предыдущей статье на канале. Самыми ходовыми способами соединения швеллеров между собой, являются: сварка встык, с накладками, внутрь, смещённое соединение.
Сварка швеллера встык — данный способ используется преимущественно для конструкций, которые не будут подвергаться чрезмерным нагрузкам в процессе эксплуатации. Способ соединения швеллера встык, предполагает хорошую толщину провара с тыльной или лицевой стороны швеллера.
Сварка швеллера с накладками — для этих целей используется специальная накладка из металла, которая располагается с той же стороны, что и сварочный шов. При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.
При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.
Соединение швеллера вовнутрь — прибегают к данному способу соединения швеллеров, как правило, в том случае, если нужно собрать усиленную пустотелую балку. Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Смещённое соединение швеллера — наиболее сложный способ, для осуществления которого требуется сразу два электросварщика.
Моделирование термического анализа для лазерной стыковой сварки Inconel625 с использованием FEA | Vemanaboina
[1] Э. Арментани и др., (2007) Влияние термических свойств и эффективности сварки на остаточные напряжения при сварке, журнал достижений в области материалов и технологии производства, 20 (1), 319-322.
[2] Муракава, Х., Денг, Д., Ма, Н., и Ван, Дж. (2012). Применение собственной деформации и элемента интерфейса для моделирования сварочной деформации в конструкциях из тонких пластин. Вычислительное материаловедение, 51 (1), 43–52.https://doi:10.1016/j.commatsci.2011.06.040
Вычислительное материаловедение, 51 (1), 43–52.https://doi:10.1016/j.commatsci.2011.06.040
[3] Веманабойна, Х., Акелла, С., и Будду, Р. К. (2014). Имитационная модель сварочного процесса для анализа температуры и остаточных напряжений. Procedia Materials Science, 6, 1539–1546. https://doi:10.1016/j.mspro.2014.07.135
[4] Акелла С., Харинад В., Кришна Ю. и Будду Р. К. (2014). Моделирование сварки разнородных материалов SS304 и меди. Procedia Materials Science, 5, 2440–2449. https://doi:10.1016/j.mspro.2014.07.490
[5] Венкаткумар, Д., и Равиндран, Д. (2016). Трехмерное конечно-элементное моделирование распределения температуры, остаточного напряжения и деформации на пластинах из нержавеющей стали 304 с использованием сварки GTA. Журнал механических наук и технологий, 30 (1), 67–76. https://doi:10.1007/s12206-015-1208-5
[6] Денг, Д., и Киёсима, С. (2010). Численное моделирование остаточных напряжений, вызванных лазерной сваркой в трубе из нержавеющей стали SUS316, с учетом влияния начальных остаточных напряжений.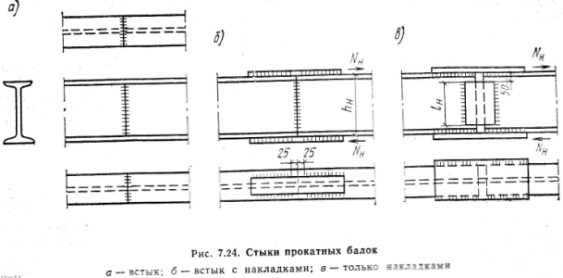 Ядерная инженерия и дизайн, 240(4), 688–696. https://doi:10.1016/j.nucengdes.2009.11.049
Ядерная инженерия и дизайн, 240(4), 688–696. https://doi:10.1016/j.nucengdes.2009.11.049
[7] Каземи, К., и Голдак, Дж. А. (2009). Численное моделирование лазерной сварки с полным проплавлением. Вычислительное материаловедение, 44 (3), 841–849. https://doi:10.1016/j.commatsci.2008.01.002
[8] Teixeira, P.R. de F., de Araújo, D.B., & da Cunha, L.A.B. (2014). Исследование модели источника тепла с гауссовым распределением применительно к численному тепловому моделированию процессов сварки TIG.Ciência & Engenharia, 23 (1), 115–122. https://doi:10.14393/19834071.2014.26140
[9] Де, А., Майти, С.К., Уолш, К.А., и Бхадешия, Х.К.Д.Х. (2003). Конечно-элементное моделирование лазерной точечной сварки. Наука и технология сварки и соединения, 8(5), 377–384. https://doi:10.1179/136217103225005570
[10] Карлссон, Л., и Голдак, Дж. (2014). Вычислительная механика сварки. Энциклопедия термических напряжений, 630–637. https://doi:10.1007/978-94-007-2739-7_437
секционная оптическая микроструктура. |
 Введение
Введение . На рис. 1 представлена схема структурных областей ЗТВ сварного соединения PNC-FMS, а также равновесная фазовая диаграмма PNC-FMS, рассчитанная с помощью термохимического программного обеспечения FactSage и базы данных FSstel [4].Хорошо известно, что фазовые превращения, крупное и мелкое зерно происходят в ЗТВ из-за подводимого тепла при сварке, как показано на рисунке 1, и что разрушения обычно возникают не в основных материалах (БМ), а в сварных соединениях, включающих ЗТВ. В последнее время на электростанциях, работающих на ископаемом топливе, основная проблема в отношении сталей F/M с содержанием 9%–12% Cr заключалась в том, что сварные соединения имеют значительно более низкий предел ползучести, чем BM, из-за мелкого зерна в HAZ, явление, известное как отказ типа IV. [5–9]. Тем не менее, отказ типа IV не является серьезной проблемой для оберточных труб в JSFR, поскольку основная нагрузка на сварные соединения имеет достаточно низкое внутреннее давление из-за натриевого хладагента, значение которого ниже 0.
. На рис. 1 представлена схема структурных областей ЗТВ сварного соединения PNC-FMS, а также равновесная фазовая диаграмма PNC-FMS, рассчитанная с помощью термохимического программного обеспечения FactSage и базы данных FSstel [4].Хорошо известно, что фазовые превращения, крупное и мелкое зерно происходят в ЗТВ из-за подводимого тепла при сварке, как показано на рисунке 1, и что разрушения обычно возникают не в основных материалах (БМ), а в сварных соединениях, включающих ЗТВ. В последнее время на электростанциях, работающих на ископаемом топливе, основная проблема в отношении сталей F/M с содержанием 9%–12% Cr заключалась в том, что сварные соединения имеют значительно более низкий предел ползучести, чем BM, из-за мелкого зерна в HAZ, явление, известное как отказ типа IV. [5–9]. Тем не менее, отказ типа IV не является серьезной проблемой для оберточных труб в JSFR, поскольку основная нагрузка на сварные соединения имеет достаточно низкое внутреннее давление из-за натриевого хладагента, значение которого ниже 0. 5 МПа. Основной проблемой для соединений PNC-FMS является образование дельта-феррита (δ) вдоль линий сплавления (FL), поскольку δ-феррит может отрицательно влиять на ударные свойства по Шарпи во время облучения и термического старения; а именно, повышенная температура вязко-хрупкого перехода (DBTT) и снижение энергии верхней полки (USE) [10–13]. Чтобы предотвратить образование δ-феррита, Narita et al. предложили полное исключение δ-феррита путем нормализации на первом этапе ПТО при изготовлении сложных оберточных труб [14].
5 МПа. Основной проблемой для соединений PNC-FMS является образование дельта-феррита (δ) вдоль линий сплавления (FL), поскольку δ-феррит может отрицательно влиять на ударные свойства по Шарпи во время облучения и термического старения; а именно, повышенная температура вязко-хрупкого перехода (DBTT) и снижение энергии верхней полки (USE) [10–13]. Чтобы предотвратить образование δ-феррита, Narita et al. предложили полное исключение δ-феррита путем нормализации на первом этапе ПТО при изготовлении сложных оберточных труб [14]. Однако метод сварки плавлением не подходит из-за образования δ-феррита. Следовательно, химические составы должны быть оптимизированы за счет увеличения количества аустенитообразователей и уменьшения ферритообразования. Цель этого исследования состояла в том, чтобы оценить механические свойства и микроструктуру для оптимизации условий сварки и PWHT для материалов оберточной трубы на стыковом соединении между PNC-FMS и SUS316 с использованием сварки EB.Кроме того, поведение формирования δ-феррита при различных условиях сварки ЭП и с/без наполнителя из сплава на основе никеля (Inconel 625: 0,02 % C, 0,08 % Mn, 3,87 % Fe, 0,08 % Si, 21,53 % Cr, 8,94 % Mo, 3,51% Nb, 0,13% Co, 0,007% P, Ni-остальное).
Однако метод сварки плавлением не подходит из-за образования δ-феррита. Следовательно, химические составы должны быть оптимизированы за счет увеличения количества аустенитообразователей и уменьшения ферритообразования. Цель этого исследования состояла в том, чтобы оценить механические свойства и микроструктуру для оптимизации условий сварки и PWHT для материалов оберточной трубы на стыковом соединении между PNC-FMS и SUS316 с использованием сварки EB.Кроме того, поведение формирования δ-феррита при различных условиях сварки ЭП и с/без наполнителя из сплава на основе никеля (Inconel 625: 0,02 % C, 0,08 % Mn, 3,87 % Fe, 0,08 % Si, 21,53 % Cr, 8,94 % Mo, 3,51% Nb, 0,13% Co, 0,007% P, Ni-остальное). Химический состав и условия термической обработки этих материалов приведены в таблице 1 . Таблица 1. Таблица 1.Химический состав (мас.%) PNC-FMS и SUS316, использованных в испытаниях электронно-лучевой сварки.
Химический состав и условия термической обработки этих материалов приведены в таблице 1 . Таблица 1. Таблица 1.Химический состав (мас.%) PNC-FMS и SUS316, использованных в испытаниях электронно-лучевой сварки. Это испытание ЭП проводилось при ускоряющем напряжении 60 кВ и токе пучка 47 мА. Скорость сварки составляла 400 мм/мин, ЭП фокусировалась на расстоянии +40 мм от поверхности стыкового соединения.
Это испытание ЭП проводилось при ускоряющем напряжении 60 кВ и токе пучка 47 мА. Скорость сварки составляла 400 мм/мин, ЭП фокусировалась на расстоянии +40 мм от поверхности стыкового соединения. Механические и микроструктурные испытания
Механические и микроструктурные испытания 2. Размеры поперечных (а) и ВМ (б) образцов на растяжение.
2. Размеры поперечных (а) и ВМ (б) образцов на растяжение.
 5 .Первые условия EB от № 1 до 6 были в положениях фокуса вблизи поверхности, чтобы сузить диаметр EB на образцах, а вторые условия от № 7 до 13 были в положениях фокуса над поверхностью, чтобы расширить шарики проникновения. Остальными условиями с № 14 по 17 были увеличение как скоростей сварки, так и токов пучка в положениях фокуса над поверхностью, чтобы предотвратить нехватку провара ОМ.
5 .Первые условия EB от № 1 до 6 были в положениях фокуса вблизи поверхности, чтобы сузить диаметр EB на образцах, а вторые условия от № 7 до 13 были в положениях фокуса над поверхностью, чтобы расширить шарики проникновения. Остальными условиями с № 14 по 17 были увеличение как скоростей сварки, так и токов пучка в положениях фокуса над поверхностью, чтобы предотвратить нехватку провара ОМ. 5(а). В условиях ЭП от № 7 до № 13 проплавление шариков не улучшалось и было нестабильным. Брызги и вздутия были намного крупнее, чем в прежних условиях, как показано на рис. 5(b). С другой стороны, в условиях ЭБ от No.с 14 по 17, на поверхности образцов не было брызг или трещин от затвердевания, как показано на рисунке 5(c). Это позволило предположить, что снижение плотности сварочного тепловложения было вызвано увеличением скорости сварки и что на механизм формирования шва влиял не только тип замочной скважины, но и тип теплового потока.
5(а). В условиях ЭП от № 7 до № 13 проплавление шариков не улучшалось и было нестабильным. Брызги и вздутия были намного крупнее, чем в прежних условиях, как показано на рис. 5(b). С другой стороны, в условиях ЭБ от No.с 14 по 17, на поверхности образцов не было брызг или трещин от затвердевания, как показано на рисунке 5(c). Это позволило предположить, что снижение плотности сварочного тепловложения было вызвано увеличением скорости сварки и что на механизм формирования шва влиял не только тип замочной скважины, но и тип теплового потока. На основании этих результатов сварка ЭП с режимами от № 15 до № 17 успешно дала бездефектные сварные швы на пластинах PNC-FMS/SUS316 без образования δ-феррита.
На основании этих результатов сварка ЭП с режимами от № 15 до № 17 успешно дала бездефектные сварные швы на пластинах PNC-FMS/SUS316 без образования δ-феррита. Эти значения означают репрезентативные точки для PNC-FMS HAZ.
Эти значения означают репрезентативные точки для PNC-FMS HAZ. 8) также показали равномерное распределение твердости в WM. После этого PWHT были проведены все механические и микроструктурные испытания.
8) также показали равномерное распределение твердости в WM. После этого PWHT были проведены все механические и микроструктурные испытания. ). Значимого ухудшения ВТС сварных швов при любой температуре испытаний по сравнению с обоими БМ не наблюдалось. Общее удлинение было намного меньше, чем у SUS316 BM, из-за локализованной деформации области BM в измерительной части, как показано на рисунке 9(b). Сварные швы EB разрушились в SUS316 BM при температуре ниже 650 °C и в PNC-FMS BM при температуре выше 700 °C, как показано на рисунке 9(c) и (d).Эти результаты, по-видимому, показали, почему локализованная деформация сместилась от SUS316 BM к PNC-FMS BM на измерительной длине более 700 °C, что также соответствовало изменению поведения UTS.
). Значимого ухудшения ВТС сварных швов при любой температуре испытаний по сравнению с обоими БМ не наблюдалось. Общее удлинение было намного меньше, чем у SUS316 BM, из-за локализованной деформации области BM в измерительной части, как показано на рисунке 9(b). Сварные швы EB разрушились в SUS316 BM при температуре ниже 650 °C и в PNC-FMS BM при температуре выше 700 °C, как показано на рисунке 9(c) и (d).Эти результаты, по-видимому, показали, почему локализованная деформация сместилась от SUS316 BM к PNC-FMS BM на измерительной длине более 700 °C, что также соответствовало изменению поведения UTS. 10 показана поглощенная энергия в зависимости от температур испытаний для WM, FL, HAZ, PNC-FMS BM и SUS316 BM, положения которых с V-образным надрезом по Шарпи показаны на рис. 3. SUS316 удар по Шарпи испытания проводились только при 25 и 100 °C, поскольку для SUS316 BM не наблюдалось низкотемпературной хрупкости из-за гранецентрированной кубической (FCC) структуры.Как показано на рисунке 10, в области USE и LSE характеристики сварных швов во всех положениях были намного выше, чем у BM, а трещины, инициированные в сварных швах, отклонялись в PNC-FMS BM, который был мягче, чем у сварных швов. Хотя твердость SUS316 BM была намного мягче, чем у сварных швов и PNC-FMS BM, трещины не отклонялись от SUS316 BM из-за структуры FCC. С точки зрения инженерного подхода эти результаты свидетельствуют о том, что распространение трещины не происходит вдоль сварного интерфейса PNC-FMS и что сварные швы предотвращают возникновение хрупких разрушений, если трещины возникают в области сварных швов во время использования.
10 показана поглощенная энергия в зависимости от температур испытаний для WM, FL, HAZ, PNC-FMS BM и SUS316 BM, положения которых с V-образным надрезом по Шарпи показаны на рис. 3. SUS316 удар по Шарпи испытания проводились только при 25 и 100 °C, поскольку для SUS316 BM не наблюдалось низкотемпературной хрупкости из-за гранецентрированной кубической (FCC) структуры.Как показано на рисунке 10, в области USE и LSE характеристики сварных швов во всех положениях были намного выше, чем у BM, а трещины, инициированные в сварных швах, отклонялись в PNC-FMS BM, который был мягче, чем у сварных швов. Хотя твердость SUS316 BM была намного мягче, чем у сварных швов и PNC-FMS BM, трещины не отклонялись от SUS316 BM из-за структуры FCC. С точки зрения инженерного подхода эти результаты свидетельствуют о том, что распространение трещины не происходит вдоль сварного интерфейса PNC-FMS и что сварные швы предотвращают возникновение хрупких разрушений, если трещины возникают в области сварных швов во время использования.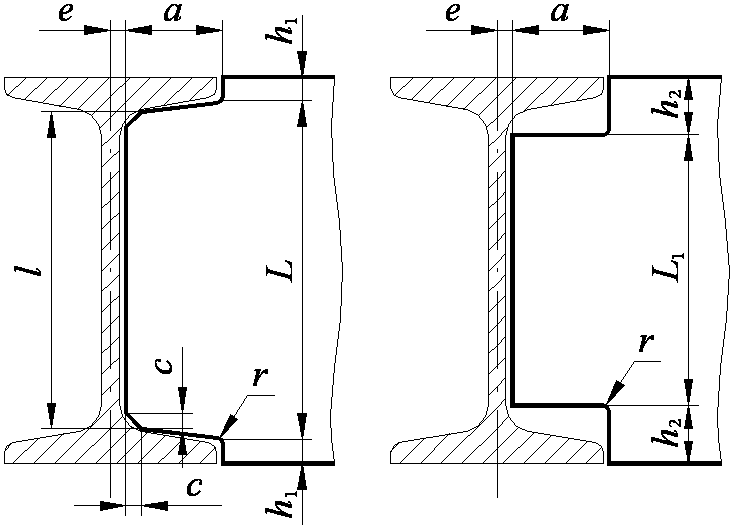 Однако также важно оценить вязкость разрушения сварных швов. В дальнейшем мы рассмотрим подход к оценке вязкости разрушения для предотвращения отклонения траектории разрушения. К усовершенствованным методам относятся, например, миниатюрный тест на удар по Шарпи, компактный тест на растяжение с боковой канавкой, тест Шарпи с боковым надрезом [15] и т.д.
Однако также важно оценить вязкость разрушения сварных швов. В дальнейшем мы рассмотрим подход к оценке вязкости разрушения для предотвращения отклонения траектории разрушения. К усовершенствованным методам относятся, например, миниатюрный тест на удар по Шарпи, компактный тест на растяжение с боковой канавкой, тест Шарпи с боковым надрезом [15] и т.д. На образцах изгиба не было трещин и дефектов. Этот результат свидетельствует о том, что сварные швы обладают соответствующей пластичностью, как и BM. Рис. 11. Внешний вид образцов после испытаний на изгиб : (а) образец продольного торцевого изгиба для разнородного стыкового сварного шва и (б) образец продольного изгиба корня для разнородного стыкового сварного шва.
На образцах изгиба не было трещин и дефектов. Этот результат свидетельствует о том, что сварные швы обладают соответствующей пластичностью, как и BM. Рис. 11. Внешний вид образцов после испытаний на изгиб : (а) образец продольного торцевого изгиба для разнородного стыкового сварного шва и (б) образец продольного изгиба корня для разнородного стыкового сварного шва. Эти результаты свидетельствуют о том, что процентное содержание SUS316 было выше, чем у PNC-FMS в регионах, поскольку концентрации Cr, Ni и Mo в SUS316 были намного выше, чем у PNC-FMS, а SUS316 не содержал элемента W, как показано в таблице 1. Было хорошо известно, что область WM обычно образует дендритные структуры за счет плавления и перемешивания разнородных составов из-за подвода тепла при обычной сварке плавлением.Структуры полос в области WM, которые наблюдались с помощью оптической микроскопии, как показано на рисунке 6 (a), соответствовали этой тенденции EPMA, а также картинам течения расплавленной сварочной ванны. При этом скорость сварки ЭЛ была намного выше, чем при обычной сварке, и однородного разбавления разнородных составов в РМ не происходило. В результате эти остаточные элементы SUS316 наблюдались вдоль морфологии потока во время затвердевания сварного шва. Кроме того, концентрация углерода вблизи FL в сваренном состоянии поддерживалась на постоянном уровне; однако концентрация после PWHT локально колебалась, как показано на рисунке 12 (b) и (d).
Эти результаты свидетельствуют о том, что процентное содержание SUS316 было выше, чем у PNC-FMS в регионах, поскольку концентрации Cr, Ni и Mo в SUS316 были намного выше, чем у PNC-FMS, а SUS316 не содержал элемента W, как показано в таблице 1. Было хорошо известно, что область WM обычно образует дендритные структуры за счет плавления и перемешивания разнородных составов из-за подвода тепла при обычной сварке плавлением.Структуры полос в области WM, которые наблюдались с помощью оптической микроскопии, как показано на рисунке 6 (a), соответствовали этой тенденции EPMA, а также картинам течения расплавленной сварочной ванны. При этом скорость сварки ЭЛ была намного выше, чем при обычной сварке, и однородного разбавления разнородных составов в РМ не происходило. В результате эти остаточные элементы SUS316 наблюдались вдоль морфологии потока во время затвердевания сварного шва. Кроме того, концентрация углерода вблизи FL в сваренном состоянии поддерживалась на постоянном уровне; однако концентрация после PWHT локально колебалась, как показано на рисунке 12 (b) и (d). Этот результат указывает на то, что образование выделений карбида было усилено вблизи области FL с помощью PWHT. Кроме того, с помощью РСМА не наблюдалось сегрегации Cr, истощения углерода или образования δ-феррита вблизи области FL. Было высказано предположение, что внедрённый углерод не диффундировал из ПНК-ПМС в ВМ при ЭЛ-сварке из-за увеличения скорости сварки, а значит, увеличения скорости охлаждения.
Этот результат указывает на то, что образование выделений карбида было усилено вблизи области FL с помощью PWHT. Кроме того, с помощью РСМА не наблюдалось сегрегации Cr, истощения углерода или образования δ-феррита вблизи области FL. Было высказано предположение, что внедрённый углерод не диффундировал из ПНК-ПМС в ВМ при ЭЛ-сварке из-за увеличения скорости сварки, а значит, увеличения скорости охлаждения. Когда использовался наполнитель Inconel 625, диаметр сварки EB должен был быть большим, а скорость должна была быть низкой, поскольку никелевый наполнитель должен был полностью расплавиться за счет подвода тепла при сварке. Следовательно, происходило гомогенное разбавление разнородных составов и наблюдалась дендритная структура в области БВ. По сравнению с рисунком 13 (b) и (c) не наблюдалось значительной диффузии таких элементов, как Cr, Ni, Mo и W, вблизи области FL с δ-ферритом и без него; однако значительное снижение содержания углерода наблюдалось только вблизи области FL с δ-ферритом.Эти результаты EPMA показали, что на формирование δ-феррита больше всего повлияла сварка ЭП в связи с миграцией углерода в аустенитных компонентах, таких как Ni и углерод, и в ферритных компонентах, таких как Cr, Mo и W.
Когда использовался наполнитель Inconel 625, диаметр сварки EB должен был быть большим, а скорость должна была быть низкой, поскольку никелевый наполнитель должен был полностью расплавиться за счет подвода тепла при сварке. Следовательно, происходило гомогенное разбавление разнородных составов и наблюдалась дендритная структура в области БВ. По сравнению с рисунком 13 (b) и (c) не наблюдалось значительной диффузии таких элементов, как Cr, Ni, Mo и W, вблизи области FL с δ-ферритом и без него; однако значительное снижение содержания углерода наблюдалось только вблизи области FL с δ-ферритом.Эти результаты EPMA показали, что на формирование δ-феррита больше всего повлияла сварка ЭП в связи с миграцией углерода в аустенитных компонентах, таких как Ni и углерод, и в ферритных компонентах, таких как Cr, Mo и W.
 В результате область WM не могла включать весь углерод, и часть углерода была включена в зерно PNC-FMS вблизи области FL.Поэтому было высказано предположение, что зерна вблизи FL неравномерно преобразовались из мартенсита в феррит и что часть зерна сохранила мартенсит.
В результате область WM не могла включать весь углерод, и часть углерода была включена в зерно PNC-FMS вблизи области FL.Поэтому было высказано предположение, что зерна вблизи FL неравномерно преобразовались из мартенсита в феррит и что часть зерна сохранила мартенсит. Таким образом, было выяснено, что образование δ-феррита было подавляется не изменением химического состава PNC-FMS, снижающим эквивалент Cr, а увеличением скорости сварки, которое вносит вклад в тип теплового потока в дополнение к типу замочной скважины.
Таким образом, было выяснено, что образование δ-феррита было подавляется не изменением химического состава PNC-FMS, снижающим эквивалент Cr, а увеличением скорости сварки, которое вносит вклад в тип теплового потока в дополнение к типу замочной скважины. С в течение 60 мин.Электронно-лучевая сварка успешно обеспечила бездефектное разнородное стыковое соединение между PNC-FMS и SUS316 без наполнителя из сплава на основе никеля, и не было образования δ-феррита рядом с линией сплавления.
С в течение 60 мин.Электронно-лучевая сварка успешно обеспечила бездефектное разнородное стыковое соединение между PNC-FMS и SUS316 без наполнителя из сплава на основе никеля, и не было образования δ-феррита рядом с линией сплавления.Импульсная лазерная сварка объемного металлического стекла Pd43Cu27Ni10P20
Hofmann, D.C. et al . Литейные волновые зубчатые колеса из металлического стекла: на пути к снижению стоимости высокопроизводительной робототехники.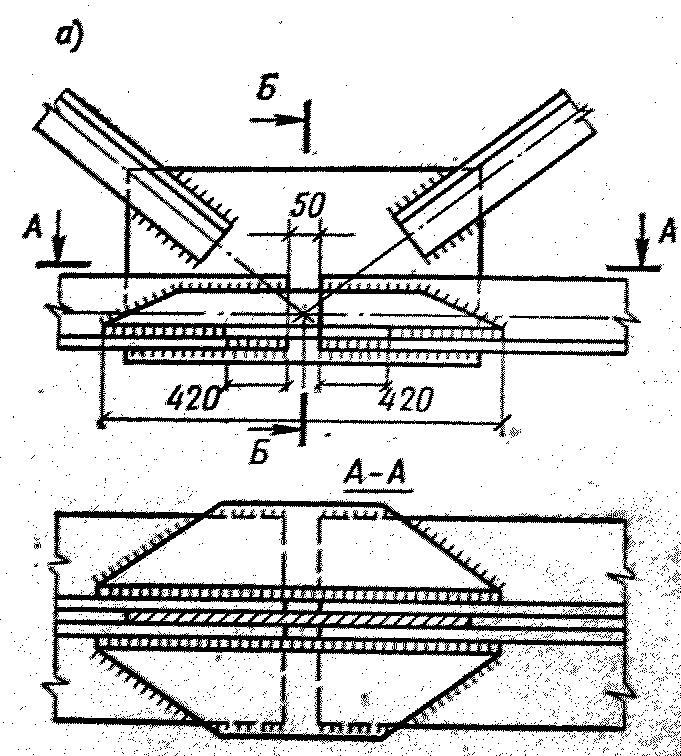 Науч. Респ. 6 , 37773 (2016).
Науч. Респ. 6 , 37773 (2016).
ОБЪЯВЛЕНИЕ КАС Статья пабмед ПабМед Центральный Google ученый
Глудовац, Б., Граната, Д., Терстон, К. В. С., Леффлер, Дж. Ф. и Ричи, Р. О. К пониманию влияния размера образца на изменчивость вязкости разрушения объемных металлических стекол. Acta Mater. 126 , 494–506 (2017).
КАС Статья Google ученый
Денис, П. и др. . Омоложение снижает скорость скольжения полосы сдвига в металлических стеклах на основе Pt. Матер. науч. англ. А 684 , 517–523 (2017).
КАС Статья Google ученый
Ма, Э. и Дин, Дж. Адаптация структурных неоднородностей в металлических стеклах для обеспечения пластичности при растяжении при комнатной температуре. Матер. Сегодня 19 , 568–579 (2016).
Матер. Сегодня 19 , 568–579 (2016).
КАС Статья Google ученый
Кетов С.В. и др. . Омоложение металлических стекол неаффинной термической деформацией. Природа 524 , 200–203 (2015).
ОБЪЯВЛЕНИЕ КАС Статья пабмед Google ученый
Чен Д. З. и др. . Фрактальная перколяция на атомном уровне в металлических стеклах. Наука 349 , 1306–1310 (2015).
ОБЪЯВЛЕНИЕ КАС Статья пабмед Google ученый
Хуан Ю. Дж. и др. . Жидкостно-твердое соединение сыпучих металлических стекол. Науч. Респ. 6 , 30674 (2016).
ОБЪЯВЛЕНИЕ КАС Статья пабмед ПабМед Центральный Google ученый
 «>
«>Кавамура Ю., Шоджи Т. и Оно Ю. Технологии сварки объемных металлических стекол. J. Некристалл. Твердые вещества 317 , 152–157 (2003).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Тарик, Н.Х., Икбал, М., Шайх, М.А., Ахтер, Дж.И. и Ахмад, М. Эволюция микроструктуры и неравновесных фаз в обработанном электронным лучом Zr 55 Cu 30 Al 10 Ni 5 объемный аморфный сплав. J. Alloys Compd. 460 , 258–262 (2008).
КАС Статья Google ученый
Кагао С., Кавамура Ю. и Оно Ю. Электронно-лучевая сварка объемных металлических стекол на основе циркония. Матер. науч. англ. А 375–377 , 312–316 (2004).
Артикул КАС Google ученый
 «>
«>Ван, Х.С., Ву, Дж. Ю. и Лю, Ю. Т. Влияние объемной доли ex-situ , армированного добавками Та, на микроструктуру и свойства сваренных лазером объемных металлических стеклянных композитов на основе Zr. Интерметаллиды 68 , 87–94 (2016).
КАС Статья Google ученый
Пиларчик В., Старчевска О. и Луковец Д. Характеристика наноиндентирования лазерной сварки объемного металлического стекла на основе Fe. Физ. Статус Солид. Б 252 , 2598–2601 (2015).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Kim, J.H., Shin, S.Y. & Lee, C.H. Характеристика дуговой сварки вольфрамовым электродом в среде защитного газа Cu 54 Ni 6 Zr 22 Ti 18 сварка объемного металлического стекла. Матер. Транс. 46 , 1440–1442 (2005).
Транс. 46 , 1440–1442 (2005).
КАС Статья Google ученый
Кавамура, Ю. Сварка объемных металлических стекол в жидкой фазе и в переохлажденной жидкой фазе. Матер. науч. англ. А 375–377 , 112–119 (2004).
Артикул КАС Google ученый
Zhou, Y.Z., Zhang, Q.S., He, G.H. & Guo, J.D. Соединение объемного аморфного сплава Zr 55 Al 10 Ni 5 Cu 30 электропульсированием с высокой плотностью тока Матер. лат. 57 , 2208–2211 (2003).
КАС Статья Google ученый
Джамили-Ширван и др. . Характеристика микроструктуры и механические свойства соединений массивного металлического стекла на основе титана, полученных методом точечной сварки трением с перемешиванием. Матер. Дез 100 , 120–131 (2016).
Матер. Дез 100 , 120–131 (2016).
КАС Статья Google ученый
Кавамура Ю.и Оно, Ю. Сверхпластическое соединение объемных металлических стекол с использованием трения. Scripta Mater. 45 , 279–285 (2001).
КАС Статья Google ученый
Кавамура Ю., Оно Ю. и Тиба А. Разработка технологий сварки объемных металлических стекол. Матер. науч. Форум 553–558 , 386–388 (2002).
Google ученый
Чжу, З.Q., Ван, Ю.Дж. и Чжан, Ю.Ф. Получение и исследование свойств объемного аморфного сплава Fe78Si9B13 с помощью ультразвуковой сварки. Дж. Оптоэлектрон. Доп. Матер. 18 , 723–733 (2016).
Google ученый
Kim, J. Свариваемость Cu 54 Zr 22 Ti 18 Ni 6 объемное металлическое стекло ультразвуковой сваркой. Матер. лат. 130 , 160–163 (2014).
КАС Статья Google ученый
Ван, Дж. Г. и др. . Диффузионная сварка металлического стекла на основе Zr в его переохлажденной жидкой области. Интерметаллиды 46 , 236–242 (2014).
КАС Статья Google ученый
Кавамура Ю.& Ohno, Y. Электроискровая сварка Zr 55 Al 10 Ni 5 Cu 30 объемных металлических стекол. Scripta Mater. 45 , 127–132 (2001).
КАС Статья Google ученый
Го, С. Ф. и др. . Микроструктура и поведение при растяжении объемных металлических стекол с многослойной сваркой точечной сваркой методом сопротивления мелкого масштаба. J. Некристалл. Твердые вещества 447 , 300–306 (2016).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Чен В., Лю З. и Шроерс Дж. Соединение объемных металлических стекол на воздухе. Acta Mater. 62 , 49–57 (2014).
КАС Статья Google ученый
Ким, Дж. Х. и др. . Импульсная лазерная сварка Nd: YAG Cu 54 Ni 6 Zr 22 Ti 18 массивного металлического стекла. Матер. науч. англ.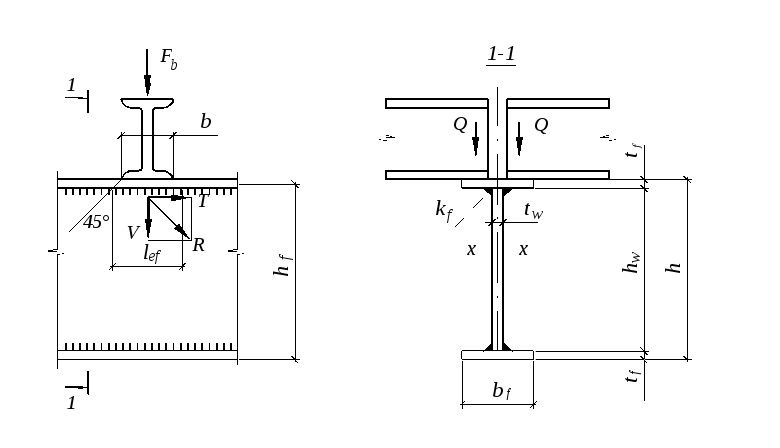 А 449–451 , 872–875 (2007).
А 449–451 , 872–875 (2007).
Артикул КАС Google ученый
Kim, J. H., Lee, D. M., Shin, S. Y. & Lee, C. H. Фазовое развитие в Cu 54 Ni 6 Zr 22 Ti 18 объемное металлическое стекло Nd: YAG лазерная сварка. Матер. науч. англ. А 434 , 194–201 (2006).
Артикул КАС Google ученый
Ван, Х.С., Чен, Х.Г., Джанг, АО и Чиу, М.С. Комбинация Nd:YAG-лазера и устройства жидкостного охлаждения для (Zr 53 Cu 30 Ni 9 Al 8 )Si 0,5 сварка металлического стекла. Матер. науч. англ. А 528 , 338–341 (2010).
Артикул КАС Google ученый
 «>
«>Лю, Ю. и др. . Отбор пальцев Саффмана-Тейлора в наносекундном импульсном лазере, аблирующем объемное металлическое стекло в воде. Интерметаллиды 31 , 325–329 (2012).
Артикул КАС Google ученый
Wang, H., Chen, H. & Jang, JS Эволюция микроструктуры в Nd: лазерная сварка YAG (Zr 53 Cu 30 Ni 9 Al 8 9lic металл 405404 объемный стеклянный сплав. J. Alloys Compd. 495 , 224–228 (2010).
КАС Статья Google ученый
Xia, C., Xing, L., Long, WY, Li, ZY & Li, Y. Расчет линии начала кристаллизации для Zr 48 Cu 45 Al 7 массивное металлическое стекло при высокой скорость нагрева и охлаждения. J. Alloys Compd. 484 , 698–701 (2009).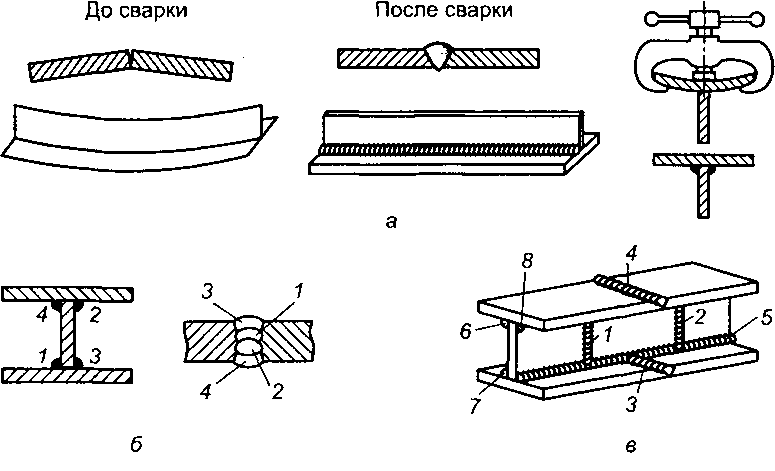
КАС Статья Google ученый
Кавахито Ю. и др. . Сварка мощным волоконным лазером и ее применение для металлического стекла Zr 55 Al 10 Ni 5 Cu 30 . Матер. науч. англ. Б 148 , 105–109 (2008).
КАС Статья Google ученый
Панвисавас, К. и др. . Образование замочной скважины и пористость, вызванная потоком теплоносителя, при лазерной сварке плавлением в титановых сплавах: экспериментальные исследования и моделирование. Acta Mater. 126 , 251–263 (2017).
КАС Статья Google ученый
Кумар, Н., Мукерджи, М. и Бандйопадхьяй, А. Сравнительное исследование сварки нержавеющих сталей AISI 304 и AISI 316 импульсным лазером Nd:YAG. Опц. Лазерная технология. 88 , 24–39 (2017).
Опц. Лазерная технология. 88 , 24–39 (2017).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Ван Г., Хуанг Ю. Дж., Шагиев М. и Шен Дж. Лазерная сварка объемного металлического стекла Ti 40 Zr 25 Ni 3 Cu 12 Be 20 . Матер. науч. англ. А 541 , 33–37 (2012).
КАС Статья Google ученый
Ли, Б. и др. . Лазерная сварка Zr 45 Cu 48 A l7 объемный стеклообразный сплав. Дж.Сплавы Компд. 413 , 118–121 (2006).
КАС Статья Google ученый
Schroers, J. О формуемости объемного металлического стекла в его переохлажденном жидком состоянии.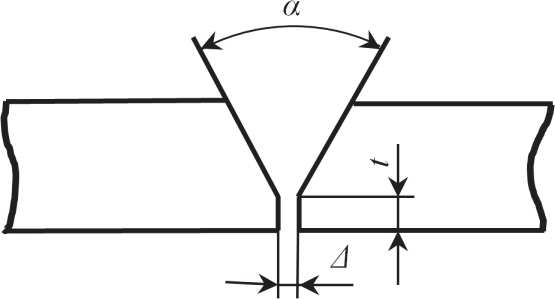 Acta Mater. 56 , 471–478 (2008).
Acta Mater. 56 , 471–478 (2008).
КАС Статья Google ученый
Ким С.Ю. и др. . Отпечаток объемного аморфного сплава при комнатной температуре. Науч. Респ. 5 , 16540 (2015).
ОБЪЯВЛЕНИЕ Статья пабмед ПабМед Центральный Google ученый
Ю, П., Сюэ, С. Х. и Шек, С. Х. Электропластическое формование в ленте из металлического стекла на основе Fe. J. Alloys Compd. 658 , 795–799 (2016).
КАС Статья Google ученый
Чжан, Н., Сривастава А. П., Браун Д. Дж. и Гилкрист М. Д. Характеристики никеля и объемного металлического стекла в качестве вкладышей для инструментов для микролитья под давлением полимерных микрожидкостных устройств. Дж. Матер. Обработать. Технол. 231 , 288–300 (2016).
Дж. Матер. Обработать. Технол. 231 , 288–300 (2016).
КАС Статья Google ученый
Хмеличкова Х. и Шебестова Х. Лазер Nd YAG. (изд. Думитрас, округ Колумбия) 41–58 (In Tech, 2012).
Оливер, В. К. и Фарр, Г. М. Измерение твердости и модуля упругости с помощью инструментального вдавливания: достижения в понимании и уточнения методологии. Дж. Матер. Рез. 19 , 3–20 (2004).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Датье А. и др. . Извлечение анизотропных механических свойств из наноиндентирования монокристаллов SiC-6H. АСМЭ. Дж. Заявл. мех. 83 , 091003 (2016).
ОБЪЯВЛЕНИЕ Статья Google ученый
 «>
«>Датье, А. и Лин, Х. Т. Энергетический анализ сферического и вдавливающего контактного повреждения Берковича в коммерческом поликристаллическом карбиде кремния. Керам. Междунар. 43 , 800–809 (2017).
КАС Статья Google ученый
Родригес, М., Молина-Алдарегия, Дж. М., Гонсалес, К. и Л. Лорка, Дж. Определение механических свойств аморфных материалов с помощью инструментального наноиндентирования. Acta Mater. 6 , 3953–3964 (2012).
Артикул КАС Google ученый
Сакаи М. Твердость по Мейеру: мера пластичности? Дж. Матер. Рез. 14 , 3630–3639 (1999).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Оливер, В. К. и Фарр, Г. М. Усовершенствованный метод определения твердости и модуля упругости с использованием экспериментов по вдавливанию с измерением нагрузки и смещения. Дж. Матер. Рез. 7 , 1564–1583 (1992).
К. и Фарр, Г. М. Усовершенствованный метод определения твердости и модуля упругости с использованием экспериментов по вдавливанию с измерением нагрузки и смещения. Дж. Матер. Рез. 7 , 1564–1583 (1992).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
Алао, А.Р. и Инь Л. Оценка эластичности, пластичности и устойчивости к механическим повреждениям пористого предварительно спеченного диоксида циркония с использованием методов наноиндентирования. Дж. Матер. науч. Технол. 32 , 402–410 (2016).
Артикул Google ученый
Коннер Р. Д., Джонсон В. Л., Патон Н. Э. и Никс В. Д. Полосы сдвига и растрескивание металлических стеклянных пластин при изгибе. Дж.заявл. физ. 94 , 904–911 (2003).
ОБЪЯВЛЕНИЕ КАС Статья Google ученый
