Сварка аргоном дюралюминия в домашних условиях: свойства и технологии — Pcity.su
Сварка аргоном дюралюминия в домашних условиях
Содержание:
Дюралюминий — один из самых популярных сплавов используемых практически во всех сферах жизни человека. Однако сварка дюрали в домашних условиях требует определенных знаний и навыков.
Алюминий широко используется в промышленности. Особенно большую популярность имеет его сплав — дюралюминий, в состав которого входят медь, магний, марганец, общей долей около 6,5%. Основным положительным качеством дюрали является его относительно высокая прочность при достаточно низком весе. Поэтому большинство металлоконструкций производится из данного сплава. Оптимальным методом соединения компонентов механизмов или конструкций является сварка дюралюминия.
Свойства дюралюминия
Неприятной особенностью алюминия, а соответственно и его сплава, является его тугоплавкость, что существенно затрудняет сварку. Сплав отличается высокой плотностью, не такой гибкий и мягкий как основной металл.
При сварке дюрали необходимо придерживаться определенной технологии и использовать специальные средства. Так как в обратно случае результат может оказаться низкокачественным. Стоит помнить, что дюралюминий легко поддается коррозии, поэтому на месте сварочных швов могут обнаруживаться повреждения, это связано с выгоранием легирующих элементов.
Подготовка дюрали к сварке
Перед сваркой необходимо подготовить объект. Для начала следует удалить различные виды загрязнений механическим образом. Для этого используется жесткая щетка, наждак и другие абразивные материалы. После этого лучше дополнительно обработать поверхность с помощью растворителя, что позволит избавиться от пленок и остатков загрязнений. Лучше обработать участки, на которых будет расположен шов дополнительно, так как дюраль имеет низкий уровень проплавки.
Аргонодуговая сварка дюрали
Сварка дюрали аргоном подразумевает работу неплавящимся электродом из вольфрама в аргоновой среде. Для использования аппарата следует понимать, что при сварке будет необходим переменный ток. Многие аппараты предлагают среди своих функций специальные настройки переменного тока, что упростит сварку дюралюминия.
Сварка аргоном дюралюминия позволяет создать очень прочные и надежные сварные швы, в которых минимизируется коррозивность металла.
Полуавтоматическая сварка
Сварка алюминия при помощи дугового полуавтоматического аппарат сходна с работой со сталью. Среди отличий можно выделить:
- повышенный контроль за мощностью дуги;
- контроль за скоростью подачи проволоки;
- увеличение подачи проволоки.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва — при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
Интересное видео
Источник:
http://osvarka.com/svarka-metallov/svarka-argonom-duraluminia
Сварка дюралюминия
Существует множество сплавов алюминия, которые применяются в промышленности, но одним и самых знаменитых является дюралюминий, который получил свое название от компании Дюраль, ведь именно она и начала его производить. Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи.
Сварка дюралюминия аргоном
Свойства и свариваемость дюралюминия
Как и при сварке алюминия, данный металл не всегда хорошо соединяется, что обусловлено его свойствами. Предел текучести этого металла составляет около 250 МПа. Плотность данного сплава составляет значение в пределах 2,5-2,8 тонн/ метр кубический. Плавится он при той же температуре, что и алюминий, поэтому, во время сварки возникает проблема с быстрым расплавлением электродов, повышением текучести и прочими вещами. В отличие от своего основного металл, дюралюминий не такой мягкий и гибкий. При этом если его подвергнуть отжигу при температуре в 500 градусов Цельсия, то он приобретает такие же свойства, как и обыкновенный алюминий. Чтоб сделать его более жестким и твердым, то следует поддать его металлургическому старению. Грамотная термообработка упрочняет металл, так что эти свойства можно увеличить и при помощи закалки.
При этом если его подвергнуть отжигу при температуре в 500 градусов Цельсия, то он приобретает такие же свойства, как и обыкновенный алюминий. Чтоб сделать его более жестким и твердым, то следует поддать его металлургическому старению. Грамотная термообработка упрочняет металл, так что эти свойства можно увеличить и при помощи закалки.Сварка дюралюминия полуавтоматом
Сварка дюралюминия осложняется тем фактором, что без использования специальных средств результат может оказаться крайне низкого качества. Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Преимущества
- При качественном сваривании получается очень прочный металл, который может выдерживать большие нагрузки и обладает низким весом;
- Можно подобрать несколько способов проделать данный процесс, какой будет удобнее с экономической и практической стороны;
- Существуют и хорошо распространены электроды, которые подходят для взаимодействия с данным сплавом;
- Для всех проблем находятся свои способы решения, которые помогают повысить качество соединения.
Недостатки
- После сварки падает и без того невысокая коррозионная стойкость;
- Сварка дюрали оказывается трудоемким процессом, который под силу осуществить только опытным сварщикам;
- Формирование валика шва становится затруднительным из-за повышенной жидкотекучести;
- Исходя из разнообразия разновидностей марок сплавов, порой могут возникнуть сложности с подбором электродов;
- Сварка дюралюминия в домашних условиях становится очень затруднительным процессом;
- Здесь обязательно применение флюса для облегчения проведения процесса;
- Для высокого качества соединения приходится применять дорогостоящие виды сварки, такие как сварка дюралюминия аргоном.


Подготовка дюрали к сварке
Перед проведением процесса требуется подготовить заготовки. В первую очередь идет механическая зачистка, которая позволяет убрать налет, жир, масла и различные вредные пленки с поверхности. Здесь подойдет наждачная бумага, щетка по металлу или другой подобный инструмент. Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Сварка дюралюминия в домашних условиях
Здесь же может потребоваться обработка кромок, на которых будет пролегать шов. Это связано с толщиной металла, так как дюраль обладает относительно низкой глубиной проварки. Если толщина заготовки составляет более 4 мм, то нужно скосить края под углом в 35 градусов. Это поможет глубже проникнуть в металл, что способствует лучшему соединению.
Инструкция
- Провести все необходимые подготовительные операции с металлом;
- Когда идет сварка дюралюминия полуавтоматом, нужно выставить на оборудовании необходимые настройки;
- Распределить по будущему месту шва флюс, который улучшит качества свариваемости и поможет избежать ненужных проблем;
- Металл можно подогреть постепенно, чтобы избежать температурных деформаций и напряжения;
- Можно приступать к процессу сваривания, если проводится сварка дюралюминия электродом, то нужно зажечь дугу и начать формировать шов;
- После окончания нужно дать остыть металлу, постепенно подогревая его горелкой;
- Очистить шов и шлака и проверить его на отсутствие трещин.

При сварке электродами нужно действовать быстрее, чем со сталью, так как скорость плавления присадочного материала тут значительно выше.»
Техника безопасности
Во время работы нужно помнить о собственной защите, так что такие средства как комплект огнеупорной одежды, защищающий от искр и брызг металла, а также сварочная маска, должны быть обязательно. При работе с газом следует ставить баллоны как можно дальше от источника огня, так как они должны находиться на расстоянии от 5 метров и далее. Перед использованием техники следует убедиться в исправности оборудования и надежности соединения проводов и контактов, так как именно в них чаще всего случаются проблемы.
Источник:
http://svarkaipayka.ru/tehnologia/svarka-alyuminiya/svarka-dyuralyuminiya.html
Как сварить дюралюминий
Алюминий – металл, который отличается высокими качественными характеристиками и активно используется в промышленности. Самым распространенным сплавом из алюминия считается дюралюминий, получивший свое название благодаря компании «Дюраль», которая первым начала производить подобное соединение. Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Такой сплав достаточно часто применяется в промышленности, в связи с этим сварщикам постоянно приходится работать с таким составом. Сварка дюрали должна производиться человеком с опытом, поскольку технология непростая и в процессе сваривания приходится сталкиваться с рядом нюансов. Поэтому новичку навряд ли удастся самостоятельно сварить дюраль.
Обратите внимание! Дюралюминий – весит немного, при этом является очень прочным и надежным сплавом.
Особенности дюралюминияСварка дюралюминия в домашних условиях, как и сварка алюминия сопровождается сложностями, поскольку данные сплавы плохо соединяются. Это обусловлено техническими характеристиками металла.
Основные параметры следующие:
- Максимальная текучесть – 250 МПа,
- Плотность – 2,5 – 2,8 тонн/м³,
- Температура плавления примерно 650°C (идентична температуре плавления алюминия), в связи с этим в процессе сварки электроды быстро плавятся и сплав может течь.
Сварка дюралюминия предполагает использование специальных средств (например флюс или аргон), чтобы повысить качество соединения. Если не соблюдать все правила выполнения технологии сварочного процесса, то могут появиться трещины и шов может получиться неровным. Металл не устойчив к коррозии, поэтому в процессе сварки на самом шве уже можно наблюдать следы ржавчины, поскольку под воздействием высоких температурных режимов, легирующие детали выгорают и таким образом сплав практически не защищен от воздействия кислорода.
Обратите внимание! Сварка дюралюминия в домашних условиях должна осуществляться в соответствии с требованиями ГОСТ 14806-80.
Достоинства
- Если точно соблюдать всю технологию работы, то в итоге шов получится ровным и качественным, а металл сможет выдерживать большие нагрузки, при этом весить совсем немного.
- Для осуществления сварки дюралюминия существует несколько способов (аргоновая сварка, сварка полуавтоматом), вы можете подобрать наиболее оптимальный вариант, учитывая все факторы и условия выполнения работы.
- Найти электроды несложно, поскольку многие хорошо взаимодействуют с таким сплавом. Например: ОЗА-1, ОК96.20, ОЗА-2, ОЗАНА-1, ОЗАНА-2,
- Любую проблему, возникающую в процессе сварки можно решить, но лучше доверить работу опытному специалисту.

Недостатки
- Как уже отмечалось, дюралюминия характеризуется низкой устойчивостью к коррозии, а после сварки его технические характеристики становятся еще ниже.
- Процесс сложный, требующий внимательности и точности, т.к. любая, даже малейшая ошибка может существенно повлиять на качество соединения.
- Сформировать валик шва непросто, поскольку металл очень текучий.
- Для того, чтобы процесс работы сделать проще и чтобы сварка заняла меньшее количество времени, надо использовать флюс. Он наносится на поверхность свариваемой детали.
 Он наносится на поверхность свариваемой детали.
Он наносится на поверхность свариваемой детали.На заметку! Флюс – вещество, которое защищает участок, подвергаемый сварке, от агрессивного воздействия окружающей среды и повышает качество соединения.
- Для того, чтобы получить максимально прочное и надежное соединение, придется прибегнуть к дорогостоящим видам сварки, например, сварка дюралюминия аргоном.
Прежде чем приступить к работе, нужно подготовить заготовки. Первое, что нужно сделать, это зачистить поверхность металла от жира, масел и различных загрязнений. Для зачистки можно использовать наждачку или металлическую щетку. После того, как справитесь с механической зачисткой, для закрепления эффекта, очистите поверхность с помощью растворителя или ацетона. Таким образом вы избавитесь от всех остатков.
На следующем этапе нужно обработать все кромки, на которых будет создаваться шов. В случае, когда толщина краев заготовки превышает показатель в 4 мм, то необходимо скосить края под углом 35 градусов.
Требования, выдвигаемые к сварке:
- Подготовка металла,
- На предполагаемое место для шва надо нанести флюс и равномерно покрыть этот участок, это вещество способствует улучшению свариваемости,
- Металл надо подогревать медленно и постепенно, чтобы под воздействием высокой температуры он не деформировался,
- После того, как процесс завершен, необходимо постепенно подогревать шов, до тех пор пока металл полностью не остынет,
- На заключительном этапе надо очистить полученное соединение и осуществить проверку шва и шлака на наличие возможных трещин.
Обратите внимание! Сварка электродами требует высокой скорости выполнения работы, т.к. дюралюминий очень быстро плавится.
Не стоит забывать и о технике безопасности. При работе с дюралюминием, как и с любым другим металлом необходимо строго соблюдать все правила и обезопасить себя. Поэтому осуществлять сварку надо в специальном защитном костюме, в маске и в перчатках. Прежде чем использовать ту или иную технику, перед началом работы, обязательно проверьте исправна ли она и надежны ли все контакты и соединения, т. к. обычно сложности и недочеты случаются с ними.
к. обычно сложности и недочеты случаются с ними.
Если соблюдать технологию выполнения сварочных работ и не пренебрегать правилами и требованиями, выдвигаемыми к данному процессу, то в конечном итоге можно получить прочное и надежное соединение.
Источник:
http://svarkaed.ru/svarka/svarka-metallov/kak-svarit-dyuralyuminij.html
Как и чем заварить дюраль в домашних условиях
Дюралевые сплавы обязаны названию немецкой фирме «Дюраль», начавшей выпуск деталей из различных алюминиевых сплавов. Благодаря низкому удельному весу, прочности, стойкости к коррозии, дюралюминий часто используется производителями. Сварка дюралюминия требует учета особенностей дюраля. Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Свойства и свариваемость дюралюминия
По физическим свойствам дюраль схож с алюминием. Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
При работе с электродами уточняют марку дюраля, потому что для легирования применяют разные добавки: железо, марганец, медь, кремний. Дюраль при производстве деталей дополнительно упрочняют, металл теряет пластичность. Варят дюраль при температуре до 300°С, с применением флюса или защитной атмосферы, так как металл склонен к окислению.
Достоинства и недостатки
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.
- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.

Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.
Подготовка дюрали к сварке
Прежде, чем сварить дюралюминий, поверхность заготовок необходимо подготовить. Детали очищают, удаляют неровности наждачкой или железной щеткой, зачищают стыки до блеска – снимают оксидную пленку. Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.
Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока. Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
- Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа.
- Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения.
- При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался.
- Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения. Аппарат настраивают на переменный ток.
 Аппарат настраивают на переменный ток.
Аппарат настраивают на переменный ток.При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Источник:
http://svarkaprosto.ru/tehnologii/kak-i-chem-zavarit-dyural
Методы сварки силумина и дюралюминия
Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. О чем нужно знать — далее.
Алюминий и его сплавы, в силу особенностей характеристик и свойств материала, обрабатываются специальными методами. Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Особенности сварки алюминиевых сплавов
Силумин содержит в своем составе до 22% кремния, он намного прочнее алюминия, обладает повышенной износоустойчивостью, но уступает по крепости дюрали — сплаву алюминия с медью, марганцем и магнием. Однако силумин устойчивее к коррозии, поэтому широко применяется в кораблестроении.
Алюминий имеет высокую теплопроводность, поэтому сваривать его обычными электродами для черных металлов затруднительно. Шлак не успевает удаляться из раскаленного металла и шов получается некачественным.
Трудности сварки алюминия:
- перед сваркой детали из алюминиевого сплава прогревают до 300-400°C;
- электроды перед сваркой прокаливаются при температуре 100-200°C;
- тугоплавкий оксид с температурой плавления 2050°С, образовывающийся на поверхностях, затрудняет работу;
- высокая рабочая температура снижает прочность соединения;
- высокий коэффициент линейного расширения приводит к деформациям.
Применение различных технологий, дополнительных химических средств, инертных газов позволяет практически полностью избавиться от перечисленных недостатков и получать качественные соединения.
Устранение трудностей соединения
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Разновидности сварки алюминиевых сплавов
- полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
- электродами из вольфрама в среде защитных инертных газов AC TIG;
- покрытыми электродами без применения инертных газов — MMA;
- газовой горелкой с покрытыми электродами без аргона.

Каждый метод соединения металлов имеет свои преимущества и недостатки и предназначен для различных задач.
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
- алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
- необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
- скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:
- труднодоступные места;
- на улице;
- внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
В процессе, при испарении, внешний слой электрода создает защитную среду.
Сварка покрытыми электродами не требует громоздкого оборудования, газовых баллонов и достаточно дешева.
Бытовой метод сварки без аргона
Метод чаще называют пайкой, потому что в процессе не используется электричество, но соединение деталей из алюминия и его сплавов получаются достаточно крепкими. Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Процесс соединения деталей или заделки трещин прост. Разогреваете деталь до температуры, пока стержень с припоем не начнет плавиться, заливайте припоем щели, соединяйте поверхности. Но не нужно забывать предварительно очистить детали от оксидной пленки.
Если вы профессионал в процессах сварки алюминия и вам есть что дополнить или поспорить, то присоединяйтесь к дискуссии в блоке комментариев.
Источник:
http://wikimetall.ru/metalloobrabotka/svarka-silumina-i-dyuralyuminiya. html
html
Сварка дюралюминия в домашних условиях: технология и особенности выполнения работы
Алюминий за счет своих высоких качественных характеристик является одним из самых востребованных металлов. Основная сфера его применения – это промышленность. Используют также сплавы алюминия, а именно дюралюминий. Это соединение свое название получило в честь фирмы «Дюраль», в которой впервые было налажено производство сплава. Как утверждают специалисты, сварка дюралюминия считается довольно трудоемким процессом. От вас потребуется быть максимально сосредоточенным и внимательным. О том, как выполнить сварку дюралюминия в домашних условиях, вы узнаете из данной статьи.
Знакомство с соединением
Прежде чем приступить к сварке дюралюминия, следует знать об основных параметрах данного сплава. Дюралюминий с максимальной текучестью 250 МПа обладает плотностью в пределах от 2,5 до 2,8 т/куб. м. Плавится при температуре 650 градусов. Такой показатель присущ непосредственно и самому алюминию. Это объясняет, почему во время сварки дюралюминий начинает течь из-за быстро плавящихся электродов.
Это объясняет, почему во время сварки дюралюминий начинает течь из-за быстро плавящихся электродов.
В чем заключается трудность процедуры?
Судя по многочисленным отзывам, во время сварки дюралюминия не исключены осложнения. Причиной тому — технические характеристики сплава, в составе которого имеется алюминий (93,5%), марганец (0,5%), магний (1,5%) и медь (4,5%). Как утверждают специалисты, их соединение друг с другом протекает плохо. Поэтому лучше, чтобы сварочные работы с дюралюминием выполнял человек опытный. Если же у вас возникла потребность соединить детали из этого сплава, вам доведется учитывать некоторые нюансы, подробнее о которых далее.
О способах
Соединение может осуществляться с использованием полуавтоматов. Аппарат для сварки дюралюминия работает в импульсном режиме. Таким образом, металл под воздействием импульсов разогревается, а после попадания капли в сварочной ванне происходит образование шва. Если вы решили остановиться на данном способе, вам следует знать, что постоянная минусовая полярность на электродах не даст шов. Нужна только плюсовая.
Нужна только плюсовая.
Второй способ заключается в применении электродов с вольфрамовым покрытием. Этот метод обеспечит качественным и аккуратным швом. Чтобы предотвратить образование оксидной пленки, используют аргон.
Также образование газовой защитной среды осуществляется с помощью ксенона, криптона и азота. Однако эти газы, в отличие от аргона, обойдутся вам дороже. Чтобы с вольфрамовыми электродами сварить за один проход изделия, толщина которых превышает 30 мм., нужно применить трехфазную дугу. Обычное подключение преимущественно используют для соединения поверхностей толщиной не более 3 мм.
Если у вас нет возможности выполнить электродуговую, используйте для дюралюминия холодную сварку. Вначале вам следует обзавестись специальным составом, а именно двухкомпонентным клеем. Он может представлять собой густую жидкость или мастику.
В нем есть эпоксидная смола и стальной порошок, который и делает формируемое соединение прочнее. Дополнительно для улучшения характеристик холодной сварки, а именно повышения адгезии между деталями и устойчивости к воздействию агрессивной среды, производители заправляют клеи специальными присадками. Данный метод многие еще называют пайкой. Дело в том, что соединить детали можно без электричества. Нужна только портативная газовая горелка и припой НТС-2000 в виде проволоки. Заделывать щели или соединять дюралюминиевые детали просто. Нужно разогреть деталь, чтобы начали плавиться припой со стержнем и начали затекать в щель.
Данный метод многие еще называют пайкой. Дело в том, что соединить детали можно без электричества. Нужна только портативная газовая горелка и припой НТС-2000 в виде проволоки. Заделывать щели или соединять дюралюминиевые детали просто. Нужно разогреть деталь, чтобы начали плавиться припой со стержнем и начали затекать в щель.
Предварительно с поверхностей убирают оксидную пленку. В отличие от предыдущих способов, холодная сварка выполняется намного быстрее. Преимущественно посредством этих клеевых составов оперативно устраняют различные аварийные ситуации, когда соединить детали из алюминия или его сплавов нужно быстро. Судя по отзывам, к данному методу отдают предпочтение большинство домашних умельцев.
О достоинствах
Несмотря на то что технология сварочных работ довольно сложная, если вы все сделаете правильно, то в итоге получите ровный и качественный шов. Преимущество данного сплава в том, что при довольно небольшой массе он может выдержать большую нагрузку. Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
Судя по многочисленным отзывам, довольно популярной считается сварка дюралюминия аргоном. Также соединение можно осуществить с применением полуавтомата. Выбор наиболее оптимального варианта зависит уже от мастера. Как утверждают опытные сварщики, имея дело с этим сплавом, никогда не возникает проблем с выбором электродов. Дело в том, что многие из них могут хорошо взаимодействовать с дюралюминием. Например, вы можете воспользоваться такими марками как ОК96.20, ОЗА-1, ОЗАНА-1, ОЗА-2 и ОЗАНА-2.
О недостатках
Как утверждают специалисты, дюралюминию присуща низкая устойчивость к коррозии. Данный показатель становится еще ниже после сварочных работ. Осуществляя сварку, вам придется быть очень внимательным, поскольку малейшая неточность отрицательно скажется на качестве соединения. Из-за большой текучести сплава формировать шов будет непросто. Чтобы упростить данную процедуру и ускорить процесс, опытные сварщики используют флюс. Его нужно наносить на поверхность соединяемых деталей. В итоге качество соединения получится выше. Кроме того, на шов будет защищен от агрессивного влияния извне.
В итоге качество соединения получится выше. Кроме того, на шов будет защищен от агрессивного влияния извне.
С чего начать?
Начинают сварочные работы с подготовки заготовок. С металлической поверхности тщательно счищают различные загрязнения и обезжиривают. Работать можно наждачной бумагой различной зернистости или металлической щеткой. Жиры эффективно устраняются посредством ацетона или растворителя. После зачистки и обезжиривания следует заняться кромками, на месте которых в дальнейшем будет располагаться шов. Если окажется, что ваши заготовки с краями более 4 мм., то их нужно немного скосить. Оптимальным считается угол не более 35 градусов.
Второй шаг
На данном этапе наносят флюс. Важно, чтобы он участок сваривания покрывал равномерно. Чтобы предотвратить деформирование металла, его вначале подвергают медленному и постепенному подогреву. В конце процедуры подогревают сам шов. Соединение, которое у вас образуется, будет покрыто шлаком. Его нужно аккуратно сбить. Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Данной рекомендацией не стоит пренебрегать, поскольку под шлаком очень часто трещины. В итоге соединение будет иметь очень низкую стойкость к нагрузкам.
Что еще посоветуют специалисты?
Опытные мастера рекомендуют использовать для сварки дюралюминия присадку. Это изделие представлено в виде прочного и жесткого пластинчатого прута. Судя по отзывам, с присадкой металл будет израсходоваться экономнее, а прочностные характеристики конструкции получатся выше. Работая с данным сплавом, как и с любым другим металлом, следует придерживаться техники безопасности. Прежде чем приступить к свариванию, приобретите специальный защитный костюм, маску и перчатки.
Источник:
http://labuda.blog/263180
Как варить дюраль аргоном
Алюминий – металл, который отличается высокими качественными характеристиками и активно используется в промышленности. Самым распространенным сплавом из алюминия считается дюралюминий, получивший свое название благодаря компании «Дюраль», которая первым начала производить подобное соединение. Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Такой сплав достаточно часто применяется в промышленности, в связи с этим сварщикам постоянно приходится работать с таким составом. Сварка дюрали должна производиться человеком с опытом, поскольку технология непростая и в процессе сваривания приходится сталкиваться с рядом нюансов. Поэтому новичку навряд ли удастся самостоятельно сварить дюраль.
Особенности дюралюминияОбратите внимание! Дюралюминий – весит немного, при этом является очень прочным и надежным сплавом.
Сварка дюралюминия в домашних условиях, как и сварка алюминия сопровождается сложностями, поскольку данные сплавы плохо соединяются. Это обусловлено техническими характеристиками металла.
Это обусловлено техническими характеристиками металла.
Основные параметры следующие:
- Максимальная текучесть – 250 МПа,
- Плотность – 2,5 – 2,8 тонн/м³,
- Температура плавления примерно 650°C (идентична температуре плавления алюминия), в связи с этим в процессе сварки электроды быстро плавятся и сплав может течь.
Сварка дюралюминия предполагает использование специальных средств (например флюс или аргон), чтобы повысить качество соединения. Если не соблюдать все правила выполнения технологии сварочного процесса, то могут появиться трещины и шов может получиться неровным. Металл не устойчив к коррозии, поэтому в процессе сварки на самом шве уже можно наблюдать следы ржавчины, поскольку под воздействием высоких температурных режимов, легирующие детали выгорают и таким образом сплав практически не защищен от воздействия кислорода.
Обратите внимание! Сварка дюралюминия в домашних условиях должна осуществляться в соответствии с требованиями ГОСТ 14806-80.

Достоинства
- Если точно соблюдать всю технологию работы, то в итоге шов получится ровным и качественным, а металл сможет выдерживать большие нагрузки, при этом весить совсем немного.
- Для осуществления сварки дюралюминия существует несколько способов (аргоновая сварка, сварка полуавтоматом), вы можете подобрать наиболее оптимальный вариант, учитывая все факторы и условия выполнения работы.
- Найти электроды несложно, поскольку многие хорошо взаимодействуют с таким сплавом. Например: ОЗА-1, ОК96.20, ОЗА-2, ОЗАНА-1, ОЗАНА-2,
- Любую проблему, возникающую в процессе сварки можно решить, но лучше доверить работу опытному специалисту.
Недостатки
- Как уже отмечалось, дюралюминия характеризуется низкой устойчивостью к коррозии, а после сварки его технические характеристики становятся еще ниже.
- Процесс сложный, требующий внимательности и точности, т.к. любая, даже малейшая ошибка может существенно повлиять на качество соединения.
- Сформировать валик шва непросто, поскольку металл очень текучий.
- Для того, чтобы процесс работы сделать проще и чтобы сварка заняла меньшее количество времени, надо использовать флюс. Он наносится на поверхность свариваемой детали.

На заметку! Флюс – вещество, которое защищает участок, подвергаемый сварке, от агрессивного воздействия окружающей среды и повышает качество соединения.
- Для того, чтобы получить максимально прочное и надежное соединение, придется прибегнуть к дорогостоящим видам сварки, например, сварка дюралюминия аргоном.
Прежде чем приступить к работе, нужно подготовить заготовки. Первое, что нужно сделать, это зачистить поверхность металла от жира, масел и различных загрязнений. Для зачистки можно использовать наждачку или металлическую щетку. После того, как справитесь с механической зачисткой, для закрепления эффекта, очистите поверхность с помощью растворителя или ацетона. Таким образом вы избавитесь от всех остатков.
Таким образом вы избавитесь от всех остатков.
На следующем этапе нужно обработать все кромки, на которых будет создаваться шов. В случае, когда толщина краев заготовки превышает показатель в 4 мм, то необходимо скосить края под углом 35 градусов.
Требования, выдвигаемые к сварке:
- Подготовка металла,
- На предполагаемое место для шва надо нанести флюс и равномерно покрыть этот участок, это вещество способствует улучшению свариваемости,
- Металл надо подогревать медленно и постепенно, чтобы под воздействием высокой температуры он не деформировался,
- После того, как процесс завершен, необходимо постепенно подогревать шов, до тех пор пока металл полностью не остынет,
- На заключительном этапе надо очистить полученное соединение и осуществить проверку шва и шлака на наличие возможных трещин.
Обратите внимание! Сварка электродами требует высокой скорости выполнения работы, т.к. дюралюминий очень быстро плавится.
Не стоит забывать и о технике безопасности. При работе с дюралюминием, как и с любым другим металлом необходимо строго соблюдать все правила и обезопасить себя. Поэтому осуществлять сварку надо в специальном защитном костюме, в маске и в перчатках. Прежде чем использовать ту или иную технику, перед началом работы, обязательно проверьте исправна ли она и надежны ли все контакты и соединения, т.к. обычно сложности и недочеты случаются с ними.
Если соблюдать технологию выполнения сварочных работ и не пренебрегать правилами и требованиями, выдвигаемыми к данному процессу, то в конечном итоге можно получить прочное и надежное соединение.
Содержание:
Дюралюминий – один из самых популярных сплавов используемых практически во всех сферах жизни человека. Однако сварка дюрали в домашних условиях требует определенных знаний и навыков.
Алюминий широко используется в промышленности. Особенно большую популярность имеет его сплав – дюралюминий, в состав которого входят медь, магний, марганец, общей долей около 6,5%. Основным положительным качеством дюрали является его относительно высокая прочность при достаточно низком весе. Поэтому большинство металлоконструкций производится из данного сплава. Оптимальным методом соединения компонентов механизмов или конструкций является сварка дюралюминия.
Особенно большую популярность имеет его сплав – дюралюминий, в состав которого входят медь, магний, марганец, общей долей около 6,5%. Основным положительным качеством дюрали является его относительно высокая прочность при достаточно низком весе. Поэтому большинство металлоконструкций производится из данного сплава. Оптимальным методом соединения компонентов механизмов или конструкций является сварка дюралюминия.
Свойства дюралюминия
Неприятной особенностью алюминия, а соответственно и его сплава, является его тугоплавкость, что существенно затрудняет сварку. Сплав отличается высокой плотностью, не такой гибкий и мягкий как основной металл. При сварке дюрали нередко возникают проблема с быстрым расходом электродов и усилением текучести сплава. Для того чтобы избежать этих проблем достаточно закалить его при температуре 500 градусов.
При сварке дюрали необходимо придерживаться определенной технологии и использовать специальные средства. Так как в обратно случае результат может оказаться низкокачественным. Стоит помнить, что дюралюминий легко поддается коррозии, поэтому на месте сварочных швов могут обнаруживаться повреждения, это связано с выгоранием легирующих элементов.
Стоит помнить, что дюралюминий легко поддается коррозии, поэтому на месте сварочных швов могут обнаруживаться повреждения, это связано с выгоранием легирующих элементов.
Подготовка дюрали к сварке
Перед сваркой необходимо подготовить объект. Для начала следует удалить различные виды загрязнений механическим образом. Для этого используется жесткая щетка, наждак и другие абразивные материалы. После этого лучше дополнительно обработать поверхность с помощью растворителя, что позволит избавиться от пленок и остатков загрязнений. Лучше обработать участки, на которых будет расположен шов дополнительно, так как дюраль имеет низкий уровень проплавки.
Аргонодуговая сварка дюрали
Сварка дюрали аргоном подразумевает работу неплавящимся электродом из вольфрама в аргоновой среде. Для использования аппарата следует понимать, что при сварке будет необходим переменный ток. Многие аппараты предлагают среди своих функций специальные настройки переменного тока, что упростит сварку дюралюминия.
Сварка аргоном дюралюминия позволяет создать очень прочные и надежные сварные швы, в которых минимизируется коррозивность металла.
Полуавтоматическая сварка
Сварка алюминия при помощи дугового полуавтоматического аппарат сходна с работой со сталью. Среди отличий можно выделить:
- повышенный контроль за мощностью дуги;
- контроль за скоростью подачи проволоки;
- увеличение подачи проволоки.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва – при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Однако это отражается на качестве шва – при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
Интересное видео
Дюралевые сплавы обязаны названию немецкой фирме «Дюраль», начавшей выпуск деталей из различных алюминиевых сплавов. Благодаря низкому удельному весу, прочности, стойкости к коррозии, дюралюминий часто используется производителями. Сварка дюралюминия требует учета особенностей дюраля. Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Свойства и свариваемость дюралюминия
По физическим свойствам дюраль схож с алюминием. Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
При работе с электродами уточняют марку дюраля, потому что для легирования применяют разные добавки: железо, марганец, медь, кремний. Дюраль при производстве деталей дополнительно упрочняют, металл теряет пластичность. Варят дюраль при температуре до 300°С, с применением флюса или защитной атмосферы, так как металл склонен к окислению.
Достоинства и недостатки
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.
- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.

Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.

Подготовка дюрали к сварке
Прежде, чем сварить дюралюминий, поверхность заготовок необходимо подготовить. Детали очищают, удаляют неровности наждачкой или железной щеткой, зачищают стыки до блеска – снимают оксидную пленку. Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.

Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока. Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
- Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа.
- Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения.
- При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался.
- Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения. Аппарат настраивают на переменный ток.

При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Сварка аргоном в спб | 24/24
Сварка аргоном на выезде в Санкт-Петербурге и Ленинградской области
Профессиональные услуги от экспертовНаша мастерская имеет все необходимое оборудование, что бы на выезде осуществлять качественную и профессиональную сварку аргоном.
Сварка аргоном это очень прочная и практичная технология, которая позволяет починить изделия из чёрных и цветных металлов. Это гораздо дешевле чем покупка новой детали, именно поэтому сегодня аргонная сварка очень популярна. Dokatka24 гарантирует качество проводимых работ, ведь мы успешно занимаемся сваркой уже 10 лет.Мы отремонтируем: литые диски, коробки передач, лестницы, трубки кондиционеров, поддоны, двигатели, самолеты, автомобили и т.д.
Dokatka24 гарантирует качество проводимых работ, ведь мы успешно занимаемся сваркой уже 10 лет.Мы отремонтируем: литые диски, коробки передач, лестницы, трубки кондиционеров, поддоны, двигатели, самолеты, автомобили и т.д.
Мы работаем со всеми видами металлов:
Сварка алюминия Сварка чугуна Сварка титана Сварка дюрали Круглосуточная сварка аргоном в СПб и ЛО Успешный опыт наших мастеров более 10 лет Надежность и гарантия на все работы 30 дней Среднее время ожидания бригады 20 минутВ чём преимущество сварки аргоном от Dokatka24?
Вы экнономите время и средства. Мы приезжаем на выезд 24 часа в сутки, 365 дней в году, без перерывов и выходных.С нами работают только самые лучшие и опытные мастера, гуру своего дела. Мы гарантируем, что вам точно все понравится.Наше оборудование обслуживается у официальных представителей, что даёт сверх точные показатели.Наши мастера работают от своего электроисточника, и имеют всю необходимую технику.В стоимость наших работ уже включены качественные расходные материалы. Возможность оплаты как наличным, так и безналичным способом.
Возможность оплаты как наличным, так и безналичным способом.
Стоимость сварки аргоном
| Услуга | Цена, руб |
| Сварка до 10 см | 250 руб/см |
| Сварка от 10 см до 50 см | 200 руб/см |
| Сварка от 50 см до 100 см | 150 руб/см |
| Сварка от 100 см | 100 руб/см |
| Минимальный выезд | 1500 руб |
В нашей компании работают только высококвалифицированные мастера, у которых опыт работы больше 10 лет. Наши мастера компетентны и вежливы, и оставляют после себя, только положительные эмоции. Качество и профессионализм — мы это гарантируем каждому клиенту.
После первого обращения вы получаете скидку 5% на все услуги нашей компании.Сварка аргоном | Кузовной ремонт Киров
Так называемая сварка аргоном, аргонная сварка, аргоновая сварка — не что иное как электродуговая сварка в среде защитного газа, будь то аргон, гелий или иная сварочная смесь. То есть для получения неразъемного соединения металлов аргон требуется как газ который позволяет создать изолированную от кислорода и воздуха среду, которая необходима для сварки алюминия, сплавов на основе алюминия, при работе с нержавеющими хромоникелевыми сплавами, чугуном, титаном и т.д.
То есть для получения неразъемного соединения металлов аргон требуется как газ который позволяет создать изолированную от кислорода и воздуха среду, которая необходима для сварки алюминия, сплавов на основе алюминия, при работе с нержавеющими хромоникелевыми сплавами, чугуном, титаном и т.д.
Стоимость и цена аргновой сварки формируется в зависимости свариваемого металла, объёма и сложности подготовительных работ. Работаем строго по записи. Звоните (8332) 20-62-26
В нашем кузовном автосервисе в г.Кирове наличие сварочного оборудования позволяет производить работы по ремонту и восстановлению деталей из алюминия, нержавеющей стали, титана, дюралюминия (дюраль) и чугуна.
Автомобильная промышленность для уменьшения веса автомобиля, часто прибегает к изготовлению запчастей, а также кузовных элементов из легких материалов, которые изготавливаются из алюминия и сплавов на его основе. При выходе из строя данной детали и возможности ее ремонта или восстановления многие прибегают к такой услуге как «сварка аргоном«.
В отличии от сварки «железа» для сварки алюминия требуется «сварка аргоном» — оборудование с возможностью проведения сварки алюминия и сплавов на его основе. Мы свариваем тонколистовые детали из этих металлов и сплавов. Сервис готов сделать качественный ремонт и восстановить кузовные элементы — деформированный лонжерон или усилитель бампера, брызговик, чашку опоры, помятый порог, капот, дверь или крыло из сплава алюминия.
Наиболее востребована сварка аргоном при ремонте алюминиевого поддона двигателя (картера), получившего повреждение при езде без защиты двигателя, ремонт трещины резьбы отверстия для слива масла или «сорванной» резьбы. Аналогичные случаи происходят с картером (корпусом) МКПП и АКПП. Ремонт трещин головки блока цилиндров ( ГБЦ ), сварка на герметичность. Заварить аргоном можно трещину в литом или составном легкосплавном диске. Клиенты обращаются с ремонтом «алюминиевых» рам мотоциклов, велосипедов и автобагажников — которые можно заварить только «аргоном».
Отремонтировать треснувший впускной коллектор из алюминия аргоном, треснуло «ухо» крепления впускного коллектора или крепления генератора — не редкость посещения клиентов с такими проблемами. Стоит упомянуть, что ремонт алюминиевого подрамника как и многочисленных кронштейнов и алюминиевых опор, нашим автосервисом решается с гарантиями качества выполненных работ.
Нужна сварка аргоном? Обращайтесь к нам! Мы проконсультируем и поможем. Звоните (8332) 20-62-26
Аргоновая сварка элементарной трубки авто кондиционера, алюминиевого радиатора, интеркулера имеет массу нюансов, важнейшим из которых остается опыт и высокая квалификация сварщика. При аргонодуговой сварке самое важное – профессионализм сварщика, его опыт работы, хорошо «набитая»рука, индивидуальный подход к решению нестандартных ситуаций, банально необходимо разбираться в полярности и режимах TIG — постоянного или переменного тока.
|
Классификация |
Хим. состав наплав. металла |
Механические свойства наплавленного металла |
|
|
OK Tigrod 1070 (OK Tigrod 18. 01 ) |
Аналог проволок: |
Si < 0,2 |
Предел текучести 35 МПа |
|
OK Tigrod 4043 (OK Tigrod 18. |
ER 4043 / AWS A5.10 |
Si 5,0 |
Предел текучести 55 МПа |
|
OK Tigrod 1450 (OK Tigrod 18. 11) |
Аналог проволоки |
Si 0,1 |
Предел текучести 40 МПа |
|
OK Tigrod 5356 (OK Tigrod 18. 15 ) |
ER 5356 / AWS A5.10 |
Si < 01 |
Предел текучести 120 МПа |
|
OK Tigrod 5183 (OK Tigrod 18. |
ER 5183 / AWS A5.10 |
Si < 0,2 |
Предел текучести 140 МПа |
|
OK Tigrod 5556 (OK Tigrod 18. 20 ) |
ER 5556 / AWS A5.10 |
Si < 0,2 |
Предел текучести 145 МПа |
 gif»>
gif»>
 04 )
04 ) Защитный газ — Ar. Ток ~.
Защитный газ — Ar. Ток ~. 16)
16) Обеспечивает прочность шва в ~ два раза выше ,чем при сварке OKTigrod 18.04, а также обеспечивает одновременно высокую прочность и пластич- ность шва и его сопротивление коррозии и образованию трещин Используется при сварке высокопрочных конструкций, контактирующих с морской водой.
Обеспечивает прочность шва в ~ два раза выше ,чем при сварке OKTigrod 18.04, а также обеспечивает одновременно высокую прочность и пластич- ность шва и его сопротивление коррозии и образованию трещин Используется при сварке высокопрочных конструкций, контактирующих с морской водой.Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т. п.
 п.
п.Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.
Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности.
 В этот момент и происходит проникновения припоя в поры металла.
В этот момент и происходит проникновения припоя в поры металла.Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Аргонная сварка в Бресте, цена
Длительная эксплуатация автомобиля и, как следствие, последующий ремонт редко обходится без сварочных работ. Но не все детали, запчасти и элементы кузова могут соединяться с помощью обычной сварки.
Поэтому ВиражСервис предлагает высокоэффективную технологию аргонодуговой сварки. Она позволяет достичь более качественного, прочного и, вместе с тем, эстетичного шва.
Цены на аргонную сварку
На сайте представлены ориентировочные цены для ознакомления. Окончательная цена на кузовной ремонт всегда зависит от пожеланий клиента, а также от сложности их выполнения.
Цены на услуги по аргоновой сварке не предусмотренные в прейскуранте, обсуждаются с мастером. Повторные работы, сделанные после других мастерских, осуществляются без гарантий.
Повторные работы, сделанные после других мастерских, осуществляются без гарантий.
Претензии по качеству и объему выполненных работ по обслуживанию и ремонту, могут быть предъявлены заказчиком в течение 30 дней, при условии соблюдения технологических требований по эксплуатации.
Цены на аргонную сварку указаны за 1 см!
| Сварка нержавеющей стали аргоном | 50 к. |
| Сварка алюминия аргоном | 2 р. |
| Сварка литых дисков аргоном | 2,5 — 3 р. |
Что представляет собой аргонная сварка
В основе этой технологии лежит использование неплавящегося электрода, который в среде инертного газа аргона генерирует электрическую дугу. Происходит непрерывный обдув места соединения аргоном с плотностью до 40% превышающей плотность воздуха, из-за чего вытесняется кислородосодержащая среда (воздух).
За счет разности потенциалов, которая возникает между электродом и соединяемыми элементами, дуга расплавляет их кромки и проволоку, заполняя пустоты в месте стыка.
Мастерская ВиражСервис оснащена современным европейским оборудованием для автоматической аргоновой сварки. Новая услуга позволяет провести даже сложные сварочные работы качественно и в сжатые сроки, гарантируя прочность любых соединений.
Достоинства аргонной (аргонодуговой) сварки
Видимые преимущества новой технологии:
- Универсальность. Аргонодуговая сварка применяется для соединения деталей и элементов из цветных, черных и высоколегированных металлов. И даже конструкционные материалы соединяемых частей или деталей могут быть разными. Это позволяет специалистам ВиражСервиса успешно проводить сварочное соединение любого, даже тонкостенного материала.
- Безопасность. Несильный разогрев свариваемого металла предотвращает изменения в его кристаллической решетке, следовательно, сохраняет его первоначальные технологические качества и продлевает срок службы детали.
- Быстрота процесса. Высокая мощность, возникающая под воздействием огромной силы тока, увеличивает скорость сваривания. Благодаря этому в ВиражСервисе работы с применением аргонодуговой сварки проводятся быстро и днем и ночью.
- Высокое качество. Особенности технологии позволяют во время проведения работ защищать место сварки, что положительно сказывается на качестве и прочности шва. Кроме этого, работники ВиражСервиса гарантируют эстетичность соединения, что особенно важно при ремонте видимых элементов кузова.
 Благодаря этому в ВиражСервисе работы с применением аргонодуговой сварки проводятся быстро и днем и ночью.
Благодаря этому в ВиражСервисе работы с применением аргонодуговой сварки проводятся быстро и днем и ночью.Наличие специализированного помещения мастерской, качественного оборудования и квалифицированных сотрудников позволяют провести аргонодуговую сварку на качественном уровне. ВиражСервис готов предоставить такую услугу автолюбителям абсолютно в любой время, без перерывов и выходных. Позвоните по указанным на сайте телефонам, и мы определим удобное для вас время посещения.
Будем рады видеть вас в ВиражСервисе! Как к нам добраться Вы можете посмотреть здесь.
Сварка алюминия: как сваривать алюминий
Полное руководство
Алюминий — это легкий и тонкий металл, который очень часто используется в сварочных цехах. Сварку с этим металлом следует производить при низких температурах, иначе в материалах вы просто проделаете дыры.
Сварку с этим металлом следует производить при низких температурах, иначе в материалах вы просто проделаете дыры.
Алюминий довольно реакционноспособен, поэтому при обнажении образует оксидный слой. Это создает препятствия для сварки, так как приводит к образованию пористых сварных швов, поэтому перед сваркой вам необходимо очистить оксидный слой проволочной щеткой.Однако вам придется работать быстро, так как на то, чтобы снова сформироваться, потребуется всего несколько минут. Научить сваривать алюминий сложнее, чем сварка стали, поскольку требует гораздо большего внимания, внимания и специального оборудования.
Для каждого типа сварки требуется разное оборудование и методы, но как только вы поймете все, что с этим связано, алюминиевые сварные швы будут выглядеть чистыми, гладкими, умными и очень эластичными.
Зачем нужен алюминий?
Алюминий — один из самых популярных материалов для сварки, и тому есть несколько веских причин. Будучи тонким, он невероятно легкий, но при этом очень прочный и эластичный. Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и обладает высокой проводимостью как для тепла, так и для электричества.
Будучи тонким, он невероятно легкий, но при этом очень прочный и эластичный. Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и обладает высокой проводимостью как для тепла, так и для электричества.
Кроме того, алюминий можно сплавить со многими другими металлами, что делает их еще более прочными и долговечными.
Алюминиевые сплавы
Существует много различных типов алюминиевых сплавов, поэтому запомнить детали каждого из них может быть непросто. Существует система классификации, которая присваивает каждому алюминиевому сплаву четырехзначный номер, и учитывается первая цифра.Вот краткое описание каждого числа:
1XXX: Алюминиевые сплавы, которые начинаются с цифры 1, очень чистые. Они почти полностью изготовлены из алюминия с содержанием алюминия более 99%.
2XXX: Обычно используемые в производстве самолетов сплавы, начинающиеся с цифры 2, обычно изготавливаются из меди с алюминиевым покрытием. Они очень прочные, но не очень устойчивы к коррозии.
3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат около 1.5% марганца. Они не поддаются термообработке, но с ними очень легко работать, поэтому они являются отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
4XXX: Нередко можно найти сварочные электроды, начинающиеся с цифры 4. Этот тип сплава содержит кремний, который может значительно снизить температуру плавления металла.
5XXX: Сплавы, начинающиеся с цифры 5, содержат магний; они довольно просты в использовании, они прочные и устойчивые к коррозии, но они не самые прочные.Хотя для сварки алюминия обычно используются относительно низкие температуры, следует избегать слишком низких температур для этих сплавов.
6XXX: эти сплавы довольно прочные и универсальные, поскольку они поддаются термообработке. Это потому, что они содержат кремний и магния.
7XXX: также используются в самолетах, сплавы, начинающиеся с цифры 7, имеют очень высокую прочность. Они содержат цинк и, как правило, магний, что делает их пригодными для термической обработки.
Они содержат цинк и, как правило, магний, что делает их пригодными для термической обработки.
Основы сварки GMAW / MIG
Возможна сварка алюминияMIG при условии, что вы настроили свое оборудование (например, аппарат плазменной резки или многопроцессорный сварочный аппарат) на постоянный ток и настройку обратной полярности. Эта сварка возможна в любом положении, хотя более сложные положения должны быть сохранены для более опытных сварщиков.
Прежде чем приступить к сварке алюминия методом MIG, вам потребуется баллон с защитным газом. Идеальный газ — аргон, так как это дает действительно гладкую устойчивую дугу.Однако смесь аргона и гелия также будет работать эффективно. Основным преимуществом использования газообразного аргона / гелия является то, что он обеспечивает более глубокое проникновение, но будьте осторожны, если ваш металл очень тонкий. Если вы все же решили выбрать защитный газ, состоящий из комбинации обоих, то что-то, что содержит около 75% гелия и 25% аргона, должно дать вам лучшее из обоих.
Алюминиевая присадочная проволока имеет тенденцию очень легко заклинивать систему, поэтому попробуйте использовать либо двухтактную систему подачи проволоки, либо катушечный пистолет, чтобы избежать этих проблем.Если вы работаете в ограниченном пространстве или выполняете много работы вне положения, то катушечный пистолет должен быть вашим предпочтительным выбором.
Как сварка алюминия методом MIG
Ударьте чистым сварочным электродом примерно на дюйм от начала сварного шва, затем быстро переместите его в точку, с которой вы хотите начать сварку.
При перемещении по сварному шву используйте технику струны борта, но будьте осторожны, чтобы не изменить угол электрода в процессе. В любом случае вы должны двигаться довольно быстро, но по мере приближения к концу сварного шва попытайтесь увеличить скорость.Это уменьшит размер сварочной ванны и, в свою очередь, уменьшит количество трещин.
При сварке в горизонтальном положении рекомендуется направлять пистолет вверх.
Вот и все. Прошли те времена, когда вам нужны были необычные системы управления или обучение ПЛК.
Алюминий, сваренный методом МИГ
Основы сварки GTAW / TIG
Сварка алюминия методом TIG обычно предпочтительнее сварки MIG, так как она дает очень чистые, гладкие и аккуратные результаты.
При выборе оборудования для сварки TIG необходимо проявлять осторожность. При использовании с алюминием сварка TIG должна выполняться на переменном токе (переменный ток) — постоянный ток (постоянный ток) просто не подходит. Не все сварочные аппараты TIG настроены для работы на переменном токе, поэтому перед началом сварки внимательно ознакомьтесь с характеристиками каждого аппарата.
Кроме того, при сварке алюминия важен контроль нагрева, поскольку металл очень тонкий. В результате идеально подходит сварочный аппарат с импульсной функцией, так как это предотвратит слишком высокий рост температуры.
Как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.
Деформация — распространенная проблема при сварке алюминия из-за высоких температур, поэтому перед правильным началом можно подумать о прихваточной сварке. Это избавит вас от лишних хлопот и потраченного времени впустую.
Как сваривать алюминий TIG
СваркаTIG требует использования обеих рук, поэтому убедитесь, что вы надели подходящую пару защитных сварочных перчаток и сварочный шлем, чтобы защитить себя и при этом держать руки свободными.
С одной стороны, вы будете держать электрододержатель, а присадочный стержень — в другой руке.
При использовании методов старта с нуля и старта с подъемом существует риск того, что часть вольфрама от электрода останется на металле, загрязняя сварной шов. Чтобы этого избежать, сформируйте дугу на царапающем блоке, чтобы нагреть электрод, прежде чем разорвать дугу и снова начать сварку на сварном шве.
В качестве альтернативы, высокочастотный запуск не требует, чтобы ваш электрод касался металла, поэтому проверьте технические характеристики вашего устройства, чтобы узнать, есть ли у него такая возможность. Независимо от того, какой метод запуска вы используете, вам всегда следует ждать образования сварочной лужи, прежде чем начинать движение по длине сварного шва.
Независимо от того, какой метод запуска вы используете, вам всегда следует ждать образования сварочной лужи, прежде чем начинать движение по длине сварного шва.
Двигайтесь вдоль соединения, медленно двигаясь назад и немного вперед на всем протяжении, следя за тем, чтобы присадочный стержень и электрод никогда не соприкасались.
Если вы дойдете до конца сварного шва, внезапно оборвав дугу, вы получите трещины и дефектные сварные швы. Вы можете избежать этой проблемы, осторожно уменьшив ток ближе к концу, что очень легко сделать, если вы используете ножной блок управления.
Алюминий, сваренный TIG
Как сваривать литой алюминий
Литой алюминий гораздо труднее сваривать, чем чистый или легированный алюминий, поскольку он уже нечистый и пористый. Как только металл нагреется, загрязнения и воздушные карманы всплывут на поверхность.
Когда дело доходит до защитного газа, вам нужно использовать аргон, а не что-либо, смешанное с гелием или диоксидом углерода.
TIG — лучший сварочный процесс для этих работ, поскольку он дает вам больший контроль над сварными швами, особенно с точки зрения нагрева и скорости.Включение в работу элементов кремния, особенно в алюминиевых сплавах, может серьезно улучшить окончательный внешний вид сварных швов, поэтому подумайте об использовании этих металлов в своей работе.
Как приваривать алюминий к стали
Алюминий — относительно мягкий, тонкий и легкий металл, а сталь намного прочнее, тяжелее и толще, поэтому их соединение может быть очень трудным.
Существует два простых метода сварки алюминия со сталью, но оба требуют больше времени и усилий, чем обычная сварка.
Первый — использовать специально изготовленный кусок металла, называемый биметаллической переходной вставкой , что по сути означает просто небольшой кусок металла, содержащий два разных металлических элемента. Один из этих материалов — алюминий; другой уже приварен (, а не с использованием дуговой сварки) и может быть легко соединен со сталью.
Первый шаг в использовании этих вставок — приварить алюминиевую сторону вставки к металлической части вашей работы; второй шаг — приварить сталь к другой стороне вставки.
Выполнение нескольких этапов займет больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
Кроме того, вы можете попробовать покрыть сталь алюминием погружением или покрыть ее серебряным припоем. Эти методы более дороги и требуют еще одного сложного набора навыков, но они значительно упрощают процесс сварки стальных деталей с алюминием.
Еще о чем следует помнить
В отличие от стали, алюминий не меняет своего внешнего вида при нагревании.Он остается серебристым: нет раскаленного свечения. В результате вам нужно уделять пристальное внимание, чтобы убедиться, что ваши материалы не перегреваются, иначе они развалятся и разрушат всю работу. Нет простого и очевидного способа сделать это — практика и опыт покажут вам, как почувствовать машину, металл и сварку, что все становится слишком горячим.
Кроме того, независимо от вашего положения при сварке, вам следует стремиться к сварке вдали от вас, а не подносить горелку к себе.Другими словами, сварной шов следует толкать, а не тянуть. На первый взгляд это может показаться не таким уж большим делом, но толкание снизит вероятность образования пористых дефектных сварных швов.
Заключение
К настоящему времени вы должны понимать, что сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов. Однако все дополнительные практики и расходы на специализированное оборудование окупятся, так как результаты будут выглядеть действительно профессионально.Алюминий — отличный материал для работы, поэтому это обязательный навык для всех, кто серьезно относится к сварке.
Посмотрите другие наши сообщения:
Сварка алюминия: как сваривать алюминий
Полное руководство по получению сварочного сертификата
Уникальные подарки для сварщика в вашей жизни
Компьютеризированный дизайн в производстве листового металла, Мельбурн,
Проектирование и производство металлического оборудования на заказ
Как сваривать алюминий — производство металлов
Лучшая сварочная маска до $ 300
4 Лучшие сварочные маски в Мельбурне
Best Welding Boots 2018 — Руководство по изготовлению обуви из металла
Производство металлов 2018 Мельбурн Технологии
Разница между сваркой пайкой и пайкой
Будущее индустрии изготовления листового металла
Оборудование для обеспечения безопасности при производстве листового металла
Выбирайте мудро при сварке алюминия
Состояние материала и выбор защитного газа являются ключевыми факторами для успешного соединения алюминия
Фред Швайгхардт, руководитель национального проекта, передовые производственные технологии, Airgas, компания Air Liquide, Хьюстон, Техас.
Перепечатано с разрешения: The AWS Welding Journal
Благодаря своей легкой прочности и коррозионной стойкости алюминий является популярным материалом в общепромышленных применениях — рис. 1. Эти характеристики делают алюминий желательным материалом, когда уменьшение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом экономичных автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых разработан для определенных условий эксплуатации и структурной нагрузки.
Рис. 1 — Алюминий — популярный материал в общепромышленном применении из-за его легкой прочности и коррозионной стойкости, что делает его подходящим материалом для снижения выбросов транспортных средств. Во многих случаях требуется соединение алюминия, и часто предпочтительным методом соединения является сварка. Есть несколько способов сварки, подходящих для соединения алюминия. Двумя наиболее распространенными из них являются газовая дуговая сварка вольфрамом (GTAW) и газовая дуговая сварка металлическим электродом (GMAW).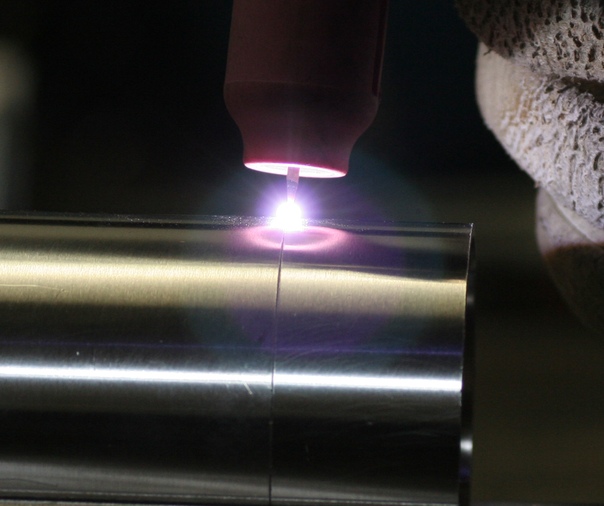
Несмотря на то, что существует ряд переменных, связанных со сваркой алюминия, в этой статье будут рассмотрены, в частности, два: защитный газ и состояние материала.Защитный газ может влиять на ширину валика, а также на глубину проникновения в определенных случаях. Состояние материала влияет на количество этапов подготовки и соединения.
Переосмысление выбора защитного газа
Защитный газ необходим при сварке алюминия. Поставщики газа часто видят, что выбор газа обусловлен простотой использования, потребностями в тепле и стоимостью. Теплопроводность алюминия такова, что более толстые или тяжелые секции требуют большого количества тепла для удовлетворительного соединения металла.
Мы видим, что многие клиенты предпочитают добавлять гелий в свой обычный защитный газ, например, 100% аргон. Добавление гелия заставляет источник питания постоянного тока подавать большее напряжение, что приводит к увеличению тепла. Это работает неплохо, за исключением стоимости защитного газа. Гелий дороже аргона, поэтому значительные добавки, такие как содержание гелия 50% или даже 75%, становятся дорогими.
Гелий дороже аргона, поэтому значительные добавки, такие как содержание гелия 50% или даже 75%, становятся дорогими.
В то время как спрос на гелий, невозобновляемый ресурс, постоянно растет в различных областях применения, доступность этого продукта во всем мире остается крайне ограниченной.Кроме того, поскольку спрос превышает доступное в мире предложение, цены неуклонно растут.
Одним из способов получить преимущества гелия без дополнительных затрат является использование небольших добавок азота в защитный газ аргон. Например, добавление 600 частей на миллион азота к аргону для GMAW дает эффекты, аналогичные добавлению ~ 30% гелия к аргону. Добавление азота к алюминию создает нитриды алюминия, которые обладают высокой эмиссией (потому что поверхность более эффективно излучает тепловую энергию) и могут давать такие же результаты, как и смеси гелия по разумной цене.
Чистота защитного газа является еще одним ключевым фактором, поскольку использование некачественных газов может быстро загрязнить сварной шов. При сварке алюминия очень важно поддерживать высокий стандарт качества. Одним из способов обеспечения качества является соблюдение требований A5.32 Американского сварочного общества (AWS), «Технические условия на сварку защитных газов», или соблюдение требований AWS D1.2, «Нормы строительных правил — алюминий».
При сварке алюминия очень важно поддерживать высокий стандарт качества. Одним из способов обеспечения качества является соблюдение требований A5.32 Американского сварочного общества (AWS), «Технические условия на сварку защитных газов», или соблюдение требований AWS D1.2, «Нормы строительных правил — алюминий».
Для чистого аргона AWS A5.32 требует влажности менее 40 частей на миллион, что следует считать абсолютным максимумом.Для аргона AWS D1.2: 2008 требует общей чистоты 99,997% и предела влажности 10,5 частей на миллион. В версии 2014 года эти значения составляют 99,99% и 40 частей на миллион. Имейте в виду, что это может быть недостаточно чисто. Для достижения наилучших результатов рекомендуется использовать защитный газ с влажностью менее 3 PPM и содержанием O2 5 PPM.
Основные выводы
Следующие рекомендации по использованию защитного газа могут улучшить сварку алюминия:
- Рассмотрите возможность использования азота вместо гелия в смесях защитных газов при сварке алюминия.
- Чистота газа должна соответствовать стандартам AWS; Рекомендуется использовать защитный газ с влажностью менее 3 PPM и содержанием O2 5 PPM.

Контроль материальных условий
Хорошо известная устойчивость алюминия к коррозии обусловлена очень тонким слоем оксида алюминия (Al2O3), который защищает основной металл. Это полезное свойство, но оно связано с некоторыми дополнительными проблемами. Оксидный слой прочный, но, к сожалению, алюминий плавится при температуре ~ 1100 ° F, а оксидный слой — при температуре ~ 3700 ° F.При сварке необходимо удалить как можно больше оксидов, чтобы дуга должным образом доставляла тепло к сварной детали.
Очистку от этого оксида можно выполнить соскабливанием, шлифовкой или щеткой, но необходимо соблюдать осторожность, чтобы не допустить проникновения оксидов глубже в основной металл из-за слишком грубой подготовки поверхности. Кроме того, необходимо тщательно проверить обрезанный алюминий, чтобы убедиться, что кромка не «замазана» следами отложений от инструментов, улавливающих оксидов и других загрязнений на кромке, подлежащей сварке.
Для получения сварных швов наивысшего качества рекомендуется протирать зону сварки одобренным растворителем, удаляющим остатки масла и воды. Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем для неполярных соединений, а также быстросохнущим агентом, способствующим удалению воды.
При сварке алюминия присутствие воды или влаги любого вида, а также углеводородов является серьезной проблемой, поскольку они разлагаются на водород в сварочной дуге. Алюминий подвержен пористости из-за разницы в растворимости водорода в расплавленном и твердом алюминии.
Загрязнение влагой может происходить незаметно. Простое перемещение куска алюминия из прохладного помещения с кондиционером во влажную торговую среду может привести к образованию конденсата на поверхности металла. Хуже того, оксид алюминия легко поглощает влагу, что еще больше затрудняет устранение источника водорода.
Остатки шлифовки углеродистой стали также могут врастать в поверхность, вызывая проблемы при сварке, а также снижая срок службы готового продукта.
Основные выводы
Следующие предложения по контролю материалов могут улучшить сварку алюминия:
- Если для подготовки основного металла используется какой-либо вид механической обработки, удалите остатки смазки.
- Тщательно проверьте срезанный алюминий, чтобы убедиться, что кромка не «размазана», не улавливает оксиды и другие загрязнения на кромке, подлежащей сварке.
- При подготовке к сварке алюминия храните сырье надлежащим образом, предпочтительно в помещении.
Сводка
Хотя существует гораздо больше переменных, влияющих на успешное использование и соединение алюминия, состояние материала и правильный выбор защитного газа являются одними из самых важных. Однако некоторые из наименее очевидных первопричин могут привести к серьезным проблемам при сварке. Тщательная очистка и подготовка основного металла имеют решающее значение для любых работ по сварке алюминия, а разумный выбор защитного газа может сделать процесс намного более надежным, уменьшить пористость и добавить необходимую энергию сварочной дуге.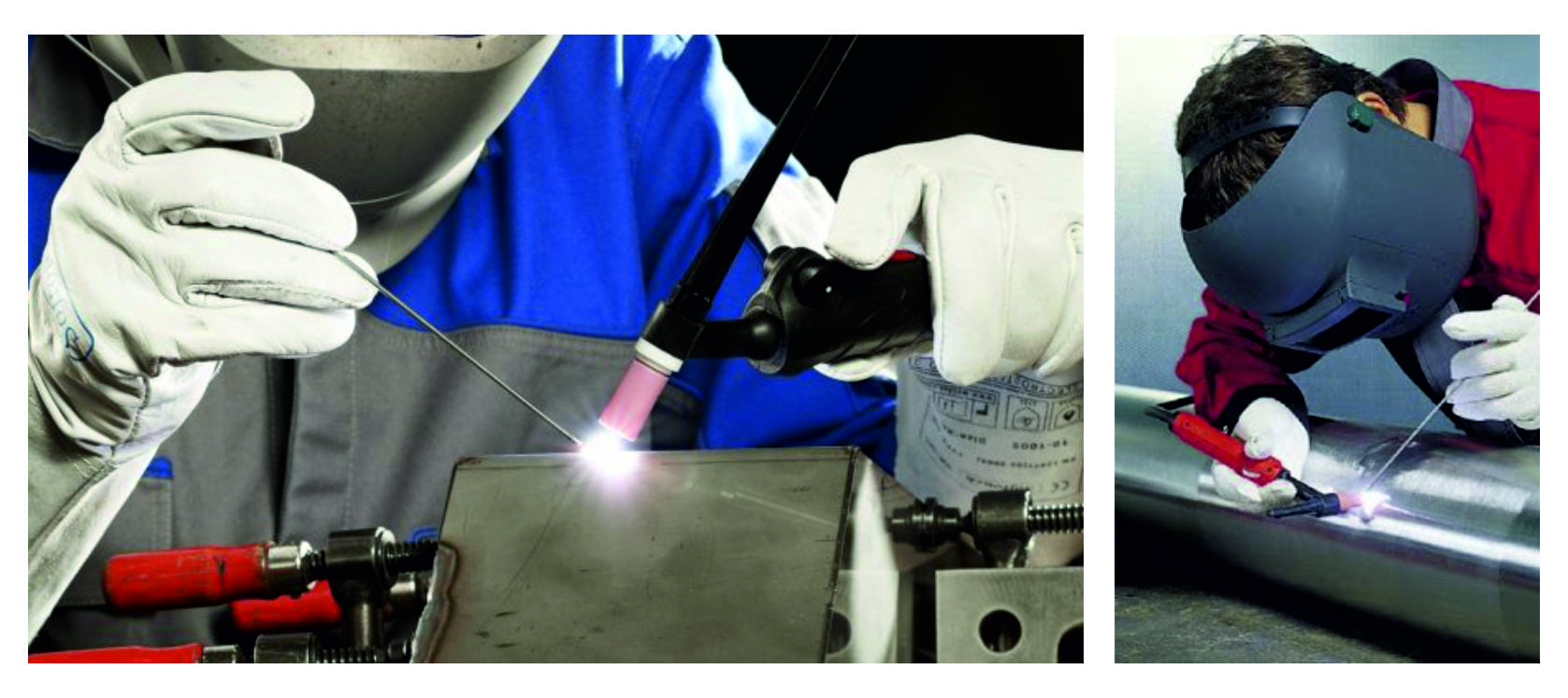
Чистая сварочная проволока 5 кг
Алюминиевая проволока MIG 1050A 0,8 мм — Ультра сварка…
Проволока MIG из чистого алюминия 0,8 мм 5 кг Катушка Чистая алюминиевая проволока MIG со стружкой (не менее 99,5%) Обеспечивает вязкий сварной шов, равный прочности основного металла
Сварка алюминия стержни | BuyWeldingSupplies.uk
Solution Сварочные порошковые стержни, алюминиевый сварочный стержень 1,6 мм x 500 мм, низкотемпературная сварочная проволока из чистого олова, порошковый припой для проволоки, не требующий припоя (20 шт.) Подробнее Amazon FEVERWORK 10 шт. 2.4 мм x 450 мм Алюминиевая низкотемпературная пайка для пайки Алюминиевая сварочная проволока
Сварочная проволока Mig
Алюминиевая проволока 5356 — это универсальный 95% алюминий с 5% магнием для сварки 5-й серии, когда не требуется> 276 МПа. Он подходит для дуговой сварки со струйным переносом, а также для дуговой сварки. Химический состав: Si 4.5-5. 5 — Fe Применения Эта сварочная проволока
5 — Fe Применения Эта сварочная проволока
ALUWELD 4043 1,6 мм 5 кг — Ace Hardware
ALUWELD 4043 — это сварочная проволока на 95% алюминия и 5% кремния. подходит для сварки термически обрабатываемых основных сплавов серии 6ХХХ.Должен использоваться с циркониевым вольфрамовым электродом с чистым аргоном, может использоваться как кислородно-газовая сварка с алюминиевым флюсом. Применение в строительстве и автомобилестроении. Классификация: AWS A5.10 ER4043 Химический состав (%) Si 5% Mg 0,05 Mn 0,05 Al Bal
D-50 Чистый никель rev 05 — Rapid Welding
Эти расходные материалы дают чистый никель с низким содержанием углерода с добавлением титана для очистки и деокисление. Они используются для соединения чистого никеля с самим собой, для создания буферных слоев, а также для облицовки стыковых поверхностей и фланцев.Сплошная проволока также используется для сварки чугуна.
Сварочная проволока MIG / MAG | BOC Gas
Алюминиевая проволока MIG для сварки алюминия чистотой 99,9%. Диаметром 1,2мм От 208,30 $ рулон без вкл. GST доступен для доставки или БЕСПЛАТНОГО получения — Подробнее
Диаметром 1,2мм От 208,30 $ рулон без вкл. GST доступен для доставки или БЕСПЛАТНОГО получения — Подробнее
Вольфрамовый стержень C, с низким содержанием паров
Вольфрамовый стержень Уникальные свойства вольфрама как высокоэффективного материала, включая температуру плавления 3410 C, низкое давление пара при повышенных и низких температурах. коэффициент теплового расширения, делает вольфрамовый стержень ценным в различных высокотемпературных электродах
Вольфрамовые электроды — чистые (EWP) — сварочные аппараты Crossfire
Сварочная проволока ER 70S-6 с медным покрытием (5 кг / 11 фунтов) От $ 19.00 CAD Просмотр 71TGS Самозащитный провод (5 кг / 11 фунтов) от $ 55.25 CAD Просмотр ER5356 Алюминиевая катушка, 1 фунт От $ 8.75 CAD Просмотр Инструменты Инструменты Все автоматическое сварочное оборудование Дымоотводчики
Использование электроэнергии | MIG Welding Forum
2 марта 2009 г. · 1 кубический см равен 3,533 метра проволоки диаметром 0,6 мм. Таким образом, 625 x 3,533 соответствует общей длине провода на катушке 5 кг или 2208 м (2,2 км). При 130 А вы будете использовать около 8 метров проволоки 0,6 мм в минуту или у вас будет 276 минут сварки.
Таким образом, 625 x 3,533 соответствует общей длине провода на катушке 5 кг или 2208 м (2,2 км). При 130 А вы будете использовать около 8 метров проволоки 0,6 мм в минуту или у вас будет 276 минут сварки.
Паяльная проволока SIFMIG 8 MIG 1.2MM — 4KG | TWS Direct…
= + Защитный газ: чистый аргон или 95/5 Сопутствующие товары Отметьте элементы для добавления в корзину или выберите все Алюминиевый провод MIG SIFMIG 4047 1 мм — 6,5 кг £ 85,74 £ 71,45 Добавить в корзину Добавить для сравнения Мягкая сталь Сварочная проволока MIG — 5 кг. 26,40 фунтов стерлингов. Сравнить
ГАЗОВАЯ РЕЗКА И СВАРКА
87 MIG / MAG WIRE XTRAWELD 648 Сварочная проволока из низколегированной стали, содержащая Ni, Mo и V. Проволока покрыта медью, используется для сварки с высокой прочностью на растяжение до 930 МПа. Расход газа 14-16 л / мин. Классификация: AWS A5.28 ER100S-G Химическая промышленность
Ремонт | »Сварка TIG (присадочная проволока)
Сварка — Какую проволоку TIG мне следует использовать? Материал Тип сварочной проволоки 1 Код типа Примечания к составу Сталь A15 ER70-S2 Низкоуглеродистая сталь (с медным покрытием) Не так легко течет. Более пластичный. Предназначен для инертного газа, такого как аргон (используемый с TIG) 2 A18 ER70-S6
Более пластичный. Предназначен для инертного газа, такого как аргон (используемый с TIG) 2 A18 ER70-S6
SIP Autoplus 180ST 180amp Mig Welder Package Deal -…
Сварочная маска SIP Meteor 2300F с автоматическим затемнением SIP Blue Brand 2G Регулятор CO2 / аргона (35 Л / мин) SG2 0.Сварочная проволока из низкоуглеродистой стали 8 мм (5 кг) ТОЛЬКО 599,95 евро с НДС! Сварочный аппарат SIP Autoplus 180ST 180amp mig — это сварочный аппарат двойного назначения, предназначенный для
присадочных металлов — Air Liquide
Специальные газы — Чистые газы Лазерная резка Защитные газы Сварочное газовое оборудование Сварочное оборудование Абразивные материалы Расходные материалы Плазменные резаки Сварочные аппараты и аксессуары Сварочное оборудование для обеспечения безопасности Химические вещества Наполнители Металлы Инструменты и сварочные принадлежности
Китай Ni95Al5 Проволока для напыления NiAl95 / 5 Сварочная проволока -…
Китай Ni95Al5 Проволока для напыления Сварочная проволока NiAl95 / 5, Подробная информация о китайской проволоке для термического напыления, проволоке Ni95Al5 от Ni95Al5 Проволока для напыления Сварочная проволока NiAl95 / 5 — Шанхай Tankii Alloy Material Co. , Ltd. Для поиска покупателя Каталог продукции и поставщиков
, Ltd. Для поиска покупателя Каталог продукции и поставщиков
Сварочные проволоки / стержни / порошки на основе никеля и кобальта -…
Китай Сварочные проволоки / стержни / порошки на основе никеля и кобальта, а также проволока из никель-хром-молибденового сплава Ernicrmo-10, Aws 5.14 Сварочная проволока на никелевой основе MIG Erni-1, предоставленная китайским производителем — Wisdom Import & Export (Shanghai) Co., Ltd., стр. 2.
Продукты | Наш полный ассортимент | Adams Gas
Мы храним широкий ассортимент продукции и обычно можем заказать все, что вам нужно.Нажмите на группу на этой странице, чтобы просмотреть все продукты в этой стране. Сварочный газ TIG Adams Gas — гордые поставщики газа для сварки TIG, пива и погребов, а также домашнего бруса
Алюминиевая проволока MIG 0,5 кг — Bridgwater Welding Supplies
4043 Катушки с алюминиевой проволокой MIG. Вес: 0,5 кг. Толщина проволоки: 1,0 мм или 1,2 мм (пожалуйста, выберите) Тип тока: постоянный ток + Защитный газ: чистый аргон Основные характеристики: 5% кремний-алюминиевая проволока для сварки общего назначения. Стандарт: ER4043AWS A5.10 Will
Стандарт: ER4043AWS A5.10 Will
Оптовый дистрибьютор проволоки и флюса для сварки Co2 Mig…
A.S. Trading Company — оптовый дистрибьютор проволоки для сварки Co2 Mig, порошковой сварочной проволоки Fcaw & E 7018 Сварочные электроды из Аурангабада, Махараштра, Индия. Ltd
Химический состав чистого аргона Информация о продукте Одобрения на трубки 2,5 кг по запросу Одобрения производителя 4043 АЛЮМИНИЕВЫЙ ПРОВОД TIG № детали Диаметр 7050 1,6 мм 7051 2,4 мм 7052 3,2 мм 6 Стандарты положений при сварке алюминием TIG AWS: A5
Алюминий 4043 Mig Wire 0 5 кг — migtigarc
Алюминий 4043 Mig Wire 0.5 кг 6,45 фунтов стерлингов 7,74 фунтов стерлингов (включая НДС) выберите диаметр 0,8 мм 1,0 мм 1,2 мм Добавить в список желаемых деталей Алюминий 4043 Mig Wire, содержащий 5% кремния для сварки дюралюминия, литых и деформируемых сплавов
Медь, серебро, алюминий, Пруток для пайки, сварка…
2. Вес: 0,5 кг, 2 кг, 7 кг. 9 кг 500-1000 кг на поддон 3. Состояние упаковки: бухта, прямая проволока, бухта 4. Срок изготовления: две недели после сдачи на хранение 5. В зависимости от требований заказчика, это…
Состояние упаковки: бухта, прямая проволока, бухта 4. Срок изготовления: две недели после сдачи на хранение 5. В зависимости от требований заказчика, это…
Сварочные аппараты | TIG — Чистый алюминий TIG Filler 1080…
Masterweld 1080 TIG Сварочная проволока — это 99.Проволока TIG из алюминия с чистотой 8% для сварки соответствующих материалов. В настоящее время мы предлагаем этот материал стандартных размеров (1,6 мм, 2,4 мм и 3,2 мм), однако другие размеры доступны по запросу. ** Требуется техническая поддержка
Кабели для длительного пользования | Compra online en eBay
3 x 0,5 кг SIF-MIG 1050A G1B Катушки с проволокой для сварки чистого алюминия Подача TIG 1,5 кг 26,69 евро + 55,61 евро на условиях Hacer oferta — 3 x 0,5 кг SIF-MIG 1050A G1B для сварки чистого алюминия Катушки с проволокой Подача TIG 1,5 кг USED 3M Long 3P 32a 5-жильный кабель HO7
UNIMIG TI316L-1.6 1,6 мм, 5 кг, нержавеющая сталь 316L, присадочный стержень для TIG
UNIMIG TI316L-1. 6 1,6 мм, 5 кг, нержавеющая сталь 316L, присадочный стержень для сварки TIG из аустенитной нержавеющей стали для сварки TIG нестабильных или стабилизированных коррозионно-стойких сталей Cr-Ni-Mo. Устойчив к межкристаллитной коррозии до 400˚C. Присадочная проволока также подходит для сварки алюминия
6 1,6 мм, 5 кг, нержавеющая сталь 316L, присадочный стержень для сварки TIG из аустенитной нержавеющей стали для сварки TIG нестабильных или стабилизированных коррозионно-стойких сталей Cr-Ni-Mo. Устойчив к межкристаллитной коррозии до 400˚C. Присадочная проволока также подходит для сварки алюминия
5356 для сварки алюминия…
ER1070 Чистая алюминиевая проволока Для сварки MIG и TIG чистой алюминиевой сварочной проволоки. Такая сварочная проволока в аноде после обработки имеет очень хорошее цветовое соотношение.В основном используется в корабельном спортивном оборудовании, силовом (аргонодуговая сварка).
Купить алюминиевую сварочную проволоку AA5052 по конкурентоспособным ценам…
Купить алюминиевую сварочную проволоку AA5052 по конкурентоспособной цене. Подробные сведения включают размер, вес, модель и ширину алюминиевой сварочной проволоки AA5052 с Конкурентная цена. Сделайте запрос на алюминиевую сварочную проволоку AA5052 по конкурентоспособной цене на OKorder
Welding Supplies Ireland | 4043 Aluminium MIG Welding Wire — 6.
 5KG Welding Supplies Ireland | 4043 Алюминиевая сварочная проволока MIG — 6.5 кг | Купить онлайн
5KG Welding Supplies Ireland | 4043 Алюминиевая сварочная проволока MIG — 6.5 кг | Купить онлайнМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
БЕСПЛАТНАЯ доставка
Для всех заказов на сумму более 150 евро — только материковая часть Ирландии
Не знаю? Позвольте нам помочь вам выбрать
Продукция 1000
Все лучшие сварочные бренды онлайн
ШАГ ОДИН
Добавьте товары в корзину
ВТОРОЙ ШАГ
Касса магазина
ШАГ ТРЕТИЙ
Оплата за 3 платежа
На базе
Крупнейшие однофазные сварочные аппараты MIG в Ирландии
Ассортимент однофазных сварочных аппаратов Oxford для сварки MIG составляет от 180 до 410 А и, без сомнения, является крупнейшим однофазным оборудованием в Ирландии. Узнать больше
Так же низко, как 56,68 € 56,68 €
Основные характеристики
- Прецизионная многослойная намотка для положительной непрерывной подачи
- Подходит для сварки MIG в газовой среде как в полуавтоматических, так и в полностью автоматизированных системах
- Защитный газ: аргон, аргон / гелий
- Температура плавления — 635 ° C
Алюминиевый сплав с 5% кремния, обеспечивающий отличные характеристики текучести и проницаемости.Прецизионная намотка для бесперебойного кормления. Подходит для сварки MIG в газовой среде как в полуавтоматических, так и в полностью автоматизированных системах.
- EN ISO 18273: BS: 2901: S Al 4043A (AlSi5) 4043A (NG21)
- Точка плавления — 635 ° C
- Предел прочности на разрыв 120 Н / мм2
- Твердость 40
Подходит для сварки дюралюминий, литых и деформируемых сплавов 6063 (H9), 6061 (h30) и 6082 (h40), а также других алюминиевых сплавов 4 серии. Полученный сварной шов обесцветится при анодировании. В зависимости от размера и толщины материала может потребоваться предварительный нагрев до 120 ° C. Между проходами рекомендуется чистка проволочной щеткой для удаления отложений поверхностных оксидов. Ток: постоянный ток = + защитный газ: аргон, аргон / гелий Обратите внимание. Перед сваркой убедитесь, что поверхность основного металла очищена и полностью обезжирена. Очистите стыки щеткой из нержавеющей стали.
Полученный сварной шов обесцветится при анодировании. В зависимости от размера и толщины материала может потребоваться предварительный нагрев до 120 ° C. Между проходами рекомендуется чистка проволочной щеткой для удаления отложений поверхностных оксидов. Ток: постоянный ток = + защитный газ: аргон, аргон / гелий Обратите внимание. Перед сваркой убедитесь, что поверхность основного металла очищена и полностью обезжирена. Очистите стыки щеткой из нержавеющей стали.
| Краткое описание | Основные характеристики
|
|---|
Подключитесь к WSD
Оставайтесь на связи с нами и получайте новости о предложениях и событиях
Слава Юртов CopyrightТехнические характеристики аргонной сварочной проволоки
РАСХОДНЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ C ATALOG
РАСХОДНЫЕ СВАРОЧНЫЕ ИЗДЕЛИЯ C ATALOGVolume D ЮРИДИЧЕСКИЙ ОТКАЗ Welding Material Sales, Inc. считает, что информация и данные, содержащиеся в этом журнале, верны. Однако вся техническая информация, данные и приложения представлены в
считает, что информация и данные, содержащиеся в этом журнале, верны. Однако вся техническая информация, данные и приложения представлены в
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 308LT1-1 СВАРОЧНЫЙ ПРОВОД ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
ОПТИМАЛЬНЫЕ ПАРАМЕТРЫ СВАРКИ: Предел текучести (фунт / кв. Дюйм) * Параметры FCAW (обратная положительная полярность по постоянному току при 75) 25 Аргон / CO 2 71 500 Ампер основного металла Вольт Скорость подачи проволоки имп. 28 калибр 65-70 15,5 130 20 калибр 80 17,5 200
Брошюры | Сварочные материалы, машины и износ…
Сварка сплавов Уникальный опыт работы с сплавами основан на более чем 50-летнем опыте исследований и разработок специализированных продуктов и решений.Мы являемся постоянным поставщиком современных сварочных материалов, автоматизированного оборудования для защиты от износа и технических решений против износа.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ANAND ARC
Проволока для сварки TIG Технические данные Описание: ANAND TIG — 2 — это проволока из мягкой стали с тройным раскислением (кремний, марганец, алюминий). Это дает рентгенографические сварные швы с минимальным разбрызгиванием и плавным потоком, стабильную дугу при оптимальных условиях.
Это дает рентгенографические сварные швы с минимальным разбрызгиванием и плавным потоком, стабильную дугу при оптимальных условиях.
02656 | Одноразовый баллон с аргоном для сварочного аппарата SIP MIG Для MIG…
Одноразовый баллон с аргоном для сварочного аппарата SIP MIG Для сварки MIG RS арт.623-186 Mfr. Номер детали 02656 Производитель SIP Технические паспорта сварочного газа аргоном (EN — SDS) Спецификация Законодательство и соответствие Не применимо
Что такое сварка TIG? — Fronius International
Сварка TIG: как это работает При сварке TIG требуемый ток подается через вольфрамовый электрод, который устойчив к температуре и не плавится. Этот электрод излучает дугу, которая нагревает и разжижает материал. Есть форсунка для защитного газа
2.4-миллиметровая проволока для сварки TIG из мягкой стали для всех сварочных аппаратов…
Проволока для сварки TIG из мягкой стали 2,4 мм. Хорошее качество, тройное раскисление, суперсталь A15 Высококачественный сплав для сварки Tig мягких и низкоуглеродистых сталей. Диаметр 2,4 мм x длина 1 м с медным покрытием для защиты от коррозии. Низкоуглеродистая сталь марки A15 с тройным раскислением
Диаметр 2,4 мм x длина 1 м с медным покрытием для защиты от коррозии. Низкоуглеродистая сталь марки A15 с тройным раскислением
Технические характеристики процесса газовой сварки и сопутствующего оборудования
Технические характеристики процесса газовой сварки и сопутствующего оборудования Оглавление Пригодность топливных газов для пламенных процессов Регулятор давления Аргон с расходомером 4250 Компр.воздух (для одного баллона) 5150/5350 Формовочный газ 0 — 3 л / мин 6614/6914 Кислород
Smart Mesh Bar-Bar / MESH WELDING / WIRE & MESH
Машина для сварки сеток для производства арматурной или ограждающей сетки работа с предварительно обрезанными проводами. Диапазон от Ø 3 до Ø 12 мм. Эта установка для сварки сеток идеальна для небольших производителей сетки или в качестве вспомогательной машины для крупных производителей сетки. Обусловлен .
Stargon ™ CS и SS: защитный газ и сварочный газ…
В Praxair мы предлагаем две различные смеси Stargon: Stargon CS и Stargon SS. Смесь Stargon CS представляет собой точную смесь аргона (Ar), диоксида углерода (CO 2) и кислорода (O 2) и является универсальным защитным газом для сварочных аппаратов из углеродистой стали. Смесь Stargon SS представляет собой тщательно контролируемую смесь аргона, диоксида углерода и азота, предназначенную для соединения самых разных нержавеющих сталей.
Смесь Stargon CS представляет собой точную смесь аргона (Ar), диоксида углерода (CO 2) и кислорода (O 2) и является универсальным защитным газом для сварочных аппаратов из углеродистой стали. Смесь Stargon SS представляет собой тщательно контролируемую смесь аргона, диоксида углерода и азота, предназначенную для соединения самых разных нержавеющих сталей.
НАБОР для сварки Газовый баллон со смесью аргона и CO2 Новинка! Полный 8 л…
НАБОР для сварки Газовый баллон со смесью аргона и CO2 Новинка! Full 8L 200 бар + регулятор, провод 5 кг | Firma i Przemysł, Obróbka metali i ślusarstwo, Spawanie i lutowanie | eBay!
Алюминий 4043A Сварочная проволока 0.5кг | ProWeld
Алюминиевый сплав, содержащий 5% кремния, для сварки дюралюминий, литых и деформируемых сплавов. Для использования в общем производстве и строительстве, судостроении, автомобилестроении, ремонте и обслуживании. Стандарты технических данных AWS: A5.10 ER 4043 EN ISO 18273-S
AlcoTec Wire Corporation — наиболее авторитетное имя в области сварки алюминия — СПЛАВ 4043 ДАННЫЕ ПО СВАРКЕ…
СПЛАВ 4043 СПЕЦИФИКАЦИЯ СВАРКИ ТИПОВЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ Сварка присадочной проволокой напылением и металлизация пламенем Проволока ОБЩАЯ ИНФОРМАЦИЯ Торговое обозначение: Almigweld и Altigweld без термической обработки, аналогично AlSi5 (Германия), BS N21
SA- Аргон | Air Liquide в Южной Африке
Смеси чистого газа аргона и CO 2 используются в процессах с защитой дуги для сварки алюминия, нержавеющей стали, бронзы, меди и углеродистой стали. Используемый в качестве защитного газа при дуговой сварке, защите корня и плазменной резке, аргон создает инертную атмосферу для предотвращения окисления или других химических / металлургических изменений, которые могут повредить сварной шов.
Используемый в качестве защитного газа при дуговой сварке, защите корня и плазменной резке, аргон создает инертную атмосферу для предотвращения окисления или других химических / металлургических изменений, которые могут повредить сварной шов.
Поставщики сварочного газа | Поставщики газа для хобби | Аргон…
В Adams Gas хобби-газ, который мы можем поставить, включает кислород, азот, гелий для воздушных шаров, газ для барбекю, газ для террас и смеси CO2 / аргона для сварки MIG и баллоны с чистым аргоном для сварки TIG. Если вам потребуется дополнительная информация о наших поставках баллонов с аргоном, пожалуйста, свяжитесь с командой Adams Gas, которая будет более чем счастлива дать вам совет.
CN201394704Y — Защитный кожух для сварки аргоном…
Защитный кожух для сварки, наполненный аргоном, имеет хороший эффект защиты от наполнения аргоном, значительно увеличивает квалификационную скорость сварки для высоколегированной термостойкой стали и нержавеющей стали (квалифицированный показатель сварка не менее 95 процентов), обеспечивает хорошее формование
BLUESHIELD
Проволока MIG сплошная, тогда как проволока с металлическим сердечником представляет собой трубчатую проволоку или проволоку с мягкой оболочкой. Проволоку с металлическим сердечником может быть труднее пропустить через сварочную горелку, особенно в…
Проволоку с металлическим сердечником может быть труднее пропустить через сварочную горелку, особенно в…
MIG / MAG Welding Guide — index-of.uk
, поможет выбрать лучший процесс сварки для соединяемых материалов. Кроме того, читатель найдет конкретные технические данные, которые помогут установить оптимальную работу этого процесса. Процесс GMAW:
0783647RS | Регулятор газовой сварки для использования с аргоном | …
Купите газовый сварочный регулятор для использования с аргоном 0783647RS или другими сварочными регуляторами в Интернете от RS для доставки на следующий день по вашему заказу плюс отличный сервис и отличный
ТЕХНИЧЕСКИЕ ДАННЫЕ: НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ | AskForney
2018/10/10 · Эта проволока идеально подходит для сварки на открытом воздухе в ветреную погоду и является недорогим сварочным решением.ER308 (DCEP) ~ Эта проволока из нержавеющей стали состоит из 20% хрома и 10% никеля. Некоторые области применения, в которых используется проволока из нержавеющей стали, — это пищевая промышленность и производство напитков, техническое обслуживание и ремонт деталей, на которых не требуется высокий уровень коррозии.
ER505 | DuraMax
Рекомендуемые параметры сварки GTAW «Tig Process» Диаметр проволоки А DCSP Вольт Защитный газ 035 60-90 12-15 Аргон 100% .045 80-110 13-16 Аргон 100% 1/16 90-130 14-16 Аргон 100% 3/32 120-175 15-20 аргон 100%
Газовая аргонная сварочная горелка Mig Китай Производители и…
Найдите производителей и поставщиков газовой аргоновой сварочной горелки Mig из Китая.Мы являемся профессиональным производителем газовой аргоновой сварочной горелки, фабрика и экспортеры специализируются на газовой аргоновой сварочной горелке высокого качества.
Регулятор аргона Аппарат для сварки MIG CO2…
Регулятор аргона Аппарат для сварки TIG MIG Расходомер CO2 от 10 до 60 CFH — Манометр от 0 до 4000 psi Входное соединение CGA580 Газовый сварочный аппарат Сварочный регулятор Более точное измерение газа для системы подачи газа — —
0783647RS | Регулятор газовой сварки для использования с аргоном | …
Регулятор газовой сварки для использования с аргоном RS Арт. 918-6728 Mfr. Номер детали 0783647RS Производитель GCE Лист технических данных
918-6728 Mfr. Номер детали 0783647RS Производитель GCE Лист технических данных
Miller PipePro Auto XCS
ТЕХНИЧЕСКИЙ ПАСПОРТ Miller PipePro® Auto XCS Продукт: XCS Pg. 3/7 Rev. 03 ОШИБКА СВАРКИ: № 2 Сварочные клещи (НЕТ Ошибки справа и слева) оснащены стандартными сварочными горелками и катушкой со сварочной проволокой внешнего стандарта (15 кг). Длина “А
дюралюминиевый стволбочонок алюминий 6063 т6 В Средней Азии
Алюминиевая оконная и дверная система, промышленный алюминий…
Профили алюминиевого радиатора и алюминиевый профиль с пазом т — это виды промышленных алюминиевых профилей, которые мы производили больше всего в последний год. Мы продаем по всему Китаю и даже по всему миру. Наша компания предоставляет 6061, 6063, сплавы и закалку Т5, Т6.
прямоугольный ствол из алюминиевого сплава 6063 t6 В Нигере
15 апреля 2018 г. · Сплав 6063 закаливается обработкой раствором. (522 ° C с последующей закалкой в воде) и термообработкой старением (осаждением). Чаще всего поставляется в выдержанном состоянии T5 или T6. 6063 T5 Алюминий Квадратная труба. 6063 считается «архитектурным» классом в серии 6000 из алюминия . Как и 6061, 6063 обладает хорошими антикоррозионными свойствами, легко анодируется и поддается сварке.
Чаще всего поставляется в выдержанном состоянии T5 или T6. 6063 T5 Алюминий Квадратная труба. 6063 считается «архитектурным» классом в серии 6000 из алюминия . Как и 6061, 6063 обладает хорошими антикоррозионными свойствами, легко анодируется и поддается сварке.
63×68 мм алюминий Изготовление цилиндрических труб из сплава …
Алюминий Квадратная труба — это экструдированный алюминий , который широко используется для всех типов производственных проектов, где легкость и коррозионная стойкость являются первоочередными задачами — рамы, опорные стойки , ворота, ограждения, поручни и др. Алюминий Квадратная труба имеет квадратные углы внутри и снаружи, без сварного шва. Доступно как в 6061-T6, так и в 6063 …
Высокоточный алюминиевый цилиндр различных размеров …
Термин цилиндр также может относиться к до примерно цилиндрических емкостей или бочек из современных материалов, таких как пластик, сталь или алюминий. Бочка также использовалась как стандартный размер меры, относящейся к установленной вместимости или весу данного товара. Например, в Великобритании баррель пива означает количество в 36 британских галлонов (160 л
Бочка также использовалась как стандартный размер меры, относящейся к установленной вместимости или весу данного товара. Например, в Великобритании баррель пива означает количество в 36 британских галлонов (160 л
Изготовление тонких многопоточных спиралей высокой плотности…
20 августа 2012 г. · Конфигурация состоит из 24 входящих осевых канавок, выдавленных в 1-дюймовую. (25,4 мм) алюминиевая труба диаметром 6063-Т6.
Алюминий — Unionpedia, концептуальная карта
Алюминий или алюминий — это химический элемент с символом Al и атомным номером 13. 6164 отношения: A-3 спасательная шлюпка, AB Helicopters A / W 95, A-IX-2, A1 Автомобиль Гран-при, AAC Seastar Sealoon, AAM-A-1 Firebird, AAU CubeSat, Aéro Services Guépard Guêpe, Aéro Services Guépard Super Guépard, Заброшенная шахтная дренажная система, ABCO Industries Lunenburg Shipyard, Abel Axe, Able (ступень ракеты), сверху и снизу …
специальный — ALU
Согласно таможенной статистике, экспорт алюминиевой фольги из Китая вырос в последние годы до 320 000 тонн в 2007 году, что на 78% больше, чем годом ранее. В 2007 году 58,4% китайского экспорта алюминиевой фольги шло в Азию и 21,6% — в Европу. При экспорте алюминиевой фольги налоговая скидка составляет 13%, что побудило некоторых производителей к экспорту.
В 2007 году 58,4% китайского экспорта алюминиевой фольги шло в Азию и 21,6% — в Европу. При экспорте алюминиевой фольги налоговая скидка составляет 13%, что побудило некоторых производителей к экспорту.
(PDF) 2014 Ядерный парадокс Ирана, мирная ядерная …
2014 Ядерный парадокс Ирана, мирная ядерная программа? Стивен Э. Хьюз Старший аналитик Ассоциации геостратегического анализа
Автомобильный амортизатор Жесткий хромированный шток поршня…
Круглый алюминиевый ствол 6063 T6 большого диаметра Центральная Азия.Трубка из алюминиевого сплава 6070 T6, Справочник поставщиков труб из алюминиевого сплава 6070 T6 — Найдите множество поставщиков труб из алюминиевого сплава 6070 T6, производителей, компаний со всего мира в алюминиевых сплавах, алюминиевых трубках, алюминиевых трубах, алюминиевых трубах . Подробнее
Полный текст «Британской энциклопедии Vol-24»
Значок, используемый для представления меню, которое можно переключать, взаимодействуя с этим значком.
Россия | Экономическое развитие | Советский Союз
Д-р Акинер — редактор ежемесячных информационных бюллетеней Central Asia Newsfile и Labyrinth, ежеквартальных выпусков Центральной Азии, которые публикуются Центральноазиатским исследовательским форумом.Дафна Билюри. ВЕРХ. Дафна Билюри — независимый консультант и политический аналитик, специализирующийся на экологических проблемах в Европе и Центральной Азии.
The-Tent-Book-by-E-M-Hatton-1979-Book.pdf | Скиния | …
O Scribd é o maior site social de leitura e publicação do mundo.
Полный текст «Коммерческие отношения Соединенных Штатов …
Монтаньяс-де-ла-Коста-Дорада Колледж Бейсбол Центральный колледж Подготовка к экзамену — Питер Монк — Video Collective2 Top Trader Radio Columbus Cares Аниморфология Долго! Рекомендуемое программное обеспечение Все программы» последняя версия This Just In Old School Emulation MS-DOS Games Historical Software Библиотека классических компьютерных игр.
zoosnet. net
net
Мы хотели бы показать вам здесь описание, но сайт не позволяет нам.
Узнать большеМедь — Unionpedia, концептуальная карта
Медь — химический элемент с символом Cu (от меди) и атомным номером 29. 6067 отношений.
adr 2013 Том I | Опасные грузы | Ратификация
ЕЭК ООН — это форум, на котором страны Западной, Центральной и Восточной Европы, Центральной Азии и Северной Америки собираются вместе, чтобы выработать инструменты своего экономического сотрудничества.Это сотрудничество касается экономики, статистики, окружающей среды,…
Курсы дистанционного обучения и образования взрослых -… · Веб-просмотр
748 38527. 585 39317. 519 43025. 288 43014. 255 37725. 204 39318. 203 38010. 174 41974. 173 43015. 146 27298. 144 35000. 139 36234. 129 32728. 120 40447. 120 36233 …
Палаточная книга Э.М. Хаттона © 1979 (Книга) | Скиния
И алтайские тюрки из южной части Центральной Азии во время жертвенного обряда, который происходит на вырубке леса, воздвигают особую юрту с лиственной верхушкой молодого дерева, выходящего из дымовой дыры. Тоже интересный момент …
Тоже интересный момент …
Справочник по материалам | Поли (метилметакрилат) | Абразивные материалы
, их свойства и применение обеспечивают связь сталь-сталь 3100 фунтов / дюйм 2 (21 МПа) и алюминий – алюминий до 3800 фунтов / дюйм 2 (26 МПа). Некоторые чувствительные к давлению клеи представляют собой смеси фенольной смолы и нитрильного каучука в растворителе, но клейкие ленты изготавливаются из самых разных каучуков или смол.
Import Export Trade Leads — уплотнение насоса — Ближний Восток…
Ближний Восток B2B Directory, Business to Business Marketplace. Познакомьтесь с бизнес-партнерами Gulf и арабскими бизнес-партнерами. Продвигайте свою продукцию на Ближнем Востоке через компании Ближнего Востока. Поставщики, производители, дистрибьюторы Персидского залива. Желтые страницы. Масло. Деловой портал.
Кузница полевой долины: Темы на Science.gov
Алюминиевый сплав является предпочтительным металлическим материалом для изготовления легких деталей в аэрокосмической, автомобильной и оружейной промышленности благодаря его хорошим физическим свойствам, таким как низкая плотность, высокая удельная прочность, и хорошая коррозионная стойкость. … Ограниченное оледенение MIS 2 было предложено также для других частей Центральной Азии, и это контрастирует с …
… Ограниченное оледенение MIS 2 было предложено также для других частей Центральной Азии, и это контрастирует с …
adr 2013 Том I | Опасные грузы | Ратификация
ЕЭК ООН — это форум, на котором страны Западной, Центральной и Восточной Европы, Центральной Азии и Северной Америки собираются вместе, чтобы выработать инструменты своего экономического сотрудничества. Это сотрудничество касается экономики, статистики, окружающей среды,…
Кузница в полевой долине: Темы на Science.gov
Алюминиевый сплав является предпочтительным металлическим материалом для изготовления легких деталей в аэрокосмической, автомобильной и оружейной отраслях из-за его хороших физических свойств , например, низкая плотность, высокая удельная прочность и хорошая коррозионная стойкость…. Ограниченное оледенение MIS 2 также было предложено для других частей Центральной Азии, и это контрастирует с …
Палаточная книга Э. М. Хаттона © 1979 (Книга) | Скиния
Hap Hatton СОДЕРЖАНИЕ Благодарности vii Введение xi Часть 1 Палатка в истории 1 Европа и Азия 3 2 Америка 41 3 Кочевники 61 Библиография 235 Указатель 239 Часть 2 Палатка как искусство 4 Архитектура 113 5 Искусство палатки 138 6 Сцена и экран 151 Часть 3 Палатки для кемперов 7 Справочник потребителя 165 8 Источники 222 ВВЕДЕНИЕ Палатка: универсальная, прочная. ..
..
Материалы Handboook | Поли (метилметакрилат) | Абразивный материал
Алюминиевый сплав серии 4ХХХ характеризуется добавлением кремния: около 12%, например, в алюминиевом сплаве 4032 и 5% в алюминиевом сплаве 4043. Алюминиевый сплав 4032, который также содержит 1% магния и почти столько же меди и никеля поддаются термообработке, обеспечивая предел текучести при растяжении около 46000 фунтов / дюйм2 (315 МПа) в состоянии T6.
Справочник по материалам | Поли (метилметакрилат) | Абразивные материалы
, их свойства и применение обеспечивают связь сталь-сталь 3100 фунтов / дюйм 2 (21 МПа) и алюминий – алюминий до 3800 фунтов / дюйм 2 (26 МПа).Некоторые чувствительные к давлению клеи представляют собой смеси фенольной смолы и нитрильного каучука в растворителе, но клейкие ленты изготавливаются из самых разных каучуков или смол.
Европейское соглашение — процесс TSE
, использующий свой опыт гармонизации для содействия интеграции стран Центральной и Восточной Европы в глобальные рынки. ЕЭК ООН — это форум, на котором страны Западной, Центральной и Восточной Европы, Центральной Азии и Северной Америки — всего 56 стран — собираются вместе, чтобы выработать инструменты своего экономического сотрудничества.
ЕЭК ООН — это форум, на котором страны Западной, Центральной и Восточной Европы, Центральной Азии и Северной Америки — всего 56 стран — собираются вместе, чтобы выработать инструменты своего экономического сотрудничества.
ADR 2017 EN — Studylib
Бесплатные эссе, помощь в выполнении домашних заданий, карточки, исследовательские работы, книжные отчеты, курсовые работы, история, наука, политика
Научная энциклопедия Хатчинсона (Helicon Science …
барракуды (единица измерения) ) барьерный остров барьерный риф Барринджер кратер курган барион барит базальная скорость метаболизма базальт базальтовая мостик базовая база (математика) базовая пара басенджи BASIC базовая основность — кислородный процесс базидиокарп базилик василиск (зоология) окунь (рыба) бассет летучая мышь пакетная обработка Bates, H (enry) W (alter) Тренировка зрения по Бейтсу…
Том I Европейского соглашения, применимый с 1…
Том I Европейского соглашения, применимый с 1 января 2013 г.
Кемперы Sprinter, бывшие в употреблении :: 痞 客 邦
Прокат дешевых автомобилей Итхаки 4083 Апартаменты на Вудли-стрит в Ван Нуис ca 11069 Co2 balsa model 10705 Activity 6 graph Physioex 8.0 физиология скелетных мышц 13977 Sears professional 1 Набор для гонок на 24 слота 13923 Тест на чаи 150 или 170 вопросов 5106 Kisah nyata dari majalah oh mama oh papa 7217 Семинар для читателей в детском саду 2615 Дульная загрузка здания…
Технология ветряных турбин: фундаментальные концепции ветра …
Рисунок 116 повторяет исходный чертеж аппарата Смитона. Вращение опорного рычага ротора (FG) было достигнуто путем загадочной стороны (Z) слева потянув за шнур, который включается ствол на валу (DE). Скорость была отрегулирована так, чтобы опорный рычаг делал один оборот за время, когда маятник (VX) совершал два колебания.
Science.gov
01 мая 2018 г. · Взаимосвязь между напряжением и деформацией арматурных стержней из высокопрочной стали (HSS).Система астрофизических данных НАСА (ADS) Anggraini, Retno; Тавио, Рака, И.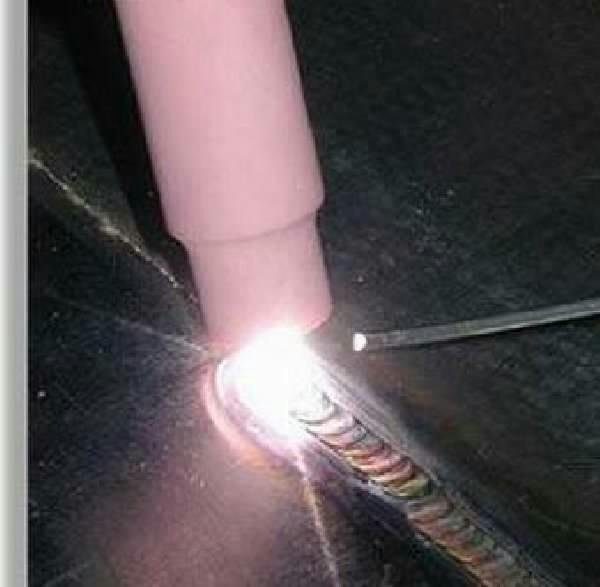 Геде Путу; Агустиар. 2018-05-01. Th
Геде Путу; Агустиар. 2018-05-01. Th
Просмотр по типу — Репозиторий Ubaya
Kusuma, Trio Ramadhani (2019) Analisis Daya Saing Kopi Robusta dan Arabica Indonesia di Pasar Asia Periode 2007-2017. [Бакалаврская диссертация] Борил, Джефри Томи Да Коста (2019) Анализ Кинержа Кеанган Банк Умум Конвенсионал за период Асет Теренда ди Индонезия 2014-2017. [Бакалаврская диссертация]
Истребитель — Википедия, бесплатная энциклопедия
Слово «истребитель» впервые использовалось для описания двухместного самолета с достаточной подъемной силой, чтобы нести пулемет и его оператора, а также пилота.Первые такие «истребители» принадлежали к серии экспериментальных орудийных авианосцев «Gunbus» британской компании Vickers, кульминацией которой стал Vickers F.B.5 Gunbus 1914 года. Основным недостатком этого типа самолетов была недостаточная скорость.
AWS Welding Journal Февраль 2013 г. | Безопасность труда …
Газообразный аргон с расходом 20 л / мин был прикреплен к зоне сварки с таблицей 1 Химические свойства материалов (%) Стандарт C P S Mn DIN-EN 10130 (сталь DC04) 0,08 0,03 0,03 0. 40 Si Fe Cu Mn Mg Cr Ni Zn Ti Ga V AlMgSiCu (6061-T6 0,54 0,21 0,24 0,07 0,98 0,1 0,006 0,1 0,012 0,014 0,014 Алюминий ) Таблица 2 Механические свойства материалов …
40 Si Fe Cu Mn Mg Cr Ni Zn Ti Ga V AlMgSiCu (6061-T6 0,54 0,21 0,24 0,07 0,98 0,1 0,006 0,1 0,012 0,014 0,014 Алюминий ) Таблица 2 Механические свойства материалов …
Xiuang! WWX.Net…
Арденнское шампанское. Корсика. Франш-Конт
 ..]
..]




