Экзотермическая / термитная сварка
Экзотермическая сварка — это сварка деталей расплавненным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термит.
Термит — это порошкообразная смесь, состоящие из двух металлов:
- Окисел второго металла с небольшой теплотой формирования (например, окисел меди или железа).
- Металл, имеющий большую теплоту окисления. Например, алюминий, который обладает очень большой активностью, соединяясь с кислородом — за счёт чего при определенных условиях он легко восстанавливает из окислов другие металлы.
Термиты применяются в вооружении — зажигательных бомбах, в металлургической промышленности — алюминотермия и для сварки металлов.
При экзотермической сварке наиболее часто применяются термиты из пары «железная окалина + алюминий» и из «медный окисел + алюминий». Эти смеси сгорают, давая металлическое железо или медь, во втором случае, и окись алюминия. Реакция сопровождается температурой более чем 3000° С.
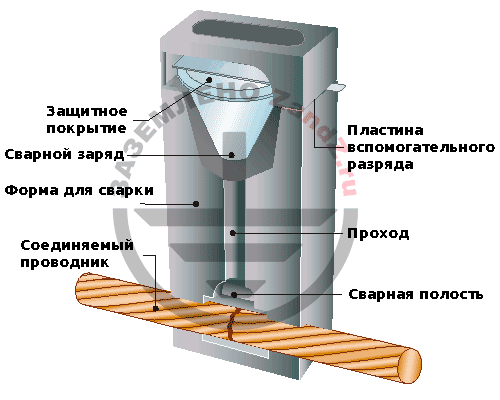
Для проведения операции используется специальная огнеупорная форма — тигель. Порцию термита зажигают в этой форме, после чего он быстро сгорает и тигель заполняется сильно перегретым расплавом.
После небольшой отстойки расплав из-за разного веса компонентов разделяется на два слоя: снизу — жидкий металл (железо или медь), сверху — жидкий шлак, состоящий преимущественно из окиси алюминия.
Отстоявшимся расплавом заливают свариваемые изделия. При этом поверхности изделий разогреваются до сварочного жара (не расплавляя металл) и сплавляются с металлом из расплава.
Экзотермическую сварку используют для сварки железнодорожных рельс, стальных труб, при ремонте стальных, чугунных деталей, для соединения разнообразных изделий (например, заземляющего электрода и медного провода).
Для удобства примениния, созданы различные готовые комплекты, которые включают все необходимое для проведения сварочных работ.
Готовые комплекты
Экзотермическая сварка проводников
Сварка с использованием термита «медный окисел + алюминий» обеспечивает наиболее качественный контакт между двумя проводниками. Это превосходные сварные соединения, которые никогда не ослабнут, не заржавеют и чье сопротивление никогда не повысится.
Такой способ обеспечивает возможность создания связей на молекулярном уровне для разных материалов без каких-либо внешних источников энергии или тепла:
- «медь — медь»
- «медь — оцинкованная сталь»
- «медь — «чёрная» сталь»
- «медь — омеднённая сталь»
- «медь — нержавеющая сталь»
- «медь — бронза»
- «медь — латунь»
- и даже «сталь — сталь»
В тигель — графитовую форму помещаются проводник и термит (заряд). В ходе реакции в результате замещения оксида меди алюминием образуется расплав с очень высокой температурой, состоящий из меди и оксида алюминия.

Zandz, экзотермическая сварка
ZandZ /
Экзотермическая/термитная сварка
Экзотермическая сварка — это сварка деталей расплавленным металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термит.
Термит — это порошкообразная смесь, состоящая из двух металлов:
- Окисел второго металла с небольшой теплотой формирования (например, окисел меди или железа).
- Металл, имеющий большую теплоту окисления. Например, алюминий, который обладает очень большой активностью, соединяясь с кислородом — за счёт чего при определенных условиях он легко восстанавливает из окислов другие металлы.
Термиты применяются в вооружении — зажигательных бомбах, в металлургической промышленности — алюминотермия и для сварки металлов.
При экзотермической сварке наиболее часто применяются термиты из пары «железная окалина + алюминий» и из «медный окисел + алюминий». Эти смеси сгорают, давая металлическое железо или медь, во втором случае, и окись алюминия. Реакция сопровождается температурой более чем 3000° С.
Для проведения операции используется специальная огнеупорная форма — тигель. Порцию термита зажигают в этой форме, после чего он быстро сгорает и тигель заполняется сильно перегретым расплавом.
После небольшой отстойки расплав из-за разного веса компонентов разделяется на два слоя: снизу — жидкий металл (железо или медь), сверху — жидкий шлак, состоящий преимущественно из окиси алюминия.
Отстоявшимся расплавом заливают свариваемые изделия. При этом поверхности изделий разогреваются до сварочного жара (не расплавляя металл) и сплавляются с металлом из расплава.
Экзотермическую сварку используют для сварки железнодорожных рельс, стальных труб, при ремонте стальных, чугунных деталей, для соединения разнообразных изделий (например, заземляющего электрода и медного провода).
Для удобства применения, созданы различные готовые комплекты, которые включают все необходимое для проведения сварочных работ.
Экзотермическая сварка проводников
Сварка с использованием термита «медный окисел + алюминий» обеспечивает наиболее качественный контакт между двумя проводниками. Это превосходные сварные соединения, которые никогда не ослабнут, не заржавеют и чье сопротивление никогда не повысится.
Такой способ обеспечивает возможность создания связей на молекулярном уровне для разных материалов без каких-либо внешних источников энергии или тепла:
- «медь — медь»
- «медь — оцинкованная сталь»
- «медь — «чёрная» сталь»
- «медь — омеднённая сталь»
- «медь — нержавеющая сталь»
- «медь — бронза»
- и даже «сталь — сталь»
В тигель — графитовую форму помещаются проводник и термит (заряд). В ходе реакции в результате замещения оксида меди алюминием образуется расплав с очень высокой температурой, состоящий из меди и оксида алюминия.
Форма для экзотермической сварки
экзотермическая сварка — Exothermic welding
 Термитной сварки был шагом вперед для соединения рельсов
Термитной сварки был шагом вперед для соединения рельсов  Термитный сварной шов в процессе.
Термитный сварной шов в процессе.Экзотермическая сварка , также известная как экзотермическая сварка , термитная сварка ( TW ), и THERMIT сварка , является сварочным процессом , который использует расплавленный металл , чтобы навсегда присоединиться проводниками. Процесс использует в экзотермической реакции в виде термитной композиции для нагрева металла, и не требует внешнего источника тепла или тока. Химическая реакция , которая производит тепло является алюминотермией между алюминиевым порошком и оксидом металла.
обзор
В экзотермической сварки, алюминиевая пыль снижает оксид другого металла , чаще всего оксида железа , потому что алюминий обладает высокой реакционной способностью . Оксид железа (III) , обычно используется:
- F е 2 О 3 + 2 A L ⟶ 2 F е + A L 2 О 3 {\ Displaystyle \ mathrm {Fe_ {2} O_ {3} + 2 \ Ал \ Longrightarrow 2 \ Fe + Al_ {2} O_ {3}}}
Продукты оксид алюминия , свободное элементарное железо , а также большое количество тепла . Реагенты , как правило , порошковые и смешивают со связующим веществом , чтобы держать материал твердого вещества и предотвратить разделение.
Обычно реагирующий композиция пять частей оксид железа красный (ржавчина) порошок и три части алюминиевого порошка по весу, прокаливают при высоких температурах. Сильно экзотермическая (тепловыделяющего) происходит реакция , что с помощью восстановления и окисления производит белую горячую массу расплавленного железа и шлака из тугоплавкого оксида алюминия . Расплавленное железо является фактическим сварочным материалом; оксид алюминия гораздо менее плотный , чем жидкое железо , и поэтому всплывает на поверхность реакции, так что установка для сварки необходимо учитывать , что фактический расплавленный металл находится в нижней части тигля и покрыт плавающим шлак.
Другие оксиды металлов могут быть использованы, такие как оксид хрома, для генерации данного металла в элементарной форме. Медь термит, используя оксид меди, используются для создания электрических соединений:
- 3 С U 2 О + 2 A L ⟶ 6 С U + A L 2 О 3 {\ Displaystyle \ mathrm {3 \ CU_ {2} O + 2Al \ Longrightarrow 6 \ Cu + Al_ {2} O_ {3}}}
Термитной сварки широко используется для сварки железнодорожных рельсов. Одним из первых железных дорог , чтобы оценить использование термитной сварки была Делавер и Хадсон железной дороги в Соединенных Штатах в 1935 году Наплавленного качества химически чистый термит низок из — за проникновения низки тепла в соединительных металлы и очень низкий углерод и сплав содержание в почти чистом расплавленном железе. Для получения звука железнодорожных сварных швов, концов рельсов , являющихся термит сварного предварительно нагревают с факелом в виде оранжевом тепла, чтобы гарантировать , что расплавленная сталь не охлаждаются во время застывания. Поскольку термитной реакции урожайности относительно чистого железа, а не гораздо сильнее стали, некоторые мелкие гранулы или стержни из высокоуглеродистой легирующего металла , включенных в термитной смеси; эти легирующие материалы расплава от теплоты реакции термитной и смешать в металле сварного шва. Состав легирующих шариков будет варьироваться, в зависимости от рельса сплава свариваемых.
Реакция достигает очень высокие температуры, в зависимости от используемого оксида металла. Реагенты обычно поставляются в виде порошков, причем реакция инициируется с помощью искры из кремень зажигалки. Энергия активации этой реакции очень высока , однако, и инициирование требует либо использования «бустер» материал , такого как порошкообразный магний металл или источник очень горячего пламени. Оксид алюминия шлак , который она производит отбрасывается.
При сварке медных проводников, процесс использует полупостоянного графита тигель формы , в котором расплавленная медь, получают по реакции, протекающей через пресс — формы и поверх и вокруг проводников , чтобы быть приваренной, образуя электропроводный сварной шов между ними. Когда медь охлаждается, плесень либо прервана или оставить на месте. В качестве альтернативы, можно использовать ручные графитовые тигли. Преимущества этих тиглей включают портативность, более низкую стоимость (потому что они могут быть повторно использованы), а также гибкость, особенно в полевых условиях.
свойства
Экзотермический сварной шов имеет более высокую механическую прочность, чем другие формы сварного шва, а также превосходную устойчивость к коррозии он также высокой стабильности при воздействии повторных импульсов короткого замыкания, и не страдает от повышенного электрического сопротивления в течение срока службы установки. Тем не менее, этот процесс является дорогостоящим по сравнению с другими процессами сварки, требует поставки сменных пресс-форм, страдает от недостатка воспроизводимостью, и может быть затруднено или влажных условиях плохой погоды (когда выполняется на открытом воздухе).
Приложения
Экзотермическая сварка обычно используется для сварки медных проводников , но подходят для сварки широкого спектра металлов, в том числе из нержавеющей стали , чугуна , общей стали , латуни , бронз , и монеля . Это особенно полезно для соединения разнородных металлов. Процесс продается под разными названиями , такими как APLIWELD (в виде таблеток), American Rail Weld, Harger ULTRASHOT, ERICO CADWELD, Quikweld, Tectoweld, Ultraweld, Techweld, TerraWeld, термосвариванию, Ardo Weld , AmiableWeld, AIWeld, FurseWeld и Kumwell ,
Из-за хорошей электрической проводимости и высокой стабильностью в условиях импульсов короткого замыкания, экзотермические сварные швы являются одним из вариантов , предусмотренных §250.7 Соединенных Штатов National Electrical Code для заземления проводников и связующих перемычек . Это является предпочтительным способом связывания, и это действительно является единственным приемлемым средством связывания меди к оцинкованному кабелю. NEC не требует таких экзотермический сварные соединения должны быть перечислены или маркированы, но некоторые инженерные спецификации требуют , чтобы завершенные экзотермические сварные швов быть обследованы с помощью рентгеновского оборудования.
рельсосварочный
 Трамвайные пути соединяемых
Трамвайные пути соединяемых  Трамвайные пути недавно присоединился
Трамвайные пути недавно присоединилсяистория
Современные термитной сварки рельса была впервые разработана Hans Goldschmidt в середине 1890-х годов в качестве еще одного приложения для термитной реакции , которую он первоначально изучает для использования производства хрома высокой чистоты и марганца. Первая железнодорожная линия была приварена с использованием процесса в Эссене, Германии , в 1899 году, и термитные сварные рельсы получили популярность , поскольку они имели преимущество большей надежности с дополнительным износом помещенного на рельсах новых железнодорожных электрической систем и высокой скорости. Некоторые из самых ранних адептов процесса были городами Дрезден , Лидс и Сингапур . В 1904 году Гольдшмидт основал свою одноименную Гольдшмидту термитной Company (известную под этим именем сегодня) в Нью — Йорке , чтобы привести практику в железные дороги в Северной Америке. В том же году Джордж Э. Pellissier, студент инженерного факультета в Вустер политехнического института , который следит за работой Гольдшмидта, потянулись к новой компании, а также железной дороги Хольок — стрит в штате Массачусетс. Pellissier курировал первую установку трека в Соединенных Штатах , используя этот процесс на 8 августа 1904 года, и продолжал улучшить его в дальнейшем как для железной дороги и компании Гольдшмидта в качестве инженера и прораба, в том числе ранних разработок в непрерывных сварных рельсовых процессах, позволило цельность каждого рельса должны быть соединены , а не пешком и веб — только. Хотя не все железнодорожные сварные швы будут завершены с помощью термитной процесс сегодня, она по- прежнему остается стандартной процедурой во всем мире.
Процесс
Как правило, концы рельсов очищаются, выравниваются плоским и верно, и разнесены на 25 мм (1 дюйм). Этот разрыв между концами рельсами для сварки, чтобы обеспечить стабильные результаты в заливках расплавленной стали в наплавленный пресс-форму. В случае выхода из строя сварки, железнодорожные концы могут быть обрезаны до 75 мм (3 дюйма) зазор, удаление расплавленных и поврежденных концов рельсов, а также новый сварной шов попытался с помощью специального пресса-формы и большего термитного заряда. Два или три куска форма закаленного песка зажата вокруг концов рельсов, и факел подходящей теплоемкости используются для предварительного нагрева концов рельса и внутреннюю частью пресса-формы. Соответствующее количество термита с легирующим металлом помещают в огнеупорном тигле, и когда рельсы достигли достаточной температуры, термит воспламеняется и давал возможности реагировать на завершение (с учетом времени для любого легирующего металла, чтобы полностью расплавить и смешать, получая желаемая расплавленная сталь или сплав). Реакцию тигель затем постучал в нижней части. Современные тигли имеют самонарезающий наперсток в разливочном стакане. Расплавленная сталь течет в пресс-форму, сплавление с концами рельсов и формирование сварного шва. Шлак, будучи легче, чем сталь течет последним из тигля и перетекает пресс-форму в стальном отстойник, следует утилизировать после охлаждения. Вся установка дают остыть. Пресс-формы удаляют, а сварной шов очищается горячим долблениями и измельчение для получения гладкого шва. Типичное время от начала работы до поезда может работать по железной дороге составляет около 45 минут до более чем за час, в зависимости от размера рельса и температуры окружающей среды. В любом случае, рельсы сталь должна быть охлаждена до менее чем 370 ° C (700 ° F), прежде чем он может выдержать вес железнодорожных локомотивов.
Когда процесс термитный используются для рельсовых цепей — склеиваний проводов к рельсам с медным сплавом , А графит используется пресс — форма. Графита плесень многоразовые много раз, потому что медный сплав не так жарко , как стальные сплавы , используемых в железнодорожной сварке. В связи сигнал, объем расплавленной меди весьма мал, примерно 2 см 3 (0,1 у.е. в) и пресс — форма , слегка прижат к стороне рельса, а также проведение сигнального провода на месте. На железнодорожной сварке, заряд сварного шва может весить до 13 кг (29 фунтов). Закаленные песчаные формы являются тяжелой и громоздкой, должно быть надежно закреплены в строго определенном положении , а затем подвергают интенсивную высокую температуре в течение нескольких минут перед обжигом заряда. Когда рельсы сварены в длинные нити, продольное расширение и сжатие стало должно быть принято во внимание. Британская практика иногда использует скользящий сустав какой — то в конце длинных пробегов бесстыкового рельса, чтобы позволить некоторое движение, хотя при использовании тяжелого бетона шпал и дополнительное количество балласта на шпалы заканчивается, трек, который будет предварительно напряжено в соответствии с температурой окружающей среды в момент его установки, будет развиваться сжимающим напряжение в горячей температуре окружающей среды, или растягивающее напряжение в холодной температуре окружающей среды, ее сильная привязанность к тяжелым шпалам предотвращения потери устойчивости или другой деформации. Существующая практика заключается в использовании сварных рельсов во всем на высокоскоростных линиях, и компенсаторы сведены к минимуму, часто только для защиты узлов и переходов от чрезмерного напряжения. Американская практика , как представляется, очень похожи, прямолинейный физическое ограничение рельса. Рельс преднапряженные или считаются «стрессом нейтральным» в какой — то конкретной температуре окружающей среды. Эта «нейтральная» температура будет меняться в зависимости от местных климатических условий, с учетом низкой зимы и теплыми летними температурами. Рельсы физически прикреплены к связи или шпалы с железнодорожными якорями, или анти-лианами. Если балласт хорошо и чисто , и связи находятся в хорошем состоянии, а геометрия дорожки хорошо, то сварные рельсы будут выдерживать окружающие колебания температуры нормальных для региона.
Удаленная сварка
Удаленный экзотермическая сварка представляет собой тип экзотермического процесса сварки для соединения два электрических проводников от расстояния. Процесс уменьшает присущие риски , связанные с экзотермической сваркой и используется в установках, требующие оператора сварки , чтобы навсегда присоединиться к проводникам на безопасном расстоянии от перегретого медного сплава .
Процесс включает в себя либо воспламенитель для использования со стандартными формами графита или расходуемой запечатанным раскрывающейся в наплавленном металле картридже, полупостоянный графитового тигль литейной формы и источник воспламенения , что привязи к картриджу с помощью кабеля , который обеспечивает безопасное дистанционное зажигание.
Смотрите также
Рекомендации
внешняя ссылка
Экзотермическая сварка — это сварка деталей расплавненные металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термит. Термит — это порошкообразная смесь, состоящие из двух металлов:
Термиты применяются в вооружении — для прожигания и зажигания (пример: кумулятивный снаряд), в металлургической промышленности — алюминотермия и для сварки металлов. При экзотермической сварке наиболее часто применяются термиты из пары «железная окалина + алюминий» и из «медный окисел + алюминий». Эти смеси сгорают, давая металлическое железо или медь, во втором случае, и окись алюминия. Реакция сопровождается температурой более чем 3000° С. Для проведения операции используется специальная огнеупорная форма — тигель. Порцию термита зажигают в этой форме, после чего он быстро сгорает и тигель заполняется сильно перегретым расплавом. Экзотермическую сварку используют для сварки железнодорожных рельс, стальных труб, при ремонте стальных, чугунных деталей, для соединения разнообразных изделий (например, заземляющего электрода и медного провода).
Экзотермическая сварка проводниковСварка с использованием термита «медный окисел + алюминий» обеспечивает наиболее качественный контакт между двумя проводниками. Это превосходные сварные соединения, которые никогда не ослабнут, не заржавеют и чье сопротивление никогда не повысится. Такой способ обеспечивает возможность создания связей на молекулярном уровне для разных материалов без каких-либо внешних источников энергии или тепла:
В тигель — графитовую форму помещаются проводник и термит (заряд). В ходе реакции в результате замещения оксида меди алюминием образуется расплав с очень высокой температурой, состоящий из меди и оксида алюминия.
Достоинства экзотермической сварки проводников:
| Использование экзотермической сваркиПорядок проведения соединения двух проводников с помощью экзотермической сварки на примере универсальной сварочной конструкции. 1. Проводники укладываются на асбестовые «подушки».
2. Полученный «сендвич» монтируется на форме. Устанавливается термитный / сварной заряд.
3. Заряд поджигается и соединение готово. Вся процедура занимает не более минуты (две минуты с учетом остывания).
Примеры использованияВозможности экзотермической сварки (некоторые примеры).
|
Экзотермическая сварка • ru.knowledgr.com
Экзотермическая сварка, также известная как экзотермическое соединение, термитная сварка (TW), и термитная сварка, является сварочным процессом для присоединения к материалам, который использует литой металл, чтобы постоянно присоединиться к проводникам. Процесс использует экзотермическую реакцию термитного состава нагреть металл и не требует никакого внешнего источника высокой температуры или тока. Химическая реакция, которая производит высокую температуру, является aluminothermic реакцией между алюминиевым порошком и металлической окисью.
История
Экзотермическая сварка была развита Гансом Голдшмидтом приблизительно в 1895. Первое цветное приложение на экзотермическую сварку было разработано в 1938 доктором Чарльзом Кэдвеллом, преподавателем в Школе Случая прикладной науки теперь Западный резервный университет Кейза, в Кливленде, Огайо. Оригинальное использование процесса должно было сварить связи сигнала к железнодорожным путям.
Метод был запатентован Джоном Х. Деппелером в 1928, работая на Metal and Thermit Corporation. Это — доступный номер 1671412 Соединенных Штатов.
В Соединенных Штатах расследование экзотермической сварки рельса проводилось Комитетом По Сварным Суставам Железной дороги, с целью улучшения и стандартизации сварки рельса. Составленный из участников из американского Бюро Сварки и американской Электрической Ассоциации Железнодорожного машиностроения, этот комитет провел обширное физическое тестирование сварных суставов рельса, а также тестирование различных параметров сварочного процесса.
Обзор
В экзотермической сварке алюминиевая пыль уменьшает окись другого металла, обычно окиси железа, потому что алюминий очень реактивный. Железо (III) окись обычно используется:
:
Продукты — алюминиевая окись, бесплатное элементное железо и большое количество тепла. Реагенты обычно порошкообразные и смешанные с переплетом, чтобы держать материальное тело и предотвратить разделение.
Обычно реагирующий состав — пять окисей железа частей, красных (ржавчина) порошок и три алюминиевых порошка частей в развес, зажженный при высоких температурах. Решительно экзотермическое (производство тепла), реакция происходит, который через сокращение и окисление производит белую горячую массу литого железа и шлака невосприимчивой алюминиевой окиси. Литое железо — фактический сварочный материал; алюминиевая окись намного менее плотная, чем жидкое железо и так плавания к вершине реакции, таким образом, установка для сварки должна принять во внимание, что фактический литой металл у основания сурового испытания и покрыт, пуская в ход шлак.
Другие металлические окиси могут использоваться, такие как окись хрома, чтобы произвести данный металл в его элементной форме. Медный термит, используя медную окись, используется для создания электрических суставов в процессе, названном cadwelding:
:
Термитная сварка широко используется, чтобы сварить железнодорожные рельсы. Одной из первых железных дорог, которые оценят использование термитной сварки, был Делавэр Гудзон в 1935, качество сварки химически чистого термита происходит низко из-за проникновения низкой температуры в присоединяющиеся металлы и очень низкоуглеродистое и содержание сплава в почти чистом литом железе. Чтобы получить звуковые сварки железной дороги, концы рельсов, являющихся сваренным термитом, предварительно подогреваются с факелом к оранжевой высокой температуре, чтобы гарантировать, что расплавленная сталь не охлаждена во время потока. Поскольку термитная реакция приводит к относительно чистому железу, не, намного более прочная сталь, некоторые маленькие окатыши или пруты высокоуглеродистого металла получения сплава включены в термитное соединение; эти материалы получения сплава тают от высокой температуры термитной реакции и соединения в металл сварки. Состав бусинок получения сплава изменится, согласно свариваемому сплаву рельса.
Реакция достигает очень высоких температур, в зависимости от металлической используемой окиси. Реагенты обычно поставляются в форме порошков с реакцией, вызванной, используя искру от кремня легче. Энергия активации для этой реакции очень высока, однако, и инициирование требует или использования материала «ракеты-носителя», такого как порошкообразный металл магния или очень горячего источника пламени. От алюминиевого шлака окиси, который это производит, отказываются.
Когда сварочные медные проводники, процесс использует полупостоянную форму сурового испытания графита, в которой литая медь, произведенная реакцией, течет через форму и и вокруг проводников, чтобы быть сваренной, формируя электрически проводящую сварку между ними. Когда медь охлаждается, форма или прервана или оставлена в месте. Альтернативно, переносные суровые испытания графита могут использоваться. Преимущества этих суровых испытаний включают мобильность, более низкая цена (потому что они могут быть снова использованы), и гибкость, особенно в полевых заявлениях.
Свойства
Уэкзотермической сварки есть более высокая механическая сила, чем другие формы сварки, и превосходная устойчивость к коррозии Это также очень стабильно, когда подвергающийся повторному пульсу короткого замыкания, и не страдает от увеличенного электрического сопротивления по целой жизни установки. Однако процесс дорогостоящий относительно других сварочных процессов, требует поставки заменимых форм, страдает от отсутствия воспроизводимости и может препятствоваться влажными условиями или плохой погодой (когда выполнено на открытом воздухе).
Заявления
Экзотермическая сварка обычно используется для сварочных медных проводников, но подходит для сварки широкого диапазона металлов, включая нержавеющую сталь, чугун, общую сталь, медь, бронзу и Monel. Это особенно полезно для присоединения к несходным металлам. Процесс продан под множеством имен, таких как ERICO CADWELD, ERICO CADWELD Плюс, Thermexweld, Quikweld, Tectoweld, Ультрасварка, Techweld, TerraWeld, Thermoweld, Ardo Weld и Kumwell.
Из-за хорошей электрической проводимости и высокой стабильности перед лицом пульса короткого замыкания, экзотермические сварки — один из вариантов, определенных §250.7 Национального Электрического Кодекса Соединенных Штатов для основания проводников и перемычек. Это — предпочтительный метод соединения, и действительно это — единственные приемлемые средства соединения меди к гальванизированному кабелю. NEC не требует, чтобы такие экзотермическим образом сварные связи были перечислены или маркированы, но некоторые технические технические требования требуют, чтобы закончил экзотермические сварки быть исследованным, используя оборудование рентгена.
Процесс
Как правило, концы рельсов убраны, выровняли плоский и верный, и сделали интервалы обособленно. Этот промежуток между концами рельса для сварки должен гарантировать последовательные результаты в заливке расплавленной стали в форму сварки. В случае сварочной неудачи концы рельса могут быть подрезаны к промежутку, удалив расплавленные и поврежденные концы рельса и новую сварку, предпринятую со специальной формой и большим термитным обвинением. Две или три части укрепились, форма песка зажата вокруг концов рельса, и факел подходящей теплоемкости используется, чтобы предварительно подогреть концы рельса и интерьер формы. Надлежащее количество термита с получением сплава металла помещено в невосприимчивое суровое испытание, и когда рельсы достигли достаточной температуры, термит зажжен и позволен реагировать на завершение (позволяющий время для любого металла получения сплава полностью таять и смешаться, приведя к желаемой расплавленной стали или сплаву). Суровое испытание реакции тогда выявляется в основании. У современных суровых испытаний есть наперсток самоукола в проливном носике. Расплавленная сталь течет в форму, соединяющуюся с концами рельса и формирующую сварку. Шлак, будучи легче, чем сталь течет в последний раз от сурового испытания и переполнения форма в стальной отстойник, чтобы быть избавленным после охлаждения. Всей установке позволяют охладиться. Форма удалена, и сварка убрана горячей чеканкой и размолом, чтобы произвести гладкий сустав. Типичное время с начала работы, пока поезд не может переехать рельс, составляет приблизительно 45 минут к больше чем часу, в зависимости от размера рельса и температуры окружающей среды. В любом случае сталь рельса должна быть охлаждена к меньше, чем, прежде чем она сможет выдержать вес локомотивов рельса.
Когда термитный процесс используется для схем следа – соединение проводов к рельсам с медным сплавом, форма графита используется. Много раз форма графита повторно используема, потому что медный сплав не столь горячий, как стальные сплавы использовали в сварке рельса. В соединении сигнала объем литой меди довольно маленький, приблизительно и форма слегка зажата стороне рельса, также держа провод сигнала в месте. В сварке рельса обвинение в сварке может весить до. Укрепленная форма песка тяжелая и большая, должна быть надежно зажата в очень определенном положении и затем подвергнута сильной жаре в течение нескольких минут прежде, чем запустить обвинение.
Когда рельс сварен в длинные последовательности, продольное расширение и сокращение стали должны быть приняты во внимание. Британская практика иногда использует скользящий сустав некоторого вида в конце длительных периодов непрерывно сварного рельса, чтобы позволить некоторое движение, хотя при помощи тяжелого конкретного спящего и дополнительной суммы балласта в концах спящего, след, который будет предварительно подчеркнут согласно температуре окружающей среды во время ее установки, заболеет сжимающим напряжением при горячей температуре окружающей среды или растяжимым напряжением при холодной температуре окружающей среды, ее сильном приложении к тяжелым спящим, предотвращающим деформацию или другую деформацию. Существующая практика должна использовать сваренные рельсы повсюду на скоростных линиях, и суставы расширения сведены к минимуму, часто только, чтобы защитить соединения и перекрестки от чрезмерного напряжения. Американская практика, кажется, очень подобна, прямая физическая сдержанность рельса. Рельс предварительно подчеркивают или считают «напряжением, нейтральным» в некоторой особой температуре окружающей среды. Эта «нейтральная» температура изменится согласно местным условиям климата, принимая во внимание самые низкие зимние и самые теплые летние температуры. Рельс физически обеспечен к связям или спящим с якорями рельса или противоугонам. Если балласт следа будет хорошим и чистым, и связи в хорошем состоянии, и геометрия следа хороша, то сварной рельс будет противостоять колебанию температуры окружающей среды, нормальному в область.
Удаленная сварка
Удаленная экзотермическая сварка — тип экзотермического сварочного процесса для присоединения к двум электрическим проводникам издалека. Процесс снижает врожденный риск, связанный с экзотермической сваркой, и используется в установках, которые требуют, чтобы сварочный оператор постоянно присоединился к проводникам от безопасного расстояния перегретого медного сплава.
Процесс включает или воспламенитель для использования со стандартными формами графита или потребляемое запечатанное понижение патрона металла сварки, полупостоянной формы сурового испытания графита и источника воспламенения, который ограничивает патроном с кабелем, который обеспечивает безопасное отдаленное воспламенение.
См. также
- Длины Железной дороги
Экзотермическая сварка — это сварка деталей расплавненные металлом, образованным в ходе химической реакции, сопровождающейся высокой температурой (большим количеством тепла). Основным компонентом этого вида сварки является термит. Термит — это порошкообразная смесь, состоящие из двух металлов:
Термиты применяются в вооружении — для прожигания и зажигания (пример: кумулятивный снаряд), в металлургической промышленности — алюминотермия и для сварки металлов. При экзотермической сварке наиболее часто применяются термиты из пары «железная окалина + алюминий» и из «медный окисел + алюминий». Эти смеси сгорают, давая металлическое железо или медь, во втором случае, и окись алюминия. Реакция сопровождается температурой более чем 3000° С. Для проведения операции используется специальная огнеупорная форма — тигель. Порцию термита зажигают в этой форме, после чего он быстро сгорает и тигель заполняется сильно перегретым расплавом. Экзотермическую сварку используют для сварки железнодорожных рельс, стальных труб, при ремонте стальных, чугунных деталей, для соединения разнообразных изделий (например, заземляющего электрода и медного провода).
Экзотермическая сварка проводниковСварка с использованием термита «медный окисел + алюминий» обеспечивает наиболее качественный контакт между двумя проводниками. Это превосходные сварные соединения, которые никогда не ослабнут, не заржавеют и чье сопротивление никогда не повысится. Такой способ обеспечивает возможность создания связей на молекулярном уровне для разных материалов без каких-либо внешних источников энергии или тепла:
В тигель — графитовую форму помещаются проводник и термит (заряд). В ходе реакции в результате замещения оксида меди алюминием образуется расплав с очень высокой температурой, состоящий из меди и оксида алюминия.
Достоинства экзотермической сварки проводников:
| Использование экзотермической сваркиПорядок проведения соединения двух проводников с помощью экзотермической сварки на примере универсальной сварочной конструкции. 1. Проводники укладываются на асбестовые «подушки».
2. Полученный «сендвич» монтируется на форме. Устанавливается термитный / сварной заряд.
3. Заряд поджигается и соединение готово. Вся процедура занимает не более минуты (две минуты с учетом остывания).
Примеры использованияВозможности экзотермической сварки (некоторые примеры).
|
√Завод «FURSE» бренда earth rod принадлежит английской компании ABC.
√ Японский земли винтовой редуктор, солевые в Японии является NO.1
& Radic; один из старейших производителей в Китае 12 лет.
& Radic; Одобренный UL (американский стандарт)
& Radic; Одобрено CE (европейский стандарт)
√Одобрено ISO
& Radic; тестовый отчет CEPRI (самый высокий институт в Пекине, Китай)
Сварочные формы
& Radic; реальная конкуренция ядра изготовления и ценовое преимущество!
√Небольшой заказ и бесплатный образец принимаются!
√Paypal и оплата принимается!
√7*24 команда после продажи!
√Обычный контракт Stardard должен быть действителен!
√Соглашение о возврате денег, соглашение о качестве, соглашение о конфиденциальности принимается!
производителей экзотермической сварки AuraWeld®
Преимущество экзотермической сварки
Есть много преимуществ использования экзотермической сварки. Наиболее важным является то, что пласт производит молекулярное соединение, а не просто механическое соединение между проводниками. Он состоит из исходного реагента, который дает достаточно энергии, чтобы вызвать реакцию сварки. Это происходит быстро и безопасно внутри графитовой формы. Пресс-форма разработана специально для определенного соединения в зависимости от свариваемых элементов и требуемого типа соединения.Мы гарантируем все типы соединений, не только для соединения медных кабелей, но и для сварки лент, металлических деталей из латуни, нержавеющей стали, стальных заземляющих стержней, покрытых медью и т. Д. Это особенно полезно для соединения разнородных металлов.
Преимущества и недостатки экзотермической сварки:
По сравнению с некоторыми другими формами сварки экзотермические связи имеют большую механическую прочность. Сварной шов может быть устойчивым к коррозии. Вы просто не заметите увеличения электрического избыточного веса, несмотря на повторяющиеся небольшие импульсы сигнала; Ваш сварной шов очень твердый.Однако процедура обходится дороже. Задача требует сменных форм, не легко повторяется. Экзотермическая сварка также может быть сделана далеко от других. Это уменьшает опасности для сотрудников. Воспламенитель используется с широко распространенными графитовыми формами или приемлемым выпадением в сварном металлическом картридже с чернилами, полупостоянным графитовым тигельным узлом и компанией по зажиганию, которая соединяет ваш контейнер шнуром. Экзотермический сварной шов обычно используется для сварки медных проводников, но подходит для сварки широкого спектра металлов, включая нержавеющую сталь, чугун, обычную сталь, латунь, бронзу и монель.Это особенно полезно для соединения разнородных металлов. Экзотермический сварной шов имеет более высокую механическую прочность, чем другие формы сварного шва, и отличную коррозионную стойкость. Он также очень стабилен при воздействии повторяющихся импульсов короткого замыкания и не подвержен повышенному электрическому сопротивлению в течение срока службы установки. Однако этот процесс является дорогостоящим по сравнению с другими процессами сварки, требует поставки сменных форм, страдает от недостаточной повторяемости и может быть затруднен из-за влажных условий или плохой погоды.
Техника соединения экзотермической сварки
Другими словами, экзотермический сварной шов — это метод соединения, используемый для создания постоянного соединения между двумя металлическими компонентами. Он включает химическую реакцию, которая генерирует тепло, известную как экзотермическая реакция. Этот процесс особенно известен долговечностью образующейся связи и сохранением хорошей электрической проводимости между соединенными компонентами. Создание связи экзотермическим сварным швом обычно включает тепло, создаваемое химической реакцией между некоторым типом оксида тяжелого металла и восстановителем.Например, оксид железа является обычно используемым оксидом металла, а алюминий является обычным восстановителем. Эти реагенты очень быстро выделяют тепло при воспламенении, благодаря чему достигаются высокие температуры, необходимые для сварки. Такой нагрев обычно начинается после того, как соединяемые части соединяются вместе в форме, которая содержит материалы и реакцию, когда она происходит. По этой реакции получают присадочный металл в жидкой форме и смешивают с расплавленным металлом из соединяемых частей, образуя соединение, сформированное формой.Формы, используемые в экзотермическом сварном шве, могут быть изготовлены из графита, керамики или других соответствующих материалов.
экзотермические сварочные соединения
Экзотермическая сварка соединяет кабели, заземляющие стержни, клеммы и конструкции; получающаяся молекулярная связь производит постоянное соединение, которое не ослабит или разъедает в течение срока службы установки. Вы должны использовать экзотермически сваренные соединения, когда: вам требуются долговечные / постоянные соединения; вы ожидаете сильных текущих ошибок; или существуют коррозийные условия.Оборудование, необходимое для экзотермических соединений, легкое, портативное и не требует внешнего питания. Получающаяся связь — постоянное соединение металлических частей, которые формируют электропроводящий путь. Это обеспечит электрическую непрерывность и способность безопасно проводить любой потенциальный ток.
Эти постоянные
.Добро пожаловать в компанию Amiable Impex, AURA WELD BRAND.
Ведущий производитель, поставщик и экспортер экзотермической сварочной формы и экзотермического сварочного порошка в Индии.
Amiable Impex была первой компанией в Индии, которая производит и поставляет экзотермический сварочный порошок и аксессуары. Сварка экзотермических электрических соединений от нас никогда не ослабнет, не вызовет коррозии и не увеличит сопротивление.Мы являемся одним из крупнейших экспортеров экзотермического сварочного порошка в Индии. Благодаря нашему высочайшему и высочайшему качеству, мы можем продавать нашу продукцию электрощитам через подрядчиков, подрядчиков железных дорог, железнодорожных станций метро, телекоммуникаций, заземления и монтажа молний, а также поставщикам электрооборудования и т. Д.
Экзотермическая сварка — это простой, эффективный, высококачественный метод соединения металлов. Экзотермическая сварка с помощью алюминотермической реакции, создаваемой высокой температурой для получения полностью расплавленного металла, для достижения эффекта высококачественной сварки.Эту реакцию проводят в графитовой форме с высокой термостойкостью, процесс экзотермической реакции занимает всего несколько секунд.
«Экзотермическая сварка работает, когда другие не будут!»
экзотермический сварочный порошок -AURAWELD® Мумбаи — Индия
Что такое экзотермическая сварка?
Экзотермический сварной шов является очень эффективным и экономичным методом изготовления большого или малого количества высококачественных электрических соединений.Экзотермический сварной шов представляет собой простую автономную систему, которая использует высокотемпературную реакцию порошкообразного оксида меди и алюминия в форме для формирования постоянных электрических соединений.
Экзотермическая сварочная система не требует внешнего источника питания или тепла, создает высококачественные электрические соединения, полностью переносима, ее можно безопасно использовать с минимальными затратами, она рентабельна и может использоваться для более чем 45 стандартных конфигураций соединений. экзотермические сварные соединения имеют ряд преимуществ в том, что они устойчивы к многократным повреждениям, обладают высокой электропроводностью, не разрыхляются и имеют отличную коррозионную стойкость благодаря очень высокой температуре
Просмотр субпродуктов

— это простой, экономичный метод создания постоянных, очень качественных электрических заземляющих соединений — в процессе экзотермической сварки используется высокотемпературная реакция оксида меди и алюминия в полупостоянной графитовой форме, в основном для формирования электрических соединений. между медью и медью или медью и сталью.
Экзотермическая сварка не требует внешнего источника энергии или тепла — система также легкая и портативная, идеально подходит для использования в полевых условиях. Изготовление экзотермического сварного соединения — это простая процедура, которая требует пресс-формы, сварочного порошка, зажима ручки и экзотермического сварочного инструмента.
Соединенияустойчивы к повторяющимся токам короткого замыкания, обладают высокой проводимостью, постоянны и демонстрируют превосходную коррозионную стойкость — большинство экзотермических соединений имеют площадь поперечного сечения заземляющих проводников, по крайней мере, в два раза больше.
на фото: неизолированная медь может быть непосредственно прикреплена к арматуре с помощью арматурных зажимов для бетонной оболочки — здесь для этой цели использовалась экзотермическая сварочная система. Бетон, который будет окружать арматуру, будет действовать как буфер, помогая предотвратить гальваническое воздействие на почву.
- «Стальная арматура, встроенная в бетон, имеет примерно такой же потенциал, что и медь, поэтому не подвержена коррозии» — IEEE Std. 142-1991 (рекомендуемая практика IEEE для заземления промышленных и коммерческих энергосистем)

Как сделать экзотермическое сварочное соединение
Экзотермическая сварка Cu-N-образное соединение — это простая процедура, которая требует пресс-формы, сварочного порошка, зажима ручки и различных инструментов и чистящих принадлежностей, как описано ниже.
- Поместите очищенные проводники в экзотермическую форму после того, как убедитесь в том, что форма сухая, путем предварительного нагрева или изготовления испытательного шва
- Зафиксируйте форму с помощью зажима ручки и поместите металлический удерживающий диск в нижней части тигля для экзотермической сварки
- Залейте сварочный порошок в форму и поместите небольшое количество сварочного порошка на край формы для легкого воспламенения.
- Надежно закрыть крышку пресс-формы
- Зажигать исходный порошок с помощью кремневого пистолета
- Происходит экзотермическая реакция сварки — подождите несколько секунд, чтобы дать затвердеть, прежде чем открывать форму
- Снимите сварной шов и тщательно очистите форму перед следующим соединением
В приведенной ниже таблице продуктов приведен обзор компонентов экзотермической сварки, которые обеспечивают соединение и соединение следующих компонентов:

Экзотермический сварочный пруток к пруту

Экзотермический сварочный пруток к заземлителю

экзотермический сварочный пруток к стальной поверхности

Экзотермический сварочный кабель к стержню

экзотермический сварочный кабель к кабелю

Экзотермический сварочный кабель к заземлителю

Экзотермический сварочный кабель к арматуре
Если показанные соединения не соответствуют вашим требованиям, пожалуйста, свяжитесь с Thorne & Derrick.Для изготовления заземления могут быть изготовлены специальные экзотермические сварочные формы, изготовленные на заказ.
экзотермические сварочные порошки
AN Wallis Cu-nnect экзотермические сварочные порошки представляют собой высококачественную смесь оксида меди и алюминия — исходный порошок уплотняется в нижней части каждого картриджа с металлом сварного шва сверху, исходный порошок высвобождается при крепком постукивании по основанию картриджа.

Экзотермические сварочные порошки
экзотермический сварочный инструмент
| AN Wallis Part Ref | Описание |
| TCB 001 | Щетка для чистки ленты |
| CCB 001 | Щетка для чистки кабеля |
| MCB 001 | Щетка для очистки пресс-форм |
| MCS 001 | Скребок для чистки пресс-форм |
| фв. 001 | кремневое ружье |
| FLT 001 | Запасные кремни |
| DSC 001 | Контейнер для дисков |
| DXS 001 | Герметизирующее соединение Duxseal (1 фунт) |
| ПАК 001 | Керамическая упаковка |
| BTT 001 | Бутановая горелка |
| TBX 001 | Комплект инструментов для сварки |
| CTK 001 | Cu-nnect Toolkit для штекерных соединений. Содержит: Щетка для очистки ленты (TCB 001) Щетка для очистки формы (MCB 001) Скребок для очистки формы (MCS 001) Пистолет для кремня (FGN 001) |
| CTK 002 | Cu-nnect Toolkit для кабельных соединений. Содержит следующее: Щетка для очистки ленты (TCB 001) Щетка для очистки кабеля (CCB 001) Щетка для очистки формы (MCB 001) Скребок для очистки формы (MCS 001) Пистолет для кремня (FGN 001) |
Зажимы для ручек
Ручной зажим необходим для удержания графитовой формы и проводников во время соединения.В таблице ниже показаны три размера ручек-зажимов:
| AN Wallis Part Номер | Описание |
| HCA 001 | Маленький зажим для ручки |
| HCC 001 | Зажим для средней ручки |
| HCC 002 | Зажим средней рукоятки с вертикальной поддержкой цепи |
| HCC 003 | Зажим средней рукоятки с вертикальной опорой балки |
| HCC 004 | Зажим средней рукоятки с горизонтальной опорой цепи |
| HCD 001 | Зажим с большой ручкой |
| HCD 002 | Зажим с большой ручкой с вертикальной поддержкой цепи |
| HCD 003 | Зажим с большой ручкой и вертикальной опорой балки |
| HCD 004 | Зажим с большой ручкой с горизонтальной поддержкой цепи |

Зажимы для ручек
Заземление
Медные электроды (включая заземляющие ленты и стержни), проводники, зажимы и заземляющие шины обеспечивают энергию молнии и переходного перенапряжения с прямым и эффективным маршрутом низкого сопротивления от систем заземления и молниезащиты для безопасного заземления.

См. Полный ассортимент AN Wallis Earthing Products
,| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Exothernic Weld, Weld Mould, Сварочный порошок |
| Mgmt.Сертификация: | ISO 9000, OHSAS / OHSMS 18001 |
| Расположение: | Чэнду, Сычуань |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Переключатели и предохранители, оборудование Poleline, изоляционная лента из ПВХ, светодиодные фонари, разъемы и обжимы |
| Mgmt.Сертификация: | ISO9001: 2015, ISO14001: 2015, OHSAS18001: 2007 |
| владение фабрикой: | Общество с ограниченной ответственностью |
| R & D Емкость: | Собственная марка, ODM, OEM |
| Расположение: | Цзиньхуа, Чжэцзян |
| Тип бизнеса: | Производитель / Factory Корпорация Групп |
| Основная продукция: | Заземляющий стержень, Заземляющий стержень, Сварка Порошок, Сварка Пресс-форма, Медный стальной заземляющий стержень |
| Mgmt.Сертификация: | ISO 9001 |
| владение фабрикой: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, ODM |
| Расположение: | Чанчунь, Цзилинь |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Графитовая постоянная форма, Графитовая лодка, Графитовая пресс-форма, Графитовая труба, Графитовый тигель |
| Mgmt.Сертификация: | ISO9001: 2015, ISO14001: 2015, OHSAS18001: 2007 |
| владение фабрикой: | Общество с ограниченной ответственностью |
| R & D Емкость: | Собственная марка, ODM, OEM |
| Расположение: | Наньчан, Цзянси |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Графитовый стержень, Графитовый блок, Графитовая форма, Графитовый тигель, Графитовый войлок |
| Mgmt.Сертификация: | ISO 9001, ISO 14000, BSCI, SEDEX |
| владение фабрикой: | Общество с ограниченной ответственностью |
| R & D Емкость: | OEM, ODM |
| Расположение: | Пекин, Пекин |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Заземляющий стержень, заземляющий стержень, заземляющий провод |
| Mgmt.Сертификация: | ISO 9001 |
| владение фабрикой: | Частный владелец |
| R & D Емкость: | OEM |
| Расположение: | Цюйчжоу, Чжэцзян |
| Тип бизнеса: | Торговая компания |
| Основная продукция: | Отпугиватель птиц, отколовшиеся болты и гайки, противоугонная гайка, срезная гайка из нержавеющей стали, заземляющий продукт |
| Mgmt.Сертификация: | ISO 9001 |
| владение фабрикой: | Общество с ограниченной ответственностью |
| Расположение: | Сюйчан, Хэнань |