Как варить кузов автомобиля электродом правильно
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
КАК ПРАВИЛЬНО ВАРИТЬ МАШИНУ ЭЛЕКТРОДАМИ
Ни для кого не секрет, что кузов является важнейшим элементом любого автомобиля, который требует особого внимания и ухода, диагностики и ремонта. Сварка – одна из составляющих. Нередко автолюбители могут произвести сварку своими руками. Но перед тем, как варить машину электродами, необходимо обзавестись специальным оборудованием.
В большинстве случаев автомашина начинает гнить с нижней части кузова. Но машины эксплуатируются при разных условиях, а проблемы возникают практически одинаковые. Наиболее часто поражения происходят в тех местах, которые больше всего соприкасаются с влажной средой:
- крылья и пороги;
- передние части автомобиля;
- багажник.

Пороги и внутренняя поверхность крыльев портятся в первую очередь, так как при езде в дождливую погоду и снег именно в этих местах откладывается грязь и влага. Что касается передней части, то она начинает загнивать именно под полами. А вот в багажнике влага копится в месте для запасного колеса, так как немногие стараются вытирать его после замены запаски.
Тут возникает вопрос, что делать в случае, когда автомашина требует ремонта кузова. Просто необходимо заварить вышедшие из строя места.
КАК ЛУЧШЕ ЗАВАРИТЬ: РЕКОМЕНДАЦИИ
Чаще всего сварку производят электродами, так как этот вид сварки считается наиболее быстрым и упрощенным. Но использовать такой метод для сварки кузова не рекомендуется, потому что шов будет грубым и автомобиль приобретет неэстетический вид.
Аппарат для сварки электродами очень большой, что создаст некоторые неудобства при работе в труднодоступных участках. К тому же подобная работа должна соответствовать правилам техники безопасности. В связи с этим сварку электродами можно применять в некоторых случаях, к примеру, если требуется заварить поврежденную раму.
В связи с этим сварку электродами можно применять в некоторых случаях, к примеру, если требуется заварить поврежденную раму.
Сегодня, производя сварные работы, в основном используют инвертор или полуавтоматное устройство.
Каждый из этих вариантов обладает своими преимуществами и недостатками. Применяя подобную сварку, необходимо обладать особым умением и навыком, учитывать меры предосторожности.
Самым важным моментом является необходимость оборудования рабочего места. В случае когда сварочные работы производятся в гаражном помещении, ответственным моментом считается правильная организация пространства, а также заранее нужно приобрести все требуемые инструменты. Немаловажным является и освещение. Производя работы в одиночку, можно столкнуться с некоторыми неудобствами, поэтому сварщику неплохо иметь помощника.
КАК ПРОИЗВЕСТИ САМОСТОЯТЕЛЬНО СВАРКУ КУЗОВА МАШИНЫ
Самостоятельная сварка кузова машины – дело непростое и требует определенных навыков при работе со сварочными устройствами, необходимо уметь определить то место, которое нужно залатать. При этом требуется с особой внимательностью исследовать кузов и произвести анализ металла в том месте, где произошла коррозия. После проведения осмотра можно определить тип ремонта и разделить его на локальный и полный.
При этом требуется с особой внимательностью исследовать кузов и произвести анализ металла в том месте, где произошла коррозия. После проведения осмотра можно определить тип ремонта и разделить его на локальный и полный.
Под полным ремонтом подразумевается наибольшая часть кузова машины, а под локальным – устранение мелкой коррозии в отдельном месте. В случае когда автовладелец уже не раз производил сварочные работы, ему будет несложно произвести ремонт. А если сварщик начинающий, то приступать рекомендуется с локального места.
Если гниение началось в месте, не заметном для глаза, к примеру, на днище, то для устранения прорехи можно применить в качестве заплатки любой металл, но с учетом качества и толщины. В случае когда коррозия произошла на видном месте, рекомендуется применять тот же металл, который использовался при изготовлении кузова. И важно постараться, чтобы шов был практически невидимым.
Если коррозия поразила маленький участок, то можно избежать сварных работ.

В этом случае можно использовать специальную смесь, в состав которой входит стеклоткань и эпоксидная смола. Этим составом можно добиться того же эффекта, что и при сварке, а вид подобной заплатки будет намного эстетичнее.
Для лучшей надежности сварные стыки в местах трещин рекомендуется проклеить.
СРЕДСТВА ЗАЩИТЫ ДЛЯ ПРОВЕДЕНИЯ СВАРНЫХ РАБОТ
Приобретая сварочные устройства, необходимо позаботиться и о средствах безопасности. В первую очередь важно приобрести специальную маску, которая позволит спокойно смотреть на дугу при работе и производить контроль свариваемых швов, защитив лицо и глаза от ультрафиолета. Немаловажную роль играет и защитная одежда, которая состоит из костюма и крагов для защиты рук.
- Ремонт электрооборудования автомобиля
- Ремонт газового оборудования на автомобиле
Сварка кузова автомобиля инвертором — правила и особенности работы с электродом
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.

Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
Особенности инверторной сварки
Для использования инвертора потребуется подключение через стандартную розетку к электросети 220 Вольт. Ремонт кузова автомобиля проводится при наличии металлических элементов с очищенной поверхностью. Качество шва зависит от марки и диаметра электрода. В бытовых целях подходящий вариант – сварка электродом с диаметром от 2 до 5 миллиметров. Этого достаточно, чтобы обеспечить создание надежных заплаток.
Основным преимуществом устройства является возможность сварки габаритных деталей. Прибор создает шов на металле толщиной до 3 миллиметров. На поверхности инвертора производитель разместил специальную таблицу. На ней указаны допустимые значения силы тока. Это значение выставляется самостоятельно на основе того, какие размеры имеет электрод и свариваемая деталь.
Инвертор обеспечивает швы высокого качества, и применяется в основном для сварки кузова. Этот прибор также используется для создания сварных швов в местах соединения:
- крыльев;
- дверей;
- запасного колеса.
Поскольку швы не отличаются эстетичностью, инверторным оборудованием рекомендуется варить в зонах, не влияющих на внешний вид транспортного средства. Дополнительно прибор позволяет укрепить соединения на лонжеронах. Создание заплаток в области кузова выполняется при наличии повреждений или коррозии. Аппарат применяется при креплении также противотуманных фар, располагающихся на бампере, и выпрямлении вмятин.
Выбор инвертора
Инверторные аппараты могут похвастаться портативностью. Но качества шва зависит от ряда показателей, один из которых — равномерная подача напряжения. Выбор подходящего аппарата выполняется на основе ряда показателей:
- насколько прибор устойчив к работе с нестабильным напряжением – допустимый коэффициент защиты, указанный на устройства, должен составлять от 20 до 25%;
- допустимая температура при эксплуатации – от –40 градусов по Цельсию до +40 градусов по Цельсию;
- диаметр электрода – зависит от толщины свариваемых деталей (№2 – для тонких элементов, №4 – для компонентов с большой толщиной).

При отсутствии аппарата, соответствующего необходимым характеристикам, добиться надежности крепления сварного шва достаточно сложно.
На некоторых моделях в качестве дополнительных возможностей значатся системы:
- “горячего старта”;
- “анти-прилипания”.
На устройстве могут быть указаны и другие функции, якобы позволяющие добиться шва с более высоким качеством, чем при использовании аналогов. На самом деле, дополнительные возможности – рекламный ход от производителя, рассчитанный на неопытных пользователей. Практически все современные и отечественные сварочные инверторы априори оснащены такими функциями.
Подготовительные работы
Для запуска инвертора используется подключение к стандартной электросети. Предварительно необходимо проверить, способна ли электропроводка выдержать нагрузку оборудования с показателем 16А. В случае надобности прибор подключается к аккумулятору транспортного средства.
Инвертор включается пошагово:
- к отрицательной клемме подключается черный зажим;
- к положительной клемме подключается красный зажим;
- проводится присоединение дополнительных элементов к сварочному аппарату;
- прибор запускается в тестовом режиме.
Если в свободном доступе имеется сеть на 24 В, на ней нельзя работать с устройством на 12 В. Одновременно допускается использование только одного аппарата.
Автомобиль очищается от пыли и загрязнений. Если возникает подобная необходимость – снимаются компоненты, усложняющие работу. Показатель влажности в помещении необходимо снизить до минимума.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла.
 Длительность в зависимости от толщины деталей может составлять несколько часов.
Длительность в зависимости от толщины деталей может составлять несколько часов.Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.
Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Сварка кузова автомобиля инвертором
Ремонт кузова может понадобится как владельцу нового автомобиля, так и обладателю ретро-авто. С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Инвертор – это современный сварочный прибор, отличающийся небольшими размерами и компактностью. Ток, подаваемый от сети, поступает на выпрямитель и преобразуется устройством в высокочастотный переменный ток. После напряжение понижается, а сила тока увеличивается до 200 А, необходимых для проведения сварочных работ.
Как выбрать установку
При выборе сварочного аппарата важно обратить внимание на несколько факторов.
- Защита от скачков напряжения, данная функция защищает прибор от перепадов напряжения. Выбирайте модель с коэффициентом защиты 20-30%.
- Диапазон рабочих температур. Оптимальный диапазон для российских широт от -40°C до +40°C. Данный параметр позволит проводить сварочные работы как зимой, так и летом. Но использование прибора в крайних точках диапазона нежелательно.
- Мощность. Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной.
- Класс безопасности прибора.
- Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
- Защита от влаги и пыли. Для использования в гараже, лучше выбирать установку с автоматическим удалением пыли.

Выбирая прибор, не обращайте внимания на дополнительные функции вроде горячего старта или защиты от прилипания электрода. Аппарат устроен так, что у любой модели данные функции присутствуют по умолчанию. Заявление о том, что это дополнительный преимущества какой-либо модели – всего лишь маркетинговый ход.
Где хранить прибор
Хранить устройство нужно в сухом помещении с постоянной температурой. Микросхемы прибора не должны подвергаться повышенной влажности и перепаду температур. Поэтому хранить инвертор лучше дома.
Особенности инверторной сварки
Инвертор отличается от обычного сварочного аппарата принципом подачи напряжения на электрод, который обеспечивает меньшее разбрызгивание. Устройство позволяет сваривать металл в труднодоступных местах кузова. Чаще всего ремонта требуют самые загрязняемые части: область под крыльями, дверьми, место хранения запасного колеса. При своих небольших размерах, прибор позволяет получить качественные швы без обращений к специалистам. Но при сварке с помощью электродов, получаются не самые аккуратные швы. Поэтому такой вид ремонта лучше использовать для области багажника, крыльев машины.
При работе необходимо соблюдать технику безопасности:
- не проводить ремонт во время дождя, в замкнутом или плохо освещенном помещении;
- не использовать прибор на морозе, в пыли;
- делать перерывы, чтобы аппарат остывал;
- требуется использовать перчатки, защитную куртку и маску.
Как подключить сварочную установку
Кабель установки можно подключать к обычной электросети, но перед подключением следует убедиться, что проводка соответствует стандартам и рассчитана на работу устройств с рабочим током в 16 А. Также аппарат может быть подключен к АКБ автомобиля.
Также аппарат может быть подключен к АКБ автомобиля.
- Инвертор присоединяется к АКБ с помощью зажимов. Зажим черного цвета соединяется с минусовой клеммой, красного – с плюсовой.
- Также подключаются другие необходимые устройства.
- Выполняется пробный запуск и сварка.
Важно: установку, рассчитанную на 12 В нельзя присоединять к сети на 24 В! Нельзя одновременно подключать больше одного инвертора.
Сварка кузова инвертором: пошаговая инструкция
Инвертор подходит для работы с металлом толщиной от 0,8 до 6 мм. Используется для:
- укрепление лонжерона;
- заплатки на отдельных частях кузов, разрушенных или поврежденных коррозией;
- выпрямление вмятин, оставшихся от аварий, столкновений.
Для сварки инвертором понадобится расходный материал – электроды.
В первую очередь, нужно оценить фронт работ, выявить места кузова, нуждающиеся в ремонте. Обеспечить соблюдение техники, приготовить воду или огнетушитель на случай возгорания. Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Для приваривания новых деталей оптимально использовать пошаговую сварку: сначала приваривают деталь швами по 2 см с шагом 4-6 см, затем обрабатывают оставшиеся пространство. Так шов получается жестким , прочным. После швы обрабатывают болгаркой, шлифуют. При необходимости, покрывают краской.
Сварка длинного шва
Если требуется сварить длинный шов, то сначала обрабатываются его края, затем поэтапно сваривают основную линию. После каждого из этапов нужно дать металлу остыть.
Коррозийные повреждения
Для борьбы с коррозийными повреждениями, разрушениями, необходимо сначала удалить ржавчину. Иначе результат продержится недолго. Только после очистки металла, можно приступать к сварке. Коррозийное повреждение необходимо «латать» с двух сторон: лицевой и внутренней. Когда лучше обратиться к специалисту
Когда лучше обратиться к специалисту
Если вы не уверены в собственных силах, не имеет подходящего помещения, то лучше обратиться к специалистам. Также не рекомендуем самостоятельно ремонтировать труднодоступные части автомобиля.
Чтобы избежать необходимости в ремонте, следите за состоянием кузова: его чистотой, отсутствие влажности, грязи, пыли. При покупке машины с рук, обратите особое внимание на состояние металла и грунтовки: лучше переплатить, чем купить ржавое или сгнившее авто.
Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.

Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.
Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
 В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.
Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.
Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать.
- Содержимое:
- Как выбрать сварочный инвертор для гаража
- Как варить машину инверторной сваркой
- Требования к инвертору и безопасности при сварке кузова
Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?
В чем заключается сложность проведения работ?
- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
- Второй фактор, который придется учитывать – это создание микротрещин, возникающих под воздействием электрического тока на поверхности кузова.
Учитывая оба нюанса, несложно сделать вывод — инверторной сваркой можно варить машину, но делать это необходимо с учетом особенностей металла и техники проведения работ.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.
Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.
Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:
- Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
- Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
- Характеристики производительности. Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности. Выбирать установку необходимо с учетом работы с электродом №2 (двоечка). Это требуется, чтобы не прожечь тонкую сталь кузова. Если учесть, что сварка авто инвертором может включать и другие работы с металлами имеющими большую толщину, становится понятно, что выбор следует остановить на аппарате с возможностью работать с электродами № 4.
- Дополнительные функции — на этот критерий не стоит обращать внимание. Некоторые производители пытаются привлечь внимание потенциальных покупателей функциями «горячий старт», «анти-прилипание электрода» и подобными. На самом деле автомобильный сварочный инвертор, а точнее его принцип работы связан с тем, что ему присущи все эти возможности. Любая модель независимо от производителя будет иметь их по умолчанию.
 Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.
Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.
Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:
При этом существует несколько простых правил:
- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
- Некоторые металлы сваривают, изменив полярность. В таком случае плюс подводится к обрабатываемой поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:
- Безопасность — рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
- Наличие защиты от короткого замыкания. Система должна иметь функцию автоматического прекращения подачи электроэнергии в случае аварийной ситуации.
- Защита от перегрева. Хотя сварка кузовного железа инвертором будет выполняться на малой мощности, блок контроля перегрева позволит избежать выхода из строя оборудования.
- Защита от попадания влаги и пыли. Во время работы внутри корпуса скапливается большое количество пыли, поэтому время от времени необходимо прочищать его. Для гаража лучше выбрать сварочный инвертор, который имеет функцию автоматического удаления пыли.

Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
Источник Источник Источник https://infokuzov.ru/remont/svarka-kuzova-invertorom
Источник Источник Источник https://kalina-2.ru/remont-vaz/svarka-avtomobilnogo-kuzova-invertorom
Сварка кузова автомобиля электродом
Главная » Статьи » Сварка кузова автомобиля электродом
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
svarkagid. com
com
Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать. Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?
- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
- Второй фактор, который придется учитывать – это создание микротрещин, возникающих под воздействием электрического тока на поверхности кузова.
Учитывая оба нюанса, несложно сделать вывод — инверторной сваркой можно варить машину, но делать это необходимо с учетом особенностей металла и техники проведения работ.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:
- Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
- Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
- Характеристики производительности. Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности. Выбирать установку необходимо с учетом работы с электродом №2 (двоечка). Это требуется, чтобы не прожечь тонкую сталь кузова. Если учесть, что сварка авто инвертором может включать и другие работы с металлами имеющими большую толщину, становится понятно, что выбор следует остановить на аппарате с возможностью работать с электродами № 4.
- Дополнительные функции — на этот критерий не стоит обращать внимание. Некоторые производители пытаются привлечь внимание потенциальных покупателей функциями «горячий старт», «анти-прилипание электрода» и подобными. На самом деле автомобильный сварочный инвертор, а точнее его принцип работы связан с тем, что ему присущи все эти возможности. Любая модель независимо от производителя будет иметь их по умолчанию.
 Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.Хранить сварочный инверторный аппарат для гаража лучше всего не в самом помещении, особенно если оно не отапливается, а все-таки дома. Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:
- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
- Некоторые металлы сваривают, изменив полярность. В таком случае плюс подводится к обрабатываемой поверхности.
 В таком случае плюс подводится к обрабатываемой поверхности.
В таком случае плюс подводится к обрабатываемой поверхности.Перед тем как начать работы, необходимо разогреть электрод. Для этого понадобится провести электродом по гладкой металлической поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:
- Безопасность — рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
- Наличие защиты от короткого замыкания. Система должна иметь функцию автоматического прекращения подачи электроэнергии в случае аварийной ситуации.
- Защита от перегрева. Хотя сварка кузовного железа инвертором будет выполняться на малой мощности, блок контроля перегрева позволит избежать выхода из строя оборудования.
- Защита от попадания влаги и пыли. Во время работы внутри корпуса скапливается большое количество пыли, поэтому время от времени необходимо прочищать его. Для гаража лучше выбрать сварочный инвертор, который имеет функцию автоматического удаления пыли.

Даже инверторная установка с высоким уровнем защиты от попадания влаги не должна храниться во влажном помещении, особенно если не планируется ее эксплуатация в течение долгого времени.
Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
stroy-plys.ru
сварка кузова автомобиля
Сварка кузова один из самых распространенных видов ремонтно-кузовных работ. Невозможно не отметить, что кузов есть основная составляющая любого авто, требующая серьезного отношения к себе, тщательного ухода, а также своевременного ремонта и проверки.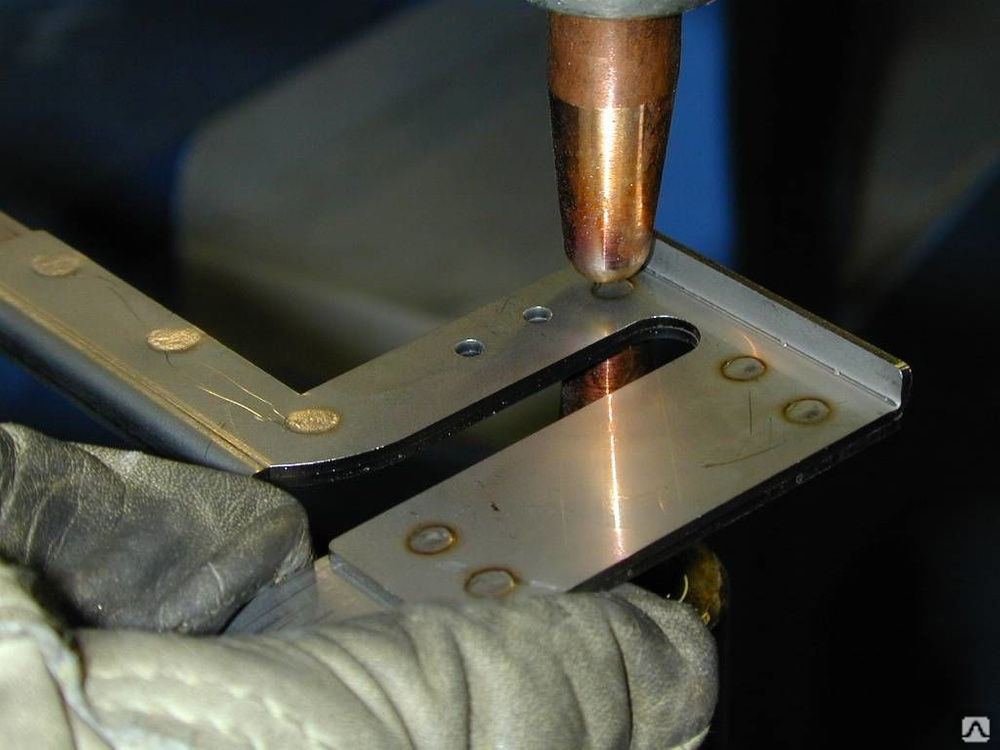 Именно поэтому вопросу сварки кузова сегодня уделяется огромное внимание, ведь касается он если не всех, то почти всех автовладельцев на практике.
Именно поэтому вопросу сварки кузова сегодня уделяется огромное внимание, ведь касается он если не всех, то почти всех автовладельцев на практике.
Сварка кузова автомобиля своими руками – вполне решаемая задача, если вы находитесь в гаражных условиях, имеете минимальные необходимые навыки, а также не желаете переплачивать, отдавая раз за разом свой автомобиль на СТО, поскольку расценки на работы такого плана сегодня очень и очень немаленькие.
Чем будем варить?
Сразу стоит отметить, что для сварки автомобильного кузова вручную наилучшим средством выступит углекислотный полуавтомат, осуществляющий сварку проволокой. Конечно, не исключается и другой вариант – использование сварочного аппарата с электродом. Однако речь все же идет о кузовном металле толщиной 0,8-1 мм, поэтому если вы не ставите своей целью прожечь в нем как можно больше дырок, то следует остановиться на первом варианте. В углекислотном полуавтомате проволока автоматически подается в зону сварки и его можно смело отнести к основному виду сварочных аппаратов в среде гаражников и сервисных центров, осуществляющих кузовной ремонт. К тому же, данный аппарат является наиболее доступным и универсальным среди всех остальных, пригодных для качественного кузовного ремонта. Он способен варить стальные листы толщиной в диапазоне от 0,8 вплоть до 5-6 миллиметров. Таким образом, углекислотный полуавтомат вполне способен заменить сварочник на электродах, а вот обратной замены уже не получится. Вдобавок качество сварки посредством такого аппарата (в том числе и для грубого железа) получится на уровень выше.
К тому же, данный аппарат является наиболее доступным и универсальным среди всех остальных, пригодных для качественного кузовного ремонта. Он способен варить стальные листы толщиной в диапазоне от 0,8 вплоть до 5-6 миллиметров. Таким образом, углекислотный полуавтомат вполне способен заменить сварочник на электродах, а вот обратной замены уже не получится. Вдобавок качество сварки посредством такого аппарата (в том числе и для грубого железа) получится на уровень выше.
В целом говоря, не исключена и возможность обучиться варить неплавящимся электродом. Однако сей процесс довольно долгий и непростой, в то время как сварка полуавтоматом существенно проще и быстрее, поскольку здесь от вас не требуется навык зажигания и поддерживания дуги в процессе сварки. Также такой вид сварки потребует большей сноровки, и, в свою очередь, гораздо менее удобен для кузовного металла. Единственным неопровержимым плюсом здесь выступит качество сварки, которое будет вне всякой конкуренции.
При использовании аргона (инертного газа) вместо газа углекислого (в роли защитного газа) появляется возможность сварки цветных металлов, таких как латунь, алюминий, нержавейка и другие металлы и сплавы. Это возможно лишь при одном условии, а именно, при обязательном применении соответствующей проволоки для сварки (из алюминия или нержавейки).
Это возможно лишь при одном условии, а именно, при обязательном применении соответствующей проволоки для сварки (из алюминия или нержавейки).
Подытожив вышесказанное, можно с легкостью заявить: для гаражной сварки автомобильного кузова нет более оптимального и безопасного выхода, чем электрическая сварка полуавтоматом в среде защитного газа.
углекислотный полуавтомат
Перед тем, как варить…
Уделим несколько слов необходимым подготовительным процедурам непосредственно перед самой работой по сварке. Поскольку данная работа довольно непроста и требует не только навыков, но и предельной концентрации, а также аккуратности, не стоит пренебрегать и надлежащей подготовкой к ней.
Итак, непосредственно перед тем, как подключать ваш полуавтомат к источнику электрообеспечения, настоятельно рекомендуется проверить сеть на предмет способности к нагрузкам. Следует обязательно убедиться в том, сможет ли сеть в вашем гараже выдержать нагрузку, создаваемую сварочным аппаратом. Это первостепенное условие, только после выполнения которого вы можете подготавливать сварочный аппарат к действу.
Это первостепенное условие, только после выполнения которого вы можете подготавливать сварочный аппарат к действу.
В качестве второго шага следует «зарядить» сварочной проволокой ваш углекислотный полуавтомат. Для этого необходимо отделить газовое сопло от сварочной горелки, затем при помощи ключа открутить медный наконечник на ней, после чего установить нужную полярность тока сварки, предварительно отведя прижимной ролик вместе с проволокой.
механизм сварочного углекислотного полуавтома
Так, например, используя флюсовую проволоку для сварки, на зажиме необходимо установить плюс, на горелке – минус. Ежели в ход вступает обычная проволока, значит полярность следует сделать обратной, т.е. на зажиме минус, а на горелке плюс.
Затем конец проволоки следует вручную завести на 10-20 см в район падающего канала и сделать подвод прижимного ролика, удерживая одновременно проволоку от осыпания. При этом проволока должна обязательно попасть в канал на ведущем ролике.
Лишь после выполнения этих операций можно произвести подключение вашего сварочного аппарата к сети и нажать клавишу рукоятки сварочной горелки. Сперва начнется подача газа, а после этого уже проволоки и тока сварки. Теперь наденем медный наконечник на проволоку, закрутим его и установим газовое сопло.
Сперва начнется подача газа, а после этого уже проволоки и тока сварки. Теперь наденем медный наконечник на проволоку, закрутим его и установим газовое сопло.
Напоследок осуществим незамысловатое подключение углекислого газа. Для этого установим редуктор газовый баллон с CO2 и соединим полуавтомат и редуктор шлангом.
Технология сварки
Для наилучшего качества работы проваривать нужные кузовные места лучше стежками длиной по 2 сантиметра с интервалами в 5 сантиметров. Такой способ сварки будет крепче, нежели точечный. При варке стежками жесткость кузова значительно увеличивается, а также снижается его деформация в ходе дальнейшей эксплуатации, даже при больших нагрузках.
сварка кузова автомобиля
Стоит отметить, что проваривать в кузове нужно все за исключением передней части, где нагрузка будет и так минимальной. Однако в транспортных средствах с большим упором на переднюю часть подвески все же проваривать надо. В особенности это касается места скрепления передних «лап» с поперечной балкой. Что касается днища автомобиля, то здесь допускается проварка с двух сторон. Не стоит только забывать обрабатывать специальным грунтом сварные швы. Кроме того, крылья и капот передней части машины обычно не варят, однако обрабатывать задние части стоек и швы поддона необходимо обязательно. Только после этого можно приступить к прикручиванию панелей и сидений на свои места.
Что касается днища автомобиля, то здесь допускается проварка с двух сторон. Не стоит только забывать обрабатывать специальным грунтом сварные швы. Кроме того, крылья и капот передней части машины обычно не варят, однако обрабатывать задние части стоек и швы поддона необходимо обязательно. Только после этого можно приступить к прикручиванию панелей и сидений на свои места.
Пару слов о безопасности…
«Снарядившись» сварочным аппаратом не лишним будет подумать и о мерах безопасности вашей работы. В первую очередь это касается специальной маски, без которой, собственно, сделать что-то будет невозможно. Защитная маска даст возможность смотреть на яркую электрическую дугу, расплавленный металл, а также позволит контролировать ход сварки и защитит ваши глаза и лицо от едкого дыма, брызг металла и вредного ультрафиолета, излучаемого все той же дугой. Лучше всего подойдет маска «Хамелеон», поскольку она имеет электрооптический защитный светофильтр, управляемый фотодиодами. Иными словами, при обычных условиях данный фильтр прозрачен, но моментально затемняется при появлении вспышки дуги. Таким образом, ваши глаза просто не успеют получить световой удар, что крайне и крайне вредно. Также в целях создания комфортных условий работы можно изменять степень затемнения светофильтра в процессе сварки.
Таким образом, ваши глаза просто не успеют получить световой удар, что крайне и крайне вредно. Также в целях создания комфортных условий работы можно изменять степень затемнения светофильтра в процессе сварки.
Не будет лишним позаботиться и о специальном костюме. Он защитит ваше тело, руки и ноги от болевых ожогов, легко способных образоваться в среде большой температуры и расплавленного металла. Прежде чем приступать к работе, обеспечьте себя специальной робой, или хотя бы крагами для защиты рук от все тех же ожогов.
pokraskainfo.com
Выбор сварки для кузовного ремонта
Автомобильный кузов – его несущая часть, требующая тщательного ухода и своевременного ремонта. Некоторые поломки невозможно устранить без сварки. Какой сваркой варить кузов автомобиля? Что для этого потребуется, кроме навыков и сварочного аппарата?
Осмотр машины
Приобретая авто с рук, необходимо внимательно осмотреть его кузов. Общеизвестная истина – кузовная часть отечественных машин начинает гнить через 10 лет после покидания конвейера, у импортных авто этот срок растянут до 15-ти лет. Причина этой разницы кроется в используемой стали. Процесс гниения кузова начинается обычно с нижней его части. Перспектив две: полная замена несущей части автомобиля (очень дорого) или использование сварки в местах сильного риска разрушения.
Причина этой разницы кроется в используемой стали. Процесс гниения кузова начинается обычно с нижней его части. Перспектив две: полная замена несущей части автомобиля (очень дорого) или использование сварки в местах сильного риска разрушения.
Наиболее подвержены коррозии те участки кузова, которые имеют частый контакт с водой:
- пороги;
- крылья над колесами;
- багажное отделение;
- передняя часть авто.
Если владелец машины умеет пользоваться сваркой, он может самостоятельно выполнить ремонт кузова своего автомобиля.
Описание процесса
Чтобы самостоятельно варить кузов авто, потребуется следующий перечень приспособлений:
- полуавтомат для сварки;
- специальная проволока;
- углекислотный баллон;
- средства для индивидуальной защиты (перчатки, маска для сварки).
Прежде, чем выбирать какой сваркой пользоваться, необходимо понять саму суть процесса. Соединение деталей производится при помощи электродов, но при ремонте кузова автомобиля этот способ приводит к образованию неэтичных рубцов. Громоздкая электродная сварка в кузовном ремонте используется редко и на определенных операциях (например, при соединении лопнувшей рамы).
Громоздкая электродная сварка в кузовном ремонте используется редко и на определенных операциях (например, при соединении лопнувшей рамы).
Современные сварщики для кузовного ремонта используют полуавтомат или инвертор. Каждый способ обладает своими достоинствами и недостатками. Очень важно подготовить рабочую зону, чтобы во время сварки кузова автомобиля все инструменты и материалы находились под рукой. Освещение зоны соединения играет не последнюю роль. Новичкам рекомендуется помощь более опытных мастеров, которые подскажут технику выполнения сварных операций.
Использование углекислотного полуавтомата
Анализ состояния отечественных авто, особенно выпуска до 1994 г., позволяет судить о плохом состоянии их несущих конструкций. Причина кроется в отсутствии грунтовки на кузове, в те годы предприятия автопрома наносили ЛКП прямо на железо.
Варить такой «раритет» сложно. Сварка выполняется проволокой, а используемый полуавтомат хорошо соединяет железо толщиной 0,8-6 мм. Какой кузовной ремонт может быть выполнен с помощью углекислотного сварного аппарата? Диапазон операций довольно большой:
Какой кузовной ремонт может быть выполнен с помощью углекислотного сварного аппарата? Диапазон операций довольно большой:
- сварка лонжеронов и порогов;
- устранение дыр
- выправление вмятин и иных дефектов.
Работает полуавтомат по следующему принципу: давление подается в зону сварки, само соединение происходит за счет плавления металла двуокисью углерода. Детали автомобиля прочно свариваются друг с другом, а вытеснение воздуха во время процесса позволяет надежно защитить их от окисления.
Углекислотный полуавтомат обладает большим преимуществом: универсальность применения, он может применяться на любых металлах. При замене двуокиси углерода аргоном можно варить нержавеющую сталь, алюминий и другие цветные металлы. Для надежного соединения рекомендуется делать стежки не менее 2-х см в длину и шаг — 5 см.
Важно: обязательна обработка сварочных швов грунтовкой.
Сварка инвертором
Усиление кузова автомобиля сваркой – обычная процедура автосервисов. Но эту же работу владелец может выполнить самостоятельно, используя аппарат с высокочастотными токами. Такое приспособление более компактно, чем углекислотный полуавтомат и обладает высокой скоростью. Варить кузов авто инвертором способен научиться даже начинающий мастер за короткий промежуток времени. Инверторный полуавтомат может работать на разных режимах, но имеет свои недостатки:
Но эту же работу владелец может выполнить самостоятельно, используя аппарат с высокочастотными токами. Такое приспособление более компактно, чем углекислотный полуавтомат и обладает высокой скоростью. Варить кузов авто инвертором способен научиться даже начинающий мастер за короткий промежуток времени. Инверторный полуавтомат может работать на разных режимах, но имеет свои недостатки:
- высокая цена;
- невозможность соединения пластов железа толще 3-х мм;
- пыль приводит к частым поломкам оборудования.
Чтобы качественно варить кузов авто, необходимо остановить свой выбор не на самом дешевом инверторе. Такой аппарат очень быстро выйдет из строя. Все сварочные работы с инвертором, также как с полуавтоматом, необходимо выполнять в маске, перчатках. Техника безопасности – ключевой момент в ремонте автомобиля.
Нюансы самостоятельной сварки
Варить кузов машины не просто, для этого требуется сноровка и хотя бы минимальный опыт. Первым делом проводится визуальный осмотр несущей части авто, проводится оценка состояния железа и его толщины. Весь кузовной ремонт делится на 2 вида:
Весь кузовной ремонт делится на 2 вида:
- полный;
- локальный, или местный.
В первом случае варить приходится большую часть кузова, во втором – устранить коррозию на отдельных участках. Новичок может сам справиться с локальной сваркой, а вот масштабные операции лучше доверить профессионалу.
При коррозии днища кузова может быть приварена заплатка из любого доступного материала. Самое главное – подобрать лист нужной толщины. При нахождении участка повреждения на видном месте необходимо ставить заплатку из того же материала, что и сама кузовная часть автомобиля. При этом цель сварки – сделать место ремонта максимально незаметным для окружающих.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка — НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,

kuzovspec.ru
Можно ли варить авто электросваркой – Прокачай АВТО
Содержание
- Основные области гниения кузова, нуждающиеся в сварке
- Можно ли инвертором варить кузов автомобиля?
- Метод сварки кузовного металла инвертором
- Метод сварки автомобильного корпуса полуавтоматом
- Рекомендации по сварке кузова автомобиля своими руками
- Требования к проведению сварки кузова автомобиля
- Какой сваркой варить кузов?
- Можно ли варить кузов автомобиля сварочным инвертором?
- Сварка кузова полуавтоматом
- Особенности сварки кузова автомобиля электродом
- Особенности сварки кузова автомобиля
- Какой сваркой лучше варить кузов автомобиля
- Подготовительные работы
- Как варить кузов автомобиля полуавтоматом
- Сварка кузова автомобиля электродом
- Чем обработать кузов после сварки
- Полезные советы при сварке кузова авто своими руками
Приобретая подержанное транспортное средство, необходимо внимательно изучить его на наличие различных недостатков. В этом вопросе важны любые незначительные нюансы, поскольку в будущем они могут вылиться в большие проблемы. Выбирая автомобиль, многие потенциальные покупатели обращают внимание лишь на технические характеристики, состояние мотора, трансмиссии, ходовой части и других сопутствующих элементов, приводящих машину в движение. Соответственно, проверке новизны и целостности кузова не уделяют должного внимания, хотя состояние этой части автотранспорта также имеет первостепенную важность.
В этом вопросе важны любые незначительные нюансы, поскольку в будущем они могут вылиться в большие проблемы. Выбирая автомобиль, многие потенциальные покупатели обращают внимание лишь на технические характеристики, состояние мотора, трансмиссии, ходовой части и других сопутствующих элементов, приводящих машину в движение. Соответственно, проверке новизны и целостности кузова не уделяют должного внимания, хотя состояние этой части автотранспорта также имеет первостепенную важность.
Сварка инвертором автомобиля позволяет производить сварку в труднодоступных местах.
Эксперты отмечают, что кузов автомобилей, производимых отечественным автопромом, может иметь свои первоначальные характеристики вплоть до 10 лет активной эксплуатации, после этого он начинает изнашиваться и гнить. Импортные машины в этом вопросе более выносливые, их кузов может прослужить до 15 лет. Это обусловлено высоким качеством металла, используемого при производстве автомобильных корпусов.
Основные области гниения кузова, нуждающиеся в сварке
Рисунок 1. Сварка кузова электродом нежелательна, так как образуются заметные швы.
Сварка кузова электродом нежелательна, так как образуются заметные швы.
По истечении срока службы кузов транспортного средства переходит в фазу гниения, поэтому необходимо идентифицировать пораженные участки и незамедлительно заняться их ремонтом. Разумеется, если у вас имеются необходимые материальные средства, вы можете заменить кузов полностью.
Но в других случаях за помощью обращаются к сварке. Она успешно справляется с коррозийными областями. Если не устранить их вовремя, с прохождением определенного времени они поразят кузов полностью, превратив его в решето.
Несмотря на то что авто используется в разных целях, поражение кузова коррозией встречается в одинаковых местах. В первую очередь гниение начинается в нижней части кузова и на участках скопления жидкости, грязи и пыли: под крыльями, дверьми, в передней и задней частях.
Под крыльями и дверьми все ясно – это самые загрязняемые области кузовной части автомобиля. Передняя часть поражается в основном из-за человеческого фактора, то есть грязь с обуви попадает внутрь салона и оседает под поликами. В задней части машины обычно начинает гнить область, где хранится запаска. Большинство автомобилистов забрасывают туда неочищенное колесо, поэтому коррозия основательно поражает этот участок.
В задней части машины обычно начинает гнить область, где хранится запаска. Большинство автомобилистов забрасывают туда неочищенное колесо, поэтому коррозия основательно поражает этот участок.
Данная проблема имеет распространенный характер, здесь трудно обойтись без капремонта. Для ее решения зачастую применяется специальное дорогостоящее сварочное оборудование, которое есть только в обслуживающих автомобильных центрах. Если ваши материальные возможности не позволяют обратиться туда, можно заняться сваркой самостоятельно. Но для этого потребуется разобраться в видах сварочных работ и понять, какие из них лучше всего подходят для кузовного металла автомобилей.
Можно ли инвертором варить кузов автомобиля?
Рисунок 2. Сварочные инверторы, при своих небольших габаритах, позволяют получать сварочные швы высокого качества.
Зачастую процесс сварки осуществляется при помощи электродов, поскольку такой метод считается наиболее доступным и простым. Но применять их для сварки областей кузова на видном месте крайне нежелательно, поскольку сварные соединения получаются слишком заметными из-за неаккуратного вида (рис. 1).
1).
Разумеется, в багажном отделении и областях под крыльями можно варить инвертором. Главное – убедиться в том, что такое оборудование сможет легко достигнуть труднодоступных участков. Для того чтобы варить инвертором, нужно соблюдать все правила техники безопасности. Поэтому не стоит рисковать и лезть в узкие неудобные щели. Инвертор зачастую используется для надежного сваривания громоздких деталей, к примеру, кузовной рамы.
Сегодня для создания заплаток на кузове транспортного средства используются как инверторные, так и полуавтоматические сварочные аппараты.
Каждый способ создания сварных соединений имеет свои плюсы и минусы. Перед началом работы с таким оборудованием необходимо заручиться помощью опытного сварщика и следовать правилам техники безопасности. Кроме того, нужно позаботиться об оснащении места для работы. Если вы работаете в гараже, позаботьтесь о наличии достаточного количества открытого пространства. Помещение должно быть хорошо освещено.
Метод сварки кузовного металла инвертором
Рисунок 3. Особое внимание при производстве сварочных работ необходимо уделить техники безопасности.
Основным преимуществом этого метода является высокая скорость, благодаря которой вы сможете завершить всю работу в кратчайшие сроки. Инвертор используется для создания сварных швов на кузове автомобиля еще с советских времен. Он применяется в основном для отечественного внедорожника УАЗ-469, кузов которого не так сильно прихотлив к эстетичному виду. Для отечественного внедорожника на первом месте стоит надежность и прочность всех составляющих, в число которых входит и корпус.
Сегодня владельцы таких внедорожников чаще всего обращаются в автосервисы для создания дополнительных рам, бычьих планок, задних и передних лебедок, а также противотуманных фар, располагающихся на крыше транспорта.
Для увеличения скорости работ и повышения надежности крепления инвертором варить нужно именно эти детали.
Инверторная сварка опирается на создание высокочастотного электротока. Чаще всего оборудование такого типа довольно громоздкое, но более дорогостоящие аппараты могут похвастаться портативностью и малыми габаритами (рис.2). Вместе с тем, качество сварных швов, создаваемых инверторными аппаратами, практически не зависит от человека. Такое оборудование легко осваивается за несколько часов. Но у данного типа сварки существуют свои недостатки:
Чаще всего оборудование такого типа довольно громоздкое, но более дорогостоящие аппараты могут похвастаться портативностью и малыми габаритами (рис.2). Вместе с тем, качество сварных швов, создаваемых инверторными аппаратами, практически не зависит от человека. Такое оборудование легко осваивается за несколько часов. Но у данного типа сварки существуют свои недостатки:
- высокая цена;
- отсутствие возможности создания сварных швов на металле толщиной более 3 мм;
- возникновение неисправностей из-за попадания влаги и пыли в корпус.
Эксперты рекомендуют приобретать аппарат со средней и высокой стоимостью, поскольку самые дешевые модели считаются малонадежными. Еще одним достоинством инверторной сварки является возможность эксплуатации при невысоком напряжении в электросети. Следует помнить, что при работе со сварочным оборудованием такого типа необходимо соблюдать правила техники безопасности (рис.3).
Метод сварки автомобильного корпуса полуавтоматом
Схема сварочного инвертора – полуавтомата.
Как правило, российские заводы производили низкокачественные кузова для таких автомобилей, как ВАЗ-2101, 2108, 2106, 2109, 2107 вплоть до 1994 года. По истечении 10-летнего срока процесс гниения поражал большую часть кузовного металла. Это обусловлено неправильным подходом к окрашиванию автомобилей. Проще говоря, кузов машины раньше не грунтовался совсем.
Сейчас на рынке подержанного автотранспорта редко встретишь модели, которые не претерпели изменений с тех времен. Большинство из них было реконструировано при помощи полуавтоматической сварки, которая лучше всего подходит для латания пораженных областей кузова отечественных автомобилей.
Сварочный полуавтомат создает соединение посредством особой проволоки. Он считается наиболее универсальным средством сварки кузовного металла на сегодняшний день. Полуавтомат предназначен для сварки металла толщиной 0,8-6 мм.
Схема управления сварочным инвертором.
Он применяется в следующих видах работ:
- создание надежного соединения на лонжеронах;
- создание заплаток в областях, подверженных коррозии;
- выпрямление аварийных вмятин.

Полуавтомат функционирует по принципу подачи давления при помощи углекислого газа из специального баллона. В процессе подачи кислород постепенно вытесняется, что обеспечивает защиту обрабатываемого участка от окисления. Процедура сварки таким типом оборудования подразумевает постепенное плавление металлической структуры кузова. Поскольку этот процесс регулируется, вероятность сгорания железа полностью исключена.
Преимуществом полуавтомата считается возможность создания соединения на любых типах металла. Если углекислый газ заменить на аргон, появляется возможность сварки цветных металлов, в число которых входит алюминий и нержавеющая сталь. Для создания надежного соединения рекомендуется сваривать область 2 см швами с интервалом в 5 см. Перед началом работ обрабатываемую область нужно обязательно загрунтовать в соответствии со всеми правилами этого процесса.
Рекомендации по сварке кузова автомобиля своими руками
Самостоятельная сварка тонкослойного металла – довольно трудоемкий процесс. Для этого потребуется необходимый опыт создания сварных швов на металлических листах и навыки определения областей, которые нуждаются в сварке.
Для этого потребуется необходимый опыт создания сварных швов на металлических листах и навыки определения областей, которые нуждаются в сварке.
В первую очередь необходимо хорошо осмотреть корпус машины и проанализировать пораженные участки. Это позволит вам определиться, в каком ремонте нуждается автомобиль, который может быть локальным или капитальным.
Капремонт предполагает объемные работы, связанные с заменой конкретных участков кузова, а локальный – создание надежных заплаток в некоторых его местах. Если у вас есть необходимый опыт работы со сварочным оборудованием, вы сможете справиться с обоими видами ремонта. Без требуемых навыков рекомендуется попробовать залатать только частичные участки, подверженные коррозии.
При гниении кузова в не сильно заметных областях в качестве заплатки можно применять различные типы материалов. Основным требованием в этом случае является схожесть по толщине и высокая надежность.
Если необходимо залатать видные участки автомобильного кузова, лучше всего потратить достаточное количество времени на подбор идентичного по толщине и свойствам металла. Желательно, чтобы это был кусок от кузова такого же автомобиля. Сварное соединение в таких условиях делается как можно более незаметным.
Желательно, чтобы это был кусок от кузова такого же автомобиля. Сварное соединение в таких условиях делается как можно более незаметным.
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0. 8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
 8 мм марки Св-08Г2С;
8 мм марки Св-08Г2С;Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
 Возможно применение струбцин, болтовых соединений, саморезов.
Возможно применение струбцин, болтовых соединений, саморезов.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
На месте проведения ремонта должен быть огнетушитель.
Сварка кузова автомобиля инвертором — правила и особенности работы с электродом
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.
Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
 youtube.com/embed/TDUCn_F_evQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/TDUCn_F_evQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Этапы подготовки к сварке
Узнать, как научится варить электросваркой, не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов
Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
 youtube.com/embed/JIS51zfNaWg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JIS51zfNaWg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Особенности инверторной сварки
Для использования инвертора потребуется подключение через стандартную розетку к электросети 220 Вольт. Ремонт кузова автомобиля проводится при наличии металлических элементов с очищенной поверхностью. Качество шва зависит от марки и диаметра электрода. В бытовых целях подходящий вариант – сварка электродом с диаметром от 2 до 5 миллиметров. Этого достаточно, чтобы обеспечить создание надежных заплаток.
Основным преимуществом устройства является возможность сварки габаритных деталей. Прибор создает шов на металле толщиной до 3 миллиметров. На поверхности инвертора производитель разместил специальную таблицу. На ней указаны допустимые значения силы тока. Это значение выставляется самостоятельно на основе того, какие размеры имеет электрод и свариваемая деталь.
Инвертор обеспечивает швы высокого качества, и применяется в основном для сварки кузова. Этот прибор также используется для создания сварных швов в местах соединения:
Этот прибор также используется для создания сварных швов в местах соединения:
- крыльев;
- дверей;
- запасного колеса.
Всё, что Вы хотели знать о сварке автомобиля своими руками
К счастью для производителей (и к сожалению для автолюбителей) срок службы современных авто далек от идеала. Если каких-то 30-40 лет назад авто выпускались на десятилетия (у многих автовладельцев до сих пор в гаражах стоят Мерседесы 80-х и 90-х годов выпуска, которые пережили всё, что только возможно), то современные машины рассчитаны на срок службы от 5 до 10 лет максимум и требуют авторемонта.
И первым удар берет на себя не агрегат или подвеска, а кузов. Уже спустя 5-7 лет на иномарках (а на отечественных машинах спустя 3 года) начинаются появляться очаги коррозии. Если не исправить эту проблему сразу, то она начнет прогрессировать и кузов будет разрушаться прямо на глазах. В этой статье мы расскажем, как варить кузов своими руками и какое оборудование понадобится для автомобиля, чтобы выполнить ремонт более-менее качественно.
статьи
Какой сварочный аппарат выбрать
Сварочный аппарат для авто — это 50% вашей работы. От его правильного выбора зависит удобство эксплуатации и скорость работы. Мы предлагаем вам сравнить полуавтомат и обычный инвертор.
Начнем с полуавтоматов, поскольку зачастую именно их вы увидите на СТО или в частных автосервисах. Сварка полуавтоматом очень удобна, особенно в труднодоступных местах, а таких мест у кузова полно. Для работы с помощью полуавтомата вам понадобится проволока и защитный газ (чаще всего аргон или углекислый). Газ защищает шов от окисления и негативного влияния кислорода.
Какие достоинства есть у полуавтомата? Ну, во-первых, качество швов. Они могут быть различной ширины, но всегда очень аккуратные. Также вы можете регулировать подачу проволоки, подстраивая под свои навыки. Если у вас нет возможности варить с газом, то можно использовать специальную проволоку, состоящую из флюса.
Но, как и у любой сварочной технологии, здесь тоже есть свои минусы. Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Теперь поговорим про инверторы. Можно ли варить не полуавтоматом, а варить автомобиль инверторной сваркой? Конечно, можно варить. Это мы заявляем со всей ответственностью. Для работы вам понадобится сварочный аппарат и электроды.
Сначала о достоинствах. Инверторы бывают самыми разными, выбор действительно велик. Производители предлагают компактные бюджетные модели и профессиональные агрегаты. Также инверторы способны работать в условиях нестабильного напряжения сети. Еще разжечь дугу с помощью инвертора крайне просто. По этой причине даже для новичка не станет проблемой сварка инвертором автомобиля.
Теперь о недостатках. Вам придется искать в продаже очень толстые электроды (до 5 миллиметров в диаметре), а они встречаются нечасто и стоят недешево. Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Так какой же метод сварки выбрать? Можем сказать одно: если для вас важно качество и красота сварки, то однозначно выбирайте метод сварки автомобиля полуавтоматом. С таким сварочным аппаратом вы сможете выполнить работу очень достойно и при наличии навыков сделаете шов не хуже, чем в автосервисе. Ну а если красота машины стоит далеко не на первом месте, выбирайте инверторную сварку электродами.
Теперь вы знаете, как выбрать сварочный агрегат для работы с авто. Оцените все плюсы и минусы полуавтомата и инвертора, сделайте свой выбор.
Выбор инвертора
Инверторные аппараты могут похвастаться портативностью. Но качества шва зависит от ряда показателей, один из которых — равномерная подача напряжения. Выбор подходящего аппарата выполняется на основе ряда показателей:
- насколько прибор устойчив к работе с нестабильным напряжением – допустимый коэффициент защиты, указанный на устройства, должен составлять от 20 до 25%;
- допустимая температура при эксплуатации – от –40 градусов по Цельсию до +40 градусов по Цельсию;
- диаметр электрода – зависит от толщины свариваемых деталей (№2 – для тонких элементов, №4 – для компонентов с большой толщиной).

При отсутствии аппарата, соответствующего необходимым характеристикам, добиться надежности крепления сварного шва достаточно сложно.
На некоторых моделях в качестве дополнительных возможностей значатся системы:
- “горячего старта”;
- “анти-прилипания”.
На устройстве могут быть указаны и другие функции, якобы позволяющие добиться шва с более высоким качеством, чем при использовании аналогов. На самом деле, дополнительные возможности – рекламный ход от производителя, рассчитанный на неопытных пользователей. Практически все современные и отечественные сварочные инверторы априори оснащены такими функциями.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Подготовительные работы
Для запуска инвертора используется подключение к стандартной электросети. Предварительно необходимо проверить, способна ли электропроводка выдержать нагрузку оборудования с показателем 16А. В случае надобности прибор подключается к аккумулятору транспортного средства.
Инвертор включается пошагово:
- к отрицательной клемме подключается черный зажим;
- к положительной клемме подключается красный зажим;
- проводится присоединение дополнительных элементов к сварочному аппарату;
- прибор запускается в тестовом режиме.

Если в свободном доступе имеется сеть на 24 В, на ней нельзя работать с устройством на 12 В. Одновременно допускается использование только одного аппарата.
Автомобиль очищается от пыли и загрязнений. Если возникает подобная необходимость – снимаются компоненты, усложняющие работу. Показатель влажности в помещении необходимо снизить до минимума.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.

Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
- снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
- очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
- в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками. Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
 Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Основные области гниения кузова, нуждающиеся в сварке
Рисунок 1. Сварка кузова электродом нежелательна, так как образуются заметные швы.
Сварка кузова электродом нежелательна, так как образуются заметные швы.
По истечении срока службы кузов транспортного средства переходит в фазу гниения, поэтому необходимо идентифицировать пораженные участки и незамедлительно заняться их ремонтом. Разумеется, если у вас имеются необходимые материальные средства, вы можете заменить кузов полностью.
Но в других случаях за помощью обращаются к сварке. Она успешно справляется с коррозийными областями. Если не устранить их вовремя, с прохождением определенного времени они поразят кузов полностью, превратив его в решето.
Несмотря на то что авто используется в разных целях, поражение кузова коррозией встречается в одинаковых местах. В первую очередь гниение начинается в нижней части кузова и на участках скопления жидкости, грязи и пыли: под крыльями, дверьми, в передней и задней частях.
Под крыльями и дверьми все ясно – это самые загрязняемые области кузовной части автомобиля. Передняя часть поражается в основном из-за человеческого фактора, то есть грязь с обуви попадает внутрь салона и оседает под поликами. В задней части машины обычно начинает гнить область, где хранится запаска. Большинство автомобилистов забрасывают туда неочищенное колесо, поэтому коррозия основательно поражает этот участок.
В задней части машины обычно начинает гнить область, где хранится запаска. Большинство автомобилистов забрасывают туда неочищенное колесо, поэтому коррозия основательно поражает этот участок.
Данная проблема имеет распространенный характер, здесь трудно обойтись без капремонта. Для ее решения зачастую применяется специальное дорогостоящее сварочное оборудование, которое есть только в обслуживающих автомобильных центрах. Если ваши материальные возможности не позволяют обратиться туда, можно заняться сваркой самостоятельно. Но для этого потребуется разобраться в видах сварочных работ и понять, какие из них лучше всего подходят для кузовного металла автомобилей.
Как варить кузов автомобиля электродом? Строительный журнал
Содержание
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора. Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Большинство экспертов негативно отзываются о дешевых сварочных инверторов. Лучше всего приобрести модель подороже, но быть уверенным в ее качестве и долгом сроке эксплуатации. Также стоит отметить то, что инвертор может без особых проблем работать от источников питания с низким напряжением. Важно знать, что все ремонтные процессы, связанные со сваркой и не только нужно выполнять строго следую технике безопасности.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
Как варить кузов автомобиля инвертором
Сварка кузова автомобиля инвертором
Ремонт кузова может понадобится как владельцу нового автомобиля, так и обладателю ретро-авто.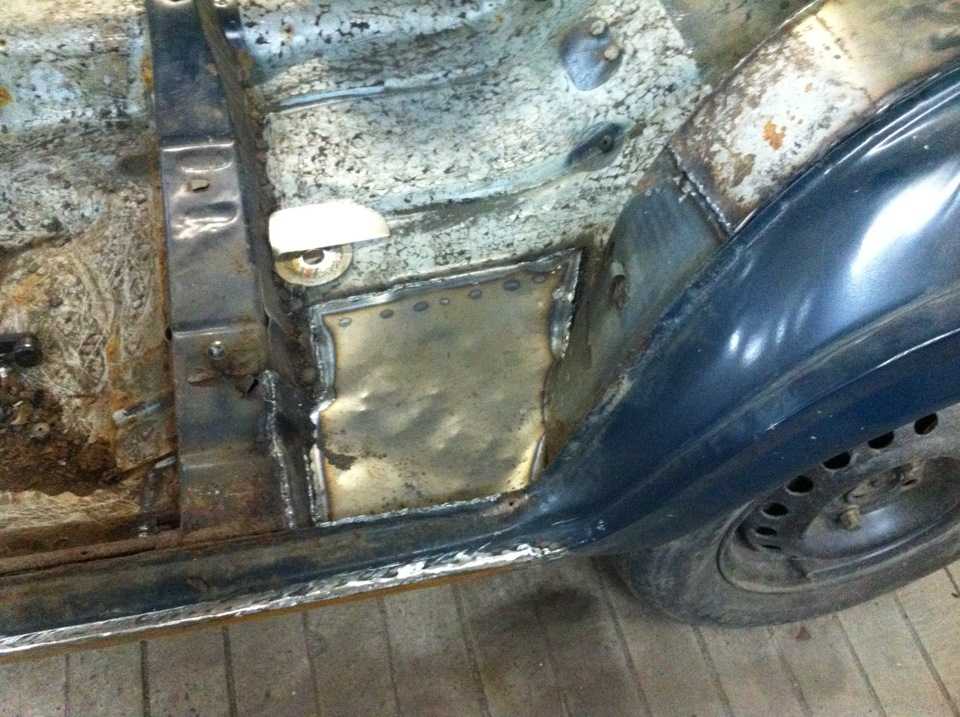 С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
С помощью сварочных работ восстанавливают кузов, поврежденный во время аварии, коррозией, гниением или под влиянием времени. Самостоятельный ремонт позволит сэкономить на оплате услуг автомехаников. Своевременное устранение коррозийных повреждений, замена сгнивших деталей, позволит продлить срок службы автомобиля.
Инвертор – это современный сварочный прибор, отличающийся небольшими размерами и компактностью. Ток, подаваемый от сети, поступает на выпрямитель и преобразуется устройством в высокочастотный переменный ток. После напряжение понижается, а сила тока увеличивается до 200 А, необходимых для проведения сварочных работ.
Как выбрать установку
При выборе сварочного аппарата важно обратить внимание на несколько факторов.
- Защита от скачков напряжения, данная функция защищает прибор от перепадов напряжения. Выбирайте модель с коэффициентом защиты 20-30%.
- Диапазон рабочих температур. Оптимальный диапазон для российских широт от -40°C до +40°C. Данный параметр позволит проводить сварочные работы как зимой, так и летом. Но использование прибора в крайних точках диапазона нежелательно.
- Мощность. Устройство должно подходить для работы с электродом №2, №4, тогда можно будет варить как тонкую сталь кузова, так и металлы с большей толщиной.
- Класс безопасности прибора.
- Защита от коротких замыканий, перегрева. Устройство должно автоматически отключаться при возникновении аварийных ситуаций или перегреве.
- Защита от влаги и пыли. Для использования в гараже, лучше выбирать установку с автоматическим удалением пыли.
 Но использование прибора в крайних точках диапазона нежелательно.
Но использование прибора в крайних точках диапазона нежелательно.Выбирая прибор, не обращайте внимания на дополнительные функции вроде горячего старта или защиты от прилипания электрода. Аппарат устроен так, что у любой модели данные функции присутствуют по умолчанию. Заявление о том, что это дополнительный преимущества какой-либо модели – всего лишь маркетинговый ход.
Где хранить прибор
Хранить устройство нужно в сухом помещении с постоянной температурой. Микросхемы прибора не должны подвергаться повышенной влажности и перепаду температур. Поэтому хранить инвертор лучше дома.
Поэтому хранить инвертор лучше дома.
Особенности инверторной сварки
Инвертор отличается от обычного сварочного аппарата принципом подачи напряжения на электрод, который обеспечивает меньшее разбрызгивание. Устройство позволяет сваривать металл в труднодоступных местах кузова. Чаще всего ремонта требуют самые загрязняемые части: область под крыльями, дверьми, место хранения запасного колеса. При своих небольших размерах, прибор позволяет получить качественные швы без обращений к специалистам. Но при сварке с помощью электродов, получаются не самые аккуратные швы. Поэтому такой вид ремонта лучше использовать для области багажника, крыльев машины.
При работе необходимо соблюдать технику безопасности:
- не проводить ремонт во время дождя, в замкнутом или плохо освещенном помещении;
- не использовать прибор на морозе, в пыли;
- делать перерывы, чтобы аппарат остывал;
- требуется использовать перчатки, защитную куртку и маску.
Как подключить сварочную установку
Кабель установки можно подключать к обычной электросети, но перед подключением следует убедиться, что проводка соответствует стандартам и рассчитана на работу устройств с рабочим током в 16 А. Также аппарат может быть подключен к АКБ автомобиля.
Также аппарат может быть подключен к АКБ автомобиля.
- Инвертор присоединяется к АКБ с помощью зажимов. Зажим черного цвета соединяется с минусовой клеммой, красного – с плюсовой.
- Также подключаются другие необходимые устройства.
- Выполняется пробный запуск и сварка.
Важно: установку, рассчитанную на 12 В нельзя присоединять к сети на 24 В! Нельзя одновременно подключать больше одного инвертора.
Сварка кузова инвертором: пошаговая инструкция
Инвертор подходит для работы с металлом толщиной от 0,8 до 6 мм. Используется для:
- укрепление лонжерона;
- заплатки на отдельных частях кузов, разрушенных или поврежденных коррозией;
- выпрямление вмятин, оставшихся от аварий, столкновений.
Для сварки инвертором понадобится расходный материал – электроды.
В первую очередь, нужно оценить фронт работ, выявить места кузова, нуждающиеся в ремонте. Обеспечить соблюдение техники, приготовить воду или огнетушитель на случай возгорания. Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Те части автомобиля, что не будут подвергаться ремонту, нужно накрыть пленкой или тканью. При коррозийных повреждениях, ржавые детали удаляют, сгнивший металл вырезают. Края срезов грунтуют, а на места коррозий наваривают новые детали или материалы.
Для приваривания новых деталей оптимально использовать пошаговую сварку: сначала приваривают деталь швами по 2 см с шагом 4-6 см, затем обрабатывают оставшиеся пространство. Так шов получается жестким , прочным. После швы обрабатывают болгаркой, шлифуют. При необходимости, покрывают краской.
Сварка длинного шва
Если требуется сварить длинный шов, то сначала обрабатываются его края, затем поэтапно сваривают основную линию. После каждого из этапов нужно дать металлу остыть.
Коррозийные повреждения
Для борьбы с коррозийными повреждениями, разрушениями, необходимо сначала удалить ржавчину. Иначе результат продержится недолго. Только после очистки металла, можно приступать к сварке. Коррозийное повреждение необходимо «латать» с двух сторон: лицевой и внутренней. Когда лучше обратиться к специалисту
Когда лучше обратиться к специалисту
Если вы не уверены в собственных силах, не имеет подходящего помещения, то лучше обратиться к специалистам. Также не рекомендуем самостоятельно ремонтировать труднодоступные части автомобиля.
Чтобы избежать необходимости в ремонте, следите за состоянием кузова: его чистотой, отсутствие влажности, грязи, пыли. При покупке машины с рук, обратите особое внимание на состояние металла и грунтовки: лучше переплатить, чем купить ржавое или сгнившее авто.
Сварка кузова автомобиля и особенности ремонта
Кузов практически любого современного автомобиля способен быть в активной эксплуатации в течение 10-15 лет, до начала активных коррозионных процессов. Конечно, это возможно в случае качественного ухода и отсутствии повреждений (а при наличии таковых – при качественном ремонте). Однако необходимость проведения ремонтных работ, с использованием сварки может потребоваться не только при развитии коррозии, но и, например, в результате ДТП. Рассмотрим технологии проведения работ различных видов, чтобы читатель мог представить себе – насколько возможна сварка кузова автомобиля своими руками.
Рассмотрим технологии проведения работ различных видов, чтобы читатель мог представить себе – насколько возможна сварка кузова автомобиля своими руками.
Как сваривают кузов на заводе
Как известно, готовый кузов вовсе не отливают, а штампуют ряд деталей из жести, которую затем и соединяют сваркой в единый кузов. Конечно, происходит процесс, в большинстве случаев, автоматически, с использованием роботов. Однако сама технология сильно отличается от того, что можно увидеть в автосервисах или на производствах, работающих с металлоконструкциями.
Типичный метод сварки, когда укладывают сварной шов, имеет ряд недостатков, таких как:
- Сложность укладки самого шва;
- Необходимость учитывать «ведение» металла – ведь он при работе сильно локально нагревается, что вызывает неравномерное температурное расширение и его деформацию;
- Существенный расход дополнительных материалов (электроды, проволока и пр.).
На автозаводах, технология сварки кузова автомобиля значительно отличается – там используется преимущественно точечная сварка. Это довольно простой метод, позволяющий практически исключить расходные материалы, увеличить точность позиционирования деталей в автоматическом поточном производстве и нивелировать негативный эффект от локального температурного расширения.
Это довольно простой метод, позволяющий практически исключить расходные материалы, увеличить точность позиционирования деталей в автоматическом поточном производстве и нивелировать негативный эффект от локального температурного расширения.
Сама же технология достаточно проста – две детали позиционируются, и будущая сварная точка сжимается двумя не расходуемыми электродами, через которые пропускается значительный ток. Два слоя жести в месте контакта надёжно спаиваются друг с другом. При этом отсутствует сварной шов, геометрия деталей не теряется и образуется возможность пружинной деформации, что положительно сказывается на долговечности.
Конечно, такой тип соединения не предусматривает герметичности шва, но это решается, благодаря нанесению специального герметика на контактирующие области. А сам кузов, после проведения работ, полностью окрашивается. Именно так получаются такие прочные и эстетичные соединения, которые можно увидеть на любом автомобиле типовой конструкции.
Как делается сварка и ремонт кузова в условиях автосервиса или гаража
Мастерские, где используют аналогичные заводской технологии сварки встретить можно, но с каждым годом всё сложнее. Дело в том, что при проведении ремонтных работ с использованием точечной сварки необходимо не только соответствующее оборудование, но и использование множества дополнительных материалов. А заделать, к примеру, дыру (используя точечную сварку) может быть достаточно проблематично. Поэтому в ремонтных работах доминируют другие методы соединения металлических элементов.
Полуавтомат
Это наиболее частый вид оборудования, для проведения сварочных работ на автомобиле. Его популярность обеспечивается удобством использования – ведь можно достаточно просто «подлезть» в любой уголок и сделать шов. При этом не требуется уж очень сильных знаний и опыта.
Технически сварочный полуавтомат достаточно прост – используется практически такой же преобразователь тока, что и в остальных. Но вот расходные материалы различаются. Основной расходный материал – это сварочная проволока, различного диаметра (от 0,2мм до 2мм), как правило, покрытая слоем меди, и углекислый газ. Слой меди необходим для хорошего электрического контакта и как флюс. Углекислый газ, подаваемый в область сварочной дуги, не допускает контакта кислорода воздуха с расплавленным металлом.
Основной расходный материал – это сварочная проволока, различного диаметра (от 0,2мм до 2мм), как правило, покрытая слоем меди, и углекислый газ. Слой меди необходим для хорошего электрического контакта и как флюс. Углекислый газ, подаваемый в область сварочной дуги, не допускает контакта кислорода воздуха с расплавленным металлом.
В отличие от обычных сварочных аппаратов, в полуавтомате регулируется не только сила тока, но и скорость подачи сварочной проволоки, что позволяет настроить его достаточно точно. Таким аппаратом можно сделать тонкие, практически незаметные швы, при достаточной прочности соединения.
Для применения углекислого газа необходим не только сам заправленный баллон, но и редуктор, который будет снижать давление (150 атмосфер много для любого варианта регулирующей аппаратуры). И его поток также необходимо настроить, чтобы получить наиболее оптимальное значение.
Если пугает необходимость использования углекислого газа, то можно использовать специальную проволоку, которая хоть и не покрыта снаружи медным слоем, внутри содержит специальный флюс, который позволяет проводить работы без подачи газа. Обычная проволока, в таком случае, попросту горит – сварить ей без газа невозможно.
Обычная проволока, в таком случае, попросту горит – сварить ей без газа невозможно.
Благодаря вышеперечисленным особенностям, а также возможностью имитации точечной, сварка полуавтоматом кузова авто стала так популярна в мастерских, как официального уровня, так и в сервисах гаражного уровня, а также у частных владельцев.
Инвертор
Инверторы стали необычайно популярны, в последнее время, несмотря на то – что они попросту дальнейшее развитие обыкновенных сварочных аппаратов, но на современных компонентах. Основное отличие инвертора сводится к методу преобразованию тока – в нём, в отличие от стандартных (где используются сетевые 50 Гц), частота преобразования значительно выше (примерно 30-40 кГц).
Благодаря такому нововведению получилось сделать сварочный аппарат достаточно малых размеров и небольшого веса. При этом он не сильно чувствителен к пониженному напряжению питания, а дуга разжигается очень легко. На самом деле необходимо постараться, чтобы её не разжечь – справиться с инвертором может даже самый неопытный новичок.
На самом деле необходимо постараться, чтобы её не разжечь – справиться с инвертором может даже самый неопытный новичок.
Сам же сварочный процесс подразумевает использование электродов, совершенно аналогично типовой сварке. Сварка кузова автомобиля инвертором хоть и проста, но результаты далеки от идеальных. Шов получается недостаточно ровным, при этом достаточно толстым. Нагрев металла вокруг происходит сильнее, от чего возможно появление температурных деформаций.
Но если необходимо заварить незаметное для глаз место (например — на днище) – то можно воспользоваться и этим вариантом.
Полезные советы
Если вы решили провести сварочные работы самостоятельно, и уже решили – какой сваркой варить кузов автомобиля, а большого опыта за плечами ещё нет, то стоит знать несколько нюансов.
Вне зависимости от типа сварочного аппарата (за исключением точечной сварки), если предполагается длинный сварной шов, то действовать необходимо в несколько этапов. Сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована. Затем следует сделать несколько коротких (1-2 см) шва, по линии соединения. После каждой операции металл должен остыть. И лишь как завершающий этап – производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Затем следует сделать несколько коротких (1-2 см) шва, по линии соединения. После каждой операции металл должен остыть. И лишь как завершающий этап – производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Борьба с коррозией
Когда проведение сварочных работ вызвано коррозионным разрушением кузова, то ржавчину необходимо удалять, иначе ремонта хватит ненадолго (благодаря хитростям окисления железа, которое может быть двухвалентным или трёх). Т.е. необходимо удалить разрушенные участки, а следы ржавчины очистить до металла.
После же проведения работ, сварной шов также необходимо защитить, ведь если он останется «как есть» — то он быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
Именно поэтому нередки случаи, когда через год по сварному шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится – необходима полноценная переделка. Когда доступ есть с двух сторон – то проблем нет.
Когда доступ есть с двух сторон – то проблем нет.
Однако как быть, когда внутренняя часть сварного шва находится в закрытой полости? В данном случае лучше частично пожертвовать целостностью, просверлив в полость отверстие, что позволит обработать полость антикорром.
Таким образом, выполненная сварка кузова автомобиля не только будет радовать глаза, но и прослужит достаточно длительное время. А остальное зависит только от вас.
Чем лучше варить кузов автомобиля
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
Рассматриваем, можно ли варить кузов автомобиля сварочным инвертором
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать.
Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?
- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
Учитывая оба нюанса, несложно сделать вывод – инверторной сваркой можно варить машину, но делать это необходимо с учетом особенностей металла и техники проведения работ.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.
Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.
Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:
- Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
Характеристики производительности. Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности. Выбирать установку необходимо с учетом работы с электродом №2 (двоечка). Это требуется, чтобы не прожечь тонкую сталь кузова. Если учесть, что сварка авто инвертором может включать и другие работы с металлами имеющими большую толщину, становится понятно, что выбор следует остановить на аппарате с возможностью работать с электродами № 4.
Хранить сварочный инверторный аппарат для гаража лучше всего не в самом помещении, особенно если оно не отапливается, а все-таки дома. Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.
Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.
Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:
- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
Перед тем как начать работы, необходимо разогреть электрод. Для этого понадобится провести электродом по гладкой металлической поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:
Безопасность – рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
Наличие защиты от короткого замыкания. Система должна иметь функцию автоматического прекращения подачи электроэнергии в случае аварийной ситуации.
Защита от перегрева. Хотя сварка кузовного железа инвертором будет выполняться на малой мощности, блок контроля перегрева позволит избежать выхода из строя оборудования.
Даже инверторная установка с высоким уровнем защиты от попадания влаги не должна храниться во влажном помещении, особенно если не планируется ее эксплуатация в течение долгого времени.
Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
Какое оборудование лучше всего подходит для сварочных кузовных работ?
Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.
Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.
Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.
Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Источник http://https://beton-monolit.ru/elektrody/kak-varit-kuzov-avtomobilya-elektrodom.html
Источник http://
Патент США на электрод для контактной точечной сварки разнородных материалов. Патент (Патент № 11 084 119, выдан 10 августа 2021 г.) № 14/181,020, поданной 14 февраля 2014 г. и опубликованной как U.S. Pub. № 2015/023172. Полное содержание вышеупомянутой заявки включено сюда посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Техническая область настоящего описания в целом относится к контактной точечной сварке и, более конкретно, к контактной точечной сварке стальной заготовки и заготовки из алюминиевого сплава.
ОБЩИЕ СВЕДЕНИЯ
Точечная сварка сопротивлением — это процесс, используемый в ряде отраслей промышленности для соединения двух или более металлических заготовок. Автомобильная промышленность, например, часто использует контактную точечную сварку для соединения предварительно изготовленных слоев листового металла во время изготовления панели кузова автомобиля для двери, капота, крышки багажника или подъемной двери, среди прочего. Ряд точечных сварных швов обычно формируют вдоль периферийной кромки слоев листового металла или какой-либо другой области соединения, чтобы обеспечить конструктивную прочность панели кузова. В то время как точечная сварка, как правило, применялась для соединения некоторых металлических деталей одинакового состава, таких как сталь со сталью и алюминиевый сплав с алюминиевым сплавом, желание включить более легкие материалы в платформу автомобиля вызвало интерес к соединению стали. заготовок к заготовкам из алюминиевого сплава контактной точечной сваркой.
Точечная сварка сопротивлением, как правило, основана на сопротивлении потоку электрического тока через соприкасающиеся металлические детали и через поверхность их сопряжения (т. е. поверхность соприкосновения металлических деталей) для выделения тепла. Для выполнения такого процесса сварки пара противоположных электродов для точечной сварки обычно зажимается в диаметрально выровненных точках на противоположных сторонах заготовок в заранее определенном месте сварки. Затем электрический ток проходит через металлические заготовки от одного электрода к другому. Сопротивление потоку этого электрического тока приводит к выделению тепла внутри металлических заготовок и на границе их стыковки. Когда свариваемые металлические заготовки представляют собой стальную заготовку и заготовку из алюминиевого сплава, тепло, выделяемое на границе раздела фаз, инициирует расплавленную сварочную ванну в заготовке из алюминиевого сплава. Эта сварочная ванна расплавленного алюминиевого сплава смачивает прилегающую поверхность стальной заготовки и при прекращении подачи тока затвердевает в сварной шов. После завершения процесса точечной сварки сварочные электроды отводятся от соответствующих поверхностей обрабатываемой детали, и процесс точечной сварки повторяется на другом участке сварки.
Точечная сварка стальной заготовки с заготовкой из алюминиевого сплава сопряжена с некоторыми трудностями. Эти два типа металлов имеют несколько существенных различий, которые могут нарушить процесс сварки. В частности, сталь имеет относительно высокую температуру плавления (~1500°С) и относительно высокое удельное сопротивление, в то время как алюминиевый сплав имеет относительно низкую температуру плавления (~600°С) и относительно низкое удельное сопротивление. В результате этих физических различий алюминиевый сплав плавится быстрее и при гораздо более низкой температуре, чем сталь, во время прохождения тока. Алюминиевый сплав также остывает быстрее, чем сталь, после прекращения подачи тока. Таким образом, сразу после прекращения подачи сварочного тока возникает ситуация, когда тепло не рассеивается симметрично от места сварки, а скорее проводится от более горячей стальной заготовки через заготовку из алюминиевого сплава к электроду со стороны алюминиевого сплава.
Считается, что возникновение крутого температурного градиента между стальной заготовкой и сварочным электродом со стороны алюминиевого сплава ослабляет целостность полученного сварного соединения двумя основными способами. Во-первых, поскольку стальная заготовка сохраняет тепло в течение более длительного времени, чем заготовка из алюминиевого сплава, после прекращения подачи сварочного тока сварочная ванна расплавленного алюминиевого сплава затвердевает в определенном направлении, начиная с области, ближайшей к более холодному сварочному электроду, связанному с заготовкой из алюминиевого сплава, и распространяясь в сторону фейинг-интерфейса. Путь затвердевания такого типа имеет тенденцию вынуждать дефекты, такие как газовая пористость, усадка, микротрещины и остатки оксида, к и вдоль поверхности обшивки в сварном соединении. Во-вторых, постоянная повышенная температура в стальной заготовке вызывает рост хрупких интерметаллических соединений Fe-Al на границе раздела и вдоль нее. Наличие дисперсии очаговых дефектов вместе с избытком интерметаллидов Fe-Al вдоль стыковочной поверхности приводит к снижению сопротивления отрыву сварного соединения, установленного между заготовками.
Еще одно заметное различие между двумя металлами заключается в том, что алюминиевый сплав содержит один или несколько тугоплавких оксидных слоев (далее совместно именуемых «оксидный слой») на своей поверхности, которые образуются во время операций прокатки (например, отжига, обработки на твердый раствор, литья и т. д.) и воздействия окружающей среды. Этот оксидный слой, состоящий в основном из оксидов алюминия, является электроизолирующим, механически прочным и самовосстанавливающимся на воздухе. Такие характеристики не способствуют механике точечной сварки стальной заготовки с заготовкой из алюминиевого сплава. В частности, поверхностный оксидный слой повышает электрическое контактное сопротивление заготовки из алюминиевого сплава, а именно, на ее контактной поверхности и в точке контакта с электродом, что затрудняет эффективное управление и концентрацию тепла внутри заготовки из алюминиевого сплава. Механическая прочность поверхностного оксидного слоя также препятствует смачиванию стальной заготовки. Проблемы, создаваемые тугоплавким оксидным слоем на поверхности заготовки из алюминиевого сплава, дополнительно усложняются тем фактом, что оксидный слой может самовосстанавливаться или регенерировать, если он поврежден в присутствии кислорода.
Кроме того, чтобы получить разумную площадь сварного соединения между стальной заготовкой и заготовкой из алюминиевого сплава, обычно необходимо использовать режим сварки, который определяет более высокие токи, более длительное время сварки или и то, и другое по сравнению с точечной сваркой стали. -к стали, что может привести к повреждению сварочных электродов. Например, если оцинкованная стальная заготовка приваривается точечной сваркой к заготовке из алюминиевого сплава в соответствии с этими более агрессивными режимами сварки, сварочный электрод, находящийся в контакте со стальной заготовкой, имеет тенденцию вступать в реакцию с цинковым покрытием с образованием слоя латуни. . Поверхностное выталкивание может также произойти на границе раздела стальной заготовки и контактирующего сварочного электрода, если приложенный сварочный ток слишком высок. Для сварочного электрода, находящегося в контакте с заготовкой из алюминиевого сплава, чрезмерное проникновение расплавленного алюминиевого сплава в сварочную ванну может вызвать точечную коррозию и износ электрода при использовании увеличенного времени сварки.
РЕЗЮМЕ
Раскрыт способ контактной точечной сварки пакета, который включает стальную заготовку и заготовку из алюминиевого сплава. Способ включает контактирование поверхности стальной заготовки и поверхности заготовки из алюминиевого сплава противоположными сварочными электродами в заранее определенном месте сварки. Электрод, который контактирует с поверхностью стальной заготовки, обычно называют стальным сварочным электродом, и, аналогично, электрод, который контактирует с поверхностью заготовки из алюминиевого сплава, обычно называют сварочным электродом из алюминиевого сплава. Электрический ток достаточной величины и продолжительности (постоянный или импульсный) пропускают между сварочными электродами через пакет, чтобы инициировать и нарастить сварочную ванну из расплавленного алюминиевого сплава внутри заготовки из алюминиевого сплава и на границе раздела заготовок. Электроды в это время вдавливаются и вдавливаются в соответствующие поверхности заготовки, образуя пятна контакта. В конце концов, после прекращения подачи электрического тока сварочная ванна из расплавленного алюминиевого сплава охлаждается и затвердевает, образуя сварной шов на границе раздела.
Сварочные электроды, используемые для пропускания электрического тока через пакет, сконструированы таким образом, что плотность электрического тока в стальной заготовке выше, чем в заготовке из алюминиевого сплава. Эта разница в плотности тока может быть достигнута за счет пропускания электрического тока, по крайней мере вначале, между поверхностью сварного шва стального сварочного электрода и областью периметра поверхности сварного шва сварочного электрода из алюминиевого сплава, которая окружает углубление, так что площадь поперечного сечения, через которую проходит ток, расширяется в радиальном направлении в направлении от стыковой поверхности к сварочному электроду из алюминиевого сплава. Для достижения такого эффекта можно использовать ряд конструкций сварочных электродов из стали и алюминиевого сплава. Например, в одном варианте осуществления область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцевую базовую поверхность периметра, которая окружает и ограничивает углубление. В качестве другого примера область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава может представлять собой кольцеобразный выступ, который поднимается вверх от базовой поверхности поверхности сварного шва, образуя углубление на его внутренней стороне.
Считается, что настоящий метод точечной сварки оказывает положительное влияние на прочность и целостность сварного соединения. Во-первых, вдавливание поверхности сварного шва сварочного электрода из алюминиевого сплава в заготовку из алюминиевого сплава в ходе точечной сварки приводит к тому, что размягченная заготовка из алюминиевого сплава по крайней мере частично заполняет углубление, что приводит к образованию выпуклости. в пятне контакта со стороны алюминиевого сплава. Область периметра поверхности сварного шва электрода, которая окружает углубление, в свою очередь, усиливает пластическую деформацию нижележащей части заготовки из алюминиевого сплава и способствует относительному перемещению между заготовками на их стыке. Эти действия помогают разрушить и разрушить усложняющий поверхностный оксидный слой, который может присутствовать на границе раздела на поверхности заготовки из алюминиевого сплава. Более того, разная плотность электрического тока в заготовках из стали и алюминиевого сплава (большая плотность тока в стальной заготовке) концентрирует тепло в меньшей зоне стальной заготовки по сравнению с заготовкой из алюминиевого сплава. Концентрация тепла в пределах меньшей зоны стальной заготовки — возможно, до такой степени, что инициируется стальная сварочная ванна — изменяет радиальные градиенты температуры внутри двух заготовок, помогая расплавленной сварочной ванне из алюминиевого сплава затвердевать в сварном соединении в большей степени. желаемый способ.
РИС. 1 представляет собой вид сбоку пакета заготовок, который включает стальную заготовку и заготовку из алюминиевого сплава, собранных внахлест для контактной точечной сварки в заранее определенном месте сварки с помощью сварочного пистолета;
РИС. 2 представляет собой частичный увеличенный вид штабеля и противоположных сварочных электродов, изображенных на фиг. 1;
РИС. 3 представляет собой частичный вид сбоку в разобранном виде уложенных друг на друга и противоположных сварочных электродов, изображенных на фиг. 2;
РИС. 4 представляет собой вид сбоку в разрезе сварочного электрода из алюминиевого сплава в соответствии с одним вариантом осуществления;
РИС. 4А представляет собой частичный увеличенный вид в поперечном сечении поверхности сварки сварочного электрода из алюминиевого сплава, изображенного на ФИГ. 4;
РИС. 4B представляет собой частичный увеличенный вид в поперечном сечении другого варианта выполнения углубления, выполненного на поверхности сварного шва сварочного электрода из алюминиевого сплава, изображенного на ФИГ. 4;
РИС. 5 представляет собой вид сбоку в разрезе стального сварочного электрода в соответствии с одним вариантом осуществления;
РИС. 6 представляет собой частичный вид в поперечном сечении пакета перед прохождением сварочного тока, при котором стальной сварочный электрод контактирует с контактирующей с электродом поверхностью стальной заготовки, а сварочный электрод из алюминиевого сплава контактирует с контактирующей с электродом поверхностью заготовка из алюминиевого сплава;
РИС. 7 представляет собой частичный вид в поперечном сечении пакета во время точечной сварки, при котором сварочная ванна из расплавленного алюминиевого сплава инициируется внутри заготовки из алюминиевого сплава и на границе раздела стыков и, кроме того, внутри сварочная ванна из расплавленной стали инициируется. стальная заготовка;
РИС. 8 представляет собой частичное поперечное сечение штабеля после отключения сварочного тока и отвода сварочных электродов, в котором сварной шов был образован на стыке стыков, а стальной сварной шов был сформирован внутри стальной заготовки;
РИС. 9 представляет собой вид сбоку в поперечном сечении сварочного электрода из алюминиевого сплава в соответствии с другим вариантом осуществления для использования с пакетом, изображенным на ФИГ. 1-3;
РИС. 10 представляет собой вид сбоку в поперечном сечении стального сварочного электрода в соответствии с другим вариантом осуществления для использования с пакетом, изображенным на ФИГ. 1-3;
РИС. 11 представляет собой вид сбоку в поперечном сечении стального сварочного электрода в соответствии с другим вариантом осуществления для использования с пакетом, изображенным на ФИГ. 1-3;
РИС. 12 представляет собой микрофотографию заготовки из алюминиевого сплава (вверху) и заготовки из стали (внизу), которые были сварены друг с другом точечной сваркой с помощью пары сварочных электродов, которые пропускали сварочный ток через заготовку из алюминиевого сплава при более низкой плотности тока, чем через стальную заготовку. как указано в настоящем описании;
РИС. 13 представляет собой микрофотографию заготовки из алюминиевого сплава (вверху) и заготовки из стали (внизу), которые были сварены друг с другом точечной сваркой с помощью пары сварочных электродов, которые пропускали сварочный ток через заготовку из алюминиевого сплава при более низкой плотности тока, чем через стальную заготовку. как указано в настоящем описании;
РИС. 14 представляет собой фотографию результата испытания на прочность на отрыв, которое было проведено на соединении точечной сварки, сформированном на стыке стыка заготовки из алюминиевого сплава и заготовки из горячеоцинкованной стали без промежуточных пор посредством процесса точечной сварки, прошедшего сварочный ток через заготовки из стали и алюминиевых сплавов при, как правило, постоянной плотности тока; и
РИС. 15 представляет собой фотографию результата испытания на прочность на отрыв, которое было проведено на стыке точечной сварки, сформированном на границе стыковки заготовки из алюминиевого сплава и заготовки из горячеоцинкованной стали без промежуточных пор посредством процесса точечной сварки, прошедшего сварочный ток через заготовку из алюминиевого сплава при более низкой плотности тока, чем через стальную заготовку, как указано в настоящем описании.
ПОДРОБНОЕ ОПИСАНИЕ
РИС. 1-3 обычно изображают стопку заготовок 10 , который включает стальную заготовку 12 и заготовку из алюминиевого сплава 14 . Стальная заготовка 12 предпочтительно представляет собой гальванизированную (оцинкованную) низкоуглеродистую сталь. Разумеется, можно использовать и другие типы стальных заготовок, включая, например, низкоуглеродистую сталь без покрытия или гальванизированную усовершенствованную высокопрочную сталь (AHSS). Некоторые конкретные типы сталей, которые могут использоваться в стальной заготовке 12 , представляют собой сталь без пор (IF), двухфазную (DP) сталь, сталь с пластичностью, вызванной трансформацией (TRIP), и сталь, упрочненную прессованием (PHS). . Относительно заготовки из алюминиевого сплава 14 , это может быть алюминиево-магниевый сплав, алюминиево-кремниевый сплав, алюминиево-магниевый сплав или алюминиево-цинковый сплав, и он может быть покрыт цинком или конверсионным покрытием для улучшения адгезионных характеристик. , при желании. Некоторые конкретные алюминиевые сплавы, которые могут быть использованы в заготовке из алюминиевого сплава 14 , представляют собой алюминиево-магниевый сплав 5754, алюминиево-магниевый сплав 6111 и 6022 и алюминиево-магниевый сплав 7003 и алюминиево-цинковый сплав. Термин «заготовка» и его варианты из стали и алюминия широко используются в настоящем описании для обозначения слоя листового металла, отливки, профиля или любой другой детали, поддающейся контактной точечной сварке, включая любые поверхностные слои или покрытия, если представить.
Заготовки из стали и алюминиевого сплава 12 , 14 собираются внахлест для контактной точечной сварки в заранее определенном месте сварки 16 с помощью сварочного пистолета 18 . При штабелировании для точечной сварки стальная заготовка 12 включает сопрягаемую поверхность 20 и контактирующую с электродом поверхность 22 . Аналогичным образом, заготовка из алюминиевого сплава 14 включает в себя контактирующую поверхность 24 и контактирующую с электродом поверхность 9.0003 26 . Сопрягаемые поверхности 20 , 24 двух заготовок 12 , 14 перекрывают друг друга, образуя сопрягаемый стык 28 в месте сварки 16 . Интерфейс 28 обшивки, используемый здесь, охватывает случаи прямого контакта между поверхностями 20 , 24 обшивки деталей 12 , 14 , а также случаи, когда поверхности обшивки 900, 4003 2003 24 могут не соприкасаться, но, тем не менее, находиться в непосредственной близости друг от друга, например, когда присутствует тонкий слой клея, герметика или какого-либо другого промежуточного материала. Контактирующие с электродами поверхности 22 , 26 деталей из стали и алюминиевого сплава 12 , 14 обычно обращены друг от друга в противоположных направлениях, чтобы сделать их доступными для пары противоположных электродов для точечной сварки. Каждая из заготовок из стали и алюминиевого сплава 12 , 14 предпочтительно имеет толщину 120 , 140 в диапазоне от примерно 0,3 мм до примерно 6,0 мм и более предпочтительно от примерно 0,5 мм до примерно 4,0 мм, по крайней мере, в месте сварки 16 .
Сварочная горелка 18 обычно является частью более крупной автоматизированной сварочной операции и включает в себя первую стрелу горелки 30 и вторую стрелу горелки 32 , которые механически и электрически сконфигурированы для многократного формирования точечной сварки в соответствии с определенный график сварки, как это хорошо известно специалистам. Первая артиллерийская рука 30 имеет первый электрододержатель 34 , который удерживает стальной сварочный электрод 36 , а второй кронштейн пистолета 32 имеет второй электрододержатель 38 , который удерживает сварочный электрод из алюминиевого сплава 40 . Механизм охлаждения электродов 36 , 40 водой обычно встроен в кронштейны горелки 30 , 32 и держатели электродов 34 , 38 для регулирования температуры сварочных электродов 36 , 40 . Во время точечной сварки рычаги сварочной горелки 30 , 32 прижимают соответствующие сварочные электроды 36 , 40 к противоположным контактирующим электродам поверхностям 22 , 26 перекрывающейся стали 4 и заготовки из алюминиевого сплава 12 , 14 . Первый и второй сварочные электроды , 36, , , 40, обычно прижимаются к их соответствующим контактирующим с электродами поверхностям 9.0003 22 , 26 в диаметральном направлении друг к другу в предполагаемом месте сварки 16 . Затем электрический ток подается от регулируемого источника питания, электрически связанного со сварочной горелкой 18 , и проходит между сварочными электродами 36 , 40 и через детали 12 , 14 .
Электрод для сварки стали 36 и электрод для сварки алюминиевого сплава 40 изготовлены из электропроводящего материала, такого как медный сплав. Одним конкретным примером является медно-циркониевый сплав (ZrCu), который содержит около 0,10 мас. % до примерно 0,20 мас. % циркония и остальное медь. Предпочтительны медные сплавы, отвечающие данному составу и имеющие обозначение С15000. Кроме того, как будет дополнительно объяснено ниже, два сварочных электрода 36 , 40 сконструированы таким образом, чтобы влиять на плотность электрического тока при его прохождении через заготовки 9 из стали и алюминиевого сплава.0003 12 , 14 при точечной сварке. В частности, сварочные электроды 36 , 40 сконструированы таким образом, что плотность тока в стальной заготовке 12 больше, чем плотность тока в заготовке 14 из алюминиевого сплава. Это изменение плотности тока может быть достигнуто за счет пропускания электрического тока, по крайней мере вначале, между поверхностью сварного шва стального сварочного электрода 36 и областью периметра поверхности сварного шва сварочного электрода 9 из алюминиевого сплава.0003 40 — каждая из которых прижимается к соответствующей поверхности, контактирующей с электродом 22 , 26 заготовок 12 , 14 — так, что площадь сечения, через которую проходит ток, расширяется радиально вдоль направления от обшивки 28 к сварочному электроду из алюминиевого сплава 40 .
Разность плотностей тока в заготовках из стали и алюминиевого сплава 12 , 14 концентрирует тепло в меньшей зоне в стальной заготовке 12 по сравнению с заготовкой из алюминиевого сплава 14 . График сварки можно даже регулировать, если это необходимо, чтобы инициировать сварочную ванну из расплавленной стали в пределах стальной заготовки 12 в дополнение к инициированию сварочной ванны из расплавленного алюминиевого сплава в пределах заготовки из алюминиевого сплава 14 и на стыке интерфейс 28 . Акт концентрации тепла в меньшей зоне в стальной заготовке 12 — возможно, до степени инициирования стальной сварочной ванны — изменяет температурные градиенты, в частности, радиальные температурные градиенты, действующие в плоскости заготовки 12 , для изменения поведения затвердевания сварочной ванны из алюминиевого сплава, расположенной на стыка обшивки 28 , чтобы дефекты в конечном сварном соединении были перемещены в более подходящее место. В некоторых случаях, особенно когда в стальной заготовке 9 инициируется стальная сварочная ванна0003 12 , концентрация тепла в стальной заготовке 12 и результирующие температурные градиенты могут привести к конгломерату дефектов сварки в центре или вблизи центра сварного соединения на границе раздела 28 , что способствует лучшему сварному соединению целостность и прочность на отслаивание.
Сварочный электрод 40 из алюминиевого сплава включает в себя корпус 42 и поверхность сварки 44 , как лучше всего показано на ФИГ. 4. В корпусе 42 имеется доступная полая выемка 9.0003 46 на одном конце 48 для установки и крепления второго электрододержателя 38 известным способом. Переходная вершина 50 может проходить от противоположного конца 52 корпуса 42 до поверхности сварки 44 , но не требуется, поскольку поверхность сварки 44 может проходить непосредственно от корпуса 42 , чтобы получить то, что обычно называют «электродом, закрывающим все лицо». Корпус 42 предпочтительно цилиндрической формы диаметром 420 , который находится в диапазоне от примерно 12 мм до примерно 22 мм, более предпочтительно от примерно 16 мм до примерно 20 мм. Переходная вершина 50 предпочтительно имеет форму усеченного конуса, хотя другие альтернативные формы, такие как сферическая и эллиптическая, также могут быть подходящими.
Поверхность сварного шва 44 представляет собой часть сварочного электрода из алюминиевого сплава 40 , которая контактирует с контактирующей с электродом поверхностью и частично или полностью вдавливается в нее 26 заготовки из алюминиевого сплава 14 при точечной сварке. Поверхность сварного шва 44 имеет диаметр 440 и радиус кривизны, которые в совокупности достаточны для предотвращения чрезмерного вдавливания в сварочную ванну расплавленного алюминиевого сплава и размягченную область заготовки, окружающую сварочную ванну. Чрезмерная вмятина обычно определяется как вмятина, которая соответствует или превышает 50 % толщины 140 заготовки из алюминиевого сплава 14 . Таких вмятин можно избежать, например, если поверхность сварного шва 44 имеет диаметр 440 примерно от 6 мм до 12 мм и радиус кривизны примерно от 15 мм до примерно 300 мм. В предпочтительном варианте осуществления диаметр 440 поверхности сварного шва 44 составляет от около 8 до около 12 мм, а радиус кривизны составляет от около 20 до около 150 мм. Кроме того, при желании поверхность сварного шва 44 может быть текстурирована или иметь элементы поверхности, такие как описанные в патенте США No. № 6 861 609, 8,222,560, 8,274,010, 8,436,269 и 8,525,066, и публикации заявки на патент США № 2009/0255908.
Поверхность сварного шва 44 включает углубление 54 , расположенное вокруг центральной оси 56 поверхности сварного шва 44 , как показано на ФИГ. 4-4А. Он также включает кольцевую базовую поверхность по периметру 58 , которая окружает и ограничивает отверстие 60 углубления 54 без прерывания, а также образует поверхность сварного шва 44 с указанным радиусом кривизны. В этом конкретном варианте осуществления, как показано, углубление 54 определяется днищем 62 и непрерывной периферийной боковой стенкой 64 , которая соединяет днище 62 с кольцевой периметральной базовой поверхностью 58 в отверстии . 60 . Дно 62 может быть плоским, но не обязательно должно быть таким, и смещено вниз от воображаемой плоскости 66 , перекрывающей отверстие 60 для обеспечения углубления 54 глубиной 541 . Ширина 543 впадины 54 — измеряется на наибольшем расстоянии поперек впадины 54 перпендикулярно глубине 541 на любой конкретной глубине между воображаемой плоскостью 66 на вершине впадины 54 и дно 62 — обеспечено периферийной боковой стенкой 64 и может быть постоянным или переменным по глубине 541 . Углубление 54 может быть сформировано с его глубиной 541 и шириной 543 на поверхности сварного шва 54 любым подходящим способом, таким как, например, использование соответствующего вращающегося режущего лезвия.
Размер кольцевого периметра базовой поверхности 58 и впадины 54 предназначены для обеспечения образования прочного и долговечного сварного соединения между заготовками из стали и алюминиевого сплава 12 , 14 . Например, базовая поверхность 58 кольцевого периметра имеет площадь контакта, достаточную для поддержки сварочного электрода 40 из алюминиевого сплава на контактирующей с электродом поверхности 26 заготовки 12 из алюминиевого сплава, так что быстрое вдавливание поверхности сварного шва 44 в заготовку 12 предотвращается в начале протекания тока. Для достижения этого баланса обмена током и поддержки электрода кольцевая базовая поверхность периметра 58 предпочтительно имеет сплошную площадь не менее 28 мм 2 , равномерно распределенную вокруг углубления 54 , которое контактирует с контактирующей с электродом поверхностью 26 заготовки 12 из алюминиевого сплава в начале прохождения тока. В более предпочтительном варианте непрерывная и равномерно распределенная площадь контакта кольцевой периметральной базовой поверхности 58 составляет не менее 50 мм 2 .
Глубина 543 впадины 54 предпочтительно находится в диапазоне от примерно 0,1 мм до примерно 3,0 мм и, более предпочтительно, от примерно 0,3 мм до не более толщины 140 заготовки из алюминиевого сплава 14 и ее ширины 543 в отверстии 60 предпочтительно находится в диапазоне от примерно 2 мм до примерно 10 мм и, более предпочтительно, от примерно 3 мм до примерно 8 мм. Периферийная боковая стенка 64 , кроме того, предпочтительно сужается к днищу 62 , так что ширина 543 углубления 54 уменьшается от отверстия 60 до дна 62 для облегчения извлечения и отвода сварочного электрода из алюминиевого сплава 14 от контактирующей с электродом поверхности заготовка из сплава 14 . Этот конус имеет угол наклона 641 , который предпочтительно больше примерно 3° и, более предпочтительно, больше примерно 10°. Угол уклона 641 , как показано, представляет собой угол между периферийной боковой стенкой 64 и линию 643 , параллельную центральной оси 56 поверхности сварного шва 44 и пересекающую точку, где периферийная боковая стенка 64 встречается с кольцевой периметральной базовой поверхностью 58 в отверстии 60 , когда поверхность сварного шва 44 сварочного электрода из алюминиевого сплава 40 рассматривается в поперечном сечении. В одном конкретном примере, как показано в целом на фиг. 4-4А, впадина 54 имеет форму усеченного конуса в поперечном сечении и определяется глубиной 541 примерно от 0,3 мм до примерно 1,5 мм, диаметром отверстия 60 примерно от 3 мм до примерно 8 мм, углом наклона 641 периферийная боковая стенка 64 составляет около 10°, а диаметр в нижней части 62 составляет от около 2,9 мм до около 7,5 мм.
Форма углубления 54 может отличаться от конкретного варианта осуществления, показанного на РИС. 4-4А, при этом достигая той же цели, что и понятно специалистам в данной области техники. Углубление, например, обозначенное ссылочной позицией 9.0003 154 , может иметь закругленное дно 162 вместо периферийной боковой стенки 64 и плоское дно 62 , как показано на ФИГ. 4Б. Скругленное дно 162 соединяется с кольцевой периметральной базовой поверхностью 58 в отверстии 60 углубления 154 и смещено вниз от воображаемой плоскости 66 , перекрывающей отверстие 640 9000 154 с переменной глубиной 1541 и переменной ширины 1543 . Глубина 1541 обычно наибольшая в центре углубления 154 , которое обычно соосно с центральной осью 58 поверхности сварного шва 144 , а ширина 1543 обычно наибольшая в открытие 60 впадины 154 . Предпочтительная максимальная глубина 1541 и ширина 1543 углубления 54 в этих местах такие же, как и раньше (глубина: от 0,1 мм до 3,0 мм и, более предпочтительно, от 0,3 мм до не более толщины заготовка из алюминиевого сплава 14 ; ширина: от примерно 2 мм до примерно 10 мм и, более предпочтительно, от примерно 3 мм до примерно 8 мм). Закругленное дно 162 , если оно имеет сферическую вогнутость, также предпочтительно имеет минимальный радиус кривизны, превышающий примерно половину (50%) ширины 1543 углубления 154 в его отверстии 60 .
Электрод для сварки стали 36 может быть любым электродом, подходящим для точечной сварки стали. Обращаясь теперь к фиг. 5, один конкретный вариант стального сварочного электрода 9.0003 36 включает корпус 68 и сварную поверхность 70 . Корпус 68 определяет полую выемку 74 , доступную на одном конце 76 , для вставки и прикрепления к первому электрододержателю 34 известным способом. Переходная вершина 78 сферической формы может проходить от противоположного конца 80 корпуса 68 до поверхности 70 сварного шва, если это необходимо, чтобы обеспечить то, что обычно называют сферическим электродом. Тело 68 предпочтительно имеет цилиндрическую форму с диаметром 680 , который находится в диапазоне от примерно 12 мм до примерно 22 мм, более предпочтительно от примерно 16 мм до примерно 20 мм. Переходная носовая часть 78 , показанная и описанная как имеющая сферическую форму, не ограничивается этим и может принимать другие формы, такие как эллиптическая и усеченно-коническая. Что касается поверхности сварки 70 , то она, как и прежде, представляет собой часть стального сварочного электрода 36 , которая соприкасается и частично или полностью вдавливается в контактирующую с электродом поверхность 22 стальной заготовки 12 при точечной сварке. Поверхность сварного шва 70 стального сварочного электрода 36 имеет диаметр 700 , который находится в диапазоне от примерно 4 мм до примерно 12 мм, более предпочтительно от примерно 5 мм до примерно 9 мм, и является плоским или закругленным. Поверхность сварного шва 70 , если она имеет радиус, может иметь радиус кривизны около 8 мм или больше.
РИС. 1-2 и 6-8 иллюстрируют процесс точечной сварки, в котором пакет 10 точечной сваркой в месте сварки 16 с использованием сварочных электродов 36 , 40 , описанных выше на ФИГ. 4-4A и 5. Сварочный пистолет 18 (показан частично) сконфигурирован для подачи электрического тока и контактного давления, необходимых для точечной сварки стальной заготовки 12 и алюминиевой заготовки 14 . Плечи 30 , 32 сварочной горелки 18 могут быть стационарными (сварочные пьедесталы) или роботизированными, как это принято в данной области техники, и используются во время точечной сварки для контакта и прижатия сварочных электродов 36 , 40 на противоположных контактирующих электродах поверхностях 22 , 26 стальных и алюминиевых заготовок 12 , 14 в диаметральном соединении друг с другом 90 Зажимное усилие, определяемое рычагами горелки 30 , 32 , помогает установить хороший механический и электрический контакт между сварочными электродами 36 , 40 и их соответствующими контактирующими электродами поверхностями 22 , 26 .
Процесс контактной точечной сварки начинается с размещения пакета 10 между сварочными электродами из стали и алюминиевого сплава 36 , 40 таким образом, чтобы место сварки 16 в целом было совмещено с противоположными поверхностями сварки 70 , 44 . Это показано на фиг. 1, 2 и 6. Стопка заготовок 10 может быть перенесена в такое место, как это часто бывает, когда рукоятки пистолета 30 , 32 являются частью стационарного станка для сварки на пьедестале, или кронштейны пистолета 30 , 32 могут роботизированно перемещаться для размещения электродов 36 , 40 относительно места сварки
3 46 . После того, как пакет
10 правильно расположен, первый и второй рычаги 30 , 32 сходятся относительно друг друга, чтобы соприкоснуться и прижать поверхности сварки 70 , 44 стального сварочного электрода 36 и электродом для сварки из алюминиевого сплава 40 к противоположным контактным поверхностям электрода 22 , 26 деталей из стали и алюминиевого сплава 12 , 14 0 90 1004 в месте сварки как показано на фиг. 6. Контактное давление, создаваемое сварочными электродами 36 , 40 , приводит к тому, что поверхность сварного шва 70 стального сварочного электрода 36 начинает вдавливаться в контактирующую с электродом поверхность 9.0003 22 стальной заготовки 12 , а также поверхность сварки 44 сварочного электрода из алюминиевого сплава 26 заготовки из алюминиевого сплава 14 . Электрический ток — обычно постоянный ток от около 5 кА до около 50 кА — затем пропускают между поверхностями сварных швов 70 , 44 сварочных электродов из стали и алюминиевого сплава 36 , 40 и через штабель 10 на месте сварки 16 в соответствии с соответствующим графиком сварки. Электрический ток обычно пропускают в виде постоянного тока или серии импульсов тока в течение периода от примерно 40 миллисекунд до примерно 1000 миллисекунд. Во время протекания сварочного тока конструкция сварочного электрода из алюминиевого сплава 40 приводит к тому, что электрический ток имеет более низкую плотность тока в заготовке 9 из алюминиевого сплава.0003 14 чем в стальной заготовке 12 . Это происходит потому, что углубление 54 действует как электрически изолирующая полость в середине поверхности сварного шва 44 . Электроизолирующая пустота такого типа заставляет электрический ток проходить через кольцевую периметральную базовую поверхность 58 поверхности сварного шва 44 по более широкой площади сечения внутри заготовки из алюминиевого сплава 14 , чем это было бы в противном случае, если бы не было углубления 54 присутствовал. С другой стороны, стальной сварочный электрод 36 пропускает сварочный ток через более концентрированную площадь поперечного сечения внутри стальной заготовки 12 в результате более традиционной структуры его поверхности сварки 70 .
Прохождение электрического тока с различной плотностью тока через заготовки 12 , 14 считается по крайней мере частично ответственным за ряд металлургических явлений, которые синергетически улучшают способность точечной сварки заготовок 12 , 14 . Прохождение электрического тока через заготовки 12 , 14 сначала вызывает более быстрый нагрев стальной заготовки 12 , чем заготовка 14 из алюминиевого сплава, поскольку она имеет более высокое удельное сопротивление. Этот тепловой дисбаланс, который усиливается из-за большей концентрации электрического тока в стальной заготовке 12 , вызывает установление температурного градиента как в стальной заготовке 9,0003 12 и заготовка из алюминиевого сплава 14 . Поток тепла вниз по градиенту температуры к водоохлаждаемому сварочному электроду из алюминиевого сплава 40 в сочетании с генерируемым теплом, возникающим в результате сопротивления потоку электрического тока через поверхность раздела 28 обшивки, в конечном итоге расплавляет электрод. заготовка 14 из алюминиевого сплава и образует сварочную ванну 80 из расплавленного алюминиевого сплава, как показано на фиг. 7, который затем смачивает облицовочную поверхность 20 стальной заготовки 12 .
Другие металлургические события также происходят в наслоении 10 , в то время как сварочная ванна расплавленного алюминиевого сплава 80 инициируется и растет. В частности, повышенная плотность тока в стальной заготовке 12 во время прохождения тока приводит к более концентрированной зоне нагрева внутри стальной заготовки 12 (по сравнению с заготовкой из алюминиевого сплава 13 ), что может улучшить целостность и отслаивание. прочность конечного сварного соединения, о чем более подробно будет сказано ниже. Зона концентрированного тепла может, но не обязательно должна инициировать и увеличивать сварочную ванну из расплавленной стали 9. 0003 82 в пределах стальной заготовки 12 , как показано на РИС. 7, а также. Сварочная ванна из расплавленной стали 82 с большей вероятностью будет образовываться и увеличиваться, если используется режим сварки, требующий более агрессивных электрических токов и/или более длительного времени сварки. Такой график сварки имеет больше шансов быть успешно выполненным здесь без слишком сильного размягчения заготовки из алюминиевого сплава 14 из-за пониженной плотности тока в этой заготовке 14 .
Кроме того, во время подачи тока и в течение очень короткого периода времени после этого поверхности сварки 70 , 44 стального сварочного электрода 36 и сварочного электрода из алюминиевого сплава 40 продолжают углубляться в соответствующий электрод -контактные поверхности 22 , 26 . Образовавшиеся вдавленные углубления 84 , 86 известны как пятна контакта. Поверхность сварного шва 44 сварочного электрода из алюминиевого сплава 40 может подвергаться большему вдавливанию, чем его стальной аналог, из-за того, что алюминиевый сплав мягче стали и имеет более низкую температуру плавления. Вмятина на поверхности сварного шва 44 сварочного электрода из алюминиевого сплава 40 в ходе точечной сварки имеет благоприятное значение: она приводит к тому, что размягченная заготовка из алюминиевого сплава 14 частично или полностью заполняет углубление 54 . Это, в свою очередь, усиливает пластическую деформацию заготовки 14 из алюминиевого сплава под кольцевой периметральной базовой поверхностью 58 и способствует относительному перемещению между соприкасающимися поверхностями заготовки 20 , 24 в месте сварки 16 . Когда таким образом воздействуют на пластическую деформацию и относительное перемещение, поверхностный оксидный слой, присутствующий на поверхности 24 заготовки из алюминиевого сплава 14 , имеет тенденцию к разрушению и разрушению, что облегчает смачивание стальной заготовки 9. 0003 12 на его лицевой поверхности 20 в сварочной ванне из расплавленного алюминиевого сплава 80 .
После прекращения подачи сварочного тока сварочная ванна 80 из расплавленного алюминиевого сплава затвердевает с образованием сварного соединения 88 на границе раздела 28 стыка, как показано в целом на ФИГ. 8. Стальная сварочная ванна 82 , если она сформирована, также затвердевает в это время в стальной сварной шов 90 внутри стальной заготовки 12 , хотя предпочтительно, чтобы он не доходил ни до поверхности 20 прилегания, ни до контактирующей с электродом поверхности 22 этой заготовки 12 . Сварочные электроды 36 , 40 в конечном итоге отводятся от места сварки 16 и перемещаются на другое место сварки для проведения аналогичного процесса точечной сварки. Втягивание сварочного электрода из алюминиевого сплава 40 оставляет выпуклость 92 на контактирующей с электродом поверхности 26 заготовки из алюминиевого сплава 14 , где располагалась выемка 54 . Выпуклость 92 , следовательно, расположена в пределах вдавленного пятна контакта 86 , образованного поверхностью сварного шва 44 сварочного электрода 40 из алюминиевого сплава, и обычно имеет меньшую среднюю площадь поперечного сечения, чем сварной шов . 88 . Дефекты сварки имеют тенденцию собираться под и внутри выпуклости 92 вдали от поверхности обшивки 28 . Считается, что направление дефектов сварки в такое место положительно влияет на прочность сварного соединения 88 .
Сварное соединение 88 включает в себя сварной стержень из алюминиевого сплава 94 и, как правило, интерметаллический слой Fe-Al 96 . Наггетс сварного шва из алюминиевого сплава 94 проникает в заготовку из алюминиевого сплава 14 на расстояние, которое предпочтительно находится в диапазоне от примерно 20% до примерно 80% толщины 140 заготовки 14 из алюминиевого сплава, хотя в некоторых случаях он может проникать по всей толщине 140 (т. е. на 100 %) заготовки 14 . Интерметаллический слой Fe-Al 96 расположен между сварным стержнем 94 из алюминиевого сплава и стальной заготовкой 12 . Этот слой обычно образуется в результате диффузии алюминия из сварочной ванны 80 из алюминиевого сплава в стальную заготовку 9.0003 12 во время прохождения тока и в течение короткого периода времени после прохождения тока, когда стальная заготовка 12 еще горячая. Он может включать FeAl 3 , Fe 2 Al 5 , Fe 2 Al 7 и другие соединения. При измерении в направлении протекания сварочного тока интерметаллический слой Fe-Al 96 может иметь толщину от примерно 1 мкм до примерно 3 мкм, по крайней мере, в центре сварного соединения 88 под выпуклостью 92 , что составляет обычно тоньше, чем обычно наблюдается.
Считается, что формирование зоны концентрированного нагрева в стальной заготовке 12 — по сравнению с заготовкой из алюминиевого сплава 14 — улучшает прочность и целостность сварного соединения 88 по крайней мере одним из двух способов. . Во-первых, зона концентрированного тепла внутри стальной заготовки 12 изменяет распределение температуры в месте сварки 16 , создавая радиальные температурные градиенты в плоскости заготовки 12 , которые, в свою очередь, вызывают затвердевание сварочной ванны из расплавленного алюминиевого сплава 80 от ее более холодного внешнего периметра к ее центру. Такой характер затвердевания перемещает дефекты сварки от периметра заготовки к центру сварного соединения 88 , где они в меньшей степени ослабляют соединение 88 и нарушают его структурную целостность. Во-вторых, в случаях, когда инициируется стальная сварочная ванна 82 , поверхность прилегания 20 стальной заготовки 12 имеет тенденцию к деформации вдали от контактирующей с электродом поверхности 22 . Такая деформация может привести к утолщению стальной заготовки 12 в месте сварки 16 на целых 50 %. Увеличение толщины стальной заготовки 12 таким образом помогает поддерживать повышенную температуру в центре сварочной ванны из расплавленного алюминиевого сплава 80 , позволяя ей остывать и затвердевать в последнюю очередь, что может еще больше увеличить радиальные температурные градиенты и усилить сварной шов. дефекты по направлению к центру сварного шва 88 . Вздутие поверхности обшивки 20 стальной заготовки 12 также может разрушить интерметаллические соединения, которые имеют тенденцию образовываться вдоль границы раздела 20 и, когда соединение находится в эксплуатации, препятствуют росту трещины вдоль поверхности обшивки 28 путем отклонения трещин по нежелательному пути.
Прочие конструкции сварочных электродов, кроме конкретных вариантов исполнения сварочных электродов из стали и алюминиевого сплава 36 , 40 , показанные на фиг. 4-5, можно использовать для точечной сварки пакета 10 аналогичным образом (т. е. путем уменьшения плотности тока сварочного тока внутри заготовки 14 из алюминиевого сплава путем пропускания электрического тока через область периметра поверхности сварного шва сварочного электрода из алюминиевого сплава, чтобы расширить площадь поперечного сечения, через которую проходит электрический ток, в направлении от стыка 28 к сварочному электроду из алюминиевого сплава 40 ). Один такой вариант сварочного электрода из алюминиевого сплава, обозначенный ссылочным номером 140 , показан на фиг. 9. Варианты стального сварочного электрода, обозначенные ссылочными номерами , 136, и , 236, , показаны на фиг. 10 и 11 соответственно. Нет ограничений на то, какие электроды можно использовать вместе. Любой из сварочных электродов из алюминиевого сплава 40 , 140 можно использовать с любым из стальных сварочных электродов 36 , 136 , 236 , а также другие варианты, не описанные здесь явно, для точечной сварки пакета заготовок 10 способом, описанным выше.
Электрод для сварки алюминиевого сплава 140 , показанный на РИС. 9 устроен так же, как электрод 40 , показанный на фиг. 4, за исключением поверхности сварного шва, которая обозначена здесь ссылочным номером 244 . Поверхность сварного шва 244 имеет кольцеобразный выступ 31 вокруг центральной оси 256 поверхности сварного шва 244 . Кольцевой выступ 31 имеет диаметр 310 и поднимается вверх от базовой поверхности 33 поверхности сварного шва 244 , образуя углубление 254 на его внутренней стороне. Это углубление , 254, функционирует аналогично углублениям , 54, , , 154, на фиг. 4-4А и 4В, тем, что он действует как изолирующая полость в середине поверхности сварного шва 9.0003 244 по крайней мере в начальные моменты протекания электрического тока. Кроме того, также как и ранее, продолжающееся вдавливание поверхности 244 сварного шва в контактирующую с электродом поверхность 26 во время прохождения тока приводит к тому, что заготовка из размягченного алюминиевого сплава по меньшей мере частично заполняет углубление 254 . Возникающее в результате этого увеличение пластической деформации заготовки из алюминиевого сплава 14 под кольцевым гребнем 31 и усиление относительного перемещения между сопрягаемыми поверхностями заготовки 20 , 24 в месте сварки 16 способствует разрушению и разрушению поверхностного оксидного слоя, присутствующего на лицевой поверхности 24 заготовки из алюминиевого сплава 14 .
Базовая поверхность 33 поверхности сварного шва 244 имеет одинаковый закругленный профиль как внутри, так и снаружи кольцевого выступа 31 и придает поверхности сварного шва 244 заданный радиус кривизны (например, от примерно 15 мм до примерно 300 мм). Кольцевая проекция 31 имеет верхнюю плоскую поверхность 35 , которая возвышается над базовой поверхностью 33 на высоту 311 . Эта плоская поверхность 35 , как и прежде, образует непрерывную область, равномерно распределенную вокруг углубления 54 , которое контактирует с контактирующей с электродом поверхностью 26 заготовки 12 из алюминиевого сплава в начале прохождения тока, так что быстрое вдавливание поверхности сварного шва 44 в заготовку 12 предотвращено. Площадь контакта, обеспечиваемая плоской поверхностью 35 в начале прохождения тока, предпочтительно составляет не менее 28 мм 2 и, более предпочтительно, не менее 50 мм 2 . В одном конкретном варианте осуществления, например, кольцевой выступ 31 имеет диаметр 310 , который находится в диапазоне от примерно 2 мм до примерно 10 мм, более предпочтительно, от примерно 3 мм до примерно 8 мм, и высоту 311 , которая находится в диапазоне от примерно 0,1 мм до примерно 3 мм, более предпочтительно от примерно 0,2 мм до примерно половины (50%) толщины 140 заготовки из алюминиевого сплава 140 .
Хотя форма углубления 254 , показанная здесь на ФИГ. 9, может несколько отличаться от формы углублений , 54, , , 154, на фиг. 4-4A и 4B, все углубления 54 , 154 , 254 , тем не менее, будут способствовать пластической деформации заготовки из алюминиевого сплава 14 и способствовать относительному перемещению между поверхностями 9 сопряжения заготовки.0003 20 , 24 в месте сварки 16 таким образом, чтобы способствовать разрушению и разрушению поверхностного оксидного слоя, присутствующего на лицевой поверхности 24 заготовки из алюминиевого сплава 14 . Каждое из углублений 54 , 154 , 254 также будет по крайней мере частично заполнено, а часто и полностью заполнено заготовкой из размягченного алюминиевого сплава 14 во время вдавливания их поверхностей сварки 44 , 144 , 244 в контактирующую с электродом поверхность 26 при пропускании электрического тока при точечной сварке. Возникающая выпуклость, образованная поверхностями сварных швов 44 , 144 , 244 , будет иметь аналогичное влияние на сварной шов 88 между двумя заготовками 12 , 14 , даже если его форма может изменяются в результате различных размеров и форм углублений 54 , 154 , 254 , которые входят в состав различных поверхностей сварки 44 , 144 , 244 .
Сварочный электрод, показанный на РИС. 10 имеет те же основные компоненты, что и стальной сварочный электрод 36 , показанный на фиг. 5, за исключением двух основных отличий. Во-первых, стальной сварочный электрод 136 включает, но не обязательно должен включать переходную вершину 150 , имеющую форму усеченного конуса. Во-вторых, стальной сварочный электрод 136 включает поверхность сварного шва 170 , которая имеет базовую поверхность 41 и плато 43 , которое возвышается над базовой поверхностью 41 и предпочтительно центрировано относительно центральной оси 45 поверхности сварного шва 1700 . Базовая поверхность 41 поверхности сварного шва 170 имеет диаметр 410 от около 6 до около 12 мм и радиус кривизны от около 20 до около 100 мм. Плато 43 имеет поверхность плато 47 , который положительно смещен от базовой поверхности 41 примерно на 0,1–0,5 мм. Поверхность плато 47 имеет диаметр 450 от примерно 3 мм до примерно 7 мм и является более плоской, чем базовая поверхность 41 поверхности сварного шва 170 — поверхность плато 47 предпочтительно является плоской или имеет радиус кривизны около 40 мм и более. При замене стального сварочного электрода 36 , показанного на РИС. 5, как часть процесса точечной сварки, описанного выше, поверхность плато 47 плато 43 входит в контакт и вдавливается в контактирующую с электродом поверхность 22 стальной заготовки 12 . Однако относительная твердость стальной заготовки 12 обычно не позволяет окружающей поверхности 41 сварки соприкасаться и вдавливаться в контактирующую с электродом поверхность 22 .
Стальной сварочный электрод, показанный на РИС. 11 имеет те же основные компоненты, что и стальной сварочный электрод 9.0003 136 , показанный на РИС. 10, за исключением одного основного отличия. То есть стальной сварочный электрод 236 , показанный здесь, имеет закругленную поверхность сварного шва 270 , которая имеет базовую поверхность 51 и закругленный выступ 53 , который возвышается над базовой поверхностью 51 и предпочтительно центрирован относительно центральная ось 55 поверхности сварного шва 270 . Базовая поверхность 51 поверхности сварного шва 270 имеет диаметр 510 от примерно 6 мм до примерно 12 мм и радиусом кривизны от примерно 20 мм до примерно 100 мм. Закругленный выступ 53 предпочтительно имеет сферическую форму с диаметром 530 на базовой поверхности 51 в диапазоне от примерно 3 до примерно 7 мм и радиусом кривизны в диапазоне от примерно 8 мм до примерно 20 мм. При замене стального сварочного электрода 36 , показанного на РИС. 5, как часть процесса точечной сварки, описанного выше, закругленный выступ 53 углубления в контактирующей с электродом поверхности 22 стальной заготовки 12 для формирования более острого пятна контакта 84 . Возможно, что более острое пятно контакта 84 , связанное со скругленным выступом 53 , может увеличить плотность тока внутри стальной заготовки 12 и создать более крутые радиальные температурные градиенты по сравнению с более плоской поверхностью сварного шва 70 ранее описанного стальной сварочный электрод 36 .
ПРИМЕР
Эти примеры демонстрируют способы точечной сварки стальной заготовки и заготовки из алюминиевого сплава в соответствии с вышеприведенным описанием. В первом примере заготовка из алюминиевого сплава 6022 толщиной 1,2 мм (вверху) была приварена контактной точечной сваркой к заготовке толщиной 1,0 мм из горячеоцинкованной низкоуглеродистой стали (внизу). Сварочный электрод, используемый на стороне алюминиевого сплава, напоминал электрод, показанный на фиг. 4, а сварочный электрод, используемый на стальной стороне, напоминал электрод, показанный на фиг. 5. Два электрода приводили в контакт с их соответствующими противоположными поверхностями заготовки, и между ними осуществлялся обмен электрическим током в течение времени, достаточного для получения сварного соединения на стыке заготовок. В данном случае 19Электрический ток кА подавали в течение примерно 500 мс при усилии сварки около 800 фунтов. В данном конкретном примере сварочная ванна из расплавленной стали не образовывалась и не росла внутри стальной заготовки, о чем свидетельствует отсутствие какого-либо выраженного утолщения стальная заготовка в месте сварки.
Была сделана микрофотография поперечного сечения сварного соединения, показанная на ФИГ. 12. Выпуклость, образовавшаяся в результате углубления в электроде для сварки алюминиевого сплава, отчетливо видна в пятне контакта (показан только частично) на заготовке из алюминиевого сплава. Под выпуклостью и вдоль стыка обшивки находится сварной шов. Конгломерат дефектов сварки можно увидеть вблизи и вокруг центра сварного соединения, простирающегося вверх от границы раздела. Считается, что конгломерат дефектов сварки является результатом различной плотности тока, установленной в заготовках (более низкая плотность тока в заготовке из алюминиевого сплава), и влияния, которое различные плотности тока оказали на поведение при затвердевании расплавленной сварочной ванны из алюминиевого сплава. . Считается, что скопление дефектов сварки в одном внутреннем месте, в отличие от дефектов сварки, разбросанных по границе раздела и вдоль нее, положительно влияет на прочность сварного соединения. Например, прочность на отрыв сварного соединения, показанного на фиг. 12, составила около 75 фунтов, что намного больше, чем прочность на отрыв 20 фунтов, наблюдаемая для сварного соединения (между аналогичными заготовками из стали и алюминиевого сплава), полученного с помощью обычных сварочных электродов, в которых сварочный электрод из алюминиевого сплава не содержал поверхность сварного шва, которая имела область периметра, окружающую углубление, как описано выше.
Во втором примере заготовку из алюминиевого сплава 6111 толщиной 1 мм (вверху) подвергали контактной точечной сварке с заготовкой из горячеоцинкованной стали без промежуточных отверстий толщиной 0,8 мм (внизу). Сварочный электрод, используемый на стороне алюминиевого сплава, напоминал электрод, показанный на фиг. 4, а сварочный электрод, используемый на стальной стороне, напоминал электрод, показанный на фиг. 5. Два электрода приводили в контакт с их соответствующими противоположными поверхностями заготовки, и между ними осуществлялся обмен электрическим током в течение времени, достаточного для получения сварного соединения на стыке заготовок. Здесь электрический ток 20 кА применялся в течение периода около 300 мс при усилии сварки около 800 фунтов. В данном конкретном примере сварочная ванна из расплавленной стали не образовывалась и не росла внутри стальной заготовки, о чем свидетельствует отсутствие какого-либо воздействия. выраженное утолщение стальной заготовки в месте сварки.
Была сделана микрофотография поперечного сечения сварного соединения, показанная на ФИГ. 13. Выпуклость, образовавшаяся в результате углубления в электроде для сварки алюминиевого сплава, отчетливо видна в пятне контакта на заготовке из алюминиевого сплава. Под выпуклостью и вдоль стыка обшивки находится сварной шов. В этом примере была измерена часть интерметаллического слоя Fe-Al под выпуклостью, и было обнаружено, что она имеет толщину от примерно 1 мкм до примерно 3 мкм, что обычно меньше, чем обычно ожидается при точечной сварке стали и алюминиевого сплава. заготовки. Не ограничиваясь какой-либо теорией, считается, что уменьшенная толщина центральной части интерметаллического слоя Fe-Al наряду с изменениями в характере затвердевания расплавленной сварочной ванны из алюминиевого сплава, которые были вызваны более низкой плотностью сварочного тока в заготовке из алюминиевого сплава, способствовал прочности сварного соединения. В частности, сварной шов был испытан на прочность при сдвиге 546 фунтов. Такая прочность на сдвиг сварного соединения значительно выше, чем минимальная требуемая прочность на сдвиг в 300 фунтов, указанная в спецификации материалов SAE для аэрокосмической промышленности AMS-W-6858A для заготовки из алюминиевого сплава того же калибра.
Практическая прочность сварного соединения показана на ФИГ. 14-15. На каждом из этих рисунков показан результат испытания на прочность на отрыв, которое было проведено на соединении точечной сваркой, образованном на стыке заготовки из алюминиевого сплава 6111 толщиной 1 мм и заготовки из горячеоцинкованной стали толщиной 0,8 мм без промежутков. Конкретные наблюдения за испытаниями на прочность после отрыва, которые проводились здесь, включали в себя исследование области внутри и вокруг сварного соединения после того, как две сваренные точечной сваркой детали были отделены друг от друга, чтобы получить представление о прочности и целостности сварного соединения. Фотография, показанная на фиг. 14, был получен сварной шов, образованный методом точечной сварки, при котором электрический ток, проходящий через заготовки из стали и алюминиевого сплава, поддерживался в основном постоянной плотностью тока, а выпуклость не образовывалась в пятне контакта со стороны алюминиевого сплава. . Наблюдаемым результатом испытания на прочность на отрыв в этом случае было межфазное разрушение сварного соединения. Межфазное разрушение происходит, когда сварной шов разрывается на стыке обшивки и позволяет легко разъединить две заготовки.
Фотография, показанная на РИС. 15, с другой стороны, был сварным швом, выполненным в соответствии с приведенным выше описанием. Результат испытания на прочность на отрыв в этом случае показал, что сварное соединение было прочнее, чем соединение, показанное на фиг. 14. Этот вывод подтверждается тем фактом, что сварной шов не разорвался и не потерпел межфазного разрушения; скорее, заготовка из алюминиевого сплава была разорвана по краю сварного соединения, а сварной шов из алюминиевого сплава остался металлургически соединенным с поверхностью стальной заготовки посредством сварного соединения. Другими словами, когда две заготовки были разорваны, сварное соединение было достаточно прочным, чтобы сохранить металлургическую связь и вырвать кусок заготовки из алюминиевого сплава. Действительно, выпуклость, которая образовалась на поверхности заготовки из алюминиевого сплава сварочным электродом из алюминиевого сплава, все еще можно увидеть на фиг. 15 на оставленной кнопке сварки из алюминиевого сплава.
Приведенное выше описание предпочтительных примерных вариантов осуществления и конкретных примеров носит просто описательный характер; они не предназначены для ограничения объема следующей формулы изобретения. Каждому из терминов, используемых в прилагаемой формуле изобретения, следует придавать его обычное и общепринятое значение, если конкретно и недвусмысленно не указано иное в описании.
Опасно ли прикасаться к электроду во время сварки электродом?
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сталкивались ли вы с проблемой во время сварки электродом, когда вы просто не можете удержать электрод от тряски? Возможно, у вас возникло искушение зафиксировать стержень другой рукой, но действительно ли прикосновение к электроду во время сварки безопасно?
Как правило, считается небезопасным прикасаться к электроду во время его использования. Хотя в некоторых случаях сварщик может чувствовать, что ему нужно держать электрод, всегда следует избегать контакта, особенно с голой кожей или влажной одеждой.
При сварке электродом бывают моменты, когда вам нужно обращаться с электродом. Ниже мы подробно рассмотрим, когда безопасно прикасаться к электроду сварщика и насколько опасным может быть прикосновение к электроду.
Когда безопасно прикасаться к электроду сварщика?Безопаснее всего прикасаться к электроду сварочного аппарата, когда аппарат выключен.
Стержневой электрод «электрически горячий» при включенном сварочном аппарате, как и винты и металлические губки электрододержателя. Это относится не только к работе сварочного аппарата. Всякий раз, когда машина на , к электроду нельзя прикасаться голой кожей или мокрой одеждой.
Напряжение на электроде фактически максимальное, когда аппарат включен, а сварка не выполняется. Это называется напряжением холостого хода (OCV), и его целью является инициирование дуги при сварке.
Во избежание поражения электрическим током при замене электрода лучше всего отключить машину, а затем заземлить электрод на несколько секунд, прежде чем прикасаться к стержню. Когда вы закончите, просто снова включите машину, и все готово.
Можно ли получить удар током от электрода во время сварки электродом?Хотя легкие удары током случаются редко (а смертельные удары током случаются еще реже), во время сварки можно получить удар током.
При сварке используется контролируемая электрическая цепь для создания тепла и разрушения металла или проволоки, с которой вы работаете. Электричество — это мощный источник энергии, который течет по пути наименьшего сопротивления. Хотя он скорее пройдет через стержень в вашу работу и обратно через заземляющий кабель, бывают обстоятельства, когда вы можете быть единственным проводником и электрической цепью, что может привести к поражению вас электрическим током.
- Вы, ваша одежда или область вокруг вас мокрые. У воды гораздо меньшее сопротивление, чем у вас, что дает ей возможность проводить электричество через вашу одежду. Убедитесь, что ваши перчатки и рабочее место сухие, и избегайте сварки под дождем или снегом.
- Отсутствие заземления машины . Не работайте на машине без безопасного заземления, так как это может привести к серьезному поражению электрическим током.
- Прикосновение к электроду или другим металлическим частям аппарата. Особенно с голой кожей. Это может привести к поражению электрическим током или ожогам.
- Изношенные или поврежденные провода. Ваши провода будут изнашиваться от высокой температуры и повторяющихся изгибов, растяжений и изгибов. Всегда проверяйте провода перед началом сварки.
- Не стойте на металле. Обязательно встаньте на кусок фанеры или резиновый коврик.
В какой-то момент вы, вероятно, столкнетесь с влажными или влажными условиями, которые вам неподвластны. Если вы обнаружите, что сварка должна выполняться в опасных для электрического тока условиях, важно принять меры предосторожности, чтобы избежать поражения электрическим током.
Надлежащее защитное снаряжение поможет защитить вас и предотвратить возможные повреждения от ударов.
- Одежда – Убедитесь, что одежда чистая и сухая, и избегайте коротких рукавов.
- Перчатки – Избегайте использования перчаток с отверстиями или разрывами и убедитесь, что они мокрые от пота или внешних источников воды.
- Ботинки – Защитят ваши ступни и лодыжки от возможных ударов, ожогов и порезов.
- Защита глаз – Травмы глаз составляют около 25% всех травм при сварке. Не забудьте надеть соответствующую защиту, чтобы не повредить глаза.
- Изоляция – Держите сухую изоляцию между вами, проектом и землей
Важно отметить, что на самом деле не существует условий, при которых сварка на открытом воздухе под дождем безопасна или приемлема. Если вы находитесь в середине проекта, когда идет дождь, немедленно выключите все оборудование и уберите машину из-под дождя.
При каком напряжении можно получить травму электрическим током? Хотя поступали сообщения о травмах в результате поражения электрическим током напряжением всего 42 вольта, как правило, поражение электрическим током низкого напряжения происходит при токе до 500 вольт. Тем не менее, крошечные изменения в силе тока могут изменить серьезность, делая ток в 100 вольт столь же смертельным, как и ток в 1000 вольт.
Величина напряжения в аппарате зависит от процесса сварки и типа сварных швов и зависит от того, сколько ампер вы подаете.
При сварке ток высокий, а напряжение низкое, так как сильный ток выделяет больше тепла, необходимого для расплавления металла. Большинство сварочных работ выполняется при силе тока менее 200 ампер, но иногда может превышать 300 ампер.
Влияние силы тока на телоРазличные уровни силы тока по-разному влияют на организм. Контакт с десятью миллиамперами (мА) приведет к незначительному поражению электрическим током или его отсутствию, в то время как 200 мА могут вызвать серьезные ожоги, фибрилляцию желудочков и повреждение органов.
В качестве примера того, насколько опасным может быть прикосновение к электроду, отметим, что стандартная бытовая цепь имеет ток от 15 до 20 ампер или от 15 000 до 20 000 мА. Обычно через электрод проходит около 200 000 миллиампер, когда машина включена, поэтому при сварке обязательно соблюдайте надлежащие меры предосторожности.
При сварке электродом чаще всего используется постоянный ток (DC), поскольку он течет только в одном направлении, создавая плавную и более стабильную дугу. Электрический ток, который создается при включении сварочного аппарата, имеет положительный и отрицательный полюс. Это свойство называется полярностью. Говоря о полярности электрода, «прямая» полярность используется для отрицательных сварочных токов, а «обратная» полярность используется для положительных токов.
Сварочные токи обратной полярности обеспечивают более глубокое проплавление, тогда как прямая полярность обеспечивает более быстрое плавление и более высокую скорость наплавки.
Переменный ток (AC) или постоянный ток (DC) более опасен? Как правило, переменный ток более опасен, чем постоянный, из-за его высокой электрической частоты и среднеквадратичного значения. Переменный ток также может влиять на частоту сердечных сокращений, повышая риск сердечного приступа.
Около пяти процентов госпитализаций в ожоговые отделения в США связаны с поражением электрическим током. Поражение электрическим током происходит при прохождении электрического тока через тело. Это может привести к ожогам как внутренних, так и внешних тканей, а также повреждению органов и остановке сердца.
Какой фактор влияет на серьезность травмы от поражения электрическим током?- Тип тока – переменный ток (AC) или постоянный ток (DC)
- Сила тока
- Сопротивление току
- Продолжительность воздействия
- Область тела, на которую распространяется ток
При сварке можно получить удары двух разных классов: первичные и вторичные. Первичный удар происходит, когда вы касаетесь горячего компонента внутреннего сварочного аппарата, одновременно касаясь другого заземленного металла. Вторичный удар возникает при прикосновении к части сварочного контура.
Вторичный разряд является наиболее распространенным, и это тип разряда, который вы получаете, когда прикасаетесь к электроду. Чтобы получить удар, вы должны одновременно касаться обеих сторон сварочного контура, например, электрода и изделия.
Симптомы электрического удара, чтобы посмотреть на- Ожоги
- Одыдно дыхание
- БОЛЬНАЯ БОЛЬНА .
- Не прикасайтесь к человек. Они все еще могут контактировать с источником, что может привести к прохождению тока через вас.
- Позвоните по номеру 911 и запросите медицинскую помощь.
- Отключите источник электричества, если это возможно.
- Когда пострадавший отключится от источника электричества, проверьте его дыхание и пульс. Если какой-либо из них остановлен, немедленно выполните СЛР.
- Если у человека проявляются признаки шока, такие как бледность кожи или обморок, уложите его так, чтобы голова была немного ниже туловища, а ноги приподняты.
- Не прикасайтесь к ожогам, волдырям или одежде.
- Работайте со сварочным аппаратом в хорошо проветриваемом помещении.
- Не ставьте сварочный аппарат на землю. Вместо этого установите его на кусок фанеры
- Держите руки, волосы и одежду подальше от движущихся частей
- Всегда останавливайте двигатель перед выполнением любого обслуживания.
- Защитите все тело огнеупорной одеждой
- Всегда носите защитные очки
- Держите под рукой хорошо укомплектованную аптечку
- Убедитесь, что сварочный аппарат правильно установлен и заземлен
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
- Используйте подходящие инструменты для работы
Сварщик — это, очевидно, самое важное оборудование, которое вам нужно. Убедитесь, что вы выбрали сварочный аппарат, который даст вам наилучшие результаты для конкретной работы.
Шлем. Еще одним важным инструментом является сварочный шлем. Убедитесь, что вы приобрели высококачественный шлем, который защитит ваше лицо и зрение от искр и яркого света, которые являются побочным продуктом сварочного процесса. Ищите такие функции, как фильтры с автоматическим затемнением, и убедитесь, что размер шлема правильный. Это означает, что шлем должен полностью закрывать лицо и шею.
Перчатки. Кожаные сварочные перчатки также необходимы для защиты. Ищите перчатки, специально предназначенные для защиты при сварке, чтобы обеспечить максимальную безопасность.
Сварочные шторы — Сварочные шторы и экраны предназначены для защиты рабочего места от искр, тепла, дыма и ультрафиолетового излучения.
Экраны и шторы, как правило, изготавливаются из сверхпрочного пластика, который должен пройти государственную сертификацию безопасности. Обязательно приобретите шторы для сварки, которые достаточно велики, чтобы адекватно защитить ваше пространство.Сварочные зажимы — Сварочные зажимы надежно удерживают на месте то, что вы свариваете. Будь то панель или что-то еще, последнее, что вам нужно, это чтобы деталь, над которой вы работаете, упала во время сварки. Инвестиции в качественные сварочные зажимы повысят качество и безопасность сварки.
- Не забывайте об обслуживании
- Практика
Чтобы защитить себя от поражения электрическим током, первое, что вам нужно сделать, это убедиться, что работа заземлена. Все, что вы свариваете, должно быть заземлено, иначе пострадает все остальное.
Вы также захотите оградить свое тело от работы и земли. Не кладите руки, тело или ноги на свариваемый металл и не становитесь во время работы на сухую фанеру или резиновые коврики.
Носите надлежащую защитную одежду, такую как термостойкая куртка с длинными рукавами, джинсовые брюки без манжет, сапоги со стальным носком и резиновой подошвой, утепленные перчатки, защитную маску или сварочный шлем.
Что делать, если вы получили удар током во время сварки электродом?Хотя это и не всегда так, травмы, вызванные поражением электрическим током, могут быть серьезными, и серьезность может быть не очевидна сразу.
Если вас ударит током, первое, что вам нужно сделать, это немедленно отключить питание машины. Тогда в ваших интересах связаться с бригадой скорой медицинской помощи. Поражение электрическим током может вызвать ожоги кожи, а может и вовсе не быть видимых следов. Несмотря на это, электрический ток, проходящий через тело, может вызвать внутренние повреждения.
Медицинский персонал поможет вам оказать необходимую первую помощь, которая может включать промывание ожогов, перевязку и лечение шока.
Что делать, если кто-то получил удар током от электродаЕсли кто-то рядом с вами получил удар током, Центр контроля и профилактики заболеваний (CDC) предлагает следующие действия:
Если вы чувствуете, что ваш стержень слишком сильно трясется во время сварки, у вас может возникнуть соблазн схватиться за электрод. Некоторые сварщики фиксируют наконечник, кладя два пальца в перчатках на середину стержня, особенно в начале использования нового стержня.
Вместо того, чтобы класть руку на сам электрод, попробуйте использовать вторую руку в качестве опоры для той, которая держит сварочный аппарат. Это даст вам немного больше точности и поможет держать удочку под нужным углом.
Вот видео одной из техник подпирания, чтобы опробовать более устойчивый хват.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Безопасные методы работы при сварке электродомЛучший способ предотвратить поражение электрическим током при сварке электродом — это следовать стандартным процедурам безопасности. Вот некоторые из наиболее важных основных правил безопасности, которым необходимо следовать:
В зоне сварки всегда должна быть хорошо укомплектованная аптечка на случай травмы. Вы также должны держать поблизости противопожарное одеяло и огнетушитель на случай пожара или ожогов.
Также рекомендуется иметь кого-то, кроме вас, обученного оказанию первой помощи для лечения любых незначительных травм или оказания помощи в случае более серьезной травмы.
Заключительные мысли Основной вывод здесь заключается в том, что хотя вы МОЖЕТЕ прикасаться к электроду во время сварки электродом, это не рекомендуется с точки зрения здоровья и безопасности. Если у вас возникли проблемы с удержанием стержня от сотрясения во время сварки, попробуйте различные методы удержания, которые обеспечат вам более надежный захват.
Всегда убедитесь, что вы носите надлежащую одежду и следуете основным протоколам безопасности, чтобы обезопасить себя.
Источники:
https://www.shopfloortalk.com/forums/showthread.php?t=3585
https://weldtalk.hobartwelders.com/forum/weld-talk-topic-archive/welding-projects /4412-это-безопасно-держать-электрод
https://bbs.homeshopmachinist.net/forum/general/47997-avoiding-electrocution-with-a-stick-welder-advice-needed
https://www.quora.com/Can-I-get-shocked-if-Im-holding-the-arc-welder-while-welding
https://www.awoakes.com/toolbox/arc-welding-electrical-hazards#:~:text=A%20secondary%20voltage%20shock%20occurs,’re%20welding%20(work)
https: //www.oemeyer.com/sites/default/files/materials/pdf/safety/arcweldingsafety.pdf
https://weldingproductivity.com/article/cable-trouble/
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму .Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Электроды для газовой вольфрамовой дуговой сварки
Самая универсальная технология сварки плавлением в соответствии с самыми высокими стандартами качества
Когда почти 60 лет назад была введена дуговая сварка в среде инертного газа, мало кто мог себе представить, какое влияние этот процесс и, в частности, версия с неплавящимся электродом, окажет на производственную промышленность во всем мире.
Концепция дуговой сварки вольфрамом была быстро принята с 1950-х годов и внесла решающий вклад в развитие ядерных, химических и аэрокосмических технологий. Возможно, в настоящее время он зарекомендовал себя как наиболее универсальный метод производства сварных швов плавлением в соответствии с высочайшими стандартами качества.
Поскольку во время сварки в дуге создается температура около 4000 ºC, электрод играет решающую роль. Ясно, что он должен иметь высокую температуру плавления и быть неплавящимся: вольфрам быстро зарекомендовал себя как наиболее подходящий материал для электродов при дуговой сварке.
По мере того, как расширялись знания о характеристиках дуги, стало ясно, что использование чистого вольфрама накладывает некоторые ограничения на развитие процесса, в частности, на зажигание дуги, стабильность и износ электрода.
Ранние исследования влияния незначительных добавок тугоплавких оксидов, особенно тория, к вольфраму показали, что можно достичь значительного общего улучшения характеристик, и благодаря этой работе постепенно был введен ряд вольфрамовых электродов, содержащих добавки оксидов или «примеси».
Несмотря на потенциальное значение характеристик электродов, за последние 50 лет было опубликовано несколько практических научных работ, посвященных характеристикам вольфрамовых электродов.
Некоторые из них выступают за широкое использование присадок на основе улучшения характеристик сварки, некоторые подчеркивают связанные с ними опасности.
Большая часть работы однако противоречива и спорна. Поставщики и пользователи также провели множество полевых испытаний и заявили о превосходстве одних присадок над другими.
Однако доказательства, подтверждающие результаты этих испытаний, ошибочны и не могут использоваться в качестве основы для обобщенных выводов. Здесь мы представляем объективный обзор того, что стало эмоциональным вопросом – использование примесей в вольфрамовых электродах.
Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностью для здоровья.
Производство электродов
Электроды изготавливаются с использованием металлургического процесса, при котором порошок прессуется и спекается при высокой температуре для получения стержней. Оксидные добавки обычно тонко диспергируют в вольфрамовом порошке перед формованием, но некоторые продукты — композитные электроды — состоят из вольфрамового сердечника с оксидным покрытием.
Затем стержни подвергаются термической обработке и механическому уменьшению диаметра, чтобы соответствовать стандартам, установленным рынком.(10)
Основные легирующие примеси работа выхода – энергия, необходимая для отрыва электрона.
Это важное требование для эффективной генерации дуги. Легирующие примеси снижают работу выхода и, таким образом, усиливают эмиссию электронов.
Как следствие, это увеличивает срок службы электрода, а также может способствовать возникновению и стабильности дуги.
| Материал | Работа выхода (электрон-вольты) |
| Вольфрам Тория Лантана Церия MST | 4,5 3,35 3,3 2,6 2,4 |
(MST — это MultiStrike® Tungsten, торговая марка Huntingdon Fusion Techniques Limited для своих вольфрамовых электродов) церия (CeO2), и некоторые из них классифицированы в таблице 1.
См. также ссылки 1, 2, 3.
Коммерческие производители также производят ряд электродов, в состав которых входит комбинация присадок (4).
Технические и коммерческие соображения
| Безопасные для окружающей среды неторированные вольфрамовые электроды | Синий наконечник указывает на безопасный зеленый вольфрам |
Зажигание дуги
Хотя материал электрода оказывает значительное влияние на легкость зажигания дуги, существует несколько других управляющих факторов. Среди них дуговой промежуток, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
С таким количеством взаимодействующих переменных экспериментирование отнимает много времени. Относительная характеристика зажигания дуги любого электрода зависит от других параметров; наиболее сложные условия запуска преобладают при низком напряжении холостого хода, т.е. < 35 В, низком токе, т. е. < 20 А, и большом дуговом промежутке.
Castner (5) сообщил, что электрод с 2% оксидом церия обеспечивает наилучшие характеристики, но Мацуда (6) обнаружил, что при низких напряжениях холостого хода оксид церия уступает электроду из лантана, иттрия и тория.
Специфическая, но ограниченная работа (7) на электроде с несколькими легирующими добавками показала, что разница в зажигании дуги незначительна по сравнению с электродом с 2% тория, однако испытания, проведенные Huntingdon Fusion Techniques Limited, показали, что вольфрамовый электрод MultiStrike® поджигает 10 раз больше, чем торированный вольфрам при тех же условиях.
Обзор обзора. Выбор между влиянием различных легированных электродов на зажигание дуги невелик, но в целом ни один из них не хуже, чем чистый вольфрам. При определенных условиях лантана и церий обладают значительными преимуществами, в то время как вольфрам MultiStrike® обладает значительными поразительными преимуществами, а также не содержит радиоактивного тория.
Стабильность дуги
Стабильная дуга является необходимым условием для получения сварных швов неизменно высокого качества. Стабильность обратно пропорциональна работе выхода материала электрода, так что, хотя вольфрам хорош, добавки легирующих примесей с их более низкой работой выхода повышают стабильность дуги.
Имеются данные (5), что некоторые легирующие материалы теряются с поверхности электрода и могут или не могут быть адекватно восполнены за счет диффузии из тела электрода. В результате это приведет к постепенному снижению стабильности дуги во время использования.
Мультилегированный вольфрам действительно обеспечивает более высокий процент легирующей примеси для противодействия этому эффекту.
Обзор обзора. Добавление любой тугоплавкой оксидной добавки улучшает стабильность дуги, но MultiStrike® Tungsten является наиболее эффективным.
Эрозия электрода
Как и в случае зажигания дуги, на эрозию влияет множество взаимосвязанных переменных; Поэтому даже сложные исследования должны приводить к выводам, основанным на ограниченном сочетании обстоятельств.
Основным способствующим фактором является загрязнение в результате касания и контакта со сварочной ванной. Другими факторами являются геометрия наконечника электрода, сварочный ток, напряжение холостого хода, защитный газ, основной материал и источник сварочного тока.
Андерсон (7) показал, что добавки легирующей примеси могут снизить эрозию при высоких уровнях тока, но этот вывод основан на ограниченной работе.
Huntingdon Fusion Techniques (8) показала, что мультилегированные электроды в большинстве случаев работают с алюминием лучше, чем электроды, содержащие только диоксид циркония, но опять-таки работа ограничена.
Winson & Turk (9) сообщили, что электроды, легированные торием, в большинстве случаев демонстрируют более длительный срок службы, чем чистый вольфрам. Мацуда (6) обнаружил, что добавки легирующей примеси обеспечивают значительные преимущества при более высоких сварочных токах (рис. 1).
Эрозия за счет испарения является важным фактором и тем фактом, что тугоплавкие оксиды снижают температуру электрода во время сварки (6), (9) предполагает, что добавки оксида уменьшат потери на испарение: однако следует учитывать упомянутый ранее эффект диффузии.
Обзор обзора. Добавки всех типов примесей снижают эрозию электрода при некоторых обстоятельствах, но ни одна присадка не превосходит другие во всех условиях сварки.
Вопросы качества сварки
Сварочный электрод играет важную роль в обеспечении стабильной работы, поскольку он влияет на стабильность дуги. В то время как недорогие вольфрамовые электроды и вольфрамовые электроды, легированные оксидами, доступны на рынке, они обычно имеют низкое качество: в частности, плохая стабильность работы. Отслеживаемый вольфрамовый электрод в некоторой степени обеспечит критичному пользователю постоянство и надежность. (4)
Обзор обзора. На качество сварки может влиять качество электрода
Опасность для здоровья
Предупреждения о вреде для здоровья выдаются (1, 2, 3, 12, 13) многими законодательными и консультативными органами в связи с использованием сварочных электродов, содержащих тугоплавкие оксиды.
Предупреждения относятся к потенциальной токсичности и, в частности, к риску вдыхания частиц пыли от электродов, содержащих торий, образующихся во время шлифовки.
Общая опасность может быть описана в субъективном контексте, если обратиться к характеристикам легированных электродов, перечисленных в таблице 1. Хотя все эти электроды могут содержать радиоактивные вещества, уровень риска для электродов, содержащих диоксид циркония, лантана, иттрия и церия, значительно ниже, чем для электродов, содержащих диоксид циркония, лантана, иттрия и церия. с теми, которые содержат торий.
Несмотря на то, что использование электродов, легированных торием, не запрещено, поставщики и пользователи этих продуктов обязаны соблюдать надлежащие меры предосторожности при хранении и использовании.
Хранение
Во всех случаях рекомендуется специальное хранилище. Для небольших пользователей это может быть простой металлический шкаф, но для крупных пользователей более подходящей может быть отдельная комната. В любом случае стены шкафа/помещения, вероятно, будут достаточными для обеспечения надлежащей защиты от внешнего гамма-излучения.(11)
Применение
В местах, где время от времени проводится шлифовка кончиков электродов и удаляется любая поверхностная пыль, должна быть предусмотрена местная вытяжная вентиляция. регулярно пылесосить. При серийной сварке электродами, легированными торием, может потребоваться специальное оборудование для шлифовки наконечников. В этих обстоятельствах следует внедрить систему работы, основанную на использовании вытяжных и респираторных средств, с соответствующими мероприятиями по последующему удалению пыли (12).
Обзор обзора. Использование электродов, легированных торием, представляет опасность для здоровья. Альтернативные электроды, легированные оксидом, сравнительно безопасны.
Выводы
В отношении зажигания дуги все электроды, легированные оксидами, работают лучше, чем электроды из чистого вольфрама. При определенных условиях лантана и церий обладают значительными преимуществами, в то время как MultiStrike® Tungstens обладает наибольшими преимуществами.
Добавление любой тугоплавкой оксидной легирующей примеси к вольфрамовым электродам улучшает стабильность дуги, но наиболее эффективными являются оксид церия или вольфрам, содержащий мультилегированный оксид церия.
Примеси всех типов снижают эрозию электрода при некоторых обстоятельствах, но ни одна присадка не превосходит другие во всех условиях сварки.
Качество электродов и прослеживаемость могут быть важным фактором.
Отслеживаемые вольфрамы должны использоваться компаниями с ответственными сварными швами и работающими в соответствии со стандартами ISO или аналогичными.
Использование электродов, легированных торием, представляет риск для здоровья, поэтому следует использовать альтернативные электроды, легированные оксидом.
Доктора Майкл Флетчер и Рон А. Сьюэлл
Ссылки
1. Британский стандарт 6678:1986
Вольфрамовые электроды для дуговой сварки в среде инертного газа и плазменной резки и сварки
3. Британский стандарт BS EN 26848-1991
Спецификация на вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки 9
Япония WRI V15 No 1 1986
V15 No 2 1986
7. Anderson PC J
Performance of TIG Electrodes
Welding Institute Report 220177 June 1993
99
9. Winson & Turk
Сравнительное исследование торированных, циркониевых и чистых вольфрамовых электродов Welding Journal Res Supp March 1957
10. Американский стандарт ANSI/AWS A5 12-92
Спецификация электродов из вольфрама и сплава вольфрама для дуговой сварки и резка
11. Управление по охране труда и технике безопасности HSE 564/6 (Rev)
Хранение и использование торированных вольфрамовых электродов
12. Управление по охране труда и технике безопасности: Руководство EH53
Средства защиты органов дыхания для использования против переносимой по воздуху радиоактивности
13. Директива Европейского Совета 90/394/EEC
Вам не разрешается использовать или копировать любой из этих материалов или контента без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами. Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
АППАРАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ — P.R. MALLORY & CO. INC.
Изобретение относится к электродам для точечной сварки.
К числу свойств, требуемых от электрода для точечной сварки, относятся то, что он должен иметь хорошую тепло- и электрическую проводимость и что при использовании он должен быть устойчивым к деформации, по крайней мере, на его рабочем конце или конце, когда он подвергается механическому воздействию при температуры, равные или близкие к температуре сварки на заготовке. Причины этого следующие:
Процесс точечной сварки обычно используется для получения сварных швов небольшой площади между двумя относительно тонкими металлическими листами и обычно выполняется путем прочного зажима листов между двумя выровненными по оси электродами с водяным охлаждением и последующего пропускания сильного тока от одного электрода. к другому через листы. В этих условиях резистивный нагрев листов происходит, в частности, на границе раздела между ними, где они соприкасаются. Это связано с относительно высоким электрическим сопротивлением между листами в области контакта, и на практике скорость тепловыделения такова, что, по крайней мере, смежные поверхностные слои листов в этой области сплавляются, так что при охлаждении листы сварены вместе. При сварке таким образом пары листов необходимо предотвратить возникновение аналогичного процесса в местах контакта электродов с листами. Это делается путем циркуляции охлаждающей воды через корпус каждого электрода, чтобы температура его кончика не достигла значения, при котором он сам приварится к листу. Несмотря на эту предосторожность, температура кончика каждого электрода поднимается до значения, приближающегося к температуре сварки листов во время каждой операции сварки.
Далее, чтобы добиться необходимого контакта между листами, необходимо сжать их вместе со значительным усилием с помощью электродов. Отсюда следует, что во время каждой операции сварки острие каждого электрода подвергается значительным механическим нагрузкам при температурах, приближающихся к температуре сварки заготовки.
По этим причинам, по крайней мере, кончик электрода для точечной сварки должен (i) быть устойчивым к деформации при температурах, приближающихся к температуре сварки. Кроме того, такой электрод должен (ii) иметь высокую электрическую проводимость, чтобы он мог проводить необходимый сильный ток, не нагреваясь чрезмерно при прохождении тока. Кроме того, электрод должен (iii) иметь высокую теплопроводность, чтобы водяное охлаждение корпуса электрода эффективно охлаждало его рабочий кончик.
К сожалению, эти требования к электроду для точечной сварки с высокой тепло- и электропроводностью и хорошей жаропрочностью до некоторой степени несовместимы, поскольку такие материалы, как медь, которые хорошо удовлетворяют первым двум требованиям, не удовлетворяют третьему, в то время как материалы, обладающие особенно хорошими горячая прочность обычно имеет относительно плохую тепло- и электропроводность.
Если электрод для точечной сварки изготовлен из относительно мягкого (но обладающего высокой электропроводностью) материала, такого как медь, высокая температура и давление, которым подвергается наконечник электрода при использовании, приводят к тому, что он довольно быстро расползается или образует грибовидную форму. . Когда это происходит, возникает необходимость прервать последовательность сварочных операций и удалить электрод, чтобы вернуть его кончику первоначальную форму. Обычно это делается путем повторной обработки наконечника или «обработки» его ручным напильником.
С другой стороны, если электрод изготовлен из твердого материала с высокой устойчивостью к деформациям, имеющего низкую электрическую и низкую теплопроводность, ток, необходимый для сварки, во время работы вызовет перегрев и последующее размягчение материала электрода, что приведет к «грибовидность» электрода. В экстремальных случаях электрод может плавиться и сплавляться с заготовкой.
Соответственно стало практикой использовать электроды, изготовленные из материалов, свойства которых лежат между упомянутыми выше крайними значениями и которые имеют электропроводность и теплопроводность, сравнимые с таковыми у меди, и прочность при повышенных температурах, которая значительно выше. Типичным из этих материалов является ряд сплавов хрома и меди с добавлением или без добавления небольшого количества одного или нескольких металлов бериллия, кобальта и циркония, которые были разработаны для изготовления электродов для точечной сварки. Электроды из этих сплавов, тем не менее, все же склонны к «грибовидности», хотя и в меньшей степени, чем медные электроды.
В соответствии с настоящим изобретением электрод для точечной сварки включает усиливающий элемент или элементы, проходящие в электрод от периферийной зоны контакта, как здесь определено, при этом элемент или элементы изготовлены из материала, обладающего относительно большей прочностью и устойчивостью к деформации в условиях сварки. чем обычные электродные материалы.
Мы обнаружили, что такой усиливающий элемент или элементы значительно уменьшают «грибовидность».
В одном из видов электрода для точечной сварки трубчатый армирующий элемент представляет собой плотно прилегающую вставку, расположенную в наконечнике электрода таким образом, что часть одного торца вставки совпадает с периферийной зоной контактной поверхности на рабочем конце и образует ее наконечника электрода.
Под «периферийной зоной контактной поверхности» понимают зону, внешний периметр которой либо совпадает с периферией контактной поверхности, либо находится рядом с ней, и плотно прилегает к ней.
Сопротивление деформации вставки при повышенной температуре, электро- и теплопроводность материала электрода максимально высоки.
Предпочтительно вставка имеет цилиндрическую форму, а внешняя периферия указанной одной торцевой поверхности имеет фаску, конусность или другую форму для получения сварочного наконечника желаемого профиля. Поэтому следует понимать, что вставка не только образует периферийную зону контактной поверхности, но также представляет собой относительно твердый материал вставки в той области наконечника, примыкающей к контактной поверхности, где обычно происходит «грибовидность».
Желательно, чтобы проводимость материала вставки была как можно выше, что соответствует необходимости избегать размягчения вставки во время работы. Например, в электроде, изготовленном из медно-хромового сплава, имеющего проводимость 80 процентов по международному стандарту отожженной меди, мы обнаружили, что удовлетворительная работа достигается при использовании вставки, имеющей проводимость выше, скажем, 30 процентов по международному стандарту отожженной меди.
Если используется несколько армирующих элементов в форме стержней или полос, соседние элементы могут быть расположены так, чтобы соприкасаться друг с другом или быть на расстоянии друг от друга. Таким образом, элементы определяют трубку, проходящую в электрод от «периферийной зоны контактной поверхности» и имеющую непрерывную или прерывистую поверхность в зависимости от формы поперечного сечения усиливающих элементов и от того, соприкасаются ли соседние усиливающие элементы. друг друга. Трубка может иметь круглое или другое поперечное сечение, и, при желании, продольное сечение трубки может сужаться.
Стержневые или ленточные армирующие элементы могут иметь круглое, прямоугольное или дугообразное поперечное сечение. Если элементы имеют дугообразное поперечное сечение, они могут представлять собой сегменты цилиндрической трубы.
Если используется один армирующий элемент, он может быть спиральным. В качестве альтернативы поперечное сечение армирующего элемента в плоскости, перпендикулярной длине электрода, может представлять собой спираль.
Конец электрода для точечной сварки обычно имеет конусность или фаску, и, при желании, усиливающий элемент или элементы могут быть расположены немного внутри наклонной поверхности, образованной таким образом, или могут составлять часть частей наклонной поверхности. .
Изобретение также включает способ изготовления электрода для точечной сварки, включающий: формирование кольцевой выемки на одном конце заготовки электродного материала в периферийной зоне контакта; принудительную посадку трубчатого армирующего элемента в углубление таким образом, чтобы внешний конец элемента находился по существу заподлицо с зоной, при этом элемент изготовлен из материала, имеющего относительно большую прочность и устойчивость к деформации в условиях сварки, чем обычные электродные материалы; и подвергание заготовки сжатию в прессе с обратным выдавливанием для получения полости, которая образует охлаждающую камеру в электроде.
Кроме того, изобретение включает машину для точечной сварки, имеющую сварочный электрод, изготовленный в соответствии с изобретением.
Электроды в соответствии с изобретением теперь будут описаны в качестве примера со ссылкой на прилагаемые чертежи, на которых:
РИС. 1 — вид в разрезе части электрода согласно изобретению, включая рабочий конец;
РИС. 2 и 3 иллюстрируют этапы изготовления электрода;
РИС. 4 графически представлены кривые Cm (как определено здесь) в зависимости от количества сварных швов для электродов с усиливающими вставками и без них;
РИС. 5, 6 и 7 показаны дополнительные детали электродов со вставками и без них; и
РИС. 8-12 представляют собой схемы, показывающие еще пять типов вставок.
Корпус 1 электрода, см. фиг. 1, изготовлен из медно-хромового сплава, известного как «Мэллори 3» («Мэллори» является зарегистрированной торговой маркой), а рабочий конец электрода имеет посаженную с усилием полую цилиндрическую усиливающую вставку 2, торец 3 из которая образует кольцевую периферийную зону контактной поверхности 4 электрода. Вставка 2 изготовлена из материала, известного как «Элконит 30W3» («Элконит» является зарегистрированной торговой маркой), и представляет собой спеченную массу вольфрамовых частиц с промежутками между ними, заполненными медью. Электрод включает охлаждающую полость 1А.
Электроды указанного типа обладают заметно повышенной стойкостью к «грибовидности» в эксплуатации по сравнению, например, с электродами того же размера и формы, полностью изготовленными из сплава «Мэллори 3» и без вставки «Элконит 30W3». Ссылаясь на фиг. 4, при испытаниях, проведенных для определения относительной стойкости к «грибовидному формированию» электродов «Мэллори 3» со вставками «Элконит 30W3» и без них, пары этих электродов использовались в автоматической машине для точечной сварки для соединения двух полос из мягкого материала EN2B. сталь (низкоуглеродистая сталь). Особое внимание было уделено тому, чтобы для каждой пары электродов использовался один и тот же режим сварки. После того, как каждая пара электродов использовалась для 10 000 сварных швов, один электрод из каждой пары удаляли и определяли его процентный «коэффициент грибовидности» (Cm).
Под «процентным грибовидным коэффициентом» понимается
Где М — площадь проекции «грибовидного» кончика электрода на плоскость, перпендикулярную центральной линии электрода, а Т — площадь, проецируемая на ту же плоскость , который был бы у кончика, если бы его длина была уменьшена без «грибовидности» на величину, равную потере длины, вызванной «грибовидностью», которая действительно произошла. «Грибовидность» кончика схематически показана пунктирными линиями на фиг. 5. На фиг. 4 кривая А показывает результаты испытаний на обычных электродах, а кривая В — на электродах в соответствии с изобретением.
После 10 000 сварок коэффициент См для электрода «Мэллори 3» со вставкой «Элконит 30W3» составил 11/2 процента, тогда как коэффициент См для электрода, полностью изготовленного из «Мэллори 3», составил 42 процента. Кроме того, когда электрод согласно изобретению был использован для выполнения дополнительных 20 000 сварных швов, значение его Cm увеличилось всего на 1-2 1/2 процента.
Опыт работы с электродами согласно изобретению показал, что вставка должна механически плотно прилегать к рабочему концу электрода. Чем плотнее механическая посадка вставки в электроде, тем меньше сопротивление поперечному потоку электричества и тепла в направлениях А и В (см. рис. 1) и, таким образом, в процессе эксплуатации тепло эффективнее отводится от электрода. кончик.
Один из способов изготовления электрода согласно изобретению показан на фиг. 2 и 3. На фиг. 2, цилиндрическая камера 5 из сплава «Мэллори-3» расположена внутри цилиндрической камеры 6 вертикального пресса с обратной экструзией. Нижняя грань заготовки 5 имеет кольцевой канал 7, в который предварительно принудительно вставлена полая цилиндрическая вставка 8 из «Элконита 30W3». Высота вставки 8 немного больше глубины канала 7, так что после экструзии вставка остается немного выступающей за нижний торец заготовки 5, обычно примерно на 0,005 дюйма. (Это не показано на фиг. 2 и 3).
Когда заготовка 5 помещена в пресс, как показано на РИС. 2, плунжер 9 вдавливается в верхнюю поверхность заготовки, чтобы деформировать ее до формы, показанной на фиг. 3. Как показано, под действием плунжера заготовка растягивается в радиальном направлении до тех пор, пока она не упрется во внутреннюю стенку камеры 6, и часть материала заготовки «выталкивается обратно» между плунжером и стенкой камеры, образуя продольную полость 1А. внутри заготовки. Эта полость образует полость охлаждающей воды в готовом электроде. После снятия деформированной заготовки с пресса нижний конец подвергают механической обработке до формы, показанной на фиг. 1, а верхний конец сужается, чтобы готовый электрод можно было поместить в стандартный электрододержатель. В качестве альтернативы, вместо того, чтобы формировать полость обратным выдавливанием, ее можно высверлить. Основные размеры электрода в соответствии с данным изобретением показаны на фиг. 7, а для сравнения на фиг. 1 показан обычный электрод с такими же размерами. 6.
Хотя описанный выше вариант осуществления относится к использованию сплава «Мэллори 3» с полой цилиндрической вставкой из «Элконита 30W3», электрод может быть изготовлен, например, из любого из металлов или сплавов, которые используются для изготовления электродов для точечной сварки, а вставка может быть из любого металлического материала, более прочного при повышенных температурах, чем материал электрода, в который она вставлена. Из материалов, которые могут быть использованы для вставки, особенно подходящими являются вольфрам или молибден, или сплавы, состоящие в основном из одного или обоих этих металлов, или материалы, состоящие в основном из спеченного агрегата частиц вольфрама или молибдена, или обоих.
РИС. 8-11 показаны другие типы вставок, которые могут использоваться в соответствии с изобретением. При использовании каждая из этих вставок будет представлять собой армирующий элемент или элементы, проходящие в электрод от периферийной зоны контакта, как определено выше.
РИС. 8 показана вставка, состоящая из четырех полос 10, расположенных в виде круглой трубы, причем каждая полоса имеет криволинейное поперечное сечение, как показано, образуя сегмент цилиндрической трубы.
РИС. 9 показана вставка, состоящая из круглых стержней 11, расположенных в виде круглой трубы. Как показано, стержни касаются друг друга. В несколько похожем устройстве (не показано) стержни были бы разнесены друг от друга. В качестве альтернативы стержни могут иметь квадратное или прямоугольное поперечное сечение.
РИС. 10 показана вставка, состоящая из прямоугольных стержней 12, расположенных на расстоянии друг от друга в виде конической трубы, причем ширина трубчатого образования увеличивается внутрь электрода от его периферийной зоны контакта, в которой внешние торцы 12А стержней 12 солгал бы.
РИС. 11 показана спиральная вставка 13, а на фиг. 12А показана спиральная вставка 14 в поперечном сечении в плоскости, нормальной к длине электрода, длина которой параллельна оси вставки 14.
РИС. 12 показана заготовка 20, из которой сформирован корпус электрода. Заготовка 20 имеет центральный выступ 21 и кольцевую выемку 22 для приема обычно трубчатой усиливающей вставки, ранее обозначенной цифрой 2. Для облегчения цилиндрической усиливающей вставки (см. фиг. 13А) внешняя периферия 23 кольцевой выемки 22 немного отрежьте, чтобы сформировать скошенный скошенный или изогнутый край. Чтобы зафиксировать вставку в нужном положении, центральный выступ подвергается штамповке или штамповке, после чего заготовке придается требуемая форма.
Ряд усиливающих вставок различной формы показан на РИС. 13. Фиг. 13А показана, как упоминалось выше, цилиндрическая вставка, на фиг. 13В показана цилиндрическая вставка, внутренняя периферия 24 которой в собранном виде является самым внешним концом вставки, срезанным под углом 30°.
Следует понимать, что при обжатии и упрочнении материал центрального выступа 21 выталкивается наружу не только к внутренней поверхности вставки, но и к кольцу треугольного сечения между вставкой и выступом благодаря фаске 24, тем самым закрепление вставки в углублении 22.
Другая модификация вкладыша показана на фиг. 13С, на котором внешняя и внутренняя периферия того, что в собранном виде является самым внутренним концом вставки, изогнуты.
Вставка, показанная на РИС. 13D представляет собой комбинацию вставок, показанных на ФИГ. 13В и С.
ФИГ. 13Е показана вставка с коническим отверстием. Конус отверстия таков, что наибольший диаметр приходится на то, что в собранном виде является самым внешним концом вставки.
Несмотря на то, что обжатие и упрочнение, обратное выдавливание заготовки вокруг материала и принудительная установка вставки в выемку, образованную в заготовке, приводят к удовлетворительному тепловому и электрическому контакту между вставкой и заготовкой, такой контакт может быть улучшен путем размещения слой серебра или сплава на его основе между вставкой и углублением.
Слой серебра или сплава на основе серебра может быть введен в виде шайбы, размещенной в основании углубления. Таким образом, приложение давления к вставке во время принудительной посадки, обратного выдавливания или обжатия вызовет не только деформацию материала шайбы для обеспечения хорошего контакта между вставкой и основанием выемки, но и определенное обратное выдавливание вставки. материал шайбы будет располагаться между внутренней и внешней периферией вкладыша и стенками углубления.
В альтернативном методе соответствующие поверхности вставки и/или выемки могут быть покрыты серебром или сплавом на основе серебра.
Сварочные стержни Plexus-NSD
(Торированные вольфрамовые электроды)
Вы говорите, что сварочные стержни радиоактивны?
Иногда. Некоторые сварочные стержни, часто называемые торированными вольфрамовыми электродами, действительно содержат некоторую радиоактивность.
Что такое торированные вольфрамовые электроды?
Торированные вольфрамовые электроды были представлены примерно пятьдесят лет назад в качестве альтернативы использованию электродов из чистого вольфрама. Слово «торированный» означает, что каждый из электродов содержит небольшое количество (1 или 2% по весу) диоксида тория (ThO2).
Где используются эти вещи?
Торированные вольфрамовые электроды широко используются в коммерческих отраслях промышленности, таких как авиастроение, нефтехимия, строительство и пищевая промышленность, в процессе, известном как вольфрамовая сварка в среде инертного газа или сварка TIG. При сварке TIG электрическая дуга возникает между неплавящимся вольфрамовым электродом и рабочим металлом. Это нагревает металл в процессе.
Почему эти стержни сделаны из вольфрама?
Вольфрам является преобладающим компонентом электродов из-за его высокой температуры плавления, превышающей температуру плавления всех других металлов.
Что такое Торий?
Торий — это радиоактивный элемент, который естественным образом встречается в окружающей среде. На самом деле торий в той или иной степени можно найти во всех почвах и горных породах на Земле. Это относительно тяжелый металлический элемент. Атом тория содержит в своем ядре 90 положительно заряженных частиц, известных как «протоны», и различное количество нейтральных частиц, известных как «нейтроны», в зависимости от изотопа.
Напомни мне еще раз, что такое изотоп?
Конечно. Изотоп элемента имеет такое же количество протонов в ядре, как и стабильный элемент, но другое количество нейтронов. Основным интересующим радиоактивным изотопом в торированных продуктах из вольфрама является торий-232 или Th-232. Вы можете узнать больше о радиоизотопах, радиоактивном распаде и источниках радиоактивности, таких как Th-232, изучив некоторые другие главы в этом разделе «Основы радиоактивности» на веб-странице Plexus-NSD.
Торированные вольфрамовые электроды больших размеров?
Я думаю, это вопрос перспективы, но обычно это не так. Типичный электрод имеет диаметр порядка одной восьмой дюйма (1/8 дюйма) и длину примерно полфута (6 дюймов), хотя доступны несколько других диаметров и длин. На самом деле, производители этих предметов часто изготавливают их в размерах, специфичных для конкретной операции или потребности.
Кажется забавным, что торированные вольфрамовые электроды используются для сварки, в то время как простые вольфрамовые стержни без тория позволяют избежать необходимости в радиоактивности. Почему это?
Некоторые сварщики предпочитают торированные вольфрамовые электроды электродам из чистого вольфрама, поскольку они обеспечивают улучшенные сварочные свойства. Добавление тория в этот вольфрамовый продукт приводит к более легкому зажиганию дуги, большей стабильности дуги, уменьшению загрязнения металла шва, повышению токопроводящей способности и увеличению срока службы электрода.
Все ли сварочные электроды содержат торий?
Нет. Имеются нерадиоактивные альтернативы. На самом деле, использование этих продуктов всегда следует учитывать, когда преимущества торированных устройств не требуются и не нужны.
Допустим, я не могу жить без торированных вольфрамовых. Существуют ли потенциальные риски, связанные с их использованием?
Излучение, испускаемое всеми радиоактивными материалами, взаимодействует с атомами в тканях, выбивая из них электроны или создавая заряженные частицы, называемые ионами. Это процесс ионизации, который, если количество достаточно велико, вызывает такие последствия для здоровья, как повреждение тканей или повышенный риск рака. Поскольку электроды из торированного вольфрама содержат радиоактивность, они могут ионизировать живую ткань путем как внешнего, так и внутреннего радиационного облучения.
Что вы подразумеваете под внешним воздействием?
Путь внешнего облучения относится к ионизирующему излучению, испускаемому электродом снаружи тела. Когда эти излучения взаимодействуют с телом и воздействуют на него, это называется внешним облучением. Однако риск, связанный с внешним воздействием при обращении с этими устройствами в любом практическом количестве, незначителен.
Хорошо, тогда как насчет внутреннего пути облучения?
Внутреннее облучение происходит при попадании в организм радиоактивных материалов. Это применимо к использованию торированных вольфрамовых электродов, поскольку операции сварки и шлифования, в которых они используются, обычно приводят к потере материала электрода.
Почему?
Во время самого процесса сварки дуга выделяет небольшое количество тория в воздух. К тому же результату приводит и шлифовка электродов, которая требуется периодически для достижения тонкого конического наконечника, необходимого для качественной сварки термочувствительных металлов. Когда частицы тория попадают в воздух, сварщик может вдохнуть их и получить дозу внутреннего облучения.
Боже мой. Это звучит серьезно.
Но это не так. Помните, только потому, что что-то является радиоактивным, это не делает его радиологически опасным для здоровья. Хотя величина дозы, связанной с использованием сварочных стержней, может быть измерена, она невелика по сравнению с другими дозами облучения, которые человек обычно получает каждый день в силу того, что он жив. Фактически среднегодовая доза, получаемая пользователями торированных вольфрамовых электродов, составляет менее 0,3% от максимально допустимой дозы для работников, работающих с профессиональным облучением. . . и агентства, которые обнародуют этот предел дозы, считают годовые дозы ниже предела «безопасными».
Значит никаких эффектов нет?
Хотя существует статистическая вероятность того, что использование торированных вольфрамовых электродов может вызвать рак легких, теоретическая вероятность исчезающе мала. В действительности этот эффект никогда не демонстрировался. Тем не менее, мы рекомендуем вам уделить некоторое время изучению главы «Радиационные риски», чтобы узнать больше о разнице между статистическими и реальными последствиями для здоровья, связанными с радиацией.
Какие меры предосторожности следует соблюдать при хранении и использовании ториевых вольфрамовых электродов?
Несмотря на то, что радиационная опасность от этих устройств низка, на основании научных исследований, проведенных различными коммерческими фирмами и одобренных регулирующими органами, как и любое промышленное устройство, продукт или соединение, существуют некоторые «здравые» меры предосторожности. это еще больше снизит потенциальные риски.
Нравится что?
Например, когда электроды не используются, сварщики должны избегать хранения электродов на теле, например, в кармане рубашки.
Хорошо, это логично. А защитная одежда? Должен ли я носить это?
Одежда и приспособления, которые обычно надеваются во время сварочных работ, такие как перчатки, лицевой щиток и обычная рабочая одежда, обеспечивают превосходную радиологическую и физическую защиту. Опять же, это здравый смысл.
Любые другие предложения?
Всего несколько. Сварку нельзя проводить в закрытых помещениях, если не обеспечена дополнительная вентиляция. И само собой разумеется, что лица, которые не участвуют непосредственно в сварочных работах, должны стоять в стороне от рабочего места. Во время шлифовальных работ область рядом с оператором должна проветриваться, а потери материала с электрода в результате этой операции следует регулярно пылесосить или отсасывать. И последнее, но не менее важное: после прекращения операций поощряются нормальные правила гигиены, такие как мытье рук.
Когда я закончу с торированным вольфрамовым электродом, как мне его утилизировать?
С технической точки зрения, вы можете утилизировать эти устройства так же, как и любые другие промышленные материалы этого типа. Нет никаких федеральных нормативных ограничений на их утилизацию обычными способами.
Я слышу в твоем голосе легкую нерешительность. Есть ли исключения?
Нет, нет. . . когда вы закончите с электродами, вы можете избавиться от них, как хотите. Однако, если предполагается крупное захоронение, было бы целесообразно предварительно обсудить это с местным оператором полигона, чтобы избежать каких-либо недоразумений.
Почему может возникнуть недоразумение?
В наши дни многие операторы контролируют входящие партии отходов на предмет радиоактивности. Если вы или ваш работодатель проезжаете на грузовике через ворота объекта, этот грузовик часто проходит через портал или монитор ворот. Если у вас в грузовике достаточно вольфрамовых электродов, монитор ворот подаст сигнал тревоги, о чем уведомит оператора. Затем он или она, вероятно, строго посмотрит на водителя и потребует объяснений.
Я понимаю, что вы имеете в виду. Так что, если я получу предварительное одобрение, я не поставлю своих водителей в рискованное положение, верно?
Правильно.
Вы сказали, что утилизация торированных вольфрамовых электродов на свалках является совершенно законной. Законно в чьих глазах? Кто принимает эти решения?
Регулирование вольфрам-ториевых сплавов подпадает под юрисдикцию Комиссии по ядерному регулированию США или NRC. NRC — федеральное радиационное агентство, выдающее лицензии на владение радиоактивностью.
Не говорите мне, что мне нужна лицензия только для того, чтобы использовать пару сварочных прутков?
Нет, нет . . . лицензия не требуется. В соответствии с положениями NRC раздела 10 Свода федеральных правил, часть 40 (10CFR40), Внутреннее лицензирование исходного материала, получение, владение, использование или передача этих устройств, если в них содержание тория составляет менее 4 процентов. по весу, освобождается от лицензионных требований. Другими словами, основная позиция NRC в отношении торированных вольфрамовых электродов заключается в том, что нет ни разумного, ни необходимого регулирования их владения и использования.
Есть ли какие-либо другие регулирующие органы, которые имеют право голоса в этом вопросе?
Департамент транспорта, или DOT, является еще одним федеральным агентством, которое участвует только в той мере, в какой его положения в Разделе 49 Свода федеральных правил требуют, чтобы контейнер, перевозящий торированные вольфрамовые продукты во время транспортировки от производителя до склада, продает их, чтобы они были помечены словом «радиоактивный» и соответствующим номером ООН (ID 2910). Грузоотправитель также должен подтвердить, что сама посылка имеет коэффициент контактного воздействия меньше 0,5 миллибэр в час.
Как облучение от торированных вольфрамовых электродов соотносится с естественным фоновым излучением, которое я получаю ежегодно?
Естественный совет по радиационной защите и измерениям, орган национальных экспертов, публикует отчеты по различным вопросам, представляющим интерес для специалистов по радиационной защите, и предлагает рекомендации. В отчете NCRP № 95 «Радиоактивность потребительских товаров» описывается использование ториевых электродов и их потенциальная доза для населения. Согласно NCRP, использование ториевых вольфрамовых электродов предполагает облучение небольшого числа людей и небольшую результирующую дозу облучения и населения в целом. По оценкам NCRP, средняя годовая эффективная доза, эквивалентная облученному населению, в основном сварщикам, составляет максимум 16 миллибэр. (Ознакомьтесь с глоссарием в разделе «Tool Box» веб-страницы Plexus-NSD для определения этих единиц.) Это значение можно сравнить с диапазоном фоновых и медицинских доз, получаемых населением США каждый год. что составляет от 250 до более 1000 миллибэр.
Что ж, это все очень интересно. Я вижу, что хотя торированные вольфрамовые электроды для сварки содержат радиоактивность, их можно безопасно использовать и утилизировать, и мне не стоит слишком беспокоиться, верно?
Довольно много. Широкое использование торированных вольфрамовых электродов продолжается из-за присущих им преимуществ по сравнению с использованием электродов из чистого вольфрама. И хотя они содержат радиоактивный материал и должны иметь соответствующую маркировку во время транспортировки, исследования на рабочем месте показали, что опасность для сварщика и любого вспомогательного персонала незначительна и не требует использования специальной вентиляции или защитной одежды. Кроме того, ни один федеральный орган не требует лицензирования этих материалов, и никаких ограничений на использование этих устройств федеральными или рекомендательными органами в этой стране не обнародовано.
И дозы радиации тоже низкие.
Верно. Расчетные дозы от использования этих устройств значительно ниже тех, которые получают ежегодно от естественного фонового излучения. В то же время, однако, пользователь должен знать, что существует потенциальная внутренняя опасность для тканей организма при использовании этих устройств. По этой причине следует соблюдать общие процедуры безопасности. Кроме того, использование имеющихся в настоящее время нерадиоактивных альтернатив следует рассматривать в каждом конкретном случае.
Спасибо. Думаю, я пойду и сварю что-нибудь.
Хорошо. Но сначала возьмите несколько уроков сварки. Мы не хотим, чтобы вы обожглись!
Советы и методы сварки кузовов: руководство
Сварка может быть опасным процессом, но важным для любой автомастерской. Понимание того, как безопасно и эффективно сваривать, принесет огромную пользу вашему цеху. В этой статье мы обсудим самые популярные виды автомобильной сварки и дадим несколько советов по сварке, которые помогут повысить вашу безопасность и качество.
Что такое автомобильная сварка?
Сварка — это форма кузовных работ, которую можно использовать для ремонта таких повреждений автомобиля, как трещины и ржавчина. Это делает его одной из самых важных услуг, которые может предложить автомастерская.
Сварка — это процесс, в котором используется высокая температура (а иногда и давление) для сплавления металлов. Это делает его отличным выбором для ремонта таких вещей, как треснутые панели автомобиля, поврежденные крылья или ржавый металл.
Различные виды сварки
Основными видами автомобильной сварки являются MIG, TIG и дуговая сварка. Понимание различий между этими методами сварки имеет решающее значение и поможет вам определить, какой тип сварки необходим для завершения ремонта.
Сварка МИГ
Сварка МИГ (металл в среде инертного газа) — наиболее распространенный на сегодняшний день метод сварки. Этот метод сварки требует газовой защиты и присадочного материала, последний из которых подается через проволоку, проходящую через сварочный аппарат. Это облегчает сварку, так как инструмент можно держать одной рукой.
Сварка MIG, также известная как «дуговая сварка металлическим газом», представляет собой форму дуговой сварки. Этот метод сварки основан на использовании электричества для сплавления материалов для создания сварного шва. Говоря более технически, дуговая сварка использует источник питания для создания электрической дуги между основным металлом и электродом. Чем выше электрическое напряжение, тем мощнее сварной шов.
Сварочные аппараты MIG работают быстрее других типов сварочных аппаратов, что делает их отличным выбором для быстрого ремонта и повышения производительности. Кроме того, метод сварки MIG применим для широкого спектра металлов, что делает этот тип сварки популярным выбором среди кузовных мастерских во всем мире.
Сварка электродом
Сварка электродом, также называемая дуговой сваркой с защитным металлом, представляет собой более старый тип сварки, который сегодня не так распространен, как сварка MIG. Как и сварка MIG, сварка электродом представляет собой разновидность дуговой сварки; однако этот метод сварки больше подходит для более тяжелых металлов, таких как железо и сталь. Он не подходит для более легких металлов, таких как алюминий.
Хотя сварка электродами является одной из самых ранних форм сварки, многие ремонтники выбирают другие методы сварки из-за низкого качества сварки. Сварка электродами с большей вероятностью приведет к таким ошибкам, как разбрызгивание, растрескивание и низкое качество сплавления. Тем не менее, практика этой техники сварки поможет вам улучшить свои навыки сварки электродом.
Сварка ВИГ
Сварка ВИГ, или сварка вольфрамовым электродом в среде инертного газа, идеально подходит для более сложных и сложных сварочных проектов. Этот тип сварки существует со времен Второй мировой войны и использует вольфрамовый электрод для создания сварного шва. Ремонтники должны использовать две руки во время этого процесса сварки, так как одна работает с наполнителем, а другая — со сварочным соплом.
Сварка ВИГ лучше всего подходит для алюминия и тонких листов нержавеющей стали, что делает этот навык ценным, поскольку автомобили становятся все легче и легче.
Советы по сварке автомобилей
Теперь, когда вы получили более широкое представление о популярных методах сварки автомобилей, мы коснемся некоторых советов, которые помогут вам улучшить качество вашей работы.
Использование правильных инструментов для выполнения поставленной задачи не только повышает качество, но и повышает безопасность. Некоторые предметы первой необходимости для сварки включают:
Надлежащее техническое обслуживание сварочных инструментов и оборудования обеспечит вашу безопасность и гарантирует, что ваше оборудование будет обеспечивать качественные результаты как можно дольше. Выполняйте регулярные проверки безопасности вашего сварочного аппарата, чтобы оценить выбросы, утечки, заземление, напряжение и проводку. В целом, более совершенные сварочные аппараты, такие как аппараты для сварки TIG и MIG, требуют большего обслуживания, чем аппараты для ручной сварки; однако ни в коем случае нельзя пропускать регулярные проверки безопасности!
В дополнение к проверкам безопасности важно содержать оборудование в чистоте. Сопло сварочного пистолета часто заполняется брызгами, что может привести к ухудшению качества сварки. Содержите эту область в чистоте, используя насадку для удаления любых брызг. Ваш сварочный шлем также требует регулярной чистки, чтобы продлить срок его службы и обеспечить видимость того, что вы свариваете. Если линза вашей сварочной маски не подлежит ремонту, замените ее новой линзой — проконсультируйтесь с производителем, чтобы узнать подробности.
Сварка — опасный процесс, который может привести к травме или смерти при неправильном обращении. Когда вы впервые учитесь сварке, важно уделить время всем аспектам сварочного процесса.