Принципы дуговой сварки
Дуговая сварка – это один из нескольких способов соединения металлов методом сплавления. Для этого в зоне соединения значительно повышают температуру, из-за чего края двух деталей плавятся и перемешиваются друг с другом или с расплавленным буферным металлом. После охлаждения и застывания между ними образуется металлургическая связь. Так как соединение представляет собой смесь металлов, чаще всего оно обладает такими же прочностными характеристиками, что и металл соединяемых деталей. Это большое преимущество над методами соединения без расплавления металлов (пайки и т. д.), которые не позволяют продублировать физические и механические характеристики основных металлов.
| Рис. 1. Схема контура дуговой сварки |
При дуговой сварке необходимое для плавления металла тепло выделяется электрической дугой. Эта дуга образуется между рабочим изделием и электродом (в виде стержня или сварочной проволоки), которую вручную или механически направляют в сварочную ванну.
Сварочный контур
Упрощенная схема сварочного контура показана на Рис. 1. Он состоит из источника постоянного или переменного тока, который подключается кабелями к свариваемой детали и электрододержателю.
Дуга возникает в момент, когда кончиком электрода прикасаются к рабочему изделию и сразу же приподнимают его от поверхности.
Температура дуги составляет около 3600ºC. Этого достаточно, чтобы расплавить основной металл и материал электрода, образуя при этом сварочную ванну, которую иногда называют «кратером». После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
Газовая защита
Однако для соединения металлов простого перемещения электрода недостаточно. При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
При высокой температуре металлы склонны вступать в реакцию с содержащимися в воздухе химическими элементами – кислородом и азотом. Когда расплавленный металл в сварочной ванне вступает в контакт с воздухом, в нем начинают образовываться оксиды и нитриды, из-за которых намного падают прочностные характеристики металла. Поэтому многие процессы дуговой сварки предполагают какой-либо способ изолировать дугу и сварочную ванну с помощью защитного газа, пара или шлака. Это называют защитой дуги. Такая защита предотвращает или минимизирует контакт расплавленного металла с воздухом. Кроме того, защита может улучшить сварочно-технологические характеристики. В качестве примера можно назвать гранульный флюс, который, помимо прочего, содержит деоксиданты.
| Рис. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. |
На Рисунке 2 показана типичная схема газовой защиты дуги и сварочной ванны. Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Выступающее за границы электрода покрытие плавится в точке контакта с дугой и образует облако защитного газа, а слой флюса защищает еще не застывший металл наплавления позади дуги.
Электрическая дуга представляет сбой достаточно сложное явление. Хорошее понимание физики дуги поможет сварщику лучше контролировать свою работу.
Природа дуги
Электрическая дуга представляет собой ток через дорожку ионизированного газа между двумя электродами. При этом возникающая между отрицательно заряженным катодом и положительно заряженным анодом дуга выделяет много тепла, так как в ней постоянно сталкиваются положительные и отрицательные ионы.
В некоторых условиях сварочная дуга не только вырабатывает необходимое для плавления электрода и основного металла тепло, но и переносит расплавленный металл с кончика электрода на рабочее изделие. Существует несколько технологий переноса металла. Например, среди них можно отметить:
- Перенос силами поверхностного натяжения (Surface Tension Transfer®), когда капля расплавленного металла касается сварочной ванны и втягивается в нее силами поверхностного натяжения;
- Струйный перенос металла – когда электрический разряд выталкивает каплю из расплавленного металла на кончике электрода в сварочную ванну.
 Такой процесс хорошо подходит для потолочной сварки.
Такой процесс хорошо подходит для потолочной сварки.
.jpg) Такой процесс хорошо подходит для потолочной сварки.
Такой процесс хорошо подходит для потолочной сварки.При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые пермещаются через дугу к рабочему изделию. При использовании плавкого электрода жар от дуги расплавляет кончик электрода. От него отделяются капли металла, которые направляются через дугу к рабочему изделию. При использовании угольного или вольфрамового (TIG) электрода этого не происходит. В таком случае металл наплавления поступает в соединение из второго электрода или проволоки.
Большая часть тепла дуги поступает в сварочную ванну через расходуемые электроды. Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Так как для замыкания электрического контура нужна ионизированная дорожка между электродом и рабочей поверхностью, простого включения тока будет недостаточно. Необходимо «поджечь» дугу. Этого можно добиться кратковременным повышением напряжения или прикосновением электрода к контактной поверхности до тех пор, пока она не нагреется.
Для сварки может использоваться как постоянный ток (DC) прямой или обратной полярности, так и переменный (AC). Выбор рода и полярности тока зависит от конкретного процесса сварки, типа электрода, газовой среды в зоне дуги и свариваемого металла.
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки.
Проведение электросварочных работ невозможно осуществить без специального сварочного аппарата. По каким критериям необходимо выбирать данный аппарат, и какие качества должны его характеризовать с лучшей стороны?
Если у вас нет сварочного аппарата
Наиболее востребованным инструментом домашнего мастера можно с уверенностью назвать сварочный аппарат. С умелым использованием сварочного аппарата можно произвести массу полезной работы, требующей применения квалифицированной сварки.
Это может быть соединение арматуры, предназначенной для заливки фундамента или прикрепление металлических элементов.
Впрочем, сфера применения сварочного аппарата довольно обширна. Поэтому, прежде чем выбирать инструмент для нужд домашнего мастера необходимо определить круг решаемых задач.
Современный сварочный аппарат
По сравнению с почетным электросварщиком 5 разряда прошлого века, таскающего повсюду за собой неуклюжий и допотопный сварочный аппарат с самодельным трансформатором, у современного владельца аппарата масса преимуществ. Назовем лишь некоторые из очевидных преимуществ:
• осуществление сварных работ в любых пространственных плоскостях
• простота и удобство транспортировки аппарата.
Поэтому современным ручным сварочным аппаратом дуговой сварки является инвертор сварочный. Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц.
Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц.
Кстати, при этом сварка производится с помощью постоянного тока, обеспечивая великолепное качество шва. Инверторные сварочные аппараты состоят из следующих элементов:
• выпрямителя
• трансформатора
• преобразователя
• схемы управления.
Инверторы сварочные работают на доступной элементной базе – мощных силовых транзисторах, изготовленных по инновационной технологии IGBT или MOSFET.
К тому же, сварочные инверторы можно без волнения включать в любую бытовую розетку. Инверторные аппараты соответствуют требованиям европейского стандарта EN 61000-3-12, который регламентирует определенные ограничения для электросетей и подключаемого к ним оборудования.
Для чего необходима электродуговая сварка
Одним из способов сварки, при которой в процессе производства используется электрическая дуга, является электродуговая сварка. Процесс нагрева и плавления металла при данном типе достигается за счет значительной температуре нагрева электрической дуги и может достигать 5000 градусов. С использование сварочных аппаратов ручной и автоматической дуговой сварки производится сваривание конструкций из металла.
Поэтому сварочный аппарат наиболее востребован при ежедневных работах, связанных со сварными операциями.
В прямой зависимости от степени механизации различают следующие виды сварных работ:
• ручную электродуговую сварку (ММА)
• полуавтоматическую и автоматическую дуговые сварки (MIG/MAG).
Процесс сварных работ зависит от таких факторов:
• начала процесса зажигания и поддержания длины дуги
• корректных манипуляций электродом при создании сварного шва
• окончания перемещения электрода по рабочей линии создания шва.
Поэтому независимо от типа сварного аппарата, технология электродуговой сварки остается общей.
Технология электродуговой сварки
Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции:
• поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва.
Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор.
Как произвести выбор сварочного аппарата поможет предложенное видео.
Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.
Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.
Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом.
По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака.
Какой тип электродов необходим для сварки
Для производства сварных работ при электродуговой ручной сварке используют следующие виды электродов:
• для традиционных бытовых работ
• для сварки ответственных конструкций.
Для обычных бытовых работ используют электроды марки МР-3, АНО. Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки.
Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки.
Однако, конкретные показатели рабочего тока сварки и толщины электродов подбираются экспериментальным путем во время процесса.
Как выбрать электроды для электродуговой сварки поможет видео.
Кроме этого, необходимо позаботиться о сварочных кабелях и электро держателях с быстросъемными креплениями непосредственно к аппарату. Для сопряжения с аппаратом сварочным необходимо два кабеля, оснащенных на концах разъемами для надежного крепления к свариваемой детали.
Что такое дуговая сварка — определение
Дуговая сварка – процесс сплавления материалов, при котором нагрев осуществляется электрической дугой. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
По степени механизации различают следующие виды дуговой сварки:
- ручную (ММА -Manual Metal Arc), при которой операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
- механизированную (полуавтоматическую) (MIG/MAG -Metal Inert/Active Gas). Последняя выполняется плавящимся электродом с автоматизированной подачей электродной проволоки в сварочную зону, а остальные операции этого процесса остаются ручными.
- автоматическую дуговую, при которой механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
Применительно к сварочным аппаратам и агрегатам, виды дуговой сварки соотносят с режимами сварки. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
(Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
По типу сварочной дуги различают:
- прямого действия (зависимую дугу) – дуга горит между электродом и основным металлом, который также является частью сварочной цепи;
- косвенного действия (независимую дугу) – дуга горит между двумя электродами.
По свойствам сварочного электрода различают способы сварки: плавящимся электродом и неплавящимся электродом (угольным, графитовым и вольфрамовым).
В настоящее время дуговая сварка покрытыми электродами, плавящимся и неплавящимся электродами в защитных газах, а так же дуговая сварка под флюсом широко применяются в различных отраслях промышленности.
Историческая справка о процессе дуговой сварки.
Явление вольтовой электрической дуги в 1802 г. открыл В. В. Петров – русский физик-экспериментатор, электротехник-самоучка, основоположник отечественной электротехники.
Изобрёл электрическое сваривание с применением угольных электродов русский инженер Н. Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
В 1888 г. другой русский инженер Славянов Н. Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы.
Шведский инженер Оскар Кельберг в 1907 году создал первый покрытый электрод. При сварке покрытыми электродами использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
В 30 — 40-х годах прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
Дата публикации: 01 01 1970 г. ✎
Дата последнего изменения: 01 01 1970 г.
Электродуговая сварка: характеристика, преимущества, недостатки
Электродуговая сварка – самый распространённый способ соединения между собой двух металлических элементов. Таким образом можно производить работу даже в бытовых условиях, не имея большого опыта. При использовании данного метода всегда получается ровный и надежный шов. Но главное при этом – правильно подобрать оборудование и электроды в соответствии с ГОСТ. И тогда работа с ручной сваркой будет максимально простой.
Таким образом можно производить работу даже в бытовых условиях, не имея большого опыта. При использовании данного метода всегда получается ровный и надежный шов. Но главное при этом – правильно подобрать оборудование и электроды в соответствии с ГОСТ. И тогда работа с ручной сваркой будет максимально простой.
Что необходимо?
Для ручной электродуговой сварки в соответствии с ГОСТ потребуется подобрать не только оборудование, но и средства индивидуальной защиты. В первую очередь это касается одежды. Рекомендуется использовать специальный огнеупорный костюм. Дополнительно можно приобрести фартук из такого же материала — дополнительная защита никогда не повредит. Для защиты рук пригодятся рукавицы или краги. Также потребуется высокая обувь из термостойкого материала. Всё это защитит от ожогов и от летящих во время сварки горячих искр.
Но гораздо важнее обеспечить защитой лицо и глаза. Потребуется маска или очки с установленным на них светофильтром. Это поможет уберечься от ожогов и яркого света. Ну и, конечно, потребуется аппарат для дуговой сварки, электроды и хорошо оборудованное рабочее место, если электродуговая сварка производится не на открытой площади. Помимо этого будут нужны:
Потребуется маска или очки с установленным на них светофильтром. Это поможет уберечься от ожогов и яркого света. Ну и, конечно, потребуется аппарат для дуговой сварки, электроды и хорошо оборудованное рабочее место, если электродуговая сварка производится не на открытой площади. Помимо этого будут нужны:
Из оборудования потребуются:
выпрямитель;
сварочный трансформатор;
преобразователи;
сварочный генератор;
инвертор.
Для зачистки рабочей поверхности от шлака пригодится болгарка с шлифовальным и абразивным диском, металлическая щетка и молоток. После того как всё будет подобранно в соответствии с ГОСТ, необходимо заняться подготовкой деталей, которые требуется соединять.
Подготовка к работе
В соответствии с ГОСТ 5264-80 место, в котором планируется производить стыковку деталей, необходимо тщательно очистить от влаги и различных загрязнений. Ржавчина удаляется металлической щеткой, то же касается и покрытия – лака и краски, если оно есть. Металл должен блестеть.
С толстых листов металла надо снять фаску, это улучшит качество сцепления. В завершение проводится обезжиривание, которое осуществляется с помощью ацетона.
Как правильно работать?
После подготовки материала можно приступать к работе в полном соответствии с установленным ГОСТ стандартом. Если нет опыта, то предварительно лучше потренироваться. В первую очередь надо найти удобное положение, можно даже сесть. Зажим с электродом надо держать двумя руками. Соединяемые детали прижимаются друг к другу. Сварку легче всего производить встык, делая прямой однослойный шов. Всё должно делаться в определенной последовательнос
Зажим с электродом надо держать двумя руками. Соединяемые детали прижимаются друг к другу. Сварку легче всего производить встык, делая прямой однослойный шов. Всё должно делаться в определенной последовательнос
Для начала надо резко коснуться электродом поверхности детали, чтобы появилась дуга. Затем дуга подводится к началу шва, и начинается процесс плавления металла. Важно при этом правильно расположить электрод по установленным правилам ГОСТ: он должен быть под углом примерно 25-40 градусов, с наклоном в сторону шва. Он не должен касаться вплотную рабочей поверхности. Расстояние от электрода до детали должно быть 3 мм. Через несколько секунд начнет появляться сварочная ванная. В этот самый момент можно двигать электрод по направлению шва.
Все движения должны быть плавными и неторопливыми. При этом важно учитывать, что металл будет плавиться быстрее. Наклон электрода всегда должен быть ровным в соответствии с ГОСТ. В зависимости от наклона меняется высота шва. Чтобы не было прожигов и непроваров, надо работать с определенной скоростью. Она вычисляется опытным путем.
В зависимости от наклона меняется высота шва. Чтобы не было прожигов и непроваров, надо работать с определенной скоростью. Она вычисляется опытным путем.
Когда электродуговая сварка будет окончена, не надо сразу убирать электрод, иначе появится кратер в точке отрыва. Чтобы этого избежать, при убирании электрода надо сделать круговое движение.
Когда металл остынет и почернеет, на месте шва появится шлак. Его надо очистить в соответствии с ГОСТ: для этого используется молоток и железная щетка. Чтобы шов был незаметным, он шлифуется болгаркой, но это — не обязательное действие. На этом электродуговая сварка окончена.
Преимущества и недостатки
Ручная электродуговая сварка имеет целый ряд преимуществ над другими методами. Среди основных отметим следующие:
Среди основных отметим следующие:
сварка в любом положении;
работа в труднодоступных местах;
высокая скорость;
работа с любой сталью;
простота;
транспортабельно
сть оборудования.
Конечно, не стоит забывать и про недостатки:
Низкая производительнос
ть. Качество зависит от опыта сварщика.
Вредные условия работы.
В остальном никаких проблем с ручной сваркой по данному методу нет. Главное — соблюдать правила техники безопасности в соответствии с ГОСТ – работать в СИЗ и быть предельно осторожными. Не стоит торопиться и отвлекаться в процессе пайки — это может не только повлиять на качество шва, но вполне может стать причиной несчастного случая. К такой работе надо относиться серьезно.
Не стоит торопиться и отвлекаться в процессе пайки — это может не только повлиять на качество шва, но вполне может стать причиной несчастного случая. К такой работе надо относиться серьезно.
Электродуговая сварка стали
Сварка, то есть неразъемное соединение металлов, в процессе которого происходит плавление соединяемых частей, в настоящее время производится различными способами.
Одним из видов является электродуговая сварка, когда сварочный ток с источника питания подается на электрод и свариваемые детали. Между ними возникает электрическая дуга, имеющая большое сопротивление между свариваемой поверхностью и торцом электрода. Происходит локальный нагрев, в результате которого образуется сварочная ванна с расплавленным металлом.
Остановимся на трех разновидностях электросварки, в которых непосредственное участие в процессе принимает человек:
- Ручная дуговая сварка.
- Ручная сварка неплавящимся электродом.
- Полуавтоматическая сварка.

Ручная сварка отличается от полуавтоматической тем, что в последней происходит подача электрода в зону сварки с какой-либо скоростью, чаще всего постоянной.
Виды электросварки
- Ручная дуговая сварка.
Для нее применяются сварочные электроды с покрытием, назначение которого состоит в образовании защитного слоя газов при его плавлении и частичном сгорании. Также в него добавляются легирующие и раскисляющие элементы, которые повышают прочность шва, улучшают однородность кристаллической структуры. Производится постоянным током прямой или обратной полярности и переменным током. В последнее время для ручной дуговой сварки большое применение находят сварочные инверторы, которые позволяют проводить сварку постоянным током высокой частоты. Это способствует уменьшению разбрызгивания и, за счет системы обратной связи в блоке управления, позволяет повысить стабильность дуги и, соответственно, качество сварного шва.
Данный вид сварки имеет самое широкое распространение благодаря доступности и применяется для сварки конструкционных сталей и коррозионностойких, преимущественно не аустенитных.
- Ручная сварка неплавящимся электродом.
В данном случае в качестве электрода применяется, в основном, тугоплавкий материал – вольфрам. Для защиты зоны сварки используется инертный газ: аргон, азот, гелий или их смеси в различном процентном соотношении. В этом случае сварной шов образуется за счет расплавления соединяемых кромок металла. При необходимости вводят присадочные прутки или ленты. Они того же состава, что и соединяемые металлы. Если же металлы разнородны, то присадочные материалы обеспечивают наибольшую прочность сварного шва в результате образования переходной зоны.
Инертный газ, обычно, подается через сопло сварочной горелки и обеспечивает защиту от возникновения окислов и азотированных слоев, а также обеспечивает защиту вольфрамового электрода от сгорания.
Применяется для сварки цветных металлов, алюминия и его сплавов, для качественной сварки коррозионностойких аустенитных сталей.
- Полуавтоматическая сварка.
Это своего рода гибрид из первых двух: от первой взят плавящийся электрод, от второй — защитный газ и добавлена автоматическая подача электрода (в виде проволоки) в зону сварки. Так как подача сварочной проволоки происходит автоматически, то намного увеличивается качество шва и производительность процесса сварки. Оборудование для данного типа сварки называется сварочными полуавтоматами.
Наряду с инертными газами при полуавтоматической сварке применяется и более дешевый углекислый газ. Однако он обладает очень неприятным свойством: при высокой температуре разлагается на углерод и кислород. Поэтому при его использовании необходимо применять раскислители, которые не допускают появление оксидов металла.
Возможна полуавтоматическая сварка без применения защитных газов. В этом случае используется специальная сварочная проволока. Она имеет или поверхностное покрытие, или трубчатую структуру. В покрытие или во внутреннюю полость вводятся химические соединения, которые при плавке создают над сварочной ванной слой защитного флюса, предохраняющего от влияния воздуха. Также в состав флюса могут дополнительно вводиться и легирующие элементы.
Применяется для большинства металлов, сплавов и их комбинаций.

 Также в состав флюса могут дополнительно вводиться и легирующие элементы.
Также в состав флюса могут дополнительно вводиться и легирующие элементы.Сварочные электроды
Металл электрода должен по своим свойствам и составу быть близок к свариваемым деталям. Но, так как номенклатура сталей очень широка, то создали их классификацию по назначению таким образом, чтобы структура сварного шва была наиболее соответствующей в диаграмме Железо-Углерод.
Классификация и маркировка электродов по назначению:
- У – сварка углеродистых и низколегированных сталей;
- Л – легированных сталей;
- Т – легированных термостойких сталей;
- В – высоколегированных с особыми свойствами;
- Н – для наплавки поверхностных слоев с особыми свойствами.
Соответственно маркировке применяется и металл стержня электрода. Согласно ГОСТ 2246-70 в качестве сварочной проволоки, используемой для изготовления электродов, применяются стали, имеющие наибольшее распространение в промышленности.
В случае, когда требуется произвести сварку сталей, состав которых не совпадает с составом номенклатуры стали, представленной в ГОСТе, а к качеству сварного соединения предъявляются повышенные требования, то такие электроды или изготавливаются самостоятельно, или делаются заказ на заводе-изготовителе.
Сварочные электроды имеют различные диаметры, что обусловлено толщиной свариваемых поверхностей, видом сварного шва, направлением и положением сварки.
Сварка тонко- и толстолистовых сталей.
Электроды малых диаметров применяются для сваривания тонколистовых сталей от 0,5 до 5 мм. При этом применяются электроды от 1 до 3 мм в диаметре. Также подобные электроды применяются для выполнения корневого (первого соединительного) шва при соединении толстых поверхностей.
В отличие от тонких, сопрягаемые поверхности толстых листов необходимо подготовить к сварке. Для этого делается скос соединяемых кромок, проваривается корневой шов электродом малого диаметра для того, чтобы избежать прожога, и чтобы зафиксировать детали. Затем электродом большего диаметра производится послойное заполнение сварочного шва.
Затем электродом большего диаметра производится послойное заполнение сварочного шва.
Электродуговая сварка, общие понятия. — МашПром-Эксперт (Санкт-Петербург)
Как известно практическое применение при производстве различного вида металлоконструкций нашли три основных вида сварки: дуговая электросварка, электрошлаковая сварка и электронно-лучевая сварка.
Для электродуговой сварки металлоконструкций необходима сварочная дуга, получающаяся благодаря подаваемому питанию от специального электрического источника. Сущность процесса электродуговой сварки состоит в расплавлении краев элементов металлоконструкций за счет тепла дуги.
Для получения длительного и стабильного дугового разряда необходима значительная сила тока. Хорошим считается такой источник, который расплавляет свариваемые кромки при минимальной температуре. Для создания дуги может использоваться как источник переменного, так и постоянного тока с использованием трансформаторов и других преобразователей.
Сварочная дуга образуется в зоне между металлическим изделием и специальным приспособлением, называемом электродом. Это, так называемая, электрическая дуга прямого действия. Сварочная дуга характеризуется длинной, т. е. расстоянием между концом электрода и поверхностью свариваемого металла.
Сварочную дугу, длина которой не превышает диаметра стержня электрода, называют нормальной или короткой. Дугу, длина которой больше диаметра электрода, называют длинной. Чаще всего длина сварочной дуги составляет 0,5—1,1 диаметра стержня электрода. Чрезмерное увеличение длины дуги снижает устойчивость ее горения, уменьшает глубину проплавления, увеличивает потери электрода и металла, ухудшает форму и размеры сварного шва, ослабляет защиту шва от воздействия окружающего воздуха. Рекомендуемая длина дуги указывается в паспорте электродов.
Виды электродов
Электродуговая сварка с применением плавящихся электродов наиболее распространена, поскольку может проводиться практически в любых условиях и труднодоступных местах. При дуговой сварке плавящимся электродом шов, соединяющий элементы металлоконструкций образуется за счет расплавления электрода и краев металла, поэтому они должны иметь идентичный или очень близкий состав. Плавящимися являются стальные, медные, алюминиевые и т.д. стержни входящие в состав электрода.
При дуговой сварке плавящимся электродом шов, соединяющий элементы металлоконструкций образуется за счет расплавления электрода и краев металла, поэтому они должны иметь идентичный или очень близкий состав. Плавящимися являются стальные, медные, алюминиевые и т.д. стержни входящие в состав электрода.
При сварке неплавящимся электродом шов заполняется металлом свариваемых элементов металлоконструкций, а в некоторых случаях дополняется присадочным металлом, подаваемым в зону плавления дополнительно. Неплавящиеся электроды состоят из угля, графита или вольфрама.
Электродуговая сварка с использованием неплавящихся электродов позволяет, в том числе, соединять металлоконструкции различного состава, например сплавлять черный металл с высоколегированным, цветных металлов и т.д.
Степень механизации.
Электродуговая сварка так же характеризуется степенью механизации всего процесса: ручная, полуавтоматическая или механизированная, а так же полностью автоматическая.
Так как длина сварочной дуги должна быть величиной постоянной, то в процессе работ электрод должен перемещаться относительно свариваемых поверхностей. Во-первых, электрод должен подаваться в зону сварки по мере его расплавления. Во-вторых, электрод должен перемещаться вдоль состыкованных поверхностей элементов металлоконструкций, в процессе создания сварочного шва.
При ручной электродуговой сварке металлоконструкций оба этих движения выполняются специалистом — сварщиком вручную.
При полуавтоматической, механизированной сварке подача электрода в зону электродуговой сварки выполняется подающим механизмом. Устройство оснащенное подающим механизмом, в комплекте со шланговым держателем и источником питания представляет собой сварочный полуавтомат. Перемещение электрода вдоль сварочного шва производится вручную.
При автоматической электродуговой сварке и подача электрода (как правило в виде проволоки) в зону сварки металлоконструкций и движение всего агрегата вдоль места сварки осуществляется механизмами. Устройства такого типа называют сварочными автоматами. Сварочные автоматы могут иметь самые различные конструкции — от полностью самоходных сварочных аппаратов до сварочных головок, перемещаемых по направляющим.
Защита сварочного шва.
При горении дуги и плавлении свариваемого металла и металла электрода требуется оградить получаемый расплав от взаимодействия с кислородом и азотом, содержащимися в воздухе и способными негативно влиять на механические свойства сварочного шва.
Существует несколько способов защиты металла от воздуха: сварка электродами со специальным защитным покрытием, сварка в среде защитных газов, сварка под флюсом, сварка порошковой проволокой.
Покрытие, нанесенное на металлический стержень электрода создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей. Это снижает скорость остывания металла настолько, чтобы из него успели выйти газовые и другие включения, негативно сказывающиеся на прочности конструкции. Покрытые электроды применяются при ручной электродуговой сварке металлоконструкций.
Развитием темы покрытых электродов, для использования автоматизации при сварке металлоконструкций стало появление, так называемой, «порошковой проволоки», т. е. пустотелой проволоки, внутрь которой заформован специальный порошок.
е. пустотелой проволоки, внутрь которой заформован специальный порошок.
При сварке под флюсом дуга горит, защищенная слоем порошкообразного, зернистого флюса. Флюс защищает расплавленный металл от проникновения воздуха и улучшает качество сварочного шва. При сварке под флюсом отсутствует излучение и разбрызгивание металла, значительно уменьшаются газовые выделения. Дуговая сварка под флюсом выполняется автоматами.
Электродуговая сварка в среде защитных газов в целом похожа на сварку под флюсом. Только роль среды, обеспечивающей защиту от кислорода и азота воздуха выполняет газ, чаще всего углекислый (CO2), но так же аргон или их смеси. Сварка металлоконструкций в защитных газах выполняется как с использованием плавящихся электродов в виде проволоки, так и не плавящимися электродами, может быть ручной, механизированной и автоматической.
Ручная электродуговая сварка — как правильно варить
Электродуговая сварка больше всего применяется в тех строительных конструкциях, которые подвергаются статической нагрузке. Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Электродуговая сварка оправдывает себя при изготовлении стальных ферм (стропильных, мостовых, крановых), мачт, башен, колонн, каркасов промышленных и гражданских сооружений, каркасов высотных зданий, баков, резервуаров, трубопроводов, арматуры для железобетона (сварка внахлестку при малых диаметрах и встык при больших).
Контактная сварка в строительстве используется для сварки арматуры железобетона и тонколистовых штампованных профилей.
Сварка часто применяетсяя при постройке доменных и мартеновских цехов, при сооружении газгольдеров, резервуаров, трубопроводов, мостов. Примером использования сварки в мостовом деле может служить сварной мост им. лейтенанта Шмидта в Петрограде.
Сварка строительных конструкций дает возможность экономить металл, труд и время. В среднем по всем видам строительных конструкций экономия металла при сварке составляет 15%.
Для сварки арматуры железобетона встык в основном применяют электроконтактную сварку по методу оплавления, которая обеспечивает наиболее высокие экономические показатели и большую прочность стыка.
Рис. 1. Сварка круглой стали встык:
1—без скоса кромок; 2—с К- образным скосом; 3— с Х-образным скосом.
В те моменты, когда по техническим обстоятельствам применить электроконтактную сварку нельзя, используется электродуговая сварка металлическим электродом. Для стержней диаметром до 12 мм используется соединение без скоса кромок (рис. 1, 1).
При диаметрах от 13 до 32 мм скос кромок делается У-образный (рис. 1, 2), при диаметре 25 мм и выше Х-образный (рис. 1, 3). Конический скос кромок независимо от диаметра стержней не допускается. Необходимо, чтобы наплавленный металл равномерным кольцом охватывал свариваемые стержни.
Рис. 2. Сварка круглой стали внахлестку.
Сварка двух стержней может быть осуществлено также путем соединения внахлестку фланговыми швами, причем длина шва L=5d+ 10 мм, где d—диаметр свариваемой арматуры (рис. 2).
2).
Общие требования для электродуговой сварки и газорезки
1. При изготовлении и монтаже стальных конструкций применяют электродуговую сварку металлическим электродом.
Наибольшее распространение имеет ручная электродуговая сварка.
Широко применяется также автоматическая сварка под слоем, флюса.
Сварные соединения стальных конструкций должны обладать высокими механическими свойствами. Металл швов должен быть плотным; в нем не должно быть пор и Шлаковых включений.
2. Для ручной электродуговой сварки применяются металлические электроды, покрытые тонкой (ионизирующей) и толстой (качественной) обмазкой.
Тонкие обмазки делают из смеси мела и жидкого стекла. Электроды с тонкой обмазкой марки Э34 позволяют наплавлять шов, обладающий пределом прочности 34—40 кг/мм2
.Толстой, качественной обмазкой регулируют металлургический процесс сварки и улучшают качество наплавленного металла. Марки электродов Э42 и ЭБ5А дают шов с пределом прочности 42—55 кг/мм2.
Механические свойства наплавленного металла и сварного соединения приведены в табл. 1
Качество сварного шва зависит от степени сплавления основного и наплавленного металла. Для достижения высокого качества шва надо, чтобы дугой выделялось тепло, достаточное для расплавления основного металла на необходимую глубину (1,5—5 мм). В этом случае металл электрода проникает в расплавленный металл соединяемых деталей. Однако излишнее количество тепла ведет к пережогу металла. Поэтому весьма важен правильный выбор силы сварочного тока (табл. 2).
Выбор силы тока в зависимости от толщины свариваемого металла и диаметра электрода (для сварки в нижнем положении)
Как правильно варить электродуговой сваркой
Электродуговая сварка строительных конструкций производится чаще всего переменным током с помощью сварочных трансформаторов и реже — постоянным током с помощью сварочных динамомашин.
Использовать переменный ток выгоднее, так как в этом случае стоимость аппаратуры и ее обслуживания значительно ниже, чем при сварке на постоянном токе, а расход электроэнергии меньше.
Например, на 1 г строительных конструкций расходуется ориентировочно при постоянном токе 120 квт-ч, а при переменном токе — 90 квт-ч.
Но постоянный ток дает более устойчивое горение дуги, поэтому сварку листов малых толщин, а также вертикальных, горизонтальных и потолочных швов легче осуществлять на постоянном токе.
Чтобы повысить устойчивость дуги при переменном токе, в цепь дуги параллельно со сварочным трансформатором включается осциллятор — искровой генератор высокой частоты, облегчающий сварку швов металла малых толщин и потолочных швов.
В момент зажигания дуги напряжение источника тока должно быть не менее 40 в. Во время сварки напряжение в дуге обычно составляет 15— 20—25 в. Сила сварочного тока колеблется в широких пределах, достигая в среднем 200—300 а. Этими данными определяется характеристика источника тока или электросварочной машины.
Кроме того, сварочная машина должна «выдерживать» ток короткого замыкания во время прикосновения электрода к свариваемому изделию.
Поэтому электродуговая сварка требует специальных сварочных машин с «падающей» характеристикой, т. е. таких, у которых при увеличении силы тока напряжение падает.
Сварщик экстремал
Процесс ручной дуговой сварки металла (SMAW)
Руководство по металлической дуге
Экранированная дуговая сварка (SMAW), или ручная дуговая сварка металлическим электродом, была впервые изобретена в России в 1888 году.
В нем использовался стержень из чистого металла без покрытия из флюса для защиты от газа. Разработка покрытых электродов не происходила до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании — квазидуговой метод.
Следует отметить, что применение электродов с покрытием было медленным из-за их высокой стоимости.Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная металлическая дуга стала синонимом покрытых электродов.
Когда возникает дуга между металлическим стержнем (электродом) и заготовкой, стержень и поверхность заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы.
Шлак затвердеет и остынет, и его необходимо удалить с валика сварного шва после завершения сварочного цикла (или перед нанесением следующего сварочного прохода).
Этот процесс позволяет выполнять сварку только коротких отрезков сварного шва, прежде чем новый электрод необходимо будет вставить в держатель. Проплавление шва невелико, а качество наплавленного металла во многом зависит от квалификации сварщика.
Типы флюсов / электродов
Стабильность дуги, глубина проникновения, скорость осаждения металла и возможность позиционирования в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы..
Электроды можно разделить на три основные группы..
Электроды из целлюлозы содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды удобны в использовании в любом положении и известны своим применением в технике сварки «дымоход».
Особенности ..
- глубокое проникновение во все позиции
- пригоден для сварки снизу вверх
- достаточно хорошие механические свойства
- Высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии.Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Особенности ..
- умеренные механические свойства металла шва
- Хороший профиль валика за счет вязкого шлака
- Возможна позиционная сварка жидким шлаком (содержащим фторид)
- легкосъемный шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие — оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Особенности ..
- Металл шва с низким содержанием водорода
- требует высоких сварочных токов / скоростей
- плохой профиль валика (выпуклый и грубый профиль поверхности)
- Удаление шлака затруднено
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников питания переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока обычно используются на постоянном токе.
Сварочный ток
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производителями. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как показывает опыт, при выборе подходящего уровня тока для электрода потребуется около 40 А на миллиметр (диаметр).Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм будет 160 А, но приемлемый рабочий диапазон — от 140 до 180 А.
Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как показывает опыт, при выборе подходящего уровня тока для электрода потребуется около 40 А на миллиметр (диаметр).Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм будет 160 А, но приемлемый рабочий диапазон — от 140 до 180 А.
типичный электрододержатель
Что нового ..
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварочных работ на стройплощадках, где их можно легко переносить с работы на работу. Поскольку они имеют электронное управление, доступны дополнительные устройства для сварки TIG и MIG, которые увеличивают гибкость.Электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости обжигать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Справочная информация ..
TWI — Всемирный центр технологий соединения материалов (там можно найти много информации о сварке).
Для голландцев см. NIL — Nederlands Instituut voor Lastechniek
Безопасность дуговой сварки для инструкторов и руководителей
Цель: Использование безопасных методов дуговой сварки.
| Записка тренера При сварке важно соблюдать меры предосторожности. Сварка сопряжена с множеством опасностей. Для этого модуля:
|

Фон
Дуговая сварка включает дуговую сварку в защитных газах, в среде защитных газов и контактную сварку. Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать рекомендации производителя и следовать им.
Общие правила техники безопасности при дуговой сварке
- Прочтите все предупреждающие таблички и инструкции по эксплуатации, особенно если вы впервые используете оборудование.
- Правильная защита глаз обязательна.
- Перед началом любой сварки произведите полный осмотр сварочного аппарата.
- Устраните все потенциальные опасности возгорания в зоне сварки.
- Всегда имейте при себе огнетушитель.
- Оснастить сварочные аппараты выключателями питания для быстрого отключения.
- Отключите питание машины перед ремонтом.
- Важно правильно заземлить сварочные аппараты.
- Держатели электродов нельзя использовать, если они имеют:
- Ослабленные кабельные соединения
- Неисправные губки
- Плохая изоляция
- Удалите стержни, когда работа будет закончена.
- Не зажигайте дугу, если поблизости находится кто-то без надлежащей защиты глаз.

Средства индивидуальной защиты
- Инфракрасное излучение может обжечь сетчатку. Это также может вызвать катаракту. Защитите глаза и лицо правильно подобранным сварочным шлемом с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды, например:
- Шерстяная одежда
- Огнестойкая куртка
- Фартук огнестойкий
- Перчатки
- Правильно подогнанная одежда — не потертая и не изношенная
- Рубашки с длинным рукавом
- Брюки прямые, закрывающие обувь
- Огнестойкая накидка или наплечные чехлы для работы над головой
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Следите за тем, чтобы на одежде не было смазки и масла.
Правильная вентиляция
Иногда рабочие проводят сварку в ограниченном пространстве с препятствиями для движения воздуха. Убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
Убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
Когда достаточно естественной вентиляции?
- Если в помещении или в зоне сварки на каждого сварщика имеется не менее 10 000 кубических футов.
- Если высота потолка не менее 16 футов.
- Если перегородки, оборудование или другие структурные барьеры не блокируют поперечную вентиляцию.
- Если сварка не производится в замкнутом пространстве.
Если требования к естественной вентиляции не выполняются, необходимо механически проветрить территорию. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины.
- Где используются воздушные респираторы.
Как избежать поражения электрическим током
Поражение электрическим током может убить. Для предотвращения поражения электрическим током:
Для предотвращения поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Электрододержатель или жало должно быть в хорошем состоянии, без трещин или отсутствующей изоляции.
- Ни в коем случае не оставляйте сварочный электрод в держателе электрода или в жале, когда не работаете.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Надевайте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухие деревянные доски.
- Заземляющие станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или мокрыми перчатками.
Просмотрите эти важные моменты
- Правильные средства индивидуальной защиты очень важны.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, зону сварки следует проветрить механически.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.

Об этих модулях
В состав группы авторов учебных модулей в серии учебных курсов по ландшафту и садоводству входят Ди Джепсен, директор программы по безопасности и охране здоровья в сельском хозяйстве, Расширение Университета штата Огайо; Майкл Вонакотт, специалист-исследователь, профессиональное образование; Питер Линг, специалист по теплицам; и Томас Бин, специалист по безопасности сельского хозяйства. Модули были разработаны при финансовой поддержке Управления по охране труда, США.S. Министерство труда, номер гранта 46E3-HT09.
Любые мнения, выводы, заключения или рекомендации, выраженные в этой публикации, принадлежат авторам и не обязательно отражают точку зрения Министерства сельского хозяйства США или Министерства труда США.
Ключ ответа
1. Т
Т
2. Т
3. F
4. F
5. Т
Тест: безопасность дуговой сварки
Имя ____________________________________
Верно или нет?1.Все источники возгорания должны быть удалены из зоны сварки. Т Ф
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Т Ф
3. Защита глаз не всегда нужна. Т Ф
4. Допускается использование держателей электродов при неплотных кабельных соединениях. Т Ф
5. Электроды нельзя заменять голыми руками или мокрыми перчатками. Т Ф
Дуговые сварщики | Краткое описание процесса сварки
Газовая дуговая сварка металлическим электродом
Дуговая сварка — это тип сварки, при котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Для обеспечения электрической энергией, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания. Наиболее распространенная классификация — источники питания постоянного тока и источники питания постоянного напряжения. При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла.Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом.В этих процессах длина дуги поддерживается постоянной, поскольку любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом.В этих процессах длина дуги поддерживается постоянной, поскольку любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Направление тока, используемое при дуговой сварке, также играет важную роль при сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавящихся электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC).Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средним проплавлением. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную диаграмму направленности вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавящихся электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC).Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средним проплавлением. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную диаграмму направленности вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
Lincoln Electric и ESAB — лишь 2 из многих производителей оборудования для дуговой сварки.
Методы расходуемых электродов
Одним из наиболее распространенных видов дуговой сварки является дуговая сварка в защитном металлическом корпусе (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Электродный стержень изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения. .Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования. Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов.Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов.Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (Metal Inert Gas), представляет собой полуавтоматический или автоматический процесс сварки, при котором непрерывно подаваемая расходная проволока действует как электрод и присадочный металл, а также инертная или полуинертная защита. газ обтекал проволоку, чтобы защитить место сварки от загрязнения. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но также используется постоянный переменный ток.При непрерывной подаче присадочных электродов GMAW обеспечивает относительно высокие скорости сварки, однако более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал экономично применяться для стали. Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости. Из-за необходимости поддерживать стабильный кожух из защитного газа вокруг места сварки, может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости. Из-за необходимости поддерживать стабильный кожух из защитного газа вокруг места сварки, может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Дуговая сварка порошковой проволокой (FCAW) — это разновидность метода GMAW. Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом. Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий [9]. Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий [9]. Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Методы использования неплавящихся электродов
Газовая дуговая сварка вольфрамом (GTAW) или сварка TIG (вольфрам в инертном газе) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смеси инертного или полуинертного газа и отдельного присадочного материала. Этот метод особенно полезен для сварки тонких материалов, он характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов.Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току этот метод может использоваться для материалов с более широким диапазоном толщины, чем процесс GTAW, и работает намного быстрее.Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали — одно из важных применений этого процесса. Разновидностью процесса является плазменная резка, эффективный процесс резки стали.
Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов.Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току этот метод может использоваться для материалов с более широким диапазоном толщины, чем процесс GTAW, и работает намного быстрее.Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали — одно из важных применений этого процесса. Разновидностью процесса является плазменная резка, эффективный процесс резки стали.
Другие процессы дуговой сварки включают атомно-водородную сварку, углеродную дуговую сварку, электрошлаковую сварку, электрогазовую сварку и дуговую сварку шпилек.
Проблемы с коррозией
Некоторые материалы, особенно высокопрочные стали, алюминий и титановые сплавы, подвержены водородной хрупкости.Если электроды, используемые для сварки, содержат следы влаги, вода разлагается под действием тепла дуги, и выделяющийся водород попадает в решетку материала, вызывая его хрупкость. Электроды для таких материалов со специальным низководородным покрытием поставляются в герметичной влагозащищенной упаковке. Новые электроды можно использовать прямо из банки, но при подозрении на поглощение влаги их необходимо высушить путем запекания (обычно при 800–1000 ° F (425–550 ° C)) в сушильном шкафу.Используемый флюс также должен быть сухим.
Некоторые аустенитные нержавеющие стали и сплавы на основе никеля склонны к межкристаллитной коррозии. При воздействии температур около 700 ° C (1300 ° F) в течение слишком длительного времени хром вступает в реакцию с углеродом в материале, образуя карбид хрома и истощая края кристаллов хрома, ухудшая их коррозионную стойкость в процессе, называемом сенсибилизацией. Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура и время были благоприятными для образования карбида.Этот вид коррозии часто называют распадом сварного шва.
Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура и время были благоприятными для образования карбида.Этот вид коррозии часто называют распадом сварного шва.
Knifeline attack (KLA) — это еще один вид коррозии сварных швов, поражающих стали, стабилизированные ниобием. Карбид ниобия и ниобия растворяется в стали при очень высоких температурах. При некоторых режимах охлаждения карбид ниобия не осаждается, и тогда сталь ведет себя как нестабилизированная сталь, вместо этого образуя карбид хрома. Это влияет только на тонкую зону шириной несколько миллиметров в непосредственной близости от сварного шва, что затрудняет обнаружение и увеличивает скорость коррозии.Конструкции из таких сталей должны быть полностью нагреты до примерно 1950 ° F (1070 ° C), когда карбид хрома растворяется и образуется карбид ниобия. Скорость охлаждения после такой обработки не имеет значения.
Присадочный металл (материал электродов), неправильно подобранный для условий окружающей среды, также может сделать их чувствительными к коррозии. Также возникают проблемы гальванической коррозии, если состав электрода достаточно отличается от свариваемых материалов или сами материалы не похожи друг на друга.Даже между разными марками нержавеющих сталей на основе никеля коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
Также возникают проблемы гальванической коррозии, если состав электрода достаточно отличается от свариваемых материалов или сами материалы не похожи друг на друга.Даже между разными марками нержавеющих сталей на основе никеля коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
История
Основные статьи: Кузнечная сварка, Контактная сварка, Кислородная сварка и дуговая сварка вольфрамовым газом
Хотя примеры кузнечной сварки восходят к эпохе бронзы и железного века, дуговая сварка стала применяться гораздо позже. В 1802 году Василий Петров открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, в том числе сварку.Французский изобретатель электротехники Огюст де Меритен создал первую угольную дуговую горелку, запатентованную в 1881 году, которая успешно использовалась для сварки свинца при производстве свинцово-кислотных аккумуляторов. В 1881–1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как углеродная дуга, с использованием углеродных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 19 века русским Николаем Славяновым (1888 г.) и американцем К.Л. Гроб. Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году сварка на переменном токе была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия.
В 1881–1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как углеродная дуга, с использованием углеродных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 19 века русским Николаем Славяновым (1888 г.) и американцем К.Л. Гроб. Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году сварка на переменном токе была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия.
За это время также были разработаны конкурирующие сварочные процессы, такие как контактная сварка и кислородная сварка; но оба, особенно последняя, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после нанесения металлического покрытия (известного как флюс) на электрод для стабилизации дуги и защитить основной материал от примесей, разработка продолжается.
Во время Первой мировой войны в кораблестроении Великобритании начали использовать сварку вместо клепанных стальных листов. Американцы также стали более восприимчивыми к новой технологии, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Впервые дуговая сварка была применена к самолетам во время войны, и фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. В 1919 году британский кораблестроитель Каммелл Лэрд начал строительство торгового судна Fullagar с цельносварным корпусом; Спущена на воду в 1921 году.
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний.Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний.Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
В середине века было изобретено много новых методов сварки. Сварка под флюсом была изобретена в 1930 году и продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов.Используя расходный электрод и атмосферу двуокиси углерода в качестве защитного газа, он быстро стал самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее разновидность — электрогазовая сварка.
В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее разновидность — электрогазовая сварка.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Что такое время дуговой сварки и вы его переоцениваете?
Повышение производительности сварщика
Распространенная ошибка — завышение времени горения сварочной дуги. Производственные предприятия могут быть удивлены, обнаружив, что среднее время горения дуги при полуавтоматической сварке составляет всего от 10 до 12 процентов.
Производственные предприятия могут быть удивлены, обнаружив, что среднее время горения дуги при полуавтоматической сварке составляет всего от 10 до 12 процентов.
Когда компании не думают о том, как уменьшить время дуги, они упускают из виду ключевые способы повышения производительности и прибыли. Время горения дуги напрямую влияет на количество деталей, выходящих за дверь каждый день.
Показатель времени зажигания дуги не включает время, затраченное на сборку детали, подготовку материала к сварке, очистку или шлифование после сварки, но это шаги, которые могут значительно увеличить время процесса в целом. Чтобы найти способы сократить время горения дуги, важно учитывать действия, выполняемые до и после сварки, а не только во время самой сварки.
Получите несколько советов о том, как увеличить производительность в производственных приложениях, использующих газовую дуговую сварку (GMAW).
Совет № 1: Обратите внимание на подгонку детали
Задолго до того, как сварщик зажжет дугу, правильная подгонка деталей является определяющим фактором его эффективности при сварке. Сварщик может отвечать за сборку детали или это может быть кто-то другой, участвующий в операции. Проблемы с подгонкой деталей можно даже проследить вплоть до стадии проектирования или проектирования.
Сварщик может отвечать за сборку детали или это может быть кто-то другой, участвующий в операции. Проблемы с подгонкой деталей можно даже проследить вплоть до стадии проектирования или проектирования.
Если вы потратите время на последовательную и равномерную подгонку деталей, это позволит устранить зазоры между деталями и впоследствии окупится в виде экономии времени. Когда между свариваемыми деталями есть большие или неравномерные зазоры, это замедляет работу сварщика и увеличивает количество брызг, что требует больше времени для послеварочного шлифования.
Совет № 2: Используйте правильный процесс сварки
Идея изменить процесс сварки может вызывать затруднения у некоторых производителей. Может потребоваться дополнительное обучение и повторное утверждение любых изменений в Спецификации процедуры сварки (WPS).Но переключение процесса может дать значительный результат в производительности в правильных приложениях.
Варианты процесса сварки включают стандартный GMAW, модифицированный GMAW с коротким замыканием или многочисленные процессы импульсного GMAW. Если на предприятии есть большие зазоры в деталях, которые нельзя исправить при подгонке, например, модифицированный процесс короткого замыкания GMAW является хорошим решением, поскольку он предлагает превосходные возможности заполнения зазоров.
Если на предприятии есть большие зазоры в деталях, которые нельзя исправить при подгонке, например, модифицированный процесс короткого замыкания GMAW является хорошим решением, поскольку он предлагает превосходные возможности заполнения зазоров.
Импульсные процессы обеспечивают множество преимуществ для производительности, включая меньшее разбрызгивание, меньшее тепловложение и более высокую скорость движения.Импульсный процесс может обеспечить на 10% более высокую скорость движения при том же тепловложении по сравнению с прямым GMAW. Кроме того, некоторые усовершенствованные импульсные процессы, такие как технология Accu-Pulse ™ от Miller Electric Mfg. LLC, предлагают на 28% более широкое рабочее окно. Это упрощает использование процесса, поэтому сварщики с любым уровнем подготовки могут создавать высококачественные сварные швы, даже если техника или параметры различаются.
Замена присадочного металла или защитного газа также может помочь повысить производительность труда.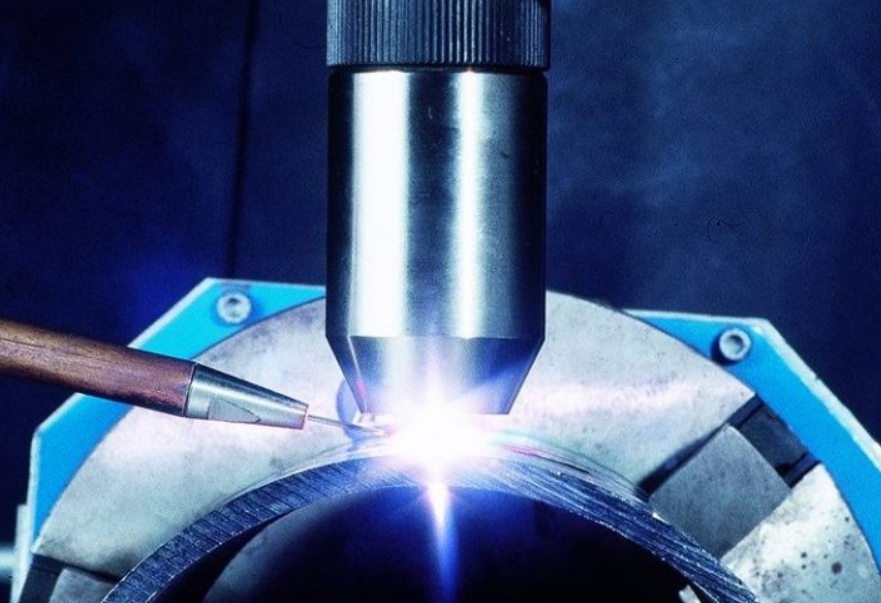 Имейте в виду, что для замены газа и присадочного металла также может потребоваться повторное одобрение WPS.
Имейте в виду, что для замены газа и присадочного металла также может потребоваться повторное одобрение WPS.
Многие производители используют сплошную проволоку для GMAW, но порошковая проволока и проволока с металлическим сердечником могут дать преимущества в определенных областях применения. Правильный раствор присадочного металла зависит от используемого процесса, свариваемого материала и защитного газа. Например, порошковая проволока может обеспечить значительное повышение производительности за счет очень высокой скорости перемещения, но ее трудно использовать при импульсной сварке.
Различные защитные газы также могут лучше подходить для определенных применений и процессов. 100% углекислый газ широко используется в производстве, поскольку он доступен по цене и обеспечивает легкую сварку операторам с меньшим опытом. Однако это приводит к гораздо большему разбрызгиванию, чем смешанный газ, что требует больше времени для шлифовки после сварки. Смешанный газ, такой как 90% аргона / 10% CO 2 , может обеспечить более высокую скорость перемещения и обеспечить лучший сварной шов, поэтому меньше времени тратится на очистку после сварки.
Совет № 3: проверьте параметры
Обеспечение правильного выбора параметров во время сварки имеет решающее значение для получения хороших сварных швов, не требующих длительной доработки. Слишком высокая или медленная скорость движения, слишком высокая или холодная подводимая энергия и неправильный вылет проволоки — это параметры, за которыми следует следить.
Слишком низкая скорость перемещения приводит к большему количеству тепла в зоне сварки, что может вызвать коробление. Поддержание адекватной скорости движения помогает контролировать нагрев. Но слишком быстрое (и слишком холодное) движение может слишком быстро влить слишком много присадочного металла в сварной шов, что приведет к разбрызгиванию или отсутствию проплавления, что потребует доработки.Другая причина повышенного разбрызгивания — слишком большой вылет проволоки.
Когда целью является сокращение времени горения дуги, худшее, что может сделать сварщик, — это сделать плохой сварной шов, требующий доработки. Время, необходимое для вырезания плохого сварного шва и его замены новым, может утроить затраченное время — или даже больше.
Время, необходимое для вырезания плохого сварного шва и его замены новым, может утроить затраченное время — или даже больше.
Совет № 4: Сократите время поиска и устранения неисправностей
Время, затрачиваемое на устранение неполадок, таких как проблемы с подачей проволоки, сокращает время зажигания дуги, поэтому для обеспечения оптимальной производительности важно поддерживать горелку GMAW в надлежащем состоянии.
Если футеровка горелки или контактный наконечник слишком изношены или натяжение приводного ролика неправильно отрегулировано, эти проблемы будут способствовать проблемам с подачей проволоки, что может привести к увеличению разбрызгивания и плохому качеству сварки. Проблемы с качеством сварки также часто возникают из-за изношенных сварочных кабелей или плохого соединения кабелей.
Перед каждой сменой — и после внесения любых изменений в процесс сварки — дважды проверяйте все соединения расходных деталей в системе подачи проволоки, чтобы убедиться, что все установлено и правильно затянуто. Также обратите внимание на признаки износа или повреждений. Это помогает сократить время, затрачиваемое на устранение неполадок, поэтому сварщик может проводить больше времени под капотом.
Также обратите внимание на признаки износа или повреждений. Это помогает сократить время, затрачиваемое на устранение неполадок, поэтому сварщик может проводить больше времени под капотом.
Совет № 5: Положитесь на технологии
Поскольку отрасль борется с нехваткой квалифицированных сварщиков, а многие компании ищут пути повышения производительности, технологии могут помочь. Когда источник сварочного тока обеспечивает большую простоту использования и улучшенное управление дугой, сварщикам с любым уровнем подготовки становится проще производить высококачественные сварные швы и уменьшать количество ошибок, а, следовательно, сокращать время горения дуги.
- Синергетическое управление: Другие источники сварочного тока предназначены для автоматического внесения изменений в соответствии с настройками оператора. Когда оператор изменяет скорость подачи проволоки, машина регулирует напряжение в соответствии с требованиями, обеспечивая использование оптимальных параметров.
- Упрощенная установка: Некоторые новые сварочные системы предлагают «простую кнопку» для настройки машины, чтобы сварщики могли быстрее проникнуть под капот. Это может быть особенно полезно для менее опытных сварщиков.При использовании этой технологии оператору нужно только ввести толщину материала, а источник питания автоматически установит другие параметры соответствующим образом. Это экономит время и помогает снизить вероятность разбрызгивания и деформации, которые увеличивают очистку после сварки и могут потребовать доработки.
- Блокировки и ограничения: Источники сварочного тока, которые включают эту функцию, позволяют заблокировать определенные параметры в пределах установленного диапазона. Например, если блокировка установлена на 28–32 вольт, оператор не может выходить за пределы этого окна.Когда производитель обучает новых сварщиков, эта технология помогает удерживать их в пределах диапазона параметров для конкретной работы. Некоторые системы также могут отправлять предупреждения, чтобы менеджеры или руководители знали, когда сварщик работает за пределами заданных параметров.
- Мониторинг данных сварных швов: Цифровой мониторинг сварных швов доступен для большего количества источников питания, чем когда-либо, что позволяет производителям любого размера отслеживать важные показатели производительности. Доступные решения варьируются от базовых систем, которые проверяют параметры сварки и сообщают о производительности, до более продвинутого программного обеспечения для мониторинга, которое обнаруживает ошибки сварки, отслеживает детали и доставляет сварщикам обратную связь в режиме реального времени.Отслеживание и понимание этих данных — ключевая часть улучшения времени дуги и повышения производительности. Эти подробные данные также могут помочь производителям обучить новых сварщиков и ускорить их обучение.

 Некоторые системы также могут отправлять предупреждения, чтобы менеджеры или руководители знали, когда сварщик работает за пределами заданных параметров.
Некоторые системы также могут отправлять предупреждения, чтобы менеджеры или руководители знали, когда сварщик работает за пределами заданных параметров.Купить Маски для дуговой сварки | Лучшие шлемы для дуговой сварки на продажу
Посмотреть все шлемы для дуговой сварки и доступные конструкции шлемов
Каски для дуговой сварки: лучший выбор, лучшие цены
Все предлагаемые к продаже каски подходят для любого процесса дуговой сварки. Выбор того, что лучше всего подходит для вашей работы, зависит от таких факторов, как предпочтения бренда (если он у вас есть), вес (если это критический фактор для вас) и предпочитаете ли вы объектив с фиксированным оттенком или объектив с автоматическим затемнением. Какими бы ни были ваши предпочтения, вы можете рассчитывать на самую низкую онлайн-цену при покупке в Welders Supply, а также бесплатную доставку в пределах континентальной части США для всех заказов на сумму более 300 долларов.
Выбор того, что лучше всего подходит для вашей работы, зависит от таких факторов, как предпочтения бренда (если он у вас есть), вес (если это критический фактор для вас) и предпочитаете ли вы объектив с фиксированным оттенком или объектив с автоматическим затемнением. Какими бы ни были ваши предпочтения, вы можете рассчитывать на самую низкую онлайн-цену при покупке в Welders Supply, а также бесплатную доставку в пределах континентальной части США для всех заказов на сумму более 300 долларов.
Если ваша работа связана с дуговой сваркой любого типа, вам понадобится каска, способная защитить вас от резкого дугового света.Вы можете подумать, что номер оттенка линзы для шлема относится к степени защиты глаз, которую линзы обеспечивают вашим глазам, причем большее число обеспечивает большую защиту. На самом деле, все линзы сварочных шлемов приличного качества имеют экран, который фильтрует все вредные УФ (ультрафиолет) и ИК (инфракрасные) волны.
Цифры, которые вы видите для оттенков линз, указывают на то, насколько темный объектив. Если вы работаете в темной комнате, вы должны использовать линзы более светлого оттенка. И наоборот, если вы работаете на открытом воздухе или при ярком освещении, вам следует выбрать линзы более темного оттенка.Главное — выбрать такой оттенок, который позволит четко видеть сварочную лужу.
Если вы работаете в темной комнате, вы должны использовать линзы более светлого оттенка. И наоборот, если вы работаете на открытом воздухе или при ярком освещении, вам следует выбрать линзы более темного оттенка.Главное — выбрать такой оттенок, который позволит четко видеть сварочную лужу.
Что такое дуговая сварка?
Термин «дуговая сварка» происходит от способа соединения металлов. При дуговой сварке металлы сплавляются вместе за счет концентрированного тепла электрической дуги, плавящей плавящийся электрод. Расплавленный электрод образует сварочную ванну, которая при охлаждении соединяет куски металла.
5 видов дуговой сварки:
Газовая дуговая сварка металлическим электродом (GMAW) , также известная как «сварка MIG» и «сварка проволокой»)
Первоначально разработанный во время Второй мировой войны для ускорения производства оружия и военной техники, GMAW использует катушку твердой стальной проволоки, пропускаемую через сварочный пистолет. Наконечник пистолета I электрически заряжается и расплавляет проволоку, образуя сварочную лужу, которая соединяет металлы вместе. Сравнительно низкие температуры GMAW делают его полезным для сварки тонких листов и профилей. Благодаря своей гибкости и сравнительно низкой кривой обучения, GMAW популярен среди любителей и художников.
Наконечник пистолета I электрически заряжается и расплавляет проволоку, образуя сварочную лужу, которая соединяет металлы вместе. Сравнительно низкие температуры GMAW делают его полезным для сварки тонких листов и профилей. Благодаря своей гибкости и сравнительно низкой кривой обучения, GMAW популярен среди любителей и художников.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой — это высокопроизводительный вид сварки, используемый в основном в судостроительной промышленности, благодаря ее способности быстро выполнять высококачественные сварные швы даже в ветреную погоду.Процесс FCAW аналогичен сварке MIG, но использует полую проволоку с флюсом в центре вместо проволоки со сплошным сердечником. Это обеспечивает его защиту и позволяет работать на сквозняке или в ветреную погоду.
Газовая дуговая сварка вольфрамовым электродом (GTAW) , также известная как сварка TIG
Обычно известный как сварка TIG (вольфрамовый инертный газ), этот тип дуговой сварки использует неплавящиеся вольфрамовые электроды и инертный газ для создания сварных швов. Сварочная ванна и электрод защищены от загрязнения аргоном или гелием.Сварку TIG труднее освоить, чем другие процессы, но она предпочтительнее для сварки тонкой нержавеющей стали, алюминия, магния и медных сплавов из-за степени контроля, которую процесс предоставляет оператору.
Сварочная ванна и электрод защищены от загрязнения аргоном или гелием.Сварку TIG труднее освоить, чем другие процессы, но она предпочтительнее для сварки тонкой нержавеющей стали, алюминия, магния и медных сплавов из-за степени контроля, которую процесс предоставляет оператору.
Плазменно-дуговая сварка (PAW)
Подобно сварке TIG, в плазменной дуге используется электрическая дуга, возникающая между электродом и основным металлом. Его можно использовать на любом металле, который можно сваривать TIG. Самая большая разница между этими двумя процессами заключается в том, что плазменная сварка позволяет расположить электрод в корпусе горелки, чтобы дуга была отделена от защитного газа.Плазма проходит через сопло с мелким отверстием, сужая дугу и вытесняя плазму с более высокой скоростью и более высокой температурой.
Дуговая сварка в защитном металлическом корпусе (SMAW) , также известная как ручная дуговая сварка металлическим электродом и дуговая сварка под водой в среде защитного газа
Дуговая сварка защищенным металлом была изобретена в России еще в 1888 году. В этом процессе, который мы знаем сегодня, для формирования сварных швов используется электрод с флюсовым покрытием. Электричество проходит через электрод, и поток образует газ, который защищает электрическую дугу в пространстве между электродом и металлом, эффективно предотвращая загрязнение атмосферными газами.Это сравнительно простой процесс, выполняемый на относительно простом оборудовании.
В этом процессе, который мы знаем сегодня, для формирования сварных швов используется электрод с флюсовым покрытием. Электричество проходит через электрод, и поток образует газ, который защищает электрическую дугу в пространстве между электродом и металлом, эффективно предотвращая загрязнение атмосферными газами.Это сравнительно простой процесс, выполняемый на относительно простом оборудовании.
Шлемы переменного оттенка против фиксированного оттенка
Шлемы с фиксированной шторкой подходят, если вы используете один и тот же процесс дуговой сварки одного и того же материала при одном и том же освещении. Однако это случается редко. У большинства сварщиков довольно разная рабочая нагрузка, и если это относится к вам, вам будет лучше со шлемом переменного затемнения, которое автоматически или вручную настраивается на нужную темноту в зависимости от типа сварки, которую вы выполняете, и окружающей среды, в которой вы работаете. работает в.
5 вещей, которые нужно искать в сварочной маске
Легкость: Чем легче шлем, тем меньше нагрузка на шею к концу дня. Большинство шлемов сегодня легкие по сравнению с теми, которые были всего 5 лет назад, но если вы обеспокоены растяжением шеи или имеете проблемы с шейкой матки, вам следует взглянуть на спецификации самого легкого шлема, который вы можете найти.
Большинство шлемов сегодня легкие по сравнению с теми, которые были всего 5 лет назад, но если вы обеспокоены растяжением шеи или имеете проблемы с шейкой матки, вам следует взглянуть на спецификации самого легкого шлема, который вы можете найти.
Сенсорная планка: Сенсорная планка — отличная функция, если вы работаете рядом с другими сварщиками, поскольку она ограничивает поле реакции, поэтому сварщик рядом с вами не срабатывает на срабатывании вашего шлема.
Защитный экран от брызг: Четкий изогнутый экран от брызг над линзой позволяет четко видеть свою работу.
Регулируемость: Чтобы обеспечить отличную посадку, ищите полностью регулируемый шлем. Если вы носите очки, вам обязательно понадобится шлем, который позволяет регулировать расстояние, на котором шлем сидит на вашем лице.
Наличие запасных частей: Бывший в употреблении шлем может показаться хорошим недорогим вариантом, но помните, что у вас, скорее всего, возникнут проблемы с поиском запасных частей для него. Новые шлемы таких известных производителей, как Miller, Jackson и 3M Speedglas, не только включают новейшие технологии, но и легко доступны для замены.
Новые шлемы таких известных производителей, как Miller, Jackson и 3M Speedglas, не только включают новейшие технологии, но и легко доступны для замены.
| Задача | Возможная причина | Тест / Решение | |
| 1. | Чрезмерный расход электродов | Недостаточный / чрезмерный расход газа | Проверка правильности расхода газа (см. Таблицы для руководства по расходу газа) Таблицы для руководства по расходу газа) |
| Неправильный размер / геометрия электрода для требуемого тока | Используйте электрод большего размера (правильную геометрию см. В руководстве) | ||
| Чрезмерный нагрев держателя | Проверьте правильность контакта цанги | ||
| Загрязненный электрод | Замените электрод (ошибочные результаты будут сохраняться, пока существует загрязнение) | ||
| Окисление электрода при охлаждении | В зависимости от сварочного процесса, после выключения дуги подайте газ в течение 5-15 секунд. | ||
| Использование защитного газа с избыточным содержанием кислорода или влаги | Изменение на газ надлежащей чистоты | ||
| 2. | Загрязненный электрод | Основной металл грязный или жирный | Для очистки поверхности используйте соответствующие химические очистители: спирт, проволочную щетку или абразивный материал |
| Загрязняющие элементы, выделяющие газ, могут присутствовать в самом основном материале | Если возможно, улучшите основной материал. Измените параметры сварки, чтобы учесть эффект газовыделения Измените параметры сварки, чтобы учесть эффект газовыделения | ||
| Проверить электрод на загрязнение | Удалить загрязненную часть электрода, переточить электрод | ||
| 3. | Загрязнение заготовки вольфрамом | Вольфрам, касающийся ванны расплава | Не допускайте попадания вольфрама в ванну расплава |
| Литье вольфрама | Используйте качественную шлифовальную машину для вольфрамовых электродов для заточки электродов | ||
| Электрод для плавки и легирования основным металлом | Используйте электроды меньшего тока или большего диаметра | ||
4. | Пористость сварного шва | Уловленный газ Примеси (водород, азот, воздух, водяной пар) | Удалите воздух из всех линий перед зажиганием дуги, удалите конденсированную влагу из линий; использовать инертный газ класса сварки (99,9%) Проверить используется правильная смесь защитного газа |
| Неисправный газовый шланг или ослабленные шланговые соединения | Газовый шланг низкого качества Проверить герметичность шланга и соединений | ||
| Масляная пленка на недрагоценном металле | Очистить химическим очистителем, не подверженным разрушению дуги. Перед сваркой Перед сваркой | убедитесь, что основной металл высох.||
| 5. | Материал электрода | Убедитесь, что материал электродов не изменен. Попробуйте электрод из другого бокса или сохраненного эталонного бокса | Электроды из разных материалов обеспечивают разный запуск дуги и токопроводящие способности |
| 6. | Качество материала электрода | Используйте электрод из более старого или нового материала, чтобы проверить, сохраняется ли проблема | Партия электродов может иметь различное качество (необычное) |
7. | Размеры / геометрия электрода | Убедитесь, что размеры электродов подходят для применения. | Геометрия наконечника электрода зависит от области применения сварки. Обратитесь к руководствам за информацией |
| 8. | Разводка кабеля | По возможности старайтесь проложить кабели от источника питания до сварочной горелки как можно прямее | Иногда кабели скручиваются, как садовый шланг. Катушка становится гигантской катушкой индуктивности, вызывая сопротивление, уменьшающее пуск. энергия. Эффекты индуктивности также могут быть вызваны тем, что сварочные силовые кабели расположены очень близко к заземленным стальным пластинам. энергия. Эффекты индуктивности также могут быть вызваны тем, что сварочные силовые кабели расположены очень близко к заземленным стальным пластинам. |
| 9. | Удлинители | Убедитесь, что все удлинительные кабели имеют соответствующую пропускную способность | Кабели низкого качества / емкости приведут к падению напряжения и затруднят запуск |
| 10. | Качество газа | Качество / чистота газа должны соответствовать стандартам. Проверьте, не сменились ли поставщики. Попробуйте баллон с газом более высокой степени чистоты.
чем обычно, и посмотрите, сохраняется ли проблема. | Низкое качество газа или оксиды в газе могут окислять детали и загрязнять электроды во время сварки.Иногда даже лучшие поставщики иметь проблемы. |
| 11. | Качество материалов / Технические характеристики | Убедитесь, что свариваемые материалы не содержат загрязняющих веществ в металлургической структуре.Проверьте, есть ли
произошла смена поставщиков материалов.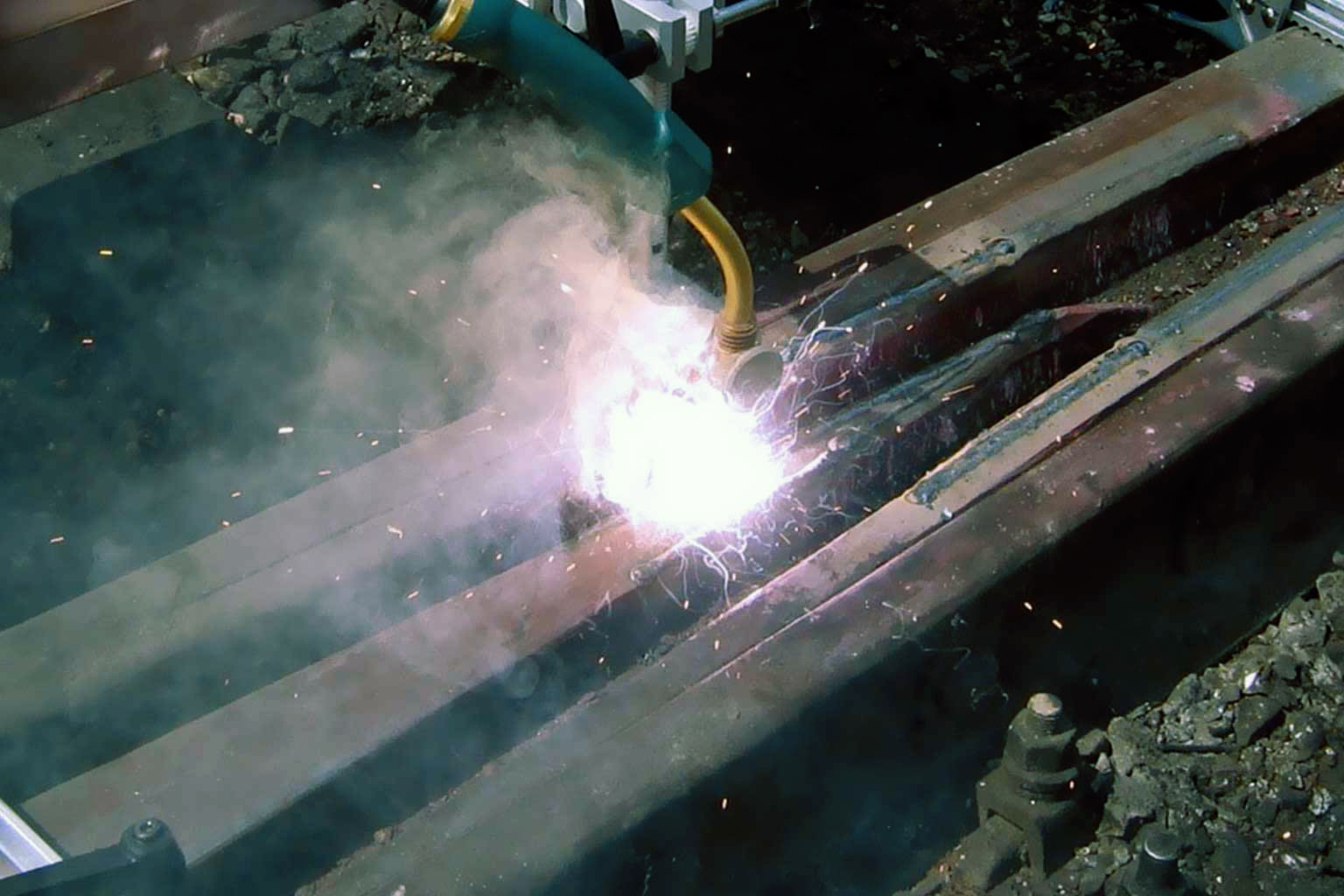 | Загрязнения в материале могут выводить газ во время сварки, что приводит к ухудшению качества сварки. Блуждание дуги или проплавление шва вариации могут быть результатом изменений в некоторых микроэлементах в материале. |
| 12. | Неправильное напряжение | Проверьте источник питания на соответствие входному напряжению. Возможно, потребуется проверять напряжение в течение дня, чтобы убедиться, что колебания входят в объем поставки источника питания. | Напряжение может поступать от другого оборудования или объектов в часы пик. Это снизит напряжение, доступное для
источник питания для зажигания дуги. Это снизит напряжение, доступное для
источник питания для зажигания дуги. |
| Задача | Возможная причина | Тест / Решение | |
| 13. | Сварочная программа | Убедитесь, что параметры программы сварки не изменились. | Изменения пика зажигания дуги и фоновой силы тока, а также других параметров влияют на работу системы |
14. | Допуски деталей и консистенция сварных швов | Проверить, изменились ли допуски на геометрию соединения | Для качественных сварных швов необходим контакт интимных частей на сварном шве |
| 15. | Поверхностное загрязнение основного материала | Проверить соблюдение процедур очистки и использование каждого набора чистящих инструментов для каждого типа материала | Загрязнения поверхности, такие как масло, грязь или оксид, могут препятствовать зажиганию дуги и стабильности сварного шва за счет выделения газов во время сварки и
прилипание к электродам. Загрязнения также могут вызвать проблемы с управлением AVC расстоянием дуги. Загрязнения также могут вызвать проблемы с управлением AVC расстоянием дуги. |
| 16. | Проблемы газового покрытия | Убедитесь, что время предварительной подачи и продувки газа адекватно. Убедитесь, что в зоне зажигания дуги нет достаточного количества Кислород и поток газа в норме.Не проводите сварку на сквозняке. | Недостаточное газовое покрытие приведет к загрязнению детали и электрода. Высокая скорость потока может вызвать турбулентность и вдыхание.
Кислород в зоне дуги приводит к загрязнению электрода. Более низкий расход при более длительной предварительной продувке
улучшить зажигание дуги. Последующая продувка в течение 5-15 секунд исключает окисление электрода во время охлаждения Недостаточный поток газа во время
сварка приводит к чрезмерному использованию электродов.Сквозняк может подтолкнуть кислород в область дуги. Последующая продувка в течение 5-15 секунд исключает окисление электрода во время охлаждения Недостаточный поток газа во время
сварка приводит к чрезмерному использованию электродов.Сквозняк может подтолкнуть кислород в область дуги. |
| Неисправные регуляторы, расходомеры или шланги | Проверить на утечки или повреждения Используйте высококачественные детали для газовых систем | ||
| Высокая скорость сварки приводит к тому, что деталь выходит из-под области защитного газа до того, как сварной шов остынет | Использовать вторичный защитный газ | ||
17. | Проблемы с заземлением | Убедитесь, что зажимы и зажимные вставки очищены от окисления Убедитесь, что кабель / зажим заземления не изношены. | Окисление и / или изношенное оборудование может вызвать плохое заземление между деталью и зажимом / вставками, что может затруднить зажигание дуги и вызвать блуждание дуги и другие несоответствия |
| Задача | Возможная причина | Тест / Решение | |
| 20. | Никакие огни не загораются при включении питания | Проблема с входным питанием | Убедитесь, что система подключена к розетке |
| Отсутствует или низкое напряжение | Проверить предохранители. Проверьте все уровни напряжения. Проверьте правильность настройки отводов напряжения.Проверить вторичное напряжение выпрямителя Проверьте все уровни напряжения. Проверьте правильность настройки отводов напряжения.Проверить вторичное напряжение выпрямителя | ||
| Рециркулятор не на | Убедитесь, что циркуляционный насос включен. Низкий уровень / нет воды. Проверьте поток воды. Проверьте соединение реле протока с источником питания. Проверить предохранители | ||
| 21. | Загораются лампы перегрева | Перегрев агрегата | Дайте 3-5 минут «остыть».Проверьте короткое замыкание между соплом и электродом. Проверить транзисторы; как этот компонент запускается
чтобы носить, он начинает потреблять больше тока. Если состояние не подлежит сбросу, верните устройство на завод для обслуживания. Если состояние не подлежит сбросу, верните устройство на завод для обслуживания. |
| 22. | Сложность запуска дуги | Горелка собрана неправильно | Проверить состояние электродов и / или плазменных сопел |
| Проблема низкого напряжения | Проверьте отсутствие или низкое напряжение.См. «Общие проблемы сварки» | ||
23. | Дуга не переносится | Ослабленные, отсутствующие кабельные соединения | Проверить инструмент на наличие рыхлого или плохого грунта |
| Блок питания не распознает сигнал пуска | Проверьте все соединения.Устранение неполадок со схемами | ||
| Задача | Возможная причина | Тест / Решение | |
| 24. | Неустойчивая или плохо выглядящая пилотная дуга | Изношенные детали горелки. | Проверьте и замените необходимые детали. |
| Неправильная установка электрода. | Отрегулируйте настройку. | ||
| Загрязненный плазменный газ. | Проверить газовую линию на герметичность. | ||
| Влага в горелке или проводах. | Заглушите наконечник и дайте газу увеличиться. | ||
| Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на загрязнение. | ||
25. | Сварочная дуга не переносится | Слишком большое зазор факела. | Уменьшите расстояние зазора. |
| Блок питания подключен неправильно. | Проверьте кабель управления контактором минусового провода рабочего провода. | ||
| Неисправный электрод в горелке. | Проверьте электрод на наличие острого наконечника и чистый внешний вид. | ||
26. | Сварочный наконечник поврежден при запуске | Неправильная установка деталей резака. | Проверить процедуру установки. |
| Неправильный отвод электрода. | Правильная установка электрода. | ||
| Неправильная полярность | Проверьте отрицательный и положительный выводы на правильность подключения; проверьте переключатель диапазонов питания. | ||
| Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием. | ||
| Недостаточный поток охлаждающей жидкости. | Проверьте расход и давление; проверить фильтр охлаждающей жидкости. | ||
| Загрязненный газ. | Проверить газовую линию на герметичность. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
Загрязненная охлаждающая жидкость. | Проверить охлаждающую жидкость на загрязнение. | ||
| Наконечник касается заготовки. | Увеличьте расстояние зазора. | ||
| 27. | Наконечник поврежден после периода сварки | Недостаточный поток охлаждающей жидкости. | Проверьте расход и давление; проверить фильтр охлаждающей жидкости. |
| Чрезмерный текущий уровень. | Уменьшите ток или используйте наконечник с большим отверстием. | ||
| Слишком низкий расход плазменного газа. | Увеличьте скорость потока. | ||
| Влага в горелке. | Проверьте герметичность горелки и шлангов. | ||
| 28. | Отсутствие необходимого проникновения | Слишком низкий расход плазменного газа. | Увеличьте скорость потока. |
Неадекватный текущий уровень. | Увеличьте ток. | ||
| Минимальное смещение электрода. | Увеличьте расстояние возврата. | ||
| Слишком высокая скорость движения. | Уменьшите скорость движения. | ||
| 29. | Пористость сварных швов | Загрязнения на заготовке. | Очистить заготовку. |
Слишком высокий расход плазменного газа. | Уменьшите скорость потока. | ||
| Недостаточное покрытие защитным газом. | Увеличьте скорость потока или используйте дополнительный прицепной щит. | ||
| 30. | Незначительный подрез в области носка сварного шва | Слишком высокая скорость движения. | Уменьшите скорость движения. |
| Слишком высокий расход плазменного газа. | Уменьшите скорость потока. | ||
| Размер отверстия в наконечнике слишком мал. | Используйте наконечник с большим отверстием. | ||
| Максимальное смещение электрода. | Уменьшить расстояние возврата. | ||
| Неадекватный текущий уровень. | Увеличьте ток. | ||
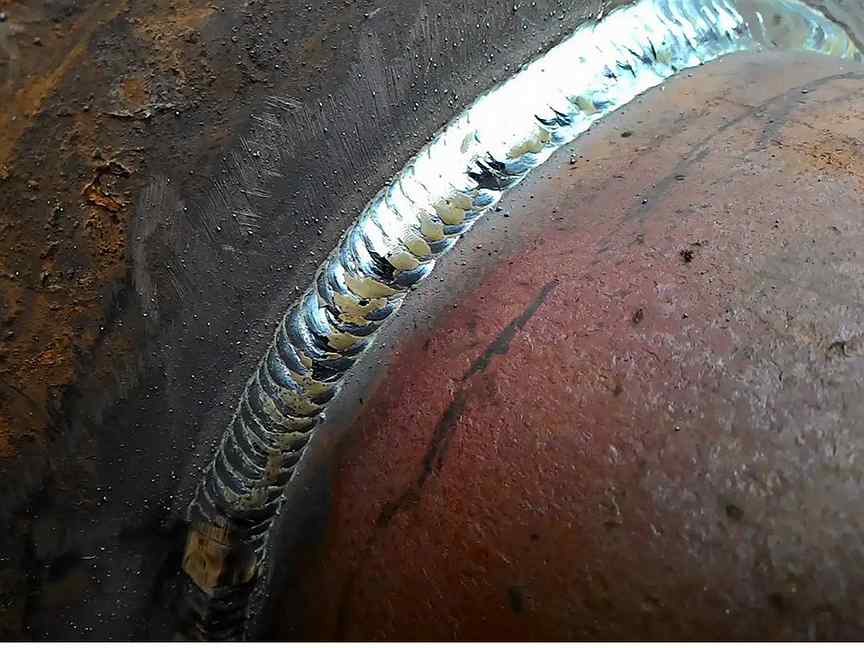
Что такое дуговая сварка? | Что такое дуговая сварка?
Что такое дуговая сварка?
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для получения тепла для плавления и соединения металлов.Источник питания создает электрическую дугу, используя постоянный (DC) или переменный (AC) токи между расходуемым или неплавящимся электродом и основным материалом. Это тепло используется для соединения металлов.
Это тепло используется для соединения металлов.
Дуга возникает между двумя металлическими частями, и выделяемое тепло вызывает плавление металла, а когда он охлаждается, образуется прочное сварное соединение. Источником энергии при дуговой сварке является электричество (электрический ток). Используемые электрические токи могут быть как постоянными (DC), так и переменными (AC).
Зона сварки защищена защитным газом, паром или шлаком. Защитный газ защищает зону сварных швов от атмосферного загрязнения. Он может быть ручным, полуавтоматическим или полностью автоматическим. В сварочных целях используется расходный или неплавящийся электрод.
Эти виды сварки были изобретены в конце 19 века. Во время Второй мировой войны он становится коммерчески важным в кораблестроении и используется в производстве стальных конструкций и транспортных средств.
Также читайте: Что такое ключ Вудраффа? | Зачем нужен ключ Вудраффа? | Утопленные ключи
Как это работает?
Дуговая сварка — это работа с использованием электрической дуги от источника переменного или постоянного тока для выработки тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и образования лужи расплавленного металла для соединения двух частей. Между заготовкой и электродом образуется дуга, которую перемещают по линии соединения механически или вручную.
Между заготовкой и электродом образуется дуга, которую перемещают по линии соединения механически или вручную.
Электродом может быть стержень, по которому ток проходит между наконечником и заготовкой, или стержень или проволока, плавящиеся вместе с током и подающие присадочный металл в соединение.При нагревании дугой до слишком высоких температур металл химически вступает в реакцию с элементами воздуха, такими как кислород и азот. При этом образуются оксиды и нитриды, снижающие прочность сварного шва.
Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл затвердевает, образуя металлургическую связь.
Также читайте: Что такое реечное рулевое управление? | Как работает реечное рулевое управление? | Конструкция шестерни рулевого управления
Виды дуговой сварки:
№1.Дуговая сварка защищенного металла (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Электроды покрываются защитными флюсами соответствующего состава. Флюсовый электрод плавится вместе с металлическим сердечником, образуя газ и шлак, защищая дугу и сварочную ванну. Флюс очищает поверхность металла, снабжает сварной шов определенными легирующими элементами, защищает расплавленный металл от окисления и стабилизирует дугу.После затвердевания шлак удаляют.
Электроды покрываются защитными флюсами соответствующего состава. Флюсовый электрод плавится вместе с металлическим сердечником, образуя газ и шлак, защищая дугу и сварочную ванну. Флюс очищает поверхность металла, снабжает сварной шов определенными легирующими элементами, защищает расплавленный металл от окисления и стабилизирует дугу.После затвердевания шлак удаляют.
№ 2. Газовая дуговая сварка металла (GMAW)
При газовой дуговой сварке металла (GMAW) используется сплошная электродная проволока, которая непрерывно экструдируется из катушки через сварочный кабель в сборе и сварочный пистолет — иногда это называется сваркой в инертном газе (MIG) или подтипом металла, активированного газом ( MAG) сварка. Дуговая сварка металлов газом обычно применяется в следующих областях:
- Сварка труб / Соединения труб
- Производство и техническое обслуживание автомобилей
- Производство
- Судостроение
- Строительство
- Поезда
- Подводная сварка
Может использоваться для сварки как черных, так и цветных металлов и любой толщины, превышающей тонкий листовой металл.
№ 3. Дуговая сварка под флюсом (SAW)
Сварка под флюсом (SAW) — это общий процесс дуговой сварки, который включает в себя создание дуги между непрерывно подаваемыми электродами и заготовкой. Покрытие из порошковых флюсов создает защитный газовый экран и шлак, а также может использоваться для добавления легирующего элемента в сварочную ванну, который защищает зону сварного шва. Пила обычно работает как механизированный процесс.
Сварочный ток обычно составляет от 300 до 1000 ампер, напряжение дуги и скорость движения — все это влияет на размер валика, глубину проплавления и химический состав наплавленного металла шва.Поскольку оператор не может осмотреть сварочную ванну, следует во многом полагаться на настройку параметров и состояние присадочной проволоки.
SAW обычно питается от одного провода с использованием переменного или постоянного тока; существует несколько типов, в том числе использование двух или более проволоки, добавление рубленой проволоки к стыку перед сваркой и дополнительное использование металлического порошка. Дополнительная производительность может быть достигнута за счет подачи непроводящей проволоки меньшего диаметра в переднюю кромку сварочной ванны.
Дополнительная производительность может быть достигнута за счет подачи непроводящей проволоки меньшего диаметра в переднюю кромку сварочной ванны.
Это может повысить депозитную ставку до 20%.Эти типы используются в определенных ситуациях для повышения производительности за счет увеличения ставок депозита и / или скорости движения. Замена проволоки полосой толщиной 0,5 мм, обычно шириной 60 мм, позволяет использовать этот процесс для наплавки компонентов.
№4. Порошковая дуговая сварка (FCAW)
Дуговая сварка порошковой проволокой (FCAW) использует тепло, выделяемое электрической дугой постоянного тока, для плавления металла в области соединения. Между поданной расходной присадочной проволокой и заготовкой непрерывно зажигается дуга, в результате чего как присадочная проволока, так и заготовка плавятся в непосредственной близости.
Вся область дуги покрыта защитным газом, который защищает сварочную ванну от атмосферных воздействий. FCAW — это высокопроизводительный процесс для обработки ряда углеродистых, легированных, нержавеющих и дуплексных сталей. Его также можно использовать для наплавки и наплавки.
Его также можно использовать для наплавки и наплавки.
FCAW — это вариант процесса MAG / MIG, и хотя у этих двух процессов есть много общих черт, есть также несколько фундаментальных различий. Например, он обеспечивает большую пластичность с составами сплавов, чем MIG.
Это обычно обеспечивает более высокую скорость осаждения проволоки и большую стабильность дуги, хотя эффективность процесса MIG в целом выше.
№ 5. Газовая вольфрамовая дуговая сварка / сварка вольфрамовым электродом в инертном газе
СваркаGTAW или TIG часто считается самой сложной. Вольфрамовый электрод образует дугу. Для защиты экрана используются инертные газы, такие как аргон или гелий, или их смеси. При необходимости к присадочной проволоке добавляйте расплав.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, который обеспечивает сварку неплавящимся вольфрамовым электродом. Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия.
Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия.
Защитный экран инертным газом вместо шлаков для защиты сварочной ванны, этот процесс был очень привлекательной заменой газовой и ручной дуговой сварке металла. TIG сыграл важную роль в принятии алюминия для высококачественной сварки и применения в строительстве.
№ 6. Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка (PAW) — это сварка, при которой используется тепло, выделяемое сжатой дугой между вольфрамовым неплавящимся электродом и дуговым процессом с переносом детали или процессом непередаваемой дуги сужающимися соплами с водяным охлаждением.
Плазма — это газовая смесь положительных ионов, электронов и молекул нейтрального газа. Процесс перенесенной дуги производит плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, стали, алюминиевых сплавов, медных сплавов, титановых сплавов, никелевых сплавов. Непереносимый дуговой процесс производит плазму с относительно низкой плотностью энергии.
Непереносимый дуговой процесс производит плазму с относительно низкой плотностью энергии.
Применяется для сварки и плазменного напыления покрытий различных металлов. Поскольку заготовка не является частью электрической цепи при плазменной дуговой сварке без переноса, плазменная дуга может переходить от одной заготовки к другой без гашения дуги горелки.
Также читайте: Что используется в салоне автомобиля? | Часть салона автомобиля
Преимущества дуговой сварки:
- Высокая скорость сварки
- Обеспечивает очень небольшое искажение
- В нем меньше дыма и искр.
- Достигнута гладкая сварка.
- Это можно сделать в любой среде.
- Хорошая ударная вязкость.
- Высокая коррозионная стойкость.
- Стоимость — Оборудование для дуговой сварки стоит по хорошей цене и экономично, а для этого процесса часто требуется меньше оборудования из-за недостатка газа.
- Портативность — этот материал очень легко транспортировать
- Работает по грязным металлам.
- Защитный газ не требуется — процессы могут выполняться во время ветра или дождя, и брызги не являются серьезной проблемой.

Также читайте: Что такое жидкость? | Типы жидкостей | Сжимаемая жидкость | Тип потока жидкости
Недостатки дуговой сварки:
- Не подходит для сварки тонких металлов
- Требуются квалифицированные сварщики
- Его нельзя использовать для химически активных металлов, таких как алюминий или титан.
- Низкая эффективность — как правило, при дуговой сварке образуется больше отходов, чем при сварке многих других типов, что в некоторых случаях может увеличить стоимость проекта.
- Высокий уровень квалификации — операторы проектов по дуговой сварке требуют высокого уровня навыков и подготовки, и не у всех профессионалов они есть.
- Тонкие материалы. Дуговая сварка некоторых тонких металлов может быть затруднена.
Понравился этот пост? Поделитесь этим с вашими друзьями!
Рекомендуемое чтение —
.