Электросварщик ручной сварки — Электронный учебный курс SIKE
Курсы SIKE преподаватели колледжа используют для лекционных, практических, самостоятельных занятий. В библиотеке колледжа курсы установлены для студентов.Положительный эффект в том, что курсы оптимизируют работу преподавателей, что немаловажно при их большой текущей загруженности. В данных системах есть возможность контроля знаний, что очень удобно на этапе промежуточной аттестации. К сожалению, не все классы оборудованы компьютерами, поэтому у преподавателей не всегда есть возможность воспользоваться обучающей системой.
Мы применяем обучающие системы SIKE еще и в дополнительном образовании. На базе техникума открыт центр прикладных квалификаций, в котором мы оперативно готовим кадры по рабочим профессиям.
Способствуют ли они повышению уровня подготовки студентов?
Статистических исследований по этому вопросу мы не проводили, но у ребят появилась мотивация. Студенты стали осознавать, что обучение имеет конкретный результат, что они должны достичь определенного показателя, чтобы стать нужным работодателю.
Вы бы советовали другим учебным организациям внедрять подобные системы для обучения?
У них просто не выбора. Им однозначно придется с этим работать, придется внедрять. Это реалии сегодняшнего времени, невозможно сейчас обучаться иначе.
Какие были опасения, когда Вы решили приобрести у нас обучающие системы?
То, что обучающие системы останутся невостребованными, что это будет неоправданное вложение денег, таких опасений у нас не было.
Опасения были относительно наших преподавателей, что не все будут готовы перейти на такое обучение. Также мы боялись того, как будет подаваться материал. Некоторые разработчики предлагают свои ресурсы а-ля «обучающие системы», в которых используются иллюстрации, анимация, далекие от реалистичности. Сами понимаете, преподавать подземную разработку или системы первой доврачебной помощи на мультипликационных картинках очень сложно. В обучающих системах SIKE тоже есть иллюстрации, но они максимально реалистичные, что меня очень порадовало.
SPOT-сварка – аппараты для работы высокой точности
Содержание:
- 1. Как это работает?
- 2. Виды SPOT-сварки
- 3. Где находит применение точечная сварка?
- 4. Производители, которым можно доверять
Первым в мире точечную контактную сварку применил и запатентовал Уильям Томсон (лорд Кельвин). Поэтому годом появления этого метода считается 1856, а лорд Кельвин ее непосредственным праотцом. Прогресс в данной отрасли наметился к концу 19 века, когда все тот же Томсон испытал и внедрил в работу метод стыковой сварки.
В это время в России разработки нового способа качественного и удобного метода сваривания металлических конструкций также велись интенсивно. Результатом стало создание шовной/ роликовой сварки в качестве альтернативы точечной. К середине 20 века в промышленное производство были запущены первые образцы, а затем налажен и серийный выпуск аппаратуры для контактной сварки.
Как это работает?
SPOT-сварка – это соединение металлических листов и конструкций под местным воздействием электрического тока и нагрева материала.
Приготовленные для работы заготовки оператор накладывает друг на друга, после чего они зажимаются между двумя электродами. Когда подается питание, внутри металла начинается процесс нагрева и движение ионов, за счет чего и происходит соединение деталей. Далее, когда металлом достигается необходимый объем, начинается фаза проковки. При этой фазе автоматически прекращается подача тока. Начинается кристаллизация расплава. После этого оператор снимет электроды и на месте их остается сварная «точка», напоминающая заклепку. На размеры сварной точки влияют такие показатели, как сила тока, продолжительность протекания процесса, форма и размер рабочей поверхности электрода, состояние поверхности обрабатываемой детали, усилие сжатия. Изготавливаются электроды, как правило, из меди. Соответственно, они обладают высокой электро- и теплопроводностью.
Виды SPOT-сварки
Прежде чем приступать к точечной сварке, оператор должен подготовить деталь. Важно очистить ее от грязи, масла, окислений с обеих сторон. Делается это как химическим травлением, так и абразивами, струей песка или металлической щеткой. Затем выбирается режим работы.
SPOT-сварка имеет их два:
- Мягкий: используется ток не высокой плотности – 70 — 160 А/мм2 , а сам процесс относительно продолжителен 2- 3 сек., давление же сравнительно низко.
- Жесткий: ток имеет большую плотность – 160 — 360 А/мм2 , цикл длится от 0,2 до 1,5 сек. При таком режиме диаметр электрода должен быть на 3-4 мм больше толщины свариваемых деталей. Так, например, если толщина 2 деталей равна 3 мм, то электрод должен быть не менее 6 мм в диаметре. Получаемая сварная точка, в любом случае, не превышает 1-1,5 мм.
По принципу работы выделяются:
- Односторонняя: точечная сварка ведется с одной стороны, становится возможным делать прихватки в любом месте, независимо от длины прижимных консолей.
 Единственным недостатком является то, что достаточный уровень прижима не всегда возможно обеспечить.
Единственным недостатком является то, что достаточный уровень прижима не всегда возможно обеспечить. - Двусторонняя: всегда обеспечивается достаточный уровень прижима за счет параллельного расположения прижимных консолей с обеих сторон детали. Недостаток – ограниченная длина «щипцов».
 Единственным недостатком является то, что достаточный уровень прижима не всегда возможно обеспечить.
Единственным недостатком является то, что достаточный уровень прижима не всегда возможно обеспечить.Где находит применение точечная сварка?
Основная сфера применения – автомобилестроение, например сварка кузовных узлов, кабин автомобилей. Также она применяется в самолетостроении при изготовление приборов, электронных ламп, не обходится без SPOT-сварки и производство реактивных двигателей, обшивка вагонов. Для бытовых целей такая сварка тоже подходит, например, для создания изделий, таких, как металлическая посуда, спортивный инвентарь, изготовление и приварка декоративной облицовки и т.п.
Производители, которым можно доверять
Итальянская компания BlueWeld берет свое начало еще в 1963 году. Ее нынешний успех и лидирующие позиции на рынке сварочного оборудования – заслуга создателя компании, простого инженера Антонио Спиллари его семьи.
Более молодая, основанная в 2003 году, но стремительно набирающая компания, тоже родом из Италии – Telwin. Серии Inverspotter, ALUSPOTTER , Modular и Digital Modular, PTE, PCP – все это серии различного оборудования для SPOT-сварки от компании
Клещи для точечной сварки:
Модель Digital Modular 230 – это ручные сварочные клещи. Небольшие и маловесные. Удобны как для частного использования, так и на автосервисах и больших производствах. Для удобства эксплуатации даже малоопытными сварщиками, вся серия имеет функцию электронного контроля времени и возможность регулировки силы кронштейнов, силы сжатия деталей при работе.
Похожие клещи имеются и в ассортименте компании BlueWeld, так, например, модель Plus 230 сродни Digital Modular 230. Они оснащены микропроцессорным управлением «Fuzzy Logic», позволяющим автоматически выбирать настройки точечной сварки, уже занесенные в память устройства. Также, при необходимости, предустановленные настройки можно менять, что делает клещи универсальными для пользователей любой квалификации.
Также, при необходимости, предустановленные настройки можно менять, что делает клещи универсальными для пользователей любой квалификации.
Аппараты для сварки:
ALUSPOTTER 6100 — это портативный генератор для сварки с разрядом от компании Telwin. С его помощью возможно слияние даже необработанных и предварительно не очищенных поверхностей. Не последним достоинством этого устройства является кратковременность процесса, позволяющая работать даже с окрашенными, пластифицированными и оцинкованными деталями, не нанося поверхности никакого вреда. Такая техника распространена в автомастерских, например, при монтаже и техническом обслуживание автомобилей.
К более сложной силовой технике можно отнести такой аппарат для точечной сварки как BTE 28 от компании BlueWeld. Это большая стационарная машина с рычажным приводом сжатия, предназначенная для использования на промышленных предприятиях и автосервисах. Отличие этой модели от схожей ей ВСР – механическое управление педалью (ВСР, в свою очередь, имеет пневматическое управление).
| Производитель | Telwin | BlueWeld | ||
| Модель | Digital Modular 230 | ALUSPOTTER 6100 | BTE 28 824041 | Plus 230 823226 |
| Диаметр эл.проволоки, мм | — | 3-8 | — | — |
| Напряжение, В | 230 | 220 | 380 | 230 |
| Номинальная мощность, кВт | 13 | 0,9 | 42 | 13 |
| Габариты, мм | 440х110х185 | 430х170х290 | 790х320х1280 | 440х110х185 |
| Вес, кг | 11 | 12,7 | 141 | 10,3 |
В нашем интернет-магазине вы найдете не только перечисленные выше аппараты, но и множество других, не менее популярных моделей производства таких известных мировых брендов, как BlueWeld и Telwin. В случае возникновения вопросов вы всегда можете обратиться за помощью к нашим менеджерам, которые с удовольствием ответят на все интересующие вас вопросы и помогут подобрать оборудование с учетом особенностей сферы его применения.
В случае возникновения вопросов вы всегда можете обратиться за помощью к нашим менеджерам, которые с удовольствием ответят на все интересующие вас вопросы и помогут подобрать оборудование с учетом особенностей сферы его применения.
Александр Тихонов — двукратный чемпион мира по газовой сварке!
На проходившем в китайском Ланфане 4–9 сентября международном конкурсе «Arc Cup International Welding Competition» («Кубок дуги») успешно выступила сборная России, сформированная Национальным Агентством Контроля Сварки (НАКС). В числе девятнадцати лучших сварщиков страны — пять представителей АО «МОСГАЗ», завоевавшие призовые места, а сварщик МОСГАЗа Александр Тихонов стал чемпионом мира в номинации «Газовая сварка кислородно-ацетиленовым пламенем». Это вторая золотая медаль Александра, в 2017 году он уже побеждал в той же номинации на «Arc Cup» в Шанхае.
Для триумфаторов международного чемпионата «2019 Arc Cup International Welding Competition» («Кубок дуги») в китайском Ланфане руководство компании по главе с Генеральным директором Гасаном Гасангаджиевым организовало торжественную встречу в аэропорту Шереметьево в сопровождении военного оркестра 154 отдельного комендантского Преображенского полка.
Представители МОСГАЗа в этом году участвовали в «Arc Cup International Welding Competition» в третий раз. Дебют на мировом первенстве в 2016 году медалей не принес, тогда наша сборная довольствовалась лишь пятым местом, зато в 2017 году московские сварщики завоевали одну золотую и две серебряные медали, внеся весомый вклад в первую в истории этих престижных соревнований победу российской команды.
В 2019 году Россия также завоевала первое место в общекомандном медальном зачёте. Сборная России, составленная из лучших специалистов крупнейших компаний страны — ПАО «Газпром», АО «МОСГАЗ», ООО «Кэмон-Инжиниринг», ООО «ТМУ СЗЭМ», ЗАО «Трест Севзапэнергомонтаж», АО «СРЕДНЕ-НЕВСКИЙ СУДОСТРОИТЕЛЬНЫЙ ЗАВОД», ПАО «Энергоспецмонтаж», АО «ПО «Севмаш», ООО АСЦ «ИТС СвП», АО «Мособлгаз», ООО «СПК-Магистраль» и АО «Уральская Сталь» — увозит на родину Кубок дуги.
Сварщик АО «МОСГАЗ» Александр Тихонов внёс свой вклад в «копилку» сборной, завоевав золотую медаль в номинации «Газовая сварка кислородно-ацетиленовым пламенем».
— Газовая сварка — основной вид сварки, применяемый специалистами МОСГАЗа, — напомнил двукратный чемпион мира. — Она наиболее удобна и безопасна при работе на газопроводах на фасадах жилых домов и в квартирах, но как и любая работа в нашей отрасли, требует особой аккуратности, сосредоточенности и высочайшего профессионализма. Так совпало, что мы выступали 8 сентября, в тот день, когда наша столица праздновала своё 872-летие. На протяжении всех соревнований мы чувствовали поддержку москвичей, знали, что на Родине болеют за нас, и я посвятил свою победу Дню Москвы.
Так совпало, что мы выступали 8 сентября, в тот день, когда наша столица праздновала своё 872-летие. На протяжении всех соревнований мы чувствовали поддержку москвичей, знали, что на Родине болеют за нас, и я посвятил свою победу Дню Москвы.
— Наши сварщики достойно представили Москву на международном уровне, — отметил поздравивший победителей Генеральный директор АО «МОСГАЗ» Гасан Гасангаджиев. — Приоритет работы МОСГАЗа — обеспечение газовой безопасности столицы, и крайне важно, чтобы все специалисты предприятия были высококвалифицированными профессионалами своего дела. Участие в международных конкурсах даёт московским сварщикам отличную возможность не только продемонстрировать своё мастерство, но и обменяться опытом с коллегами из других стран, узнать об инновациях в сварочном деле, освоить новейшее оборудование.
Высочайший класс мосгазовских специалистов подтвердил и один из критериев оценки результатов конкурсантов в номинации «Газовая сварка кислородно-ацетиленовым пламенем» — индекс квалификации, оцениваемый методом ЗDLD лазерной диагностики. Технология 3DLD базируется на сравнении реальной поверхности сварного шва с бездефектным эталоном, рассчитанным по физико-математической модели. По результатам сканирования образца каждому сварщику присваивается числовой индекс, по которому оцениваются практические навыки специалиста. Качество образцов, сваренных московскими газовиками, было высоко оценено экспертами в Ланфане — сертификаты по технологии 3DLD получили Александр Тихонов и Константин Константинов.
Технология 3DLD базируется на сравнении реальной поверхности сварного шва с бездефектным эталоном, рассчитанным по физико-математической модели. По результатам сканирования образца каждому сварщику присваивается числовой индекс, по которому оцениваются практические навыки специалиста. Качество образцов, сваренных московскими газовиками, было высоко оценено экспертами в Ланфане — сертификаты по технологии 3DLD получили Александр Тихонов и Константин Константинов.
Импульсная лазерная сварка высокопрочных легированных сталей
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/48885
| Title: | Импульсная лазерная сварка высокопрочных легированных сталей |
| Authors: | Карпов, Александр Сергеевич |
metadata. dc.contributor.advisor: dc.contributor.advisor: | Киселев, Алексей Сергеевич |
| Keywords: | лазер; импульсная лазерная сварка; микросварка; нержавеющая сталь; импульс; laser; pulsed laser welding; microwelding; stainless steel; pulse |
| Issue Date: | 2018 |
| Citation: | Карпов А. С. Импульсная лазерная сварка высокопрочных легированных сталей : бакалаврская работа / А. С. Карпов ; Национальный исследовательский Томский политехнический университет (ТПУ), Инженерная школа неразрушающего контроля и безопасности (ИШНКБ), Отделение электронной инженерии (ОЭИ) ; науч. рук. А. С. Киселев. — Томск, 2018. |
| Abstract: | Объектом исследования является импульсная лазерная сварка.
Цель работы – исследование и разработка технологии импульсной лазерной сварки деталей малых толщин.
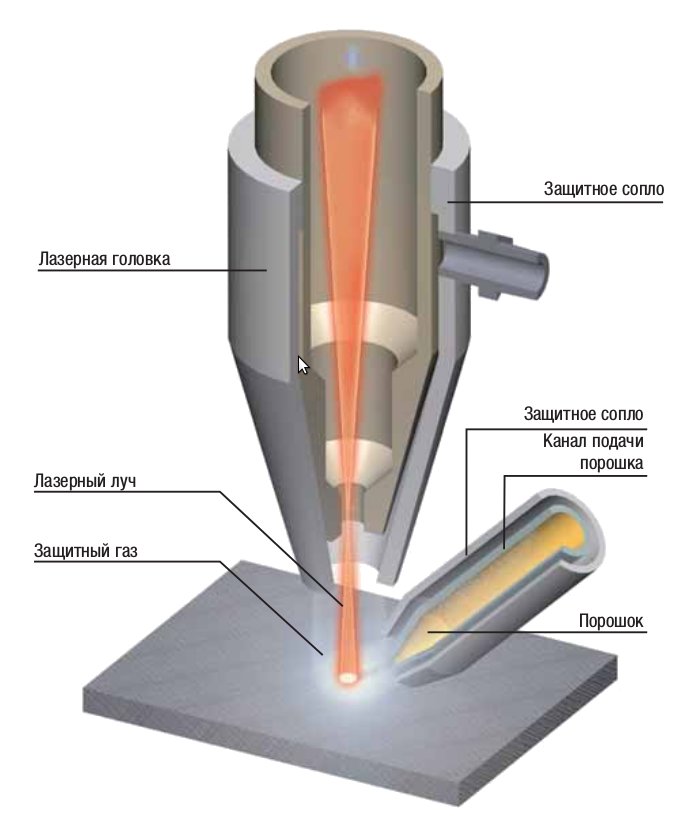
В процессе исследования на основании прочитанной литературы, изучены особенности импульсной лазерной сварки деталей малых толщин и моделирование управления процессами сварки. Область применения: данный способ сварки может применяться в разных отраслях: машиностроительной, медицинской, электрической промышленностях.
Область применения: данный способ сварки может применяться в разных отраслях: машиностроительной, медицинской, электрической промышленностях.The object of research is pulsed laser welding. The purpose of this work is to study and develop the technology of pulsed laser welding of small thickness parts. In the process of research, on the basis of the literature read, the features of pulsed laser welding of small thickness parts and the modeling of control of welding processes are studied. Scope: this method of welding can be used in different industries: engineering, medical, electrical industries. |
| URI: | http://earchive.tpu.ru/handle/11683/48885 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
???itemlist. dc.date.accessioned??? dc.date.accessioned??? | Title | Author(s) |
|---|---|---|
| 9-Feb-2021 | Программная реализация алгоритма определения максимальных нагрузочных режимов для отстройки дистанционной релейной защиты | Бахтеев, Максим Константинович |
| 27-Jan-2021 | Установка для определения тепловых свойств твердых тел с использованием радиационного нагрева | Чан, Дык Хиеу |
| 27-Jan-2021 | Проект энергоблока АЭС с реактором типа ВВЭР электрической мощностью 1500 МВт | Ле, Хуи Чи |
| 22-Jan-2021 | Проект энергоблока атомной электрической станции мощностью 1200 МВт с двумя турбинами типа К-600-23,5 | Ибрагим, Ахмед Атэф Эльсайед Ахмед |
| 22-Jan-2021 | Экспериментальные исследования способов высокотемпературной термической утилизации отработавшего радиоактивного графита | Аникин, Олег Владимирович |
| 20-Jan-2021 | Механизация очистных работ на базе комплекса КМКЮ 2У-16/32. Оснащение консолей штрековых секций крепи МКЮ2Ш.79 выдвижными бортами Оснащение консолей штрековых секций крепи МКЮ2Ш.79 выдвижными бортами | Садырбек уулу, Жакшылык |
| 19-Jan-2021 | Установка для измерения коэффициента теплопроводности материалов | Данг, Куок Ань |
| 19-Jan-2021 | Разработка основ метода получения оксида олова, легированного сурьмой | Марченко, Виктор Олегович |
| 18-Jan-2021 | Установка для измерения интегральной степени черноты калориметрическим методом | Чау, Тхань Ньан |
| 18-Jan-2021 | Установка для определения тепловых свойств твердых тел с использованием радиационного нагрева | Чан, Дык Хиеу |
| 18-Jan-2021 | Проект участка волоксидации облученного ядерного топлива производительностью 100 тонн в год | Шутова, Софья Константиновна |
| 18-Jan-2021 | Проект участка производства электролитического медного порошка производительностью 80 тонн медного порошка в год | Кравцов, Даниил Олегович |
| 18-Jan-2021 | Проект энергоблока АЭС электрической мощностью 700 МВт | Берикболов, Нурмухамед Сылкымович |
| 18-Jan-2021 | Проект участка для непрерывного получения медной фольги производительностью 80 тонн в год | Свиридов, Сергей Анатольевич |
| 18-Jan-2021 | Модернизация системы аварийного питания ПГ энергоблока №1 Калининской АЭС с целью использования ПНУ | Свининых, Артем Сергеевич |
| 18-Jan-2021 | Расчет изменения запаса реактивности с учетом европиевого выгорающего поглотителя в первой кампании реактора ВВЭР-1200 | Данилов, Владимир Алексеевич |
| 18-Jan-2021 | Проект шестипетлевого энергоблока атомной электрической станции мощностью 1200 МВт | Еланани, Моатасем Седиек Эль Шавадфи Мохамед |
| 18-Jan-2021 | Проект энергоблока атомной электрической станции с реактором ВВЭР электрической мощностью 1250 МВт | Эльшаркави, Абдельрахман Мохамед Амин Ахмед |
| 18-Jan-2021 | Проект теплофикационного энергоблока АЭС с реактором типа ВВЭР-600 | Канищев, Александр Валерьевич |
| 18-Jan-2021 | Проект энергоблока c реактором БН мощностью 1200 МВт | Игдисамов, Ильнур Русланович |
Применение экспертной системы при ремонтной сварке трудносвариваемых материалов
Please use this identifier to cite or link to this item: http://hdl. handle.net/10995/41123
handle.net/10995/41123
| Title: | Применение экспертной системы при ремонтной сварке трудносвариваемых материалов |
| Other Titles: | Application of consulting model at the repair welding of difficult weldable materials |
| Authors: | Panov, V. I. Kandalov, S. V. Панов, В. И. Кандалов, С. В. |
| Issue Date: | 2015 |
| Publisher: | Уральский федеральный университет |
| Citation: | Панов В. И. Применение экспертной системы при ремонтной сварке трудносвариваемых материалов / В. И. Панов, С. В. Кандалов // Сварка и диагностика : сборник докладов международного форума (Екатеринбург, 24–25 ноября 2015 г.) — Екатеринбург : УрФУ, 2015. — С. 217-221. |
| Abstract: | A consulting model over, allowing to use the automated choice of decision-making of implementation of the repair welding of the details executed from difficult weldable materials, is brought. Приведена экспертная система, позволяющая использовать автоматизированный выбор принятия решения выполнения ремонтной сварки деталей, выполненных из трудно свариваемых материалов. |
| Keywords: | CONSULTING MODEL REPAIR WELDING DIFFICULT WELDABLE MATERIALS ЭКСПЕРТНАЯ СИСТЕМА РЕМОНТНАЯ СВАРКА ТРУДНО СВАРИВАЕМЫЕ МАТЕРИАЛЫ |
| URI: | http://hdl.handle.net/10995/41123 |
| Conference name: | Международный форум «Сварка и диагностика», XV международная научно-техническая конференция «Сварка и родственные технологии» |
| Conference date: | 24.11.2015-25.11.2015 |
| ISBN: | 978-5-321-02455-3 |
| Origin: | Сварка и диагностика : сборник докладов международного форума (Екатеринбург, 24–25 ноября 2015 г.). — Екатеринбург, 2015. |
| Appears in Collections: | Конференции, семинары |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Ссылка на электронный ресурс | Контент, предоставленный на сайте | Доступ к контенту |
http://www.aws.org/w/a/wj/index.html | Постоянно обновляющийся официальный сайт Американского общества «Союз сварщиков». Последние новости отрасли, технические описания, принятые стандарты в свободном доступе, сертификации, школы, семинары, технический форум. Каждый месяц ЖУРНАЛ «СВАРКА» поставляет новости сварки и изготовления промышленных металлов. | Свободный |
http://ebookbrowse.com/we/welding-journals | EbookBrowse.com это бесплатная поисковая система, которая предоставляет возможность искать и загружать различные документы PDF и DOC, спецификации и т. | Свободный |
http://www.gobookee.net/welding-journal/ | Свободный поисковик книг и журналов открытого доступа. | Свободный |
http://www.docbig.com/welding/welding-journal/ http://www.docbig.com/metal/metal-forming-journal/ | Журналы в открытом доступе. | Свободный |
http://cwa-acs.org/ | Канадская ассоциация сварки является некоммерческим подразделением CWB Group. КАС была создана как национальное общество управляемых ассоциаций, которому поручено продвижение и поддержка сварки и промышленности в Канаде. | Свободный |
http://www.welding-and-cutting.info/ | Статьи по сварке | Свободный |
http://journalseek.net/cgi-bin/journalseek/journalsearch.cgi?field=category&query=eng.weld | Журналы по сварке | Частичный |
http://metals.about.com/od/journals/ Metals_Industry_Journals_Magazines.htm | Отраслевые журналы и публикации, касающиеся металлов, добыча полезных ископаемых, металлургия, материаловедение, изготовление металлов и производства. | Частичный |
http://www.metalformingmagazine.com/home/ | Сайт журнала Обработка металлов давлением (Metalforming Magazine) Статьи, видео и свежие новости. | Свободный |
http://www.metalwebnews.com/wc.html | Новости сварки, ссылки на различные ресурсы, сообщества и порталы по сварочному производству. | Частичный, свободный. |
http://www.tms.org/superalloys/default.aspx | Суперсплавы (жаропрочные сплавы). Труды конференций организации TMS (USA), (1968-2005 гг.) | Свободный |
http://journalamme.org/index.php?id=42 | Журнал Достижения в области материаловедения и технологии машиностроения — Journal of Achievements in Mechanical and Materials Engineering | Свободный |
http://archivesmse.org/index.php?id=10 | Журнал Архивы материаловедения и инженерии — Archives of Materials Science and Engineering hives of Materials Science and Engineering | Свободный |
http://www. | Статьи по сварке | Частичный |
http://printfu.org/welding+journal | Журналы по сварке | Свободный |
 д. Наши сканеры собрали огромную базу данных PDF и DOC файлов через различные открытые интернет-ресурсы. Эта база данных регулярно проверяться на актуальность, так что теперь вы можете производить поиск в более чем трех миллионов действующих PDF и DOC файлов.
д. Наши сканеры собрали огромную базу данных PDF и DOC файлов через различные открытые интернет-ресурсы. Эта база данных регулярно проверяться на актуальность, так что теперь вы можете производить поиск в более чем трех миллионов действующих PDF и DOC файлов.

 materialsviews.com/?s=welding
materialsviews.com/?s=weldingЭлектронный сварочный аппарат, Поставщики и производители электронного сварочного аппарата на Alibaba.com
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Электронный сварочный аппарат для всех видов сварки. Эти. Электронный сварочный аппарат широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. электронный сварочный аппарат продавцов и поставщиков на сайте.
электронный сварочный аппарат продавцов и поставщиков на сайте.Гениальный и качественный. Электронный сварочный аппарат , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Электронный сварочный аппарат доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Электронный сварочный аппарат предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Электронный сварочный аппарат доступен в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели. Эти выдающиеся. Электронный сварочный аппарат Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры и защитные рамы делают это.Электронный сварочный аппарат идеально подходит для коммерческого использования и отличается большей универсальностью.
Компактные размеры и защитные рамы делают это.Электронный сварочный аппарат идеально подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает обширную линейку доменов. Электронный сварочный аппарат вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
protection — Защита электроники от повреждений при сварке
В первую очередь, главный реквизит Optionparty и John U, которые уже в значительной степени это сделали.
Сварочное действие представляет собой очень шумный постоянный ток большой силы, подаваемый на кузов или раму автомобиля. В идеальном мире батарея была бы отключена, в ее системах не было бы тока, и сварщик имел бы чрезвычайно короткий путь к своей обратной земле без паразитных токов. В реальном мире аккумулятор установлен, автомобиль включен, а заземляющий провод остается в одном месте с другой стороны автомобиля, в то время как сварщик перемещается повсюду.
В реальном мире аккумулятор установлен, автомобиль включен, а заземляющий провод остается в одном месте с другой стороны автомобиля, в то время как сварщик перемещается повсюду.
Поскольку корпус и рама автомобиля являются опорой для бортовых систем, они обладают хорошей проводимостью, а потенциал для ЭМ-трансляции огромен.Это высокочастотное вещание может скремблировать управляющие сигналы в компьютерах путем индукции непосредственно над этими сигналами или путем создания шума между входной линией питания и землей. Клетка Фарадея вокруг устройства вполне может быть решением, за исключением того, что у вас нет доступа к фактическому заземлению, и вы не хотите связывать его с землей автомобиля, потому что, ну, сварщик. Это не проблема, это соображение — вы должны оставить клетку Фарадея плавающей, что означает, что любой полученный ЭМ будет ретранслироваться на другой стороне клетки.
Радиочастотные дроссели на входных выводах предотвратят попадание чего-либо необычного в цепь питания вашей электроники. Шунтирующие конденсаторы также должны помочь , но я бы поставил их перед дросселем, на случай, если паразитный ток решит пройти через шунтирующий колпачок в линию питания — этого не должно произойти, но, эй, батарея должен был быть отключен, не так ли?
Шунтирующие конденсаторы также должны помочь , но я бы поставил их перед дросселем, на случай, если паразитный ток решит пройти через шунтирующий колпачок в линию питания — этого не должно произойти, но, эй, батарея должен был быть отключен, не так ли?
Если ваше устройство принимает сигналы приборов малого калибра из других мест, вы, вероятно, захотите сделать две вещи.Во-первых, укажите экранированную проводку. И, во-вторых, изолируйте этот сигнал от реального приемника с помощью емкостной или оптической развязки. Экран немного обоюдоострый. Вы хотите, чтобы он защищал входящий сигнал от искажений на высоких частотах и перекрестных помех, но теперь у него есть шанс превратиться в блуждающий путь. Изоляция может защитить вас примерно до 2500 В, что довольно дешево. Так что, будем надеяться, в худшем случае сейчас входные данные превращаются в непонятный мусор, который схема должна быть готова отклонить.
И предохранители. Не забывайте предохранители. Предохранители — ваш друг. Или сбрасываемые предохранители, если это необходимо.
Предохранители — ваш друг. Или сбрасываемые предохранители, если это необходимо.
Назад к основам: Защита автомобиля при сварке
Иногда возвращение к основам может иметь большое значение между качественным ремонтом и неудачным ремонтом. Когда дело доходит до замены панелей и других компонентов кузова, необходимо предпринять несколько мер предосторожности, чтобы защитить автомобиль во время сварки.
Вот несколько распространенных ошибок и как их избежать при сварке:
- Будьте осторожны, не обожгите окрашенные поверхности, стекло, молдинги и интерьер. Удалите все молдинги в зоне сварки и, если возможно, удалите стекло. Если вы не можете удалить стекло, убедитесь, что оно покрыто искроустойчивым материалом. Также накройте окрашенные поверхности и открытые внутренние помещения, чтобы предотвратить возгорание.
- Избегайте сварки вблизи NVH и других пен / герметиков. Удалите пену, герметики, клеи и вставки из зоны сварки.Такие продукты, как перечисленные ранее, легко воспламеняются и могут быстро воспламениться и попасть в другие части автомобиля.
- Избегайте сварки вблизи электрических систем или при подключенном аккумуляторе. Перед сваркой убедитесь, что аккумулятор отключен и все системы отключены. Электрический ток, протекающий через сварочный аппарат, может привести к повреждению или короткому замыканию электрических компонентов. Если в автомобиле установлена высоковольтная аккумуляторная система, проверьте руководство по обслуживанию, чтобы правильно выключить гибридную систему.Также не забудьте удалить все модули, батареи, датчики, провода и другие электронные компоненты из зоны сварки. Это расстояние от зоны сварки, на котором должны быть удалены объекты, обычно указывается изготовителем оборудования, но обычно не превышает 300 мм (12 дюймов).
Следуйте рекомендациям производителей автомобилей и СОП, чтобы обеспечить полный, безопасный и качественный ремонт.
Дополнительные новости по ремонту столкновений I-CAR, которые могут оказаться полезными:
Отсоединение резервных аккумуляторов и основного аккумулятора
Сварка на гибридном автомобиле
Связанные курсы I-CAR
Курс Теория сварки алюминия GMA
Курс Введение в контактную точечную сварку сжатием
Курс Теория сварки стали GMA
Курс Защита автомобиля в процессе ремонта
Краткое описание контактной электросварки
Рисунок 1 Объект
Для производства труб и труб доступно несколько процессов контактной сварки сопротивлением (ERW).Хотя каждый процесс имеет разные характеристики, все процессы ERW имеют одну общую черту — все они производят кованый сварной шов.
Кованый сварной шов создается путем приложения комбинации тепла и давления или силы ковки к зоне сварки. Для успешного кованого сварного шва используется оптимальное количество тепла, которое обычно немного меньше температуры плавления материала, и почти одновременное приложение окружного давления к секции, которое заставляет нагретые кромки соединяться друг с другом (см. , рис. 1 ).
, рис. 1 ).
Как следует из названия, тепло, выделяемое сваркой, является результатом сопротивления материала потоку электрического тока. Давление исходит от валков, которые сжимают трубку в готовую форму.
Двумя основными типами ВПВ являются высокочастотные (ВЧ) и вращающиеся контактные колеса.
Основы высокочастотной сварки
Двумя основными аспектами высокочастотной сварки являются процессы и источники питания. Каждую из них можно разбить на подкатегории.
Процессы. Двумя процессами высокочастотной сварки являются контактная высокочастотная и индукционная высокочастотная сварка. В обоих процессах оборудование, обеспечивающее электрический ток, не зависит от оборудования, обеспечивающего кузнечное давление. Кроме того, оба метода HF могут использовать импедеры, которые представляют собой магнитомягкие компоненты, расположенные внутри трубки, которые помогают фокусировать сварочный ток на краях полосы.
Высокочастотная индукционная сварка. В случае высокочастотной индукционной сварки сварочный ток передается материалу через рабочую катушку перед точкой сварки (см. Рисунок 2 ).Рабочая катушка не контактирует с трубкой — электрический ток индуцируется в материале через магнитные поля, которые окружают трубку. Индукционная высокочастотная сварка устраняет следы контакта и сокращает время наладки при изменении размера трубы. Она также требует меньшего обслуживания, чем контактная сварка.
В случае высокочастотной индукционной сварки сварочный ток передается материалу через рабочую катушку перед точкой сварки (см. Рисунок 2 ).Рабочая катушка не контактирует с трубкой — электрический ток индуцируется в материале через магнитные поля, которые окружают трубку. Индукционная высокочастотная сварка устраняет следы контакта и сокращает время наладки при изменении размера трубы. Она также требует меньшего обслуживания, чем контактная сварка.
Подсчитано, что 90% трубных заводов в Северной Америке используют индукционную сварку HF.
ВЧ контактная сварка. Контактная сварка ВЧ передает сварочный ток на материал через контакты, движущиеся по ленте (см. Рисунок 3 ).Сила сварки подается непосредственно на трубу, что делает этот процесс более эффективным с точки зрения электричества, чем индукционная высокочастотная сварка. Поскольку он более эффективен, он хорошо подходит для производства толстостенных труб и труб большого диаметра.
Источники питания. Аппараты для высокочастотной сварки также классифицируются по способу выработки электроэнергии. Два типа ламповые и твердотельные. Тип вакуумной трубки — традиционный источник питания. Однако с момента их появления в начале 90-х годов твердотельные блоки быстро завоевали популярность в отрасли.По оценкам, от 500 до 600 единиц каждого типа работают в Северной Америке.
Рисунок 2 Объект
Основы сварки с вращающимся контактным колесом
При сварке с вращающимся контактным колесом электрический ток передается через контактное колесо в точке сварки. Контактное колесо также создает некоторое давление ковки, необходимое для процесса сварки.
Три основных типа сварочных аппаратов с роторным контактным колесом: переменный, постоянный и прямоугольный.Во всех трех источниках питания электрический ток передается узлами щеток, которые входят в контакт с контактными кольцами, прикрепленными к вращающемуся валу, который поддерживает контактные колеса. Эти контактные колеса передают ток на края полосы.
Эти контактные колеса передают ток на края полосы.
Сварка контактных колес на переменном токе. В сварочном аппарате с вращающимся контактным колесом переменного тока ток через щетки передается на вращающийся вал, на котором установлен трансформатор. Трансформатор снижает напряжение и увеличивает ток, что делает его пригодным для сварки.Две ветви выходной цепи трансформатора подключены к двум половинкам вращающегося контактного колеса, которые изолированы друг от друга. Полоса замыкает цепь, действуя как проводник между двумя половинами колеса.
В традиционных сварочных аппаратах с вращающимся контактным колесом используется переменный ток частотой 60 Гц или общий линейный ток. Недостатком этой системы является то, что сила тока — и, следовательно, теплота сварки — возрастает и падает, ограничивая скорость, с которой труба может быть сварена. Синусоидальная волна переменного тока на короткое время достигает своей максимальной амплитуды, выделяя тепло сварочного шва, которое изменяется так же, как и синусоида (см. , рис. 4, ).
, рис. 4, ).
Чтобы помочь выровнять колебания тепла, были введены мотор-генераторные установки для создания переменного тока на более высоких частотах. Некоторые из используемых частот были 180, 360, 480 и 960 Гц. Также было произведено несколько твердотельных устройств для генерации токов высокой частоты. Синусоидальная волна переменного тока с частотой 960 Гц достигает максимальной амплитуды 1920 раз в секунду, в отличие от 120 раз в секунду с сигналом 60 Гц. Синусоидальная волна 960 Гц выделяет тепло с гораздо более стабильной температурой.
Сварка вращающегося контактного колеса на постоянном токе. Следующим шагом в сварке с вращающимся контактным колесом стал источник постоянного тока. Вырабатываемая мощность имеет почти постоянную амплитуду. Хотя это решает проблему изменения тепла, основным недостатком является то, что с этим типом сварочного аппарата связаны более высокие затраты на техническое обслуживание.
Поскольку невозможно изменить напряжение постоянного тока с помощью трансформатора, необходимо передавать сварочный ток высокого напряжения и низкого напряжения на вал через большое количество щеток (92 для постоянного тока по сравнению с 8 для переменного тока) с высокой плотностью тока. При передаче тока высокого напряжения и низкого напряжения выделяется избыточное (отходящее) тепло, которое вызывает сильный износ, что приводит к упомянутым выше высоким затратам на техническое обслуживание.
При передаче тока высокого напряжения и низкого напряжения выделяется избыточное (отходящее) тепло, которое вызывает сильный износ, что приводит к упомянутым выше высоким затратам на техническое обслуживание.
Сварка вращающегося контактного колеса прямоугольной формы. Последним шагом в развитии сварки с вращающимся контактным колесом является источник питания прямоугольной формы. Этот метод сочетает в себе постоянный нагрев сварочного шва постоянного тока с меньшими затратами на техническое обслуживание, характерными для блоков переменного тока (см. , рисунок 5, ).
Хотя методы ротационной контактной сварки предшествовали более широко используемым процессам высокочастотной сварки, они по-прежнему играют жизненно важную роль в специальных сварочных процессах.Сварка с вращающимся контактом полезна в тех случаях, когда невозможно установить импедер на внутреннем диаметре трубы. Примерами этого являются холодильная труба малого диаметра и труба, нанесенная на внутренний диаметр сразу после процесса сварки.
Сколько рулонов необходимо?
Типы сварочных прижимных валков или сжимающих боксов, как их иногда называют, которые создают необходимое для сварки давление, столь же разнообразны, как и сварочные агрегаты, используемые для подачи тепла. Пресс-боксы для сварки с вращающимся контактным колесом обычно имеют два или три ролика, при этом контактное колесо служит одним из роликов.
Рисунок 3Объект
Количество роликов в прижимной коробке для сварки пропорционально размеру и форме свариваемого изделия. Нет жестких правил; однако общие рекомендации для круглых труб или диапазонов размеров труб следующие:
- От 3/8 до 2 дюймов используются двухвалковые устройства.
- От 1/2 до 3 1/2 дюйма использует трехвалковые устройства.
- От 2 до 10 дюймов используются четырехвалковые устройства.
- При диаметре более 10 дюймов используется пять или более рулонов.
Сегодня, гораздо чаще, чем в прошлом, многие формы — квадратные, прямоугольные, шестиугольные — свариваются в готовую форму, а не меняют форму после сварки круглой формы. Сварные коробки, используемые для форм, разрабатываются индивидуально для каждого применения и обычно имеют не более пяти валков.
Сварные коробки, используемые для форм, разрабатываются индивидуально для каждого применения и обычно имеют не более пяти валков.
Джеральд Веймер (Gerald Weimer) — менеджер по продукции систем трубных мельниц в Yoder — Formtek Cleveland Inc., 26565 Miles Road, Suite 200, Cleveland, OH 44128, телефон 216-292-4460, факс 216-292-2898, электронная почта Yoder @FormtekCleveland.com, веб-сайт www.yodermfg.com. Yoder разрабатывает и производит станы и инструмент для производства валков для труб, труб и профилей профилирования.
Рэй Кагганелло (Ray Cagganello) — директор по операциям и послепродажному обслуживанию продукции Thermatool Corp., 31 Commerce St., East Haven, CT 06512, телефон 203-468-4100, факс 203-468-4281, электронная почта rayc @ ttool. com, веб-сайт www.thermatool.com. Thermatool производит установки для контактной и индукционной сварки твердотельных и вакуумных труб мощностью от 50 до 2000 кВт с частотами от 100 до 800 кГц, альфа-ножницы, пилы для горячей и холодной резки, системы связывания, системы нагрева и целые системы прокатных станов.
Способы и методы сварки печатных плат, помогающие уменьшить проблемы
О сварке печатных плат, всегда ли работает ваш проект печатной платы (PCB)? Может быть, вас расстраивает, когда ваша печатная плата не работает только из-за короткого замыкания? Но что вызывает это короткое замыкание? Возможно, слишком много припоя. Но не волнуйтесь; даже опытные инженеры сталкиваются с проблемами в процессе пайки.
Итак, если вы ищете решения различных проблем, вызванных пайкой, мы вам поможем.В этой статье мы расскажем вам все о сварке или пайке печатных плат. Мы упомянем, как это сделать правильно и какие общие проблемы возникают во время или после процесса. А затем мы обсудим, как предотвратить или уменьшить эти проблемы при сварке печатных плат.
Способы сварки печатных плат
1.1 Что такое сварка печатных плат?
Сварка — это метод размещения одного или нескольких электронных компонентов на печатной плате с помощью припоя. Следовательно, сварка печатных плат также называется пайкой печатных плат.Припой плавится и фиксирует электронные компоненты на своих местах. Температура плавления металлического припоя ниже, чем у компонентов и печатной платы.
Следовательно, сварка печатных плат также называется пайкой печатных плат.Припой плавится и фиксирует электронные компоненты на своих местах. Температура плавления металлического припоя ниже, чем у компонентов и печатной платы.
Таким образом, сварочный процесс находит широкое применение. Его можно использовать в сантехнике, ремонте бытовой электроники, электронике, электротехнике и т. Д. Работа и производительность вашей электронной схемы в значительной степени зависят от идеальной сварки печатной платы. Прежде всего, вам нужно быть экспертом, чтобы разработать всю схему печатной платы.А если у вас нет опыта, вам нужно знать о сварочных хитростях. Сварочные хитрости — хорошие методы пайки.
В следующих разделах описаны различные методы сварки печатных плат. Прочтите их внимательно и приступайте к работе. Вам понадобится печатная плата, паяльник, паяльник и флюс. На рис.1 показан паяльник, приваривающий печатную плату.
1.2 Типы способов сварки печатных плат
Способы сварки бывают двух видов: жесткая сварка и мягкая сварка. Кроме того, твердую сварку можно разделить еще на две категории: пайка и серебряная сварка.
Кроме того, твердую сварку можно разделить еще на две категории: пайка и серебряная сварка.
1.2.1 Жесткая сварка
Эта категория сварки или пайки подразумевает соединение двух компонентов металлов твердым припоем, который распространяется в зазоры элементов, видимых из-за высокой температуры. Металлический заполнитель зазоров выдерживает высокие температуры, которые могут достигать 840 ° F. Итак, это была основная концепция твердой пайки. Теперь мы расскажем вам о пайке и сварке серебром.
1.2.2 Серебряная сварка
Это безупречный метод, полезный для изготовления небольших элементов, сборных инструментов и выполнения нерегулярного обслуживания. Вам нужно будет купить серебряный сплав, который будет выполнять функцию заполнителя зазора. Однако серебряная пайка для заполнения зазора не рекомендуется. Мы предложим вам использовать другой флюс, чтобы получить точные результаты при сварке серебром.
1.2.3 Сварка припоем
При сварке пайкой два компонента соединяются путем создания жидкого металлического заполнителя зазора. Этот наполнитель будет следовать за сосудом и проходить через стыки. Затем он остынет, чтобы обеспечить надежное соединение электронных компонентов. Атомный магнетизм и диффузия — это процессы, ответственные за этот прочный союз. Вы увидите, что этот вид сварки обеспечивает очень прочное соединение. Металлическая латунь чаще всего используется для заполнения зазоров. На рис. 2 показан увеличенный вид твердого припоя из меди.
Этот наполнитель будет следовать за сосудом и проходить через стыки. Затем он остынет, чтобы обеспечить надежное соединение электронных компонентов. Атомный магнетизм и диффузия — это процессы, ответственные за этот прочный союз. Вы увидите, что этот вид сварки обеспечивает очень прочное соединение. Металлическая латунь чаще всего используется для заполнения зазоров. На рис. 2 показан увеличенный вид твердого припоя из меди.
1.2.4 Мягкая сварка
Мягкая сварка — это метод, используемый для размещения очень крошечных составных деталей с низкой температурой плавления.В процессе сварки детали из компаунда могли потрескаться. Вы можете догадаться, почему? Это потому, что сварка ведется при высоких температурах. Таким образом, в этом случае вам понадобится оловянный сплав для металла, заполняющего зазор. Температура плавления металла заполнителя зазора не должна быть ниже 752 ° F. Если вы ищете рекомендации по источнику тепла, мы предложим вам купить газовую горелку.
Не беспокойтесь, если вы не знакомы с некоторыми сварочными терминами, такими как паяльный флюс, железо и т. Д. В следующей главе мы подробно объясним эти термины.Далее мы также дадим вам несколько советов по процессу сварки.
Инструменты и насадки для сварки
Некоторые из вас уже знакомы со всеми инструментами, необходимыми для пайки печатной платы. Однако новички в области электроники часто страдают, потому что начинают работать, не получив предварительно необходимой информации. Знание всего заранее — ключ к уменьшению количества различных сварочных проблем.
В этой главе мы расскажем вам все о необходимых инструментах и советах для пайки печатных плат.Таким образом, как новичок, вы сможете успешно спаять компоненты своей электроники даже с первой попытки.
2.1 Инструменты, необходимые для сварки печатных плат
2.1.1 Паяльник
Паяльник — основной инструмент, необходимый для процесса сварки или пайки. Он действует как источник тепла для мягкого припоя. Вы можете использовать его для пайки электронных компонентов вручную. Он плавит паяльную проволоку, так что она может попасть в промежутки между двумя соединениями. Для большинства проектов электроники лучше всего подходят паяльные пистолеты мощностью от 15 Вт до 30 Вт.
Кроме того, если вы хотите сваривать тяжелые кабели и элементы, вам следует покупать утюг большей мощности. В большинстве случаев для этой цели будет достаточно мощности 40 Вт или выше. На рисунке 3 изображен паяльник и его подставка. На рисунке 4 показан паяльный пистолет. Вы легко заметите разницу в их формах. Пистолет всегда будет иметь более высокую мощность, и для его прохождения потребуется электрический ток.
3 Паяльник на подставке
4 Паяльник для пайки электронных компонентов
2.1.2 Паяльный флюс и паяльная паста
Вам также понадобится паяльная паста или крем для безупречной сварки. Этот паяльный крем будет содержать флюс. Паяльная паста используется для прикрепления ножек интегральных схем (ИС) к точкам подключения на печатной плате. Ножки — это выводы ваших микросхем или корпусов микросхем.
Паяльная паста используется для прикрепления ножек интегральных схем (ИС) к точкам подключения на печатной плате. Ножки — это выводы ваших микросхем или корпусов микросхем.
Входящий в комплект припой флюс представляет собой химическое очищающее средство. Он полезен для процесса сварки, поскольку выполняет три основные функции. Во-первых, он удаляет ржавчину с электронных элементов, подлежащих пайке.Во-вторых, он не пропускает воздух и таким образом удаляет лишнюю ржавчину. И, в-третьих, он увеличивает пропитывающую способность жидкого припоя. Рисунок 5 иллюстрирует паяльную пасту.
5 Паяльная паста
2.1.3 Пайка проводов и инструмент для зачистки проводов
Наконец, вам, несомненно, понадобится паяльная проволока и инструмент для снятия изоляции. Паяльная проволока — это металлическая проволока, которая действует как мягкий припой. Он имеет низкую температуру плавления и действует как заполнитель швов на печатной плате. Другими словами, это просто «припой. «Вы можете встретить паяльные провода из олова и свинца для электронных проектов. На рисунке 6 показана катушка с паяльной проволокой, а на рисунке 7 — устройство для снятия изоляции.
«Вы можете встретить паяльные провода из олова и свинца для электронных проектов. На рисунке 6 показана катушка с паяльной проволокой, а на рисунке 7 — устройство для снятия изоляции.
Катушка с 6 проволокой для пайки
Устройство для зачистки проводов 7 А
2.2 Советы по предотвращению проблем при сварке
Здесь мы обсудим несколько советов, которые помогут вам избежать многих сварочных проблем. В первую очередь следует использовать радиаторы. Они необходимы для подключения проводов чувствительных электрических компонентов, таких как интегральные схемы и транзисторы.
Во-вторых, старайтесь содержать паяльное жало в чистоте и порядке. Аккуратный железный наконечник обеспечит лучшую теплопроводность и улучшит соединение. Для очистки кончика можно использовать влажную губку. В-третьих, убедитесь в правильности паяных соединений. Потому что в сложных схемах есть вероятность, что некоторых паяных соединений нет. Так что проверка каждого электронного компонента после пайки избавит вас от лишних хлопот. Вам необходимо подтвердить наличие суставов.
Вам необходимо подтвердить наличие суставов.
В-четвертых, сначала следует припаять небольшие электронные компоненты. К небольшим компонентам относятся диоды, резисторы, перемычки и тому подобное. А большие компоненты похожи на транзисторы и конденсаторы. Этот совет упростит вам сборку компонентов на печатной плате. Кроме того, на конце также следует припаять чувствительные электронные компоненты. Это поможет избежать их повреждения при пайке других компонентов. К чувствительным компонентам относятся МОП-транзисторы, КМОП, микросхемы, микроконтроллеры и т. Д.
В конце концов, это совет для здоровья: убедитесь, что вы работаете в помещении с достаточной вентиляцией. Следует избегать дыма от мягкого припоя. Этот дым токсичен, и хорошая вентиляция предотвратит его скопление в вашей комнате. На рисунке 8 показан дым, образующийся в процессе пайки.
Рисунок 8 Дым, образующийся в процессе пайки
Общие проблемы сварки
При моделировании печатной платы могут возникнуть проблемы со сваркой. Эти проблемы могут увеличить ваши затраты и снизить производительность. Хуже всего то, что ваш продукт будет задерживаться при переходе от чертежной доски к пользователю. И эти проблемы в основном возникают из-за ошибок в процессе производства или проектирования ваших проектов. К счастью, существуют решения, позволяющие избежать этих проблем.
Эти проблемы могут увеличить ваши затраты и снизить производительность. Хуже всего то, что ваш продукт будет задерживаться при переходе от чертежной доски к пользователю. И эти проблемы в основном возникают из-за ошибок в процессе производства или проектирования ваших проектов. К счастью, существуют решения, позволяющие избежать этих проблем.
В этой главе мы обсудим общие проблемы пайки, а в следующей главе мы обсудим их решения.
3.1 Проблемы сварки, вызванные ручной пайкой
Ниже перечислены шесть распространенных проблем, возникающих при пайке вручную:
1.Нарушенное соединение: нарушение соединения возникает в результате движения припоя во время затвердевания. Шов может иметь кристаллическую, шероховатую или матовую поверхность. Его также иногда называют «холодным суставом». Следующий пункт определяет, что такое холодный стык. На рисунке ниже показано нарушение сустава.
2. Холодное соединение: Вы вызовете «холодное соединение», если не дадите припою полностью расплавиться. Неровная или шероховатая поверхность часто определяет категорию соединения. Паяное соединение будет плохим, и со временем в нем могут нарастать обрывы.На рисунке ниже показан холодный шов.
Неровная или шероховатая поверхность часто определяет категорию соединения. Паяное соединение будет плохим, и со временем в нем могут нарастать обрывы.На рисунке ниже показан холодный шов.
3. Перегретое соединение: Вы столкнетесь с перегретым соединением, если припой не будет хорошо растекаться. И исправить это соединение затруднительно из-за остатков пригоревшего флюса. На приведенном ниже рисунке показан перегретый стык.
4. Недостаточное смачивание: в этом случае припой хорошо смачивает выводы, но не образует прочного соединения с контактной площадкой. Эта проблема может возникнуть, если вы не нагреете штифт и площадку.На рисунке ниже показано недостаточное смачивание.
5. Звездчатый припой: если вы не используете достаточное количество припоя, это приведет к истощению паяного соединения. Это приведет к ослаблению сустава и со временем может вызвать стрессовые разрывы и повреждения. На рисунке, показанном ниже, показано, что паяное соединение истощено.
6. Слишком много припоя: не следует накладывать слишком много припоя на стык, так как это также вызывает проблемы. Есть вероятность, что ни колодка, ни штифт не намокнут. Убедитесь, что паяное соединение имеет вогнутую поверхность, как показано на рисунке ниже.
3.2 Проблемы сварки, вызванные производителями
Что ж, если вам интересно, что проблемы со сваркой возникают только из-за ручной работы, вы ошибаетесь. Даже производители печатных плат, использующие оборудование, могут вызвать проблемы с пайкой, которые необходимо решать. Ниже приведены четыре распространенные проблемы, вызываемые производителями:
1. Паяльный мостик: в паяном мостике два паяных соединения образуют неожиданное соединение. Это соединение может привести к короткому замыканию в вашей цепи.На рисунке ниже показан паяный мостик.
2. Поднимаемые компоненты: во время процесса пайки волной припоя, выполняемого производителями, электронные компоненты могут подниматься над поверхностью вашей печатной платы. На рисунке ниже показаны поднятые компоненты.
3. Поднятые контактные площадки: когда производители пытаются распаять компоненты, их контактные площадки могут оторваться от поверхности вашей печатной платы. На рисунке ниже показаны поднятые колодки.
4. Шарик припоя: при наложении шарика припоя к печатной плате прилипает небольшой кусочек припоя.Это происходит в процессе пайки волной припоя. На рисунке ниже показан шарик припоя.
Методы уменьшения проблем при сварке
В этой главе мы подробно объясним, как можно быстро устранить все ранее упомянутые проблемы с пайкой.
1. Ремонт поврежденного сустава: вы можете повторно нагреть его и дать ему время остыть без перерыва.
2. Ремонт холодного стыка: снова можно нагреть его до тех пор, пока припой не начнет течь.
3. Ремонт перегретого стыка: Очистите печатную плату зубной щеткой или небольшим количеством изопропилового спирта. Это устранит пригоревший флюс.
Устранение недостаточного смачивания: вам нужно просто приложить наконечник горячего утюга к концу соединения, пока припой не начнет стекать. Затем этот жидкий припой покроет контактную площадку.
1. Отремонтируйте истощенный припой: после повторного нагрева соединения следует добавить больше припоя.
2. Ремонт слишком большого количества припоя: Излишки припоя можно удалить с помощью наконечника горячего железа, фитиля или присоски для припоя.
3. Ремонт паяльной перемычки: Излишки припоя можно удалить с помощью горячего утюга, фитиля или присоски для припоя.
Предотвращение подъема компонентов: производители должны использовать прочные печатные платы во время процесса пайки волной припоя. Печатная плата не должна гнуться, если элементы остаются плоскими.
Ремонт подъемной площадки: вы можете подключить провод к медной дорожке, которая все еще остается на месте, путем пайки.
Prevent Solder Ball: Опять же, его можно отремонтировать, повторно нагревая. В целях профилактики производители не должны устанавливать слишком высокие температуры в машине для пайки волной припоя.
В целях профилактики производители не должны устанавливать слишком высокие температуры в машине для пайки волной припоя.
Заключение
В этой статье мы объяснили все, что вам нужно знать о сварке печатных плат. Наша главная цель — рассказать вам о методах и технологиях, позволяющих уменьшить проблемы при сварке. Но прежде чем перейти непосредственно к нему, мы также упомянули необходимую справочную информацию. Кроме того, мы также включили советы, которые помогут вам в первую очередь избежать этих проблем.
Если у вас остались вопросы, вы можете связаться с нами по адресу [email protected].Наша команда экспертов и инженеров будет рада вам помочь.
Сварка автомобильной электроники — Мастерская Сварка
Сварка — это не все стальные конструкции, стержни, стыковые соединения, уголки и листовой металл. Иногда вам приходится работать над проектами, где вы выполняете сварку в непосредственной близости от чувствительного электронного оборудования, которое по той или иной причине должно оставаться там, где оно есть, во время сварки.
Прекрасным примером этого является автомобильная сварка.В этой ситуации вы можете спросить: «Нужно ли мне отключать аккумулятор, чтобы сварить оборудование?» Мы собираемся сказать «Да. Отсоедините аккумулятор перед сваркой на оборудовании », но есть некоторые споры о том, действительно ли это .
Каждый раз, когда проводится форум работников, многие из которых считают себя экспертами, возникают противоречивые мнения о том или ином. Это лучшая техника? Это хороший продукт? Где найти, для чего это нужно.. и т. д. Что касается сварки, то не обойтись без споров о том, как лучше всего выполнить задачу.
Мы выделим основные аргументы, за и против, следует ли отключать аккумулятор при работе с находящимся рядом или подключенным электронным оборудованием. Работа с автомобилями — это, вероятно, время, когда большинство из вас столкнется с этой ситуацией, но существует множество промышленных приложений с похожими факторами.
Дуги и искры
Вы помните фонетическое устройство для запоминания цветовой кодировки резистора? Вы знаете, что такое «плохие парни» и «молодые девушки»? Нет? Ничего страшного. Вам это не понадобится, но вам нужно будет немного узнать о законе Ома, чтобы понять этот раздел. И Окружные законы Кирхгофа.
Вам это не понадобится, но вам нужно будет немного узнать о законе Ома, чтобы понять этот раздел. И Окружные законы Кирхгофа.
Хотя средний сварщик может не слишком беспокоиться о числах, получаемых с помощью этих формул, он должен быть знаком с принципами, которые они представляют.
Закон Ома
Закон Ома V = iR, или напряжение равно току, умноженному на сопротивление. Проще говоря, это означает, что ток, протекающий между двумя точками, прямо пропорционален напряжению в этих двух точках.
Когда вы свариваете, вы подаете ток на кусок металла, и этот металл оказывает сопротивление. Сварщик по большей части не знает значения сопротивления металла, но он может рассчитать его для точного приложения тока во время процесса сварки. Некоторые сварщики постоянно сталкиваются с одними и теми же типами и размерами металлов, и знание их значения сопротивления — даже если оно приблизительное — может быть полезным.
Законы Кирхгофа для цепей
Этот закон гласит, что сумма напряжений во всей электрической цепи должна быть равна нулю, а сумма токов на входе и выходе из узла в этой цепи должна быть равна нулю. Это не так сложно, как кажется. Представьте себе банку, полную шариков. Некоторые из них зеленые, а некоторые синие, и вы не можете добавить или вычесть один цвет без пропорционального изменения другого цвета. Сумма двух всегда будет одинаковой. Изменение всегда будет нулевым.
Это не так сложно, как кажется. Представьте себе банку, полную шариков. Некоторые из них зеленые, а некоторые синие, и вы не можете добавить или вычесть один цвет без пропорционального изменения другого цвета. Сумма двух всегда будет одинаковой. Изменение всегда будет нулевым.
Сварочная цепь
Возвращаясь к нашей основной теме, представьте, что вы работаете с автомобилем, оснащенным бортовым электронным оборудованием, которое вы хотите защитить от повреждений.
Сварщик подает ток, а рама автомобиля действует как гигантский резистор.Если вы оставите автомобильный аккумулятор подключенным, напряжение (помните, где есть ток и сопротивление, должно быть напряжение) подается на все, что подключено к аккумулятору. Сюда входят бортовые компьютеры, системы реле, радио — все, что есть в контуре.
Не исключено, что напряжение превысит 100 вольт. Это может показаться немного завышенным для сварочных работ, но рама автомобиля не такой хороший проводник, как вы думаете. В зависимости от того, где вы кладете зажим для сварки, рама автомобиля может включать в себя множество переходов от одного куска металла к другому и любые устройства, которые используются для их соединения — болты, винты, шарниры, пластины и т. Д.- теперь придают смеси собственный уровень устойчивости.
В зависимости от того, где вы кладете зажим для сварки, рама автомобиля может включать в себя множество переходов от одного куска металла к другому и любые устройства, которые используются для их соединения — болты, винты, шарниры, пластины и т. Д.- теперь придают смеси собственный уровень устойчивости.
Те, кто заявляет, что чувствительное электронное оборудование будет в безопасности, потому что оно полностью заземлено, не рассматривают несоответствия корпуса автомобиля как проводника, что может вызвать скачки и падения напряжения в процессе сварки.
Когда риск наибольший?
При сварке напряжение колеблется по всей дуге, но наиболее значительные колебания возникают сразу после зажигания дуги — это первый мощный выброс тока, света и тепла.Возможно, что во время растяжек, когда напряжение может временно стабилизироваться, вы сможете сваривать, не повредив подключенную электронику, но вы не сможете избежать этого взрыва тока в самом начале. Именно тогда риск повреждения наибольший.
Кроме того, работа с металлом с высокой проводимостью, например с листовым металлом на капоте автомобиля, может помочь снизить общее напряжение, но этот первый разряд дуги все еще дурацкий!
Свести к минимуму угрозу
Если когда-либо и существовала ситуация «лучше безопаснее, чем сожалеть», то вот она.Независимо от того, являетесь ли вы опытным профессионалом или домашним мастером, найдите время, чтобы свести к минимуму риск повреждения сложных и дорогих электронных компонентов.
Вот что нужно сделать:
- Отсоедините отрицательную клемму аккумулятора
- Поместите зажим заземления сварщика как можно ближе к рабочей секции
- Отсоедините разъемы подушек безопасности
Мы положительно; Отключите негатив!
Когда вы отсоединяете отрицательную клемму автомобильного аккумулятора, вы разрываете петлю в этой точке.Когда вы отсоединяете отрицательную клемму, все, что подключено к батарее через горячую сторону, вы обеспечиваете определенный уровень защиты для этих устройств.
И наоборот, когда батарея полностью подключена к обоим клеммам, напряжение от сварочного аппарата проходит через электроды в батарее, поэтому (вспомните закон Кирхгофа), батарея добавляет свое напряжение к напряжению, генерируемому в процессе сварки, и все это достигает различных электронных компонентов в опасно увеличенном состоянии.
Имейте в виду, электронные компоненты остаются в некоторой степени подверженными риску воздействия сварочной цепи, даже если вы отсоедините отрицательный полюс аккумуляторной батареи. Они по-прежнему заземлены на раму и подвергаются таким же нагрузкам, что делает следующий наконечник очень важным.
Риск существует даже при выключении сварочного аппарата. Сварка создает мощное электромагнитное поле. Когда вы выключаете сварочный аппарат, это электромагнитное поле разрушается, и есть шанс, что кратковременный всплеск напряжения может пройти через все, что находится рядом с этим полем.
Зажмите его Закройте
Если возможно, постарайтесь избежать скачков тока по всей раме автомобиля. Для этого поместите зажим заземления как можно ближе к месту работы. Это сводит к минимуму долю проводника (рамы автомобиля) и заземленных к нему предметов.
Для этого поместите зажим заземления как можно ближе к месту работы. Это сводит к минимуму долю проводника (рамы автомобиля) и заземленных к нему предметов.
Вы не хотите срабатывать эту подушку безопасности!
Разве вы не ненавидите, когда это происходит? Если бы была какая-то единственная причина, по которой вы хотели бы принять все меры предосторожности перед приваркой рамы автомобиля, она была бы одной из первых.Хотя это маловероятный сценарий, в современных транспортных средствах так много цепей и подсхем, что скачок напряжения может попасть в одну из этих цепей и бах!
Еще менее вероятно, что вы повредите электронику, обслуживающую подушки безопасности, но все же усилия по отключению системы подушек безопасности стоят того. Это не сложно.
Для большинства моделей легковых и грузовых автомобилей удаление предохранителя подушки безопасности приведет к отключению системы подушки безопасности. Фактически, руководство по эксплуатации настаивает на этом, когда вы работаете с приборной панелью.
На дополнительную милю
Поскольку отсоединение отрицательного кабеля от аккумулятора не изолирует полностью электронное оборудование от скачков напряжения, возникающих при сварке на раме автомобиля, вы можете решить дополнительные проблемы, связанные с физическим удалением элементов от всего воздействия — по возможности.
Если они заземлены на раму только с помощью проводки, отсоедините проводку. Если они подключены к раме напрямую через собственную раму, выньте их из тире.
Что касается того, стоит ли все эти хлопоты, судить только вам. Рассмотрите все возможности, которые вы можете потерять в худшем случае. Вот некоторые факторы, которые следует учитывать:
- Сколько времени займет процесс сварки? Если это закончится быстро, риск будет меньше
- Какую настройку вы, вероятно, будете использовать? Более высокие настройки означают более высокий риск.
- Где будет происходить сварка? Чем ближе к электронике, тем больше риск.
- В чем ценность электроники, подверженной риску? Если это стандартный материал, то, может быть, это не конец света, если он поджарится.
- Есть ли среди электронных устройств что-нибудь незаменимое. Если у вас есть что-то уникальное или снятое с производства, заменить его будет сложно.
- Насколько сложно физически удалить электронные устройства? Здесь действует закон убывающей отдачи, при котором вы можете подвергать электронные устройства большей вероятности повреждения во время процесса снятия / повторной установки, чем во время процесса сварки.

Сварка и электроника в целом
Хотя мы говорили исключительно о сварке автомобилей, есть много других ситуаций, когда вы можете сваривать в тесноте с помощью чувствительной электроники. Они не должны быть физически присоединены к сварочной цепи, чтобы подвергаться риску.
Электромагнитное излучение может прерывать, изменять и необратимо повредить определенные типы электронных устройств, и в процессе сварки их генерируются тонны. Теоретически электромагнитные волны могут испортить работу компьютеров и источников питания, которые они используют.На кардиостимуляторы могут возникать нежелательные помехи. Были даже случаи, когда электронные часы сварщиков показывали неправильное время в конце рабочей смены! Вероятная причина: электромагнитные помехи.
Теоретически электромагнитные волны могут испортить работу компьютеров и источников питания, которые они используют.На кардиостимуляторы могут возникать нежелательные помехи. Были даже случаи, когда электронные часы сварщиков показывали неправильное время в конце рабочей смены! Вероятная причина: электромагнитные помехи.
Защита электронных устройств
По возможности увеличьте расстояние между сваркой и электронными устройствами. В противном случае защитите электронные устройства насколько это возможно. И это легче сказать, чем сделать.
Лучшее, что вы можете сделать, — это убедиться, что сам аппарат для дуговой сварки правильно заземлен.Не путайте это с заземлением сварочной цепи, а с заземлением самого аппарата. Некоторые опытные сварщики недовольны термином «зажим заземления» в сварочной цепи. Иногда у начинающих пользователей возникает мысль, что это единственное необходимое заземление.
Неправильно. Заземлить сварщика необходимо отдельно от сварочной цепи. Во многих случаях вы можете заземлить его на большой металлический рабочий стол или металлический каркас здания. Однако он должен быть металлическим. Поскольку электричество идет по пути наименьшего сопротивления, заземление дуговой сварки ставит его на тот же уровень, что и другие заземленные компоненты.
Некоторые сварочные аппараты, особенно нового поколения, генерируют чрезвычайно активные высокочастотные сигналы. Это происходит из-за различных схем внутри. Особенно неприятны аппараты TIG. Напряжение в этих цепях обычно не соответствует напряжению, генерируемому в процессе сварки, и дисбаланс может привести к тому, что высокочастотные сигналы будут излучаться за пределы области сварки. Следуйте рекомендациям производителя по заземлению, чтобы снизить электромагнитное излучение.
Вы тоже можете подвергнуться риску
ЭМП (электромагнитные поля) также могут повлиять на вас.Исследования, проведенные более чем в 70-х годах, показывают связь между здоровьем и воздействием ЭМП во время сварки. В отчете упоминаются предполагаемые связи с раком, бесплодием, проблемами с сердцем и неврологическими повреждениями.
В отчете упоминаются предполагаемые связи с раком, бесплодием, проблемами с сердцем и неврологическими повреждениями.
Американское общество сварки оспаривает это утверждение и в 2015 году заявило:
Государственные и частные агентства проводят и продолжают проводить множество научных исследований, чтобы определить, вредны ли электромагнитные поля для нашего здоровья. На сегодняшний день исследования показывают, что нет подтвержденных доказательств проблем со здоровьем от ЭМП.
Лучший совет — узнать больше об ЭМП и о том, как лучше всего смягчить их эффекты. ЭМП вращаются вокруг нас, и они возникают не только от сварки. Каждый раз, когда мы звоним по мобильному телефону, мы подвергаемся воздействию электромагнитных полей. Телевизоры, компьютеры, бытовая техника, электропроводка — особенно проводка вне кода — могут излучать ЭМП.
Заключение
Безопасность ничем не заменит, защищаете ли вы электронные устройства или себя, и нет причин начинать сварочный проект и игнорировать разумные советы.
РАЗЛИЧНЫЕ ВИДЫ СВАРКИ И ИХ ПРИМЕНЕНИЕ
Металлы — одни из самых прочных материалов на планете. Таким образом, были предприняты значительные разработки в области инженерии для формования и придания формы металлу деталей машин и приспособлений, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла концентрированным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических деталей.
Три наиболее распространенных типа сварки — это MIG, TIG и Stick. Каждый из этих методов пригоден для различных сварочных работ. В следующей статье рассматриваются эти и другие типы сварки и определения.
Сварка металла в среде инертного газа (MIG) — это форма ручной дуговой сварки тяжелых металлов, также известная как дуговая сварка металла в газе.
MIG — это процесс соединения металла и придания ему формы, при котором электрод пропускается через инструментальный пистолет и наносится на соответствующие металлические поверхности.Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG — это простой и доступный процесс сварки для слесарных рабочих и любителей.
Этот процесс работает с металлами толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в области металлообработки, потому что это более простой метод для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому перед нанесением MIG очистите и обработайте щеткой металлические детали.Чтобы обеспечить беспрепятственное прохождение электрического провода, используйте в процессе только чистый металл.
Сварка MIG — один из методов, наиболее часто используемых в проектах дуговой сварки в тяжелых условиях. Некоторые из металлических компонентов, из которых состоит система канализации или водоснабжения вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Из-за сверхмощного характера этого метода, сварка MIG является типичным методом наплавки твердым сплавом, при котором грубые материалы привариваются к основным металлам.Вам следует поблагодарить сварку MIG за некоторые детали тракторов, кранов и других типов подвижного состава.
СваркаMIG также сыграла важную роль при подготовке и сборке железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется для железных дорог и путей общественного трамвая, которые редко требуют обслуживания. Таким образом, сварка MIG — это главный помощник в транспортировке и торговле.
Автомобильная промышленность также полагается на сварку MIG. На заводах, где рабочие готовят и собирают автомобильные детали в готовые автомобили, они используют сварку MIG для более тяжелых металлов и оборудования. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым газом.
Сварка TIG — это процесс соединения металлов, в котором для соединения одной металлической поверхности с другой используется вольфрамовый электрод. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнителей, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиарными сварными швами. В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
Существенное различие между сваркой MIG и TIG заключается в том, что первая основана на непрерывной подаче проволоки, а вторая — на сварочных стержнях, которые вы направляете в сварочную ванну.
TIG играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен для соединения металлических деталей друг с другом при строительстве автомобилей, фургонов, грузовиков и внедорожников. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
СваркаTIG также важна в строительной отрасли, где оборудование доставляется на рабочие места и используется при подготовке деталей для зданий и общественных памятников.Многие из зданий, которые вы видите вдоль улиц и проездов в вашем районе, были работой строительных бригад, которые в значительной степени полагаются на сварку TIG.
В судостроении также применяется сварка TIG. Этот процесс упрощает для судостроителей соединение фасонных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если во время службы в ВМС США вы летали на пассажирском судне или путешествовали за границу, вольфрамовые электроды, скорее всего, сварили корпус каждого корабля полностью или частично.
TIG также имеет решающее значение в аэрокосмической промышленности, где в процессе используются детали, из которых состоят ракетные корабли НАСА и космические корабли.
Ручная сварка — это разновидность ручной дуговой сварки, которая применяется для различных металлов. Этот процесс также известен как дуговая сварка в защитном металлическом корпусе и дуговая сварка в защитном флюсе.
Сварка палкой — это метод соединения металлов, при котором покрытый флюсом расходуемый электрод соединяет две металлические поверхности вместе. В процессе сварки штангой между электродом и прилегающими металлическими поверхностями возникает постоянный или переменный ток.Пары, образующиеся в результате тускнеющих электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Сварка палкой может помочь рабочим выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование портативно и его легко транспортировать для выполнения задач ремонта по вызову. Поэтому сварка штангой часто применяется в труднодоступных местах и удаленных общественных зданиях.
Поэтому сварка штангой часто применяется в труднодоступных местах и удаленных общественных зданиях.
палкой также распространена на строительных площадках под открытым небом, где рабочий процесс упрощает сборку и модификацию металлических деталей на месте. Покрытые флюсом электроды устойчивы к ветру, что делает процесс удобным в различных средах. Когда случается бедствие, сварка стержнем часто используется для ремонта поврежденных металлических приспособлений.
При удаленных настройках дуговая сварка — один из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка стержнем может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем — один из самых надежных методов ремонта и строительства металла.
Портативность и простота сварки штангой также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, ювелиры иногда используют сварку стержнем.
В большинстве отраслей промышленности, где используются металлоконструкции, наиболее широко используются процессы MIG, TIG и сварки штучной сваркой благодаря мощности, эффективности и универсальности каждого метода.Однако многие другие процессы также позволяют сваривать две или более металлических детали. Итак, сколько существует видов сварки? Существует множество различных подходов к сварке, включая следующие 12 методов, некоторые из которых в некоторой степени относятся к трем наиболее популярным типам.
Дуговая сварка порошковой проволокой (FCAW) — это метод соединения металлов, аналогичный сварке MIG, поскольку в обоих случаях используется сплошной электрод. Однако для FCAW требуется проволока в форме трубки, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование.FCAW — один из наиболее эффективных подходов к дуговой сварке, поскольку он использует большую часть электрода, который используется в процессе. Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Этот метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Этот метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Электронно-лучевая сварка (ЭЛС) — это метод соединения металлов, при котором электронные лучи запускаются с высокой скоростью, чтобы соединить одну поверхность металла с другой. Когда луч попадает в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить соседний кусок на месте.Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической промышленности, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки, процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Сварка атомарным водородом (AHW) — это старый метод соединения металлов, который в основном уступил место более эффективным и действенным методам, таким как дуговая сварка металлическим электродом в газовой среде. Одна область, в которой AHW все еще широко распространена, — это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Одна область, в которой AHW все еще широко распространена, — это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Плазменная дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом. В этом процессе используется электрический ток, который проходит через крошечное сопло, прорезающее защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает максимальную точность.Плазменно-дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные сварные швы. Производители самолетов используют этот метод, как и независимые мастера для целого ряда проектов.
Электрошлак — это процесс быстрой сварки, который был новшеством в 1950-х годах. Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сеанса сварки.
Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сеанса сварки.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла при сварке, отсюда и название «погружной».«С этой обложкой люди могут выполнять свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом — безопасная практика для независимых мастеров.
Углеродная дуговая сварка (CAW) — это метод соединения металлов с применением температур, превышающих 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его заменила дуговая сварка с двумя углями.
При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его заменила дуговая сварка с двумя углями.
Кислородная сварка — это процесс, в котором для придания формы металлу используется жидкое топливо и кислород.Французские инженеры Эдмон Фуше и Шарль Пикар изобрели его на рубеже 20-го века. Температура, генерируемая кислородом, используемая в процессе, применяется к концентрированным областям поверхности металла. Кислородная сварка осуществляется в помещении.
Контактная точечная сварка — это метод дуговой сварки, при котором металлические поверхности склеиваются при нагревании. Это тепло выделяется благодаря сопротивлению электрическим токам. Сварка RSW относится к группе методов сварки, известных как контактная сварка сопротивлением.
Сварка контактным швом — это метод, при котором между соприкасающимися поверхностями металлов с аналогичными свойствами выделяется тепло. Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Процесс зависит от двойных электродов, обычно сделанных из меди.
Как форма точечной сварки, выступающая сварка — это процесс, при котором тепло локализуется в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также перекрещенные стержни и провода.
Холодная сварка, также известная как контактная сварка, представляет собой метод соединения поверхностей без нагрева или плавления.
Более 30 лет Astro Machine Works сваривает металлы для изделий и оборудования, используемого в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую промышленность. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
.