Проволока сварочная флюсовая для полуавтомата
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
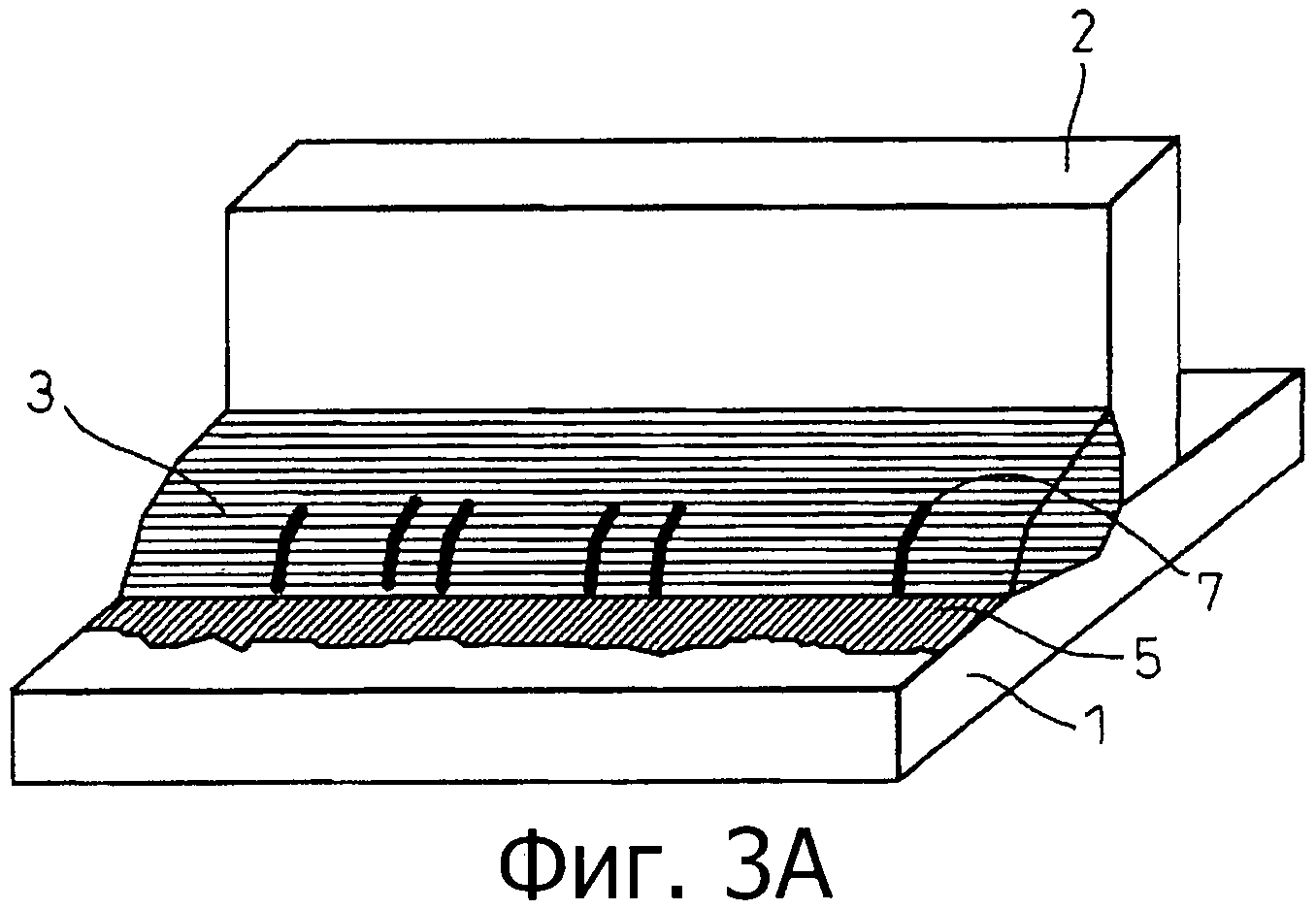
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
Особенности работы при сварке флюсовой проволокой
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0.5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
Сварка алюминия Флюсовой проволокой
Для многих сварочный аппарат давно не является новинкой, которая доступна лишь профессионалам, потому как специализированные сварочные магазины наполнены простыми, недорогими и качественными аппаратами.
Популярность аппаратов объясняется простотой рабочего процесса, которое ускоряет работу без ущерба качеству. При использовании полуавтоматического сварочного аппарата и небольших навыках сваривания получается качественный сварочный шов.
Баллоны для сваривания имеют большой вес и, при редком использовании придется заряжать баллон, чтобы шов пройти небольшой шов, иногда даже длиной несколько сантиметров.
Такую проволоку называют еще флюсовой, потому как в ее составе находится флюс. Также может встречаться порошковая проволока, что соответствует ее названию. Независимо от названия, сварочная проволока позволяет осуществлять сваривание полуавтоматическим сварочным аппаратом без использования газа и баллона.
Проволока для сварки алюминия состоит из трубки, диаметр которой используется при обычном сваривании и газовой среде. Внутри проволоки находится специальный порошок, который называется флюсом и напоминает обмазку обычных электродов. В результате подогрева флюс сгорает и образует в сварочной зоне сваривания облако защитного газа, которое схоже с облаком, которое появляется при сваривании обычными электродами.
Среди плюсов стоит отметить, что для работы не нужна газовая аппаратура и, самое главное, не нужно наблюдать через защитную маску место подачи в разделку.
Данный вид сваривания очень похож на обычное сваривание, поэтому в процессе работы происходит затекание шлака от сгоревшего флюса в сварочную ванну. По этой причине в некоторых случаях, чтобы получить герметичное соединение нужно накладывать следующий шов, очищая предыдущий.
Порошковая проволока обеспечивает сваривание полуавтоматом без газа и имеет малую жесткость в своей конструкции, потому как стенка очень тонкая и подача проволоки осуществляется механизмом с небольшим сжатием, а резкие маневры со шлангом аппарата практически недопустимы.
Для хорошей и слаженной работы следует соблюдать одно из важных условий – правильное подключение на держак и массу. Держак горелки должен выдавать минус, а само изделие должно быть подключено к плюсу. Данный вид подключения называется прямым.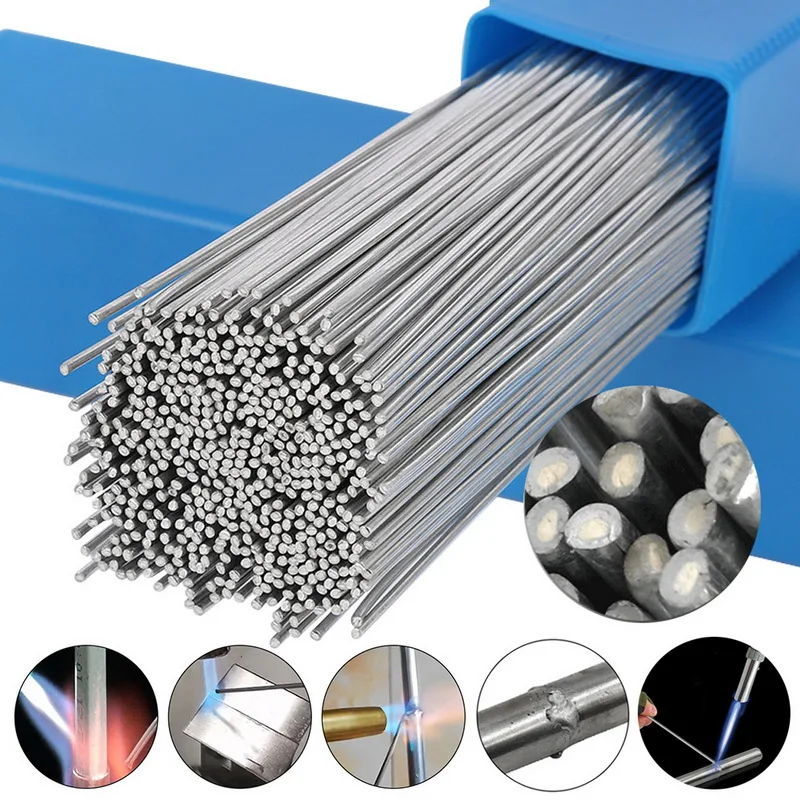 При сваривании в среде защитного газа применяется обратное подключение, которое обусловлено тем, что при подаче флюсовой проволоки требуется более высокая температура, чтобы образовывать защитный газ, который защищает сварочный процесс от негативного воздействия факторов окружающей среды.
При сваривании в среде защитного газа применяется обратное подключение, которое обусловлено тем, что при подаче флюсовой проволоки требуется более высокая температура, чтобы образовывать защитный газ, который защищает сварочный процесс от негативного воздействия факторов окружающей среды.
виды, выбор, технические характеристики, нюансы сварочной работы и специфические особенности применения
Сварка в автоматическом или же полуавтоматическом режиме зачастую проходит с применением такого расходного элемента, как флюсовая проволока. Одно из ее основных преимуществ — это возможность экономить газ, который расходовался бы на препятствие окислению.
Описание проволоки
Наиболее распространено применение флюсовой проволоки в том случае, когда необходимо работать с такими металлами, как медь, титан и алюминий. Еще одна особенность касается сварочного шва. Он получается очень ровным и достаточно прочным. Чаще всего основной компонент — это гранулированный флюс. Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.
Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.
Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.


Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.
Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки — диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.
Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.
Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.
Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.
Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.
Виды проволоки для порошковой сварки
Далее стоит сказать, что есть разные способы использования и защиты от внешних воздействий. По этим двум критериям проволока с порошковым флюсом делится на газозащитную и самозащитную.
Что касается первого типа, то он применяется в тех случаях, когда необходимо работать в автоматическом или полуавтоматическом режиме, а в качестве обрабатываемого материала выступает низколегированная сталь или же малоуглеродистая. Во время работы применяется также углекислый газ и иногда его смесь с аргоном. Если правильно подобрать порошковый флюс, то можно улучшить некоторые параметры сварки. К примеру, можно увеличить скорость вертикальной сварки или же улучшить прочность соединения трудносвариваемой стали.
Что касается применения такой технологии сварки, то она актуальна в основном для создания нахлестов, а также на углах конструкций или в стыках. Как уже говорилось ранее, может использовать как в автоматическом режиме сварки, так и в полуавтоматическом.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который «вывернут» наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах.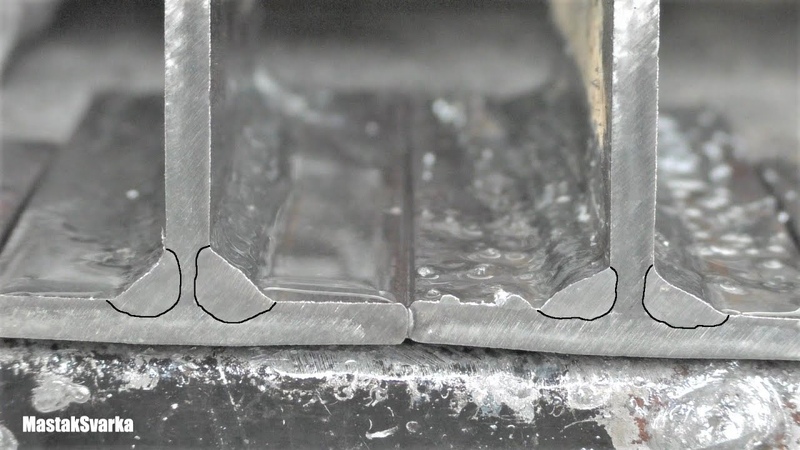 Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Преимущества порошковой сварки и отзывы
Что касается преимуществ, которыми обладает сварка при помощи порошка, то это все пункты, касающиеся открытых методов и полуавтоматических. Другими словами, не возникает таких проблем, как в случае с потоком защитного газа, который может сдувать сильный ветер.
Если говорить о главном преимуществе сварки с проволокой из этой категории, то это отсутствие необходимости в длительных подготовительных работах.
Отзывы о флюсовой проволоке и о работе с ней достаточно хорошие, однако есть и плохие. Суть заключается в том, что для небольшого количества работы проволока подходит отлично и стоит она дешевле, чем баллон с газом. Однако в том случае, если необходимо будет варить много, то постоянно покупать такой расходник будет очень дорого, в этом и заключается главная проблема. Приобретать проволоку стоит в том случае, если варить нужно не слишком много.
Флюсовая и порошковая проволоки для сварочного полуавтомата
01/04/2015
Использование сварочного полуавтомата по сравнению с обычным аппаратом ручной дуговой сварки повышает качество и геометрию сварного шва, что обеспечивается автоматической подачей сварочной проволоки, выполняющей роль электрода. При сварке простыми марками проволоки необходимо дополнительное газобаллонное оборудование для создания в зоне сварки защитной углекислой среды. Когда же полуавтомат приобретен для бытовых нужд, то не слишком выгодно брать к нему еще и газовый баллон со всей необходимой обвязкой.
Порошковая проволока
Для сварочных работ порошковая проволока начала применяться относительно недавно, но масштабы ее использования растут постоянно. Кроме высокой эффективности, важным фактором является экономия сварочного материала при работе с порошковой проволокой.
Благодаря своим качествам этот вид проволоки для полуавтоматов широко используется в машиностроении, кораблестроении и многих других отраслях промышленности.
Порошковая проволока для полуавтоматов без использования газа еще называется самозащитной. Защита сварочной ванны происходит за счет компонентов,входящих в состав порошка. Для сварки разных марок стали выпускаются соответствующие марки порошковой проволоки и с разными сечениями.
Флюсовая проволока
По своему строению флюсовая проволока для полуавтомата ничем не отличается от порошковой проволоки. В состав ее шихты входит железный порошок, участвующий в процессе формирования наплавленного валика. Сгорающий в процессе сварки флюс выделяет углекислый газ, поэтому использование дополнительной подачи дополнительного газа в зону сварки не требуется.
Сгорающий в процессе сварки флюс выделяет углекислый газ, поэтому использование дополнительной подачи дополнительного газа в зону сварки не требуется.
Еще в флюсовой проволоке в шихте специальные добавки, значительно снижающие разбрызгивание металла при сварке.
Помимо эффективности и экономичности этого сварочного материала можно отметить еще и возможность ведения сварочных работ на открытой местности даже при достаточно сильном ветре, так как образующееся углекислое облако надежно защищает сварочную ванну.
Технологический процесс с использованием порошковой и флюсовой проволоки аналогичен сварке с применением обычной проволоки
Производится варочная порошковая проволока различных диаметров, начиная от 0,6 мм. Необходимый диаметр подбирается в зависимости от силы тока полуавтомата и толщины свариваемого металла.
Флюсовая проволока для полуавтомата — мобильность и качество
Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).

В России, по ряду источников, наиболее популярны и распространены марки:
- ER70S-6;
- E71T-1;
- E71T-GS;
- T-8;
- T-GS;
- BlueWeld 802208;
- Forte.
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.
Соединяемые детали нужно очистить от оксидной пленки и при толщине больше 4-5 мм — сформировать скосы. После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
После возникновения электрической дуги ее ведут снизу вверх детали (если она расположена вертикально). Ручку горелки нужно держать под углом к свариваемым поверхностям — это стабилизирует сварочную ванну, предохраняет от преждевременного растекания металла из нее.
Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.
Она должна быть прямой.
- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае
Из-за отсутствия выделения при сварке газа не происходит охлаждения шва — это увеличивает риск прогара. Поэтому рабочее напряжение нужно подобрать минимальным (соотнося с типом материала свариваемых деталей). Скорость же подачи должна быть на грани максимальной. Чисто практически это можно охарактеризовать как начало дискомфорта для держащей горелку руки.
Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
Сварка порошковой проволокой: недостатки и преимущества
Сегодня придумано множество сварочных аппаратов, которые работают по разным принципам. Однако нельзя сказать, что тот или иной способ хуже или лучше другого. У каждого есть свои недостатки и свои преимущества. Кроме того, иногда складываются такие ситуации, когда целесообразно будет применение только конкретного вида сварки. Одним из видов сварки, является порошковый, или сварка порошковой проволокой.
Что такое порошковая проволока
Проволока такого типа является трубкой, внутренняя полость которой заполнена флюсом и металлической пыльцой (порошком). Основой для такой проволоки служит металлическая лента, которая подвергается холодному формованию. Сформованная проволока наполняется порошком и флюсом. Завершающим этапом в изготовлении порошковой проволоки является ее растяжка до нужного размера.
Сформованная проволока наполняется порошком и флюсом. Завершающим этапом в изготовлении порошковой проволоки является ее растяжка до нужного размера.
Данный вид проволоки имеет классификацию, которая может быть выполнена по следующим параметрам:
- — назначение;
- — способ применяемой защиты;
- — возможность производства сварочных работ из разного положения в пространстве;
- — некоторые механические свойства.
Стоит отметить, что большая часть всей проволоки, которая выпускается в нашей стране, пригодна для сварки низколегированных и низкоуглеродистых видов стали.
Кроме всего прочего, принято разделять проволоку на ту, которая пригодна для сварки в обычных условиях и ту, которая является специальной. Например, к проволоке специального назначения можно отнести ту, которая предназначена для сварочных работ с принудительным созданием шва, проволоку для работы под водой, проволоку для сварки арматуры, для автоматической сварки и так далее.
Основные требования к проволоке
Порошковая проволока изготавливается с учетом следующих требований к ней:
- — дуга должна возбуждаться легко и греть стабильно;
- — плавление проволоки должно быть равномерным, при этом не наблюдается большого разбрызгивания;
- — шлак, образованный в результате плавления, должен равномерно покрывать весь шов, а при охлаждении – легко отделяться;
- — сварной шов должен получаться аккуратным и без дефектов, то есть различных трещин и пористых участков.
Данные требования являются характеристиками сварочно-типологических свойств материалов для сварки. В свою очередь, данные свойства определяют возможность применения порошковой проволоки для сварки в различных условиях. Например, некоторые свойства устанавливаются экспериментальным путем, то есть берется механизированный валик и наваривается на пластину, которая сделана из низкоуглеродистой стали. Сварка производится без колебаний в самом нижнем положении, при этом значения тока и напряжения берутся средние из интервала значений, которые рекомендованы именно для данного размера и типа шва.
Из результатов подобных экспериментов становится понятно, в какой области и при каких условиях можно применять данный тип проволоки.
Сущность дуговой порошковой сварки
Данный вид сварки применяется достаточно часто, так как имеет множество преимуществ. Например, обычная флюсовая сварка может быть затруднена по причине невозможности точно направить электрод в нужное место (разделку). Кроме того, наблюдать за формированием шва тоже не представляется возможным. Особенно остро эти проблемы встают, если речь идет о полуавтоматическом процессе. Если рассматривать сварку в защитном газе, то и тут не все гладко. Данная защита может постоянно нарушаться из-за сквозняка. Кроме того, сопла, подающие защитный газ, могут забрызгиваться в процессе сварки.
В таких условиях целесообразно будет воспользоваться порошковой проволокой. Она сочетает в себе все такие положительные качества открытых электродов, как легирование и защита, а также раскисление металла, и такие положительные свойства механизированной сварки при помощи обычной цельной проволоки, как высокая производительность.
Стоит отметить и то, что порошковая проволока не требует наличие газового баллона, различных шлангов и редукторов, а также флюсовой аппаратуры и самого флюса. На протяжении всего процесса можно легко направлять электрод в разделку, есть возможность следить за формированием сварного шва — это, пожалуй, основные преимущества использования проволоки порошковой для дуговой сварки.
Порошковая проволока расплавляется таким образом, как было заложено в процессе ее производства. Все дело в том, что конструкция проволоки является определяющей для процесса расплавления ее дугой. Внутренняя полость металлической оболочки заполнена неметаллическими материалами примерно на 70 процентов, точнее – от 50 до 70 процентов. Это означает, что сопротивление электрическому току такого сердечника будет в сотни раз больше, чем сопротивление металлической оболочки.
По этой причине металлическая оболочка плавится значительно быстрее. Расплавление же сердечника осуществляется частично за счет теплоизлучения сварочной дуги и частично за счет теплопередачи сильно нагретого металла. По сему, в процессе сварки внутренний материал проволоки может касаться ванны расплавленного металла и даже попадать в него в нерасплавленном виде.
По сему, в процессе сварки внутренний материал проволоки может касаться ванны расплавленного металла и даже попадать в него в нерасплавленном виде.
Техника сварки порошковой проволокой и некоторые ее недостатки
Как правило, порошковая проволока используется для сварки с применением шлангового полуавтомата. По той причине, что сварной шов постоянно на виду у человека, производящего сварочные работы, техника сварки стыков и углов практически ничем не отличается от такой же техники при использовании технологии сварки в защитных газах плавящимися электродами.
Однако, иногда шлак, который образуется на поверхности сварочного шва, может попадать в зазор образованный двумя кромками на передней части сварочной ванны. Этот процесс может стать «камнем преткновения» в процессе проварки корня самого шва.
Если сварка осуществляется в несколько этапов, то перед каждым следующим процессом сварки, предыдущий шов нужно тщательно зачищать, чтобы избавиться от слоя шлака.
Сварка порошковой проволокой имеет и свои недостатки. Сама по себе порошковая проволока не очень крепкая, то есть обладает малой жесткостью. Это требует применения механизма автоматической подачи проволоки с ограниченным усилием сжатия на подающих роликах.
Стандартная порошковая проволока, имеющая диаметр 2,6 и более миллиметра, требует применение дуги с повышенным током с целью непрерывного горения. Этот факт позволяет использовать такой материал только в нижнем положении, крайне редко – в вертикальном. Объясняется такое ограничение тем, что сварочная ванна имеет достаточно большой объем. Кроме того, на поверхности образуются текучие шлаки. Все это неспособно удержаться в потолочном или даже в вертикальном положении поверхностным натяжением самого материала и давлением, создаваемым сварочной дугой.
Еще одним недостатком можно отметить и то, что в процессе сварки велика вероятность того, что в сварном шве могут образоваться поры, которые являются следствием наличия пустот и неравномерности заполнения пространства внутри металлической оболочки.
Лучшим выходом будет использование проволоки в углекислом газе. В этом случае вероятность возникновения пор в швах в значительной степени снижается. Стоит учесть и то, что от состава наполнителя, которым обладает порошковая проволока, зависит выбор таких параметров используемого тока, как полярность (прямая или обратная) и вид характеристики (крутопадающая или жесткая).
Еще раз о преимуществах
Порошковая проволока для дуговой сварки является тем материалом, который позволяет применять ток очень большой плотности (около 200 ампер на квадратный миллиметр, в сравнении с обычным электродом – около 20 ампер на единицу площади). Это позволяет плавить большое количество металла, что увеличивает производительность. Эта величина лежит в пределах от 10 до 11 килограмм в час. При этом сила тока равна 400-500 ампер.
Еще одним большим преимуществом порошковой проволоки является то, что в процессе сварки получаются материалы с таким химическим составом, повторить который в обычной промышленности практически невозможно. Например, при добавлении в порошок пыли никеля, хрома и молибдена способствуют созданию химического состава, получить который в результате обычных промышленных процессов невозможно. Именно это свойство порошковой сварки делает ее очень популярной в производстве наплавочных работ.
Например, при добавлении в порошок пыли никеля, хрома и молибдена способствуют созданию химического состава, получить который в результате обычных промышленных процессов невозможно. Именно это свойство порошковой сварки делает ее очень популярной в производстве наплавочных работ.
Похожие статьи
Сварочная флюсовая проволока для полуавтомата
При выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
1 Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
- 2 мм;
- 5 мм;
- 8 мм.
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2. к меню ↑
2 Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
Классифицируются представленные изделия по таким особенностям, как:
- Тип сердечника;
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» — работа может проводиться в любом положении;
- «Ву» — для создания вертикальных швов;
- «Вх» — для создания горизонтальных швов;
- «В» — при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.

Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков — легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы. к меню ↑
2.1 Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими — порошки и ферросплавы;
- стабилизирующими — обеспечивающими устойчивую электродугу;
- легирующими — для придания нужных соединительных характеристик;
- специальными — оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество — это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске. к меню ↑
2.2 Сварка флюсовой проволокой без газа (видео)
к меню ↑
2.3 Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной — до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
Статьи по теме:
Портал об арматуре » Арматура » Преимущества флюсовой проволоки для сварки полуавтоматом
Что такое порошковая сварка?
Дуговая сварка порошковой проволокой была представлена в 1950-х годах. Это процесс, который очень тесно связан со сваркой металлов в инертном газе. Оба процесса используют одинаковое оборудование и непрерывную подачу проволоки, а MIGW и FCAW используют один и тот же тип источника питания. При дуговой сварке порошковой проволокой обычно используется защитный газ, аналогичный процессу MIGW. Однако дуговая сварка порошковой проволокой также может выполняться без защитного газа.Кроме того, этот вид сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее производительным из процессов ручной сварки.
Оба процесса используют одинаковое оборудование и непрерывную подачу проволоки, а MIGW и FCAW используют один и тот же тип источника питания. При дуговой сварке порошковой проволокой обычно используется защитный газ, аналогичный процессу MIGW. Однако дуговая сварка порошковой проволокой также может выполняться без защитного газа.Кроме того, этот вид сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее производительным из процессов ручной сварки.
В процессе дуговой сварки порошковой проволокой электрическая дуга используется для соединения электрода с непрерывным присадочным металлом с основным материалом. (Примечание: в методе сварки MIG используется твердый металлический электрод, тогда как в процессе FCAW используется полый трубчатый электрод, заполненный флюсом.) Заполненный флюсом металлический проволочный электрод автоматически проходит через центр горелки с использованием того же типа оборудования, которое используется при сварке металлов в инертном газе. Использование газовой защиты, поставляемой пистолетом, защищает сварочную ванну от окисления во время процесса сварки. Флюс, находящийся внутри электрода, образует шлак (отходы плавки), который покрывает сварной шов и защищает его от воздействия атмосферы. Защитный экран, обеспечиваемый флюсом, упрощает процесс сварки на открытом воздухе, даже на ветру.
Использование газовой защиты, поставляемой пистолетом, защищает сварочную ванну от окисления во время процесса сварки. Флюс, находящийся внутри электрода, образует шлак (отходы плавки), который покрывает сварной шов и защищает его от воздействия атмосферы. Защитный экран, обеспечиваемый флюсом, упрощает процесс сварки на открытом воздухе, даже на ветру.
Дуговая сварка порошковой проволокой — очень гибкий метод сварки. Этот тип сварки подходит для сварки во всех положениях с использованием надлежащего присадочного металла и флюса. Высокая производительность наплавки FCAW способствует повышению производительности этого процесса, который обеспечивает качественные сварные швы с превосходным внешним видом. Он часто используется для сварки более толстых секций и позволяет производить сварной шов с полным проплавлением с обеих сторон полудюймовой пластины за один проход.
Материалы, которые лучше всего подходят для дуговой сварки порошковой проволокой, — это углеродистая сталь, нержавеющая сталь и низколегированные стали. К сожалению, большинство цветных металлов, включая алюминий, нельзя сваривать методом FCAW.
К сожалению, большинство цветных металлов, включая алюминий, нельзя сваривать методом FCAW.
Благодаря высокой скорости сварки и возможности ее проведения на открытом воздухе, даже в ветреную погоду, дуговая сварка порошковой проволокой часто используется в строительной отрасли.
Связанная статья — Порошковая проволока и сплошная проволока
Узнать больше о Submerged ARC Flux
Как работает порошковая сварка
Порошковая сварка — обзор
16.3.1.9 Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой во многих отношениях аналогична сварке MIG / MAG, за исключением того, что в одной из версий процесса защитный газ не добавляется. В этом случае газовая защита возникает в результате разложения минералов, содержащихся в трубчатом электроде с сердечником, и этот вариант процесса иногда называют сваркой с самозащитой.
Порошковые электроды в бухтованной форме изготавливаются из стальной полосы, которая сначала сгибается в U-образное сечение при прохождении через формовочные валки. Затем полоса U-образной формы заполняется дозированным количеством флюса и металлического порошка, и полоса пропускается через фильеры для придания ей круглого поперечного сечения от 0,9 до 3,2 мм в диаметре.
Затем полоса U-образной формы заполняется дозированным количеством флюса и металлического порошка, и полоса пропускается через фильеры для придания ей круглого поперечного сечения от 0,9 до 3,2 мм в диаметре.
Трубчатые электроды с сердечником Трубчатые электроды с сердечником могут быть защищены от газа смесями CO 2 или Ar / CO 2 , или они могут быть самозащищенными. Электроды с сердечником классифицируются в соответствии с компонентами, содержащимися в сердечнике, которые влияют на характеристики электрода.
Полное описание различных типов углеродистой и углеродисто-марганцевой стали см. В BS 7084: 1989, 37 AWS A5.20–79 38 и AWS A5.29–86 39 . Многие высокопрочные и низколегированные стали можно сваривать порошковой проволокой, имеющей соответствующую прочность. Порошковая проволока из нержавеющей стали доступна для использования как с защитным газом, так и без него, и многие различные типы порошковой проволоки используются для наплавки твердым сплавом, когда на стальную основу наносится покрытие для придания устойчивости к износу, коррозии или нагреву.
Применение Дуговая сварка порошковой проволокой используется для таких применений, как ручная металлическая дуга или сварка MIG / MAG, и, как сварка MIG / MAG, процесс может быть механизирован. Трубчатые электроды с сердечником доступны в более широком диапазоне составов, чем сплошная проволока, из-за простоты введения легирующих элементов в виде порошка. Порошковые проволоки, особенно газозащитные, удовлетворяют требованиям к механическим свойствам для различных областей применения, а некоторые марки обладают хорошими ударными свойствами при низких температурах.Механические свойства, достигаемые с помощью самозащитной порошковой проволоки, более ограничены: максимальная прочность металла сварного шва составляет 700 Н · мм –2 .
Самоэкранированные провода особенно полезны при работе на стройплощадке, поскольку не требуются громоздкие баллоны с защитным газом. Еще одним преимуществом на месте является отсутствие добавляемого извне защитного газа, который может быть поврежден ветром. Порошковые проволоки можно использовать при более высоких максимальных токах, чем сплошные проволоки, что обеспечивает высокую скорость наплавки.
Порошковые проволоки можно использовать при более высоких максимальных токах, чем сплошные проволоки, что обеспечивает высокую скорость наплавки.
10 плюсов и минусов сварки сердечником под флюсом — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, совершаемых на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка сердечником флюсом — это универсальный метод сварки, который также очень популярен и универсален. Я написал это руководство, в котором подробно описаны плюсы и минусы сварки сердечником из флюса.Это руководство также должно помочь вам решить, подходит ли вам сварка сердечником из флюса, с чего начать и чего ожидать при запуске. Итак, каковы плюсы и минусы сварки сердечником из флюса?
Несколько плюсов сварки сердечником под флюсом включают портативность, простоту использования, универсальность, удобство использования на открытом воздухе, и способность сваривать сквозь ржавчину. К минусам сварки сердечником флюсом относятся стоимость электродов, внешний вид сварного шва, брызги и включения шлака, и это лишь некоторые из них.
К минусам сварки сердечником флюсом относятся стоимость электродов, внешний вид сварного шва, брызги и включения шлака, и это лишь некоторые из них.
Здесь вы найдете руководство о том, почему сварка сердечником из флюса стала такой популярной. Я также включил разделы, на которых проволочные электроды лучше всего подходят для нержавеющей и гальванизированной стали и общего ремонта. Я также сравню сварку сердечником флюсом как сварку TIG, так и сварку MIG, и отвечу на вопрос, лучше ли сварка сердечником флюсом, чем эти методы сварки.
Хороша ли сварка сердечником флюсом?
Рекламные ссылки Люди на weld.com так считают, и я тоже. Вот классное видео, демонстрирующее основы, а затем мы перейдем к деталям.
Сварка сердечником под флюсом, часто сокращенно FCAW, включает использование сварочной проволоки, которая во многом похожа на сварку в среде инертного газа (MIG), за исключением того факта, что она включает в себя порошковую смесь внутри проволоки, которая может для устранения необходимости в защитном газе.
Что касается вопроса о том, хорош ли этот метод сварки, ответ — да, при условии, что сварной шов укладывается в рекомендуемых условиях, обычно на более толстые металлы, как будет обсуждаться позже в этой статье.
Сварщик с флюсовой сердцевиной — лучший друг полевого работника , потому что его легко перемещать с места на место. Они также просты и удобны в эксплуатации по сравнению со сваркой штучной сваркой. Эти машины могут подключаться к стандартной системе электропитания 120 В в вашем доме. Поскольку в защитном газе нет необходимости, вы также можете использовать этот метод для сварки практически в любую погоду.
Как будет более подробно описано ниже, этот сварочный аппарат также является одной из лучших систем для сварки оцинкованной стали.Это связано с тем, что сварка MIG известна тем, что сваривать оцинкованную сталь практически невозможно из-за проблем с пористостью.
Одним из немногих недостатков этой технологии является необходимость очистки шлака, который является побочным продуктом процесса сварки. К счастью, есть способы смягчить эти жалобы, которые будут рассмотрены более подробно ниже.
К счастью, есть способы смягчить эти жалобы, которые будут рассмотрены более подробно ниже.
Преимущества сварки сердечником флюсом
Использование сварки сердечником флюсом дает несколько преимуществ по сравнению с другими типами сварки, такими как сварка MIG.Изучение сварки сердечником флюсом предоставит вам возможность сваривать различные материалы как в помещении, так и на открытом воздухе.
Сварку сердечника флюсом можно легко выполнять на открытом воздухе
Рекламные объявления Защитный газ имеет первостепенное значение при сварке в среде инертного газа (MIG), поскольку он защищает расплавленную сварочную ванну от кислорода, азота и водорода в атмосфере. Если сварочная ванна вступает в реакцию с этими элементами, она может разрушиться из-за пористости. Ознакомьтесь с этой статьей о Bernardwelds.com для получения дополнительной информации.
Другие причины, по которым вам необходимо использовать защитные газы при сварке, включают следующие:
- Предотвращение чрезмерного разбрызгивания
- Сохранение стабильности дуги
- Контроль проникновения сварного шва в основной металл
При использовании сплошной проволоки в MIG Для сварки требуются защитные газы, проволока с сердечником из флюса не требует использования защитных газов. Механика, лежащая в основе этой возможности, будет подробно рассмотрена позже в этой статье.
Механика, лежащая в основе этой возможности, будет подробно рассмотрена позже в этой статье.
В результате проволока из флюсового сердечника пользуется популярностью среди тех, кому часто приходится ремонтировать металлическое оборудование на открытом воздухе. Сварка сердечником под флюсом популярна на строительных площадках, на верфях и в фермерских хозяйствах.
Стоимость и экономия энергии
Порошковая проволока будет стоить как минимум немного дороже, чем сплошная проволока того же размера. В этом можно убедиться, сравнив онлайн цены на провод такого же размера.
Это не всегда очевидно, потому что необходимо учитывать гораздо больше факторов, чем то, требуется ли для провода защитный газ.Провода одного размера могут использоваться по-разному в зависимости от их химического состава. Есть провода из премиальных материалов, которые тоже будут стоить дороже.
Тем не менее, было высказано предположение, что вы можете сэкономить немало денег, перейдя на безгазовые флюсовые сердечники, , если вы этого еще не сделали. Вы начнете действительно замечать экономию средств, как только вы начнете работать в полную силу.
Вы начнете действительно замечать экономию средств, как только вы начнете работать в полную силу.
В зависимости от области применения проволока с сердечником из флюса может накладывать сварной шов с более высокой скоростью перемещения и с увеличенной скоростью наплавки. Повышенная эффективность наиболее заметна при сварке в плоском и горизонтальном положениях, согласно этой статье, опубликованной в журнале Fabricating & Metalworking .
Согласно данным школы сварки Талсы, электрод с сердечником из флюса способен наплавить до 25 фунтов проволоки в час. Электрод MIG откладывает 8 фунтов проволоки в час, когда он работает с максимальной эффективностью.
Это влияет на ваши эксплуатационные расходы, потому что вам может потребоваться больше энергии для укладки фунта сплошной проволоки, чем для проволоки с флюсовым сердечником. Экономия энергии, пожалуй, наиболее заметна при сварке на месте и при сварке на открытом воздухе.
Способность сваривать ржавые материалы
Вы обнаружите, что сварочные электроды с сердечником из флюса гораздо менее требовательны, чем электроды из сплошной проволоки, когда дело доходит до возможности сваривать ржавые или загрязненные металлы.
Электроды с газовой защитой обычно адекватно работают только с чистыми цветными металлами. Наличие обширной ржавчины и фрезерования является своего рода похоронным звонком для качества сварки. Это связано с тем, что газовая сварка через такие загрязнения может способствовать возникновению избыточной пористости в сварном шве, повышая риск разрушения этого сварного шва.
Самозащитные флюсовые электроды, с другой стороны, могут эффективно сваривать ржавчину и при этом производить качественный сварной шов. Ржавая или покрытая чешуей поверхность не загрязняет сварной шов, поскольку флюс, содержащийся в проволоке, более мягок для основного металла, чем сплошная проволока, используемая в сочетании с защитным газом.
Сварка сердечником под флюсом Легко освоить
Сварка сердечником под флюсом имеет репутацию простого в освоении. Согласно расширению Университета штата Огайо, сварке сердечником из флюса легче научиться, чем сварке палкой и сварке TIG. Уровень квалификации, необходимый для освоения сварки сердечником под флюсом, эквивалентен сварке MIG.
Сварочные аппараты для сварки сердечником под флюсом / MIG универсальны
Вы можете использовать один и тот же небольшой сварочный аппарат для сварки MIG и сварки сердечником под флюсом.Аппарат может работать от электричества 115 В, которое вы можете получить из дома, и этот сварочный аппарат разнообразен по количеству целей, которые он может выполнять.
Сварку сердечника флюсом можно использовать для сварки всех наиболее распространенных металлов:
Это делает сварочный аппарат флюсом идеальным для домашних магазинов и фермерских хозяйств. Вам также не нужно беспокоиться о том, чтобы таскать ящик с электродами, поскольку сварочная горелка питается по непрерывной петле сварочной проволоки. Катушки различаются по размеру, самая большая из которых достаточно велика, чтобы поместиться в бочку.
Катушки различаются по размеру, самая большая из которых достаточно велика, чтобы поместиться в бочку.
Портативность
После того, как вы уроните газовые баллоны, сварочные аппараты MIG можно легко перемещать из одного места в другое. Сварочные аппараты MIG обычно будут весить чуть меньше 40 фунтов , если вы собираетесь со сварочными аппаратами, продаваемыми для домашних мастеров.
Lincoln Electric K2278-1 Handy Core- Сваривает низкоуглеродистую сталь толщиной до 1/8 дюйма.
- Включается в бытовую розетку 115 В, 20 А
- Один год гарантии на детали и работу.
- Легко настраивается даже для начинающих пользователей
- Компактный, портативный и легкий
После того, как вы соберете все свое оборудование, включая катушку с флюсовой проволокой, оно будет весить не намного больше. И без необходимости таскать с собой баллоны с газом , вы можете легко транспортировать машину для выполнения аварийного ремонта строительной или сельскохозяйственной техники.
Минусы сварки сердечником из флюса
Сварка сердечником из флюса имеет некоторые недостатки. Во-первых, сам электрод дороже, чем сплошной проволочный электрод. Вы также обнаружите, что он производит больше шлака в зоне сварки, чем большинство других электродов.
Прежде чем мы начнем, вы должны увидеть это замечательное видео, которое поможет вам устранить некоторые предполагаемые недостатки (или мифы, как они их называют в видео) еще до того, как вы начнете.
Сварные швы могут не выглядеть привлекательно
Одной из причин, по которой вы можете предпочесть сплошную проволоку проволоке с флюсовым сердечником, является внешний вид полученного сварного шва. Электроды с порошковой проволокой производят больше брызг во время процесса, чем сплошная проволока, используемая при сварке MIG.
Любая сварочная работа, выполняемая с помощью проволоки с флюсовым сердечником , потребует гораздо больше усилий для очистки сварного шва , чем то, к чему вы привыкли со сварочным аппаратом MIG.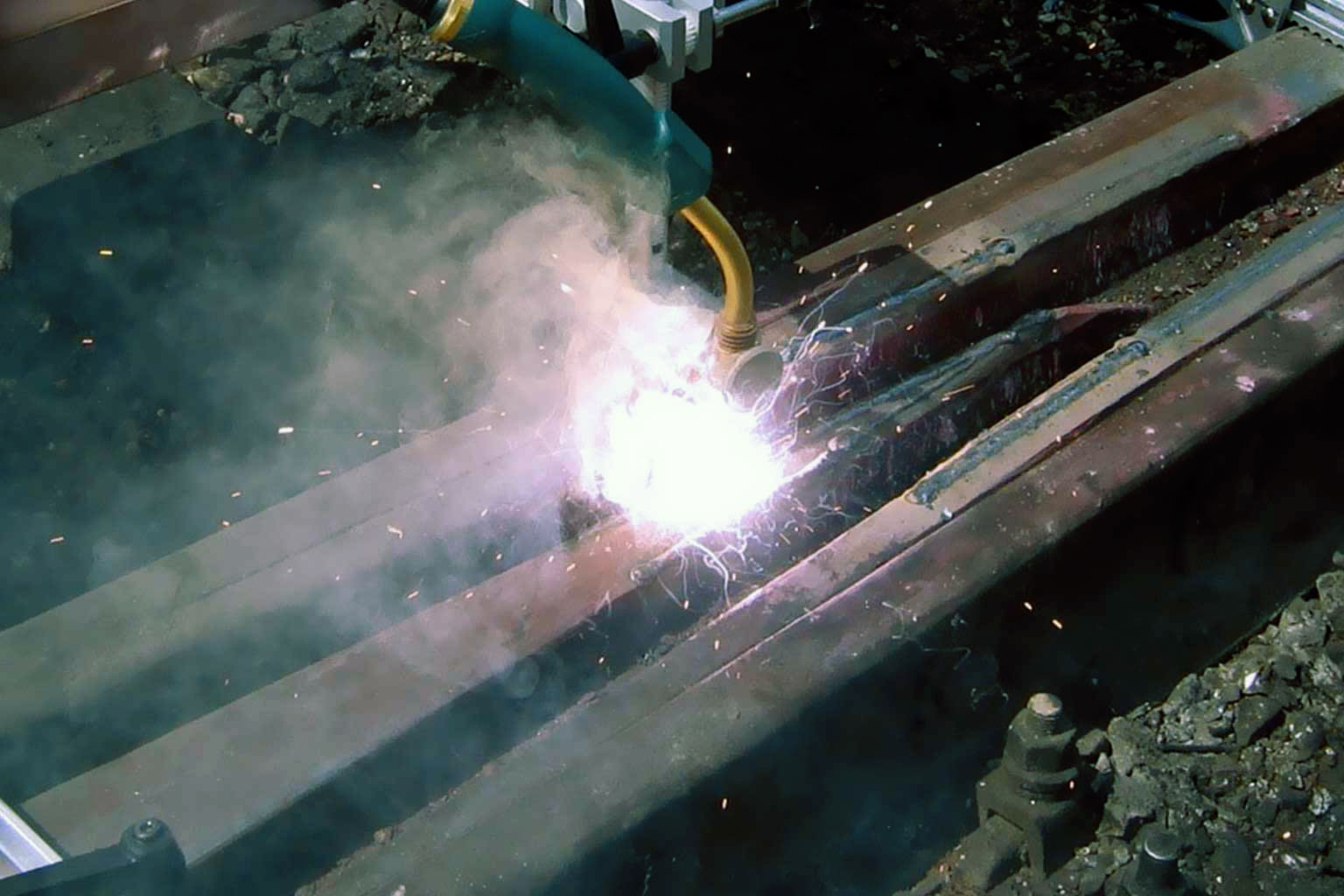 Во многом это связано с мощностью сердечника флюса и его способностью проникать через более толстые металлы.
Во многом это связано с мощностью сердечника флюса и его способностью проникать через более толстые металлы.
В результате проволока с флюсовым сердечником не всегда является предпочтительным методом сварки в автомобильной ремонтной промышленности, особенно если сварной шов находится в хорошо видимом месте. Когда дело доходит до быстрого и легкого ремонта в короткие сроки, предпочтительным методом является сварка сердечника флюсом.
Сплошная проволока может быть лучше для тонких металлов
Сварочная проволока с флюсовым сердечником также не очень хорошо подходит для тонких металлов по нескольким причинам. Сердечник флюса — это глубоко проникающий материал, который отлично подходит для толстых металлов, но не особенно для тонких металлов.Также нужно приложить больше усилий, чтобы очистить зону сварного шва от брызг.
В результате сварка тонких металлов сердечником под флюсом может оказаться не для слабонервных. Это нужно делать с большой осторожностью, чтобы не повредить основной металл. Проволока с сердечником идеальна для сварки деталей толщиной более или равной 3/16 дюйма. Эта статья Miller Welds объясняет этот момент больше, чем я хочу здесь вдаваться.
Проволока с сердечником идеальна для сварки деталей толщиной более или равной 3/16 дюйма. Эта статья Miller Welds объясняет этот момент больше, чем я хочу здесь вдаваться.
Я хочу прояснить, что, безусловно, практично сваривать металл, который тоньше, чем с помощью сварочного аппарата с флюсовым сердечником, но вы обнаружите, что это может потребовать большей точности, чем сплошная проволока.Также существует риск получить успешный сварной шов, но вы не будете довольны его окончательным внешним видом.
По этой причине, Я бы порекомендовал вам выполнить тестовые прогоны на кусках металла постепенно увеличивающейся толщины (или уменьшающейся толщины), чтобы иметь возможность самостоятельно увидеть результаты сварки сердечника из флюса. Всегда полезно потренироваться, если вы все равно не знакомы с этим методом.
Стоимость флюсовой проволоки по сравнению с ценой. Стоимость сплошной проволоки
В предыдущем подразделе я говорил о том, что стоимость проволоки с флюсовым сердечником в конечном итоге может быть меньше, чем стоимость сплошной проволоки MIG из-за увеличения скорости осаждения с флюсовым сердечником.
Однако стоимость проволоки с флюсовым сердечником также может иметь недостатки при определенных обстоятельствах. Проволока с флюсовым сердечником действительно стоит дороже, чем сплошная проволока. Если вы не можете в полной мере воспользоваться мобильностью метода сварки с сердечником из флюса, то в конечном итоге вы можете потратить больше денег, чем если бы вы использовали другую технику сварки.
Включения шлака могут образовываться при сварке сердечника из флюса
Как и при других методах сварки, вы должны знать, что при сварке сердечника из флюса могут образовываться включения шлака.Включение шлака происходит, когда крошечные частицы флюса захватываются металлом сварного шва. Включения шлака препятствуют полному проникновению в основной металл, создавая сварной шов, который определенно не будет достаточно прочным, чтобы выдержать испытание временем.
Я не решаюсь назвать это истинным недостатком сварки сердечником из флюса , поскольку его можно легко предотвратить, используя надлежащие методы сварки. Однако об этом стоит упомянуть, потому что вы должны знать, как этого избежать.
Однако об этом стоит упомянуть, потому что вы должны знать, как этого избежать.
Четыре распространенные причины включения шлака (согласно этой статье Школы сварки Талсы):
- Неправильное размещение сварного шва
- Неправильное подвод тепла к сварному шву
- Неправильный угол хода или скорость
- Не зачистка сварного шва между проходами дуги вдоль зоны сварки
Угол сопротивления , который вы выбираете для сварки сердечником из флюса , должен составлять от 15 до 45 градусов, если вы выполняете сварку под прямым, горизонтальным и верхним углами.Если вы выполняете сварку в вертикальном верхнем положении, вам нужно поддерживать угол лобового сопротивления от 5 до 15 градусов.
Поддерживайте постоянную и постоянную скорость движения. Слишком медленное перемещение приведет к включению шлака. Как всегда, следуя рекомендациям производителя в отношении размера машины и выбора проволоки, следует избегать дефектов сварки, таких как включения шлака.
Вам нужен газ с флюсовой сваркой сердечника?
Вам не нужно использовать внешний защитный газ для порошковых сварочных аппаратов, при условии, что вы используете самозащитную флюсовую проволоку.С другой стороны, сварочная проволока MIG в защитном газе требует использования внешнего защитного газа для защиты сварного шва.
Самозащитные флюсовые проволоки
Самозащитные флюсовые проволоки не требуют использования внешнего защитного газа для защиты сварного шва. Флюсовый компаунд, расположенный внутри сплошного полого проволочного электрода, должным образом защищает сварочную ванну. Этот флюсовый состав образует газ при взаимодействии со сварочной дугой.
Самоэкранированная порошковая проволока обычно обозначается аббревиатурой FCAW-S, где буква «S» на конце указывает операторам на их способность к самозащите. Эти сварочные проволоки заправлены для использования на открытом воздухе, где сильный ветер в противном случае помешал бы надлежащему экранированию сварочной ванны (ознакомьтесь с этой статьей Lincoln Electric).
Их химический состав способствует тому, что самозащитные флюсовые проволоки становятся более чувствительными к напряжению, чем их газозащитные аналоги. В результате электроды FCAW-S требуют источника питания постоянного напряжения (CV) для обеспечения хорошей стабильности дуги.
Оборудование постоянного напряжения (CV) работает от постоянного тока (DC).Если ваш сварочный аппарат не классифицируется как аппарат CV, то это аппарат CC, что означает «постоянный ток».
Провода для сварки MIG в газовой среде
Провода для сварки MIG в газовой среде необходимо использовать вместе с подачей недорогого защитного газа, либо 100% диоксида углерода (CO 2 ), либо смеси аргона (Ar) и Углекислый газ. Типичная смесь включает 75% аргона, остальное — диоксид углерода.
Если вы используете 100% углекислый газ в качестве защитного газа, вы заметите, что образуется больше брызг и шаровидный перенос, отмеченный сварным валиком, который превращается в большие капли, часто превышающие диаметр используемой сварочной проволоки. Узнайте, как уменьшить разбрызгивание.
Узнайте, как уменьшить разбрызгивание.
Увеличение количества аргона в смеси приводит к тому, что способ переноса становится менее глобальным по своей природе до такой степени, что он почти похож на распылитель. Использование аргона в составе смеси защитных газов упрощает контроль наплавленного металла шва, если концентрация аргона поддерживается на уровне примерно 80% или меньше.
Обратной стороной использования сварки MIG в среде защитного газа по сравнению со сваркой сердечником из самозащитного флюса является то, что может быть трудно использовать защитный газ на открытом воздухе, особенно в ветреную погоду. Однако газовая защита действительно пригодится, когда приходит время сваривать более толстые металлы.
Что можно сваривать с флюсовым сердечником?
Сварка сердечником под флюсом, безусловно, практична для тех, кто ищет формат сварки с широким спектром областей применения. Этот метод сварки обязан своей универсальностью сварочной проволоке, которая может работать на открытом воздухе так же эффективно, как и в помещении. Кроме того, если у вас есть сварочное оборудование MIG, вы можете использовать его для сварки сердечником под флюсом.
Сварка сердечником под флюсом полезна для сварки:
Общий ремонт
Проволока для сварки сердечником под флюсом обеспечивает большее проникновение в основные металлы по сравнению с другими методами сварки. Это также позволяет увеличить производительность наплавки. Сварка
FCAW, как в самозащите, так и в среде защитного газа, на самом деле лучше всего подходит для сварки толстых материалов толщиной не менее 20 калибра. Примеры таких материалов включают нержавеющую сталь, углеродистую сталь, низколегированные стали, чугун и сплавы с высоким содержанием никеля.
Какая сварочная проволока с флюсовым сердечником самая лучшая?
E71T-GS — одна из самых популярных сварочных проволок с флюсовым сердечником. Это самозащитный проволочный сердечник , который можно использовать во всех положениях. Он обычно используется для ремонта кузовов автомобилей, сельскохозяйственного оборудования, резервуаров и неструктурных конструкций.
Он обычно используется для ремонта кузовов автомобилей, сельскохозяйственного оборудования, резервуаров и неструктурных конструкций.
Эта проволока подходит для сварки:
- Тонких углеродистых сталей и углеродисто-марганцевых сталей
- Гальванизированных сталей
- Общие ремонтные работы небольшое количество брызг и легко удалить шлак со сварной детали. Из-за малого проникновения дуги в основной металл он специально разработан для текущего ремонта. Характеристики самозащиты делают ее идеальной сварочной проволокой для ремонта строительной и сельскохозяйственной техники в полевых условиях.
Эта сварочная проволока также является фаворитом среди сварщиков в домашних мастерских , потому что с ней, как во сне, работают 110-вольтовые сварочные аппараты, которые часто являются центральным элементом сварочных работ своими руками.
Проволока с флюсовым сердечником, хорошо подходящая для нержавеющей стали
Сварка MIG — это метод сварки, который обычно используется для сварки нержавеющей стали.
Проволока серии ER 308L чаще всего используется для сварки большинства нержавеющих сталей. Высококачественные нержавеющие стали свариваются сварочной проволокой серии ER 316L, а серия ER 309L используется для сварки нержавеющей стали с другими деталями из стали.Обычно сварочная проволока MIG в защитном газе используется для сварки деталей из нержавеющей стали со смесями аргона и диоксида углерода, используемыми в защитном газе. Вы также можете найти самозащитную проволоку с флюсовым сердечником, пригодную для сварки деталей из нержавеющей стали.
Флюсовая проволока Blue Demon 308LFC-O дает сварщикам возможность сваривать детали из нержавеющей стали без использования защитного газа. Может использоваться в плоском и горизонтальном положениях сварки и совместим с DC + (постоянный ток положительный).
Может использоваться для сварки нержавеющей стали серии 300 до нержавеющей стали 308L. Нержавеющие стали серии 300 обычно используются в автомобильной и строительной промышленности.
Проволока с флюсовым сердечником 308LFC-O также может использоваться для сварки нержавеющей стали серии 430.Флюсовый сердечник может сваривать оцинкованную сталь
Проволока с флюсовым сердечником может использоваться для сварки деталей из оцинкованной стали, в то время как обычная сплошная проволока MIG не может этого сделать. Состав проволоки с флюсовым сердечником позволяет успешно сваривать гальванизированную сталь.
Если вы планируете сварку оцинкованной стали, вам следует обратить особое внимание на выбранную вами проволоку с флюсовым сердечником. Некоторые типы проволоки с флюсовым сердечником специально разработаны для совместимости с оцинкованной сталью.
E71T-11 — это рекомендуемая проволока с флюсовым сердечником для сварки деталей из оцинкованной стали. Он также хорошо работает с тонкостенными низкоуглеродистыми сталями.
Сварка МИГ лучше, чем сердечник из флюса?
Сварка сердечником под флюсом намного удобнее, чем сварка MIG, потому что вам не нужно использовать защитный газ для обеспечения устойчивости сварного шва.
Сварка сердечником флюсом, безусловно, является предпочтительным методом при сварке на открытом воздухе. Есть обстоятельства, при которых сварка MIG является более подходящим методом.Один метод не обязательно лучше другого, но есть обстоятельства, при которых одна сварка MIG сплошной проволокой может оказаться более подходящей, чем сварка сердечником из флюса.
Обстоятельства, при которых сварка MIG может быть подходящим вариантом:
- Если металл, который вы свариваете, имеет толщину менее 3/16 дюйма
- Если для вас важно создание сварного шва с чистой поверхностью
- Вам нужно уложить валик сварного шва, который можно будет легко закрасить, не удаляя лишний шлак.
Использование сварочной проволоки MIG для сварки оцинкованной стали практически невозможно. Американская ассоциация гальванизаторов рекомендует сварщикам удалять защитное цинковое покрытие с оцинкованной стали перед тем, как продолжить.
Тогда вам следует избегать использования 100% смеси углекислого газа, чтобы избежать чрезмерного разбрызгивания.Вы обнаружите, что порошковая проволока значительно более эффективна для сварки оцинкованной стали. Почти каждый кусок металла, предназначенный для хранения на открытом воздухе, в том числе забор из звеньев цепи, оцинкован.
Проволока с сердечником из флюса позволяет успешно сваривать оцинкованные детали благодаря химическому составу флюса. Поглотители и флюсы могут улучшить сварной шов. Они помогают предотвратить проблемы пористости и растрескивания, которые наблюдаются при сварке куска оцинкованного металла с использованием проволоки MIG.
Сварка TIG лучше, чем сердечник из флюса?
TIG — это сокращение от Tungsten Inert Gas, сварочный процесс, который официально называется дуговой сваркой вольфрамовым электродом (GTAW). Вольфрамовый электрод, используемый в процессе, является неплавящимся электродом. Прочтите эту статью, чтобы узнать больше о сварке TIG.
Как и сварка MIG, — это метод сварки, который требует использования защитного газа для предотвращения разрушения сварочной ванны из-за проблем с пористостью.Аргон — это инертный газ, который часто используется при сварке TIG.
Тот факт, что вольфрамовый электрод является неплавящимся, позволяет сварщику соединять металлические детали друг с другом без использования присадочного металла, хотя присадочные металлы все равно используются часто. Сварку TIG можно использовать при сварке металлических швов, что позволяет получить более чистую зону шва.
Одно предостережение в отношении сварки TIG заключается в том, что для сварки требуются более совершенные навыки сварки , чем для сварки MIG и сварки сердечником под флюсом. Вы должны позаботиться о том, чтобы не перегреть сварной шов, поскольку это может привести к трещинам от напряжения и другим подобным дефектам в готовом сварном шве.
Сварка TIG также не очень эффективна при сварке более толстых металлических деталей.
Если вы свариваете деталь толщиной примерно 3/16 дюйма или толще, то лучше всего подойдет сварка сердечником из флюса. Сварка TIG была изобретена для сварки тонких металлов в таких областях, как авиакосмическая промышленность. Это замечательно для некоторых металлов и определенных толщин, но не для всех. Кроме того, это лучше всего работает, когда вы можете выполнить обратную продувку при сварке TIG. Узнайте, почему продувка спины — это круто.В общем, сварка сердечником флюсом — это уникальный, простой в освоении, универсальный метод сварки, который может работать там, где другие методы не могут.Если вы в основном работаете на улице и занимаетесь вышеупомянутыми позициями, стоит проверить сварочные работы дома или на ферме. Спасибо за чтение и продолжайте копить копейки!
СВАРКА СИСТЕМАМИ МИГ И ПОТОКАМИ И ДУГОВАЯ СВАРКА
Добро пожаловать на крупнейший в мире веб-сайт по сварке MIG, порошковой сваркой и сваркой TIG. Контроль сварочного процесса и передовые методы сварки.
Чтобы выяснить первопричину проблем сварки GMAW (MIG) и порошковой сваркой (FCAW), требуется система управления сварочным процессом — передовой опыт и множество возможностей Weld Reality.Сайт предоставляет информацию и данные о сварных швах MIG — Flux Cored и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки при минимально возможных затратах на сварку.Этот веб-сайт был впервые создан в 1997 году Эдом Крейгом. Свяжитесь с Эд. [email protected]
МИГ СВАРКА И ДУГОВАЯ СВАРКА И ДУГОВАЯ СВАРКА «. Автор: Эд Крейг
www.weldreality.comКогда сварка черных сталей отсутствие плавления и блуждание сварного шва могут быть вызваны неконтролируемый прогиб дуги, «дуга дуги».
Удар дуги может быть
результат искажения магнитных полей, создаваемых сварочным током. Реакция магнитного поля вокруг наконечника проволоки MIG и протекания тока в пластине к кабелю обратного тока может быть достаточно, чтобы отклонить дуговая плазма и наплавка. Уменьшение отклонения магнитного поля тока дуги можно уменьшить, расположив кабель обратного тока так, чтобы сварка всегда к заземляющему зажиму или от него.
Арка Удар отвечает за многие проблемы при сварке, от неравномерных сварных швов до подрез сварного шва и непостоянный провар или пористость сварного шва. Удар дуги особенно часто встречается в роботизированных ячейках MIG, подверженных влиянию приспособлений и их множества подключения проводимости к заземленным частям. Слишком часто возникает дуга. не диагностирована как причина конкретной проблемы сварного шва, особенно в роботизированной ячейке.
Выдувание дуги наиболее заметно в сильноточном режиме струйной сварки MIG с открытой дугой.
и, в гораздо меньшей степени, импульсные режимы передачи MIG. Удар дуги также является обычным явлением
для сварочных швов с флюсовой сердцевиной и для сварки на постоянном токе и сварке SMAW> 230 ампер. В Открытая дуга MIG и порошковой проволокой, режимы переноса сварного шва, поток сварочного шва каскадируется в осевом направлении через плазму дуги. Электроны перемещаются от отрицательной работы к положительной. анод.Удар дуги вызовет отклонение дуговой плазмы и сварочного потока, вызывая дуга блуждать. Наиболее распространены отклонения дуги вперед и назад
ВПЕРЕД УДАР ДУГИ.
Нападающий дуга обычно возникает при сварке вдали от земли.НАЗАД УДАР ДУГИ.
Обратный подрыв дуги возникает при сварке по направлению к концу сварного шва
в в угол или к земле.МАГНИТНЫЙ УДАР ДУГИ.
В в сварочной цепи MIG, электроны, в отличие от тока, движутся от земли, через работу, через дугу, вверх через электродную проволоку и обратно к источник питания.Поток электронов (тока) заставляет магнитное поле окружать проводник (наконечник электродной проволоки). Подрыв магнитной дуги вызывает дисбаланс в магнитное поле, окружающее плазму дуги MIG.
Магнитный На возникновение дуги влияет множество факторов.
Назовем лишь некоторые из них, на дугу влияет
посредством;
* величина используемого сварочного тока,
* размер, соединения и длина заземляющего кабеля,
* расположение заземления,
* расположение дуги,
* сварной элемент размер,
* форма и тип сварного материала,
* компоненты приспособления,
* близость стальных незаземленных компонентов к заземленным частям,
* сварные зазоры,
* стали в приспособлении обладают высокой магнитной проницаемостью.
* никелевые сплавы.
* глубина сварного шва.
* длина дуги.
А ПРОСТОЙ ПРИМЕР, КАК МОЖЕТ ПРОИЗОЙТИ УДАР ДУГИ ВПЕРЕД И НА
НАЗАД.Многие из вас знают одну из наиболее распространенных причин дуги, сварку MIG спреем.
угловой шов по направлению к внутреннему углу, чтобы уменьшить дугу при движении по направлению к
тот угол;
[a] использование более низкого сварочного тока поможет уменьшить дугу,
[b] измените положение земли,
[c] или попробуйте сваривать от внутреннего угла наружу использование тыльной руки вместо техники передней руки.
[d] Если вы использовали импульсную сварку MIG передачи, более низкий средний импульсный сварочный ток уменьшит магнитное поле.Если вы когда-либо вели сварку под флюсом (SAW) и использовали более одного проволочного электрода, вы бы знали, как магнитное поле взаимодействует между проводами и перемешивает сварочные лужи. В этой ситуации вы скоро поймете, насколько важны наземное размещение есть.Преодоление нарушений магнитной дуги в Twin Wire MIG сварка, постоянный ток положительной полярности с импульсным переносом может использоваться с одной проволокой и дуга переменного тока для второго провода.
Также можно использовать два импульсных режима с пиковым
и фоновое заземление устанавливается по-разному через электронику источника питания. Как мы видим
больше использования электронных источников питания переменного тока MIG, два источника питания переменного тока могут использовать
использование другого фазового сдвига или соединения Скотта для минимизации дуги. переменного тока ток снижает дугу. Реверс сварочного тока создает вихревые токи. в свариваемом металле. Поля, создаваемые вихревыми токами, минимизируют сила магнитного поля. Напряженность магнитного поля также пропорциональна к квадрату используемого сварочного тока.
THE ТЕПЛОВОЕ ВОЗДЕЙСТВИЕ НА УДАР.
При сварке MIG и порошковой сваркой возникают катодные пятна на рабочей поверхности или поверхности шва. Катодные пятна переносят электроны через дугу к анодным пятнам на наконечник электродной проволоки. Для стабильной дуги MIG физика струйного переноса дуги MIG требует что горячие точки катода и анода поддерживают непрерывный, непрерывный поток электронов. Чем выше скорость сварки MIG, тем легче увидеть плазму дуги. отставание привлекается к более горячему месту сварного шва, а не к холодному участку перед проводом.
Запаздывающая дуга плазма предпочитает горячий шов, а не продвигается на
вперед в холодно неизвестно.А небольшая задержка плазмы обычно не является проблемой при ручной сварке MIG, однако автоматическая и роботизированная сварка MIG, особенно стыковые швы с высокой скоростью сварки и <3/16 филе, запаздывание плазмы при добавлении к другим магнитным сбоям может вызывают нестабильность дуги и сварного шва.
Это причина того, почему аргон высокой энергии
— 20-процентная смесь CO2, лучше подходит для высокоскоростных приложений, чем более низкая
энергия (более узкая, менее плотная, менее энергоемкая плазма) смесь 10% CO2, смесь кислорода аргона
или три смеси, содержащие <10 CO2 и кислород.
* Используйте проволоку меньшего диаметра с меньшим сварочным током (сделайте дугу более сильной).
СНИЖЕНИЕ УДАРА ДУГИ. Вот несколько вещей, которые вы можно сделать, чтобы уменьшить влияние дуги MIG.
* Уменьшите напряжение сварочного шва MIG или флюсом, чтобы уменьшить длину дуги, интенсивность).
* Добавьте больше зажимов и улучшите допуски деталей, чтобы уменьшить сварной шов зазоры в детали.
* Добавьте больше сварных прихваток и увеличьте прихваты.
* Изменить направление сварки.
* Измените последовательность сварки.
* Добавить дополнительную землю кабели или оберните кабели вокруг детали или приспособления.
* При использовании распылительного переноса и проблемы с магнитным полем не решены, попробуйте переменный ток.
* Вместо спрея MIG использовать импульсный MIG.
* Если сварная деталь находится в приспособлении, увеличьте или измените пятна контакта металлических приспособлений.
* Помните, что стальные приспособления могут намагничиваться через некоторое время.
* Стальная арматура с токопроводящими металлическими вставками, такими как алюминий или медь может вызвать магнитные нарушения.
* Создайте равную массу в приспособлении дизайн.
* При использовании смесей аргона и кислорода или аргона с <10 CO2 попробуйте аргон От 15 до 20 CO2.
Если Если вы хотите стать экспертом в области управления сварочным процессом, ознакомьтесь со следующими ресурсами.
Сварочный аппарат с подачей порошковой проволоки на Grizzly.com
Этот сварочный аппарат с механизмом подачи проволоки может работать где угодно — даже на улице в ветреный день — без необходимости использования большого баллона защитного газа!
Сварочный аппарат G0879 для порошковой сварки — это идеальный вариант, который можно брать куда угодно, как по удобству, так и по мощности.Работать с G0879 действительно так же просто, как переносить легкий сварочный аппарат весом 38 фунтов на строительную площадку, подключать его к электросети, прикреплять зажим заземления — и вы готовы к сварке!
Если вы новичок в сварке, дуговая сварка порошковой проволокой (FCWA или FCA) — один из самых простых в освоении сварочных процессов — для получения красивых сварных швов требуется меньше подготовки материала и меньше оборудования.
Сварочные аппараты с флюсовым сердечником могут производить более чистые сварные швы, чем сварка штучной сваркой, и обеспечивают превосходный контроль сварочной ванны даже на более тонких металлах.Все, что вам нужно, находится в вашей руке благодаря удобной рукоятке и переключателю ВКЛ / ВЫКЛ, активируемому пальцами, что упрощает выполнение сварочных работ в горизонтальном, вертикальном и верхнем положении в нерабочем положении. Если вы ремонтируете стальные въездные ворота дома, укрепляете ковшовый погрузчик трактора в сарае или просто работаете под автомобилем на подъездной дорожке, это очень удобный сварочный аппарат для ваших нужд.
При использовании проволоки с флюсовым сердечником диаметром 0,030 дюйма или 0,035 дюйма нет необходимости в защитном газе, который может быть удален из рабочей зоны при сварке на открытом воздухе.Вместо этого порошковая проволока создает собственный карман для защитного газа, помогая сохранить сварной шов без пористости во время работы и оставляя после себя ровный слой защитного шлака по мере охлаждения сварного шва.
Вы будете готовы сваривать сталь толщиной до 3/16 дюйма со стандартной розеткой на 120 В. Настройка «Высокий / Низкий» упрощает работу и обеспечивает 70 А на Высоком уровне или 60 А на Низком, при этом рабочий цикл удваивается.
На G0879 предоставляется годовая гарантия, покрывающая заводские дефекты и запасные части.Гарантия не распространяется на расходные материалы, такие как насадки. Техническая поддержка для этого оборудования осуществляется группой технической поддержки в США.
Руководство G0879 было написано нашим отделом технической документации в США и содержит полезную информацию. Полное и легко читаемое руководство содержит подробные инструкции по сборке и обслуживанию сварочного аппарата.
Сертификат CSA
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Входная мощность: 120 В
- Выходной ток / рабочий цикл (низкий): 20% при 60 А
- Выходной ток / рабочий цикл (высокий): 10% при 70 А
- Максимальная толщина материала: 3 / 16 «
- Диаметр проволоки: 0. 030 «и 0,035»
- Класс защиты: IP21
- Общий размер: 17-3 / 4 «Д x 9-1 / 2» Ш x 15-3 / 4 «В
- Вес: 38 фунтов
Примечание : Цвет товара может отличаться от
. Подготовка к сертификации дуговой сварки сердечника флюса, сертификат пути карьеры
PCC / Программы / Сварочные технологии / Подготовка к сертификации дуговой сварки сердечника флюса, сертификат пути карьеры
Welding Career Pathways подготовит вас к развитию навыков решения проблем, восстановления и аналитических навыков.Это отличный вариант для тех, кто хочет присоединиться к сфере, в которой есть много возможностей для приобретения рыночных навыков, которые приведут к дальнейшему продвижению.
Информация о награде
Степени и сертификаты по количеству семестров Премия Длина Право на получение финансовой помощи В настоящее время принимают студентов? Сертификат карьерного роста: Подготовка к сертификации по дуговой сварке с флюсом Менее 1 года Ограниченный вход, посмотрите, как
попасть в эту программуУзнайте больше о сварке и всех 15 наградах доступно »
Курсы
Список курсов на 2021-2022 каталожный год.
Список курсов Код Название Кредиты WLD 136A Начало сварки проволокой 3 WLD 136B Базовая сварка проволокой 3 WLD 141 Дуговая сварка WLD 141 904 с защитным газомWLD 142 Дуговая сварка порошковой проволокой II (самозащитная) 4 Всего кредитов 14 Получите степень
Свидетельства о карьере сварщика приводят к получению дополнительных сертификатов и ученых степеней.Продолжайте образование, чтобы дать себе больше возможностей для работы и карьерного роста.
Стоимость программы
Воспользуйтесь калькулятором стоимости, чтобы узнать приблизительную стоимость.
За более подробной информацией обращайтесь к Аннет Мерфи (Рок-Крик) или Салу Кастанеде (Лебединый остров).Это для меня?
СертификатCareer Pathway предназначен для выпускников средней школы и приравненных к ним выпускников. Если вы не соответствуете всем рекомендациям по размещению, свяжитесь с нами, чтобы узнать о других вариантах.
Не совсем готовы подать заявку?
Мы можем помочь вам получить необходимую информацию.
лучших сварщиков сердечника под флюсом | Безгазовые сварочные аппараты MIG
Аппаратыдля сварки сердечников под флюсом или безгазовые сварочные аппараты MIG станут отличным дополнением к вашей мастерской. Это один из самых портативных аппаратов, и для начала сварки им не нужен газ.
Отсутствие защитного газа и портативность делают их хорошим вариантом для сварки на открытом воздухе, а также могут сэкономить деньги на газе и освободить место в гараже.
Обратной стороной машины с флюсовым сердечником по сравнению со сварочным аппаратом MIG или TIG является то, что вам придется проделать немного больше работы, чтобы убрать брызги со сварного шва после того, как вы закончите.В этой статье рассматривается наш лучший выбор для сварщиков сердечников из флюса на рынке.
Все эти сварочные аппараты выполняют только безгазовую сварку MIG , к этим аппаратам нельзя подключить газовый баллон.
Лучшие сварщики сердечников под флюсом
Щелкните любую из ссылок ниже, чтобы найти сварочный аппарат, который лучше всего подходит для ваших нужд.
Лучший универсальный
Наш лучший выбор для лучшего сварочного аппарата с флюсовым сердечником — Forney Easy Weld 261, он отвечает всем требованиям для отличного сварщика, он мощный, легкий, хорошо работает и доступен по приемлемой цене.Он работает до 140 А и заявляет, что он может сваривать сталь до 1/4 дюйма, на самом деле он может делать 1/4 дюйма на ветру, так что вы можете получить от этой машины немного больше, если хотите.
Рабочий цикл составляет 30% при 90 А, и вы можете использовать проволоку 0,30 и 0,35 дюйма с роликами 2 фунта и 10 фунтов, что делает его универсальным и мощным.Это инверторный блок, поэтому он весит всего 19 фунтов, несмотря на цельнометаллический корпус, что делает его одним из самых легких на рынке. Это делает его идеальным для всех, кто ищет сварочный аппарат для сердечника из флюса для ремонта и технического обслуживания и нуждается в чем-то портативном.Аппарат действительно прост в использовании, что делает его отличным сварщиком для начинающих. Все, что вам нужно сделать, это установить напряжение и скорость провода, и все готово.
В целом, при всестороннем соотношении цены и возможностей, мы не думаем, что вы сможете превзойти это. Он отлично подходит как для начинающих, так и для более опытных сварщиков, которым нужен надежный портативный аппарат для безгазовой сварки MIG в своей мастерской.
Технические характеристики
Марка Форни Модель Easy Weld 261 140FC-i Тип процесса Сердечник флюса Диапазон силы тока (A) 25–140 Рабочий цикл 30% при 90 А Входное напряжение (В) 110 В Масса (фунты) 19 Размеры (дюймы) 16. 75 х 8,125 х 12Плюсы
- Легкий и портативный
- 140A сварка до 1/4 ″
- Может работать с рулонами проволоки весом 2 и 10 фунтов
- Можно использовать провод 0,30 и 0,35
- Хорошее соотношение цены и качества
- Устройство безопасности холодного контактора
- Гарантия 12 месяцев
Минусы
- Есть более дешевые модели
- Не входит в тройку крупных брендов
2.Хобарт 500572 Обработчик 100
Еще один замечательный аппарат для сварки сердечников из флюса — Hobart Handler 100. Нам нравится линейка Handler, и этот аппарат ничем не отличается: он доступен по цене, надежен и обеспечивает отличные гладкие сварные швы. Это трансформаторный сварщик, поэтому он примерно в 3 раза тяжелее модели Forney. Но, возможно, вам будет легче отремонтировать, если он поврежден.
Если портативность не является проблемой и вам просто нужен сварочный аппарат для сердечника из флюса для гаража, который будет установлен на сварочной тележке, тогда это отличный выбор.Он не такой мощный, как модель Forney, но при 30–100 А предлагает приличный диапазон мощности и способен сваривать 18-ga.до 3/16 ″, что делает его отличным выбором для более тонкой стали. На проволоке Хобарта не так много брызг, и ее не так сложно убрать.
На машине имеется четыре настройки выходного напряжения для регулировки различной толщины и бесконечной скорости подачи проволоки. Вам просто нужно установить их, и все готово. Вы можете использовать проволоку 0,30 и 0,35 с катушками диаметром 4 или 8 дюймов. Он также имеет встроенный контактор, который сохраняет провод в горелке электрически «холодным», когда он не сваривает. Это помогает в использовании и является хорошей мерой безопасности.В целом, это отличный сварочный аппарат для сердечников из флюса, если портативность не является ключевым фактором, но вам нужен надежный и универсальный аппарат.
Технические характеристики
Марка Хобарт Модель Погрузочное устройство 100 Тип процесса Сердечник флюса Диапазон силы тока (A) 30–100 Рабочий цикл 20% при 80 А Входное напряжение (В) 110 В Масса (фунты) 44 Размеры (дюймы) 13.5 х 10 х 16 Плюсы
- Гарантия 3 года
- Добротная
- Хорошая производительность
- Для катушек 4 или 8 дюймов
- Хорошее соотношение цены и качества
- Сварные швы 18-га. до 3/16 ″
Минусы
- Не очень портативный
- Подходит только для тонкого металла
Лучший бюджетный аппарат для сварки стержней под флюсом
Этот легкий аппарат для сварки сердечников из флюса отлично подходит, если вы просто ищете дешевый аппарат для сварки сердечников из флюса для периодических ремонтных работ.
Он имеет корпус из нержавеющей стали и весит всего 18 фунтов. На передней панели вы не можете регулировать подачу проволоки и диаметр, дисплей позволяет вам просто выбирать из металла толщины от 0,5 мм (24 га) до 4 мм (5/32 ″), так что сварка 1/8 ″ будет красивой и гладкой. . Он имеет приличный рабочий цикл при 35% при 120 А с защитой от тепловой перегрузки.
Подходящий диаметр проволоки 0,6-0,8 мм, катушка 0,31 фунта. Инструкции по настройке аппарата не очень хороши, поэтому, вероятно, будет лучше, если вы не впервые используете сварочный аппарат с механизмом подачи проволоки.В целом, это приличная машина по хорошей цене, отлично подходит для портативной машины для самостоятельного ремонта.
Технические характеристики
Марка Display4top Модель MIG130 PLUS Тип процесса Сердечник флюса Диапазон силы тока (A) 30–120 Рабочий цикл 35% при 120 А Входное напряжение (В) 110 В Масса (фунты) 18 Размеры (дюймы) 17. 8 х 12,1 х 11,7Плюсы
- Легкий и портативный
- Действительно дешево
- Кисть и проволока в комплекте
Минусы
- Недорого
- Непонятные инструкции
4. Lincoln K2278-1 Handy Core
Лучшее для тонкого металла
Lincoln Handy Core — это высококачественный аппарат для сварки сердечников из флюса.Он потребляет мощность 120 В и имеет диапазон силы тока только 35-88 А, но может сваривать сталь 18га и 1/8 дюйма. Это отличный аппарат для легких ремонтных работ и сварки более тонкой стали в гараже. Он рассчитан на проволоку 0,35 и поставляется с катушкой весом 1 фунт, отбойным молотком и щеткой для удаления шлака. Он также поставляется со сварочным шлемом, но на самом деле вам понадобится лучший сварочный шлем с автоматическим затемнением, вы можете купить его по очень низкой цене на Amazon.
На передней панели находятся 10 настроек скорости подачи проволоки и четыре настройки напряжения.Линкольн объясняет, какие настройки оптимальны для каждой толщины металла, что делает его хорошим выбором для новичков.
Это более тяжелый сварочный аппарат — 46 фунтов, поэтому мы отметили его портативность, но если вы используете его исключительно в своей мастерской, то на него стоит обратить внимание. Просто обратите внимание, что он не такой мощный, мы рекомендуем, если вы думаете, что можете сваривать более толстую сталь, получить что-то с немного большей мощностью, чтобы вам не приходилось покупать снова в будущем.
В целом, это хороший сварочный аппарат для начинающих и тех, кто ищет надежный сварочный аппарат для сварки флюсовых стержней для сварки более тонких сталей.
 Проволока серии ER 308L чаще всего используется для сварки большинства нержавеющих сталей. Высококачественные нержавеющие стали свариваются сварочной проволокой серии ER 316L, а серия ER 309L используется для сварки нержавеющей стали с другими деталями из стали.
Проволока серии ER 308L чаще всего используется для сварки большинства нержавеющих сталей. Высококачественные нержавеющие стали свариваются сварочной проволокой серии ER 316L, а серия ER 309L используется для сварки нержавеющей стали с другими деталями из стали. Проволока с флюсовым сердечником 308LFC-O также может использоваться для сварки нержавеющей стали серии 430.
Проволока с флюсовым сердечником 308LFC-O также может использоваться для сварки нержавеющей стали серии 430. Сварка сердечником флюсом, безусловно, является предпочтительным методом при сварке на открытом воздухе. Есть обстоятельства, при которых сварка MIG является более подходящим методом.
Сварка сердечником флюсом, безусловно, является предпочтительным методом при сварке на открытом воздухе. Есть обстоятельства, при которых сварка MIG является более подходящим методом. Тогда вам следует избегать использования 100% смеси углекислого газа, чтобы избежать чрезмерного разбрызгивания.
Тогда вам следует избегать использования 100% смеси углекислого газа, чтобы избежать чрезмерного разбрызгивания.
 Если вы свариваете деталь толщиной примерно 3/16 дюйма или толще, то лучше всего подойдет сварка сердечником из флюса. Сварка TIG была изобретена для сварки тонких металлов в таких областях, как авиакосмическая промышленность. Это замечательно для некоторых металлов и определенных толщин, но не для всех. Кроме того, это лучше всего работает, когда вы можете выполнить обратную продувку при сварке TIG. Узнайте, почему продувка спины — это круто.
Если вы свариваете деталь толщиной примерно 3/16 дюйма или толще, то лучше всего подойдет сварка сердечником из флюса. Сварка TIG была изобретена для сварки тонких металлов в таких областях, как авиакосмическая промышленность. Это замечательно для некоторых металлов и определенных толщин, но не для всех. Кроме того, это лучше всего работает, когда вы можете выполнить обратную продувку при сварке TIG. Узнайте, почему продувка спины — это круто. Чтобы выяснить первопричину проблем сварки GMAW (MIG) и порошковой сваркой (FCAW), требуется система управления сварочным процессом — передовой опыт и множество возможностей Weld Reality.Сайт предоставляет информацию и данные о сварных швах MIG — Flux Cored и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки при минимально возможных затратах на сварку.
Чтобы выяснить первопричину проблем сварки GMAW (MIG) и порошковой сваркой (FCAW), требуется система управления сварочным процессом — передовой опыт и множество возможностей Weld Reality.Сайт предоставляет информацию и данные о сварных швах MIG — Flux Cored и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки при минимально возможных затратах на сварку. Выдувание дуги наиболее заметно в сильноточном режиме струйной сварки MIG с открытой дугой.
и, в гораздо меньшей степени, импульсные режимы передачи MIG. Удар дуги также является обычным явлением
для сварочных швов с флюсовой сердцевиной и для сварки на постоянном токе и сварке SMAW> 230 ампер.
Выдувание дуги наиболее заметно в сильноточном режиме струйной сварки MIG с открытой дугой.
и, в гораздо меньшей степени, импульсные режимы передачи MIG. Удар дуги также является обычным явлением
для сварочных швов с флюсовой сердцевиной и для сварки на постоянном токе и сварке SMAW> 230 ампер. 
 угловой шов по направлению к внутреннему углу, чтобы уменьшить дугу при движении по направлению к
тот угол;
угловой шов по направлению к внутреннему углу, чтобы уменьшить дугу при движении по направлению к
тот угол;  Также можно использовать два импульсных режима с пиковым
и фоновое заземление устанавливается по-разному через электронику источника питания. Как мы видим
больше использования электронных источников питания переменного тока MIG, два источника питания переменного тока могут использовать
использование другого фазового сдвига или соединения Скотта для минимизации дуги.
Также можно использовать два импульсных режима с пиковым
и фоновое заземление устанавливается по-разному через электронику источника питания. Как мы видим
больше использования электронных источников питания переменного тока MIG, два источника питания переменного тока могут использовать
использование другого фазового сдвига или соединения Скотта для минимизации дуги. 
 Это причина того, почему аргон высокой энергии
— 20-процентная смесь CO2, лучше подходит для высокоскоростных приложений, чем более низкая
энергия (более узкая, менее плотная, менее энергоемкая плазма) смесь 10% CO2, смесь кислорода аргона
или три смеси, содержащие <10 CO2 и кислород.
Это причина того, почему аргон высокой энергии
— 20-процентная смесь CO2, лучше подходит для высокоскоростных приложений, чем более низкая
энергия (более узкая, менее плотная, менее энергоемкая плазма) смесь 10% CO2, смесь кислорода аргона
или три смеси, содержащие <10 CO2 и кислород. 

 Сварочные аппараты с флюсовым сердечником могут производить более чистые сварные швы, чем сварка штучной сваркой, и обеспечивают превосходный контроль сварочной ванны даже на более тонких металлах.
Сварочные аппараты с флюсовым сердечником могут производить более чистые сварные швы, чем сварка штучной сваркой, и обеспечивают превосходный контроль сварочной ванны даже на более тонких металлах.
 030 «и 0,035»
030 «и 0,035»
 За более подробной информацией обращайтесь к Аннет Мерфи (Рок-Крик) или Салу Кастанеде (Лебединый остров).
За более подробной информацией обращайтесь к Аннет Мерфи (Рок-Крик) или Салу Кастанеде (Лебединый остров). Обратной стороной машины с флюсовым сердечником по сравнению со сварочным аппаратом MIG или TIG является то, что вам придется проделать немного больше работы, чтобы убрать брызги со сварного шва после того, как вы закончите.
Обратной стороной машины с флюсовым сердечником по сравнению со сварочным аппаратом MIG или TIG является то, что вам придется проделать немного больше работы, чтобы убрать брызги со сварного шва после того, как вы закончите. Рабочий цикл составляет 30% при 90 А, и вы можете использовать проволоку 0,30 и 0,35 дюйма с роликами 2 фунта и 10 фунтов, что делает его универсальным и мощным.
Рабочий цикл составляет 30% при 90 А, и вы можете использовать проволоку 0,30 и 0,35 дюйма с роликами 2 фунта и 10 фунтов, что делает его универсальным и мощным. 75 х 8,125 х 12
75 х 8,125 х 12 Если портативность не является проблемой и вам просто нужен сварочный аппарат для сердечника из флюса для гаража, который будет установлен на сварочной тележке, тогда это отличный выбор.
Если портативность не является проблемой и вам просто нужен сварочный аппарат для сердечника из флюса для гаража, который будет установлен на сварочной тележке, тогда это отличный выбор.

 8 х 12,1 х 11,7
8 х 12,1 х 11,7