Как сваривать профильную трубу Советы для новичков | Ручная дуговая сварка
Источник Яндекс картинкиВсех приветствую . Как сваривать профильную трубу ? Это наверное самый вопросный из всех вопросов у новичков в сварке ! В наше время профильная труба стала самым ходовым материалом для изготовления разных сварочных конструкций — как в быту , так и на производстве серьезных и габаритных изделий из металла .
Источник Яндекс картинкиИсточник Яндекс картинкиНо нам , как новичкам интересна сварка профильной трубы для своих бытовых нужд . Для дома , дачи нам необходимо сделать забор ,летний душ, туалет ,лесенку , беседку , ворота и многое другое . В чем положительные и отрицательные стороны профильной трубы ? Из хорошего — она легкая и недорогая , очень удобно делать из этого материала различные конструкции . Из отрицательного — очень тонкий материал и в быту большинство используемых труб будут толщиной 1.5 — 2 мм , редко 3мм . Поэтому новичку сразу будет непросто варить эти трубы , придется постараться и хорошо проварить и не прожечь трубу .
Поэтому постараюсь дать полезные советы , которые помогут освоить сварку профильных труб . Перво наперво семь раз отмерь и один раз отрежь . На самом деле постарайся как можно точнее измерить размер нужного куска и отрезать его точно по размерам . Поэтому старайся пользоваться теми вещами , которые дают наиболее тонкую линию разметки на металле . Забудь про мел ! Лично я также не люблю пользоваться для разметки маркером — его линия слишком толстая , пару мм будет точно , или металлическая чертилки или химический карандаш , я выбираю карандаш , много лет все размечаю синим химическим карандашом .
Источник Яндекс картинкиСовет следующий — вари электродами с рутиловым покрытием , сварка будет с частым отрывом и зажиганием , для этих целей только рутил — это самые распространенные ( по крайней мере у нас ) МР-3С , АНО-21,МОНОЛИТ. Когда отрезали и прихватили заготовку к заготовке , нужно устроить перекур ! Варить будем с отрывом , так как металл тонкий . Но и ток будем выставлять повышенный для этой толщины , обьясню — сварка оптимальным током сразу у новичка едва ли получиться , это придет со временем . На маленьком токе будет часто залипать и может непроваривать обе кромки соединяемых труб . Так что смелее побольше току , все равно варим с частым отрывом , зато наверняка будут проварены кромки труб , не бойтесь прожечь — это заваривается .
Но и ток будем выставлять повышенный для этой толщины , обьясню — сварка оптимальным током сразу у новичка едва ли получиться , это придет со временем . На маленьком токе будет часто залипать и может непроваривать обе кромки соединяемых труб . Так что смелее побольше току , все равно варим с частым отрывом , зато наверняка будут проварены кромки труб , не бойтесь прожечь — это заваривается .
После того как прихватили заготовку , сделайте еше прихваток между первыми прихватками , можно даже наставить этих прихваток через каждые 1-2 см , еще раз повторюсь — это советы для только только начинающих , с таким количеством прихваток будел легче при сварке не прожигать метал трубы , ведь в месте прихватки толщина металла будет немалая , а таких прихваток много и сварка будет проще . По теории нужно варить на обратной полярности , то есть + на держак . Прежде чем начнешь варить основную конструкцию настрой ток и потренируйся на ненужной железяки той же толщины , начнет получаться — вари основную трубу . Еще совет — необязательно идти варить подряд , даже лучше будет делать так — поставил маленький шовчик вначале стыка — сделай следующий маленький шовчик в конце стыка . потом посередине и так можно вразбежку ( маленький шовчик — это я имею виду несколько точек подряд , выполненных с отрывом ) . Так можно делать во всех пространственных положениях сварки . Еще совет — старайся держать дугу как можно короче — короткая дуга меньше разогревает металл , чем длинная , и меньше будет брызгать металлом .
Еще совет — необязательно идти варить подряд , даже лучше будет делать так — поставил маленький шовчик вначале стыка — сделай следующий маленький шовчик в конце стыка . потом посередине и так можно вразбежку ( маленький шовчик — это я имею виду несколько точек подряд , выполненных с отрывом ) . Так можно делать во всех пространственных положениях сварки . Еще совет — старайся держать дугу как можно короче — короткая дуга меньше разогревает металл , чем длинная , и меньше будет брызгать металлом .
Если соединение будет тавровым , то все то же самое , только дугу нужно почти целиком направлять на основную целую трубу , а торцы отрезанной трубы захватывать дугой еле — еле , просто торец трубы махом прогорает , когда на него направляешь сварочную дугу , поэтому старайся делать это аккуратно и едва касаясь . Но тут также нужно потренироваться на ненужной железяке той же толщины с тем же примером стыка .
Источник Яндекс картинки .Ну вот пожалуй все мои советы , для начала вполне хватит , побольше практикуйтесь на ненужных железяках , не жалейте времени и электродов , все это окупиться в будущем .
Друзья, а вот ссылки на статьи с подробным описанием сварки профильной трубы для новичков с разной степенью сварочного опыта, посмотрите, интересно.
Как варить профильную трубу электродом в 3 раза быстрей и не прожигать
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.
Хитрости при сварке профильной трубы для начинающих
Хитрости при сварке профильной трубы для начинающихПрофильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.
Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.
Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.
При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом.
Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.
При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Поделиться в соцсетях
Как варить тонколистовой металл, чтобы не повело
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.


Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
 youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/lm5Mfdszpkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
 Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертером, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.

Приспособления для сварки под прямым углом, острым или тупым
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.
Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
 youtube.com/embed/oDksM4kiDUQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oDksM4kiDUQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как варить трубы отопления электросваркой
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Содержание
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально минуты после наложения шва металл в месте сварки остывает до градусов, а через минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.

Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.

Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед мм сделать обратный ход на мм, после чего сделать снова участок длиной мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб
Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
 Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Контактная
Для выполнения такого вида сварки нужна высокая квалификация, поэтому своими руками ее исполнить непросто. Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Зато стыковая сварка характеризуется стабильностью качества соединений, даже в усложненных климатических и монтажных условиях.
Суть способа заключается в соединении изделий при нагревании за счет электрического тока, без использования присадки. Может выполняться за счет наплавления или сопротивлением.
Контактная сварка
В любом случае, какая бы технология не была выбрана для сварки профильных труб своими руками, помните, что дополнительно рекомендуется не только посмотреть видео, но и хорошенько потренироваться, прежде чем приступать к окончательному процессу.
Как правильно варить профильную трубу
В данной статье мы опишем основные нюансы, которые нужно знать при сваривании профильных труб, а также любого похожего металлопроката. Существуют основные виды сварки профильных труб:
- Электродуговая сварка;
- Газовая сварка;
- Аргонная сварка.
Электродуговая сварка
Для электросварки вам понадобится инвертор, электрод и прямые руки. Что нужно знать:
Что нужно знать:
- 1) Подбирать диаметр электрода нужно в зависимости от толщины профильной трубы. На каждый 1 мм электрода подают 30 Ампер тока. Так, на электрод диаметром 3 мм подают 90 Ампер. Для сварки в вертикальном положении необходимо уменьшить силу тока на 15%.
- 2) С отрывом или без? Для профильной трубы со стенкой 3 мм и менее лучше сваривать с отрывом, иначе рискуете прожечь стенку трубы. Для трубы со стенками 4 мм и более можно сваривать без отрыва. Но нельзя забывать про правильный подбор рабочей силы тока и диаметр используемого электрода.
- 3) Перемещение электрода во время сварки. Самый простой и надежный шов получается в результате продольно-поступательных движений во время наплавки металла.
Газовая сварка
Для такого вида сварки электричество вообще не нужно. Используется комбинация газов кислорода и ацетилена. Кислород в данном случае будет поддерживать процесс горения ацетилена. Область сварки накаляется и в просвет между свариваемыми трубами вводится специальное присадочное вещество, которое заполнит собой свободное пространство между деталями.
В качестве присадочного материала используется проволока, стержни, металлические сегменты. Желательно чтобы присадочный материал был похож по характеристикам с металлом, который будут сваривать, а в идеале – сделан из того же материала.
Газовая сварка может осуществляться двумя методами:
- Слева-направо. В этом случае горелка находится перед материалом для лучшей присадки.
- Справа-налево. Расположение предметов для сварки применяется в обратном порядке.
Первый способ предпочтительнее, поскольку в такой очередности область сваривания лучше просматривается и это безусловно отразится на результате, а также на экономии расходуемого газа. При использовании именно газового метода сварки получается шов очень хорошего качества и отсутствует негативное воздействие на материал трубы.
Аргонная сварка
Этим методом соединяют именно тонкостенные трубы. Очень важно в данном методе выбрать правильный электрод с нужным диаметром.
Необходимо учесть некоторые нюансы процесса:
- Электрод должен находится вблизи сварочной ванны. Это повышает качество сварного шва.
- Сварочная проволока и электрод могут передвигаться только вдоль шва. Никаких поперечных движений.
- Присадочный материал должен подаваться постепенно и без резких перепадов, во избежание разбрызгивания.
И не забывайте одну небольшую деталь – перед любым видом сваривания необходимо провести тщательную подготовку профильной трубы – предварительно тщательно очистить и обезжирить области сваривания.
< ПредыдущаяСледующая >
Сварка профильной трубы инвертором, под углом, встык
Профильные трубы относятся к одному из наиболее распространенных видов металлопроката, который широко применяется во множестве сфер, включая строительство.
Высокая востребованность и популярность такого материала обусловлена целым рядом преимуществ. Среди наиболее существенных преимуществ выделяют:
- Невысокую рыночную стоимость;
- Огромный ассортимент размеров;
- Идеальные показатели гладкости поверхности и равномерности толщины по внутренним и внешним граням;
- Высокий уровень устойчивости к деформациям всех типов;
- Относительно небольшую массу изделий;
- Высокие показатели надежности и долговечности.
Одним из самых популярных типов соединения металлопроката такого вида можно назвать термический тип обработки при помощи сварки.
По толщине стенок металлопрокат имеет широкую градацию, тем не менее, работа с прокатом, что имеет небольшую толщину, отличается особой сложностью и требует высокой квалификации сварщика.
К примеру, сварка профильной трубы 1,5 мм должна проводиться с соблюдением таких параметров:
- Показатели тока 10-60 ампер;
- Использование электродов 0,5-2 мм;
- Однопроходное соединение проката.

Качество итоговых швов зависит от оперативности работы сварщика, лучшие показатели качества достигаются при проведении сваривания до остывания рабочих кромок.
Основные методы сварки труб
Существует ряд методов соединения профильного трубного проката сваркой. Среди методов сварки, что используются в современной практике, выделяют:
Ручную дуговую
Данный метод имеет широкое распространение за счет простоты технологии, высокого качества швов, возможности простой обработки труднодоступных труб, а также доступности оборудования и расходных материалов.
Такая технология идеально подходит для сварки практически любых толщин и сечений. В случае, когда толщина трубы превышает 4 миллиметра, металлопрокат необходимо предварительно подготовить перед сваркой. Весть процесс подготовки заключается в зачистке и обезжиривании торцов.
Газовую
Технология подразумевает нагрев места сварки с последующей подачей присадок, которые при плавке заполняют место сварки. При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
Существует 2 основные методики газовой сварки:
- Правый метод, который заключается в перемещении присадки непосредственно за горелкой. Среди плюсов метода выделяют хороший обзор рабочей зоны и максимальный прогрев кромки. Метод применим для металлопроката с толщиной более 5 мм.
- Левый метод представляет обратную технологию, где присадка подается впереди самой горелки. Такой подход является оптимальным для тонкостенного металлопроката.
Контактную
Данная технология ориентирована на производственный сектор, а ее применение в бытовых условиях практически невозможно за счет высокой стоимости оборудования и технологической сложности процесса сваривания.
Сварка проводится без применения присадок и заключается в равномерном давлении электродов при одинаковой силе пропускаемого тока. К достоинствам метода относят высокую точность стыковых соединений и монолитность итоговой конструкции.
Сварка профильных труб инверторами
Дуговой тип сварки заслужено относят к наиболее простым методам. Сварочное оборудование такого типа соответствуют всем ГОСТам и могут эффективно применяться, как в бытовой сфере, так и в производственном секторе.
Высокая популярность такого метода обоснована предельно низкой ценой оборудования, и небольшими габаритами при маленькой массе.
Данный метод идеально подходит для мастеров с низкой квалификацией, поскольку подразумевает возможность применения импульсного режима.
Инверторное оборудование подходит для сваривания изделий с различной толщиной стенок. Тонкостенный металлопрокат сваривается при напряжении в 50-60А, напряжение повышается пропорционально толщине стенок.
Электрическая дуга при сварке формируется за счет контакта расплавленного электрода с металлом. При горении покрытия расходников обмазка покрывает расплавленную кромку, а другая часть обмазки газообразном состоянии предотвращает контакт рабочей поверхности с воздухом.
К главным преимуществам сварки профильных труб инвертором относят невозможность залипания электродов, стабильность электрической дуги и предельное хорошее качество швов.
Выбор электродов для сварки профильных труб
Профилированные трубы изготавливают из сталей углеродистого низколегированного типа, для работы с которыми подходят такие марки электродов:
- АНО-4 – универсальные и распространенные электроды, которые могут использоваться на любом типе оборудования без прокалки;
- МР-3С – электроды для правильных и точных швов, которые имеют повышенные требования к свойствам;
- УОНИ-13/55 – электроды для сварщиков высокой квалификации;
- ОЗС-12 — электроды, которые способны обеспечить высокий уровень соединение. Главным недостатком данной модели является слабая устойчивость к влаге.
Сварка профильных труб встык
Проведение тавровых трубных соединений не имеет сложных нюансов. В то же время, сварка профиля может вызывать некоторые трудности у сварщиков с недостаточным опытом и уровнем квалификации.
В то же время, сварка профиля может вызывать некоторые трудности у сварщиков с недостаточным опытом и уровнем квалификации.
Среди важных нюансов проведения стыковой сварки профиля выделяют:
- Прихватку по сечению с обваркой по всему периметру сечения;
- Проведение проварки тонкостенных изделий в один проход и повторение операции для толстостенного профиля;
- Проведение дуги без проседания металла.
По окончанию сварки шов должен совпадать в первоначальными параметрами нахлестанного соединения.
Сварка профильных труб под углом
Проведение сварки профильных труб под углом считается одной из наиболее сложных задач для сварщика, особенно если трубы отличаются небольшой толщиной стенок. Необходимость в такой сварке возникает довольно часто, начиная от сферы укладки трубопроводов, и заканчивая проектирование сложных инженерных систем.
Для сварки таких труб необходимо:
- Провести аккуратную обрезку труб на твердой и ровной поверхности;
- Для правильной фиксации и контроля угла обрезания необходимо использовать специальные приспособления по типу магнитных угольников;
- Провести поэтапное сваривание, где первый этап представлен черновым соединением с последующим контролем угла, а второй – непосредственной чистовой сваркой.

Приобрести качественные профильные трубы для эффективной и точной сварки под углом можно в компании «Альянс-Сталь».
Поделиться в соц. сетях:
Читайте также
21.10.2019
19.02.2019
20.03.2018
Сварочные работы цены. Сварить металлоконструкций в г. Москва Без проблем. Прайс-лист на виды сварных работ. Выполняем сварочные работы полуавтоматом по технологии
Виды сварных работ
Наша компания может производить следующие виды сварных работ:
- — Ручную электродуговую сварку металлов.
- — Полуавтоматическую сварку в среде углекислого газа.
- — Ацетиленовую резку и сварку металлов.
В зависимости от того, какое изделие требуется изготовить, применяется соответствующий вид сварки.
Рис. 1: Изготовление лестничных ограждений 1: Изготовление лестничных ограждений |
Рис.2: Сварка лестничного ограждения при помощи электрода | Рис.3: Работа сварочным полуавтоматом |
Для сварки единичных малых конструкций из толстого металла применяется ручная электродуговая сварка для обеспечения толстых швов.
При сварке тонкостенных деталей может применяться сварочный полуавтомат.
Ацетиленовая сварка применяется при сварке швов из тонкостенного металла, для сварки мелких водогазопроводных труб.
Наша компания может производить сварные работы следующих видов:
- Изготовление столбов и лаг для заборов;
- Изготовление сварных заборов;
- Изготовление сварных решеток;
- Изготовление сварных навесов и козырьков;
- Изготовление сварных металлоконструкций промышленного назначения;
- Сварка металлических ферм, опор;
Качественно и Безопасно!!!
Рис. 4: Сварка профильных труб, сварочным полуавтоматом
4: Сварка профильных труб, сварочным полуавтоматом
Проведение сварочных работ возможно на территории нашего промышленного комплекса, а также на Вашей территории.
Это позволит Вам решить вопросы без лишних усилий и временных затрат.
Обратившись в компанию, Вы можете рассчитывать на качественное выполнение сварочных работ любого уровня сложности.
Цены на сварочные работы
Стоимость услуг по сварочным работам рассчитывается индивидуально по каждому изделию или заказу.
О стоимости на доп. работы
- — Покрасочные работы (Краска и покраска)
- — Доставка по Москве и Моск. области, Ярославской, Костромской, и др. областей и Регионов РФ
- — Выезд специалиста-обмерщика.
Работа сварочным полуавтоматом
Рис.5: Сварочный полуавтомат для изготовления сварной сетки
При сварке металлов ручной дуговой сваркой применяются сварочные электроды. Сварочный электрод — это стальная проволока, покрытая флюсом. Флюс, сгорая в процессе сварки, образует в зоне расплавления металла газовую оболочку, защищающую расплавленный металл от воздействия воздуха и окисления, а также за счет специальных добавок упрочняет металл сварочного шва.
Сварочный электрод — это стальная проволока, покрытая флюсом. Флюс, сгорая в процессе сварки, образует в зоне расплавления металла газовую оболочку, защищающую расплавленный металл от воздействия воздуха и окисления, а также за счет специальных добавок упрочняет металл сварочного шва.В сварочном полуавтомате применяется специальная сварочная проволока, которая подается в зону сварки автоматически, разматываясь с барабана. Она не покрыта флюсом. Для защиты металла в зону плавления подается инертный газ, например, углекислый газ, который и защищает сварочный шов от окисления. При сварке сварочным полуавтоматом швы получаются более ровные и практически не требуют зачистки механическим способом.
Мы выполняем Сварочно-монтажные работы
Рис.6: Разметка для врезного замка
Кроме того, что мы выполняем сварочные работы по изготовлению столбов, металлоконструкций, сварных заборов, решеток, ферм, опор и других изделий, также занимаемся сварочно-монтажными работами непосредственно на объектах.Готовые металлоконструкции завозим на объект, производим их монтаж с помощью различных видов сварки. Кроме того, мы осуществляем монтаж сварных столбов, сварных заборов, сварных навесов, козырьков, монтаж ферм, подкрановых путей, кран-балок и др.
о технологии и нормах сварочных работ их правила
Рис.7: Сварочный полуавтомат
Сварка как способ получения неразъемного соединения материалов открывает широкие возможности снижения трудоемк ости изготовления и монтажа конструкций, расширяет возможности использования в конструкциях рациональных типов сечений, позволяющих существенно снизить металлоемкость, при создании сварных конструкций должно быть обеспечено комплексное решение научных проектных и производственных задач, включая раз работку хорошо свариваемых сталей, методов расчета и конструирования сварных соединений и узлов, наиболее полно отвечающих их действительной работе, создание высоко производительных сварочных процессов, оборудования и материалов, а также изыскание новых конструктивных форм, отвечающих требованиям высокой технологичности изготовления и заводской готовности конструкций.
Тема сварки при изготовлении и монтаже строительных конструкций очень обширна. Разнообразие строительных металлических конструкций столь велико, а специфика их проектирования, изготовления и строительства так отличается друг от друга, что даже поверхностно, в отведенное время, рассказать о последних достижениях в этой области не представляется возможным, по этой причине наш материал представлен сведениями о сталях, применяемых в сварных строительных конструкциях в СНГ и за рубежом, рекомендациями по выбору стыковых и угловых соединений, широко применяемых в различных конструкциях. А затем, рассматриваются основные, наиболее важные вопросы проектирования, изготовления и монтажа балочных конструкций и конструкций настила преимущественно металлических автодорожных мостов.
Рис.8: Сварочный полуавтомат
Почему мы остановились на автодорожных мостах? Прежде всего этот вид строительных конструкций широко распространен во всем мире. В мировой практике сварного мостостроения имеются большие научно-технические успехи в области проектирования, изготовления, монтажа и сварки автодорожных и городских мостов. Во всем мире ежегодно изготавливается порядке 50-60 тысяч тонн мостовых конструкций. Новые разработки технологий дуговой сварки и материалы находят применение при изготовлении и монтаже мостовых конструкций.Безусловно много нового имеется в резервуаростроении, высотном гражданском строительстве, антенных конструкциях, сооружении морских стационарных платформ и т.п. Однако этому можно уделить внимание при выделении дополнительного времени.
Для специалистов будет представлять практический интерес материал о характерных дефектах в строительных конструкциях и рекомендации по их устранению. Материал построен на использовании нормативных документов и опыта проектирования, изготовления и монтажа в Украине, СНГ, передовых странах Европы и Америке.
Сварочные работы по металлу
Наша компания оказывает услуги сварочных работ по изготовлению металоконструкций, обращайтесь!
Поможем Вам с услугами по изготовлению сварных изделий, а так же их сварки. Поможем выполнять сварные работы, таких изделий как:
- заборы из профильных труб;
- решетки;
- автомобильные навесы;
- вольеры;
- ограждение контейнерных площадок;
- столбы и лаги для забора;

сварные работы сварные работы цена стоимость сварных работ сварные работы расценки виды сварных работ расценки на сварные работы 2013 прайс на сварные работы сварные или сварочные работы стоимость сварных работ по металлу прайс лист сварные работы сварные работы в москве сварные работы своими руками сварные работы фото сколько стоят сварные работы сварочные работы сварочные работы цены проведение сварочных работ безопасность при сварочных работах расценки на сварочные работы работа сварочным аппаратом прайс на сварочные работы стоимость сварочных работ выполнение сварочных работ прайс лист на сварочные работы работа сварочным полуавтоматом сварочно монтажные работы техника безопасности при сварочных работах сварочные работы трубы технология сварочных работ нормы сварочных работ сварочные работы сварка правила сварочных работ сварочные работы своими руками организация сварочных работ качество сварочных работ расчет сварочных работ виды сварочных работ сварочные работы металлоконструкций услуги сварочные работы
Инвертор Fubag 160 — цена и отзывы сварщиков
Отзывы сварщиков о сварочном аппарате
Сварочный аппарат FUBAG 160 представляет собой устройство компактных размеров для сварки покрытым электродом изделий из стали.
Первые впечатления от аппарата следующие.
1 Аппарат якобы производится в Германии – чушь полная. Если бы он там производился, то стоил бы минимум в 3 раза дороже! Но оставим этот невинный обман с целью привлечения внимания доверчивого и не искушенного покупателя. Бренд скорее всего действительно зарегистрирован где-нибудь в Германии, ну а с производством здесь все прозаично – Китай. Ну и что тут такого? Ведущие мировые производители переносят свои производства в Поднебесную. Все бы хорошо, если бы и качество всегда оставалось на уровне ведущих производителей. Является ли FUBAG ведущим мировым производителем? Трудно сказать. Название вроде бы смахивает на немецкое, еще есть несколько профессионально снятых рекламных роликов в интернете. Этого достаточно чтобы поверить в качество данной продукции? Каждый решает для себя сам.
2. Качество может быть и не главным критерием выбора, когда на продукцию стоит низкая цена. Поэтому и приобретают этот сварочник чуть ли не в массовом порядке, главным образом, с вопросом: а хватит ли мне его, чтобы сварить забор от начало до конца вокруг моего дома? Следует ответить, что здесь дело не столько в протяженности забора, а в том, какую толщину стали будете варить, какого диаметра электроды будете использовать, на каких токах будете работать? Продолжительной работы на максимальном токе инвертор точно не выдержит (но это частный случай), в остальных случаях, для сварки «тройкой» на токе 80-100 А с перерывами на обдумывание и «отчикраживание» профильной трубы болгаркой, на сварку длинного забора fubag ir 160 хватит с запасом. Бывают, конечно, случаи, когда он умирает даже на холостом ходу. Но на этот случай есть небольшое успокоительно средство: бесплатный гарантийный сервис.
Бывают, конечно, случаи, когда он умирает даже на холостом ходу. Но на этот случай есть небольшое успокоительно средство: бесплатный гарантийный сервис.
3. Теперь по характеристикам. Многие наслышаны про классику сварочного обмана, когда производители завышают сварочные характеристики. Здесь ir 160 более-менее на высоте. Напряжение холостого хода более –менее соответствует действительности (60В)- по показаниям простого мультиметра. Максимальный сварочный ток тоже на уровне (около 150А). Например, у главной конкурирующей фирмы Ресанта с этим совсем плохо. Максимальный сварочный ток у них завышен на 30% и чем больше ампераж у аппарата, тем выше этот процент. То же обстоит с показателями ПВ инверторов, они в большинстве случаев завышены в два раза! (читайте про «Реальные характеристики сварочных инверторов Ресанта»). Все это, правда, никак не сказывается на условиях сварки и качестве сварных швов нашего забора, о котором были размышления выше.
Почему так происходит? Почему завышают характеристики неправедные манагеры? Все основано на странной привычке (особенностях психологии) нашего народа, которая заключается в том, что нужно купить всегда с запасом, помощнее, а вдруг в будущем пригодится, подвернется какая-то масштабная работа! В реальности эта психология оборачивается банально пустой тратой денег.
А правда заключается в том, что в большинстве случаев возможности бюджетных версий инверторов ( в том числе Фубага), действительно, крайне ограничены, но и этих ограниченных возможностей для бытовой сварки в 90% случаях «за глаза «хватает для проведения бытовых работ.
4. Инвертор Fubag – прогрессивный сварочник, построенный на базе IGBT, которые работают более эффективно, чем MOSFET и позволяют увеличить мощность устройства при сохранении его геометрических и физических свойств или даже при их уменьшении. Вот почему аппарат весит так мало, всего 3, 8 кг. По сравнению с огромными трансформаторами, которыми сварщики раньше работали повсеместно, Fubag напоминает игрушку, но по характеристикам ничем им не уступает, даже превосходит.
Если бы еще у инверторной техники было с выносливостью так хорошо, как у трансформаторов – цены бы им не было! Но пока что это не так.
Внутри инвертор состоит из одной платы (одноплатник). Все аккуратной собрано и спаяно, плата покрыта лаком – хорошая защита от конденсата. На плате находится входной выпрямитель, 4 конденсатора, ШИМ –контроллер. Силовые элементы находятся на радиаторах, воздух с вентилятора постоянно обдувает ключи, а вот диоды расположены на радиаторе меньшего размера и обдуваются не так хорошо, ка бы хотелось. Из за этого показатель ПВ несколько снижен.
На плате находится входной выпрямитель, 4 конденсатора, ШИМ –контроллер. Силовые элементы находятся на радиаторах, воздух с вентилятора постоянно обдувает ключи, а вот диоды расположены на радиаторе меньшего размера и обдуваются не так хорошо, ка бы хотелось. Из за этого показатель ПВ несколько снижен.
На плате хорошо читается надпись СARiARC 200. Вот и выяснилась настоящая родословная немца Фубаг, о которой мы размышляли в самом начале! СARiARC 200 производится на крупном китайском заводе HUGONG welders (читайте подробно в статьях «Cделано в Китае. Стоит ли покупать китайский сварочный инвертор?» и «Какой инвертор лучше купить?».
Есть опыт? ПОДЕЛИТЕСЬ на вкладке «Отзывы», или задайте вопрос — получите ответ от опытных сварщиков.
Сварочные аппараты и аппараты для электродов E6010
Успех сварки зависит от наличия правильных инструментов и умения ими пользоваться. Для сварки труб, сварки в нестандартном положении и в полевых условиях с участием грязного или ржавого металла это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Наконечники электродов имеют разные характеристики, поскольку состав покрытия зависит от типа электрода. Согласно ASME, раздел II, часть D (пар.A7.1), «Покрытия [на электроде E6010] содержат большое количество целлюлозы, обычно превышающее 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего ».
Из-за состава покрытия электроды E6010 обычно описываются как «целлюлозные» или «натриевые с высоким содержанием целлюлозы». Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распылительного типа, которая помогает оператору добиться хорошей врезки на обеих сторонах стыка при выполнении корневого прохода.
- Эти характеристики «копания» также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Сварочная лужа, которая хорошо смачивается, но быстро остывает. Этот атрибут «быстрого замораживания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в стыке и не так сильно падает на них, как на другие электроды, устанавливаемые во всех положениях.
- Тонкий слой шлака, который легко удаляется, упрощая очистку и подготовку к следующему сварочному проходу.
- Плоская поверхность шва с крупной неравномерной рябью.

В совокупности эти атрибуты позволяют использовать электроды E6010 для сварки труб, а также для таких применений, как полевое строительство, судостроительные верфи, водонапорные башни, сосуды высокого давления, напорные трубы, стальные отливки и стальные резервуары для хранения.
Подготовка шва
Многие области применения электродов E6010 требуют 100-процентного проникновения.В случае критических сварных швов 100% соединений будут подвергаться ультразвуковому контролю и другим проверкам. Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, и для типичного стыкового шва с открытым корнем E6010 это означает:
Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, и для типичного стыкового шва с открытым корнем E6010 это означает:
- Снятие фаски с кромок трубы или листа; типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.
- Оставляем небольшую площадку «никель шириной» (примерно от 3/32 до 1/8 дюйма). Земля — это скошенная часть металла на краю стыка.Здесь металл должен быть толще, чтобы выдерживать жар сварного шва; в противном случае сила дуги «пробьет» соединение.
- Создание зазора от 3/32 до 1/8 дюйма (или согласно спецификации). Чтобы обеспечить равномерный зазор, уловка старого сварщика труб состоит в том, чтобы согнуть кусок наполнителя TIG на 3/32 или 1/8 дюйма в U-образную форму и вставить его между секциями при прихватке.
И, говоря о прихваточных швах, сделайте прихваточные швы длиной около 1 дюйма, а затем используйте шлифовальный станок, чтобы сузить или «растушевать» каждый конец прихваточного шва. Задача состоит в том, чтобы прихватка была достаточно толстой, чтобы дуга образовалась без прожига, но достаточно тонкой, чтобы тепло дуги поглотило прихватку. После установления дуги многие операторы кратковременно создают «длинную дугу» на электроде, чтобы нагреть середину прихватки, а затем уменьшают длину дуги («затягивают дугу»), когда они переходят от пера в зазор.
Задача состоит в том, чтобы прихватка была достаточно толстой, чтобы дуга образовалась без прожига, но достаточно тонкой, чтобы тепло дуги поглотило прихватку. После установления дуги многие операторы кратковременно создают «длинную дугу» на электроде, чтобы нагреть середину прихватки, а затем уменьшают длину дуги («затягивают дугу»), когда они переходят от пера в зазор.
Покачивание и пауза
Электроды E6010 требуют трех особых методов манипуляции. Для начала помните, что напряжение пропорционально расстоянию.Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей. Электродам E6010 требуется плотная дуга из-за характеристик управляющей дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («Вы держите длинную дугу. Зажмите ее!»).
Второй и третий приемы, известные как «взбить и сделать паузу» и «прочитать замочную скважину», должны работать в гармонии. Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «толкают» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и немедленно возвращают его примерно на 1/8 дюйма. дюйм и «сделайте паузу» на долю секунды, чтобы образовалась сварочная лужа.
Некоторые эксперты описывают движение хлыста и паузы как два шага вперед и один шаг назад; расстояние каждой ступеньки примерно равно диаметру электрода. Обратите внимание, что некоторые операторы фактически не приостанавливают работу. Скорее они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет достичь нескольких целей. Во-первых, это дает луже возможность остыть, а также дает операторам возможность манипулировать лужей с большой степенью контроля.Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает электрод вперед. В-третьих, когда дуга контактирует с новым металлом, она вонзается в боковые стороны соединения и открывает замочную скважину.
Чтение замочной скважины
При сварке открытого корневого шва с использованием техники взбивания и паузы операторы заметят «замочную скважину», открывающуюся, когда они проталкивают стержень вперед (это называется замочной скважиной, потому что она выглядит как отверстие на старинный замок). Хорошие сварщики могут прочитать замочную скважину и использовать ее, чтобы оценить подвод тепла.Кроме того, они регулируют технику хлыста и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Если замочная скважина становится слишком большой, существует опасность пробоя дуги через соединение. Чтобы «спасти» сварной шов без разрыва дуги, решения включают в себя увеличение скорости перемещения, поддержание максимально узкой дуги и создание небольшого овала, чтобы нагреться до фаски. Если это не удается, прекратите сварку и уменьшите силу тока.
The Right Welder
Электроды E6010 требуют большего напряжения, чем другие электроды. Кроме того, когда операторы взмахивают электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу.
Кроме того, когда операторы взмахивают электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу.
Из-за этих двух проблем источники питания, подходящие для работы с электродами E6010, обладают двумя характеристиками. Во-первых, они имеют высокое напряжение разомкнутой цепи (OCV), которое представляет собой напряжение на электроде до возникновения дуги (например, отсутствие тока). Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой до открытия форсунки.Источник питания, обеспечивающий хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Во-вторых, хорошие сварочные аппараты E6010 имеют большой индуктор. Индуктор сопротивляется изменению электрического тока, проходящего через него. Говорят, что они «удерживают мощность» или действуют как «резерв мощности», чтобы поддерживать дугу, когда оператор манипулирует электродом. В обычных источниках питания и сварочных генераторах используются большие магнитные поля, такие как медная проволока, намотанная на ферритовый сердечник. В инверторных источниках питания используются электроника и магниты гораздо меньшего размера, чтобы минимизировать общий вес.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость устройства. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а у целевой аудитории нет навыков работы с электродами E6010, даже если бы они были).
В других случаях, как в случае с ESAB Rebel, производитель специально разработал его для работы с E6010.При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке его номинальные выходы на ручку составляют 110 А / 24,5 В при рабочем цикле 20 процентов при 120 В переменного тока и 160 А / 26,5 В при рабочем цикле 20 процентов при 230 В переменного тока.
Благодаря хорошему OCV и схемам, разработанным для электродов E6010, Rebel предоставляет подрядчикам, сварщикам труб и другим профессионалам тип управления дугой, который они обычно ассоциируют с полноценной промышленной установкой — весом 40 фунтов.пакет. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (DC EN или EP), Rebel представляет собой действительно портативное решение для сварки E6010.
В дополнение к традиционному использованию в трубах и котлах способность дуги E6010 проходить сквозь ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулировку горячего пуска и регулировку силы дуги для настройки характеристик дуги для конкретных электродов.Горячий старт увеличивает ток сверх установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко зажигаются» (особенно по сравнению с электродами E7018), они не нуждаются в большой помощи при горячем запуске; поэкспериментируйте со значениями от 0 до 15 процентов. Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам проталкивать электрод в соединение без прилипания электрода. Электроды E6010 не нуждаются в дополнительном контроле Arc Force из-за их движущей дуги; поэкспериментируйте со значениями от 10 до 30 процентов.
Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам проталкивать электрод в соединение без прилипания электрода. Электроды E6010 не нуждаются в дополнительном контроле Arc Force из-за их движущей дуги; поэкспериментируйте со значениями от 10 до 30 процентов.
Любой, кто начинает читать о сварке электродом, скоро узнает, что профессионалы в области сварки, выполняющие сварку труб, сосудов под давлением и других критически важных компонентов, не имеют себе равных, когда дело касается сварочных навыков. Одно из их отличительных качеств — способность многократно выполнять сварные швы «рентгеновского качества» с помощью электрода E6010. Чтобы перейти из ученика в подмастерье, сварщики затрачивают тысячи часов практики на промышленном оборудовании. Благодаря достижениям в области легких инверторов у этих профессионалов появился еще один инструмент, упрощающий работу, когда важна портативность.Кроме того, эти инверторы удовлетворяют потребности профессионалов, которым нужен домашний сварщик, работающий как их рабочая система. И хотя средний Джо дома на практике не справится с тысячами стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
И хотя средний Джо дома на практике не справится с тысячами стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
ESAB
Различные типы скосов и способы их изготовления
Стыковая сварка труб — это особенность, поскольку сварщик обычно не имеет доступа к внутренней поверхности стыка.Поэтому все сварочные работы нужно производить снаружи. По этой причине необходимо соответствующим образом подготовить края.
Различные стандарты сварки (ASME, AWS, ISO, EN и т. Д.) Обычно дают инструкции, которым необходимо следовать в отношении геометрии фаски. В этой статье описываются приготовления, которые наиболее часто встречаются в промышленности в зависимости от толщины стенок свариваемых труб.
1. Формирование фаски на конце трубы
1. Снятие фаски
Снятие фаски — это операция по созданию плоской наклонной поверхности на конце трубы.Отверстие, создаваемое операцией снятия фаски, дает сварщику доступ к общей толщине стенки трубы и позволяет ему делать равномерный сварной шов, который гарантирует механическую целостность сборки. У основания скосов выполняется корневой проход, который образует основу для заполнения угла канавки, образованного двумя скосами, последовательными сварочными проходами.
У основания скосов выполняется корневой проход, который образует основу для заполнения угла канавки, образованного двумя скосами, последовательными сварочными проходами.
2. Облицовка
Облицовка — это термин, используемый для операции по созданию фаски, которая заключается в создании плоской поверхности на конце трубы.Правильная облицовка облегчает выравнивание труб друг относительно друга перед сваркой, а также способствует постоянному корневому отверстию между деталями. Оба эти параметра являются важными параметрами для поддержания правильной сварочной ванны и для обеспечения полного проникновения корневого прохода в соединение.
3. Расточка изнутри
Производственные допуски на трубы могут привести к различной толщине по окружности трубы. Это, в свою очередь, может привести к изменению толщины поверхности корня при выполнении фаски.Вот почему при сварке обычно рекомендуется растачивание.
Операция заключается в легкой механической обработке внутренней поверхности трубы, чтобы гарантировать постоянную ширину контактной или корневой поверхности по всей окружности трубы. Наличие постоянной ширины земли облегчит выполнение корневого прохода. Этот параметр важен при использовании автоматизированных сварочных процессов, поскольку аппарат не может оценивать и компенсировать любые возможные неровности на земле, что, очевидно, не относится к ручной сварке.
Наличие постоянной ширины земли облегчит выполнение корневого прохода. Этот параметр важен при использовании автоматизированных сварочных процессов, поскольку аппарат не может оценивать и компенсировать любые возможные неровности на земле, что, очевидно, не относится к ручной сварке.
2. Различные типы фаски, которые используются в зависимости от толщины стенки трубы
1. Диапазон толщин t ≤ 3 мм (0,118 дюйма)
Когда требуется стыковая сварка труб со стенкой менее 3 мм (0,118 ”) Толстой, скашивание кромки на конце трубы обычно не требуется. Технологии дуговой сварки (111, 13x, 141) позволяют проплавить всю глубину трубы за один проход.
При использовании автоматизированной техники сварки (орбитальная сварка или процесс с использованием источников энергии высокой плотности) конец трубы должен быть повернут так, чтобы края сварного шва были идеально перпендикулярны.В зависимости от применения или используемого процесса расстояние между частями будет между g = 1 / 2t и g = 0 (особенно для процессов с использованием источников энергии высокой плотности).
2. Диапазон толщин 3 ≤ t ≤ 20 мм (0,787 дюйма)
Когда сварщик может получить доступ только к одной стороне свариваемого соединения, подготовка деталей с открытыми квадратными краями обычно не позволяет металлу сварного шва проникать полностью, если толщина стенок превышает 3 мм (0,787 дюйма). Следовательно, необходимо сделать скос, чтобы сварщик мог сделать корневой проход в нижней части стыка, который затем будет заполнен одним или несколькими дополнительными проходами.
Обычно корневой проход выполняется с использованием процесса 141 для обеспечения наилучшего проплавления (корневой проход используется в качестве основы для последующих сварочных проходов). По экономическим причинам следующие проходы, называемые проходами «заполнения» или «заполнения», выполняются с использованием процесса 13x или 111, который является более производительным (количество наплавленного металла, скорость подачи и т. Д.), Чем процесс 141 .
Наиболее распространенные углы для V-образных канавок составляют 60 ° и 75 ° ((2 × 30 ° и 2x 37,5 °) в зависимости от применяемого стандарта. Обычно требуется земля шириной от 0,5 до 1,5 мм (от 0,020 до 0,059 дюйма). Расстояние между свариваемыми деталями (g) составляет от 0,5 до 1 мм (от 0,020 до 0,059 дюйма).
Обычно требуется земля шириной от 0,5 до 1,5 мм (от 0,020 до 0,059 дюйма). Расстояние между свариваемыми деталями (g) составляет от 0,5 до 1 мм (от 0,020 до 0,059 дюйма).
Однако подготовка канавки «J» требуется чаще для этого диапазона толщин (см. Подробности ниже). Это особенно актуально при использовании процессов орбитальной сварки. Это также нормальный вид подготовки при сварке сплавов, таких как дуплекс или инконель.
3. Диапазон толщин 20 мм (.787 ”) ≤ t
При увеличении толщины стенок на свариваемых деталях количество сварочного металла, которое необходимо наплавить в валик, также увеличивается в той же пропорции. Чтобы избежать слишком длительных и дорогостоящих с точки зрения рабочей силы и расходных материалов сварочных операций, подготовка к сварным швам толщиной более 20 мм (0,787 дюйма) выполняется с использованием скосов, которые позволяют уменьшить общий объем скоса.
1. Двухугловые V-образные канавки (или составные V Grooves):
Первым решением для уменьшения размера фаски является изменение угла канавки. Начальный угол 30 ° или 37,5 ° (до 45 °) сочетается со вторым углом, обычно между 5 ° и 15 °. Первый угол 30 ° или 37,5 ° должен быть сохранен, чтобы избежать слишком узкой канавки и не дать сварщику сделать корневой проход.
Начальный угол 30 ° или 37,5 ° (до 45 °) сочетается со вторым углом, обычно между 5 ° и 15 °. Первый угол 30 ° или 37,5 ° должен быть сохранен, чтобы избежать слишком узкой канавки и не дать сварщику сделать корневой проход.
Так же, как и одиночные V-образные канавки, для этой подготовки требуется фаска шириной от 0,5 до 1,5 мм (от 0,020 до 0,059 дюйма) и зазор между деталями (g) от 0,5 до 1 мм (от 0,020 до 0,039 дюйма). Горячий проход земли обычно выполняется с использованием процесса 141, а операции заполнения — с использованием процессов 13x или 111.
Например, по сравнению с одноугловой фаской 30 ° (серая зона плюс красная зона), V-образная фаска с двойным углом 30 ° / 5 ° (серая зона) дает около 20% экономии на сварке. металл для детали толщиной 20 мм (0,787 дюйма).
Возможная экономия за счет увеличения объема фаски пропорционально толщине стенки свариваемой трубы. Следовательно, при использовании трубы толщиной 30 мм (1,181 дюйма) экономия составит более 35%.
2. Одно- и двухугловые J-образные канавки
Второе решение для значительного уменьшения объема скоса и, как следствие, количества сварочного металла при подготовке J-образной канавки.Канавки с одним углом ‘J’ состоят из угла, который обычно составляет от 5 ° до 20 °, радиуса канавки (r) и увеличенной площади контакта (e). Последний элемент облегчает выполнение корневого прохода, предоставляя сварщику лучший доступ к земле.
Для корпусов с очень толстыми стенками можно сделать канавки под сложный угол «J». Обычно первый угол составляет 20 °, а второй — 5 °.
КанавкиJ или составные J-образные канавки обычно привариваются либо с очень маленьким, либо с нулевым зазором (g) между деталями.
С точки зрения геометрии фаски должны быть идеальными, чтобы избежать трещин и других проблем. Помимо обеспечения точности, которая должна быть гарантирована для этого типа подготовки, используемая машина также должна быть способна быстро обрабатывать толстостенные трубы, чтобы обеспечить скорость производства, требуемую производителями.
3. Подготовка узкого зазора
Разновидностью этого типа фаски является подготовка узкого зазора, который все больше и больше используется в нефтяной промышленности из-за увеличения толщины стенок трубы и сохранения высокой производительности.Этот метод обычно заключается в создании одинарного или сложного углового скоса «J» с максимально узким отверстием. Это обеспечивает очень существенное сокращение количества используемого металла сварного шва и повышение производительности за счет сокращения времени сварки. Для толщины более 50 мм (1,968 дюйма) коэффициент производительности может быть более чем в пять раз выше, чем при сварке с использованием традиционной фаски.
Тем не менее, при использовании этого метода можно найти большое количество ограничений.Два из них напрямую влияют на процесс подготовки к сварке:
Во-первых, геометрия фаски и расстояние между деталями должны контролироваться с максимальной точностью. Это связано с тем, что отверстие между деталями не дает сварщику доступа к основанию фаски. В результате весь шов, включая корневой проход, должен выполняться в автоматическом режиме. Автоматические процессы не могут принять какие-либо дефекты соосности или неровности ширины площадки, в отличие от сварщика, который может регулировать положение своей горелки для компенсации любых геометрических дефектов в канавке.
В результате весь шов, включая корневой проход, должен выполняться в автоматическом режиме. Автоматические процессы не могут принять какие-либо дефекты соосности или неровности ширины площадки, в отличие от сварщика, который может регулировать положение своей горелки для компенсации любых геометрических дефектов в канавке.
Марка свариваемых материалов представляет собой второй фактор, который необходимо учитывать. Каждый тип материала обладает разными характеристиками усадки. Поэтому геометрию скоса (угол раскрытия) необходимо заранее изучить для каждого сорта. Чем выше уровень усадки материала после сварки, тем больше должен быть открыт угол, чтобы предотвратить появление трещин во время затвердевания. Изменение угла в несколько десятых градуса может непосредственно повлиять на возникновение или отсутствие трещин, особенно при сварке сплавов на основе никеля.
Эти типы ограничений требуют длительных и дорогостоящих предварительных исследований. Следовательно, они должны сопровождаться идеально контролируемым процессом обработки фасок. Описание процедуры сварки (DMOS), полученное в результате предварительных исследований, требует, чтобы пазы имели точность до одного миллиметра (0,039 дюйма), чтобы углы были точными до одного градуса и чтобы свариваемые детали были точно выровнены, чтобы возможные дефекты сварки. Следовательно, оборудование, используемое для снятия фаски, должно гарантировать надежную повторную подготовку при любых условиях.
Описание процедуры сварки (DMOS), полученное в результате предварительных исследований, требует, чтобы пазы имели точность до одного миллиметра (0,039 дюйма), чтобы углы были точными до одного градуса и чтобы свариваемые детали были точно выровнены, чтобы возможные дефекты сварки. Следовательно, оборудование, используемое для снятия фаски, должно гарантировать надежную повторную подготовку при любых условиях.
3. Обработка фаски на конце трубы
1. Станки для осевого перемещения
Станки для осевого перемещения оснащены пластиной, которая перемещается по оси трубы. Режущие инструменты размещаются на пластине для получения необходимой формы скоса. В случае составной фаски будут использоваться инструменты, которые имеют форму, идентичную форме требуемой фаски, или их форма формируется комбинацией инструментов простой формы. Самые эффективные машины на рынке позволяют использовать четыре инструмента одновременно.Это позволяет выполнять скос, фаску и расточку за одну операцию.
Здесь инструменты № 1 и 2 обрабатывают составную фаску (два инструмента могут быть объединены в один инструмент). Инструмент № 3 обращен к земле или корню, а инструмент № 4 зенковывает внутренний диаметр трубы. Инструменты перемещаются параллельно оси трубы. По этой причине машины с осевым перемещением в основном предназначены для снятия фаски и не могут разрезать трубу на две отдельные части. Пример применения: Создание фаски на конце трубы, предварительно обрезанной до нужной длины.
2. Машины радиального перемещения
Машины радиального перемещения, называемые орбитальными машинами, обычно удерживаются на месте с внешней стороны трубы. Пластина держателя инструмента вращается, а обрабатываемая труба остается неподвижной. Инструменты перемещаются перпендикулярно оси трубы с помощью системы механической передачи. В отличие от машин с осевым перемещением, машины с радиальным перемещением выполняют операцию снятия фаски, разделяя трубу на две части. Таким образом, последний тип станка также может использоваться для резки труб или регулировки длины.
Использование инструментов для снятия фаски (№ 2, простых или сложных форм) в сочетании с режущими инструментами (№ 1) позволяет разрезать трубу на две части и выполнять подготовку к сварке (снятие фаски) за одну операцию. Самые эффективные станки способны резать и снимать фаску несколько десятков миллиметров всего за несколько минут.
Пример применения: Отрезка отрезка трубы от исходной базовой трубы. На отрезанных таким образом деталях снимается фаска во время резки.
PROTEM-Different-types-bevels.pdf [pdf] 1.99 MoPHMSA: Связь с заинтересованными сторонами — производственный процесс
Обзор:
Производство стальных труб датируется началом 1800-х годов. Изначально трубу изготавливали вручную — путем нагрева, гибки, притирки и сколачивания краев. Первый автоматизированный процесс производства труб был внедрен в 1812 году в Англии. С тех пор производственные процессы постоянно улучшались. Ниже описаны некоторые популярные технологии изготовления труб.
Сварка внахлест
Использование сварки внахлест для производства труб было начато в начале 1920-х годов. Хотя этот метод больше не используется, некоторые трубы, которые были изготовлены с использованием процесса сварки внахлест, все еще используются.
В процессе сварки внахлест сталь нагревали в печи, а затем прокатывали в форме цилиндра. Затем края стальной пластины были «скошены». Зачистка включает наложение внутреннего края стальной пластины и конического края противоположной стороны пластины.Затем шов сваривали с помощью сварочного шара, и нагретую трубу пропускали между роликами, которые сжимали шов, создавая соединение.
Сварные швы, полученные сваркой внахлест, не так надежны, как швы, полученные более современными методами. Американское общество инженеров-механиков (ASME) разработало уравнение для расчета допустимого рабочего давления трубы в зависимости от типа производственного процесса. Это уравнение включает переменную, известную как «коэффициент соединения», которая основана на типе сварного шва, используемого для создания шва трубы. Коэффициент соединения бесшовных труб равен 1,0. Труба, сваренная внахлест, имеет коэффициент соединения 0,6.
Коэффициент соединения бесшовных труб равен 1,0. Труба, сваренная внахлест, имеет коэффициент соединения 0,6.
Труба электросварная сопротивлением
Труба, сваренная сопротивлением (ВСВ), изготавливается путем холодного формования стального листа в цилиндрическую форму. Затем между двумя краями стали пропускается ток для нагрева стали до точки, в которой края прижимаются друг к другу, образуя соединение без использования сварочного присадочного материала. Первоначально в этом производственном процессе использовалась низкая частота A.C. ток для нагрева кромок. Этот низкочастотный процесс использовался с 1920-х по 1970 год. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который обеспечил более качественный сварной шов.
Со временем было обнаружено, что сварные швы низкочастотных ВПВ-труб подвержены избирательной коррозии швов, трещинам в виде крючков и недостаточному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Высокочастотный процесс все еще используется для производства труб для строительства новых трубопроводов.
Высокочастотный процесс все еще используется для производства труб для строительства новых трубопроводов.
Труба, сваренная оплавлением оплавлением
Труба, сваренная оплавлением, производилась в 1927 году. Сварка оплавлением выполнялась путем придания стальному листу цилиндрической формы. Кромки нагревали до полурасплавления, затем прижимали друг к другу, пока расплавленная сталь не вытеснялась из стыка и не образовывала валик. Как и низкочастотная труба для ВПВ, швы трубы, сваренной оплавлением, подвержены коррозии и трещинам от крюка, но в меньшей степени, чем трубы ВПВ. Трубы этого типа также подвержены повреждениям из-за твердых участков в листовой стали.Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Труба, сваренная двойной дугой под флюсом (DSAW)
Подобно другим процессам производства труб, производство труб с двойной дуговой сваркой под флюсом включает сначала формование стальных пластин цилиндрической формы. Края прокатанного листа сформированы так, что на внутренней и внешней поверхностях в месте стыка образуются V-образные канавки. Затем трубный шов сваривается за один проход аппарата дуговой сварки на внутренней и внешней поверхностях (следовательно, с двойной погружением под флюсом). Сварочная дуга погружена под флюс.
Края прокатанного листа сформированы так, что на внутренней и внешней поверхностях в месте стыка образуются V-образные канавки. Затем трубный шов сваривается за один проход аппарата дуговой сварки на внутренней и внешней поверхностях (следовательно, с двойной погружением под флюсом). Сварочная дуга погружена под флюс.
Преимущество этого процесса состоит в том, что сварные швы проникают на 100% стенки трубы и обеспечивают очень прочное соединение материала трубы.
Труба бесшовная
Бесшовные трубы производятся с 1800-х годов.По мере развития процесса некоторые элементы остались прежними. Бесшовная труба изготавливается путем прошивки горячей круглой стальной заготовки оправкой. Затем полая сталь прокатывается и растягивается для достижения желаемой длины и диаметра. Основное преимущество бесшовных труб — устранение дефектов швов; однако стоимость изготовления больше.
Ранние бесшовные трубы были подвержены дефектам, вызванным примесями в стали. По мере совершенствования технологии производства стали эти дефекты уменьшились, но полностью не устранены. Хотя кажется, что бесшовная труба была бы предпочтительнее формованной трубы, сваренной швом, возможность улучшения желаемых характеристик трубы ограничена. По этой причине в настоящее время доступны бесшовные трубы с более низкими сортами и толщиной стенки, чем сварные трубы.
Хотя кажется, что бесшовная труба была бы предпочтительнее формованной трубы, сваренной швом, возможность улучшения желаемых характеристик трубы ограничена. По этой причине в настоящее время доступны бесшовные трубы с более низкими сортами и толщиной стенки, чем сварные трубы.
Заключение
Постоянное совершенствование материалов и технологий сварки привело к значительному повышению надежности труб. Однако, как уже упоминалось, все еще используются трубы, которые подвержены коррозии и дефектам, связанным со швами.Эти дефекты выявляются посредством оценки целостности и устраняются при обнаружении.
Производимая сегодня труба подлежит неразрушающим испытаниям, таким как ультразвуковой и рентгеновский контроль, а также опрессовке. Каждый отдельный участок трубы должен быть испытан производителем под давлением, а новые трубопроводы также испытываются под давлением во время фактического процесса строительства.
Дата редакции: 12012011
Выбор сварочного аппарата постоянного тока (CC) для учебных целей
Понимание характеристик сварочного аппарата постоянного тока (CC) может иметь значение между успешным или неудачным испытанием сварного шва или между студентом, который делает карьеру в области сварки и тот, кто может бросить в разочаровании.
Реальная история: молодой подмастерье (назовем его Джо) сдавал экзамен на работу с трубкой Stick с использованием незнакомого оборудования. Джо провалил несколько тестов подряд, чего раньше никогда не случалось. Это была вина Джо? Разве он недостаточно тренировался? Нет, у Джо были нужные вещи, но не та машина. Инструктор увидел, как Джо борется, посадил его на другой сварочный аппарат, и его следующий шов прошел безупречно.
Чего Джо и многие другие не понимают, так это того, что у сварщиков CC есть две разные личности.Вы можете многое узнать о личности сварщика, посмотрев на его кривую вольт / ампер, «свидетельство о рождении» сварщика:
1. Сварщики, умеющие выполнять сварку TIG. Примером этого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 блоков» или традиционный сварочный аппарат с большим механическим реостатом для регулирования силы тока. Сварщики старшего возраста называют эти аппараты «свисающими» из-за формы их кривой вольт / ампер (см. Рис. 1).
Рис. 1 — Падение напряжения на ампер традиционного устройства Stick (которое также может выполнять сварку TIG) позволяет оператору контролировать подвод тепла и форму сварного шва, манипулируя электродом.
2. Сварочные аппараты TIG, способные выполнять сварку прилипанием, которые имеют более «вертикальный» выход постоянного тока (см. Рис. 2). Примером этого типа сварщика может быть обычный аппарат TIG (это тот тип сварщика, который давал Джо фитинги со стержнем E7018).
Рис. 2 — Обратите внимание на то, что кривая напряжение / амперметр для этого современного сварочного аппарата TIG почти вертикальна. Сила тока останется постоянной, даже если оператор изменит напряжение (длину дуги).
Есть также сварочные аппараты, которые одинаково хорошо сваривают Stick и TIG, которые часто используют инвертор или прерыватель (Джо использовал инвертор, чтобы пройти испытание на сварку). Сварщики с «разноплановой личностью» могут создавать как диагональные, так и вертикальные кривые вольт / ампер (рис. 3).
Сварщики с «разноплановой личностью» могут создавать как диагональные, так и вертикальные кривые вольт / ампер (рис. 3).
Рис. 3 — Кривая постоянного напряжения / тока инвертора «меняет характеристики» при переключении из режима Stick в режим TIG. Также обратите внимание на то, как процентное соотношение для управления силой дуги увеличивает силу тока при падении напряжения.
Чтение кривой вольт / ампер
Чтобы интерпретировать кривую напряжение / ампер, вы должны понимать взаимосвязь между длиной дуги и напряжением.Основным фактом процесса дуговой сварки является то, что с увеличением длины дуги напряжение повышается; по мере уменьшения длины дуги напряжение падает.
Производители проектируют аппараты для ручной сварки таким образом, что, когда оператор изменяет длину дуги, сила тока действует противоположно напряжению. Если оператор уменьшает длину дуги (снижает напряжение), сила тока увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), сила тока уменьшается. В сочетании с этой информацией операторы должны помнить еще один важный факт: напряжение — это электрическое давление.Давление (напряжение) контролирует высоту и ширину сварного шва, а сила тока контролирует проплавление.
В сочетании с этой информацией операторы должны помнить еще один важный факт: напряжение — это электрическое давление.Давление (напряжение) контролирует высоту и ширину сварного шва, а сила тока контролирует проплавление.
Вооружившись этими знаниями, еще раз изучите рис. 1. Опытные сварщики палкой знают, что «протягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создать плоский широкий валик с неглубоким проваром. Длинная дуга также приводит к более быстрому замерзанию сварочной ванны, так как это снижает общее количество доступной энергии. И наоборот, подталкивание стержня к стыку (увеличение силы тока при снижении напряжения) создает более узкий сварной шов, более глубокое проплавление и более жидкую (более горячую) сварочную лужу.
Таким образом, аппараты для ручной сварки с «каплевидными» характеристиками позволяют оператору контролировать качество и внешний вид сварного шва, манипулируя электродом. Однако этот же сварочный аппарат, хотя и идеален для Stick, не идеален для TIG. Представьте, что вы привариваете внешний угол к нержавеющей стали 18-го калибра. Если по какой-либо причине вы уменьшите длину дуги (более низкое напряжение), «сварочный аппарат, способный выполнять сварку методом TIG», будет пытаться поддерживать общую выходную мощность (ватт) за счет увеличения силы тока — и эта дополнительная сила тока (проникновение) может пробить сквозное отверстие. тонкий материал.
Представьте, что вы привариваете внешний угол к нержавеющей стали 18-го калибра. Если по какой-либо причине вы уменьшите длину дуги (более низкое напряжение), «сварочный аппарат, способный выполнять сварку методом TIG», будет пытаться поддерживать общую выходную мощность (ватт) за счет увеличения силы тока — и эта дополнительная сила тока (проникновение) может пробить сквозное отверстие. тонкий материал.
По этой и другим причинам производители проектируют обычные аппараты для сварки TIG таким образом, чтобы колебания напряжения не влияли на силу тока. Как видно из кривой вольт / ампер на рис. 2, такой сварочный аппарат обеспечивает более вертикальный выход CC. Он поддерживает постоянный ток независимо от изменений напряжения (длины дуги)… и именно это расстроило Джо во время его испытания сварным швом. Джо мог бы стать лучшим сварщиком в мире, но «аппарат TIG, который может сваривать прилипанием» просто не мог правильно реагировать на манипуляции Джо со стержневым электродом.
Производители обычных аппаратов для сварки TIG / Stick преодолели некоторые из этих ограничений производительности, добавив в аппарат функцию управления силой дуги (подробнее о силе дуги позже). Однако во многих учебных заведениях есть старое оборудование для сварки TIG без этой функции или, если у них есть современное оборудование, они могут не понимать, как использовать силу дуги. В любом случае ученики находятся в невыгодном положении, когда учатся сварке клеем. Кроме того, сварщики, специализирующиеся на сварке TIG, также имеют более сложные элементы управления, которые могут запутать новичков.Наконец, хотя многие сварщики работают очень хорошо, они просто не могут превзойти преимущества и производительность новых технологий.
Выбор подходящего сварщика
Инверторная технология позволяет производителям создавать сварочные аппараты с «множеством функций», как показывает кривая вольт / ампер на рис. 3. В основном, поскольку сварочная мощность регулируется микропроцессорами и высокоскоростными устройствами переключения тока, инвертор может создавать практически любую сварочную мощность. Одним словом, инверторы могут одинаково хорошо выполнять все сварочные процессы.
Для многих предприятий инвертор постоянного тока CC / CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле удовлетворяет большинство их сварочных потребностей. Этот тип устройства (например, инвертор Miller XMT® 350 CC / CV) позволяет обучать студентов методам сварки штангой и сваркой TIG на постоянном токе в широком спектре приложений, а также обучать студентов процессам MIG и порошковой порошковой сварке. Обратите внимание, что для специального обучения TIG и сварки TIG на переменном токе цветных металлов инвертор TIG переменного / постоянного тока, такой как Dynasty® 350, обеспечит наибольшую гибкость.
Чтобы помочь инструкторам выбрать лучший аппарат для своего предприятия, Miller предлагает рекомендации по пакетам учебных аудиторий на своей веб-странице для инструкторов по сварке MillerWelds.com/instructors.
Миллер обычно рекомендует инверторы, потому что они предлагают школам несколько преимуществ:
- Это тип сварочной технологии, который внедряется в промышленности, поэтому имеет смысл обучать студентов работе с оборудованием, которое они будут использовать профессионально. Инверторы
- по размеру и весу примерно в пять раз меньше обычных сварочных аппаратов, поэтому они занимают очень мало места, а место в сварочной кабине всегда ограничено.
- Некоторые инверторы предлагают возможность подключения к одно- или трехфазному источнику питания в широком диапазоне первичных напряжений (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют гораздо меньшую силу тока, уменьшая размер выключателя или позволяя подключать больше сварщиков к выключателю. Эти преимущества основного источника питания могут устранить необходимость в дорогостоящем повторном подключении.
- Что наиболее важно, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее овладеть знаниями.Инвертор может сделать из среднего студента хорошего сварщика, позволяя отличным студентам полностью раскрыть свой потенциал.

Advanced Stick Arc Control
Чтобы предоставить операторам дополнительное управление дугой Stick, усовершенствованные сварочные аппараты CC предлагают управление силой дуги или управление «копанием». Эта функция позволяет операторам адаптировать форму кривой напряжение / ампер, чтобы лучше соответствовать различным конфигурациям соединений и типам электродов, и может создавать дугу, которую опытные операторы описывают как «мягкую и маслянистую» или «жесткую и движущуюся».”
Рис. 4 — Увеличение силы дуги («копания») облегчает этому сварщику труб достижение хорошего проплавления на открытом корневом проходе с электродом E6010. |
При нормальной длине дуги стержневой электрод работает при напряжении около 20 вольт. Однако в некоторых сварочных ситуациях требуется более короткая длина дуги, например, когда оператору приходится вставлять стержень в узкий угол или в глубокую фаску открытого корневого соединения.В этих ситуациях электроды Stick, как известно, склонны соответствовать своему названию и «заедать стержень» (например, напряжение падает настолько низко, что дуга гаснет сама собой). Регулировка силы дуги решает эту проблему, увеличивая ток, когда уровень напряжения падает ниже примерно 20 вольт (см. Рис. 3). Повышение тока увеличивает общую мощность, сохраняет сварочную ванну в расплавленном состоянии, предотвращает прилипание стержня и устраняет множество неудобств оператора.
Регулировка силы дуги решает эту проблему, увеличивая ток, когда уровень напряжения падает ниже примерно 20 вольт (см. Рис. 3). Повышение тока увеличивает общую мощность, сохраняет сварочную ванну в расплавленном состоянии, предотвращает прилипание стержня и устраняет множество неудобств оператора.
Помните, что инверторы могут регулировать мощность сварки тысячи раз в секунду.Таким образом, скорость человеческой руки, прижимающей электрод ближе к суставу, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварщиками — это разница между выставлением счета на счетах или компьютером.
Для школ и учебных центров, которые хотят обучать сварке Stick, TIG и MIG *, выбор правильного аппарата может означать разницу между тем, чтобы помочь учащимся как можно быстрее добиться успеха или отказаться от программы сварки в разочаровании.В целом отрасли отчаянно необходимо пополнять свои ряды более квалифицированными сварщиками. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха.
* Не забывайте о многопроцессорных аппаратах для CC / CV, которые обеспечивают сварку Stick, TIG, MIG, порошковой проволокой и воздушной угольной дугой.
Рис. 5 — Об авторе. После ухода из ВМС США, где он работал над подводным тендером, Нил Борхерт присоединился к Miller Electric Mfg.Co. в 1977 году и проработала инструктором 12 лет. Сегодня, как менеджер по развитию бизнеса, он активно работает со школами и учебными заведениями. |
Настройка силы дуги
У отдельных операторов есть свои представления о том, где установить управление дугой, которое регулируется ручкой на передней панели машины. Вот некоторые общие рекомендации:
- Для открытых корневых швов на пластине или трубе обычно для первого прохода выбирается электрод XX10 или XX11.Во время этого прохода оператор пытается добиться полного проникновения. Добавляя контроль дуги, обычно ближе к верхнему пределу шкалы (скажем, 5 или 6 из 10), оператор может контролировать силу тока (проникновение) по длине дуги.
- Для более глубокого проплавления просто уменьшите длину дуги, вставив стержень в соединение. В этот момент — и только в этот момент — сработает регулировка силы дуги и обеспечит необходимое повышение тока. Повторюсь: операторы будут испытывать силу дуги только тогда, когда они уменьшат длину дуги до точки, когда уровень напряжения упадет ниже 20 вольт на большинстве машин.
- Для электродов, не используемых на открытых корневых швах, увеличьте контроль дуги до точки, при которой электроды не прилипают во время зажигания дуги или во время сварки (возможно, 2–5 по шкале от 1 до 10).
- Если вы выполняете сварку TIG, установите контроль дуги на ноль или выключите его (если у вас есть сварщик с отдельными настройками для TIG и Stick, это не имеет значения. Обычно сварщик вынимает ручку управления дугой из цепь в режиме TIG).
 Добавляя контроль дуги, обычно ближе к верхнему пределу шкалы (скажем, 5 или 6 из 10), оператор может контролировать силу тока (проникновение) по длине дуги.
Добавляя контроль дуги, обычно ближе к верхнему пределу шкалы (скажем, 5 или 6 из 10), оператор может контролировать силу тока (проникновение) по длине дуги.
История сварки: хронология и информация
Что касается металлообработки, история сварки началась сравнительно недавно, примерно с 1000 г.С.
История начинается с открытия и обработки металлов в древних цивилизациях, начиная с меди, бронзы, серебра, золота и железа. Затем металлообработка перешла к стали. Первые сваренные детали считаются золотыми украшениями.
Технологии оставались практически неизменными до промышленной революции 1700-1918 годов.
В это время была разработана технология кузнечной сварки, в которой для соединения двух деталей используется нагретый металл. Это было похоже на знакомую кузницу.
В начале 19 века был открыт ацетилен, который стал контролируемым источником тепла для сварки.
Современная сварка не началась до повсеместного распространения электричества в начале 20 века.
Потребность в сварке военного назначения во время Первой и Второй мировых войн ускорила технологию и методы сварки.
До Первой мировой войны сварка не использовалась для соединения металлов в критических объектах, таких как корабли, из-за трещин.
На временной шкале истории сварки ниже подробно описано, как развивалась технология.
Хронология металлообработки и сварки
Сварка B.C.
Первым в истории сварки металлом считается медь, так как ее можно ковать и гнуть.
4000 г. до н.э. .Считается, что история сварки началась в Египте в 4000 г. до н. Э. В общем, цивилизации начинались с меди, а затем прогрессировали до бронзы, серебра, золота и железа.
3500 до н. Э.
Открытие олова
3000-2000 Б.С.
Люди начали работать с бронзой между 3000 и 2000 годами до нашей эры. Во времена бронзового века небольшие золотые круглые коробки изготавливались путем сварки внахлестку под давлением.
В этот период из металла делают украшения, столовую посуду и оружие.
3000 до н.
 Э.
Э.Шумеры делали мечи твердой пайкой.
Египтяне используют тепло, выделяемое древесным углем, для превращения железной руды в губчатое железо. Произведенные частицы сколачиваются вместе, в результате чего получается первая сварка давлением (также называемая твердой фазой)
Гробница царицы Пу-аби содержит золотую чашу с ручкой, припаянную к стене чаши.Золотой кубок также обнаружил, что на внешней стороне кубка есть припаянная кромка.
2250 г. до н. Э.
Кобальт, используемый персами для окрашивания стекла.
Это пример пайки в 2600 году до нашей эры. в Месопотамии (Ирак) с использованием металла, сочетающего серебро и золото1500 г. до н.э.
Открытие Меркурия.
Пример плавки железа (становится более распространенным в 1200 г. до н. Э.).
1475 г. до н. Э.
В гробнице визиря Рех-ми-ре обнаружено изображение пайки.
1330 г. до н. Э.
В 1330 г. до н.э. египтяне паяли и выдували трубы. для пайки металлов.
для пайки металлов.
Журнал сварки и резки 2005
1000 г. до н. Э.
Производство железа началось в 1000 г. до н.э., когда металл изгибался в печах для производства мечей и наконечников копий. (один вид называется каталонской печью)
Золотые сундуки, найденные в Ирландии, были изготовлены путем штамповки притертых швов (форма сварки давлением).
От 900 до 850 г. до н. Э.
Египтяне начали производство металлических орудий в 900–850 годах до нашей эры. В эту эпоху популярность железа медленно росла из-за того, что бронза и медь стали широко использоваться и стали широко использоваться.
Было найдено железное оружие, которое восходит к вавилонянам примерно в 900 году до нашей эры.
589 до н. Э.
Китайцы во времена династии Суй развили способность превращать кованое железо в сталь в 589 году нашей эры. Японцы производили сталь путем сварки и ковки для производства самурайских мечей.
A.D. История сварки
60 г. н.э.
Впервые в истории сварки процесс пайки золотом был описан Плинием. Он описывает, как соли действуют как флюс и как цвет металла определяет трудность пайки (цвет указывает на присутствие оксидов).
Железный столб Дели изготовлен из железных заготовок. Кузнецы сварили в кузнице конструкцию высотой примерно 25 футов и весом 6 тонн310 н.э.
Сварка использовалась в железном столбе в Дели, Индия, около 310 г. н.э., весом 5 г / г.4 метрических тонны. (на фото выше). Другие строения подобной конструкции найдены в Англии, Скандинавии и Риме. Источником железа были метеоры.
1000 — 1099 г. н.э. (11 век)
В рукописи, написанной монахом Феофилом, есть описание смешивающего флюса для пайки серебра. Он указывает на использование хлорида натрия и тарпата калия. Металлы на 66 процентов состоят из серебра и меди.
1375
Открытие металлического цинка.
Средневековье (с 5 по 15 век) стало периодом в истории сварки, когда кузнечная сварка была в центре внимания. Кузнецы кололи горячий металл до тех пор, пока он не застыл.
Визуальная история сварки, с 14 по 17 века
1540
Vannoccio Biringuccio выпустил De la pirotechnia с описанием операции ковки.
Мастера эпохи Возрождения приобрели опыт в этом процессе, и сварка продолжала расти в течение следующих столетий.
1568
Бенвентуто Челлини, итальянский ювелир, пишет о пайке сплава серебра и меди с использованием процесса пайки
1599
Первый экземпляр корня слова weld (изначально хорошо)
16 век: изготовлена первая чугунная пушка
18 век
Большинство нововведений за это время в истории сварки использовались в доменных печах. Т
его небольшой постепенный прогресс длился до середины 18 века и до начала промышленной революции.Уже тогда прогресс был больше в том, как выполнялась работа.
Вместо того, чтобы один человек выполнял весь проект, работа была разделена на более мелкие части и поручена работникам средней квалификации.
1735
Доказательства того, что платина использовалась доколумбовыми индейцами в Эквадоре
1751
Чистый никель, созданный шведским химиком Акселем Ф. Кронштедтом с использованием немецкой руды.
1766
Свойства газообразного водорода, описанные Генри Кавендишем, английским химиком и физиком
1774
Открытие кислорода
1776
Принципы кислородной резки, установленные Лавуазье (французский язык).
19 век
1800
Сэр Хамфри Дэви изобрел электрическую дугу. Дуга создавалась между двумя угольными электродами, которые питались от батареи.
Аллесандро Вольта открыл гальванический элемент, который позволяет соединить два разных металла и стать проводником во влажном состоянии.
1808-1827
Старший Хамфри Дэви доказывает, что алюминий существует. На самом деле он был обнаружен Фридрихом Велером в 1827 году.
На самом деле он был обнаружен Фридрихом Велером в 1827 году.
1828
Губчатая платина сваривается путем холодного прессования с последующей обработкой молотком в горячем состоянии.
1836
Ацетилен был открыт в 1836 году Эдмундом Дэви, но не применялся в сварке до 1900 года, когда была разработана подходящая паяльная лампа.
1838
Патент, выданный Юджину Десбассайрсу де Ричмону на сварку плавлением
1839
Открытие генерации напряжения с помощью униполярного устройства Майклом Фарадеем.
1841
Воздушно-водородная выдувная трубка, разработанная немецким специалистом H. Rossier для пайки свинцом.
1846
Ключевой момент в истории сварки с существенным улучшением процесса кузнечной сварки.
Джеймс Нэсмит, работая в британском адмиралтействе, обнаружил, что при подготовке сварных поверхностей со слегка выпуклой поверхностью стружка и флюс выдавливаются из стыка. Это улучшает прочность сустава.
1850-х годов
Работоспособные и практичные электрические генерирующие устройства были изобретены и разработаны к 1850 году. Заслуга Ампера, Эрстеда, Уитстона, Фарадея Ома и Генри за достижения в исследованиях электрического тока.
К середине 19 века уже были доступны работающие электрогенерирующие устройства.
1856
Джеймс Джоуль сварил пучок проводов, используя электрический ток и внутреннее сопротивление для создания тепла. Позже Элиху Томсон усовершенствовал процесс контактной сварки.
1860
Wilde разрабатывает электросварку. В 1865 году выдан технологический патент.
1862
Фридрих Велер использует карбид кальция для создания газообразного ацетилена
1876
Компания Отто Бернца разрабатывает и продает бензиновые фонари.
1881
Первое задокументированное использование сварки плавлением было в 1881 году Огюстом де Меритеном, когда он сварил пластины свинцовой батареи вместе с угольным электродом.
Сварка проводилась в боксе с неподвижным электродом.
Оригинальный аппарат Benardos с углеродным электродом — 1885Успехи в сварке продолжились с изобретением металлического электрода русским Николаем Славяновым и американцем К. Гроб в конце 1800-х годов. Они не знали о работе друг друга.
Кредит также принадлежит Эли Уитни, который изобрел идею взаимозаменяемых деталей. Это привело к производству железных штампов и форм.
1882
Открытие сварки металлическими электродами было признано в Европе в 1892 году.
Введен в 1888 г. Н.Г. Slavianoff. Большинство историков приписывают Славянову открытие использования неизолированных металлических электродов для дуговой сварки.
1885
Два ученика Огеста де Меритенса, Н. Бенардос и С.Ольшевский продолжил свою работу, и в 1887/88 году ему был выдан патент на сварочный процесс, в котором использовались угольные электроды (угольная дуговая сварка) и источник электроэнергии.
При дуговой сварке угольным электродом используется дуга между угольным электродом и сварочной ванной. Процесс используется с экранированием или без приложения давления или без него. Основным заявленным использованием была ремонтная сварка.
Процесс используется с экранированием или без приложения давления или без него. Основным заявленным использованием была ремонтная сварка.
В патенте, выданном в 1885 году Огесту и Н. Бенардосам, отмечается, что процесс углеродной сварки можно использовать для сварки двух металлов, резки металлов и пробивания отверстий в металле.В патенте описаны как твердый углеродный электрод, так и полый электрод, который будет заполнен порошкообразными металлами.
Так как они предназначались для того, чтобы порошок плавился и подтекал к сварному шву, некоторые считают, что они изобрели металлическую дуговую сварку. В конечном итоге из-за ограничений этого подхода большинство историков не приписывают им это достижение.
1886
Элиху Томсон подал заявку на получение 2 патентов на процесс «Аппарат для электросварки».
Изобретение контактной сварки (RW) с первыми патентами, полученными Элиу Томпсоном в 1885 году.Он добился успехов в течение следующих 15 лет.
1888
Выдан патент Ольчевскому и Бернардосу на сварку угольной дугой.
1889–1892
C.L. Гроб считается пионером сварки в США:
- 1889: получен патент на стыковую сварку оплавлением, оборудование и процесс
- 1890: 2 патента на точечную сварку. Получен первый патент на металлические электроды.
- 1892: получен патент на процесс дуговой сварки металлическим электродом
1890
Первый известный случай использования «факела» для взлома банковского хранилища.
1892
Технический ацетилен производится в Северной Каролине путем смешивания воды и карбида кальция.
Локомотив Болдуина начинает использовать углеродную дуговую сварку для ремонта локомотивов.
1895
Горение ацетилена и кислорода, обнаруженное Анри Лешателье.
Аргон, открытый сэром Уильямом Рэмси и лордом Рейли.
1897
Kleinschmidt ввел использование медных электродов.
Сварка ХХ века
1900
Foresche и Charles Picard разработали первую коммерческую горелку для кислородно-ацетиленовой сварки.Процесс используется без приложения давления (AWS).
Примерно в 1900 году А. П. Штроменгер разработал в Великобритании металлический электрод с покрытием, имевший более стабильную дугу.
1901
Кислородное копье, изобретенное Эрнстом Менне
1903
Изобретена термитная сварка, другой процесс, кислородно-топливная сварка, также получил широкое признание в качестве коммерческого процесса.
Первая машина для контактной стыковой сварки после слияния компаний Allgemeine Elektricitats-Gesellschaft (AEG) и Union-Elektricitats-Gesellschaft (UEG).
1906
Выпуск первых аппаратов для контактной точечной сварки. К 1910 г. было произведено около 367 аппаратов для точечной и шовной сварки.
Представлен метод сварки LaGrange-Hobo. В этом методе один конец подсоединяется к токоподводящему устройству, а другой конец погружается под воду.
Ток, протекающий через деталь, вызывает образование частично ионизированного газа в воде.
Сопротивление детали электрическому потоку и газу, создающему энергию, которая создает тепло в сварном соединении.
Когда свариваемая деталь попадала на сварочный нагрев, ее вынимали из водяной бани и сваривали.
1907–1908
Оскар Кьельберг получил патент на процесс нанесения электродного покрытия, называемый дуговой сваркой защищенным металлом. Покрытие помогло стабилизировать дугу, обеспечивая более качественные сварные швы, чем неизолированные электроды.
При дуговой сварке защищенным металлом используется дуга между покрытым электродом и сварочной ванной. Процесс используется с защитой от осаждения электродного покрытия без приложения давления и с присадочным металлом от электрода.
Индустрия дуговой сварки в США начинается с двух компаний: Siemund-Wienzell Electric Welding Co., созданная в США, запатентовала метод дуговой сварки металла. Открывается вторая компания, также созданная немецкими основателями, под названием Enderlien Electric Welding Co.
Открывается вторая компания, также созданная немецкими основателями, под названием Enderlien Electric Welding Co.
Lincoln Electric производит первый сварочный аппарат постоянного тока с переменным напряжением.
1908
Бернардос запатентовал процесс электрошлака, который позволил сварщику сваривать толстые листы за один проход. Обрисованный им процесс популярен сегодня.
1909
- Система плазменной дуги, использующая газовый вихрь для стабилизации дуги, была изобретена Шоннером во время работы в компании BASF.
- А.П. Штроменгер изобрел квазидуговой электрод, обмотанный асбестовой пряжей.
1910
- Патент, выданный Чарльзу Хайду на пайку стальных труб.
1911
- Первый трубопровод, созданный методом кислородно-ацетиленовой сварки. Происходит за пределами Филадельфии.
- Matters разрабатывает плазменную горелку для нагрева плавильных печей.
1912
- Кьельберг получил второй патент на электрод с более толстым покрытием из асбеста и связующим из силиката натрия.
- Lincoln Electric представляет первые коммерческие сварочные аппараты
- Первый кузов автомобиля, сваренный E.G. Budd с использованием точечной сварки
- Металлические электроды с покрытием, представленные А.П. Штроменгером. Покрытия были сделаны из глины или извести. Также получил патент на электрод, покрытый синим асбестом и связующим из силиката натрия.Впервые электрод произвел сварной шов без примесей.

1919
- Сварка переменным током была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия. Электродуговая сварка была методом, используемым в Соединенных Штатах до 1920 года. Проблема с этим методом заключалась в том, что сварочная дуга была нестабильной, а сварные швы не были такими прочными, как свариваемый металл. Сначала кислородная сварка была более популярным методом сварки. за счет портативности и относительно невысокой стоимости.По мере развития 20-го века он потерял популярность в промышленности и был в значительной степени заменен дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей.

Сварка кораблей была ненадежной из-за трещин до Первой мировой войны Первая мировая война вызвала значительный всплеск использования сварочных процессов, и различные военные державы пытались определить, какой из нескольких новых сварочных процессов было бы лучше всего.
1917
- Дефицит газа в Англии привел к тому, что промышленность обратилась к электродуговой сварке для производства бомб и мин.
1919
- Президент Вильсон учреждает Комитет по сварке в военное время США Корпорации аварийного флота.
- Учреждение Американского общества сварщиков
- Разработка электрода с бумажным покрытием компанией Reuben Smith
1920-е годы
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно.
Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере.
Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы.
Процесс сварки штучной сваркой стал быстро развиваться благодаря усовершенствованию покрытия сердечника проволоки и электродов. Рентгеновская технология позволила проверить прочность сварного шва.
- Исследования покрытых электродов привели к лучшему сердечнику проволоки и улучшенному покрытию электродов.
- Британцы в основном использовали дуговую сварку и даже построили корабль Fulagar с полностью сварным корпусом. В какой-то момент корабль сел на мель и остался целым, потому что он был сварным, а не клепанным.
- Американцы сомневались, но начали осознавать преимущества дуговой сварки, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны.
- Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса.
- Немцы применяли электродуговую сварку на самолетах
- Немецкий торговый флот диверсировал свои корабли в гавани Нью-Йорка, прежде чем бежать. Успешно применялись сварочные ремонты, это поставило сварку на карту.
- В автомобильной промышленности начали использовать автоматическую сварку.
- Сотрудник General Electric П.О. Компания Nobel разработала автоматическую сварку постоянным током.
- До 1920 года сварка выполнялась постоянным током, вырабатываемым батареями. В конце 1920 — начале 1930-х годов стали популярны сварочные аппараты переменного тока.

В течение следующего десятилетия дальнейшее развитие позволило сварке химически активных металлов, таких как алюминий и магний. Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
1923
- Основание института инженеров сварки
1924
- Первые все сварные дома постройки У. С. Бойлер
 С. Бойлер
С. Бойлер1926
- П.К. Деверс и Х. Сварка Хобарта с использованием гелия и аргона в качестве защитного газа.
- Военно-морская исследовательская лаборатория выпускает документ об использовании рентгеновских лучей для проверки сварных швов.
1927
- A.O. Сотрудник компании Smith, Джон Дж. Чайл патентует первый экструдированный титановый электрод, который позже получил название E6010.
1928
- Первый сварной железнодорожный мост, созданный Westinghouse для транспортировки крупных генераторов.
1929
- Lincoln Electric производит электрод Fleetwood 5 с тяжелым покрытием.
- Американское общество сварки устанавливает символы сварки.
1930
- Патент, выданный H.O. Хобарт для дуговой сварки, и процесс, который стал GMAW (газовая дуговая сварка металла).
- Сварка под флюсом, разработанная National Tube Company
- Создано цельносварное торговое судно
- Выпуск шпильки под приварку, которая вскоре стала популярной в судостроении и строительстве. В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. К 1930 году дуговая сварка была дешевле, чем клепка и газовая сварка.
- Патент, выданный Деверсу и Хобарту на использование электрической дуги в атмосфере инертного газа. Не очень хорошо воспринимается сварочной промышленностью из-за высокой стоимости газа (гелия и аргона) и неподходящей доступности горелки.
 В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. К 1930 году дуговая сварка была дешевле, чем клепка и газовая сварка.
В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. К 1930 году дуговая сварка была дешевле, чем клепка и газовая сварка.1931
- Сварка нержавеющей стали (первоначально называемая дробеструйной сваркой) E.G.Будд Производство
В середине века было изобретено много новых методов сварки.
1934
- Регулятор времени для контактной сварки разработан Westinghouse (первоначально назывался Ignitron).
1935
- Внедрение процесса сварки под флюсом с использованием непрерывной подачи проволоки и гранулированного флюса. Первоначально процесс назывался Union Melt.
- Утвержден британский стандарт на сварочные электроды и выпущен твердый экструдированный электрод.

1936
- Первый сварочный аппарат переменного тока, представленный Miller Electric Manufacturing. Метод отличался высокой скоростью наплавки металла (отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов) и отсутствием дуги (отклонение электрической дуги от нормального пути из-за магнитных сил. ).
1937
- Использование сварки подтверждено стандартом BS 538 в зданиях из конструкционной стали (сварка металлической дугой в низкоуглеродистой стали).
1938
- Сварка самотеком, представленная К.К. Мадсен
- Немцы сваривают корабли для уменьшения веса и позволяют проектировать суда большего размера
1939
- Использование точечной сварки алюминия, признанное полезным в авиации
1940-1941
- Газовая дуговая сварка вольфрамом (GTAW) после десятилетий разработки была окончательно доведена до совершенства в 1941 году (патент выдан в 1942 году). Изобрел Рассел Мередит. Разработано компанией Linde.Также называется HELIARC или TIG. Горелка с водяным охлаждением была способна работать с большим током. При газовой вольфрамовой дуговой сварке используется дуга между неплавящимся вольфрамовым электродом и сварочной ванной. Процесс используется с защитным газом и без приложения давления.
- Army находит применение нержавеющей стали, алюминия и магния в таком оборудовании, как истребители.
- Создание Канадской ассоциации сварщиков.
- Технология пайки погружением, разработанная для печати монтажных плат.Первый процесс массовой пайки.
 Изобрел Рассел Мередит. Разработано компанией Linde.Также называется HELIARC или TIG. Горелка с водяным охлаждением была способна работать с большим током. При газовой вольфрамовой дуговой сварке используется дуга между неплавящимся вольфрамовым электродом и сварочной ванной. Процесс используется с защитным газом и без приложения давления.
Изобрел Рассел Мередит. Разработано компанией Linde.Также называется HELIARC или TIG. Горелка с водяным охлаждением была способна работать с большим током. При газовой вольфрамовой дуговой сварке используется дуга между неплавящимся вольфрамовым электродом и сварочной ванной. Процесс используется с защитным газом и без приложения давления.1942
- Георгию Хафергуту выдан патент на процесс сварки петарды.
1943
- Газовая дуговая сварка (GMAW) была изобретена К. Б. Волдрихом, П. Дж. Риппелем и Ховардом Б. Кэри. Разработано в корпорациях Dow и Northrup, а затем передано по лицензии Linde Corporation.
- Компания sciaky начинает продажу трехфазного сварочного аппарата сопротивлением.

1945
- Разработка экспериментального ручного пистолета MIG в Мемориальном институте Баттель (Колумбус, Огайо)
- Сварка заменила клепку в качестве основного метода сборки на судах с 5 171 судном, построенными до 1945 года.
1948
- В 1948 году последовала газовая дуговая сварка металлическим электродом (GMAW заменила прежние термины «инертный газ для металла» (MIG) и «металлический газ» (MAG)), что позволило выполнять быструю сварку цветных металлов, но требовало использования дорогостоящих защитных газов. «Процесс дуги металлической дуги в защитном газе был представлен компанией Air Reduction на выставке AWS в Филадельфии. При газовой дуговой сварке металлическим электродом используется дуга между сплошным присадочным металлическим электродом (расходным материалом) и сварочной ванной. Процесс используется с защитой от поступающего извне газа и без приложения давления.
- В Университете штата Огайо открылся первый факультет техники сварки.
- Процесс металлической дуги в инертном газе (MIG) разработан компанией Air Reduction. Сварка
- SIGMA (дуговая сварка в среде защитного газа) разработана для сварки толстых листов.
1949
- Westinghouse представляет сварочные аппараты Selenium Rectifier.
1950-е годы
- Экранированная дуговая сварка металлическим электродом была разработана в 1950-х годах с использованием расходуемого электрода и атмосферы двуокиси углерода в качестве защитного газа, и быстро стала самым популярным процессом дуговой сварки металла.
- A.C. — Выпрямительные сварочные аппараты постоянного тока со встроенной частотой для сварки TIG. Miller Electric разработала управляемую Миллером волну переменного тока. Сварщик, который использовался для критических сварных швов на ракетах и самолетах.
- Процесс электронно-лучевой сварки, запущенный A.J. Stohr
- Выпущена пайка волной припоя печатных плат.
- E. O. Институт сварки им. Патона занимается разработкой электростаговой сварки (ЭШС).
1951
- DryRod Electrode печь для контроля уровня влажности в электродах.
1954
-1957- Дебютировал процесс дуговой сварки порошковой проволокой (FCAW), в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году была изобретена плазменная сварка. Запатентовано в 1957 году компанией National Cylinder Gas Company.
1956
- Процесс сварки трением, внедренный Россией
1958–1959
- Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее родственница — электрогазовая сварка.
- Среди других недавних достижений в области сварки — прорыв в области электронно-лучевой сварки в 1958 году, который сделал возможной глубокую и узкую сварку за счет концентрированного источника тепла.
- Введен процесс короткой дуги. В процессе используются провода небольшого диаметра и усовершенствованный блок питания.

1960
- После изобретения лазера в 1960 году лазерная сварка появилась несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматической сварке.Однако оба эти процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивает их применение.
- Введен процесс сварки взрывом.
1962
- Sciaky сваривает капсулу Mercury Space (состоит из внешней и внутренней титановой оболочки).
Из-за небольшого размера каждого титанового листа металл необходимо было сваривать с тремя листами, а затем сваривать с другими листами.Процесс TIG использовался без присадочного металла. Источник: Руководство НАСА, Процедуры сварки титана и титановых сплавов
.1963
- Отмечено разработками в области испытаний сварных швов. Тест Varestraint определяет, можно ли сваривать основной металл, а также жизнеспособность различных сварочных процессов.
- Wall-Colmony представляет горелку Fusewelder Torch.
 Тест Varestraint определяет, можно ли сваривать основной металл, а также жизнеспособность различных сварочных процессов.
Тест Varestraint определяет, можно ли сваривать основной металл, а также жизнеспособность различных сварочных процессов.Устройство для сварки плавкими вставками — это кислородно-ацетиленовая горелка, которая часто используется, когда необходимо нарастить сварной шов и закончить сварку твердой наплавки.
1965-1967
- Сварка и резка лазером СО2
- В Великобритании начинается гравитационная сварка
1969
- Россияне варят в космосе СОЮЗ-6.
1970
- Внедрение новых технологий пайки для поддержки электронной миниатюризации:
— паровая фаза
— инфракрасный порт
— горячий газ
Современная сварка
Сегодня существует более 90 сварочных процессов с постоянным исследованием новых металлов, используемых в атомной, космической и судостроительной отраслях. Многие изменения произошли в 1980-х и 1990-х годах, когда сварка перешла от искусства к науке.
Многие изменения произошли в 1980-х и 1990-х годах, когда сварка перешла от искусства к науке.
- Роботизированная сварка
- Бортовые компьютеры
- Современные электроды
- Экзотические газовые смеси
1991
- Сварка трением с перемешиванием, представленная TWI.
1999
- Институт Эдисона разрабатывает метод, позволяющий увеличить проникновение флюса в сварной шов на 300%.
2000
- Введение в магнитно-импульсную сварку.
- Рентгеновский снимок используется для сварки композита металл / матрица
- Использование диодной лазерной сварки расширенных металлов, таких как титановая фольга из нержавеющей стали.
2008
- Разработка гибридной лазерно-дуговой сварки
2013
- Развитие газовой дуговой сварки-пайки металла, процесса сварки стали, используемой в автомобилях. В процессе используется присадочный металл, состоящий из кремния с медным сплавом.
- Сварка низкоуглеродистой стали и алюминия внахлест по лазерной технологии.

Будущие тенденции в области сварки
- Сварочные операции необходимо более полно интегрировать в гибкие производственные процессы и схемы управления процессами.
Сварка будет становиться все более автоматизированной, поскольку она интегрируется во все производственные процессы и координируется с улучшенными информационными системами. - Продукция будущего, требующая сварных соединений, будет состоять из материалов, предназначенных для сваривания, таких как высокопрочные стали, которые также являются интеллектуальными материалами, содержащими встроенные компьютерные микросхемы для контроля характеристик жизненного цикла сварного изделия.Такие материалы могут открыть новые возможности для использования сварки в качестве метода соединения в ближайшие десятилетия.
- В будущем моделирование сварки станет частью нового акцента на интеграции сварки на протяжении всего производственного цикла
- Инженеры по сварке и материалам будут разрабатывать новые и адаптировать существующие материалы, которые специально предназначены для сварки в готовые изделия мирового класса.
- Разработка материалов, снижающих потребность в энергии.

Дуговая сварка под флюсом — обзор
3.5 Дефекты сварного шва под флюсом
Дуговая сварка под флюсом была впервые проведена на линейных трубах в 1930 году [11]. Это процесс, при котором края пластины сводятся и свариваются дуговой сваркой с использованием расходуемого электрода и флюса. В отличие от ВПВ и оплавления, нагрев происходит с помощью электрической дуги между электродом и металлической трубой [12]. Кроме того, в отличие от сварных швов внахлест, ВПВ или оплавления (которые являются самопроизвольными), при сварке на ПАВ используется присадочный металл. Дуга и сварочная ванна погружены во флюс, чтобы защитить расплавленный металл сварного шва от атмосферы, где в противном случае он может собирать посторонние газы и приводить к появлению неметаллических включений или пористости.Процесс SAW не является процессом ковки, как ERW, и в процессе сварки не применяется механическое давление. Первые трубы, сваренные дугой под флюсом, были сварены только по наружному диаметру и известны как одиночные сварные швы под флюсом. Примерно в 1948 году компания Consolidated Western впервые разработала процесс двойной дуговой сварки под флюсом (DSAW), при котором труба сваривалась как по внешнему, так и по внутреннему диаметру [11]. Процесс SAW универсален, так как можно соединять трубы различного диаметра и толщины [12]. Процесс SAW и DSAW, в частности, остаются сегодня одними из наиболее распространенных методов производства труб [11].
Первые трубы, сваренные дугой под флюсом, были сварены только по наружному диаметру и известны как одиночные сварные швы под флюсом. Примерно в 1948 году компания Consolidated Western впервые разработала процесс двойной дуговой сварки под флюсом (DSAW), при котором труба сваривалась как по внешнему, так и по внутреннему диаметру [11]. Процесс SAW универсален, так как можно соединять трубы различного диаметра и толщины [12]. Процесс SAW и DSAW, в частности, остаются сегодня одними из наиболее распространенных методов производства труб [11].
Хотя SAW обычно считается надежным процессом, он может иметь многие из тех же проблем сварки, что и другие процессы, такие как (не ограничиваясь) отсутствие плавления, недостаточное проплавление, пористость и поднутрение. В дополнение к этим довольно распространенным проблемам, трубы, сваренные дугой под флюсом, также могут иметь трещины в металле сварного шва, которые вызваны перемещением пластин до затвердевания металла шва [11], а также трещины на подошвах, которые могут образовываться в корень или выступ сварного шва на внутреннем или внешнем диаметре. Трещины на носке могут быть вызваны холодным расширением после процесса сварки, когда труба имеет некруглую форму, или если сварной шов слишком большой, вызывая локально высокие напряжения на носке сварного шва, поскольку труба вынуждена принимать круглую форму [11,13 ]. Трещины на носке, наряду с недостаточным проваром и трещинами сварных швов (трещины затвердевания), являются наиболее частыми механизмами разрушения при сварке под флюсом [5].
Трещины на носке могут быть вызваны холодным расширением после процесса сварки, когда труба имеет некруглую форму, или если сварной шов слишком большой, вызывая локально высокие напряжения на носке сварного шва, поскольку труба вынуждена принимать круглую форму [11,13 ]. Трещины на носке, наряду с недостаточным проваром и трещинами сварных швов (трещины затвердевания), являются наиболее частыми механизмами разрушения при сварке под флюсом [5].
Другие дефекты могут включать несоосность между внутренним и наружным сварными швами в трубе DSAW — это может вызвать изгибающие напряжения при воздействии внутреннего давления [11].Также известно, что транзитная усталость вызывает растрескивание труб, сваренных дугой под флюсом [4,11,13]. При усталости при транспортировке трубы отскакивают во время транспортировки по железной дороге или автомобильным транспортом, что может вызывать локальные высокие напряжения, инициировать и увеличивать трещины. Это усугубляется плохой загрузкой труб (недостаточное рассеивание энергии между трубами и т. Д.) И ранее существовавшими условиями в трубе (то есть смещением кромок пластин) [11,13].
Д.) И ранее существовавшими условиями в трубе (то есть смещением кромок пластин) [11,13].
Сварка TIG — как выполнять сварку TIG, обзор процесса и настройка аппарата
Что такое сварка TIG?
TIG Сварка — это процесс ручной сварки, при котором сварщик должен использовать две руки.Что отличает сварку TIG от большинства других сварочных процессов, так это способ создания дуги и добавление присадочного металла! При сварке TIG одной рукой удерживают горелку TIG, которая создает дугу, а другой рукой добавляют присадочный металл в сварное соединение. Поскольку для сварки требуются две руки, сварка TIG — это самый сложный для освоения процесс, но в то же время он является наиболее универсальным, когда дело касается различных металлов. Этот процесс медленный, но при правильном выполнении обеспечивает высочайшее качество сварки! Сварка TIG в основном используется для критических сварных швов, сварки металлов, отличных от обычной стали, а также там, где требуются точные небольшие сварные швы.
Названия для сварки TIG
Знание альтернативных названий и сокращений для сварки TIG важно для всех, кто заинтересован в получении работы сварщиком TIG. Многие компании могут использовать альтернативные названия при размещении объявлений в объявлениях. Иногда они могут использовать альтернативное имя в письменном тесте, чтобы проверить ваши знания о процессе сварки.Кроме того, альтернативное название что-то значит для процесса. На сегодняшний день сварка TIG — это широко распространенный жаргонный термин. TIG — это сварка вольфрамовым электродом в среде инертного газа.
Сварка TIG — собственное название — газовая дуговая сварка вольфрамом или GTAW. Это название Американское общество сварки и другие сварочные организации называют этот процесс в своих процедурах сварки. GTAW — это также аббревиатура, которую инженеры-сварщики используют для обозначения процесса сварки, который будет использоваться в чертежах.Вдобавок ко всему при работе с трубопроводами высокого давления вас могут отправить домой на несколько дней за неправильную терминологию!
GTAW — это также аббревиатура, которую инженеры-сварщики используют для обозначения процесса сварки, который будет использоваться в чертежах.Вдобавок ко всему при работе с трубопроводами высокого давления вас могут отправить домой на несколько дней за неправильную терминологию!
История сварки TIG
Когда в 1940-х годах была введена сварка TIG, в качестве основного защитного газа в процессе использовался газообразный гелий. Термин «сварка Heliarc» был обычным словосочетанием, использовавшимся в то время, и теперь он является зарегистрированным товарным знаком «GENUINE HELIARC», насколько мне известно, теперь он принадлежит сварочному оборудованию ESAB! Почему это имеет значение, когда вы ищете работу или работаете в магазине? Большинство старожилов и опытных сварщиков называют сварку TIG сваркой Heliarc.Я понял это очень рано, когда начал сваривать. Я не знал, что Heliarc также занимается сваркой TIG! Когда я пошел в школу сварщиков, я подумал, что сварка TIG — это новый процесс, которому я собираюсь научиться.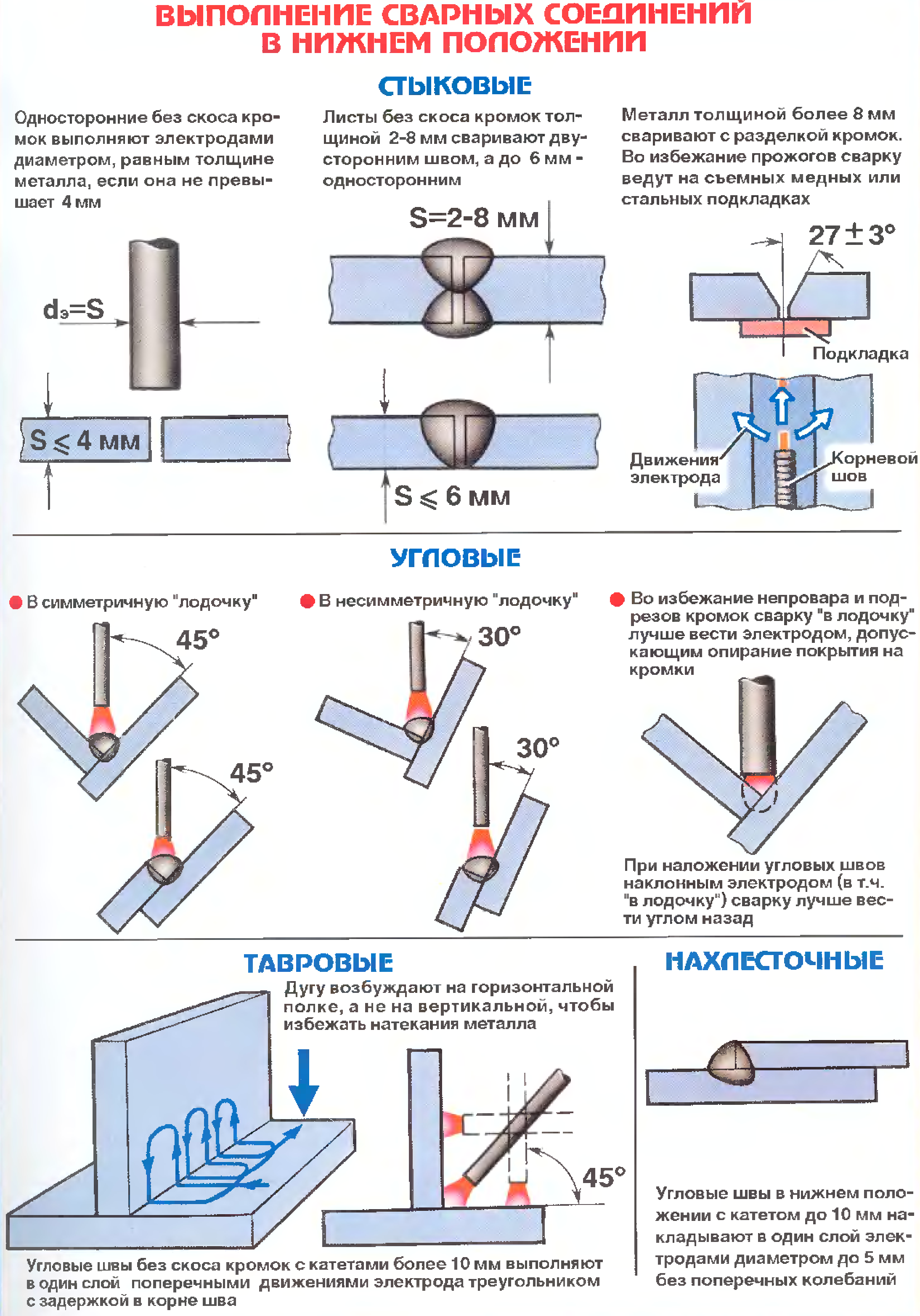 Неправильно! Точно так же, как мой бывший начальник называл холодильник «ледяной коробкой», это одно и то же. Когда кто-то называет сварку TIG гелиаром, можно с уверенностью предположить, что либо у них большой опыт, либо они прошли обучение у опытного сварщика, который был поблизости.
Неправильно! Точно так же, как мой бывший начальник называл холодильник «ледяной коробкой», это одно и то же. Когда кто-то называет сварку TIG гелиаром, можно с уверенностью предположить, что либо у них большой опыт, либо они прошли обучение у опытного сварщика, который был поблизости.
Зачем использовать вольфрам для сварки
Поскольку в названии есть термин «вольфрам», а именно вольфрам делает возможной сварку TIG, полезно знать, что такое вольфрам! Вольфрам — очень твердый, слаборадиоактивный и хрупкий металл.Его использование ограничено по сравнению с другими металлами. При сварке TIG вольфрам превращается в неплавящийся электрод, который используется для создания дуги при сварке TIG. Обычно вольфрам используется в электрических лампах, нагревательных элементах и ракетных двигателях. Практически любое место, где требуется очень высокая температура плавления или необходимость пропускать электричество при высокой температуре.
В случае сварки TIG свойства металлического вольфрама позволяют дуге поддерживать температуру до 11 000 градусов по Фаренгейту.Высокая температура плавления и отличная электрическая проводимость предохраняют вольфрамовый электрод от возгорания! Уникальные свойства сварки вольфрамовым сплавом с более горячей дугой, чем фактическая температура плавления вольфрама. Прочность на разрыв вольфрама чрезвычайно высока — до 500 000 фунтов на квадратный дюйм! По сравнению с обычно используемой сталью с пределом прочности на разрыв 36 000 фунтов на квадратный дюйм, вольфрам очень прочен! Хотя металл очень прочный, он также хрупкий! Сломать вольфрамовый электрод несложно простым ударом молотка.
Как работает сварка TIG
Для сварки TIG требуются три вещи: нагрев, защитный металл и присадочный металл. Тепло производится электричеством, проходящим через вольфрамовый электрод, создавая дугу на металле. Экранирование происходит из баллона со сжатым газом, который течет в зону сварки, чтобы защитить его от воздуха. Присадочный металл — это просто проволока, которую вручную окунают в дугу и плавят. Эти три вещи объединяются довольно просто. Сначала сварщик включает поток газа, многократно с помощью клапана на самой горелке TIG.Газ начинает течь и начинает защищать зону сварки от воздуха. Горелку держат над сварным швом ровно настолько, чтобы горелка не касалась металла. Затем сварщик нажимает ножную педаль, и вольфрамовый электрод горелки TIG зажигает дугу. Как только зажигается дуга, два куска металла начинают плавиться, образуя лужу металла. Как только лужа образовалась, сварщик другой рукой начинает заполнять стык, вручную погружая сварочную проволоку в дугу для заполнения стыка.В конечном итоге этот процесс создает цельный кусок металла.
Присадочный металл — это просто проволока, которую вручную окунают в дугу и плавят. Эти три вещи объединяются довольно просто. Сначала сварщик включает поток газа, многократно с помощью клапана на самой горелке TIG.Газ начинает течь и начинает защищать зону сварки от воздуха. Горелку держат над сварным швом ровно настолько, чтобы горелка не касалась металла. Затем сварщик нажимает ножную педаль, и вольфрамовый электрод горелки TIG зажигает дугу. Как только зажигается дуга, два куска металла начинают плавиться, образуя лужу металла. Как только лужа образовалась, сварщик другой рукой начинает заполнять стык, вручную погружая сварочную проволоку в дугу для заполнения стыка.В конечном итоге этот процесс создает цельный кусок металла.
Источники питания для сварочных аппаратов TIG
Источники питания для сварки TIG обычно представляют собой источники питания для сварки Stick. Основное различие между источником питания для сварки Stick и источником питания для TIG заключается в том, что иногда для сварки TIG требуются навороты. К источнику питания для Stick-сварки можно добавить базовую горелку TIG, и она будет хорошо сваривать. Оба блока питания являются блоками питания с постоянной силой тока. Это означает, что они поддерживают постоянную силу тока, а настройки нагрева регулируются в амперах.Напряжение на этих источниках питания будет варьироваться в зависимости от длины дуги.
Высокочастотный запуск TIG по сравнению с запуском с нуля
Источники питания для сварки TIG часто имеют функцию, называемую «высокочастотный запуск». Это устраняет необходимость физического зажигания дуги. После активации горелки TIG функция высокочастотного пуска может буквально создать дугу на расстоянии в один дюйм между горелкой TIG и металлом! Это достигается за счет создания кратковременного высокого напряжения, которое имеет давление, необходимое для преодоления расстояния.Это похоже на лестницу Джейкобса, используемую в научных экспериментах. Как только возникает дуга, напряжение падает, и сила тока достигает значения, установленного на машине. Это очень полезно для предотвращения загрязнения и израсходования вольфрама. Функция высокочастотного пуска помогает вольфрамовому электроду соответствовать своему назначению неплавящимся электродом.
Предварительная подача защитного газа и последующая подача защитного газа для сварки TIG
Некоторые общие особенности источников питания для сварки TIG — это функция предварительной и продувки.Функция предварительной продувки дает защитному газу время предварительной продувки для защиты зоны сварки перед зажиганием дуги. Функция продувки позволяет поддерживать поток газа в течение заданного времени после прекращения дуги, чтобы обеспечить защиту сварного шва до его охлаждения.
Параметры подачи питания для сварочного аппарата TIG до окончания процессаЭлементы управления формами сигналов переменного тока
Другими особенностями источников питания для сварки TIG являются настройки частоты, которые влияют на характеристики сварочной дуги. Есть много способов сделать сварочную дугу более плавной. Некоторые функции делают это за счет использования частотных диапазонов и / или импульсов электричества для достижения желаемого типа дуги. Самым большим преимуществом этих функций является то, что они придают дуге чистящие свойства. Эти настройки не очень распространены, если не сварка алюминия или магния.
Как преобразовать аппарат для ручной сварки в аппарат для сварки TIG
В полевых условиях очень распространено использование аппарата для ручной сварки труб для сварки TIG. Это то, что большинство крупных компаний используют для сварки TIG труб из углеродистой и нержавеющей стали.Я думаю, что источники питания для сварки Stick лучше справляются с этой задачей, чем источники питания для сварки TIG, когда дело касается толстостенных труб.
Фактическое преобразование очень простое и требует только горелки TIG с воздушным охлаждением и баллона аргона. В большинстве случаев для начала сварки TIG потребуется три шага:
- Сначала измените полярность на отрицательный электрод постоянного тока (-).
- Во-вторых, возьмите горелку TIG с воздушным охлаждением и подсоедините ее к жалу или держателю электрода.
- В-третьих, возьмите шланг подачи газа и присоедините его к регулятору на баллоне с аргоном.

Это все, что нужно сделать, чтобы преобразовать аппарат для ручной сварки в сварочный аппарат TIG!
Тип сварочного напряжения и полярность сварки TIG
При сварке TIG, как и при сварке палкой, используются те же типы напряжения. Есть два типа напряжения:
- Постоянный ток постоянного тока, подобный току от автомобильного аккумулятора, который течет только в одном направлении. То есть от (-) отрицательной стороны к (+) положительной стороне.
- A / C Переменный ток, как в вашем доме. Этот ток меняет направление много раз в секунду.
Сварка TIG, как и сварка палкой, при сварке постоянным током использует два типа полярности:
- Электрод постоянного тока (-) Отрицательный. Это означает, что электрод или сварочная ручка являются отрицательной стороной цепи, и электричество течет от горелки TIG к металлу.
- Электрод постоянного тока постоянного тока (+) Положительный.Это означает, что электрод или сварочная ручка являются положительной стороной цепи, и электричество течет от металла к горелке TIG.
 Это означает, что электрод или сварочная ручка являются отрицательной стороной цепи, и электричество течет от горелки TIG к металлу.
Это означает, что электрод или сварочная ручка являются отрицательной стороной цепи, и электричество течет от горелки TIG к металлу.Различие в полярности связано с тем, сколько тепла подводится к электроду. Отрицательный электрод постоянного тока (-) концентрирует около 2/3 тепла на свариваемом металле. Это обеспечивает сварку с глубоким проплавлением. Положительный электрод постоянного тока (+) концентрирует около 2/3 тепла на электроде. Это позволяет получить неглубокий сварной шов, который больше подходит для листового металла, и в то же время придает характеристикам дуги очищающее действие.
Как работает полярность при сварке TIG на постоянном токе
Чтобы лучше понять протекание постоянного тока, вы должны думать о нем в терминах протекания воды. Если вы возьмете кувшин с водой и нальете его в стакан, наибольшее трение будет испытывать стакан, в который поступает вода. Таким образом, в этом случае кувшин — это (-) отрицательная сторона (потеря воды), а стакан — (+) положительная сторона (получение воды). Обычно набирающая вода сторона — это сторона с наибольшим трением. По сравнению со сваркой, это сторона, на которой сосредоточено больше всего тепла.Именно так работает питание постоянного тока!
Типы горелок TIG
Когда дело доходит до сварки TIG, есть два варианта выбора горелки TIG!
- Горелки для сварки TIG с воздушным охлаждением
- Горелки для сварки TIG с водяным охлаждением
Горелки для сварки TIG с воздушным охлаждением
Первая — это горелка с воздушным охлаждением, которая является наименее дорогой и наиболее практичной. Обратной стороной является горелка для сварки TIG с воздушным охлаждением, поскольку она довольно сильно нагревается, и большая часть тепла, производимого дугой, теряется. Я буквально за десять минут могу сварить горелкой с воздушным охлаждением, пока ручка не станет слишком горячей, чтобы ее можно было удерживать!
Горелка для сварки TIG с воздушным охлаждением 250AГорелки для сварки TIG с водяным охлаждением
Вторая — это горелка с водяным охлаждением. Это наиболее эффективный тип горелки, но он требует водяного охлаждения и дополнительного обслуживания. Это очень похоже на обслуживание радиатора автомобиля.
Водоохладители для горелок TIG
Если используется горелка для сварки TIG с водяным охлаждением, потребуется охладитель воды. Охладитель воды — это то, что охлаждает горелку TIG. Внутри водяного кулера находится радиатор, как в автомобиле, через который проходит вода, а вентилятор продувает воздух, чтобы охладить воду.
Охладитель воды горелки TIGДистанционный запуск vs.Ручной запуск
После выбора горелки TIG есть два варианта запуска дуги: ручной запуск или удаленный запуск. Во-первых, есть простой способ вручную запустить дугу. Горелка TIG становится такой же, как сварка палкой после включения сварочного аппарата TIG. Дуга зажигается путем удара по металлу вольфрамом вручную. Второй вариант — удаленный запуск. Возможности дистанционного запуска бывают двух разных форм. Первый — это выключатель на горелке, а второй — с ножной педалью.
Первый — это выключатель на горелке, а второй — с ножной педалью.
Ручной дистанционный запуск горелки для сварки TIG
Дистанционный запуск с ручным управлением очень прост. Все, что они представляют, — это кнопка, приклеенная к горелке TIG, которую просто нажимают пальцем, когда вы будете готовы начать сварку. Что происходит, когда кабель дистанционного запуска с ручным управлением подключается к источнику питания для сварки TIG, и он активирует функцию высокочастотного запуска. Это облегчает зажигание дуги и предохраняет вольфрам от загрязнения. Горелка
TIG с ручным дистанционным запускомДистанционный запуск с ножной педалью горелки TIG
Дистанционный запуск с ножным управлением или ножной педалью немного сложнее.Они контролируют высокочастотный пуск и в то же время регулируют силу тока. Так же, как педаль газа в машине, чем ниже вы нажимаете, тем больше мощности вы получаете. Дистанционный запуск с ножным управлением в основном подходит для работы в мастерской, где сварщик может сидеть. Сварить стоя с педальным дистанционным запуском очень сложно. Плюс к дистанционному запуску с ножной педали заключается в том, что вы полностью контролируете тепло, с которым вы выполняете сварку.
Сварить стоя с педальным дистанционным запуском очень сложно. Плюс к дистанционному запуску с ножной педали заключается в том, что вы полностью контролируете тепло, с которым вы выполняете сварку.
Защитные газы для сварки TIG
Защитные газы для сварки TIG используются для защиты зоны сварки от воздуха, который может загрязнить сварной шов.Два наиболее часто используемых газа для сварки TIG:
- Аргон / Ar (обычно используется)
- Гелий / He
Поскольку аргон и гелий являются инертными газами Nobel, они не меняют характеристик сварного шва. То, с чем вы свариваете, и получаете. В некоторых редких случаях используются смеси трех типов. Первый — это аргон и водород, а второй — аргон и азот. Третья смесь — это аргон и гелий, и ее обычно используют для более толстых металлов, чтобы получить более глубокое проплавление шва.В большинстве случаев чистый аргон покрывает почти все сварочные потребности.
Подача газа аргонаТипы вольфрамовых электродов
Как видно из названия, «Сварка вольфрамовым инертным газом» вольфрам является основным ингредиентом электрода. Что изменилось, так это то, что добавлено очень небольшое количество других металлов, чтобы помочь создать желаемые характеристики дуги. Обычные металлы, добавляемые в вольфрам, — это церий, лантан и цирконий. В реальном мире наиболее широко используются следующие смеси вольфрама:
Что изменилось, так это то, что добавлено очень небольшое количество других металлов, чтобы помочь создать желаемые характеристики дуги. Обычные металлы, добавляемые в вольфрам, — это церий, лантан и цирконий. В реальном мире наиболее широко используются следующие смеси вольфрама:
- Чистый вольфрам, EWP
- Цирконий-вольфрам от 1/4% до 1/2%, EWLa-1
- 1% торий-вольфрам, EWPTh-1
- 2% торий-вольфрам, EWPTh-2
Чистый вольфрам используется с переменным током переменного тока только для сварки алюминия и магния.Он поставляется с зеленым наконечником с классификационным кодом AWS (Американского сварочного общества) «EWP» на упаковке.
Цирконий Вольфрам имеет свойства, аналогичные чистому вольфраму. Цирконий Вольфрам бывает в виде смеси от ¼% оксида циркония до 1/2% оксида циркония, а остальное — вольфрам. Обычно он используется с переменным током переменного тока для сварки алюминия и магния. Он поставляется с наконечником коричневого цвета и классификацией AWS EWLa-1 на упаковке.
Торированный вольфрам обычно используется с постоянным током с отрицательной полярностью (DCEN).Добавленный оксид тория помогает электроду пропускать больший ток при более низкой температуре, что немного облегчает зажигание дуги. Торированный вольфрам используется для сварки большинства металлов, помимо алюминия и магния. Некоторые из металлов, с которыми он хорошо работает, — это углеродистая сталь, нержавеющая сталь, хромовые сплавы, никель и большинство других черных металлов. Процент добавленного оксида тория обычно составляет от 1% до 2%. 1% -ный торированный вольфрам поставляется с наконечником желтого цвета и имеет классификацию AWS EWTh-1 на упаковке.2% торированный вольфрам поставляется с наконечником красного цвета и имеет классификацию AWS EWTh-2 на упаковке.
Диаметр вольфрамового электрода
Как и для всех электродов, существует возможность выбора диаметра электродов. При сварке TIG размер электрода не является самым важным компонентом процесса. Пока используемый электрод остается в пределах допустимой силы тока. Важнее всего форма наконечника, которая определяет характеристики дуги. Для большинства применений подойдет электрод любого размера от 1/16 до 1/8 дюйма в диаметре.Наиболее распространенные размеры на рынке:
Важнее всего форма наконечника, которая определяет характеристики дуги. Для большинства применений подойдет электрод любого размера от 1/16 до 1/8 дюйма в диаметре.Наиболее распространенные размеры на рынке:
- . 04
- 1/16
- 3/32
- 1/8
- 5/32
- 3/16
- 1/4
Формовочные вольфрамовые электроды
Поскольку вольфрам выпускается в форме стержня с квадратным концом, ему необходимо придать форму. Некоторые из форм наконечников, используемых в этих электродах, являются заостренными, закругленными и заостренными с шариковым концом.
Измельченный чистый вольфрам перед заточкойОстроконечные вольфрамовые электроды
Заостренный наконечник обычно используется при сварке черных металлов, таких как сталь.Используемый ток — DCEN (отрицательный электрод постоянного тока). Это позволяет току течь от электрода к металлу. Это позволяет электроду концентрировать температуру дуги на металле. Заостренный наконечник в этом случае будет сохранять свою форму, поддерживая более высокую температуру дуги, чем температура плавления электродов. Если бы полярность была изменена, вольфрам, вероятно, начал бы плавиться.
Если бы полярность была изменена, вольфрам, вероятно, начал бы плавиться.
Как придать форму и заточить заостренный вольфрамовый электрод
Формование заостренного электрода обычно выполняется с помощью шлифовального круга или точилки для вольфрамовых электродов.При использовании шлифовального круга лучше всего использовать шлифовальный круг с мелким зерном, который используется только для заточки вольфрамовых электродов. У использования шлифовального круга есть обратная сторона. Поскольку вольфрам немного радиоактивен, вы действительно не хотите вдыхать какие-либо частицы! Чтобы заострить электрод, направьте его вверх, медленно и слегка катая его по шлифовальному кругу между пальцами, чтобы получить круглое острие. Ах да, при этом не надевайте перчатки! Последнее, что вам понадобится, это перчатка, которую нужно затягивать в шлифовальный круг!
Формовка вольфрамового электрода на шлифовальном станке Заточка вольфрама Травма от шлифовки вольфрамаФормовка и заточка остроконечного вольфрамового электрода на точилке
Если вы можете себе это позволить, существуют вольфрамовые точилки, которые работают как точилка для карандашей. Они намного безопаснее и каждый раз дают идеальную точку. Все, что вы делаете, это вставляете вольфрам, а он делает все остальное. На рисунке ниже изображена точилка для вольфрама производства Diamond Ground Tungsten Products.
Они намного безопаснее и каждый раз дают идеальную точку. Все, что вы делаете, это вставляете вольфрам, а он делает все остальное. На рисунке ниже изображена точилка для вольфрама производства Diamond Ground Tungsten Products.
Вольфрамовые электроды с закругленными и коническими шариками
Электроды с закругленными или коническими шариковыми концами обычно используются для сварки цветных металлов, таких как алюминий и магний. Для сварки этих металлов используется ток A / C (переменный ток).Закругленный или конический электрод с шариком на конце помогает распределять дугу по большей площади электрода. Чтобы получить круглый или шарообразный конец электрода, это делается с помощью DCEP (положительный электрод постоянного тока). Чтобы получить такую форму, нужно включить газ аргон и, если возможно, зажег дугу на куске меди. Что произойдет, так это то, что вольфрам начнет плавиться, когда сила тока станет достаточно высокой, а затем начнет образовывать каплю на конце электрода. Как только на конце электрода окажется шарик нужного размера, остановите дугу.После получения формы снова включите источник питания A / C. В случае, если кусок меди недоступен, просто используйте для работы самый чистый кусок металла, который вы можете найти.
Как только на конце электрода окажется шарик нужного размера, остановите дугу.После получения формы снова включите источник питания A / C. В случае, если кусок меди недоступен, просто используйте для работы самый чистый кусок металла, который вы можете найти.
В некоторых других случаях для сварки листового металла с помощью DCEP (положительный электрод постоянного тока) можно использовать округлые или конические электроды со сферической головкой. Это концентрирует 2/3 тепла на вольфрамовом электроде и предотвращает образование отверстий в листе металла. Единственное, чего следует избегать, когда сварка TIG с DCEP требует слишком большого тока.В противном случае вольфрам загорится!
Размеры чашек для TIG
Размеры чашек имеют стандартную систему кодирования. Система кодирования довольно проста! Например, чашка № 5 составляет 5/16 дюйма, а чашка № 9 — это 9/16 дюйма. Номер на чашке похож на X / 16. Какие бы числа ни использовались для размера чашки, всегда предполагайте, что это первое число дюйма, разбитое на 16-ые дюйма.
Обозначение присадочной проволоки
Как и любой другой процесс сварки, присадочная проволока для сварки TIG имеет систему обозначений и кодов.Поскольку для сварки TIG не используются флюсы, обозначения довольно просты. В большинстве случаев можно использовать сварочную проволоку MIG. Единственное различие между сварочной проволокой MIG и сварочной проволокой TIG — это способ их упаковки.
Сварочная проволока MIG для сварки TIGОбычно сварочная проволока TIG имеет длину 36 дюймов. Обычная сварочная проволока для низкоуглеродистой стали — ER70S-6 . Код обозначения следующий:
ERS-6 Сварочная проволока TIG Обозначение- ER — Электрод или присадочный пруток, который используется при сварке с подачей проволоки или TIG.
- 70 — Минимальный предел прочности на разрыв 70 000 фунтов на квадратный дюйм сварного шва.
- S -Сплошная проволока.
- 6 — Количество раскислителя и очищающего средства на электроде.
Сварка TIG Электродная проволока также имеет обозначение и размер, нанесенный на саму проволоку. Это важно, потому что смешивать разные сплавы легко, потому что они выглядят одинаково и одинаково весят. Один неправильный электрод — и сварка может испортиться на несколько недель.Если вас поймают на высокопроизводительной работе без обозначения провода на электроде, вас уволят.
Размер проволоки для электрода для сварки TIG Штамп Сварочная проволока для сварки TIG ER6-6 Штамп с обозначениемСварочные проволоки для сварки TIG бывают разных размеров, и это наиболее распространенные диаметры:
Установка соединения
Установка соединения чрезвычайно важна, когда дело доходит до TIG сварка. Не может быть никакой ржавчины, окисления, прокатной окалины, краски, масла или чего-либо, что не относится к этому, кроме голого металла.Все стыки необходимо очистить шлифовальной машиной или, в случае некоторых металлов, таких как алюминий, использовать химический очиститель. Одной из первых моих работ была сварка алюминия на заводе, и каждая свариваемая деталь перед сваркой подвергалась обработке в кислотной ванне. На мой взгляд, сварка TIG дает наилучшее качество сварки, но это качество во многом зависит от чистоты соединения.
Испытание трубы TIG для электростанции с двойными толстостенными стенками 2 дюймаЧто такое продувка трубы?
Продувка — это распространенный термин, когда речь идет о сварке труб TIG. При продувке воздух в трубе заменяется газом, который не вступает в реакцию с корнем сварного шва.Продувка предотвращает окисление сварного шва или «сахар» в шлаке сварщика труб. При собеседовании по поводу работ по сварке труб TIG часто задают вопрос: «Как предотвратить сахар»? В остальных случаях при сварке ящик можно заполнить аргоном для вваривания. Аргон тяжелее воздуха, поэтому он наполняет коробку или форму, как вода. Аргон также может быть опасен, когда не используется надлежащая вентиляция. Если вы находитесь в закрытой комнате и у вас протекает бутылка с аргоном, она будет заполнять комнату снизу вверх, как вода.В отличие от воды вы не можете ее увидеть и почувствовать запах. Как только аргон заполнит комнату, вы будете дышать и задыхаться одновременно, даже не подозревая об этом! Вы просто засыпаете, и это конец вам. Обычно аргон используется для сварки TIG, но, поскольку он очень дорог, сам по себе не используется для продувки трубы. Большинство людей используют для продувки трубы азот или углекислый газ.
Очистка трубы
Очистка трубы обычно требует использования математических расчетов. В некоторых случаях, например на верфях, у них есть диаграммы, в которых указывается, какой размер трубы, длина, CFH (кубические футы в час потока газа) и сколько времени требуется для продувки трубы.Другой способ — это канареечный метод. Просто поместите канарейку в трубу, и когда птица пнет ведро, вы можете быть уверены, что труба очищена от кислорода. Я настоятельно не рекомендую этот метод!
Лента для продувки трубыКак прочистить трубу
Перед продувкой трубы необходимо закрыть открытую часть трубы. Это также включает зону сварного шва. Это делается путем приклеивания ленты к области, и при сварке лента отрывается небольшими участками. После того, как область загерметизирована, вам нужно сделать вентиляционное отверстие на одном конце трубы, противоположном стороне, на которой находится труба, заполняющая трубу.Расположение вентиляционного отверстия зависит от того, используете ли вы гелий или аргон. Если вы используете заправочный газ на основе аргона, вам понадобится вентиляционное отверстие в верхней части трубы, потому что аргон тяжелее воздуха. Если вы используете наполнитель на основе гелия, вам понадобится вентиляционное отверстие в нижней части трубы, потому что гелий легче воздуха.
Продувка трубы Вентиляционное отверстие Удаление продуванной ленты перед сваркой Сварка труб из нержавеющей стали с продувкойЕсть три способа определить, сколько газа вам нужно для продувки трубы перед сваркой.
- Используйте таблицу с размерами трубы, CFH и временем обмена продувки.
- Посчитайте объем трубы по сравнению с газообменом.
- Используйте инструмент для контроля кислорода. Вы просто вставляете зонд, и он измеряет атмосферу.
Настройка аппарата для сварки TIG
При настройке аппарата для сварки TIG есть две основные настройки. Это сила тока и расход газа. Настройки силы тока различаются в зависимости от типа и толщины свариваемого металла.Вы просто устанавливаете силу тока на такое значение, при котором вам удобно, насколько быстро расплавляется металл при сварке. Расход газа также варьируется в зависимости от условий тяги, размера стакана и иногда положения сварного шва. Расход газа может варьироваться от 5 до 60 кубических футов в час для большой чашки и сквозняков. При выборе сварочного газа почти всегда предполагается, что вы будете использовать чистый аргон.
Настройки подачи питания для сварочного аппарата TIG перед началом работыВот некоторые основные рекомендации по настройке аппарата:
- 1/16 Вольфрам — Требуется сила тока от 50 до 100 ампер.Рекомендуемые размеры чаши — 4, 5 или 6. Расход газа должен быть от 5 до 15 кубических футов в час.
- 3/32 Вольфрам — Требуется сила тока от 80 до 130 ампер. Рекомендуемые размеры чаши: 6, 7 или 8. Расход газа должен быть от 8 до 20 кубических футов в час.
- 1/8 Вольфрам — Требуется сила тока от 90 до 250 ампер. Рекомендуемые размеры чаши — 6, 7 или 8. Расход газа должен составлять от 8 до 25 кубических футов в час.
Сталь для сварки TIG
Сталь для сварки TIG очень просто.Обычно используется полярность DCEN (отрицательный электрод постоянного тока), газообразный аргон и торий-вольфрам. Для сварки стали и нержавеющей стали вольфрам должен иметь точную форму.
Сварка корня трубы TIG и горячий проходСварка TIG нержавеющей стали
Нержавеющая сталь сваривает почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение — сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном.Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом. Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к короблению, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать путем частого смещения сварных швов и закрепления зоны сварки. При правильной сварке TIG нержавеющей стали она будет иметь медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Нержавеющая сталь Сварная труба TIGСварка TIG Нержавеющая сталь
Нержавеющая сталь сваривается почти как сталь. Это не требует особой практики, использует тот же тип вольфрама и аргона. Единственное исключение — сварка нержавеющей стали требует хорошего газового покрытия. Сталь снисходительна к покрытию аргоном. Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в ванну с аргоном, или, если это открытый корневой шов, внутреннюю часть шва необходимо продуть присадочным газом.Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к короблению, если приложено слишком много тепла или свариваемые детали не закреплены должным образом! Деформацию можно контролировать путем частого смещения сварных швов и закрепления зоны сварки. При правильной сварке TIG нержавеющей стали она будет иметь медный цвет. Если вы обнаружите, что сварной шов серый или темный, это означает, что вы двигаетесь слишком медленно или у вас слишком жарко.
Шлифовальный диск для чистки нержавеющей сталиПри сварке TIG нержавеющей стали подготовка швов чрезвычайно важна! На стыке не должно быть ничего, кроме чистой нержавеющей стали.Если этого не сделать, вы обнаружите, что присадочная проволока не будет течь в стык. При сварке не совсем чистого стыка из нержавеющей стали вы обнаружите, что присадочная проволока не будет прилипать ко многим частям стыка. Чтобы избежать этого, лучше всего постучать по стыку шлифовальным диском или напильником. Это верно и для многопроходных сварных швов. Если вы вставляете один валик, а затем вам нужно сделать второй проход, вам также необходимо снова очистить эту область перед сваркой.
TIG-сварка алюминия
При TIG-сварке алюминия необходимо выполнить несколько шагов для настройки.Во-первых, вольфрам! Вольфрам должен быть чистым вольфрамом или циркониевым вольфрамом. Вольфрам также должен иметь форму шара на конце, чтобы правильно распределять тепло. Второй тип тока — это алюминий, всегда свариваемый на переменном токе (A / C). Сварка алюминия всегда требует высокочастотного запуска либо с помощью кнопки высокой производительности, либо от горелки TIG с ножным педальным управлением. Основное отличие сварки алюминия от других металлов заключается в том, как выглядит лужа. У алюминия просто блестящая лужа, которая не светится.Это похоже на движение фольги. При сварке алюминия необходимо избегать перегрева металла. Продолжать сварку очень легко, и внезапно вся зона сварки падает на пол.
Алюминий Сварка TIGСварка TIG Анодированный алюминий
При сварке TIG алюминиевых трубок меньшего диаметра многим людям нравится использовать кнопку высокой производительности. Кнопка предназначена для удара по сварному шву. В основном это означает точечную сварку трубы или трубки. Этот метод обычно используется для сварки труб из анодированного алюминия.В яхтенной индустрии на многих лодках перед продажей устанавливают башни для тунца или марлина. Эти башни сделаны из матового или анодированного алюминия, чтобы защитить трубу от соленой воды. Анодированная труба имеет покрытие, затрудняющее сварку. Сварка анодированного алюминия требует двух шагов. Первый шаг — это точечная сварка вокруг трубы и добавление присадочной проволоки. Этот сварной шов выглядит менее чем приемлемо, потому что анодированное покрытие не расплавилось должным образом. Второй шаг — это точечная сварка одного и того же сварного шва без добавления присадочной проволоки.Это позволяет лучше расплавить анодированное покрытие в сварном шве. После этого сварной шов покрывается краской для защиты.
Сварка анодированного алюминияСварка TIG экзотических металлов и сплавов
Сплав Hastelloy Сварка TIGTIG позволяет сваривать практически любой металл. Это возможно, поскольку в качестве основных используемых газов используются инертные инертные газы, и их свойства не изменяют свойства сварного шва. В большинстве других сварочных процессов к присадочному металлу применяются флюсы или химические добавки. При сварке TIG именно чистое тепло создает сварное соединение и позволяет соединить любой металл, который можно расплавить, при условии, что присадочная проволока совместима.Некоторые из экзотических металлов, которые обычно свариваются:
Медно-никелевый сплав «CUNI» и медно-никелевые сплавы
Сварка TIG медных и медно-никелевых сплавов обычно выполняется с использованием чистого аргона, а иногда и аргона / гелия (75% Ar / 25% He ) газовая смесь. В большинстве случаев используется вольфрам с 2% -ным содержанием церия оранжевого цвета и классификация AWS EWCe-2. В других случаях можно использовать 2% -ный вольфрам тория. Наиболее распространенный сварочный ток и полярность — DCEN (отрицательный электрод постоянного тока).
Многие люди, которые сваривают CUNI, говорят, что он оставляет ощущение мутности. Это верно только в том случае, если вы используете слишком много тепла, и в этом случае металл станет очень темным. Когда все сделано правильно, сварной шов будет очень похож на нержавеющую сталь с почти таким же медным цветом. Лучший способ описать ощущение и внешний вид лужи — это сочетание нержавеющей стали и алюминия. Лужа действует как нержавеющая сталь, но более жидкая с оттенком блеска или олова, как при сварке алюминия. Загвоздка при сварке медно-никелевых сплавов и медно-никелевых сплавов заключается в том, что холодная притирка и прокатка являются общей проблемой.Часто сварной шов выглядит так, как будто он проплавлен правильно, но в некоторых местах на самом деле нет проплавления. Очень трудно обнаружить холодную прокатку и притирку с медно-никелевым покрытием, если не проводится испытание на проплавление.
Когда дело доходит до открытых корневых швов на медно-никелевом покрытии, используется другая техника. Что сделано, вам нужно проделать отверстие в корне на суставе! Не шутка! Вы зажигаете дугу и затем создаете замочную скважину, в которую погружаете присадочную проволоку. Просто продолжайте повторять это, пока корень не будет готов.Это может показаться трудным, но присадочная проволока имеет очень гладкий корень с хорошим проникновением с обратной стороны!
Магний
Магний обычно сваривают чистым газом аргоном. Тип используемого вольфрама обычно представляет собой циркониевый вольфрам с обозначением AWS EWZr. В большинстве случаев ток будет A / C (переменным током), требующим высокочастотного пуска.
Титан
При сварке титана используется газ аргон, и во многих случаях для сварки требуется аргонная ванна.Во многих случаях газового покрытия, обеспечиваемого горелкой TIG, недостаточно. Титан можно сваривать, используя 2% торий-вольфрам с классификацией AWS EWPTh-2 и DCEN (отрицательный электрод постоянного тока).
Сварка разнородных металлов TIG
Одним из менее распространенных способов сварки является сварка разнородных металлов. Когда дело доходит до сварки разнородных металлов, у сварки TIG есть много возможностей. Большинство этих вариантов зависит от конструкции присадочной проволоки. В некоторых случаях сварка разнородных металлов состоит из двух этапов, но в конце концов эти металлы можно соединить.Вот некоторые из комбинаций разнородных металлов, которые можно сваривать TIG:
- Медь с Эвердуром
- Медь Никель с Эвердуром
- Медь и Эвердур со сталью
- Медь с нержавеющей сталью
- Хастеллой Сплав C со сталью
- Никель с Сталь
- От нержавеющей стали до чугуна
- От нержавеющей стали до инконеля
- От нержавеющей стали до низколегированной или углеродистой
Методы сварки TIG
Когда дело доходит до методов сварки TIG, многие из стандартных схем
все еще применимы.Что действительно меняет, так это способ добавления присадочного стержня и тот факт, что вам нужно использовать обе руки одновременно. При добавлении присадочного стержня всегда следует держать присадочный стержень в зоне защитного газа, чтобы избежать загрязнения присадочной проволоки. Большинство других изменений связано с тем, как зажигается дуга. При высокочастотном запуске возникновение дуги не является проблемой. При ручном запуске или запуске с нуля могут возникнуть проблемы. Основная проблема, связанная с появлением царапины, заключается в том, что вольфрам может загрязнить сварной шов и потерять форму в процессе.Большинство сварочных швов TIG выполняются из стороны в сторону. Если сила тока установлена правильно и вы видите, что сварочная лужа размывается по бокам сварного шва, все будет в порядке. Как и любой другой процесс сварки, здесь нет единого рисунка или способа сделать хороший сварной шов. Сварка TIG хорошо работает во всех положениях практически на любом металле. Единственное различие между плоским, горизонтальным, вертикальным и потолочным сварным швом — это то, как вы мысленно подходите к задаче. По большей части это сводится к позитивному мышлению и практике! Конечным результатом является то, что вам нужен гладкий равномерный валик, который хорошо впитался в стык.
Форхенд против обратной стороны
Когда дело доходит до сварки справа и слева, это не имеет большого значения. Поскольку в сварке TIG используется присадочный металл, добавляемый вручную, дуга определяет проплавление сварного шва. Пока лужа плавно смывается с металлом, не имеет значения, как вы путешествуете. При других сварочных процессах угол хода неуместен! С другой стороны, сварка TIG очень щадящая, когда дело доходит до угла горелки и направления движения, если газовое покрытие хорошее.
Сварка труб из нержавеющей стали TIG от рукиХодьба по чашке
Ходьба по чашке — это метод сварки, который дает сварщику гораздо больше контроля, чем сварка без рук! Если сравнивать сварку от руки и ходьбу по чашке, можно увидеть огромную разницу в качестве и внешнем виде сварного шва! Сварочный шов, выполненный перемещением чашки, почти роботизирован, а рисунок валика очень однороден и согласован. Это связано с тем, что чашка горелки TIG всегда опирается на сварное соединение, а длина дуги остается неизменной.Длина дуги является ключевым моментом, когда речь идет о внешнем виде валика при сварке TIG. Чтобы переместить чашку, вам необходимо поместить чашу горелки TIG на сварное соединение и установить вольфрам так, чтобы он находился чуть выше сварного шва. Затем просто пройдитесь по чашке и добавьте или удерживайте присадочную проволоку в стыке. Чашка получает свою скорость движения вперед, перемещая ручку горелки TIG таким образом, чтобы создать движение вперед. Есть много способов ходить по чашке, но в конечном итоге это держит руки сварщика в устойчивом положении, обеспечивая постоянную опору с постоянной длиной дуги!
Ходьба по чашке TIG Левая сторона трубы Перемещение чашки ТIG с правой стороны трубыУстранение неполадок сварочного аппарата TIG и общие проблемы
При сварке TIG возникают некоторые общие проблемы и дефекты сварки.Большинство этих проблем легко решить, если вы знаете, что искать. Вот некоторые из распространенных проблем:
Пористость сварного шва
Пористость сварного шва может быть вызвана многими факторами. Некоторые из распространенных причин пористости сварного шва:
- Слишком большая длина дуги. Уменьшите длину дуги.
- Соединение не очищено должным образом. Очистите шлифовальной машиной или металлической щеткой.
- Скорость потока газа слишком низкая или слишком высокая. В случае слишком высокой скорости потока газа турбулентность, вызванная высокой скоростью потока, будет втягивать воздух в смесь.
- Используется чашка неправильного размера. Установите чашку нужного размера.
- Проверить, нет ли сквозняка в зоне сварки. В этом случае установите барьер, чтобы остановить сквозняк.
- Напорный стержень масляный, грязный или корродированный. Попробуйте новый наполнитель.
- Защитный газ загрязнен. Поменять газ.
- Используется неправильный газ. В большинстве случаев чистый аргон является подходящим газом.
- Чашка или недостаточно плотная. Проверьте все детали горелки TIG на герметичность.
- Шланги не должны быть затянуты или иметь течь. Проверьте соединения на герметичность или используйте мыльную воду, чтобы найти утечки.
Износ вольфрама или нестабильная дуга
Износ вольфрама или нестабильная дуга обычно вызваны следующими причинами:
- Слишком низкий расход газа. Увеличьте расход газа.
- Слишком большая длина дуги. Уменьшите длину дуги.
- Используется неправильный газ. Поменять газ.
- Вольфрам загрязнен.Разбейте и измените форму вольфрама.
- Вольфрам попал в лужу. Очистите вольфрам и сократите вылет.
- Диаметр вольфрамового электрода слишком большой или малый. Замените вольфрам на вольфрам подходящего размера.
- Неправильная полярность. Измените полярность или тип напряжения.
- Слишком низкая сила тока. Увеличьте силу тока.
- Зажим заземления не контактирует должным образом.