Сварка графитовым электродом. — Контактная и точечная сварка
Угольным электродом медь сваривается легко. Но процесс весьма нестабильный: легко возникает пористый шов. Что там получается с металлургией непонятно, но твердость шва несколько выше, чем твердость отпущенной меди рядом. Иногда удается получить шов и без пор, но подобрать условия, при которых процесс стабилен, трудно. Хорошо заточенный электрод более-менее позволяет управлять дугой, но обгорает, и тогда дуга начинает гулять как по электроду, так и на металле. Так что электрод приходится подтачивать периодически напильником. Электроды от батарейки служат недолго, так как выгорают не только в дуге, но и сбоку по образующей цилиндра,- разогрев ведь идет еще и на 1-2 см от, собственно, дуги. Однако для небольшой работы их хватает. Гораздо лучше использовать омедненные угольные электроды, Таковые использовались раньше в кинопроекторах (дуговая лампа), но и теперь их нетрудно купить, поискав в интернете. За счет медной рубашки электрод выгорает значительно медленнее.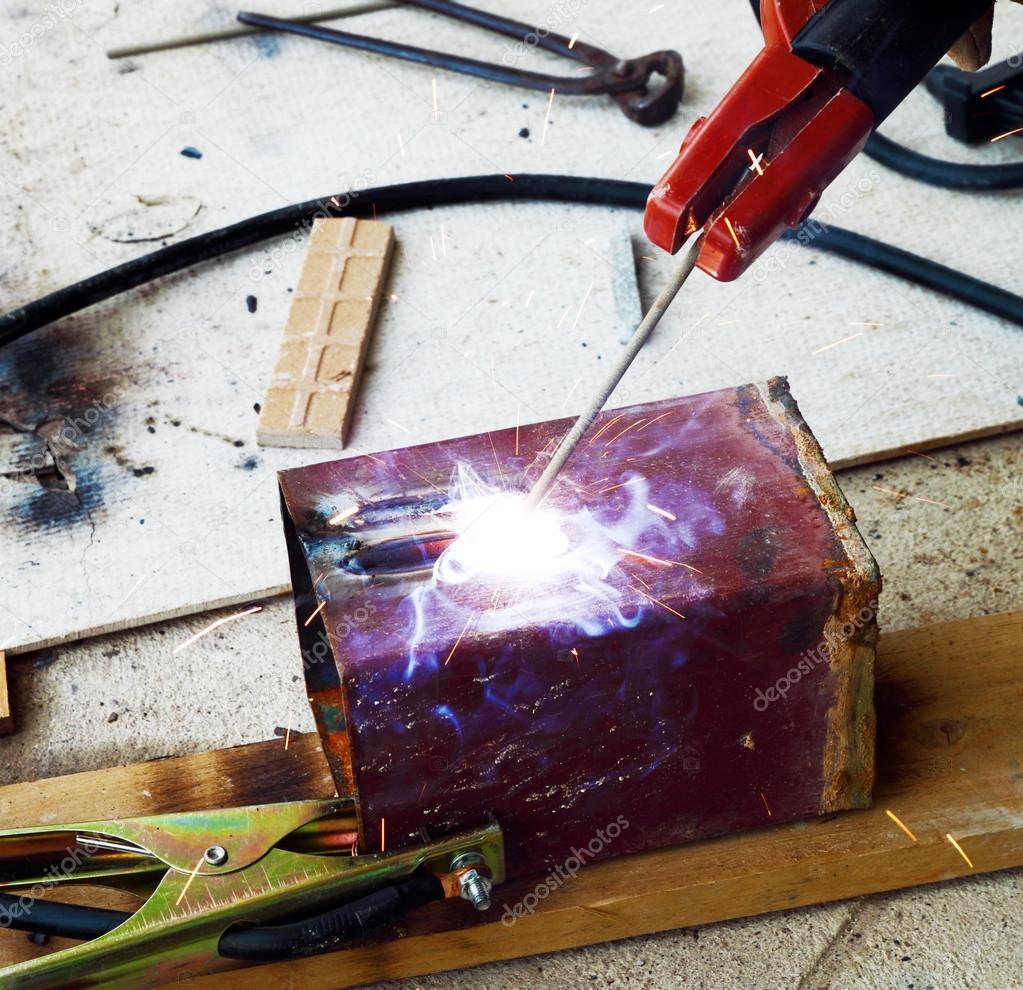
 Таким же манером вы можете буквально «запихивать» конец присадки в ванну. Уголь не прилипает к меди и вы восстанавливаете процесс сварки просто снова вынув конец электрода из ванны. Кроме того, работа с угольным электродом гораздо производительнее сварки меди в аргоне. И если вас не очень волнует качество шва (например, при сварке скульптур из листа), то этот метод много удобнее работы в аргоне. Антикоррозийные свойства меди сохраняются, т.к. задаются окислением поверхности меди, защищающим металл впоследствии.
Таким же манером вы можете буквально «запихивать» конец присадки в ванну. Уголь не прилипает к меди и вы восстанавливаете процесс сварки просто снова вынув конец электрода из ванны. Кроме того, работа с угольным электродом гораздо производительнее сварки меди в аргоне. И если вас не очень волнует качество шва (например, при сварке скульптур из листа), то этот метод много удобнее работы в аргоне. Антикоррозийные свойства меди сохраняются, т.к. задаются окислением поверхности меди, защищающим металл впоследствии.Все сказанное не болтовня, а личный опыт автора, по сварке сотен метров листовой меди в условиях стройплощадки.
Да, и не вздумайте варить сталь углем — науглероживание; паять — можно, но результат не так уж и хорош.
Сварка нержавейки угольным электродом — Технологии сварки
Я варил угольным электродом (от кинопроекторов) тонкую нержу для интереса.
Варил инвертором обратной полярностью
 Варил инвертором обратной полярностью
Варил инвертором обратной полярностью
Вообще то любые неплавящиеся электроды использують на прямой полярности.
Я тут тему читал о сварке нержавейка газом. Вроде нормльно. Не ржавеет.
В Ваших условиях это будет, пожалуй дороже, чем аргоном.
Надо же два баллона, ацетилен и кислород.
Еще горелка надо ацетиленовая.
А для аргона Вам понадобится только горелка аргоновая
с вентилем.
Источник у Вас уже есть.
Ну и еще баллон с аргоном.
Он в любом случае дешевле, легче и безопаснее
баллона с ацетиленом.
Как вы думаете может угольный электрод заменить вольфрамовым? Да на воздухе он будет гореть, но точно будет исключена опасность науглероживания.

Он будет гореть очень быстро, а это очень дорого.
Так что дешевой альтернативы не получится.
Так же не кто не пробывал паять нержавейку латунью или медью
Я пробовал.
Надежно не получается.
Видел только одного пенсера, который мог уверенно паять
нержавейку латунью с бурой.
Хлопотно это.
Нужно наносить припой пока нержавейка не покраснела.
Очень узкий диапазон температур.
Делали это обязательно в полумраке маньяки-пенсионеры, которые,
вероятнее всего уже вымерли.
Еще можно паять серебром, используя,
если мне не изменяет мой маразм 200-й флюс.
Но это тоже дорого, хотя красиво и надежно.
На мой взгляд в настоящее время альтернативы аргону нет.
Именно по дешевизне.
Техника ручной дуговой сварки угольным и графитовым электродами
Ручная дуговая сварка может выполняться при помощи угольных электродов. Выполняется такая сварка дугой прямого действия. Иными словами, дуга возбуждается между металлом, который сваривается, и угольным стержнем, то есть, самим электродом. Для этого, пользуются угольными или графитовыми электродами. Такая сварка, где используются угольные электроды, характеризуется медленным расходом стержня электрода и его покрытия.
Сварка производиться под действием постоянного тока, причем прямой полярности, то есть когда минус находиться на электроде. Из-за того, что температура плавления и их кипения имеют лишь разницу в 400°С, то плавление таких электродов наблюдать практически не приходиться. Во время сварки с обратной полярностью, дуга горит достаточно не устойчиво, а шов при этом, очень плохо формируется, в результате чего происходит науглероживание металла, который наплавляется.
Во время сварки угольными электродами, непосредственно, сам процесс сварки происходит без использования присадочного материала, или же с его применением. Присадочный материал можно предварительно уложить на разделочную поверхность кромок, при надобности.
Сварку без присадочного материала производить также не просто. Для этого, необходимо оплавить при помощи дуги, кромки обеих деталей. Однако такой процесс намного проще, в отличие с использованием присадочных материалов. Как правило, очень удобно выполнять сварку без присадочного материала, тонких листов и деталей. Скорость сварки в таких случаях (то есть, с использованием угольных электродов) гораздо выше, нежели скорость сварки деталей малой толщины (имеется в виду 1-3 мм) с использованием металлических электродов. Если же все-таки используется присадочный материал, то в зону сварки и дуги, он подается при помощи левого или правого способа.
Также, важной характеристикой во время сварки угольными электрода, является сварочный ток. Его величина подбирается в зависимости от того, насколько большая толщина металла, и какой вид сварного соединения используется. Диаметр же электрода выбирается в зависимости от того, насколько большая толщина свариваемых деталей. Увеличивать плотность тока можно лишь в случаях, когда используются графитовые электроды. На сегодняшний день, угольные электроды используются при сварке тонколистового металла лишь для исправления дефектов или других огрехов, возникающих при сварке.
Сварка угольным электродом: особенности и технология
Сварка угольным электродом представляет некую сложность в процессе соединения двух деталей из-за чугунного состава. Частой причиной неравномерного шва является большое содержание углерода, который формирует качество данного материала.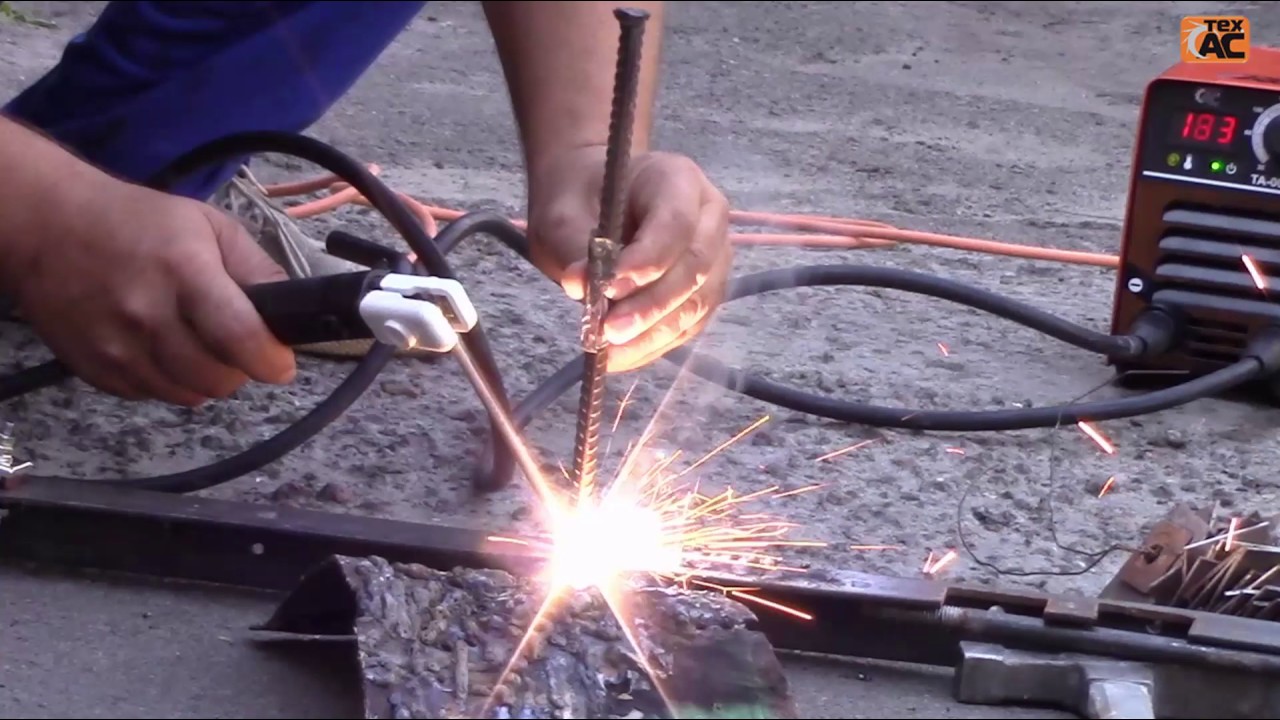 Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Свойства сварки чугунных изделий
Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Сваривание угольным электродом чугуна на первых порах может показаться сложным процессом, так как помимо положительных качеств чугун имеет склонность к деформациям, коррозиям и низкой прочности.
Чугунные трубы тонкого металла или другие изделия тонкого зернистого металла, обладающие серым цветом, поддаются спайке легче и быстрей, по сравнению с чугунными изделиями более темного цвета или крупнозернистого тонкого металла.
Сварочному процессу в домашних условиях не может подвергаться чугун, который в целях защиты от коррозий был подвержен промасливанию или химической обработке.
По химическим и физическим качествам чугуна его можно отнести к сплаву, который обладает ограниченными сварочными свойствами из-за тонкого металла. Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
При разогреве чугуна до определенной температуры он преобразуется в жидкое текучее состояние, поэтому его спайка совершается в горизонтальном положении.
В процессе испарения углерода в зоне сварочного соединения проявляются поры.
Обладая низкой прочностью под давлением газа, металл склонен к внутренней диффузии, что со временем приводит к трещинам.
При нагреве чугуна он способен к окислению с дальнейшим преобразованием с тугоплавкими окисями, температура плавки которых превышает плавку чугуна.
Главной сложностью в процессе сварки считается возникновение холодных трещин, что может произойти при электро или дуговой сварке.
Выбрав соответствующий рабочий режим инвертора, можно избежать трудностей при работе.
Технологические нормы сварочного процесса
К технологическим нормам, которые действуют целенаправленно на устранение трещин, относятся:
Контроль над перегревом чугуна в процессе сварки, что обуславливает применение электродов тонкого металла, сварочное действие низким импульсом или с интервалом.
Снижение мощности подачи, возникшей в процессе усадки шва или наплавке, получаемой при проковке расплавленного состояния с уменьшением объема верхней наплавки чугуна.
Способность поддержки максимального количества жидкого металла с одновременным препятствием вытечки его за ванну. При больших объемах жидкого материала стоит воспользоваться графитовыми ваннами.
Если действовать без нагрева тонкого чугунного полотна, качество итогового шва будет розниться от первичного.
Это стоит учесть в период эксплуатации заготовок.
 Это стоит учесть в период эксплуатации заготовок.
Это стоит учесть в период эксплуатации заготовок.Подготовка к работе
На первоначальном этапе всегда требуется предварительная подготовка соединяемых изделий с обработкой торцевых краев.Края деталей нужно заострить наточенным зубилом или с помощью наждака. В период проведения обработки стоит придерживаться таких правил:
Сварка плавящимся электродом должна проводиться строго по краям свариваемых частей.
На дефектные участки рекомендуется напаивать заплатку, как на пробоины. При сварочном ремонте в домашних условиях пробоину по краям стоит заточить и убрать все заусеницы на детали.
Далее из металлического плотного листа вырезают квадрат с размерами, покрывающими деформацию.
Для снижения мощности давления, которое возникает на поверхности тонкого металла в период сварочного воздействия в домашних условиях, необходимо квадрат из стали обработать под углом 30 градусов, чтобы при накладке сваривание было внахлест.

Качественный результат предполагает сварку тонкого металла пламенем газа с задействованием латунных спиц, температура плавки которой намного ниже, чем у чугуна. Сварка плавящимся электродом потребует сочетания флюсового порошка, в состав которого также входит бор и его кислота в равном соотношении. Края трещин обрабатываются под углом 80С, далее их накаляют до 900С и наносят флюс.
Далее вся разделка заполняется латунью без его плавки. В связи с этим, чугуном именуется железный сплав с углеродным содержанием в соотношении 2- 6,5%. Данный состав и является затруднением при сварке чугуна.
Учитывая трудоемкость процесса, в частности при соединении изделий большого размера, стоит брать во внимание сварочные особенности чугунной спайки в домашних условиях, и преимущественно использовать технологию холодной сварки. Стоит запомнить, что холодная технология спайки применима только при возникших трещинах и выбоинах тонкого металла, а также в процессе сварки чугунных частей и остальных видов стали. Не рекомендуется его применять в качестве придания ровности при литье или для обработки деформируемых участков.
Похожие статьиУгольный электрод — Все о сварке
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.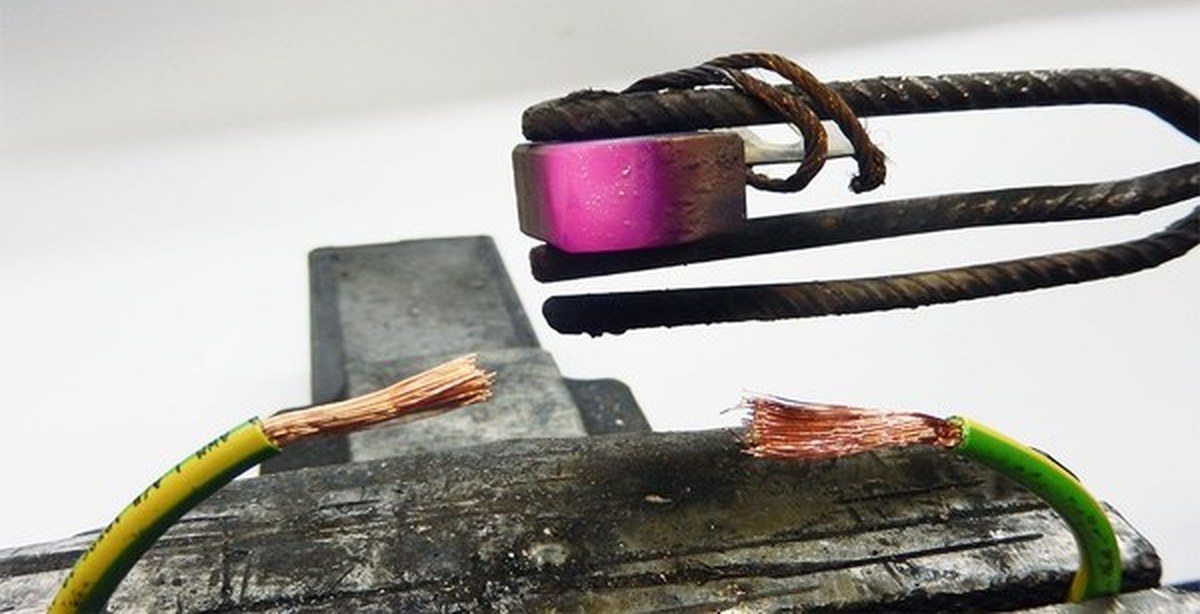
Содержание статьи
- Свойства и предназначение
- Разновидности угольных электродов
- Режим сварки
- Принцип сварки
Свойства и предназначение
Сварочный угольный электрод – это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
 То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.
Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель – получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
 youtube.com/embed/6Emg5f14CZ8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/6Emg5f14CZ8?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Инвертор вместо полуавтомата — можно ли варить и как?
Инвертор вместо полуавтомата — можно ли варить и как?Сварочный инвертор применяется для сварки плавящимися электродами с покрытием. Электродное покрытие может быть разным, основным и рутиловым, с добавлением специальных веществ.
При этом смысл сварки плавящимся электродом остается неизменным — электрод плавится и заполняет жидким металлом расплавленное пространство. Варить инвертором тонкий металл, толщина которого менее 1 мм очень неудобно.
Ни о какой красоте сварочного шва речи идти и не может. К тому же, если даже и получится сварить, например, кузовной металл, то нужно иметь под рукой тонкие электроды (2 мм и менее) и не делать никаких зазоров между свариваемыми заготовками.
Для сваривания тонких заготовок предпочтительно использовать полуавтоматическую сварку. Но зачем покупать полуавтомат, если воспользоваться им придётся всего лишь несколько раз в жизни? Соответственно назревает вопрос — может ли заменить инвертор полуавтомат или нет?
Инвертор вместо полуавтомата — такое возможно?
Где-то на одном из форумов по сварке мне встречался такой вопрос, можно ли использовать инвертор вместо полуавтомата. Что будет, если например, взять угольные или графитовые электроды, а возможно даже вольфрамовые, и варить ими, используя вместо защитного газа специальный сварочный флюс, обрабатывая им околошовную зону сварки.
Что будет, если например, взять угольные или графитовые электроды, а возможно даже вольфрамовые, и варить ими, используя вместо защитного газа специальный сварочный флюс, обрабатывая им околошовную зону сварки.
Или вот еще одна идея, которая имеет право на рассмотрение. Что если вместо электрода использовать для сварки металла толщиной 0,8 мм, инвертор и кусок порошковой проволоки? Такая проволока уже имеет в своём составе специальный компонент, который при расплавлении металла защищает его от вредного воздействия кислорода.
В целом, как показывает практика и долгие мучительные эксперименты, сварочный инвертор всё-таки не способен собой полноценно заменить настоящий полуавтомат. Да, можно поэкспериментировать с порошковой проволокой или сваркой графитовым электродом, осуществив отбортовку кромок и используя присадки для усиления шва.
Однако, идеальной сварки при помощи всего того, о чем было рассказано выше, получить не удастся.
Как варить металл толщиной 0,8 мм инвертором
Друзья, на самом деле можно заварить днище автомобиля или поставить заплатки на него толщиной 0,8 мм и с помощью обычного сварочного инвертора. Просто нужно знать и понимать, как варить инвертором тонкий металл.
Просто нужно знать и понимать, как варить инвертором тонкий металл.
Во-первых, нельзя использовать электроды тройку, лучше всего взять тонкие электроды 2 мм. Во-вторых, электроды для сварки такого тонкого металла должны быть рутиловыми. Не буду вдаваться в преимущества рутиловых электродов, поскольку они очевидны (об этом писал и не раз).
В-третьих, нужно обеспечить плотное прилегание металлов и ни в коем случае не варить цельным швом. Лучше точечно прихватить металл и зафиксировать его перед этим заклёпками. В таком случае получиться почти идеально, обварить заготовку без прожогов.
Само собой разумеется, что нужно использовать малый сварочный ток, порядка 30-45 ампер. Большой ток прожжет тонкую заплатку и ничего не получится. Делитесь и своими секретами сварки кузовного металла. Получилось ли у кого-нибудь заменить полуавтомат сварочным инвертором?
Поделиться в соцсетях
Особенности сварки меди и ее сплавов
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:
Специальный паяльник для медных изделий
- Медь склонна к окислению. В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
- Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
 Этот процесс можно проводить только на горизонтальной поверхности;
Этот процесс можно проводить только на горизонтальной поверхности;Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа.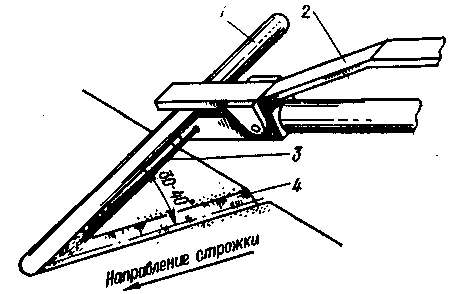 Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
 com/embed/kmpN1h-guk0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/kmpN1h-guk0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Аргоновая сварка меди
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.
Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
MZ-630IGBT Инверторный автоматический аппарат для дуговой сварки под флюсом
MZ-630IGBT Аппарат для дуговой сварки под флюсом
Основные характеристики:
1. Все важные части этого аппарата для дуговой сварки под флюсом, такие как IGBT, диод, интегральная схема, реле, регулятор тока и напряжения, являются всемирно известными брендами, которые обладают высокой надежностью;
2. В этом аппарате SAW используется технология мягкого переключения, повышающая надежность IGBT и сварочного аппарата;
3.Рабочий цикл 100% (40º C), этот аппарат для дуговой сварки подходит для длительной работы, тяжелых нагрузок, высоких температур и неблагоприятных условий;
4. Постоянное напряжение и выходной ток, многофункциональный источник питания, подходящий для электрошлаковой сварки, строжки угольной дугой, аппарат для дуговой сварки под флюсом с тонкой проволокой (постоянное напряжение), аппарат для дуговой сварки под флюсом с толстой проволокой (постоянный ток) , и т. д;
д;
5. Удобство работы: станок автоматически остановится, если проволока контактирует с заготовкой во время зажигания дуги;
6.Отличные характеристики системы, почти 100% успешное зажигание дуги, хороший внешний вид сварного шва;
7. Низкая входная мощность, небольшой объем, небольшой вес, энергосбережение и высокая эффективность;
8. Этот аппарат для дуговой сварки подходит для небольшой сварочной проволоки от 1,6 до 4 мм;
Технические параметры:| Товар | Установка | Модели | |||
| MZ-630IGBT | |||||
| ZD7-630IGBT Источник питания | Входная мощность | В / Гц | 3 ~ 380 ± 15 % 50/60 | ||
| Номинальная входная мощность | кВА | 33 | |||
| Номинальный входной ток | А | 50 | |||
| Номинальный выходной ток | А | 630 | |||
| Номинальное выходное напряжение | В | 44 | |||
| Номинальное напряжение холостого хода | В | 80 | |||
| Номинальный рабочий цикл | – | 100% (40 ℃) | |||
| КПД | – | 87% | |||
| Коэффициент мощности | – | 0. 92 92 | |||
| Диапазон регулировки выходного тока | А | 60 ~ 630 | |||
| Регулировка глубины плавления | – | От мелкого до глубокого : DC 、 A 、 B 、 C 、 D (A — стандартный) | |||
| Режим охлаждения | – | Воздушное охлаждение | |||
| Класс изоляции | – | F | |||
| Пылевлагозащита | – | IP21S | |||
| Размеры (ДхШхВ) | мм | 676 × 335 × 625 | |||
| Масса нетто | кг | 68 | |||
| Сварочная тележка MZ-1 | Соответствующий диаметр проволоки | мм | Ø2 、 Ø2.5 、 Ø3 | ||
| Диапазон регулировки скорости подачи проволоки | см / мин | 135 ~ 600 | |||
| Диапазон регулировки скорости сварки | см / мин | 0 ~ 170 | |||
| Диапазон регулировки вертикальной сварочной головки | мм | 93 | |||
| Диапазон регулировки сварочной головки по горизонтали | мм | ± 30 | |||
| Костыль Диапазон регулировки по вертикали | мм | 140 | |||
| Колесный протектор | мм | 300 | |||
| Колесная база | мм | 350 | |||
| Емкость магнитного потока | л | 10 | |||
| Размеры (ДхШхВ) | мм | 1010x580x930 | |||
| Масса нетто | кг | 52 | |||
Китайский производитель сварочного оборудования, Сварочный аппарат, Сварочный поставщик
Сычуаньская компания Morrow Welding Development Co. , Ltd. (Chengdu Morrow Electronic Equipment Factory) — высокотехнологичное предприятие, специализирующееся на исследованиях, разработках, производстве и продаже инверторных сварочных устройств серии IGBT. Мы создали Morrow Inverter Power Research Institute, чтобы специально заниматься исследованиями, разработками и восстановлением инверторных сварочных аппаратов. Мы можем разработать и произвести …
, Ltd. (Chengdu Morrow Electronic Equipment Factory) — высокотехнологичное предприятие, специализирующееся на исследованиях, разработках, производстве и продаже инверторных сварочных устройств серии IGBT. Мы создали Morrow Inverter Power Research Institute, чтобы специально заниматься исследованиями, разработками и восстановлением инверторных сварочных аппаратов. Мы можем разработать и произвести …
 Мы создали систему ERP. Все наши продукты производятся в соответствии с сертификатом системы качества ISO9001: 2000 и прошли сертификат «CCC», а также сертификат CE.
Мы создали систему ERP. Все наши продукты производятся в соответствии с сертификатом системы качества ISO9001: 2000 и прошли сертификат «CCC», а также сертификат CE.Являясь одним из 50 крупнейших предприятий в китайской индустрии сварочной продукции, Morrow поставляла продукцию для многих проектов, например, для проекта «Птичье гнездо» на Олимпийских играх в Пекине в 2008 году, проекта «Три ущелья», гидроэлектростанции Эртан, компании Daya Bay Nuclear Power. Станция, Проект Сяоланди и др.Теперь мы получили право на импорт-экспорт и последовательно экспортировали продукцию в Японию, Индию, Канаду, Россию, Беларусь, Южную Африку, Вьетнам и т.д. плазменный сварочный аппарат, полностью цифровой сварочный аппарат, сварочный аппарат промышленного уровня. Все эти машины обладают такими характеристиками, как небольшие размеры, легкий вес, энергосбережение, высокая надежность и хорошее качество сварки и т. Д.
У нас отличная команда разработчиков, поэтому мы имеем независимые права интеллектуальной собственности на все наши продукты.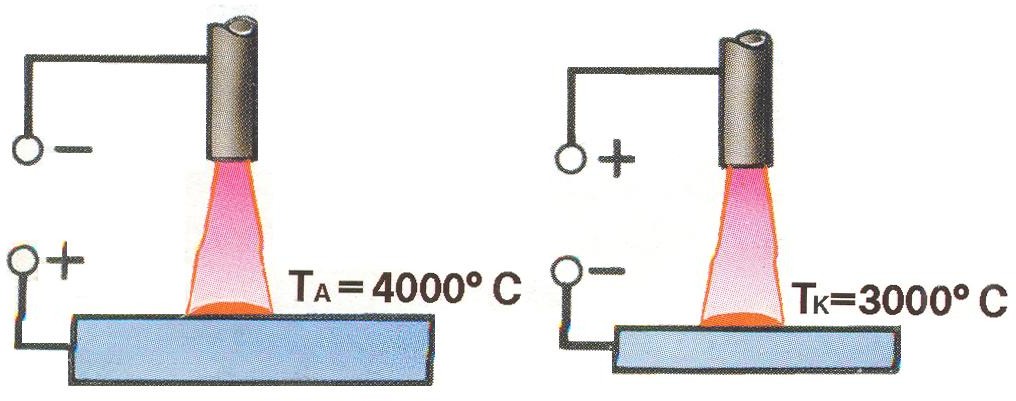 Сейчас мы разработали множество современных сварочных аппаратов мирового уровня. В настоящее время эти продукты получили положительные отзывы от многих покупателей. Продажи в эти годы стабильно растут.
Сейчас мы разработали множество современных сварочных аппаратов мирового уровня. В настоящее время эти продукты получили положительные отзывы от многих покупателей. Продажи в эти годы стабильно растут.
Сейчас мы разработали 40 серий и более 100 видов продукции. У нас есть практически все виды продукции, и мы можем удовлетворить различные требования разных клиентов. Сейчас наша продукция в основном используется в таких отраслях, как бензин, химическое машиностроение, машиностроение, судостроение, атомная промышленность, энергетика, металлургия, железная дорога, кипячение, стальные конструкции, авиакосмическая промышленность и т. Д.
Кроме того, в настоящее время разработана серия станков экономичного типа. В этих новых продуктах также используется технология IGBT, но они меньше, легче и дешевле.
Под бизнес-девизом «Качество прежде всего, производительность в первую очередь, обслуживание в первую очередь», мы стремимся предлагать идеальное сварочное оборудование для отечественных и зарубежных клиентов.
Аппарат для дуговой сварки под флюсом с инвертором
Аппарат для дуговой сварки под флюсом — на базе инвертора
Введение
Сварка под флюсом (SAW) названа так потому, что зона сварного шва и дуги погружены под слой флюса.Флюс становится проводящим, когда он расплавлен, создавая путь для прохождения тока между электродом и заготовкой. Покрытие из флюса предотвращает разбрызгивание и искры, а также защищает от ультрафиолетового света и дыма, которые обычно являются частью дуговой сварки защищенного металла. Флюс обычно подается в сварочную головку через небольшой бункер. Система сбора собирает излишки флюса для повторного использования.
В процессе используется один или несколько электродов (проволоки) с непрерывной подачей для поддержания дуги. SAW известна своей способностью быстро, стабильно и безопасно наносить большие объемы металла.Основное оборудование SAW — это источник питания, блок управления, блок проволоки и сопло.
Особые характеристики:
- Предназначен для непрерывного применения.
- Постоянная длина дуги, исключающая необходимость в квалифицированном сварщике.
- Супер надежная тележка и управление.
- Пульт дистанционного управления сварочным напряжением и током.
Использование:
SAW идеально подходит для выполнения продольных и кольцевых стыковых и угловых швов.Однако из-за высокой текучести сварочной ванны, расплавленного шлака и рыхлого слоя флюса сварка обычно выполняется на стыковых соединениях в плоском положении и угловых соединениях как в плоском, так и в горизонтально-вертикальном положениях. Для кольцевых соединений заготовка вращается под неподвижной сварочной головкой, при этом сварка происходит в горизонтальном положении. Фактически нет ограничений по толщине материала при условии соответствующей подготовки шва. Чаще всего свариваются углеродисто-марганцевые стали, низколегированные стали и нержавеющие стали, хотя с помощью этого процесса можно сваривать некоторые цветные металлы с разумным выбором присадочной проволоки и комбинаций флюсов.
Обслуживаемых отраслей:
- Машиностроение.
- Автомобиль Производство.
- Судостроение.
- Производство автокомпонентов.
- Котельное производство.
- Производство теплообменников.
- Инфраструктура.
- Судно Производство.
- Изготовление.
Запасные части и расходные материалы В наличии:
- Устройство подачи проволоки.
- Катушка с проволокой.
- Флюс.
- Флюсовый конус.
- Бункер для флюса.
- Тележка механизированная.
- Головка горелки.
Инверторный аппарат для дуговой сварки под флюсом — Sri Ram Enterprises, Tiruchirappalli
Инверторный аппарат для дуговой сварки под флюсом — Sri Ram Enterprises, Tiruchirappalli | ID: 2709299933Описание продукта
Мы заняты предложением Инвертора для дуговой сварки под флюсом (SAW) Машины (IGBT).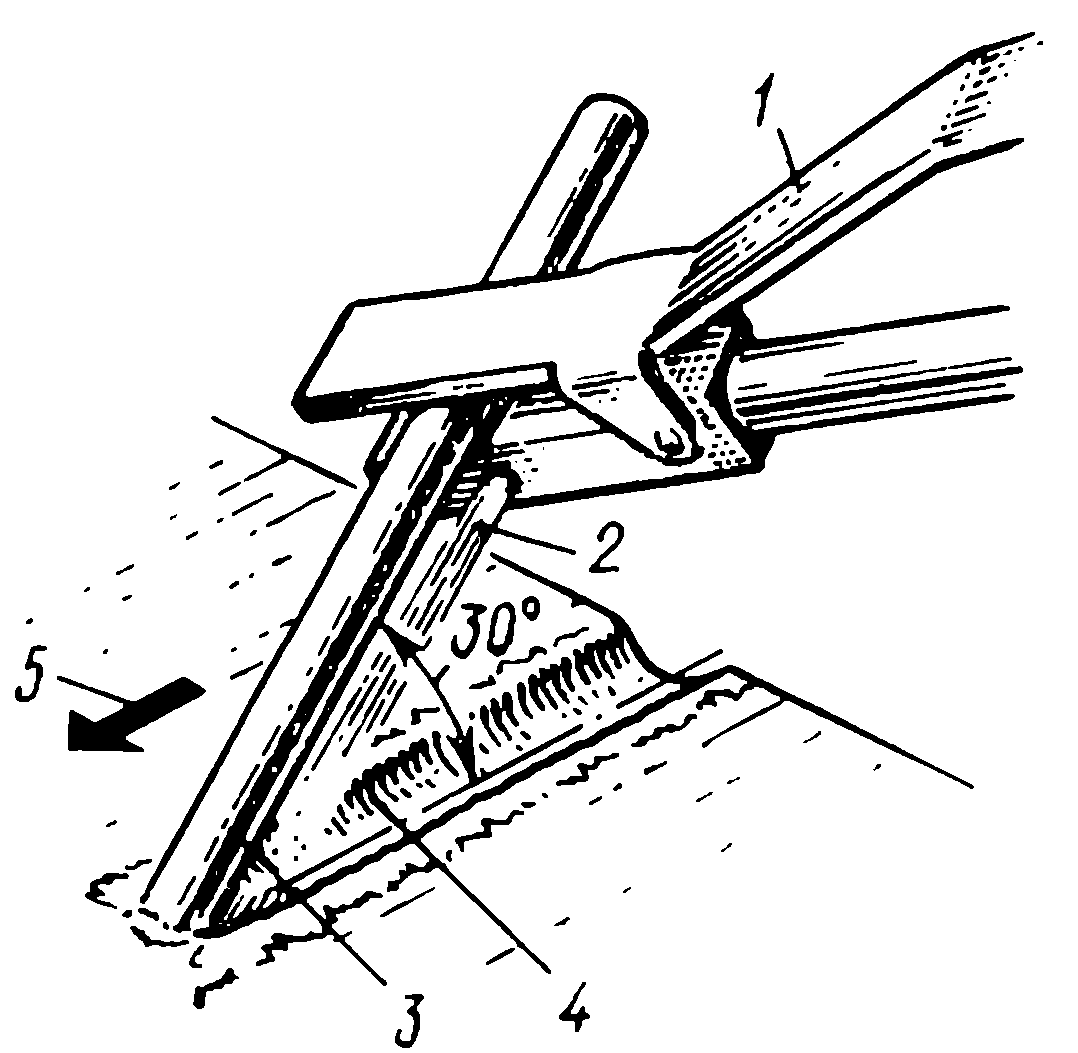
Характеристики:
- Непрерывная регулировка тока зажигания дуги и тока тяги Рабочий цикл до 100%;
- Мощность сварки имеет функцию компенсации. Напряжение электросети мало влияет на сварку;
- Измерительная головка с цифровым дисплеем позволяет предварительно установить ток. напряжение и скорость сварки точно;
- Зажигание дуги соскабливанием / взлетом
- Равномерная система подачи снижает деформацию основного металла. сварка быстрая и эффективная;
- Доступно для углеродистой и нержавеющей стали толщиной более 3 мм с методом сварки под флюсом;
- Увеличьте коэффициент использования оборудования с помощью ручной дуговой сварки и строжки угольным газом.
Технические характеристики:
| Модель продукта | MZ-1000N | |
| Входное напряжение / частота | 3–380 В 50/60 Гц | |
| Номинальная входная мощность | 48KVA | |
| Диапазон выходного тока | 60-1000A | |
| Рабочий цикл | 100,00% | |
| Диаметр электрода | 1,6-6 | |
| Размеры (мм) | 790x410x885 | |
| 10035 | Вес | |
| Диапазон скорости сварки | 10–150 сммин | |
| Диапазон скорости подачи | 40–450 см / мин | |
| Объем сварочной проволоки | 25 кг | |
| Объем флюса | 10 л | |
| Масса автомобиля | 50 кг |
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2005
Юридический статус Фирмы Физическое лицо — Собственник
Характер поставщика бизнес-услуг
Количество сотрудников До 10 человек
Годовой оборот R.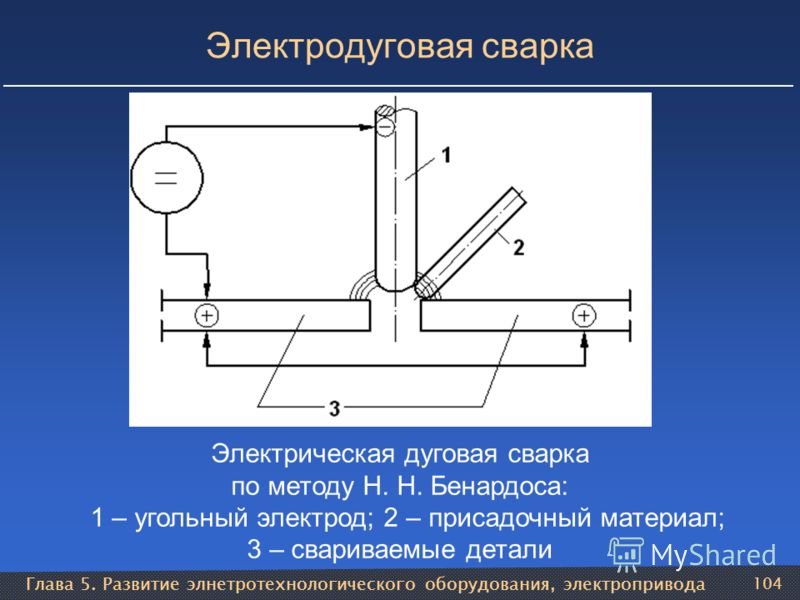 50 лакх — 1 крор
50 лакх — 1 крор
Участник IndiaMART с июня 2011 г.
GST33AKKPR3756L1ZM
Основанная в 2005 году, мы Sri Ram Enterprises, Trichy заняли выдающееся положение в отрасли как один из ведущих производителей и поставщиков множества высокоточных промышленных машин. Весь наш конкурентоспособный ассортимент прочно сконструированного оборудования для резки и сварки включает отрезные машины, и сварочные машины.
Оборудованные по последнему слову техники производственным подразделением, состоящим из передового технологического оборудования, современного оборудования, основных инструментов и инструментов, мы способны удовлетворить растущие потребности отрасли. Наш ассортимент продукции отвечает как качественным, так и количественным требованиям отрасли. Мы применяем новейшие передовые технологии в нашем производстве, способствуя полной автоматизации рабочего процесса.
Стремясь поставлять нашим клиентам лучшую в своем классе продукцию, мы стремимся максимально удовлетворить потребности клиентов во всех наших деловых начинаниях.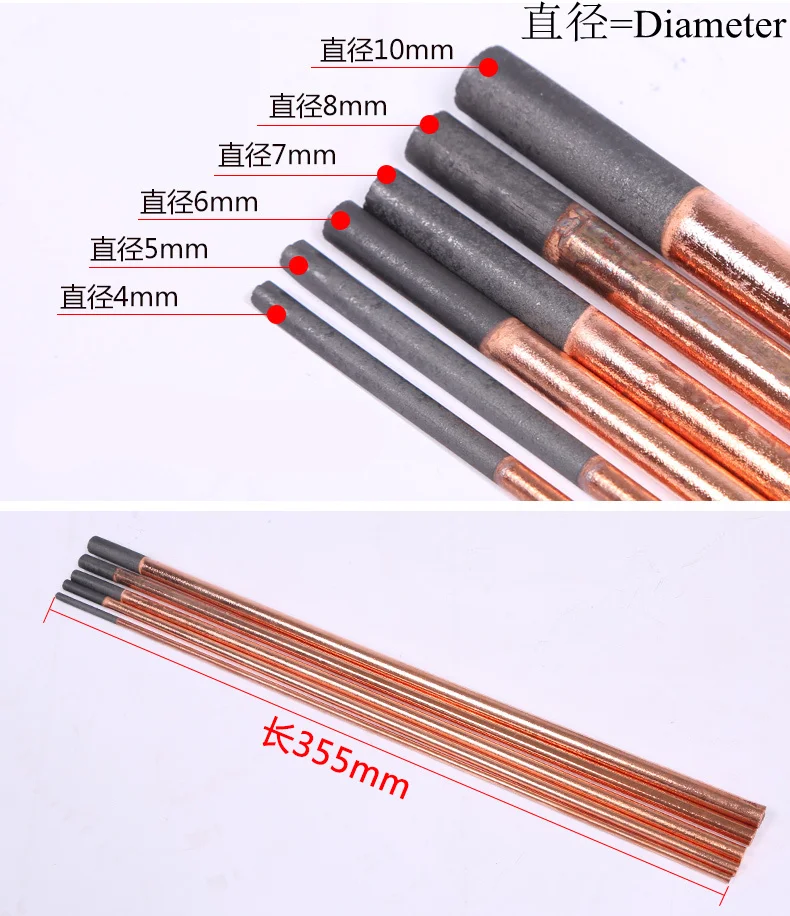 Наш высокий уровень удовлетворенности клиентов очевиден благодаря нашим последовательным поставкам с ограниченными сроками без каких-либо компромиссов по каким-либо стандартам качества. Наши специалисты по качеству гарантируют, что вся наша продукция соответствует международным стандартам качества. Наше высочайшее качество поставляемого промышленного оборудования добавило много достоинств нашей организации. Мы ищем запросы только из региона Тамил Наду.
Наш высокий уровень удовлетворенности клиентов очевиден благодаря нашим последовательным поставкам с ограниченными сроками без каких-либо компромиссов по каким-либо стандартам качества. Наши специалисты по качеству гарантируют, что вся наша продукция соответствует международным стандартам качества. Наше высочайшее качество поставляемого промышленного оборудования добавило много достоинств нашей организации. Мы ищем запросы только из региона Тамил Наду.
Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
3 инверторный аппарат для дуговой сварки под флюсом, название модели / номер: Mz 1250, 280000 рупий / штука
3 инверторный аппарат для дуговой сварки под флюсом, название / номер модели: Mz 1250, 280000 рупий / штука | ID: 22491639012Спецификация продукта
| Название / номер модели | MZ 1250 |
| Фаза | 3 |
| Марка | GB Kore Arc |
| Напряжение | 415 |
| Вес | 90 кг |
| Габаритные размеры | 760x 380x 820 мм |
| Класс защиты | IP21 |
| Входное напряжение | 3P AC -415 + — 15% |
| Номинальная выходная мощность | 44 кВт |
| Номинальный входной ток | 120 A |
| Диапазон регулировки тока | 112-1250 A |
| Толщина сварки | 2. 4-5 мм 4-5 мм |
| Номинальный рабочий цикл | 60% |
| КПД при полной нагрузке | 92% |
| Коэффициент мощности при полной нагрузке | 0,88 |
Описание продукта
Принять передовую технологию инвертора MOSFET, используя некристаллический сердечник и блоки питания. Надежный, портативный, легкий и высокопроизводительный.
Принадлежности:- Горелка для гучинга
- Зажим заземления с кабелем
Характеристики:
- Многофункциональные машины; Способен хорошо выполнять функции дуговой сварки под флюсом и измерения углерода.
- Усовершенствованный дизайн со встроенной функцией тройной защиты; Высокая надежность и способность хорошо работать во всех рабочих средах
- адаптировал самую передовую схему управления; Его технологические показатели указывают на первоклассное положение в отрасли.
- Превосходные сварочные характеристики; Прочный и прочный; Обеспечивает глубокую сварочную ванну и хороший шов.
- Широко применяется при автосварке больших емкостей под давлением из углеродистой стали, легированных сталей и нержавеющих сталей, а также больших металлических конструкций
- Встроенная схема защиты от перегрева, перегрузки по току, перенапряжения и пониженного напряжения, гарантия безопасной эксплуатации
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2007
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот R. 50 лакх — 1 крор
50 лакх — 1 крор
Участник IndiaMART с февраля 2008 г.
GST33BTSPK2878N1ZT
Компания Elite Welding Equipment основана в 2007 году. Она является известным дистрибьютором сварочного оборудования. В основном они занимаются такими продуктами, как аппарат для сварки TIG, аппарат для дуговой сварки, аппарат для точечной сварки и аппарат для плазменной резки. Основными направлениями сбыта продукции являются коимбатур и тирупур.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Инверторный аппарат для дуговой строжки / сварки углем (id: 10597146).
 Купить Китай Сварочный Аппарат, Строжка, MMA О ЗАЗРЕНИЕ
Купить Китай Сварочный Аппарат, Строжка, MMA О ЗАЗРЕНИЕ Sichuan Morrow Welding Development Co., Ltd. (Chengdu Morrow Electronic Equipment Factory) — высокотехнологичное предприятие, специализирующееся на исследованиях, разработках, производстве и продаже инверторных сварочных устройств серии IGBT. Мы создали Morrow Inverter Power Research Institute, чтобы специально заниматься исследованиями, разработками и восстановлением инверторных сварочных аппаратов. Мы можем разрабатывать и производить специализированные продукты в соответствии с различными требованиями разных клиентов.Система ERP применяется на нашем производстве около 10 лет назад. Вся наша продукция производится в соответствии с сертификатом системы качества ISO9001: 2000 и имеет сертификат CCC, а также сертификат CE. Наши машины обычно назначаются в качестве сварочных аппаратов для соревнований сварщиков и сварочных аппаратов для обучения в нефтехимии, электроэнергетике, металлургии и оружейной промышленности Китая.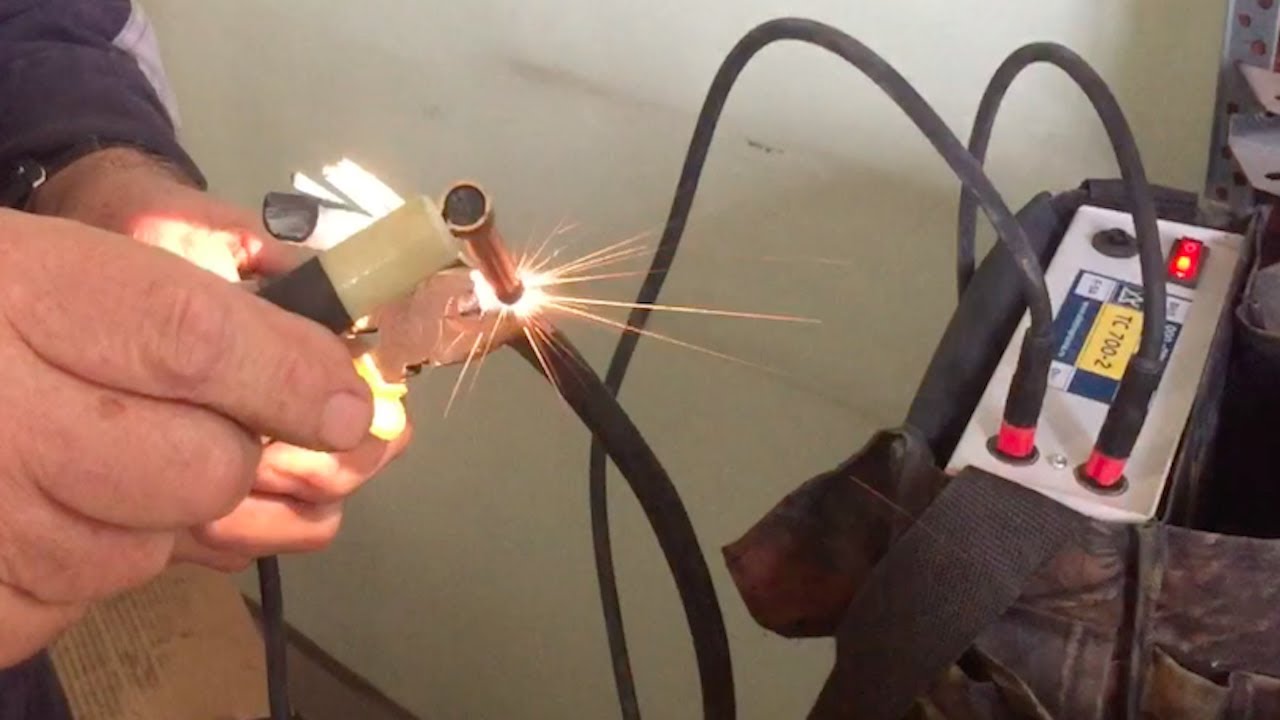 Наши продукты успешно рекомендованы Сварочной ассоциацией Китайского машиностроительного общества, Petrol China, SINOPEC и China Power.Теперь мы получили право на экспортно-импортные операции и успешно экспортировали продукцию в Японию, Индию, Канаду, Россию, Беларусь, Южную Африку, Вьетнам и т. Д.
Наши продукты успешно рекомендованы Сварочной ассоциацией Китайского машиностроительного общества, Petrol China, SINOPEC и China Power.Теперь мы получили право на экспортно-импортные операции и успешно экспортировали продукцию в Японию, Индию, Канаду, Россию, Беларусь, Южную Африку, Вьетнам и т. Д.
В основном мы производим передовые международные инверторные полностью цифровые аппараты воздушно-плазменной сварки с IGBT, полностью цифровые сварочные аппараты и сварочные аппараты промышленного уровня. Все эти машины обладают такими характеристиками, как небольшие размеры, легкий вес, энергосбережение, высокая надежность и хорошее качество сварки и т. Д.
У нас отличная команда разработчиков, поэтому мы имеем независимые права интеллектуальной собственности на все наши продукты. Сейчас мы разработали множество современных сварочных аппаратов мирового уровня. В настоящее время эти продукты получили положительные отзывы от многих покупателей. Продажи в эти годы стабильно растут.
IGBT Инверторный аппарат для дуговой сварки под флюсом MZ-630 производитель из Китая NINGBO BORTE ELECTRIC CO., LTD
Основные характеристики:
● Принять модуль Siemens IGBT.
● Можно непрерывно регулировать ток зажигания дуги и ток тяги.
● Рабочий цикл до 100%.
● Источник питания имеет функцию компенсации, напряжение электросети мало влияет на сварку.
● Цифровой дисплей обеспечивает точную настройку тока, напряжения и скорости сварки.
● Два метода создания дуги: царапание и биение.
● Равноскоростная система подачи снижает деформацию заготовки, обеспечивает быструю и эффективную сварку, позволяет сваривать углеродистую сталь толщиной более 3 мм и нержавеющую сталь методом сварки под флюсом.
● Оснащен многофункциональной ручной дуговой сваркой и строжкой угольным газом, что значительно повысило эффективность использования аппарата.
● Машины имеют сертификат CE.
Спецификация
| Модель | MZ-630 |
| Входное напряжение / частота | 3 ~ 380 В 50/60 Гц |
| Номинальная входная мощность | 36 кВА |
| Диапазон регулировки тока | 60 ~ 630A |
| Рабочий цикл | 100% |
| Диаметр электрода | φ1. 6 ~ φ4 6 ~ φ4 |
| Сварочная проволока | 1,6 мм, 2,0 мм, 2,4 мм |
| Размер (мм) | 760x370x700 |
| Источник питания Вес | 60 кг |
| Диапазон скорости сварки | 10 ~ 3750 пикселей / мин |
| Диапазон скорости подачи | 60 ~ 15000 пикселей / мин |
| Объем сварочной проволоки | 20 кг |
| Объем флюса | 2L |
| Вес каретки | 35 кг |
 6, φ2,4
6, φ2,4