Сварка нержавейки угольным электродом — Технологии сварки
Я варил угольным электродом (от кинопроекторов) тонкую нержу для интереса. Варил инвертором обратной полярностью
Вообще то любые неплавящиеся электроды использують на прямой полярности.
Я тут тему читал о сварке нержавейка газом. Вроде нормльно. Не ржавеет.
В Ваших условиях это будет, пожалуй дороже, чем аргоном.
Надо же два баллона, ацетилен и кислород.
Еще горелка надо ацетиленовая.
А для аргона Вам понадобится только горелка аргоновая
с вентилем.
Источник у Вас уже есть.
Ну и еще баллон с аргоном.
Он в любом случае дешевле, легче и безопаснее
баллона с ацетиленом.
Как вы думаете может угольный электрод заменить вольфрамовым? Да на воздухе он будет гореть, но точно будет исключена опасность науглероживания.
Он будет гореть очень быстро, а это очень дорого.
Так что дешевой альтернативы не получится.
Так же не кто не пробывал паять нержавейку латунью или медью
Я пробовал.
Надежно не получается.
Видел только одного пенсера, который мог уверенно паять
нержавейку латунью с бурой.
Хлопотно это.
Нужно наносить припой пока нержавейка не покраснела.
Очень узкий диапазон температур.
Делали это обязательно в полумраке маньяки-пенсионеры, которые,
вероятнее всего уже вымерли.
Еще можно паять серебром, используя,
если мне не изменяет мой маразм 200-й флюс.
Но это тоже дорого, хотя красиво и надежно.
На мой взгляд в настоящее время альтернативы аргону нет.
Именно по дешевизне.
Сварка тонкого металла угольным электродом дуговой сваркой
Сварка тонкого металла электродом оказывается нелегким процессом, так как главной проблемой здесь выступает вероятность сделать дыру в детали, когда из-за большой силы тока металл просто выгорит. Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.

Сварка тонкого металла электродом
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам. В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.

Сварочный шов при сварки электродом
Другие виды и способы сварки металла также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки 

В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная подготовка металла под сварку, так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.

Выбор электродов в зависимости от свариваемого металла
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла угольным электродом, если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный диаметр электрода. Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |

Настройка режима сварки тонкого металла
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
«Важно!
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Сварка графитовым электродом. — Контактная и точечная сварка
Угольным электродом медь сваривается легко. Но процесс весьма нестабильный: легко возникает пористый шов. Что там получается с металлургией непонятно, но твердость шва несколько выше, чем твердость отпущенной меди рядом. Иногда удается получить шов и без пор, но подобрать условия, при которых процесс стабилен, трудно. Хорошо заточенный электрод более-менее позволяет управлять дугой, но обгорает, и тогда дуга начинает гулять как по электроду, так и на металле. Так что электрод приходится подтачивать периодически напильником. Электроды от батарейки служат недолго, так как выгорают не только в дуге, но и сбоку по образующей цилиндра,- разогрев ведь идет еще и на 1-2 см от, собственно, дуги. Однако для небольшой работы их хватает. Гораздо лучше использовать омедненные угольные электроды, Таковые использовались раньше в кинопроекторах (дуговая лампа), но и теперь их нетрудно купить, поискав в интернете. За счет медной рубашки электрод выгорает значительно медленнее. Так на сотню метров стыкового шва по меди М1 толщиной 1 мм потребно около 10-12 штук их. Теперь о флюсах. По меди они не нужны и даже вредны. В дуге углерод электрода испаряется и окисляется сначала до СО и затем до СО 2 , то есть вы имеете четкую восстановительную зону, как в газосварке. Через маску отчетливо видно, как при приближении дуги очищается до медного блеска область шва. Использование флюсов может привести только к сложностям с управлением дугой (начинает гулять) из-за их изолирующих свойств и изменения состава газа и его течения в дуге. Это точно также, как применение флюсов усложняет пайку, если греть стык в аргоне. Работа с угольным электродом интересна еще и тем, что если вы хотите приостановить разогрев ванны, то вместо того, чтобы отвести электрод, вам достаточно окунуть в ванну конец электрода. Дуга погаснет, а чисто джоулево тепло в месте контакта имеет значительно меньшую мощность. Сей замечательный эффект позволяет «подпирать» концом электрода ванну, готовую провалиться вам на маску при выполнении потолочного шва (а потолочный шов по меди в аргоне почти немыслим, но угольком его выполнить легко. Таким же манером вы можете буквально «запихивать» конец присадки в ванну. Уголь не прилипает к меди и вы восстанавливаете процесс сварки просто снова вынув конец электрода из ванны. Кроме того, работа с угольным электродом гораздо производительнее сварки меди в аргоне. И если вас не очень волнует качество шва (например, при сварке скульптур из листа), то этот метод много удобнее работы в аргоне. Антикоррозийные свойства меди сохраняются, т.к. задаются окислением поверхности меди, защищающим металл впоследствии.
Все сказанное не болтовня, а личный опыт автора, по сварке сотен метров листовой меди в условиях стройплощадки.
Да, и не вздумайте варить сталь углем — науглероживание; паять — можно, но результат не так уж и хорош.
Сварка проводов инвертором своими руками: медных, алюминиевых
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа

Преимущества сварочных инверторов
Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.

Алгоритм работы сварочного инвертора
Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:

Сварка проводов инвертором
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

Сварка алюминиевых проводов
- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
Сварка меди угольным электродом
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода. При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию. После запуска сварочной машины необходимо проверить ее полярность, не доверяясь маркировке на главных зажимах, так как генераторы часто перемагничиваются.
Каждый сварщик должен уметь определять полярность машины. Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
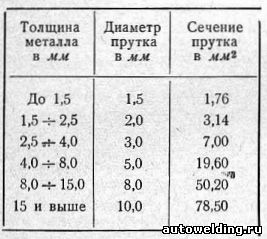
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
d=S/2 + 1;
для большой толщины (больше 4 мм)
d = S/2 + 2,
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки. Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом

Таблица 17. Режимы сварки меди встык угольной дугой

Приемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С. Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.

Рис. 21. Схема сварки:
а — „левая» сварка; б — „правая» сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом. Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл. Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: «Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
Угольный электрод для сварки медных проводов
Не следует путать расходные материалы для сварки угольного и графитового типа, так как они серьезно отличаются друг от друга по составу обмазки, сфере применения. Сварку угольной продукцией используют не только для соединения различных элементов, выполненных из меди, но и для подготовки отверстий, наплавки металла и ряда других технологических процессов. Эти расходные материалы отличаются универсальностью использования.
С какими металлами используются электроды угольного типа?
Профессиональные сварщики говорят, что угольные расходники разрешается использовать не только с медью, но и с рядом других изделий.
- Сталь различных сортов, в том числе нержавеющая, низколегированная, с незначительным содержанием углерода и так далее.
- Сплавы тяжелого и легкого типа, например бронза, чугун и некоторые другие, однако в этом случае кончик электрода нужно будет заточить под углом 65 градусов.
- Различные цветные металлы, причем в этом случае получается довольно прочное соединение, гораздо лучше по сравнению с обыкновенной пайкой, к тому же сварочные работы занимают значительно меньше времени.
Сварка угольным электродом подразумевает использование переменного тока в наиболее редких случаях, в основном в промышленных условиях. Это связано с тем, что при такой подаче электричества дуга получается крайне нестабильной, соответственно, данный момент будет сильно сказываться на качестве сварных соединений. Избавиться от такого недостатка не представляется возможным — только в промышленных условиях, там применяют специальные соленоиды повышенной мощности, которые будут формировать сильное магнитное поле.
Когда производится ручная сварка за счет данных расходников, иногда можно добиться стабильности дуги за счет нанесения вдоль линии формируемого сварного соединения флюса или паст.
При работе с угольными электродами нужно пользоваться устройствами постоянного тока, подключенными по прямой полярности, причем не придется использовать чересчур большую силу тока — достаточно всего лишь порядка 5 А, чтобы длина дуги составляла около 5 см.
Обратную полярность применять не рекомендуется, так как это вызывает перегрев расходного материала, который станет сильно выгорать, из-за чего качество работы будет значительно ниже, так как острый кончик стержня начнет затупляться, длина дуги получится не слишком большой — порядка 1.5 см, в металл будет попадать чрезмерное количество углерода.
Особенности проведения сварных работ
Угольные расходники для сварки медных проводов можно вести по одному из двух ключевых методов:
- правый, когда электрод начинают проводить слева направо, а присадочный материал перемещается сразу же за ним;
- левый — в этом случае электрод движется в обратном направлении, причем присадка перемещается перед ним.
Стоит отметить, что правый метод соединения медных проводов при помощи угольного электрода является наиболее эффективным в области применения тепловой энергии, которая будет подаваться в район сварки. Этой технологией удобно пользоваться, если требуется соединить между собой провода с крупным сечением, к тому же скорость выполнения работ будет значительно выше — примерно на 25 %. Однако на практике чаще всего используют вторую технологию, так как она позволяет получить более качественный шов.
Есть еще ряд немаловажных особенностей, связанных с применением угольных расходных материалов для сварки.
- Дуга весьма чувствительна по отношению к воздействиям разного рода: к ветру, газам разной природы, магнитному полю и так далее. В связи с этим опытные сварщики рекомендуют пользоваться данными материалами исключительно в закрытых помещениях, где воздействие внешних факторов сведено к минимуму.
- Коэффициент полезного действия в этом случае значительно ниже по сравнению с электродами, сделанными из обыкновенного металла с нанесенной обмазкой.
- Плавку при помощи угольных расходников осуществить не удастся. Это связано с тем, что температуры плавления и кипения угольного электрода находятся примерно на одинаковом уровне — 3 800 и 4 200 градусов соответственно.
Угольными расходниками зачастую сваривают шины из медных проводов, расположенные в трансформаторных будках. При этом, как выясняется на практике, использование других технологий не слишком эффективно. В домашних условиях данными электродами пользуются для того, чтобы качественно и точно разрезать металл.
Обычно материал самого электрода тратится на испарение, которое происходит при соединении с кислородом воздуха. Среднее напряжение, подающееся на электрическую дугу, составляет не больше 35 В. В связи с тем, что максимальная величина дуги составляет 5 см, ее незначительные изменения в плане длины не будут оказывать существенного влияния на качество формируемого соединения.
Электрический ток подается на электрод при помощи так называемого скользящего контакта, то есть сам электрод идет по оси соленоида, который формирует магнитное поле, находящееся в параллельной плоскости к оси электрода. Это поле снижает диаметр дуги и увеличивает ее температуру, не допускает отклонений.
Чтобы защитить расплавленные элементы проводов от непосредственного контакта с кислородом воздуха и образования оксида меди (он не позволяет сформировать качественное соединение), берут различные флюсы, выполняемые в форме бумажного шнура, который пропитывается солевыми растворами различных типов.
Может использоваться и автоматическая технология, когда флюс постоянно подается в зону сварки. Не слишком давно была разработана технология сварки угольным электродом, когда сварная ванна помещается в среду из углекислого газа. Так соединение получается более качественным и надежным, к тому же в процессе применения такого метода не возникает большого количества отходов.