Обработка и сварка листов из полипропилена и полиэтилена
При проведении работ по механической обработки и сварки полиэтиленовых и полипропиленовых листов следует учитывать их особые свойства.
Одной из основных особенностей листов из полипропилена (PP) и полиэтилена (PE) — относительно низкая температура плавления материала, в связи с чем при использовании инструмента необходимо избегать повышенного трения сверла, фрезы или пилы с обрабатываемой поверхностью полимерного материала.
Высокая теплота трения может вызвать оплавление обрабатываемой поверхности полипропиленового или полиэтиленового листа. Чтобы этого избежать, при механической обработке полимерных листов необходимо обеспечить максимальный отвод тепла, т.е. уменьшить тепловую нагрузку на материал.
При механической обработке листов из полипропилена и полиэтилена необходимо соблюдать следующие правила:
- кромки режущего инструмента должны быть хорошо заточены
- режущий инструмент должен быть установлен так, чтобы режущая кромка только касалась полимера
- следует обеспечить хорошее удаление стружки с режущего инструмента
- в случае большого тепловыделения должно быть обеспечено охлаждение
Соединять полимерные листы можно как механически (при помощи заклепок, болтов и т. п.), так и методом сварки.
п.), так и методом сварки.
Неподходящим методом соединения считается при помощи клея — склеивание.Данный материал обладает высокой химической стойкостью, поэтому может контактировать со многими растворимыми клеями. Однако применять клей при работе с ним можно, только проконсультировавшись со специалистами.
Наиболее выгодным и надежным способом соединения листов из полипропилена и полиэтилена является сваривание.
Сварка листового полипропилена и полиэтилена осуществляется тремя способами: полифузионная сварка, сваривание экструдером и пистолетом с горячим воздухом.
Первый способ является самым качественным. Соединяемые концы нагреваются специальным прибором до достижения нужной температуры и с усилием прижимаются друг к другу. Такой шов достигает 80-90% прочности материала. Таким способом соединяют листы любой толщины.
Шов термопластов при помощи экструдера осуществляется нанесением вспомогательного материала (сварочной проволки), расплавленного предварительно в винтовом роторе экструдера. Так как экструдер – ручной аппарат, одинаковую скорость варки и одинаковое давление обеспечить тяжело, что сказывается на качестве шва. Сварка листовых полимерных материалов экструдером применяется в случае большой толщины листов
Так как экструдер – ручной аппарат, одинаковую скорость варки и одинаковое давление обеспечить тяжело, что сказывается на качестве шва. Сварка листовых полимерных материалов экструдером применяется в случае большой толщины листов
Сварка пистолетом с горячим воздухом дает шов самого плохого качества. Конструкция прибора не дает одинаковой температуры нагреваемого воздуха.
Важный момент: необходимо следить за тем, чтобы свариваемые детали были изготовлены из материала одного класса. Добавляемый материал тоже должен совпадать по классу свариваемости с основными.
При сварки вторым и третьим способом применяется специальный полипропиленовый или полиэтиленовый сварочный пруток (проволка).
Коэффициент прочности полученного шва
| Полифузионная (стыковая) сварка (сварка на стыковой машине) | Экструзионная сварка (сварка ручным экструдером) | Пистолет с горячим воздухом (сварка ручным феном) |
| 0,9 | 0,8 | 0,7 |
Сварка листового полипропилена — Способы обработки листов — Инфополимер — О компании
Всем известно, что соединение полипропилена легче всего осуществлять методом сварки. Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Мы же в основном будем рассматривать сварку полипропилена листового. Под этим понимают соединение листов между собой под прямым углом либо стык в стык. Существует несколько методов сварки: ручной способ, при помощи аппарата для сварки полипропилена, и автоматический, с использованием стыкового сварочного станка.
Виды оборудования для сварки
Ручная сварка полипропилена
Ручная сварка листового полипропилена, происходит при помощи оборудования для сварки полипропилена, это может быть сварочный фен или сварочный экструдер. Так же необходим сварочный пруток из полипропилена. Перед тем как приступить к сварке двух отрезков листа, их требуется зачистить мелкой шкуркой, для того чтобы придать поверхности материала шершавость. Так же следует учитывать, что для сварки полипропилена требуется теплое сухое помещение, наличие электросети, отсутствие строительной пыли.
Сварочный пруток подается в экструдер или фен, разогревается до определенной температуры, затем происходит процесс сварки двух поверхностей полипропиленового листа. После сварки требуется пять минут, для того, чтобы сварочный шов остыл. Плюсы ручной сварки в том, что оборудование и лист можно привезти на объект и варить на месте монтажа данного изделия. Это дает возможность сваривать практически любые конструкции, не смотря на негабаритный размер для транспортировки.
Сварка полипропилена на автоматическом оборудовании
Оборудование для полипропилена бюджетного варианта это сварочные фены и ручные экструдеры. В промышленных масштабах используются автоматические и полуавтоматические сварочные станки. На сегодняшний день существует множество производителей сварочного оборудования.
Лидерами по праву являются такие фирмы как: Leister (Швейцария) крупнейший производитель сварочного оборудования, Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия). Эти компании надежно зарекомендовали себя как производители высококлассного профессионального сварочного оборудования.
Сварка листов полипропилена на автоматическом стыковом станке происходит в производственном цехе, в сухом и теплом помещении. Она хороша тем, что можно быстро и без сварочных швов сваривать (стыковать) листы между собой. Плюсы сварки на станке в том, что можно сваривать листы в рулоны длинной более 30 метров. Ширина же рулона зависит от ширины сварочного элемента данного станка. Обычно она составляет 3 или 4 метра. Таких размеров хватает для производства большинства изделий из полипропилена, что делает станок очень выгодным.
Также станок незаменим, при производстве большой партии продукции, т.к. существенно сокращает время сварки листов из полипропилена, и позволяет экономить на рабочей силе.
Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.
Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.
Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью.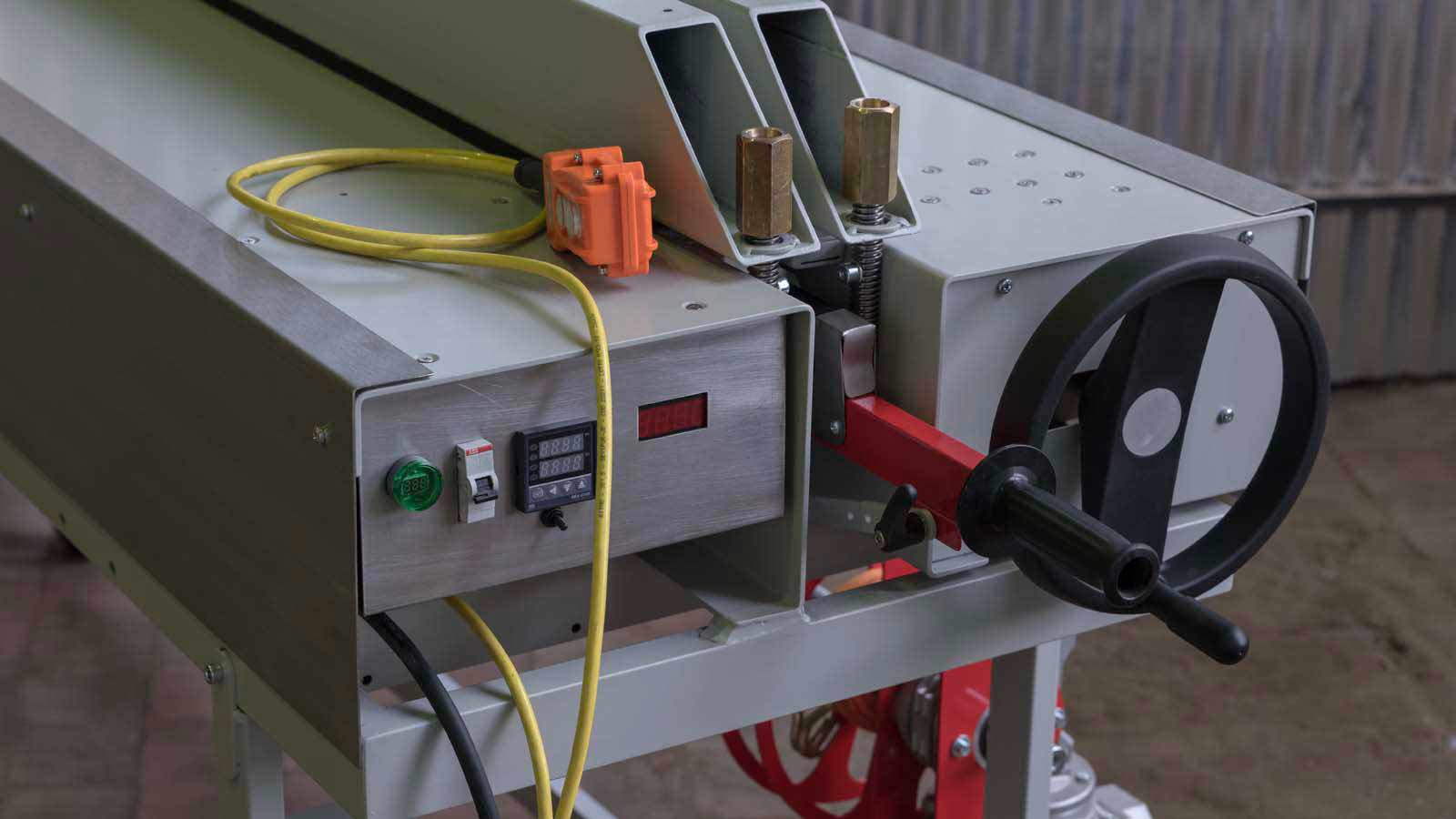 Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.
Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.
Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера.
 Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
 Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.Сварка листового полипропилена — выбираем сварочный аппарат
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.
Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.

Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.
В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.
Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).
Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка листового полипропилена феном | Сварка полипропилена
Технология сварки листового полипропилена феном
Сварка листов полипропилена феном – это соединение кромок двух полипропиленовых листов при помощи строительного фена (воздушного пистолета). Аппарат нагревает стыкуемые кромки листов и расположенную между ними полипропиленовую проволоку до 270˚С, сплавляя все три элемента друг с другом.
Этапы сварки листов полипропилена феном:
- Выбор материала. Нужен строительный фен достаточной мощности, тонкие полимерные листы и полипропиленовый пруток (проволока). Пруток и листы должны быть изготовлены из материала одного класса, иначе они будут плавиться под воздействием горячего воздуха неравномерно.
- Стыковка. Листы кладутся на любую ровную поверхность, их кромки обрабатываются наждачной бумагой. Сам процесс сплавления похож на сварку с использованием плавкого электрода. То есть сварщик перемещает фен вдоль шва, заполняя стык плавящимся полипропиленом, из которого состоит сварочный пруток. Уже через 5-7 минут сваренные листы можно использовать по назначению.

Важно! Используя для сварки фен, помните, что при медленном сплавлении зоны полимерного листа, непосредственно прилегающие к области шва, могут сильно нагреться. Это приведет к деформации шва. Поэтому при использовании фена сварка должна производиться оперативно.
Достоинства и недостатки сварки феном
Созданный по данной методике шов обладает наименьшей прочностью, чем швы, созданные при использовании других технологий сварки. Максимальный коэффициент прочности при таком сплавлении не достигает значения больше 0,7. Поэтому по данной методике обычно скрепляются детали с не очень толстыми кромками – не более 6 мм. Однако для быстрого сплавления небольших тонких деталей такой метод – наилучшее решение.
Однако для быстрого сплавления небольших тонких деталей такой метод – наилучшее решение.
Похожие записи
Сварка листового полипропилена феном, экструдером
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена
Фен для сварки полипропилена
При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.
До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.
Сварка полипропилена экструдером
Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.
Станок для сварки листового полипропилена
Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
 Если присадка холоднее листа, образуются морщины в месте шва.
Если присадка холоднее листа, образуются морщины в месте шва.Сварка полипропилена листового: аппарат, температура
Автор admin На чтение 4 мин. Просмотров 11.7k. Опубликовано
Сварка полипропилена – это самая востребованная сборочная технология, эффективность которой объясняется термопластичной природой данного сорта конструкционных полимеров. Причем с помощью сварки можно соединять любые полипропиленовые детали: от труб до листового материала.
Темой нашей статьи станет именно последний вариант монтажа – сварка листов полипропилена. Причем на этой странице вы сможете ознакомиться не только с этапами технологического процесса. Эта информация будет дополнена описанием комплекта оборудования, необходимого для «сшивки» листового полимера.
Эта информация будет дополнена описанием комплекта оборудования, необходимого для «сшивки» листового полимера.
Полипропиленовый лист: обзор материала для заготовок
Листовой полипропилен производится из гранул, путем экструзии (выдавливания) расплавленной массы полимера сквозь калибровочное отверстие (щель). С помощью подобной технологии можно получить листовой «прокат» любой ширины или длины.
Однако в продажу листовой полимер поступает в виде мерных отрезков шириной до 1,5 метров и длиной до 4 метров. Поверхность листа может быть матовой или глянцевой. В последнем случае лист покрывают особой пленкой.
Как и любое другое изделие из полипропилена, листовой материал является хорошим диэлектриком, обладает завидной гидрофобностью и достаточной стойкостью к истиранию и высокой химической стойкостью.
Поэтому полипропиленовые листы используют в качестве отделочного материала или в роли материала конструкционного. В последнем случае стыковку листов или листовых заготовок обеспечивает сварка полипропиленовая – особая технология формирования высокопрочных и герметичных соединений неразъемного типа. Причем в процессе сварки можно задействовать, как термомеханические, так и только термические технологии.
Причем в процессе сварки можно задействовать, как термомеханические, так и только термические технологии.
Сварочное оборудование и присадочные материалы
Для соединения полипропиленовых листов используют три сварочные технологии:
- Полифузионный монтаж – аналог контактной сварки.
- Монтаж с помощью экструдера.
- Монтаж с помощью строительного фена (воздушного пистолета).
И каждый вариант реализации техпроцесса предполагает использование особого комплекта оборудования.
Так, полифузионный монтаж реализуется с помощью особого аппарата, нагревающего и сдавливающего торцы заготовок. Причем температура сварки в данном случае не превышает 270 градусов, а сживающее усилие не превышает нескольких килограмм на квадратный сантиметр. Однако с помощью полифузионного станка можно получить и торцевое, и угловое сопряжение, гарантирующее высокую прочность и герметичность.
Экструдер работает по схеме сварочного полуавтомата. То есть, в разогретую зону сварки подается присадочная проволока, которая плавится при той же температуре в 270 градусов Цельсия. После остывания разогретых кромок и расплавленной проволоки образуется шов, соединяющий заготовки.
То есть, в разогретую зону сварки подается присадочная проволока, которая плавится при той же температуре в 270 градусов Цельсия. После остывания разогретых кромок и расплавленной проволоки образуется шов, соединяющий заготовки.
В последнем случае аппарат для сварки полипропилена, по сути, отсутствует. Его заменяют строительным феном. С помощью этого инструмента можно прогреть до 270 градусов и проволоку, и стыкуемые кромки. То есть, «воздушный пистолет» используется по схеме «газовой» сварки, играя роль горелки.
Присадочные материалы используются только в паре с экструдером или строительным феном. В данном случае роль присадки играет полипропиленовая проволока диаметром от 1 до 6 миллиметров. Причем проволока может быть и круглой и треугольной (в сечении).
Сварка полипропилена листового: как это делается
Сам процесс сварки экструдером полипропиленовых листов выглядит следующим образом:
- В самом начале нужно подготовить инструмент, присадочный материал и помещение. Инструмент подключается к розетке бытовой электросети, присадочная проволока вставляется в держак экструдера, а помещение очищается от строительной пыли.
- Далее следует заняться подготовкой стыкуемых кромок. Для этого листы укладывают на сварочный стол или любую другую ровную поверхность, а их кромки зачищаются мелкозернистой наждачной бумагой. Ведь шершавая поверхность обладает лучшими адгезионными свойствами, чем абсолютно гладкий лист.
- После подготовки кромок можно заняться свариванием, предварительно прогрев головку экструдера. Сам процесс похож на технологию сваривания плавким электродом. То есть, сварщик перемещает головку экструдера вдоль шва, заполняя стык расплавленным присадочным материалом. Подача проволоки в сварочную ванну регулируется автоматически или вручную.
 Инструмент подключается к розетке бытовой электросети, присадочная проволока вставляется в держак экструдера, а помещение очищается от строительной пыли.
Инструмент подключается к розетке бытовой электросети, присадочная проволока вставляется в держак экструдера, а помещение очищается от строительной пыли.Спустя 5-7 минут, от момента введения расплавленной проволоки в шов, сваренные листы можно использовать по назначению.
Сварка трением с перемешиванием полипропиленового листа
Реферат
Сварка трением с перемешиванием (FSW) — это растущая технология в обрабатывающей промышленности, поскольку она вносит большой вклад в сварку легких материалов, таких как алюминий и магний. Недавно был внедрен процесс соединения термопластов. Настоящая статья посвящена исследованию применения процесса FSW для соединения термопластов. Статья разделена на две части; В первой части подчеркивается важность термопластов в их широком применении, а также описывается принцип процесса FSW.Было проведено подробное литературное исследование влияния параметров процесса, профиля штифта, дефектов и зон сварки во время СТП термопластов. Вторая часть была посвящена экспериментальному исследованию, проведенному для анализа влияния геометрии штифта инструмента на FSW полипропиленовых листов толщиной 6 мм. Изменение Z-нагрузки во времени было использовано для понимания возникновения различных этапов сварки. Кроме того, было проведено сравнение термопласта и металла в отношении изменения Z-нагрузки со временем, чтобы подчеркнуть разницу в процессе между ними.Кроме того, было показано влияние скорости вращения инструмента и скорости сварки на среднюю силу при СТП термопластов. Для исследования качества сварки использовались три различных инструмента с цилиндрической, квадратной и конической геометрией штифта.
Недавно был внедрен процесс соединения термопластов. Настоящая статья посвящена исследованию применения процесса FSW для соединения термопластов. Статья разделена на две части; В первой части подчеркивается важность термопластов в их широком применении, а также описывается принцип процесса FSW.Было проведено подробное литературное исследование влияния параметров процесса, профиля штифта, дефектов и зон сварки во время СТП термопластов. Вторая часть была посвящена экспериментальному исследованию, проведенному для анализа влияния геометрии штифта инструмента на FSW полипропиленовых листов толщиной 6 мм. Изменение Z-нагрузки во времени было использовано для понимания возникновения различных этапов сварки. Кроме того, было проведено сравнение термопласта и металла в отношении изменения Z-нагрузки со временем, чтобы подчеркнуть разницу в процессе между ними.Кроме того, было показано влияние скорости вращения инструмента и скорости сварки на среднюю силу при СТП термопластов. Для исследования качества сварки использовались три различных инструмента с цилиндрической, квадратной и конической геометрией штифта. Для проведения экспериментов были выбраны три различных скорости вращения инструмента и скорости перемещения. Также изучалось влияние диаметра плеча. Предел прочности сварных швов на разрыв был определен и соотнесен с профилем штифта.Полученные результаты подтвердили потенциал квадратного штифта в достижении высокого качества сварных швов. Установлено, что параметры процесса оказывают значительное влияние на предел прочности сварных швов на разрыв.
Для проведения экспериментов были выбраны три различных скорости вращения инструмента и скорости перемещения. Также изучалось влияние диаметра плеча. Предел прочности сварных швов на разрыв был определен и соотнесен с профилем штифта.Полученные результаты подтвердили потенциал квадратного штифта в достижении высокого качества сварных швов. Установлено, что параметры процесса оказывают значительное влияние на предел прочности сварных швов на разрыв.
Ключевые слова
Сварка трением с перемешиванием
Легкие материалы
Термопласты
Параметры процесса
Прочность на разрыв
Геометрия инструмента
Рекомендуемые статьи Цитирующие статьи (0)
© 2018 Карабукский университет.Издательские услуги Elsevier B.V.
Рекомендуемые статьи
Ссылки на статьи
СОВЕТЫ ПО СВАРке ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать аналогичный пластик с аналогичным пластиком. Чтобы получить прочный, стабильный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги для обеспечения надлежащего сварного шва.
Сварка Полипропилен Полипропилен (ПП) — один из самых простых для сварки термопластов, который используется во многих различных областях.ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Доказанным применением полипропилена является оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварочный аппарат должен быть настроен на температуру приблизительно 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 ватт на 120 вольт, регулятор подачи воздуха должен быть установлен примерно на 5 л. С.s.i. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварка ПолиэтиленДругой довольно простой для сварки термопласт — полиэтилен (PE). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать низкое давление на высокое, но не высокое на низкое.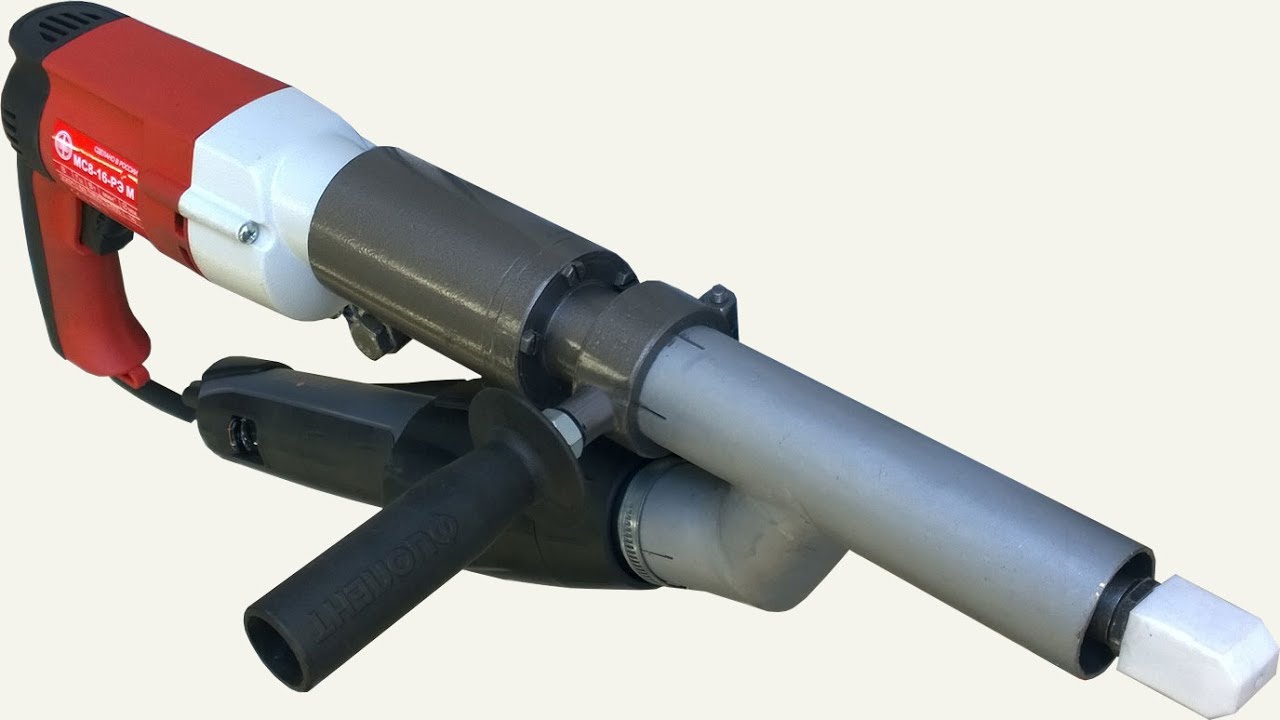 Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста. Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4 — 5-1 / 2, а реостат — на 5.Как и PP, HDPE поддается сварке при 572 ° F / 300 ° C.
Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста. Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4 — 5-1 / 2, а реостат — на 5.Как и PP, HDPE поддается сварке при 572 ° F / 300 ° C.
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основание и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Как только сварщик настроится на нужную температуру, вам необходимо подготовить основание и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно на дюйм над подложкой, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза. Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на обдув стекла.
Сильно и последовательно надавите на пыльник наконечника.Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно вернуть их глянцевую поверхность, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что необходимо соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
При работе с полипропиленом или полиэтиленом можно вернуть их глянцевую поверхность, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что необходимо соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
С учетом приведенных выше советов сварка термопластов может быть довольно простым процессом. Несколько часов практики сварки дадут «почувствовать» поддержание правильного равномерного давления на стержень прямо в зону сварного шва. А эксперименты с разными видами пластики помогут освоить процедуру.Для получения информации о других процедурах и стандартах обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
Соединение полипропиленовых листов
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по ресурсам отделки с 1989 г.
Вопрос? Звонок прямо; сайт без регистрации
Обсуждение началось в 2006 г., но продолжаются до 2017 г.
2006 г. В.Привет,
Я эксплуатирую аэродинамическую трубу в Новой Зеландии. Мы только что переоборудовали наш ров (который является источником водяного охлаждения для 950-сильного Детройта), полипропилен имеет толщину 1 мм, и если бы вы сказали мне, как соединить его вместе, это было бы буду очень признателен, нам дали немного бутиловой двусторонней ленты для использования, но она не выдержала,
касаемо
Рон Морганbodyflying — Роторуа, Новая Зеландия
аффил. link
«Справочник по сварке пластмасс и композитов»
из Abe Books
или
| 2006 г. А.Привет, Рон, Юкс, тебе дали неверную информацию … кассета? Конечно нет. Чтобы соединить лист полипропилена, его необходимо сварить. Простите. В Новой Зеландии есть хорошая компания под названием Thermoplastic Engineering. Если у вас есть много-много сварочных работ, а, тогда попробуйте получить сварочный пистолет С инструкциями (здесь это LARAMY, американская компания) … СТОП … Затем я перечитал ваше сообщение. Вы используете только ультратонкий полипропилен толщиной l мм. О, Боже. Это действительно могло бы вызвать проблемы из-за теплового искажения такого тонкого ламината даже для опытного профессионала.Хм. А как насчет перекрытия на дюйм или около того, а затем «пайки», т.е. используя утюг (?) … так что подходите к Thermoplastic Engineering. … кто мог бы дать лучший совет. Freeman Newton [dec] (Наш печальный долг сообщить, что Freeman скончался 21 апреля 2012 г., старый друг R.I.P.). 2006 г. A. Вы должны сварить его горячим способом, используя основной стержень из полипропилена и соответствующие пистолеты горячего воздуха (для очень ответственных деталей некоторые рекомендуют инертный газ вместо воздуха). Монтеррей, Нидерланды, Мексика |
 … позвоните им.
… позвоните им. Любой хороший производитель пластика может вам помочь. Удачи.
Любой хороший производитель пластика может вам помочь. Удачи.| 2006 г. A. Самый эффективный способ соединения полипропиленовых листов — это сварка. Выполните поиск по сварке пластика или полипропилена для получения дополнительной информации. Джон Мартин— Уэльс 2006 A. Hi Guillermo, Re — инертный газ для сварки, проблемы в Ye Olden Days заключались в том, что люди использовали обычный компрессор, и сверхмалые следы масла или конденсата могли привести к плохой сварке. Одна компания использовала силикагель для получения «чистого» воздуха. Компрессор малой мощности — ответ … эта идея пришла из Германии, где, как вы знаете, был изобретен ПВХ и откуда изначально родом лучшие сварщики. При использовании Pe, того же семейства, что и PP, кажется, что на поверхности образуется ультратонкий оксидный слой … Я бы получил плохой результат при сварке тонкого, но чистого l / 8-дюймового ламината, НО если бы эту поверхность предварительно соскоблили. Freeman Newton [dec] (Наш печальный долг сообщить, что Freeman скончался 21 апреля 2012 г., старый друг R.I.P.). |
 Ах, сварка показалась любителю хорошей.Это НАСТОЯЩАЯ проблема с полипропиленом на 1/16 дюйма, но данное значение l мм = паршивое l / 32 дюйма! Юкс!
Ах, сварка показалась любителю хорошей.Это НАСТОЯЩАЯ проблема с полипропиленом на 1/16 дюйма, но данное значение l мм = паршивое l / 32 дюйма! Юкс!2006 г.
Благодаря двум ответам вы оба очень помогли. Я попал в компанию, которая думает, что они должны суметь сварить это.
С уважением,
— Роторуа, Новая Зеландия
2006
А.Извините, друзья, но для таких тонких материалов вам понадобится ультразвуковой сварочный аппарат .. [у меня есть один]
У меня есть ларами — вегенер — камвельд — листеры и бог знает сколько других … Я никогда не видел, чтобы работал термический сварщик на материале толщиной 0,039
, поставщик оборудования для нанесения покрытий — Бристоль, Коннектикут
Спасибо, Рон. Я знал, что ты узнаешь!
Тед Муни, P.
 E.
E. Стремление к жизни Алоха
finish.com — Пайн-Бич, Нью-Джерси
29 июля 2008 г.
A. Уважаемый,
, применив ленту unimat с помощью сварочного аппарата, Вы можете соединить свой полипропиленовый материал.
Gajanan Mehta
— Дхари-Индия
28 июня 2017
В. Я пытаюсь соединить вместе соломинки для питья. Не могли бы вы помочь мне, как лучше всего сделать это аккуратно?
Мэнди ДжонстонХудожник — Южная Африка
этот текст заменен на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции.Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Сварка тонких полипропиленовых листов
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по ресурсам отделки с 1989 г.
Вопрос? Звонок прямо; сайт без регистрации
2003
Мы производим конверт из полипропилена 500 микрон, и нам необходимо сварить два края вместе.Мы пробовали использовать аппарат для сварки горячей пластиной (270 ° C), чтобы создать серию сварных точек по краям, но сварной шов на самом деле недостаточно. Можете ли вы предложить лучший способ сварки с использованием нашего станка для нагрева плит или альтернативный метод сварки, который был бы быстрым в производстве.
Макс Хитч— Эксетер, Девон, Англия
2003
Hi Max,
Лично я понятия не имею . .. а как насчет ультразвуковой сварки? Он предназначен для ультратонких пластиков, больших сумок и т. Д.
.. а как насчет ультразвуковой сварки? Он предназначен для ультратонких пластиков, больших сумок и т. Д.
Даже ручная сварка полипропилена толщиной 1/16 дюйма была трудной … на самом деле, я бы даже не рекомендовал это. Наша минимальная толщина была 1/8 дюйма, иначе получился бы плохой сварной шов.
Также 500 микрон (0,0000197 дюйма?) Звучит слишком тонко.
Другое дело … PP или Pe должны, ДОЛЖНЫ быть абсолютно чистыми. В идеале он должен быть полностью «свежим» и не должен слишком долго находиться на воздухе. Если кто-то (с использованием тонкого листа толщиной 1/8 дюйма) делает сварной шов, прочность не настолько высока, пока не будет использоваться скребок, чтобы «обнажить» свариваемую поверхность.Это может быть связано с удалением окисленной поверхности толщиной в несколько микрон.
Последняя мысль … вы пробовали провести «острием ножа» прямо по этому шву? Очевидно, что «нож» должен быть нагрет и в идеале покрыт тефлоном, иначе он склеится. Просто попробуйте это с обычным тупым кухонным ножом, чтобы убедиться, что он вам подходит. Извините за негатив! Хорошее место «Hex-terr», хорошая земля для скрампи!
Извините за негатив! Хорошее место «Hex-terr», хорошая земля для скрампи!
Фриман Ньютон [дек]
(Наш печальный долг — сообщить, что Фриман скончался
21 апреля 2012 года.РВАТЬ. Старый друг).
finish.com стало возможным благодаря …
этот текст заменен на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Put Down That Glue! 10 мощных методов сварки пластмасс — Craftech Industries — высококачественные пластмассы
Многим нашим читателям интересно узнать о подчас непростом мире пластикового клея и сварки пластмасс. Хотя выбор правильного пластикового клея может вызвать желание получить специальность химика, сварка, возможно, является лучшим методом для соединения двух пластиковых компонентов. Это обычно более эффективно, чем использование клея, и может быть выполнено быстро и дешево, если у вас есть подходящие инструменты.
Хотя выбор правильного пластикового клея может вызвать желание получить специальность химика, сварка, возможно, является лучшим методом для соединения двух пластиковых компонентов. Это обычно более эффективно, чем использование клея, и может быть выполнено быстро и дешево, если у вас есть подходящие инструменты.
Существует так много методов сварки пластмасс, что я даже не смог бы описать их все в этой статье. Вот всего 10 примеров, чтобы дать вам представление о многих доступных вариантах.
1) Уплотнение с экструдированным буртиком
Бусинка из того же материала выдавливается между двумя секциями, а затем две секции сразу же прижимаются друг к другу.Тепла в экструдированном валике достаточно, чтобы вызвать его приваривание к прилегающим поверхностям.
2) Сварка трением
Быстрые угловые колебания используются для нагрева соединяемых пластмассовых деталей. Этот вариант процесса центробежной сварки используется для деталей, которые не являются симметричными относительно оси вращения. Оборудование должно быть запрограммировано на остановку, когда детали будут правильно расположены для соединения.
Оборудование должно быть запрограммировано на остановку, когда детали будут правильно расположены для соединения.
3) Высокочастотная сварка
Способ сварки пластмассовых деталей, при котором соединяемые поверхности нагреваются за счет контакта с электродами высокочастотного электрического генератора.
4) Сварка горячим газом
Сварочные пистолеты для пластмасс содержат камеру с электрическим или газовым обогревом, через которую проходит газ, обычно сухой воздух или азот. Нагретый газ направляется на свариваемое соединение, а стержень из того же материала, что и свариваемый термопласт, прикладывается к нагретой области.
5) Горячая пластина (горячий инструмент) Сварка
Две соединяемые пластмассовые поверхности сначала слегка прижимают к нагретой металлической поверхности, которую можно покрыть ПТФЭ для предотвращения прилипания, до тех пор, пока поверхностные слои не расплавятся. Затем поверхности быстро собираются и выдерживаются под легким давлением до охлаждения.
Затем поверхности быстро собираются и выдерживаются под легким давлением до охлаждения.
6) Индукционная сварка
На стыке двух соединяемых секций помещается токопроводящая металлическая вставка. Прикладывая давление, чтобы удерживать секции вместе, сварщик нагревает металлическую вставку с помощью высокочастотного генератора до тех пор, пока окружающий пластиковый материал не размягчается и не сваривается, а затем охлаждает соединение.
7) Лазерная сварка
Две части подвергаются давлению, в то время как лазерный луч движется по линии соединения.Луч проходит через первую часть и поглощается либо второй частью, либо абсорбирующим покрытием, выделяя достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
8) Сварка растворителем
Сварщик наносит растворитель, способный размягчать соединяемые поверхности, и прижимает размягченные поверхности друг к другу. Адгезия достигается за счет испарения растворителя, абсорбции растворителя соседними материалами и / или полимеризации связующего на основе растворителя.
Адгезия достигается за счет испарения растворителя, абсорбции растворителя соседними материалами и / или полимеризации связующего на основе растворителя.
9) Центробежная сварка
Пластиковые компоненты круглого поперечного сечения вращаются, одна часть контактирует с другой, до тех пор, пока за счет трения не будет генерироваться достаточно тепла, чтобы вызвать расплав на границе раздела, который затвердевает под давлением, когда вращение останавливается, чтобы сварить изделия вместе. Процесс может выполняться вручную на сверлильном станке с подходящими патронами для удержания деталей или может быть автоматизирован путем добавления устройств для подачи, синхронизации, управления ходом и давлением пресса и выталкивания.
10) Ультразвуковая сварка
Способ сварки или герметизации термопластов, при котором нагрев осуществляется с помощью механического вибрационного давления на ультразвуковых частотах (от 20 до 40 кгц). Электрическая энергия преобразуется в ультразвуковые колебания с помощью преобразователя, направляемого на свариваемую область с помощью рупора. , а локализованное тепло генерируется трением и вибрацией на соединяемых поверхностях.
Электрическая энергия преобразуется в ультразвуковые колебания с помощью преобразователя, направляемого на свариваемую область с помощью рупора. , а локализованное тепло генерируется трением и вибрацией на соединяемых поверхностях.
Я пропустил вашу любимую технику сварки пластмасс? Есть вопрос? Расскажите мне об этом в разделе комментариев ниже.
Хотите узнать больше о методах производства пластмасс? Загрузите наш бесплатный глоссарий!
Сварка пластмасс: сварка термопластов | Bay Plastics Ltd
Сварка пластмасс может использоваться в таких областях, как резервуары для химикатов и ограждения машин, которые требуют прочных соединений для новых продуктов. При необходимости ремонт других изделий может быть осуществлен с помощью аппарата Thermoplastic Welding .
Bay Plastics предлагает термопластическую сварку следующих пластмассовых материалов:
 youtube.com/v/Sh3HHIBD0yA&color1=0xb1b1b1&color2=0xcfcfcf&hl=en_US&feature=player_embedded&fs=1″ align=»middle» src=»http://www.youtube.com/v/Sh3HHIBD0yA&color1=0xb1b1b1&color2=0xcfcfcf&hl=en_US&feature=player_embedded&fs=1.swf» flashvars=»playerMode=embedded» wmode=»transparent» type=»application/x-shockwave-flash»>
youtube.com/v/Sh3HHIBD0yA&color1=0xb1b1b1&color2=0xcfcfcf&hl=en_US&feature=player_embedded&fs=1″ align=»middle» src=»http://www.youtube.com/v/Sh3HHIBD0yA&color1=0xb1b1b1&color2=0xcfcfcf&hl=en_US&feature=player_embedded&fs=1.swf» flashvars=»playerMode=embedded» wmode=»transparent» type=»application/x-shockwave-flash»>
Пожалуйста, отправьте электронное письмо нашей команде производителей по адресу [email protected] с вопросами Сварка пластмасс .
Пластиковые изделия
Мы располагаем широким ассортиментом продукции для удовлетворения разнообразного рынка полуфабрикатов пластмассовых материалов , предлагая нестандартные размеры для всех обычных пластмассовых изделий. Наши профессиональные услуги по резке всегда гарантируют высокое качество отделки и быстрое выполнение работ.
Производство пластмасс
Обладая более чем 20-летним опытом в области производства , наша приверженность обслуживанию и качеству, наряду с непревзойденным знанием продукции, позволяет нам направлять вас по всем аспектам выбора пластмассового материала , от проектирования компонентов до производства.
Пластиковый дизайн
Наша команда из пластика. Команда способна создать ряд специализированных изделий на заказ, от начальных прототипов и разовых экземпляров до полных серийных производств.Имеющиеся возможности и мощности позволяют нам предлагать обширные специализированные услуги.
SWT-Ph5000 Сварочный аппарат для листового пластика с ЧПУ
Сварочные аппараты серии SWT подходят для сварки листов термопласта из полиэтилена высокой плотности, полипропилена, ПВХ, ПВДФ. Аппарат разработан в соответствии с DVS 2208 и может работать в соответствии с DVS 2207.
SWT-PH серия Аппарат для стыковой сварки листового металла
SWT-ZW серия Гибочный сварочный аппарат
SWT-PZ серия Все в один гибочный станок для стыковой сварки плавлением
Гравировальный станок серии SWT-YF
Пила для резки серии SWT-XL
Функция сварки:
Горизонтальный шов и круглый (прокатный) шов. Минимальный размер проката — 500 мм, для большего — неограниченный.
Минимальный размер проката — 500 мм, для большего — неограниченный.
Функция гибки:
Пластиковая пластина для гибки от 2 до 100 градусов.
Характеристики продукта
1. Универсальное применение:
В нашей модели доступны функции сварки и гибки.
2. Эффективность и точность:
Система управления Siemens и режим управления с сенсорным экраном делают управление эффективным и точным.
3. Простота использования:
Наша сильная сторона заключается в разработке простого в использовании оборудования, а не сложного.
С нашей моделью вы можете выполнить каждую функцию за 5 шагов.
4. Широкое применение:
Наша модель подходит для всех типов термопластичных листов (PP, PE, HDPE, PVDF, PVC, PPN),
с толщиной материала от 3 мм до 30 мм. Толщина сварки может достигать 50 или 60 мм по желанию заказчика.
5. Стабильная производительность:
Используя самые современные технологии и лучшие дизайнеры, мы успешно проектируем и производим для клиентов.