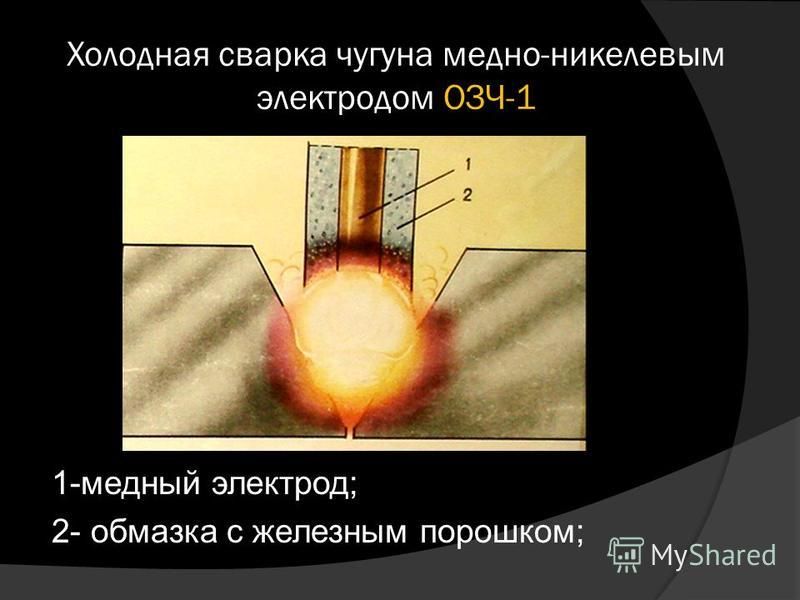
Сварка меди и её сплавов: виды и особенности
Сварка меди
Описание, технология и особенности сварки медных изделий.
Сварка латуни
Описание, технология и особенности сварки латунных изделий.
Сварка бронзы
Описание, технология и особенности сварки бронзовых изделий.
Медь – это металл с уникальными свойствами. Она пластична, обладает высокой теплопроводностью и электропроводностью, имеет повышенную стойкость к коррозии. Кроме того, это очень красивый металл, он применяется в дизайне интерьера, для изготовления посуды и различного домашнего декора. Существуют два медных сплава: латунь и бронза.
Благодаря своим свойствам медь получила широкое применение во многих сферах. Если вы работаете с металлом, то когда-то в любом случае столкнетесь с необходимости сварки или пайки этого материала.
Характеристики меди и её свариваемость
На этот параметр сильно влияет состав металла. Чем меньше в нем имеется вредных примесей, тем выше свариваемость. Однако существуют факторы, которые негативно воздействуют на сварку:
- Медь сильно склонна к окислению. В результате кислородного воздействия образуются тугоплавкие окислы, которые способствуют возникновению трещин и повышенной хрупкости.
- Из-за повышенного коэффициента линейного расширения медь сильно усаживается при отвердевании, из-за чего образуются трещинки.
- Расплавленный металл поглощает из воздуха такие газы, как водород и кислород, что негативно влияет на сварной шов. В результате появляются дефекты в виде пор и трещин.
- Высокая теплопроводность нуждается в мощном источнике нагрева, который способен сильно сконцентрировать энергию в зоне сварки. Быстрое охлаждение формирующегося шва ухудшает его качества, он становится склонен к образованию дефектов.
- Медь предрасположена к росту зерна, что может привести к повышенной хрупкости в зонах нагрева.

- С повышением температур более 200 градусов Цельсия уменьшается пластичность и прочность металла. При воздействии тепла в диапазоне от 250 до 550 градусов медь становится наименее пластична.
- Медь имеет высокую текучесть. При формировании стыковых швов лучше использовать подкладки, которые хорошо прилегают к металлу. Сварка в вертикальном положении также затруднена.
Также нужно учитывать некоторые особенности сварки латуни. Цинк, входящий в состав, имеет температуру кипения ниже, чем температура плавления меди. То есть при сварке он испаряется и образуются поры. Кроме того, при испарении пары цинка взаимодействуют с кислородом, в результате чего образовываются ядовитый оксид цинка. Распознать его не сложно, он выглядит как плотное белое облако. Не рекомендуется выполнять ручную дуговую сварку без непрерывного отсоса образующихся газов.
Максимальный показатель свариваемости имеет раскисленная медь, имеющая в составе низкое содержание кислорода (не более 0.01%).
Способы сварки
Технологией предусмотрены некоторые способы улучшения качества процедуры. Необходимо использовать защиту сварочной ванны газом или флюсом. Также немаловажен выбор электродов. Стоит использовать варианты, в составе которых имеются раскислители.
Среди всех способов сварки наибольшей популярностью пользуются два:
- С помощью покрытых металлом электродов способом ручной дуговой сварки. Подходит для деталей с толщиной более 2 миллиметров. Применяют постоянный ток с обратной полярностью. Прочность шва сильно зависит от многих моментов, в том числе квалификации самого сварщика.
- С помощью вольфрамовых электродов в среде аргона. Это наиболее результативный способ. Швы получаются аккуратные и прочные. Помимо аргона может использоваться гелий, азот или их сочетание. В качестве присадки используют медные прутья.
Перед обработкой нужно тщательно очистить медь. Необходимо убрать все загрязнения с поверхности, далее нужно убрать окисную пленку и очистить металл.
Глава 5. Сварка меди и ее сплавов
Основные свойства и особенности сварки
Несмотря на значительную борьбу за экономию меди и стремление заменить медь и ее сплавы другими металлами в промышленности, они находят большое применение в химическом машиностроении при изготовлении аппаратуры для работы в коррозионной среде и в электротехнической промышленности, где требуется металл с хорошей электропроводностью.
Техническая медь выпускается 9 марок по ГОСТ 859-2001 и может содержать количество примесей от 0,01 % (М00 бк) до 1 % (М4). Сплавы на медной основе в зависимости от состава легирующих элементов относятся к латуням, бронзам, медно-никелевым сплавам.
Латуняминазывается медно-цинковые сплавы, которые могут содержать другие легирующие элементы. Химический состав латуней определяется ГОСТ 15527-70 и ГОСТ 17711-93. При содержании цинка до 39 % латуни пластичны, хорошо свариваются, коррозионностойки. Латуни легируют Fe, А1, Si, N1. Алюминий уменьшает летучесть цинка, образуя защитную пленку из А1203. Железо задерживает кристаллизацию и измельчает зерно. Кремний увеличивает свариваемость.
Оловянные бронзы имеют высокие антифрикционные свойства и коррозионную стойкость. Кремнистые и алюминиевые бронзы обладают высокими механическими и коррозионными свойствами. Они дешевле оловянных. Марганцовистые бронзы имеют хорошую коррозионную стойкость и повышенную жаропрочность. Берилевые бронзы после термической обработки приобретают прочность, сопоставимую с прочностью стали. Химический состав основных марок меди и ее сплавов приведен в таблице 5.1.
Медно-никелевые
сплавы содержат до 30 % N1, а также марганец,
железо. Сплав МНЖ5-1, прочный и
коррозионностойкий, используют для
конструкций, работающих в агрессивных
средах (морской воде, растворах солей,
органических кислотах).
Сплав МНЖ5-1, прочный и
коррозионностойкий, используют для
конструкций, работающих в агрессивных
средах (морской воде, растворах солей,
органических кислотах).
Особенности состояния меди и ее сплавов, влияющих на технологию сварки.
Высокая температура плавления и теплопроводность (в 6 раз больше, чем у стали) требуют применения мощных высококонцентрированных источников теплоты при сварке плавлением, режимов сварки с высокой погонной энергией и во многих случаях предварительного и сопутствующего подогрева.
Таблица 5.1 — Химический состав некоторых типовых марок меди и ее сплавов, %
Марка | Легирующие элементы | Примеси, не более |
Техническая медь: М0 М1 М2 | Си > 99,95 Си > 99,9 Си > 99,7 | 0,05 0,1 0,3 |
Латунь: Л62 | Си = 60,5.63,5 Si = 0,3…0,7 Zn остальное | — |
ЛМц 58-2 | Си =75.60 Fe = 1 Мп = 1.2 Zn остальное | 1,1 |
Бронза: оловянная БР010Ц2 | Sn = 9.11 Zn = 2.4 | 1,0 |
кремнистая БрКМц3-1 | Мп
= 1. | 0,4 |
хромистая БрХ | Сг = 0,4…1,0 | 0,3 |
 1,5 Si = 2,75.3,5
1,5 Si = 2,75.3,5Легкая окисляемость меди при высоких температурах вызывает засорение металла шва тугоплавкими окислами. Закись меди Си20 (1:
2Р+5Си20=10Си+Р205\;
Р205+3Си20=Р205 (Си20)3 — в шлак;
2Си20+8і=4Си+8і02;
Си2 0+Мп=2Си+Мп0;
8і02+Мп0=Мп08і02 — в шлак.
Тугоплавкие окислы, образующие пленку на поверхности сварочной ванны, разрушают с помощью флюсов на основе буры №2В407, переводя тугоплавкие окислы в легкоплавкие комплексные соединения:
Си0+На2В407=2НаВ02СиВ203 — в шлак. 2Сп+С02.
2Сп+С02.
При сварке латуней поры могут возникнуть вследствие испарения цинка (Ткип=907 °С — ниже температуры плавления меди). Образующийся при испарении оксид цинка ядовит. Испарение цинка уменьшается при использовании предварительного подогрева и высоких скоростей сварки, при легировании металла шва кремнием.
Высокая жидкотекучесть меди и ее сплавов (в 2-2,5 раза выше, чем у сталей) затрудняет сварку в вертикальном и потолочном положениях. Для качественного формирования корня шва применяют подкладки (асбестовые, графитовые, флюсовые подушки).
Сварные швы имеют крупнозернистую структуру и низкую прочность. Измельчение структуры и повышение прочности обеспечивается термопластической обработкой.
Для сварки меди и ее сплавов могут быть применены почти все способы сварки плавлением. Наибольшее применение нашли: дуговая сварка в защитных газах, ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электронно-лучевая сварка.
Перед сваркой свариваемый металл и проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Очистку кромок основного металла чаще всего делают механическим путем (наждаком, металлическими щетками), а проволоки — пропусканием через станки для очистки проволоки (например, СОСП-65 Юргинского маш- завода) или травлением в растворе из азотной, серной и соляной кислот с последующей промывкой в воде, щелочи, снова в воде и сушкой горячим воздухом. Последний вариант дороже.
Для правильного формирования сварного шва предпочтительно применять в конструкциях типы соединений с равномерным теплоотводом (стыковые, угловые, а не тавровые и нахлесточные). При толщинах более 5 мм делают У-образную или Х-образную разделки кромок.
Сварка
в защитных газах. Этот способ позволяет получить сварные
соединения с наиболее высокими
механическими и коррозионными свойствами
благодаря минимальному содержанию
примесей в наплавленном металле. В
качестве защитных газов используют
азот особой чистоты, аргон высшего
сорта, гелий высшей категории качества,
а
Этот способ позволяет получить сварные
соединения с наиболее высокими
механическими и коррозионными свойствами
благодаря минимальному содержанию
примесей в наплавленном металле. В
качестве защитных газов используют
азот особой чистоты, аргон высшего
сорта, гелий высшей категории качества,
а
также их смеси (например, 70-80 % Аг + 20-30 % N2) для экономии аргона и увеличения глубины проплавления основного металла. При сварке в среде азота эффективный и термический КПД дуги выше, чем при сварке в среде аргона и гелия, но замечена ниже устойчивость горения дуги.
При сварке в защитных газах в качестве неплавящегося электрода используют лантанированные или иттрированные вольфрамовые электроды диаметром до 6 мм. В качестве присадочного материала используют проволоку из меди и ее сплавов, по составу близкую к основному металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ 0,10,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на сварочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 5.2).
Таблица 5.2 — Выбор диаметра вольфрамового электрода и присадки
Толщина заготовки, мм | 1-1,5 | 2-3 | 4-6 | 7-10 | 11-16 | > 16 |
Диаметр электрода, мм | 1,6-2,0 | 3-4 | 4-5 | 4-5 | 5-6 | 6 |
Диаметр присадочной проволоки, мм | 2 | 3 | 4 | 5 | 5-6 | 6 |
Сварку
вольфрамовым электродом ведут на
постоянном токе прямой полярности.![]() При сварке в среде азота или в смеси
азота с гелием сварочный ток уменьшают,
а напряжение повышают
(табл. 5.3). Рекомендуемые режимы
приведены для сварки стыковых соединений
на медной водоохлаждаемой подкладке
или флюсовой подушке. При толщинах
более 4 мм рекомендуется подогрев до
300-600 °С.
При сварке в среде азота или в смеси
азота с гелием сварочный ток уменьшают,
а напряжение повышают
(табл. 5.3). Рекомендуемые режимы
приведены для сварки стыковых соединений
на медной водоохлаждаемой подкладке
или флюсовой подушке. При толщинах
более 4 мм рекомендуется подогрев до
300-600 °С.
При сварке плавящимся электродом используют постоянный ток обратной полярности. Широко применяется для меди толщиной более 4 мм многослойная полуавтоматическая сварка проволокой диаметром 12 мм. Режимы сварки: сварочный ток 150-200 А для проволоки 01 мм и 300-450 А для проволоки 02 мм, напряжение дуги 22-26 В, скорость сварки зависит от сечения шва. Температура подогрева 200-300 °С.
Таблица 5.3 — Рекомендуемые режимы сварки меди вольфрамовым электродом
Толщина металла, мм | Зазор между кромками, мм | Ток, А | Напряжение, В | Скорость сварки, м/ч | Температура подогрева, °С | Расход газа, л/мин |
В среде аргона | ||||||
2 | 0.0,5 | 0 о 2 о | 10.14 | 25. | нет | 10.12 |
4 | 1,0.1,5 | 380.400 | 12.16 | 30.35 | 300.400 | 12.14 |
В среде азота | ||||||
2 | 0.0,5 | 7 О 9 О | 20.24 | 20.22 | нет | 16.18 |
4 | 1,0.1,5 | 180.200 | 24.28 | 18.20 | нет | 18.20 |
10 | 1,0.1,5 | 400.420 | 31.36 | 12.14 | 400.600 | 22.24 |
.jpg) 30
30 Для
латуней, бронз и медно-никелевых сплавов
предпочтение отдается сварке
неплавящимся электродом, так как в этом
случае меньше испарение цинка, олова и
других элементов. Предварительный
подогрев для медных сплавов требуется
при толщинах более 12 мм.
Предварительный
подогрев для медных сплавов требуется
при толщинах более 12 мм.
Ручная дуговая сварка,.Медь и ее сплавы этим способом сваривают на постоянном токе обратной полярности (табл. 5.4). Медные листы толщиной до 4 мм сваривают без разделки кромок, до 10 мм с односторонней разделкой при угле скоса 60-70° и притуплением 1,5-3,0 мм, более 10 мм — с Х-образной разделкой кромок. Для сварки меди используют электроды с покрытием «Комсомолец-100», АНЦ / 03М-2, АНЦ / 03М-3, 3Т, АНЦ-3.
Таблица 5.4 — Режимы ручной однопроходной сварки меди покрытыми электродами
Толщина, мм | Диаметр электрода, мм | Ток дуги, А | Напряжение, В |
2 | 2-3 | 100-120 | 25-27 |
4 | 4-5 | 160-200 | 25-27 |
6 | 5-7 | 260-340 | 26-28 |
10 | 6-8 | 400-420 | 28-30 |
Сварку
ведут короткой дугой с возвратно-поступательным
движением электрода без поперечных
колебаний. Удлинение дуги ухудшает
формирование шва, увеличивает
разбрызгивание, снижает механические
свойства сварного соединения.
Предварительный подогрев делают при
толщине 5-8 мм до 200-300 °С, при толщине 24
мм — до 800 °С. Теплопроводность и
электропроводность металла шва резко
снижаются при сохранении высоких
механических свойств. Для сварки латуней,
бронз и медно-никелевых сплавов применяют
электроды ММ3-2, Бр1 / ЛИВТ, ЦБ-1, МН-4 и др.
Удлинение дуги ухудшает
формирование шва, увеличивает
разбрызгивание, снижает механические
свойства сварного соединения.
Предварительный подогрев делают при
толщине 5-8 мм до 200-300 °С, при толщине 24
мм — до 800 °С. Теплопроводность и
электропроводность металла шва резко
снижаются при сохранении высоких
механических свойств. Для сварки латуней,
бронз и медно-никелевых сплавов применяют
электроды ММ3-2, Бр1 / ЛИВТ, ЦБ-1, МН-4 и др.
Механизированная дуговая сварка под Флюсом.Этот способ осуществляют угольным (графитовым) электродом и плавящимся электродом.
Сварку угольным электродом выполняют на постоянном токе прямой полярности с использованием стандартных флюсов АН-348А, ОСЦ-45, АН-20. При сварке угольным электродом (рис. 5.2) кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 3, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18-21 В, скорость сварки 6-25 м/ч.
4
Рис. 5.2. Схема механизированной сварки меди угольным электродом
под флюсом
Механизированную
сварку плавящимся электродом под
плавлеными флюсами (АН-200, АН-348А,
ОСЦ-45, АН-М1) выполняют на постоянном
токе обратной полярности, а под
керамическим флюсом ЖМ-1 и на переменном
токе. Основным преимуществом этого
способа сварки является возможность
получения высоких механических свойств
сварного соединения без предварительного
подогрева. При сварке меди используют
сварочную проволоку диаметром 1,4—5,0 мм
из меди МБ, М1, бронзы БрКМц 3-1, БрОЦ 4-3.
За один проход можно сваривать без
разделки кромок толщины до 20 мм, а
при использовании сдвоенного
(расщепленного) электрода — до 30 мм. При
толщинах кромок более 15 мм рекомендуют
делать У-образную разделку с углом
раскрытия 90°, притуплением 2-5 мм, без
зазора. Флюс и графитовая подкладка
перед
При
толщинах кромок более 15 мм рекомендуют
делать У-образную разделку с углом
раскрытия 90°, притуплением 2-5 мм, без
зазора. Флюс и графитовая подкладка
перед
сваркой должны быть прокалены. Для возбуждения дуги при сварке под флюсом проволоку закорачивают на изделие через медную обезжиренную стружку или пружину из медной проволоки диаметром 0,5-0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в таблице 5.5
Таблица 5.5 — Ориентировочные режимы автоматической сварки меди под флюсом
Толщина, мм | Разделка кромок | Сварочный ток, А | Напряжение дуги, В | Скорость сварки, м/ч |
5.6 | Без разделки | 500.550 | 38.42 | 45.40 |
10.12 | 700.800 | 40.44 | 20.15 | |
16.20 | 850.1000 | 45.50 | 12.8 | |
25.30 | и-образная | 1000. | 45.50 | 8.6 |
 1100
1100При сварке латуней применяют флюсы АН-20, ФЦ-10, МАТИ-53 и проволоки бронзовые БрКМц 3-1, БрОЦ 4-3 и латунные ЛК 80-3. Сварка ведется на низких значениях сварочного тока и напряжения для снижения интенсивности испарения цинка. Бронзы под флюсом свариваются хорошо.
Газовая сварка.Этот способ сварки меди используют в ремонтных работах. Рекомендуется использовать ацетиленокислородную сварку, обеспечивающую небольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней — окислительное, чтобы уменьшить выгорание цинка. Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные свариваемые кромки по 10-12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие А1203. При сварке меди используют присадочную проволоку из меди М1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК 80-3. После сварки производят проковку шва при подогреве до 300-400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
Электрошлаковая сварка.При этом способе применяют легкоплавкие флюсы системы NaF-LiF-CaF2(АНМ-10). Режим электрошла- ковой сварки: сварочный ток 1св= 1000-1800 А, напряжение и=40-50 В,
скорость подачи пластинчатого электрода 12-15 м/ч. Механические свойства шва мало отличаются от свойств основного металла.
Электронно-лучевая
сварка. Этот способ сварки меди эффективен
при изготовлении электровакуумных
приборов. Он обеспечивает высокую
чистоту швов от примесей и получение
мелкозернистой структуры.
Этот способ сварки меди эффективен
при изготовлении электровакуумных
приборов. Он обеспечивает высокую
чистоту швов от примесей и получение
мелкозернистой структуры.
Плазменная сварка.Этот способ дает хорошие результаты при соединении элементов из меди и ее сплавов больших толщин. За один проход можно производить сварку элементов толщиной до 60 мм. Применяют плазмотроны прямого действия. Для обеспечения хорошей защиты от атмосферного воздуха плазменную сварку иногда выполняют по слою флюса, а для обеспечения мелкозернистой структуры используют порошковую проволоку. Для сварки малых толщин до 0,5 мм эффективно использовать микроплазменную сварку.
Особенности сварки меди и ее сплавов
Температура плавления меди составляет. По разным данным, 1063-1083°С, плотность 8900 кг/м3. Сварка меди сильно затрудняется в связи с её высокой теплопроводностью (в 6 раз выше, чем теплопроводность стали). Медь обладает высокой жидкотекучестью и сильно окисляется в нагретом и, особенно, расплавленном состоянии. На её свариваемость сильно влияют примеси, присутствующие в её составе (кислород, фосфор, мышьяк, сурьма, сера, свинец, висмут), об этом подробно рассказано ниже по тексту.
Медь в жидком состоянии активно поглощает водород. При остывании, металл сварочной ванны быстро кристаллизуется из-за его высокой теплопроводности. При этом растворимость водорода резко уменьшается и находящийся в металле атомарный водород не успевает его покинуть, что приводит к образованию трещин и пор в металле шва.
В околошовной зоне водород взаимодействует с оксидом меди Cu2O, который располагается по границам зёрен. В результате образуются пары воды по реакции:
Образующиеся пары воды не растворяются в меди и не могут из неё выйти. Это приводит напряжениям в металле, которые становятся причиной появления большого количества микротрещин. Это явление получило название «водородной болезни меди». Чтобы её предупредить, следует снизить количество водорода в зоне сварки. Для этого перед сваркой электроды и флюсы прокаливают, используют сварку в среде защитных газов.
Чтобы её предупредить, следует снизить количество водорода в зоне сварки. Для этого перед сваркой электроды и флюсы прокаливают, используют сварку в среде защитных газов.
Марки меди для сварки, их химический состав и механические свойства
Наиболее применяемые марки меди представлены в ГОСТ 859. Их обозначение, и примерный химический состав, (в %), приведены в таблице:
Согласно ГОСТ 495, толщина изготавливаемых медных листов находится в пределах 0,4-25мм, но, по согласованию с заказчиком, возможно изготовление листов большей толщины. Предел прочности листовой меди может составлять 242,5 МПа, а относительное удлинение – около 40%.
Для примера, листовая медь марки М3 имеет предел прочности порядка 217,5 МПа и относительное удлинение 32,6%. В наклёпанном состоянии возможно увеличение её предела прочности до 490 МПа.
Вообще, у меди относительной большой предел прочности, при комнатной температуре достигающий 245-265 МПа. Однако, при нагревании её прочность резко снижается. Так, при нагревании до 400°C, её прочность составляет менее 10МПа, при температурах свыше 500°C медь становится очень хрупкой, а при нагревании до 700-800°C её хрупкость увеличивается настолько, что даже лёгкие удары молотком приводят к трещинам. Плавиться медь при температуре 1083°C.
Поэтому, при сварке меди, необходимо защищать медь от разрушения. Чистая медь, при почти полном отсутствии примесей, обладит плохой жидкотекучестью и хорошо растворяет газы. Эти её свойства усложняют получение бездефектного сварного шва при сварке плавлением.
Влияние химического состава на процесс сварки меди
На свариваемость меди влияет толщина свариваемых деталей. При увеличении толщины, сварка меди усложняется и обусловлено это её физико-химическими свойствами. Кроме толщины, на качество сварки оказывают влияние ещё ряд факторов, например, чистота меди. Влияние легирующих элементов на свариваемость меди достаточно сильное, а также, воздействие примесей. Особенно сильное влияние оказывают кислород, водород и другие газы, об этом мы поговорим чуть ниже.
В большой степени, свариваемость медных изделий определяется содержанием в них различных примесей, таких как свинец, висмут, сурьма, мышьяк. Медь в расплавленном состоянии достаточно легко взаимодействует с кислородом, образуя оксид меди (I) – Cu2O и хорошо растворяет водород и угарный газ. При охлаждении металла, в нём образуются капельки воды и углекислый газ, которые не растворяются в металле. Водяные пары и углекислый газ создают большое давление на остывающий металл и становятся причиной образования мелких холодных трещин.
Такой механизм развития трещин, при сварке медных изделий, часто называют водородной болезнью меди. Медь сваривают в нижнем положении или при небольших углах наклона от нижнего положения.
Влияние кислорода на свариваемость меди
Присутствие кислорода в составе меди в виде соединения Cu2O, может стать причиной образования дефектов сварных швов из-за повышенной хрупкости металла. Такими дефектами могут стать холодные и горячие трещины при сварке, которые проявляются как в металле сварного шва, так и в зоне термического влияния.
Оксид меди (I) Cu2O образует с медью структуру Cu2O – Cu, которая плавится при более низкой температуре (1064°C), чем медь (1083°C). Эта эвтектика концентрируется вокруг зёрен меди, ослабляя связи между ними.
По результатам исследования Градусова П.И., присутствие кислорода в составе меди увеличивает её прочность, снижая, при этом, пластичность. Влияние кислорода на прочность и пластичность меди показано в таблице:
Медь относится к тяжелым цветным металлам, ее плотность составляет 8,9 г/см3, что выше, чем у железа. Благодаря высокой электропроводности, теплопроводности и коррозионной стойкости медь заняла прочное место в электропромышленности, приборной технике и химическом машиностроении для изготовления разнообразной аппаратуры. Медь и многие ее сплавы применяют для изготовления изделий криогенной техники. Промышленность выпускает медь марок МО (99, 95% Cu, примеси не более 0,05%), Ml (99,90% Cu, примеси не более 0,1%) и др. Чистая медь хорошо обрабатывается давлением в холодном и горячем состоянии, малочувствительна к изменениям низких температур. При повышении температуры прочностные свойства меди изменяются в широких пределах.
Чистая медь хорошо обрабатывается давлением в холодном и горячем состоянии, малочувствительна к изменениям низких температур. При повышении температуры прочностные свойства меди изменяются в широких пределах.
В машиностроении получили распространение сплавы на основе меди — латуни и бронзы, которые имеют лучшие прочностные и технологические характеристики. Латуни-сплавы меди с цинком, их подразделяют на две группы: простые (однофазные) и многокомпонентные (или специальные). Однофазные латуни (не более 39% Zn) имеют структуру a-фазы и называются a-латунями. Они пластичны, хорошо деформируются в холодном и горячем состоянии. Латуни с содержанием более 39% Zn имеют (а + b)-структуры, более твердые и прочные, в сварных конструкциях применяются редко.
Бронзы — сплавы меди с оловом, алюминием, марганцем, железом и другими элементами. Бронзы, у которых основным легирующим элементом является олово, называют оловянными бронзами (БрОФб,5-0,4; БрОФ4-0,25 и др.). Остальные бронзы в зависимости от основного легирующего компонента называют алюминиевыми, кадмиевыми и т.д. В отдельную группу выделяются сплавы меди с никелем — мельхиоры, в качестве лигирующего компонента содержащие никель, например МН20 (20% Ni), и нейзильберы — сплавы с никелем и цинком, например МНц 19-20 (19% Ni и 20% Zn). В них могут вводиться и другие элементы, такие сплавы получили название специальных мельхиоров и нейзильберов. Сплавы этой группы обладают повышенной коррозионной устойчивостью и применяются в судовой и химической аппаратуре.
Медь и ее сплавы свариваются многими способами. При оценке свариваемости необходимо учитывать, что медь и ее сплавы отличаются от большинства других конструкционных материалов более высокой теплопроводностью (в 6 раз выше, чем у железа), коэффициентом теплового расширения (в 1,5 раза больше, чем у стали) и величиной усадки при затвердевании (в 2 раза больше, чем у стали). Медь и ее сплавы склонны к пористости и возникновению кристаллизационных трещин, активно поглощают газы, особенно кислород и водород, которые оказывают вредное влияние на прочностные и технологические характеристики.
Кислород растворим в твердой меди. При повышении температуры медь активно окисляется, образуя оксид (закись) меди Cu2О, который при затвердевании образует с медью эвтектику Cu-Cu2О. Располагаясь по границам зерен, эвтектика снижает коррозионную стойкость и пластичность меди. При содержании в меди кислорода более 0,1% затрудняются процессы горячей деформации, сварки и других видов горячей обработки. Водород хорошо растворяется в жидкой меди. В затвердевшем металле растворимость водорода незначительна. С повышением температуры растворимость водорода возрастает, особенно при переходе в жидкое состояние. Азот имеет малое сродство к меди и нерастворим в ней. Насыщение металла шва газами может быть предпосылкой к образованию пористости. Пористость в швах могут вызвать водяные пары, появившиеся в металле в результате реакции с кислородом оксида меди Cu2О. Водяные пары, накапливаясь в микродефектах металла, создают в них давление, разрушающее металл с образованием микротрещин. Это явление носит название водородной болезни меди. Возникновение пор и микротрещин может быть связано и с усадочными явлениями, протекающими в процессе кристаллизации сварного шва. Низкая стойкость меди и ее сплавов против возникновения пор в швах в основном обусловлена активным взаимодействием меди с водородом и протеканием при этом сопутствующих процессов (образование водяных паров, выделение газообразного водорода).
СПЕЦИФИКА СВАРКИ МЕДИ И ЕЕ СПЛАВОВ
Медь и ее сплавы при сварке подвержены образованию горячих трещин. Это обусловлено высоким значением коэффициента теплового расширения, большой величиной литейной усадки при затвердевании и высокой теплопроводностью в сочетании с наличием в меди и ее сплавах вредных примесей (кислорода, сурьмы, висмута, серы, свинца), которые образуют с медью легкоплавкие эвтектики. При затвердевании металла шва эвтектики сосредоточиваются по границам кристаллитов, снижая межкристаллитную прочность. Для обеспечения высоких свойств металла концентрацию примесей в меди ограничивают. Например, в меди допускается не более 0,005% сурьмы, 0,005% висмута, 0,004% серы.
Например, в меди допускается не более 0,005% сурьмы, 0,005% висмута, 0,004% серы.
При сварке меди и ее сплавов в швах формируется крупнокристаллистическая структура. Это связано с тем, что высокая теплопроводность меди и ее сплавов при сварке способствует интенсивному распространению теплоты от центра сварного шва в основной металл. При этом создаются благоприятные условия для направленной кристаллизации от зоны сплавления в глубь сварочной ванны. В шве кристаллиты вытягиваются в направлении теплового потока, образуя крупнозернистую столбчатую структуру. Интенсивное распространение теплоты в основной металл при сварке способствует также росту зерна в зоне термического влияния Основными трудностями при сварке меди являются:
- легкая окисляемость в расплавленном состоянии, что способствует образованию горячих трещин;
- влияние вредных примесей, усугубляющих склонность к трещинообразованию и охрупчиванию металла швов;
- высокая чувствительность к вредному влиянию водорода;
- склонность к росту зерна и связанному с этим охрупчиванию под влиянием сварочного нагрева в зоне термического влияния
Дополнительными технологическими трудностями при сварке меди являются высокая теплопроводимость, высокий коэффициент теплового расширения, жидкотекучесть. Способы и технологию сварки выбирают с учетом рассмотренных особенностей. Одна из главных задач заключается в том, чтобы не допустить образования и нейтрализовать вредное влияние оксида Cu3O. С этой целью для защиты используют инертный газ, флюсы и покрытия, содержащие борные соединения (бура, борный ангидрид, борная кислота), и сварочные проволоки с активными раскислителями, например, проволоку БрКМцЗ-1, содержащую кремний и марганец и др.
В связи с высокой теплопроводностью меди и ее сплавов для осуществления местного расплавления при сварке необходимо применять источники нагрева с высокой тепловой мощностью и концентрацией энергии в пятне нагрева. Из-за быстрого отвода теплоты ухудшается формирование шва, возрастает склонность к появлению в нем дефектов (наплывов, подрезов и др. ). В связи с этим сварку деталей свыше 10-15 мм обычно выполняют с предварительным и сопутствующим подогревом. Изделия из меди подогревают до температуры 250-300°С, латуней -до 300 — 350°С, |6ронзы — до 500-600°С. Тонколистовые конструкции с толщиной стенки 1,5-2 мм сваривают встык без скоса кромок или с отбортовкой кромок. Листы толщиной до 5 мм можно сваривать также без скоса кромок, но с зазором до 1,5 мм. Детали большой толщины сваривают со скосом кромок.
). В связи с этим сварку деталей свыше 10-15 мм обычно выполняют с предварительным и сопутствующим подогревом. Изделия из меди подогревают до температуры 250-300°С, латуней -до 300 — 350°С, |6ронзы — до 500-600°С. Тонколистовые конструкции с толщиной стенки 1,5-2 мм сваривают встык без скоса кромок или с отбортовкой кромок. Листы толщиной до 5 мм можно сваривать также без скоса кромок, но с зазором до 1,5 мм. Детали большой толщины сваривают со скосом кромок.
СПОСОБЫ СВАРКИ МЕДИ
Основными способами сварки меди являются ручная дуговая покрытыми электродами, автоматическая под флюсом, в защитных газах плавящимся и неплавящимся электродами. Сварку проводят в нижнем положении на подкладках из меди, графита, флюсовой подушке. Соединения больших толщин с угловыми швами рекомендуется сваривать «в лодочку». В качестве присадочного металла применяют прессованные прутки или проволоку диаметром 3-10мм. Химический состав присадки выбирают в зависимости от требований к сварным швам и способов сварки. Конструкции из меди сваривают с присадочной проволокой аналогичного состава или легированной фосфором и кремнием до 0,2-0,3%. При введении в сварочную ванну раскислителей происходит восстановление Cu2О и металл шва очищается от кислорода. Для повышения прочности шва используют присадку, легированную другими элементами.
Все латуни хорошо свариваются аргонодуговой сваркой неплавящимся вольфрамовым электродом. При сварке простых латуней присадкой рекомендуется сварочная проволока из алюминиевой и кремниевой бронзы. При сварке сложных латуней и бронз присадочную проволоку используют того же состава, что и свариваемый материал. Дуговую сварку покрытыми электродами выполняют на постоянном токе обратной полярности, стремясь поддерживать короткую дугу без колебаний конца электрода. Силу тока выбирают в зависимости от диаметра электрода из расчета /св = (50 / 60) d. Физические и механические свойства швов обеспечивают подбором химического состава электродного стержня и покрытия.
Автоматическую сварку под флюсом выполняют на постоянном токе обратной полярности. в сочетании с электродной проволокой М1 используют флюсы АН-348, ОСЦ-45, АН-26 и др. Дуговая сварка в защитных газах (ручная или автоматическая) может быть выполнена в среде аргона, гелия и их смесей вольфрамовым электродом или плавящейся электродной проволокой. Защитным газом для меди может служить и азот, но требуется его предварительная тщательная очистка от паров влаги. При сварке в качестве присадочного материала используют сварочную проволоку БрХ0,7, БрКМцЗ-1 или медь марки М1 с добавкой фосфора и кремния до 0,1-0,2%. Фосфор и кремний хорошо раскисляют сварочную ванну, снижают пористость и обеспечивают высокие физико-механические свойства сварных швов. При сварке латуней марок Л59, Л63, Л68 и других рекомендуется применять присадочный металл, легированный кремнием и железом (ЛК80-3, ЛМц59-0,2, ЛЖМц59-1-1, БрКМцЗ-1). Для сварки сложных латуней и бронз присадочный металл выбирают аналогичным основному.
Специфической особенностью при сварке латуней является интенсивное испарение цинка в процессе сварки, так как температура испарения цинка 907°С близка к температуре плавления латуни 910°С. При этом снижается содержание цинка в металле шва и ухудшаются механические свойства соединения. Кроме того, пары цинка опасны для работающего. Для уменьшения выгорания цинка целесообразны сварка на пониженной мощности, применение присадочного металла, содержащего кремний, который создает на поверхности ванны защитную оксидную пленку SiO2 препятствующую испарению цинка, использование защитных флюсов. Специфической трудностью при сварке бронз является их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием оксида алюминия Аl2ОЪ поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы -характерные для медных сплавов.
Особенности сварки цветных металлов и их сплавов обусловлены их физико-химическими и механическими свойствами: температурами плавления и кипения, теплоемкостью, теплопроводностью, способностями к окислению, поглощению газов и т. д. Температуры плавления и кипения цветных металлов относительно невысокие, поэтому при сварке легко получить перегрев и даже испарение металла. Если сваривают сплав металлов, то перегрев и испарение его составляющих может привести к образованию пор и изменению состава сплава. Способность цветных металлов и их сплавов легко окисляться с образованием тугоплавких окислов значительно затрудняет процесс сварки, загрязняет сварочную ванну окислами, снижает физико-механические свойства сварного шва. Ухудшению качества сварного соединения способствует также повышенная способность расплавленного металла (сплава) поглощать газы (кислород, азот, водород), что приводит к пористосtdти металла шва. Большая теплоемкость и высокая теплопроводность цветных металлов и их сплавов вызывают необходимость повышения теплового режима сварки и предварительного нагрева изделия перед сваркой. Сравнительно большие коэффициенты линейного расширения и большая литейная усадка приводят к возникновению значительных внутренних напряжении, деформаций и к образованию трещин в металле шва и околошовной зоне. Резкое уменьшение механической прочности и возрастание хрупкости металлов при нагреве могут привести к непредвиденному разрушению изделия. Для выполнения качественного сварного соединения применяют различные технологическе меры, учитывающие особенности каждого металла (сплава) и обеспечивающие получение шва с требуемыми физико-механическими свойствами.
д. Температуры плавления и кипения цветных металлов относительно невысокие, поэтому при сварке легко получить перегрев и даже испарение металла. Если сваривают сплав металлов, то перегрев и испарение его составляющих может привести к образованию пор и изменению состава сплава. Способность цветных металлов и их сплавов легко окисляться с образованием тугоплавких окислов значительно затрудняет процесс сварки, загрязняет сварочную ванну окислами, снижает физико-механические свойства сварного шва. Ухудшению качества сварного соединения способствует также повышенная способность расплавленного металла (сплава) поглощать газы (кислород, азот, водород), что приводит к пористосtdти металла шва. Большая теплоемкость и высокая теплопроводность цветных металлов и их сплавов вызывают необходимость повышения теплового режима сварки и предварительного нагрева изделия перед сваркой. Сравнительно большие коэффициенты линейного расширения и большая литейная усадка приводят к возникновению значительных внутренних напряжении, деформаций и к образованию трещин в металле шва и околошовной зоне. Резкое уменьшение механической прочности и возрастание хрупкости металлов при нагреве могут привести к непредвиденному разрушению изделия. Для выполнения качественного сварного соединения применяют различные технологическе меры, учитывающие особенности каждого металла (сплава) и обеспечивающие получение шва с требуемыми физико-механическими свойствами.
Сварка меди и ее сплавов Медь получила большое применение в технике благодаря высокой электропроводности и теплопроводности, а также хорошей химической стойкости. При дуговой сварке меди следует учесть, что теплопроводность меди примерно в шесть раз больше теплопроводности железа. При температуре 500. 600°С медь приобретает хрупкость, а при 700. 800° С прочность меди настолько снижается, что уже при легких ударах образуются трещины. Плавится медь при температуре 1083° С. Свариваемость меди в значительной степени зависит от наличия в металле различных примесей: висмута, свинца, сурьмы, мышьяка. Чистая электролитическая медь обладает наилучшей свариваемостью. Расплавленная медь легко окисляется, образуя закись меди Cu2О, и легко поглощает водород и окись углерода. При охлаждении в объеме металла выделяются пузырьки паров воды и углекислого газа, которые не растворяются в меди. Эти газы, расширяясь, создают большое внутреннее давление и приводят к образованию мелких межкристаллитных трещин. Это явление получило название водородной болезни меди. Сварку меди и ее сплавов производят только в нижнем положении или при очень малых углах наклона. Ручная дуговая сварка меди выполняется угольным или металлическим электродом. При сварке угольным или графитовым электродом в качестве присадочного материала применяют прутки из меди Ml, прутки из бронзы Бр.(ЭФ6,5-0,15 или медные прутки MCpl, содержащие до 1% серебра. Применяют также прутки из латуни ЛК62-0Д Для предохранения меди от окисления и улучшения процесса сварки применяют флюсы, которые наносят на разделку шва и на присадочные прутки. Флюсы применяют следующих составов: 1) буры прокаленной-68%, кислого фосфорнокислого натрия – 15%, кремниевой кислоты-15%, древесного угля – 2%; 2) буры прокаленной-50%, кислого фосфорнокислого натрия – 15%, кремниевой кислоты-15%, древесного угля – 20%. Можно также применять только буру, но лучше с присадкой 4. 6% металлического магния. Листы толщиной до 4 мм можно сваривать с отбортовкой без присадочного металла, а более 4 мм – со скосом кромок под углом 35. . 45°. Сборка под сварку должна обеспечить минимальные зазоры (до 0,5 мм), чтобы предупредить протекание расплавленного металла шва. Рекомендуется также использовать подкладки из графита, асбеста или керамики. По концам шва следует сделать формовку. Сварку производят постоянным током прямой полярности. Длина дуги должна составлять 10. 13 мм, напряжение тока 45. 60 В. Сварку ведут со скоростью не менее 0,2. 0,3 ад/мин и при возможности за один проход. Режимы сварки угольным электродом зависят от толщины свариваемых кромок.
Чистая электролитическая медь обладает наилучшей свариваемостью. Расплавленная медь легко окисляется, образуя закись меди Cu2О, и легко поглощает водород и окись углерода. При охлаждении в объеме металла выделяются пузырьки паров воды и углекислого газа, которые не растворяются в меди. Эти газы, расширяясь, создают большое внутреннее давление и приводят к образованию мелких межкристаллитных трещин. Это явление получило название водородной болезни меди. Сварку меди и ее сплавов производят только в нижнем положении или при очень малых углах наклона. Ручная дуговая сварка меди выполняется угольным или металлическим электродом. При сварке угольным или графитовым электродом в качестве присадочного материала применяют прутки из меди Ml, прутки из бронзы Бр.(ЭФ6,5-0,15 или медные прутки MCpl, содержащие до 1% серебра. Применяют также прутки из латуни ЛК62-0Д Для предохранения меди от окисления и улучшения процесса сварки применяют флюсы, которые наносят на разделку шва и на присадочные прутки. Флюсы применяют следующих составов: 1) буры прокаленной-68%, кислого фосфорнокислого натрия – 15%, кремниевой кислоты-15%, древесного угля – 2%; 2) буры прокаленной-50%, кислого фосфорнокислого натрия – 15%, кремниевой кислоты-15%, древесного угля – 20%. Можно также применять только буру, но лучше с присадкой 4. 6% металлического магния. Листы толщиной до 4 мм можно сваривать с отбортовкой без присадочного металла, а более 4 мм – со скосом кромок под углом 35. . 45°. Сборка под сварку должна обеспечить минимальные зазоры (до 0,5 мм), чтобы предупредить протекание расплавленного металла шва. Рекомендуется также использовать подкладки из графита, асбеста или керамики. По концам шва следует сделать формовку. Сварку производят постоянным током прямой полярности. Длина дуги должна составлять 10. 13 мм, напряжение тока 45. 60 В. Сварку ведут со скоростью не менее 0,2. 0,3 ад/мин и при возможности за один проход. Режимы сварки угольным электродом зависят от толщины свариваемых кромок. При толщине листов до 4 мм используют угольные электроды диаметром 4. 6 мм, а величину сварочного тока выбирают в пределах 140. 320 А. При толщине листов более 4 мм применяют электроды диаметром 8. 10 мм при сварочном токе 350. 550 А. После сварки металл шва проковывают (тонкие листы – в холодном состоянии, а толстые – в нагретом до температуры 200. 350° С). Для повышения вязкости металла шов подвергают отжигу о нагревом до температуры 500. 550° С и быстрым охлаждением в воде. При сварке металлическим электродом подготовка кромок и обработка шва производится так же, как и при угольном электроде. Металлические электроды изготовляют из меди Ml. Покрытие, рекомендуемое заводом «Комсомолец», имеет следующий состав: ферромарганца – 50%, ферросилиция (75%-ного) – 8%, полевого шпата – 12%, плавикового шпата – 10%, жидкого стекла – 20%. Толщина покрытия составляет 0,4 мм. Применяют также электроды марки ЭТ Балтийского завода со стержнем из бронзы Бр. КМц-3-1 и покрытием следующего содержания: марганцевой руды – 17,5%, ферросилиция (75%-ного) – 32%, плавикового шпата -32%, графита серебристого – 16% и алюминия – 2,5%. Связующим веществом является жидкое стекло. Покрытие наносят на стержень диаметром 4. 6 мм слоем толщиной 0,2. 0,3 мм. Сварку выполняют возможно короткой дугой на постоянном токе обратной полярности. Величину сварочного тока определяют из расчета 50. 60 А на 1 мм диаметра электрода. Сварку меди в защитном газе выполняют угольным или вольфрамовым электродом на постоянном токе прямой полярности. Защитными газами служат аргон, гелий или азот. Присадочную проволоку применяют марки Ml или Бр.КМц-3-1. Автоматическую сварку меди производят под флюсом ОСЦ-45, АН-348-А или АН-20 проволокой диаметром 1,6. 4 мм марки Ml или Бр. КМц-3-1. Напряжение тока составляет 38. 40 В, величину сварочного тока принимают из расчета 100 А на 1 мм диаметра проволоки. Ток постоянный обратной полярности. Скорость сварки 15. 25 м/ч. Листы толщиной более 8 мм требуют предварительного подогрева.
При толщине листов до 4 мм используют угольные электроды диаметром 4. 6 мм, а величину сварочного тока выбирают в пределах 140. 320 А. При толщине листов более 4 мм применяют электроды диаметром 8. 10 мм при сварочном токе 350. 550 А. После сварки металл шва проковывают (тонкие листы – в холодном состоянии, а толстые – в нагретом до температуры 200. 350° С). Для повышения вязкости металла шов подвергают отжигу о нагревом до температуры 500. 550° С и быстрым охлаждением в воде. При сварке металлическим электродом подготовка кромок и обработка шва производится так же, как и при угольном электроде. Металлические электроды изготовляют из меди Ml. Покрытие, рекомендуемое заводом «Комсомолец», имеет следующий состав: ферромарганца – 50%, ферросилиция (75%-ного) – 8%, полевого шпата – 12%, плавикового шпата – 10%, жидкого стекла – 20%. Толщина покрытия составляет 0,4 мм. Применяют также электроды марки ЭТ Балтийского завода со стержнем из бронзы Бр. КМц-3-1 и покрытием следующего содержания: марганцевой руды – 17,5%, ферросилиция (75%-ного) – 32%, плавикового шпата -32%, графита серебристого – 16% и алюминия – 2,5%. Связующим веществом является жидкое стекло. Покрытие наносят на стержень диаметром 4. 6 мм слоем толщиной 0,2. 0,3 мм. Сварку выполняют возможно короткой дугой на постоянном токе обратной полярности. Величину сварочного тока определяют из расчета 50. 60 А на 1 мм диаметра электрода. Сварку меди в защитном газе выполняют угольным или вольфрамовым электродом на постоянном токе прямой полярности. Защитными газами служат аргон, гелий или азот. Присадочную проволоку применяют марки Ml или Бр.КМц-3-1. Автоматическую сварку меди производят под флюсом ОСЦ-45, АН-348-А или АН-20 проволокой диаметром 1,6. 4 мм марки Ml или Бр. КМц-3-1. Напряжение тока составляет 38. 40 В, величину сварочного тока принимают из расчета 100 А на 1 мм диаметра проволоки. Ток постоянный обратной полярности. Скорость сварки 15. 25 м/ч. Листы толщиной более 8 мм требуют предварительного подогрева. После сварки производится обычная обработка шва.
После сварки производится обычная обработка шва.
Латунь – сплав меди с цинком – сваривают всеми способами, указанными выше для меди. Основное затруднение при сварке латуни связано с кипением и интенсивным испарением цинка, пары которого в воздухе образуют ядовитые окислы. При сварке латуни угольным электродом применяют присадочные прутки из латуни ЛМц-58-2 и флюс из молотого борного шлака или буры. Применяют также прутки из латуни типа Л К, содержащие кроме меди и цинка еще и кремний. При сварке плавящимся электродом применяют проволоку из латуни, содержащей цинка 38,5. 42,5%, марганца 4. 5%, алюминия 9,5%, железа 0,5. 1,5% (остальное медь). Покрытие наносят в два слоя. Первый слой толщиной 0,2. 0,3 мм состоит из марганцевой руды (30%), титанового концентрата (30%), ферромарганца (15%), мела (20%) и сернокислого калия (5%). Связующим веществом является жидкое стекло. Второй слой толщиной 0,8. 1,1 мм состоит из борного шлака, замешанного на жидком стекле. Автоматическая сварка латунных изделий производится электродной проволокой марки Ml под флюсом АН-348-А или ОСЦ-45 с добавкой 10 массовых частей борной кислоты и 20 массовых частей кальцинированной соды на 100 массовых частей флюса. Сварка ведется постоянным током прямой полярности. Напряжение тока 38. 42 В. Величина сварочного тока при диаметре проволоки 2 мм составляет 300. . 480 А.
Бронза – сплав меди с оловом, алюминием, кремнием, марганцем, цинком и свинцом. При сварке угольным электродом оловянистых бронз в качестве присадочного материала применяют прутки из сплава, содержащего 95. 96% меди, 3. 4% кремния, 0,25% фосфора. Флюс – прокаленная бура или борный шлак. При сварке специальных бронз применяют прутки, изготовленные из бронз свариваемых марок или близких им по химическому составу. Ток постоянный прямой полярности. Сварку металлическим электродом фосфористой бронзы выполняют прутками следующего состава: 10. 12% олова, 0,15. 0,45% фосфора, остальное – медь. Для свинцовых бронз применяют прутки из сплава, содержащего 21% свинца, 8% олова, 1,5% цинка, остальное – медь. Прутки покрывают различными защитными покрытиями. Ток постоянный прямой полярности. При диаметре прутка 6. 8 мм величина сварочного тока составляет 200. 300 А. Рекомендуется предварительный подогрев свариваемых деталей до температуры 250. 300 С. Допускается легкая проковка сварного шва для улучшения качества наплавленного металла.
Прутки покрывают различными защитными покрытиями. Ток постоянный прямой полярности. При диаметре прутка 6. 8 мм величина сварочного тока составляет 200. 300 А. Рекомендуется предварительный подогрев свариваемых деталей до температуры 250. 300 С. Допускается легкая проковка сварного шва для улучшения качества наплавленного металла.
Сварка меди и ее сплавов
Медь относится к тяжелым цветным металлам, ее плотность составляет 8,9 г/см3, что выше, чем у железа. Благодаря высокой электропроводности, теплопроводности и коррозионной стойкости медь заняла прочное место в электропромышленности, приборной технике и химическом машиностроении для изготовления разнообразной аппаратуры. Медь и многие ее сплавы применяют для изготовления изделий криогенной техники. Промышленность выпускает медь марок МО (99, 95% Cu, примеси не более 0,05%), Ml (99,90% Cu, примеси не более 0,1%) и др. Чистая медь хорошо обрабатывается давлением в холодном и горячем состоянии, малочувствительна к изменениям низких температур. При повышении температуры прочностные свойства меди изменяются в широких пределах.
В машиностроении получили распространение сплавы на основе меди — латуни и бронзы, которые имеют лучшие прочностные и технологические характеристики. Латуни-сплавы меди с цинком, их подразделяют на две группы: простые (однофазные) и многокомпонентные (или специальные). Однофазные латуни (не более 39% Zn) имеют структуру a-фазы и называются a-латунями. Они пластичны, хорошо деформируются в холодном и горячем состоянии. Латуни с содержанием более 39% Zn имеют (а + b)-структуры, более твердые и прочные, в сварных конструкциях применяются редко.
Бронзы — сплавы меди с оловом, алюминием, марганцем, железом и другими элементами. Бронзы, у которых основным легирующим элементом является олово, называют оловянными бронзами (БрОФб,5-0,4; БрОФ4-0,25 и др.). Остальные бронзы в зависимости от основного легирующего компонента называют алюминиевыми, кадмиевыми и т.д. В отдельную группу выделяются сплавы меди с никелем — мельхиоры, в качестве лигирующего компонента содержащие никель, например МН20 (20% Ni), и нейзильберы — сплавы с никелем и цинком, например МНц 19-20 (19% Ni и 20% Zn). В них могут вводиться и другие элементы, такие сплавы получили название специальных мельхиоров и нейзильберов. Сплавы этой группы обладают повышенной коррозионной устойчивостью и применяются в судовой и химической аппаратуре.
В них могут вводиться и другие элементы, такие сплавы получили название специальных мельхиоров и нейзильберов. Сплавы этой группы обладают повышенной коррозионной устойчивостью и применяются в судовой и химической аппаратуре.
Медь и ее сплавы свариваются многими способами. При оценке свариваемости необходимо учитывать, что медь и ее сплавы отличаются от большинства других конструкционных материалов более высокой теплопроводностью (в 6 раз выше, чем у железа), коэффициентом теплового расширения (в 1,5 раза больше, чем у стали) и величиной усадки при затвердевании (в 2 раза больше, чем у стали). Медь и ее сплавы склонны к пористости и возникновению кристаллизационных трещин, активно поглощают газы, особенно кислород и водород, которые оказывают вредное влияние на прочностные и технологические характеристики.
Кислород растворим в твердой меди. При повышении температуры медь активно окисляется, образуя оксид (закись) меди Cu2О, который при затвердевании образует с медью эвтектику Cu-Cu2О. Располагаясь по границам зерен, эвтектика снижает коррозионную стойкость и пластичность меди. При содержании в меди кислорода более 0,1% затрудняются процессы горячей деформации, сварки и других видов горячей обработки. Водород хорошо растворяется в жидкой меди. В затвердевшем металле растворимость водорода незначительна. С повышением температуры растворимость водорода возрастает, особенно при переходе в жидкое состояние. Азот имеет малое сродство к меди и нерастворим в ней. Насыщение металла шва газами может быть предпосылкой к образованию пористости. Пористость в швах могут вызвать водяные пары, появившиеся в металле в результате реакции с кислородом оксида меди Cu2О. Водяные пары, накапливаясь в микродефектах металла, создают в них давление, разрушающее металл с образованием микротрещин. Это явление носит название водородной болезни меди. Возникновение пор и микротрещин может быть связано и с усадочными явлениями, протекающими в процессе кристаллизации сварного шва. Низкая стойкость меди и ее сплавов против возникновения пор в швах в основном обусловлена активным взаимодействием меди с водородом и протеканием при этом сопутствующих процессов (образование водяных паров, выделение газообразного водорода).
СПЕЦИФИКА СВАРКИ МЕДИ И ЕЕ СПЛАВОВ
Медь и ее сплавы при сварке подвержены образованию горячих трещин. Это обусловлено высоким значением коэффициента теплового расширения, большой величиной литейной усадки при затвердевании и высокой теплопроводностью в сочетании с наличием в меди и ее сплавах вредных примесей (кислорода, сурьмы, висмута, серы, свинца), которые образуют с медью легкоплавкие эвтектики. При затвердевании металла шва эвтектики сосредоточиваются по границам кристаллитов, снижая межкристаллитную прочность. Для обеспечения высоких свойств металла концентрацию примесей в меди ограничивают. Например, в меди допускается не более 0,005% сурьмы, 0,005% висмута, 0,004% серы.
При сварке меди и ее сплавов в швах формируется крупнокристаллистическая структура. Это связано с тем, что высокая теплопроводность меди и ее сплавов при сварке способствует интенсивному распространению теплоты от центра сварного шва в основной металл. При этом создаются благоприятные условия для направленной кристаллизации от зоны сплавления в глубь сварочной ванны. В шве кристаллиты вытягиваются в направлении теплового потока, образуя крупнозернистую столбчатую структуру. Интенсивное распространение теплоты в основной металл при сварке способствует также росту зерна в зоне термического влияния Основными трудностями при сварке меди являются:
- легкая окисляемость в расплавленном состоянии, что способствует образованию горячих трещин;
- влияние вредных примесей, усугубляющих склонность к трещинообразованию и охрупчиванию металла швов;
- высокая чувствительность к вредному влиянию водорода;
- склонность к росту зерна и связанному с этим охрупчиванию под влиянием сварочного нагрева в зоне термического влияния
Дополнительными технологическими трудностями при сварке меди являются высокая теплопроводимость, высокий коэффициент теплового расширения, жидкотекучесть. Способы и технологию сварки выбирают с учетом рассмотренных особенностей. Одна из главных задач заключается в том, чтобы не допустить образования и нейтрализовать вредное влияние оксида Cu3O. С этой целью для защиты используют инертный газ, флюсы и покрытия, содержащие борные соединения (бура, борный ангидрид, борная кислота), и сварочные проволоки с активными раскислителями, например, проволоку БрКМцЗ-1, содержащую кремний и марганец и др.
Одна из главных задач заключается в том, чтобы не допустить образования и нейтрализовать вредное влияние оксида Cu3O. С этой целью для защиты используют инертный газ, флюсы и покрытия, содержащие борные соединения (бура, борный ангидрид, борная кислота), и сварочные проволоки с активными раскислителями, например, проволоку БрКМцЗ-1, содержащую кремний и марганец и др.
В связи с высокой теплопроводностью меди и ее сплавов для осуществления местного расплавления при сварке необходимо применять источники нагрева с высокой тепловой мощностью и концентрацией энергии в пятне нагрева. Из-за быстрого отвода теплоты ухудшается формирование шва, возрастает склонность к появлению в нем дефектов (наплывов, подрезов и др.). В связи с этим сварку деталей свыше 10-15 мм обычно выполняют с предварительным и сопутствующим подогревом. Изделия из меди подогревают до температуры 250-300°С, латуней -до 300 — 350°С, |6ронзы — до 500-600°С. Тонколистовые конструкции с толщиной стенки 1,5-2 мм сваривают встык без скоса кромок или с отбортовкой кромок. Листы толщиной до 5 мм можно сваривать также без скоса кромок, но с зазором до 1,5 мм. Детали большой толщины сваривают со скосом кромок.
СПОСОБЫ СВАРКИ МЕДИ
Основными способами сварки меди являются ручная дуговая покрытыми электродами, автоматическая под флюсом, в защитных газах плавящимся и неплавящимся электродами. Сварку проводят в нижнем положении на подкладках из меди, графита, флюсовой подушке. Соединения больших толщин с угловыми швами рекомендуется сваривать «в лодочку». В качестве присадочного металла применяют прессованные прутки или проволоку диаметром 3-10мм. Химический состав присадки выбирают в зависимости от требований к сварным швам и способов сварки. Конструкции из меди сваривают с присадочной проволокой аналогичного состава или легированной фосфором и кремнием до 0,2-0,3%. При введении в сварочную ванну раскислителей происходит восстановление Cu2О и металл шва очищается от кислорода. Для повышения прочности шва используют присадку, легированную другими элементами.
Для повышения прочности шва используют присадку, легированную другими элементами.
Все латуни хорошо свариваются аргонодуговой сваркой неплавящимся вольфрамовым электродом. При сварке простых латуней присадкой рекомендуется сварочная проволока из алюминиевой и кремниевой бронзы. При сварке сложных латуней и бронз присадочную проволоку используют того же состава, что и свариваемый материал. Дуговую сварку покрытыми электродами выполняют на постоянном токе обратной полярности, стремясь поддерживать короткую дугу без колебаний конца электрода. Силу тока выбирают в зависимости от диаметра электрода из расчета /св = (50 / 60) d. Физические и механические свойства швов обеспечивают подбором химического состава электродного стержня и покрытия.
Автоматическую сварку под флюсом выполняют на постоянном токе обратной полярности. в сочетании с электродной проволокой М1 используют флюсы АН-348, ОСЦ-45, АН-26 и др. Дуговая сварка в защитных газах (ручная или автоматическая) может быть выполнена в среде аргона, гелия и их смесей вольфрамовым электродом или плавящейся электродной проволокой. Защитным газом для меди может служить и азот, но требуется его предварительная тщательная очистка от паров влаги. При сварке в качестве присадочного материала используют сварочную проволоку БрХ0,7, БрКМцЗ-1 или медь марки М1 с добавкой фосфора и кремния до 0,1-0,2%. Фосфор и кремний хорошо раскисляют сварочную ванну, снижают пористость и обеспечивают высокие физико-механические свойства сварных швов. При сварке латуней марок Л59, Л63, Л68 и других рекомендуется применять присадочный металл, легированный кремнием и железом (ЛК80-3, ЛМц59-0,2, ЛЖМц59-1-1, БрКМцЗ-1). Для сварки сложных латуней и бронз присадочный металл выбирают аналогичным основному.
Специфической особенностью при сварке латуней является интенсивное испарение цинка в процессе сварки, так как температура испарения цинка 907°С близка к температуре плавления латуни 910°С. При этом снижается содержание цинка в металле шва и ухудшаются механические свойства соединения. Кроме того, пары цинка опасны для работающего. Для уменьшения выгорания цинка целесообразны сварка на пониженной мощности, применение присадочного металла, содержащего кремний, который создает на поверхности ванны защитную оксидную пленку SiO2 препятствующую испарению цинка, использование защитных флюсов. Специфической трудностью при сварке бронз является их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием оксида алюминия Аl2ОЪ поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы -характерные для медных сплавов.
Кроме того, пары цинка опасны для работающего. Для уменьшения выгорания цинка целесообразны сварка на пониженной мощности, применение присадочного металла, содержащего кремний, который создает на поверхности ванны защитную оксидную пленку SiO2 препятствующую испарению цинка, использование защитных флюсов. Специфической трудностью при сварке бронз является их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием оксида алюминия Аl2ОЪ поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы -характерные для медных сплавов.
|
Марка, тип покрытия, описание |
Классификация |
Хим. состав наплав. металла |
Механические свойства наплавленного металла |
ОК 94. 25 |
ЕL-Cu Sn 7 / DIN 1733 |
С < 0,03 |
Предел прочности 330-390 МПа |
OK 94. 55 |
EL-Cu Si 3 / DIN 1733 |
Si 3,0 |
Предел прочности 400 МПа |

Сварка меди и ее сплавов
Категория
Ремонт судового электрооборудования
Для сварки меди и ее сплавов в качестве источника тока применяют генератор постоянного тока с напряжением холостого хода 75—110 В, обеспечивающий получение тока до 300 А при напряжении 40 В. Сварку производят rta чугунной плите графитным электродом, имеющим форму усеченного конуса, диаметр концевой части которого 10—12 мм.
Сварку производят rta чугунной плите графитным электродом, имеющим форму усеченного конуса, диаметр концевой части которого 10—12 мм.
В качестве присадочного материала используют медные прутки диаметром 3—4 мм, длиной 300 мм, с обмазкой борным шлаком на жидком стекле. Медь в месте сварки следует тщательно очистить и расположить свариваемые части на чугунной плите с зазором не более 1 мм. Свариваемые части подогревают электрической дугой до температуры плавления флюса, а на нагретые части наносят флюс слоем 1 —1,5 мм. Сварку ведут в один проход при вращательном и возвратно-поступательном движении электрода, по мере надобности добавляя присадочный материал.
Сварку можно производить и без флюса, если шов соответствует требуемой механической прочности. Кроме сварки под флюсом, для сварки меди применяют сварку в среде защитных газов. В качестве присадочного материала в этом случае используют бронзу марки КМЦ-3-1 диаметром 2—3 мм.
Для сварки применяют генератор постоянного тока, обеспечивающий получение тока до 300 А при напряжении 40 В (ПСО-300, ПСО-500). Сварочный ток регулируется балластным реостатом. В качестве электрода используют вольфрам диаметром 3—4 мм (электрод размещен в горелке 3, 4— стол сварщика).
В зависимости от толщины свариваемых деталей кромки обрабатывают по-разному. Затем, подавая в зону горения защитный газ — аргон из баллона 5, производят сварку. При сварке по мере надобности подается присадочный материал. Медные шины следует сваривать на прямой полярности. Если после сварки на шве обнаружены трещины или другие дефекты, шов следует вырубить и произвести повторную сварку. Поверхность шва должна быть ровной, без подрезов и наплывов. Сечение шва должно быть не меньше сечения свариваемых деталей.
Рис. 1. Подготовка дефектных мест под сварку
Читать далее: Сварка чугуна
Категория
Ремонт судового электрооборудования
Методы, материалы и оборудование для сварки меди
Медь и медные сплавы относятся к категории трудносвариваемых материалов. Это связано с очень высокой теплопроводностью этих металлов. Сварка характеризуется образованием общей ванны и перемешиванием расплавленного материала свариваемых деталей. То есть края детали для образования шва должны расплавиться. Материалы же с высокой теплопроводностью хорошо отводят тепло из зоны нагрева и кромки свариваемых деталей не расплавляются. В связи с этим в технологии применяют специальные способы. Для сварки медных сплавов используют электрические и газопламенные сварочные аппараты.
Это связано с очень высокой теплопроводностью этих металлов. Сварка характеризуется образованием общей ванны и перемешиванием расплавленного материала свариваемых деталей. То есть края детали для образования шва должны расплавиться. Материалы же с высокой теплопроводностью хорошо отводят тепло из зоны нагрева и кромки свариваемых деталей не расплавляются. В связи с этим в технологии применяют специальные способы. Для сварки медных сплавов используют электрические и газопламенные сварочные аппараты.
Отличия методов сварки медных сплавов
Медь и медные сплавы можно сваривать ручной дуговой сваркой металлическим или неметаллическим электродом. Род тока — прямой при прямой полярности.
Медь сваривают неплавящимся электродом с присадочным материалом в среде инертных газов. То есть для защиты расплавленного металла от окисления в зону расплавления подают инертный газ. Это могут быть азот, гелий или аргон. Ток постоянный при обратной полярности.
Можно применять газовую сварку пламенем повышенной мощности с присадочным материалом.
При любой из описанных технологий соединяемые детали необходимо постоянно подогревать.
Используемые при сварке медных сплавов материалы
При работе сварочным полуавтоматом материал присадочной проволоки переносится в сварной шов. Поэтому проволока должна быть из того же металла, что и детали. Для сварки меди – медная проволока марки М1. Для латуни – латунная. Для деталей из бронзы присадка должна содержать медь, фосфор и олово. Для работы со свинцовыми бронзами проволока должна дополнительно содержать свинец.
Выбор того или иного способа сварки меди и ее сплавов диктуется экономикой. Автоматический метод оправдает себя при массовом производстве однотипных деталей, когда переналадка оборудования будет производиться нечасто. Использование ручных способов при помощи сварочных аппаратов и сварочных полуавтоматов расширяет область возможностей. Это универсальное оборудование и универсальные методы.![]() Такие устройства не требуют длительной подготовки, оператор имеет возможность чередовать изготавливаемые изделия в произвольном порядке.
Такие устройства не требуют длительной подготовки, оператор имеет возможность чередовать изготавливаемые изделия в произвольном порядке.
Wisconsin Wire Works Брошюра
WWW Copp-Weld Deox Copper
для сварки меди и сплавов с высоким содержанием меди Ниже описаны процессы и присадочные металлы, используемые для сварки меди и сплавов с высоким содержанием меди. Применимые процессы включают газовую сварку вольфрамовым электродом (GTAW), газовую дуговую сварку металлическим электродом (GMAW) и, в меньшей степени, кислородную сварку (OFW). Дуговая сварка защитным металлом (SMAW) и контактная сварка, как правило, не рекомендуются. Менее традиционные процессы, такие как сварка трением и электронно-лучевая сварка (ЭЛ), могут обеспечить высококачественные соединения меди и сплавов с высоким содержанием меди, но, поскольку они в основном используются в особых ситуациях, здесь они не обсуждаются.
РАЗЛИЧНЫЕ ВИДЫ МЕДИ
На самом деле существует несколько видов меди. Различия между ними, обусловленные способом производства металла, в основном основаны на содержании кислорода в металлах, наличии легирующих элементов (если таковые имеются) и от того, добавлены ли раскислители. Эти факторы сильно влияют на свариваемость. Большинство котлов легко поддаются сварке, но некоторые можно сваривать только при соблюдении определенных мер предосторожности.Медь
Перечень медных сплавов и сплавов с высоким содержанием меди, а также их сварочные характеристики приведены в таблице 1.Записи классифицируются в соответствии с Единой системой нумерации (UNS), в которой медные металлы обозначаются пятизначными числами, которым предшествует буква «C». Вверху списка находятся марки, которые называются просто «котлы». К ним относятся кованая медь (т. Е. Катаная, экструдированная или тянутая), пронумерованная UNS C10100 — C15760, и три литых меди, UNS C80100, C81100 и C81200. Вот чем они отличаются:
Бескислородная (OF) медь, номера UNS C10100-C10800 и C80100, являются чистейшими коммерческими формами металла, содержащими не менее 99. 95% меди и менее 0,05% других элементов. Очень низкое содержание кислорода (менее 10 частей на миллион, или 0,001%) обеспечивает этим котлам хорошую свариваемость. Отсутствие других примесей, кроме кислорода, придает этим котлам отличную электропроводность, и они используются в основном для электрических или электронных изделий.
95% меди и менее 0,05% других элементов. Очень низкое содержание кислорода (менее 10 частей на миллион, или 0,001%) обеспечивает этим котлам хорошую свариваемость. Отсутствие других примесей, кроме кислорода, придает этим котлам отличную электропроводность, и они используются в основном для электрических или электронных изделий.
Но все котлы, в том числе марки OF, также обладают высокой теплопроводностью. Это влияет на свариваемость, поскольку имеет тенденцию отводить тепло от зоны сварного шва, вызывая уменьшение проплавления и, в худшем случае, неполное плавление.Есть два способа противодействовать этому эффекту:
| • | Применяйте достаточный предварительный нагрев и поддерживайте хороший контроль температуры между проходами. Высокая температура заготовки снижает склонность к распространению тепла в холодные области. Чем толще заготовка, тем больше требуется подогрева. В таблицах 2 и 3 перечислены рекомендуемые температуры предварительного нагрева. |
| • | Используйте более высокий ток (большее тепловложение), особенно при сварке тяжелых профилей.Рекомендуемые настройки см. В таблицах 2, 3 и 4. |
Высокая теплопроводность также увеличивает зону термического влияния (ЗТВ). Если металл подвергался холодной обработке, любое усиление будет отожжено во время сварки. Некоторые марки меди OF содержат небольшое количество серебра, которое помогает меди сохранять прочность при высоких температурах (увеличивает сопротивление отжигу) без значительного снижения электропроводности. Тем не менее, медь с содержанием серебра требует предварительного нагрева для хорошего проплавления.
Холоднодеформированная медь склонна к растрескиванию в ЗТВ из-за сочетания резкого разупрочнения, высокого теплового расширения и термических и / или остаточных напряжений, если таковые имеются. Опять же, более толстые секции более чувствительны, чем тонкие. Применение предварительного нагрева и контроля температуры между проходами снижает уровень риска.
Применение предварительного нагрева и контроля температуры между проходами снижает уровень риска.
Кислородсодержащие медные котлы , UNS C11000-C11900 и C12500-C13000 могут содержать до нескольких сотен частей на миллион (т. Е. Более 0,0100%) кислорода в форме частиц оксида меди, распределенных по всему металлу.Оксиды оказывают незначительное отрицательное влияние на свойства, и в некоторых случаях они фактически улучшают обрабатываемость.
Свариваемость — другое дело:
Кислородсодержащие котлы, включая как электролитические (ЭТП), так и огнеупорные «твердые пека», не рекомендуются для дуговой сварки в среде защитных газов.
Они имеют тенденцию к растрескиванию как во время сварки, так и в процессе эксплуатации. Если сварка необходима, дуговая сварка с использованием сильно раскисленного присадочного металла, такого как WWW COPP-WELD, предпочтительнее OFW.
Проблемы возникают из-за того, что водород легко попадает в сварочную ванну из любого из ряда возможных источников, таких как вода, оставшаяся на поверхности металла, влажные электроды или даже высокая относительная влажность. Высокая температура дуги расщепляет воду на водород и кислород. Водород быстро диффундирует в металл, где он вступает в реакцию с частицами оксида меди, восстанавливая их до металлической меди и образуя водяной пар, который проявляется в виде пористости на границах зерен. Эти дефекты серьезно снижают прочность сварного шва.
Кислородсодержащие медные трубы лучше всего соединять пайкой и пайкой, где задействованные температуры недостаточно высоки для возникновения вредных реакций. Сварка трением — это твердотельный процесс, который также невосприимчив к этой форме растрескивания.
Деоксидированная медь (UNS C12000-C12300) содержит фосфор, который соединяется с кислородом и удерживает кислород в безвредной форме, позволяя металлу сопротивляться водородному повреждению. Раскисленная медь обладает хорошей свариваемостью, и наряду с медью OF это марки, обычно указываемые для сварных узлов. Компромисс заключается в том, что фосфор снижает электрическую проводимость: чем больше фосфора, тем ниже рейтинг проводимости металла по стандарту IACS 1 .
Компромисс заключается в том, что фосфор снижает электрическую проводимость: чем больше фосфора, тем ниже рейтинг проводимости металла по стандарту IACS 1 .
Раскисленная медь с лучшими электрическими свойствами — это медь, раскисленная фосфором, с низким содержанием остаточного фосфора (DLP), C12000. Он содержит от 0,004 до 0,012% фосфора и имеет почти 100% проводимость IACS. Самый распространенный сорт — это раскисленная медь с высоким остаточным фосфором (DHP), C12200. Он может содержать от 0,015 до 0,040% фосфора и имеет проводимость 75% проводимости IACS.Деокс-медь WWW COPP-WELD (UNS C18900 и ANSI / AWS 5.7 ERCu) также попадает в эту категорию.
Автоматическая обработка меди своей высокой обрабатываемостью обязана добавкам свинца и / или теллура или селена. Эти элементы также делают сплавы горячими короткими и склонными к растрескиванию, а медь, обрабатываемая без механической обработки, не считается свариваемой. Однако их можно соединить пайкой или пайкой.
1 IACS относится к Международному стандарту отожженной меди, показателю электропроводности, согласованному в начале 20 века.OF и другие очень чистые меди, которые стали широко доступны после принятия стандарта, имеют удельную проводимость несколько выше 100% IACS. Медь имеет более высокую проводимость по шкале IACS, чем все другие металлы, за исключением серебра, которое лишь немного превышает ее. Для сравнения, чистый алюминий (следующий по проводимости металл) имеет проводимость IACS только 66% IACS. Стали, нержавеющие стали и даже сложные медные сплавы, такие как медно-никелевые и алюминиевые бронзы, имеют удельную проводимость менее 10% IACS.
ВЫСОКОМЕДНЫЕ СПЛАВЫ
Сплавы с высоким содержанием меди — это семейство металлов, содержащих менее 99.3%, но более 96% меди (в деформируемых марках) и более 94% меди в литых. Семейство включает кадмиевые котлы (C16200 и C16500), бериллиевые котлы (C17000-C17500), хромовые котлы (C18100-C18400), циркониевую медь (C15000) и хром-циркониевую медь (C14500). Сплав C18000, еще один член группы, содержит никель, кремний и хром. Эти сплавы можно рассматривать как компромисс, предлагая высокую прочность и твердость, а также достаточно высокую электрическую и теплопроводность.
Сплав C18000, еще один член группы, содержит никель, кремний и хром. Эти сплавы можно рассматривать как компромисс, предлагая высокую прочность и твердость, а также достаточно высокую электрическую и теплопроводность.За исключением кадмиевой меди, сплавы достигают своих свойств посредством термообработки, которая включает нагрев сплава до высокой температуры, быстрое охлаждение путем закалки в воде, а затем повторный нагрев (или «упрочнение при старении») при промежуточной температуре. Этот процесс создает структуру, содержащую микроскопические частицы, содержащие легирующие элементы), диспергированные по всей медной матрице. Как и заполнитель в бетоне, именно эти частицы придают сплавам прочность. Еще более высокую прочность можно получить, комбинируя термическую обработку с холодной обработкой.Кадмиевая медь, которая не подвергается термообработке, упрочняется в первую очередь холодной обработкой.
Сплавы с высоким содержанием меди поддаются сварке, но есть оговорки. Главный фактор, о котором следует помнить, заключается в том, что высокие температуры в ЗТВ могут нейтрализовать эффект термической обработки из-за чрезмерного старения сплава. Нагревание также снижает последствия холодных работ. Это подводит нас к еще нескольким правилам:
| • | Стационарные сплавы можно сваривать в закаленном или отожженном (мягком) состоянии.После сварки можно проводить закалку. |
| • | Для ремонта или если не требуется максимальная степень термической обработки, сплавы можно сваривать с использованием WWW-A2 BRONZE WELD (алюминиевая бронза, AWS 5.7 ECuAI-A2) или WWW SIL-WELD (силиконовая бронза, AWS 5.7 ЭКЮСИ). |
| • | Сплавы также можно сваривать с использованием деокс-меди WWW COPP-WELD, но металл шва будет иметь меньшую прочность, чем при использовании алюминиевой бронзы или кремниевой бронзы. |
| • | Холоднодеформированные (деформационное упрочнение) и термообработанные сплавы теряют прочность в результате сварки (а также пайки) из-за отжига и чрезмерного старения, и, возможно, придется разработать процедуры сварки, чтобы учесть этот эффект. |
Поскольку сплавы с высоким содержанием меди имеют несколько более низкую теплопроводность, чем чистая медь, они могут потребовать меньших сварочных токов (меньше тепла) и меньшего предварительного нагрева, чем чистая медь.
ЗАЩИТНЫЕ ГАЗЫ
Аргон, гелий или их смеси обычно используются в качестве защитных газов для GTAW и GMAW сварки меди и сплавов с высоким содержанием меди. Выбор газа зависит от необходимого количества тепла. Гелий выделяет больше тепла, чем аргон, и обычно используется с толстыми секциями. Смеси гелия с аргоном дают промежуточное тепловложение. Как правило, используйте аргон с GTAW при ручной сварке секций толщиной менее 0,09 дюйма (2,3 мм), хотя смесь 75% гелия и 25% аргона также может использоваться для автоматической сварки тонких секций.См. Подробности в таблице 2. При GMAW для прямого аргона требуется примерно на 100 ° F (55 ° C) более высокая температура предварительного нагрева, чем при сварке со 100% -ным гелием. При GTAW температура предварительного нагрева должна быть увеличена на 200 ° F (110 ° C) для чистого аргона. См. Подробности в таблицах 3 и 4.СВАРОЧНЫЕ ПРОЦЕССЫ
Качественные соединения лучше всего выполнять с использованием процессов GTAW или GMAW. Плазменная дуговая сварка (PAW) также успешно используется, и комментарии, приведенные ниже в отношении GTAW, также обычно применимы к этому процессу. SMAW можно использовать для менее ответственных соединений, но этот процесс здесь не обсуждается. GTAW. Для тонких сечений обычно предпочтительнее использовать GTAW вручную. Некоторые производители используют автоматическую GTAW для относительно толстых секций, утверждая, что этот процесс обеспечивает лучший контроль, чем GMAW, и позволяет производить сварные швы рентгеновского качества для особо ответственных применений. Это предпочтение может отражать особые обстоятельства, такие как работа, которая обычно выполняется для сварки в плоском положении, и это не означает, что GMAW является второстепенным процессом. GMAW широко и регулярно используется для сварки меди на экономически выгодных скоростях.
GMAW широко и регулярно используется для сварки меди на экономически выгодных скоростях.
Предварительный нагрев следует учитывать для всех толщин, но он абсолютно необходим для работы с толщиной более 0,1 дюйма (0,25 мм). Температура предварительного нагрева при GTAW примерно на 100 ° F (55 ° C) выше, чем при GMAW. См. Подробности в таблице 2.
GTAW может использоваться во всех положениях и лучше всего подходит для сварки вне положения. Импульсный ток рекомендуется для вертикальных и надземных работ. Используйте постоянный ток с отрицательным электродом.
GMAW. GMAW обычно используется при сварке тяжелых профилей из меди. Предварительный нагрев важен, и в качестве защитного газа обычно используется чистый гелий или смесь 75% гелия и 25% аргона. При сварке с использованием 100% аргона рекомендуемые температуры предварительного нагрева должны быть примерно на 100 ° F (55 ° C) выше, чем для гелия. GMAW можно использовать для вертикальных и надземных работ, но в таких случаях рекомендуется использовать импульсный ток и проволоку малого диаметра. См. Таблицы 3 и 4 для типичных условий сварки.
ПОДГОТОВКА СОЕДИНЕНИЯ
Конструкции соединений для сварки меди и медных сплавов основаны на высокой теплопроводности металлов и необходимости обеспечения хорошего проплавления.Углы соединения обычно на 10-20 ° шире, чем углы, используемые для сталей и сплавов с низкой проводимостью. Для стыковых соединений с квадратной канавкой следует использовать зазор 3/32 дюйма (2,4 мм). Для соединений с двойным V-образным пазом используйте общий угол между 80 ° и 90 ° и корневое отверстие от 3/32 до 1/8 дюйма (2,4–3,2 мм). Прилагаемый угол от 80 ° до 90 ° также рекомендуется для соединений с одним V-образным пазом, хотя в этом случае не требуется разделения соединений. Все свариваемые поверхности необходимо тщательно очистить, просушить и обезжирить.Для чистой меди обычно достаточно чистки проволочной щеткой из нержавеющей стали, но бериллиевая медь и другие медные сплавы, образующие плотно прилипающие оксидные пленки, могут потребовать шлифовки или химической очистки для получения полностью оголенных поверхностей.
КОНТРОЛЬ ИСКАЖЕНИЯ
Тепловое расширение медных металлов примерно на 50% выше, чем у углеродистых сталей. Теплопроводность может быть в восемь раз выше. Таким образом, при сварке меди вероятность деформации во время сварки значительно выше, чем при сварке стали.Компоненты небольшого размера или малой толщины должны быть надежно закреплены или закреплены, чтобы свести к минимуму деформацию. Также полезно выполнить несколько прихваточных швов, особенно при работе с крупногабаритными предметами или толстыми профилями. Предварительный нагрев, который необходим в любом случае, также полезен, поскольку он имеет тенденцию уменьшать разницу температур на больших площадях.Термические напряжения, вызывающие деформацию, также могут привести к растрескиванию — и это еще одна причина для использования правильного количества предварительного нагрева, который сводит эти напряжения к минимуму. Корневые проходы должны быть большими.Высокое тепловложение во время начального прохода, наряду с высокой проводимостью меди, создает более однородные температуры вокруг зоны сварного шва и, следовательно, позволяет избежать резких температурных градиентов, которые могут привести к растрескиванию. Медная или керамическая основа в сочетании с GTAW помогает контролировать проникновение корневых проходов.
СВОЙСТВА СВАРКИ
Медь довольно мягкая, с пределом прочности на разрыв от примерно 25000 до 32000 фунтов на квадратный дюйм (от 172 до 220 МПа) для литого и отожженного деформируемого металла соответственно. Пластичность высокая; Измерение удлинения около 40% для литого металла и до 50% для деформируемого и отожженного материала.Свойства сварных соединений аналогичны этим значениям. То есть металл сварного шва должен иметь примерно такую же прочность и пластичность, что и мелкозернистая отливка, а свойства металла в ЗТВ должны напоминать свойства деформируемой и отожженной меди. Любая дополнительная прочность основного металла из-за предшествующей холодной обработки будет снижена из-за сварки, особенно в регионах в ЗТВ и вблизи нее. Сварка снижает свойства термообработанных сплавов с высоким содержанием меди.
Сварка снижает свойства термообработанных сплавов с высоким содержанием меди.БЕЗОПАСНОСТЬ И ЗДОРОВЬЕ
Медь и некоторые элементы, содержащиеся в сплавах с высоким содержанием меди (хром, бериллий, кадмий, мышьяк, свинец, марганец и никель), могут вызывать серьезные последствия для здоровья.Поэтому правительственные постановления устанавливают строгие ограничения на воздействие сварочного дыма, пыли и шлифовальных частиц, когда существует вероятность присутствия элементов, которые считаются особенно опасными. При необходимости следует использовать респираторы и вытяжные системы, а также избегать приема пищи или хранения продуктов питания и напитков вблизи сварочных работ.Обзор лазерной сварки медных сплавов
Zhang LJ, Ning J, Zhang XJ, Zhang GF, Zhang JX (2015) Однопроходная гибридная лазерно-MIG сварка меди толщиной 4 мм без предварительного нагрева.Mater Design 74: 1–18. https://doi.org/10.1016/j.matdes.2015.02.027
Артикул Google Scholar
Zhang LJ, Bai QL, Ning J, Wang A, Yang JN, Yin XQ, Zhang JX (2016) Сравнительное исследование микроструктуры и свойств медного соединения между сваркой MIG и гибридной сваркой MIG лазером. Mater Design 110: 35–50. https://doi.org/10.1016/j.matdes.2016.07.117
Артикул Google Scholar
Нин Дж., Чжан Л.Дж., Ван А., Бай К.Л., Ян Дж. Н., Чжан Дж. Х. (2016) Влияние двухпроходной сварки и экструзии на свойства сварных волоконным лазером соединений меди Т2 толщиной 1,5 мм. J Mater Process Tech 237: 75–87. https://doi.org/10.1016/j.jmatprotec.2016.06.011
Артикул Google Scholar
Miyagi M, Zhang XD (2015) Исследование явлений лазерной сварки чистой меди с помощью системы наблюдения рентгеновских лучей.J Laser Appl 27 (4). doi: Unsp 042005 https://doi.org/10.2351/1.4927609
Yang JN, Zhang LJ, Ning J, Bai QL, Yin XQ, Zhang JX (2017) Однопроходная гибридная лазерно-MIG сварка чистой меди (T2) толщиной 8 мм без предварительного нагрева: геометрия шва и целостность. Int J Adv Manuf Tech 91 (9–12): 3749–3773. https://doi.org/10.1007/s00170-017-0083-x
Артикул Google Scholar
Кобаяши Т., Кувана Т., Андо М., Фудзита И. (1970) Газовая дуговая сварка меди. Сделки Японского общества сварщиков 1 (1): 61–71
Google Scholar
Дэвис Э., Терри С. (1954) Дуговая сварка меди азотом. Br Weld J 1: 53–64
Google Scholar
Lei Y-C, Yu W-X, Li C-H, CHEnG X-n (2006) Моделирование температурного поля сварки TIG меди без предварительного нагрева.T Nonferr Metal Soc 16 (4): 838–842, DOI: https://doi.org/10.1016/S1003-6326(06)60336-1
Zhang L, Li X, Nie Z, Huang H, Sun J (2016) Размягчение нового сплава Al-Zn-Mg-Cu в результате сварки TIG. J Mater Eng Perform 25 (5): 1870–1879. https://doi.org/10.1007/s11665-016-2014-7
Артикул Google Scholar
Zhang L, Li X, Nie Z, Huang H, Niu L (2016) Сравнение микроструктуры и механических свойств сварных соединений TIG и лазерной сварки нового сплава Al – Zn – Mg – Cu.Mater Design 92: 880–887. https://doi.org/10.1016/j.matdes.2015.12.117
Артикул Google Scholar
Chen HC, Bi GJ, Nai MLS, Wei J (2015) Повышенная эффективность лазерной сварки чистой меди с высокой отражательной способностью. J Mater Process Tech 216: 287–293. https://doi.org/10.1016/j.jmatprotec.2014.09.020
Артикул Google Scholar
Сайто С. (2009) Характеристики сварки меди дисковым лазером высокой мощности. Proc of LAMP 2009, Кобе, Япония.
Петринг Д., Гонегани В.Н. (2011) Зависимость параметров сварки меди с помощью лазеров мощностью несколько кВт на длине волны 1 микрон. Лазеры в производстве 2011: материалы Шестой Международной конференции по лазерам в производстве, Том 12. Pt A 12: 95–104. https://doi.org/10.1016/j.phpro.2011.03.013
Google Scholar
Hess A, Schuster R, Heider A, Weber R, Graf T (2011) Непрерывная лазерная сварка меди с комбинированными лучами на длинах волн 1030 нм и 515 нм. Лазеры в производстве 2011: материалы Шестой Международной конференции по лазерам в производстве, Том 12. Pt A 12: 88–94. https://doi.org/10.1016/j.phpro.2011.03.012
Google Scholar
Энглер С., Рамсайер Р., Поправе Р. (2011) Исследования процессов лазерной сварки меди с помощью бриллиантового зеленого и инфракрасных лазеров.Лазеры в производстве 2011: материалы Шестой Международной конференции по лазерам в производстве, Том 12. Pt B 12: 339–346. https://doi.org/10.1016/j.phpro.2011.03.142
Google Scholar
Хейдер А., Стритт П., Хесс А., Вебер Р., Граф Т. (2011) Стабилизация процесса при сварке меди с помощью модуляции мощности лазера. Физические процедуры 12: 81–87. https://doi.org/10.1016/j.phpro.2011.03.011
Артикул Google Scholar
Liebl S, Wiedenmann R, Ganser A, Schmitz P, Zaeh MF (2014) Лазерная сварка меди с использованием многомодовых волоконных лазеров в ближнем инфракрасном диапазоне. 8-я Международная конференция по лазерной инженерии формы сетей (Lane 2014) 56: 591-600. https://doi.org/10.1016/j.phpro.2014.08.047
Biro E, Weckman DC, Zhou Y (2002) Импульсная лазерная сварка меди Nd: YAG с использованием кислородсодержащих вспомогательных газов. Металл Матер Транс А 33 (7): 2019-2030. doi: DOI https: // doi.org / 10.1007 / s11661-002-0034-4
Деллерба М. (1985) Сварка медных плит с помощью CO2-лазера. Opt Laser Technol 17 (5): 261-262. doi: Doi https://doi.org/10.1016/0030-3992(85)-4
Кавахито Ю., Катаяма С. (2004) Контроль в процессе и управление с обратной связью во время лазерной сварки внахлест на микросхемах медных листов. J Laser Appl 16 (2): 121-127. DOI: Doi https://doi.org/10.2351/1.1710885
Hailat MM, Mian A, Chaudhury ZA, Newaz G, Patwa R, Herfurth HJ (2012) Лазерная микросварка алюминия и меди со сплавом оловянной фольги и без него. Микросист Технол 18 (1): 103–112. https://doi.org/10.1007/s00542-011-1378-8
Артикул Google Scholar
Ферро П., Бонолло Ф, Тициани А. (2005) Лазерная сварка медно-никелевых сплавов: численный и экспериментальный анализ. Sci Technol Weld Joi 10 (3): 299–310.https://doi.org/10.1179/174329305×40615
Артикул Google Scholar
Heider A, Sollinger J, Abt F, Boley M, Weber R, Graf T (2013) Высокоскоростной рентгеновский анализ образования брызг при лазерной сварке меди. Лазеры в производстве (Lim 2013) 41: 112-118. DOI: https: //doi.org/10.1016/j.phpro.2013.03.058
Zhang LJ, Zhang GF, Ning J, Zhang XJ, Zhang JX (2015) Микроструктура и свойства лазерной стыковой сварки 1.Медное соединение Т2 толщиной 5 мм, полученное при высокой скорости сварки. Mater Design 88: 720–736. https://doi.org/10.1016/j.matdes.2015.09.072
Артикул Google Scholar
Reisgen U, Olschok S, Turner C (2017) Сварка толстых медных пластин с помощью лазерной сварки в вакууме. J Laser Appl 29 (2). doi: Unsp 022402 https://doi.org/10.2351/1.4983165
Haeusler A, Schurmann A, Scholer C, Olowinsky A, Gillner A, Poprawe R (2017) Улучшение качества медных сварных швов лазерной микросваркой с использованием пространственной модуляции мощности.J Laser Appl 29 (2). Doi: Unsp 022422
2351 / 1.4983505
Heider A, Stritt P, Weber R, Graf T Источники мощного лазера обеспечивают высококачественную лазерную сварку меди. In: Proceedings 33rd International Conference on Applications of Lasers and Electrooptics Icaleo, San Diego, USA, 2014
Mann V, Holzer M, Hofmann K, Ozkaya E, Hugger F, Roth S, Schmidt M (2016) Influence поверхностных покрытий присадочной проволоки на свойства сварных швов медных соединений, сваренных лазерным лучом.Physcs Proc 83: 437–446. https://doi.org/10.1016/j.phpro.2016.08.045
Артикул Google Scholar
Болин С.Р. (1977) Лазерная сварка металлов с высоким коэффициентом отражения. Патенты Google ,
Google Scholar
Gouveia H, Norrish J, Quintino L (1994) Лазерная сварка меди на углекислом газе. Weld Rev Int 13: 266–269
Google Scholar
Dadras S, Torkamany MJ, Sabbaghzadeh J (2008) Спектроскопические характеристики сварки меди с низким содержанием никеля импульсным Nd: YAG-лазером. Opt Laser Eng 46 (10): 769–776. https://doi.org/10.1016/j.optlaseng.2008.04.023
Артикул Google Scholar
Пеллетье Дж., Салламанд П., Друетт Л. (1996) Лазерная сварка листов из чистой меди с непрерывной подачей порошка. Лазерный институт Америки, Орландо
Google Scholar
Озтопрак Б.Г., Акман Э., Ханон М.М., Гунес М., Гумус С., Качар Э., Гундогду О, Зерен М., Демир А. (2013) Лазерная сварка меди с порошком стеллита 6 и исследование с использованием метода LIBS. Opt Laser Technol 45: 748–755. https://doi.org/10.1016/j.optlastec.2012.05.001
Артикул Google Scholar
Gao M, Cao Y, X-y Z, Hu J-x (2011) Характеристики микроструктуры и акустические свойства китайских бронзовых колоколов, отремонтированных с помощью лазера 2300 лет назад.J Alloy Compd 509 (3): 953–956. https://doi.org/10.1016/j.jallcom.2010.09.142
Артикул Google Scholar
Даурелио Дж., Джорлео Дж. (1991) Экспериментальные методы резки и сварки меди с помощью лазера — обзор. Материал и производственный процесс 6 (4): 577–603. https://doi.org/10.1080/104269134791
Артикул Google Scholar
Ruttimann C, Durr U, Moalem A, Priehs M (2011) Надежная лазерная микросварка меди. Применение лазеров в производстве микроэлектроники и оптоэлектроники (Lamom) Xvi 7920. Doi: Artn 7
Накасиба С., Окамото Ю., Сакагава Т., Такай С., Окада А. (2012) Микросварка медной пластины с помощью импульсного Nd: YAG-лазера с удвоенной частотой с диодной накачкой. Лазерное проектирование формы сетки 7 (Lane 2012) 39: 577-584. doi: https: // doi.org / 10.1016 / j.phpro.2012.10.076
Chen YL, Chen C, Gao M, Zeng XY (2016) Достижение высокопрочного соединения чистой меди с помощью гибридной дуговой сварки с лазерным переносом и холодным переносом металла. Metall Mater Trans A 47a (6): 2866–2874. https://doi.org/10.1007/s11661-016-3497-4
Артикул Google Scholar
Wang L, Li XW, Gao M, Zeng XY (2017) Механизм стабилизации и морфологические особенности сварки при гибридной сварке чистой меди волоконным лазером и дугой.J Manuf Process 27: 207–213. https://doi.org/10.1016/j.jmapro.2017.05.009
Артикул Google Scholar
Li Z, Fontana G, Penasa M (1998) Автогенная лазерная сварка аустенитной нержавеющей стали с медным сплавом. Sci Technol Weld Joi 3 (2): 81–87. https://doi.org/10.1179/stw.1998.3.2.81
Артикул Google Scholar
Mai TA, Spowage AC (2004) Определение характеристик разнородных соединений при лазерной сварке стали-ковара, меди-стали и меди-алюминия. Матем. Наука, инженерия, структура 374 (1–2): 224–233. https://doi.org/10.1016/j.msea.2004.02.025
Артикул Google Scholar
Esser G, Mys T, Schmidt M (2004) Лазерная микросварка меди и алюминия с использованием присадочных материалов. P Soc Photo-Opt Ins 5662: 337–342. https: // doi.org / 10.1117 / 12.596330
Google Scholar
Чакраборти Н., Чакраборти С. (2007) Моделирование турбулентной конвекции расплавленной ванны при лазерной сварке разнородной пары медь-никель. Int J Heat Mass Tran 50 (9–10): 1805–1822. https://doi.org/10.1016/j.ijheatmasstransfer.2006.10.030
Артикул МАТЕМАТИКА Google Scholar
Mousavi SAAA, Niknejad ST (2010) Исследование микроструктуры и механических свойств сварного шва Nd: YAG импульсным лазерным лучом медно-бериллиевого сплава UNS-C17200. J Mater Process Tech 210 (11): 1472–1481. https://doi.org/10.1016/j.jmatprotec.2010.04.005
Артикул Google Scholar
Reisgen U, Olschok S, Jakobs S, Turner C (2016) Звуковая сварка меди: лазерная сварка в вакууме. Physcs Proc 83: 447–454.https://doi.org/10.1016/j.phpro.2016.08.046
Артикул Google Scholar
Шен Х.В., Гупта М.С. (2004) Лазерная сварка меди с нержавеющей сталью на неодиме: иттрит-алюминий-гранат. J Laser Appl 16 (1): 2-8. Дой: Дой https://doi.org/10.2351/1.1642635
Балу П., Карлсон Б., Ковачевич Р. (2011) Исследование лазерной микросварки алюминия и меди внахлест.Tms2011 Suppleedings, Vol 3: General Paper Selections: 295–307
Brockmann R, Mann K (2007) Новейший дисковый лазер для автомобильной промышленности. Proc EALA 2007
Курынцев С.В., Морушкин А.Е., Гильмутдинов А.К. (2017) Волоконная лазерная сварка стыковых соединений аустенитной стали и технически чистой меди. Opt Laser Eng 90: 101–109. https://doi.org/10.1016/j.optlaseng.2016.10.008
Артикул Google Scholar
Де Боно П., Блэкберн Дж. (2015) Лазерная сварка соединений медных и алюминиевых батарей. Симпозиум по промышленным лазерным приложениям (Ilas 2015) 9657. Doi: Artn 96570m https://doi.org/10.1117/12.2176048
Mian A, Taylor C, Vijwani H (2016) Микроструктурный анализ лазерных микросварных швов между медью и алюминием. Микросист Технол 22 (2): 261–267. https://doi.org/10.1007/s00542-014-2385-3
Артикул Google Scholar
Zhao Z, Wang C, Li M, Wang L, Kong L (2006) Влияние импульсного излучения Nd: YAG-лазера на поверхностную энергию меди. Appl Surf Sci 252 (12): 4257–4263. https://doi.org/10.1016/j.apsusc.2005.07.005
Артикул Google Scholar
Mousavi SAAA, Niknejad ST (2009) Исследование микроструктуры и механических свойств сварного шва Nd: YAG лазерным лучом медно-бериллиевого сплава. Metall Mater Trans A 40a (6): 1469–1478.https://doi.org/10.1007/s11661-009-9822-4
Артикул Google Scholar
Mousavi SAAA, Niknejad ST (2010) Исследование микроструктуры сварного шва Nd: YAG импульсным лазерным лучом медно-бериллиевого сплава. Adv Mater Res 83-86: 392–399. https://doi.org/10.4028/www.scientific.net/AMR.83-86.392
Артикул Google Scholar
Манн В., Хольцер М., Гертнер Ф., Хуггер Ф., Рот С., Шмидт М. Влияние присадочной проволоки на свойства сварных швов разнородных медных соединений, сваренных лазерным лучом. В: Lasers in Manufacturing Conference, 2015
Schmidt P, Schweier M, Zaeh M (2012) Соединение литий-ионных батарей с использованием лазерной сварки: электрические потери сварных соединений алюминия и меди. ICALEO 2012. Anaheim
Mousavi SAAA, Ebrahimzadeh H (2010) Экспериментальные исследования импульсной лазерной сварки Nd: YAG магнитомягких сплавов меди C17300 и 49Ni-Fe.Aip Conf Proc 1315: 848–853
Google Scholar
Xue ZQ, Hu SS, Shen JQ, Zuo D, Kannatey-Asibu E (2014) Характеристика микроструктуры и механические свойства сварного лазером соединения внахлестку меди и алюминия. Приложение J Laser Appl 26 (1). Doi: Artn 012002 https://doi.org/10.2351/1.4824778
Sun Z, Ion J (1995) Лазерная сварка разнородных комбинаций металлов. J Mater Sci 30 (17): 4205–4214.https://doi.org/10.1007/BF00361499
Артикул Google Scholar
Phanikumar G, Dutta P, Chattopadhyay K (2005) Непрерывная сварка разнородной пары Cu – Ni с использованием CO2-лазера. Sci Technol Weld Joi 10 (2): 158–166. https://doi.org/10.1179/174329305X36043
Артикул Google Scholar
Yao CW, Xu BS, Zhang XC, Huang J, Fu J, Wu YX (2009) Микроструктура границы раздела и механические свойства лазерной сварки разнородных соединений меди и стали.Opt Laser Eng 47 (7–8): 807–814. https://doi.org/10.1016/j.optlaseng.2009.02.004
Артикул Google Scholar
Massalski TB, Okamoto H, Subramanian P, Kacprzak L, Scott WW (1986) Фазовые диаграммы бинарных сплавов, том 1. том 2. Американское общество металлов, парк, Огайо,
Besnea D, Dontu O, Avram M, Spanu A, Rizescu C, Pascu T (2016) Исследование лазерной сварки разнородных материалов из нержавеющей стали и меди.Iop Conf Ser-Mat Sci 147. Doi: Unsp 012047 https://doi.org/10.1088/1757-899x/147/1/012047
Chen SH, Huang JH, Xia J, Zhao XK, Lin SB (2015) Влияние параметров обработки на характеристики лазерной сварки нержавеющей стали / меди. J Mater Process Tech 222: 43–51. https://doi.org/10.1016/j.jmatprotec.2015.03.003
Артикул Google Scholar
Chen SH, Huang JH, Xia J, Zhang H, Zhao XK (2013) Микроструктурные характеристики разнородного соединения нержавеющей стали / меди, выполненного с помощью лазерной сварки. Metall Mater Trans A 44a (8): 3690–3696. https://doi.org/10.1007/s11661-013-1693-z
Артикул Google Scholar
Вейгл М., Шмидт М. (2010) Влияние скорости подачи и бокового смещения луча на качество соединения сварных лазерной сваркой соединений медь-нержавеющая сталь.Лазерное проектирование формы сетки 6, Труды Lane 2010, часть 2 5: 53-59. https://doi.org/10.1016/j.phpro.2010.08.029
Phanikumar G, Manjini S, Dutta P, Chattopadhyay K, Mazumder J (2005) Характеристика разнородной пары Fe-Cu, сваренной непрерывным лазером на CO 2. Металл Матер Транс А 36 (8): 2137–2147. https://doi.org/10.1007/s11661-005-0334-6
Артикул Google Scholar
Solchenbach T, Plapper P (2013) Механические характеристики соединений алюминия и меди, сваренных лазерной пайкой. Opt Laser Technol 54: 249–256. https://doi.org/10.1016/j.optlastec.2013.06.003
Артикул Google Scholar
Mys I, Schmidt M (2006) Лазерная микросварка меди и алюминия. Лазерная микропаковка 6107. Doi: Artn 610703 https://doi.org/10.1117/12.648376
Weigl M, Albert F, Schmidt M (2011) Повышение пластичности сварных лазерной сваркой соединений меди и алюминия за счет использования адаптированных присадочных материалов. Лазеры в производстве 2011: материалы Шестой Международной конференции по лазерам в производстве, Том 12. Pt B 12: 332–338. https://doi.org/10.1016/j.phpro.2011.03.141
Google Scholar
Solchenbach T, Plapper P (2013) Комбинированный процесс сварки пайкой и лазерным лучом для безфлюсовых алюминиево-медных соединений.В: PROCEDINGS International Conference on Competitive Manufacturing, COMA 13, pp 131–136
Google Scholar
Браунович М. (2007) Надежность силовых соединений. Журнал Чжэцзянского университета-НАУКА A 8 (3): 343–356. https://doi.org/10.1631/jzus.2007.A0343
Артикул Google Scholar
Zuo D, Hu SS, Shen JQ, Xue ZQ (2014) Характеристика промежуточного слоя и поведение разрушения сварных лазерной сваркой металлических соединений меди и алюминия.Mater Design 58: 357–362. https://doi.org/10.1016/j.matdes.2014.02.004
Артикул Google Scholar
Fetzer F, Jarwitz M, Stritt P, Weber R, Graf T (2016) Дистанционная лазерная сварка алюминия с медью с точной настройкой и локальной генерацией луча. Physcs Proc 83: 455–462. https://doi.org/10.1016/j.phpro.2016.08.047
Артикул Google Scholar
Xue ZQ, Hu SS, Zuo D, Cai W, Lee D, Kannatey-Asibu E (2013) Характеристика расплавленной ванны меди и алюминия, сваренных внахлест. J. Phys. D Appl. Phys. 46 (49). Doi: Artn 495501 https://doi.org/10.1088/0022-3727/46/49/495501
Ван X, Гу CX, Чжэн YY, Shen ZB, Liu HX (2014) Лазерная ударная сварка алюминия / алюминия и пластин алюминия / меди. Mater Design 56: 26–30. https://doi.org/10.1016/j.matdes.2013.10.091
Артикул Google Scholar
Weigl M, Schmidt M (2009) Модулированная лазерная точечная сварка разнородных соединений медь-алюминий. 4 мес / Icomm 2009 — Глобальная конференция по микропроизводству: 211–214
Stritt P, Hagenlocher C, Kizler C, Weber R, Ruttimann C, Graf T (2014) Лазерная точечная сварка медно-алюминиевых соединений с использованием импульсный лазер с двумя длинами волн на длине волны 532 и 1064 нм. 8-я Международная конференция по лазерной инженерии формы сетей (Lane 2014) 56: 759-767. https://doi.org/10.1016/j.phpro.2014.08.083
Hugger F, Weigl M, Loffler N, Schmidt M (2012) Надежная лазерная микросварка алюминия и меди для электрических систем транспортных средств. 2012 2-я Международная конференция по производству электроприводов (Edpc). https://doi.org/10.1109/EDPC.2012.6425123
Solchenbach T, Plapper P, Cai W (2014) Электрические характеристики соединительных элементов алюминия и меди, сваренных лазерной пайкой. J Manuf Process 16 (2): 183–189.https://doi.org/10.1016/j.jmapro.2013.12.002
Артикул Google Scholar
Брюкнер М., Шефер Дж., Уленбуш Дж. (1989) Эллипсометрическое измерение оптических констант твердого и расплавленного алюминия и меди при λ = 10,6 мкм. Журнал прикладной физики 66 (3): 1326–1332. https://doi.org/10.1063/1.344431
Артикул Google Scholar
Медь и медные сплавы — Общая информация
Введение в медь и ее сплавы
Медь — самый старый металл, используемый человеком.Его использование восходит к доисторическим временам. Медь добывалась более 10 000 лет, а медный кулон, найденный в Ираке, датируется 8700 годом до нашей эры. К 5000 г. до н.э. медь выплавлялась из простых оксидов меди.
Медь встречается как самородный металл, а также в минералах куприте, малахите, азурите, халькопирите и борните. Это также часто является побочным продуктом производства серебра. Сульфиды, оксиды и карбонаты — самые важные руды.
Медь и медные сплавы — одни из самых универсальных доступных конструкционных материалов.Сочетание физических свойств, таких как прочность, проводимость, коррозионная стойкость, обрабатываемость и пластичность, делают медь подходящей для широкого спектра применений. Эти свойства могут быть дополнительно улучшены за счет изменений в составе и методах производства.
Наибольшее конечное использование меди приходится на строительную промышленность. В строительной индустрии широко используются материалы на основе меди. Применения меди, связанные со строительной промышленностью, включают:
~ Кровля
~ Облицовка
~ Водосточные системы
~ Системы отопления
~ Водопроводные трубы и фитинги
~ Нефтегазовые трубопроводы
~ Электропроводка
Использование меди
Строительная промышленность является крупнейшим потребителем медных сплавов.Следующий список представляет собой разбивку потребления меди по отраслям на годовой основе:
~ Строительная промышленность — 47%
~ Электронные изделия — 23%
~ Транспорт — 10%
~ Потребительские товары — 11%
~ Промышленное оборудование — 9%
Существует около 370 коммерческих составов для медных сплавов. Наиболее распространенным сплавом является C106 / CW024A — стандартная марка меди для водяных труб.
Мировое потребление меди и медных сплавов в настоящее время превышает 18 миллионов тонн в год.
Приложения
Медь и медные сплавы могут использоваться в самых разных областях. Некоторые из приложений для меди включают:
~ Линии электропередачи
~ Архитектурные приложения
~ Кухонная утварь
~ Свечи зажигания
~ Электропроводка, кабели и шины
~ Провода с высокой проводимостью
~ Электроды
~ Теплообменники
~ Холодильные трубки
~ Сантехника
~ Медные тигли с водяным охлаждением
Кроме того, для медных сплавов есть еще много применений — латунь и бронза
Структура
Медь имеет гранецентрированную кубическую (ГЦК) кристаллическую структуру.Медь и ее сплавы имеют желтый / золотой / красный цвет и при полировке приобретают яркий металлический блеск.
Переработка
Медные сплавы хорошо подходят для вторичной переработки. Около 40% годового потребления медных сплавов приходится на переработанные медные материалы.
Скорость вторичного использования латуни с произвольной обработкой (CZ121 / CW614N) особенно высока, если чистая / сухая стружка имеет высокое значение, что способствует расчету рентабельности при выборе материала.
Свойства медных сплавов
Основные свойства медных сплавов
Медь — прочный, пластичный и податливый материал. Эти свойства делают медь чрезвычайно подходящей для формования труб, волочения проволоки, прядения и глубокой вытяжки. Другие ключевые свойства, демонстрируемые медью и ее сплавами, включают:
~ Отличная теплопроводность
~ Отличная электропроводность
~ Хорошая коррозионная стойкость
~ Хорошая устойчивость к биологическому обрастанию
~ Хорошая обрабатываемость
~ Сохранение механических и электрических свойств при криогенных температурах
~ немагнитный
Другая недвижимость
~ Медь и медные сплавы имеют специфический запах и неприятный вкус.Они могут передаваться при контакте, поэтому их следует хранить вдали от пищевых продуктов, хотя в некоторых кастрюлях используются эти металлы.
~ Большинство коммерчески используемых металлов имеют металлический белый или серебристый цвет. Медь и медные сплавы имеют диапазон желтого / золотого / красного цветов.
Точка плавления
Температура плавления чистой меди составляет 1083ºC.
Коррозионная стойкость
Все медные сплавы устойчивы к коррозии пресной водой и паром.В большинстве сельских, морских и промышленных средах медные сплавы также устойчивы к коррозии. Медь устойчива к солевым растворам, почвам, неокисляющимся минералам, органическим кислотам и щелочным растворам. Влажный аммиак, галогены, сульфиды, растворы, содержащие ионы аммиака и окисляющие кислоты, такие как азотная кислота, разрушают медь. Медные сплавы также обладают плохой стойкостью к неорганическим кислотам.
Коррозионная стойкость медных сплавов обусловлена образованием липких пленок на поверхности материала.Эти пленки относительно устойчивы к коррозии, поэтому защищают основной металл от дальнейшего воздействия.
Медно-никелевые сплавы, алюминиевая латунь и алюминиевая бронза демонстрируют превосходную стойкость к коррозии в соленой воде.
Электропроводность
По электропроводности медь уступает только серебру. Электропроводность меди составляет 97% от электропроводности серебра. Из-за своей гораздо более низкой стоимости и большего количества медь традиционно была стандартным материалом, используемым для передачи электроэнергии.
Однако из-за веса следует, что большая часть воздушных линий электропередач высокого напряжения теперь использует алюминий, а не медь. По весу проводимость алюминия примерно в два раза выше, чем у меди. Используемые алюминиевые сплавы действительно имеют низкую прочность и должны быть усилены оцинкованной или покрытой алюминием высокопрочной стальной проволокой в каждой пряди.
Хотя добавление других элементов улучшит такие свойства, как прочность, произойдет некоторая потеря электропроводности.Например, добавление 1% кадмия может увеличить прочность на 50%. Однако это приведет к соответствующему снижению электропроводности на 15%.
Поверхностное окисление / патинирование
У большинства медных сплавов появляется сине-зеленая патина при воздействии элементов на открытом воздухе. Типичным для этого является цвет Медной статуи Свободы в Нью-Йорке. Некоторые медные сплавы темнеют после длительного воздействия элементов и приобретают цвет от коричневого до черного.
Лакможно использовать для защиты поверхности и сохранения первоначального цвета сплава. Акриловое покрытие с бензотриазолом в качестве добавки прослужит несколько лет в большинстве наружных условий без истирания.
Предел текучести
Предел текучести для медных сплавов четко не определен. В результате о нем обычно сообщают либо о расширении на 0,5% под нагрузкой, либо о смещении на 0,2%.
Чаще всего 0.Предел текучести при растяжении 5% отожженного материала составляет примерно одну треть от предела прочности. Упрочнение путем холодной обработки означает, что материал становится менее пластичным, а предел текучести приближается к пределу прочности на разрыв.
Присоединение
Обычно используемые процессы, такие как пайка, сварка и пайка, могут использоваться для соединения большинства медных сплавов. Для электрических соединений часто используется пайка. Сплавы с высоким содержанием свинца непригодны для сварки.
Медь и медные сплавы также можно соединять с помощью механических средств, таких как заклепки и винты.
Горячая и холодная обработка
Несмотря на то, что медь и медные сплавы могут подвергаться деформационной закалке, они могут подвергаться как горячей, так и холодной обработке.
Пластичность можно восстановить путем отжига. Это можно сделать либо с помощью специального процесса отжига, либо путем случайного отжига с помощью процедур сварки или пайки.
Темпер
Сплавы меди могут быть указаны в соответствии с уровнями отпуска.Закалку придают холодной обработкой и последующими степенями отжига.
Типичный темперамент для медных сплавов —
~ Мягкий
~ полутвердый
~ Жесткий
~ Весна
~ Экстра-пружина.
Предел текучести закаленного медного сплава составляет примерно две трети прочности материала на разрыв.
Кастинг
Характер процесса литья означает, что большинство литых медных сплавов имеют больший диапазон легирующих элементов, чем деформируемые сплавы.
Деформируемые медные сплавы
Деформируемые медные сплавы производятся с использованием различных производственных методов. Эти методы включают такие процессы, как прокатка, экструзия, волочение и штамповка. Такие процессы могут сопровождаться отжигом (размягчением), холодной обработкой, закалкой путем термообработки или снятием напряжения для достижения желаемых свойств.
Литература по медно-никелевым сплавам | Институт никеля
«Асперида», возможно, самая старая из существующих медно-никелевых лодок, все еще в прекрасном состоянии.
В этой статье обобщены 22 истории серьезных проблем с гальванической коррозией и решения, с которыми автор столкнулся в теплообменниках, конденсаторах, насосах и клапанах, сварных швах в листах корпуса, медно-никелевых и никель-медных, крепежных деталях, балластных цистернах и частично облицованных танки. Существуют инструкции, которые помогут инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.
Никельсодержащие нержавеющие стали и сплавы на основе никеля и меди легко свариваются плавлением с углеродистыми и низколегированными сталями, а также друг с другом.Описаны методы оценки металлического состава сварных швов из разнородных металлов. Зная состав, можно спрогнозировать свойства сварного шва для широкого диапазона сварных швов из разнородных металлов.
Влияние чистоты основного материала, подводимой теплоты сварного шва и состава металла шва на граничное растрескивание при сварке толстых деформируемых пластин из сплава CuNi10Fe.
Медь обладает отличной стойкостью к атмосферной коррозии и коррозии в пресной воде. Добавление никеля к меди дополнительно улучшает ее прочность и долговечность, а также ее устойчивость к коррозии, эрозии и кавитации в естественных водах, включая морскую воду и солоноватую, очищенную или загрязненную воду.
Рекомендации, позволяющие инженерам сделать разумную оценку влияния окружающей среды на характеристики медного сплава.
В отчете определены некоторые из основных факторов, которые влияют на работу трубопроводов, используемых для охлаждающей воды. Хотя несколько факторов взаимосвязаны, каждый из них рассматривается отдельно. Это позволяет инженеру использовать отчет как технический контрольный список, чтобы гарантировать, что ни один из основных факторов не был упущен из виду. Изучаются: трубы из углеродистой стали с цементной футеровкой и другие типы стальных труб с покрытием; никельсодержащие нержавеющие стали; медно-никелевые сплавы и алюминиевая бронза; аустенитные нержавеющие стали с 6% содержанием молибдена и титан.Выявляются факторы, влияющие на их поведение, и дается одна из трех оценок.
Представлено на 28-й ежегодной конференции металлургов Канадского института горного дела и металлургии, Встреча моря и науки, Галифакс, Новая Шотландия, 20-24 августа 1989 г. Рассмотрены технические (включая изготовление) и экономические факторы, влияющие на выбор Трубопроводы из никельсодержащих сплавов — верхние строения и подводные системы (кроме скважинных) из нержавеющих сталей (стандартных аустенитных, дуплексных и высоколегированных марок), сплавов на основе никеля и мельхиора.
Потребность в больших объемах воды для охлаждения в опреснительной промышленности привела к тому, что многие крупные предприятия расположены на побережье. Морские районы, признанные самой агрессивной природной средой, создают проблемы при проектировании при выборе материалов, обеспечивающих хорошие характеристики по разумной цене. Было обнаружено, что никельсодержащие материалы, такие как медно-никелевые сплавы, нержавеющая сталь и сплавы на основе никеля, обеспечивают оптимальные технико-экономические решения.
Медь | |
101 | Известен как бескислородная электроника (OFE).Он достигает минимального уровня проводимости 101% по шкале IACS. Он является самым дорогим из группы 101-110 из-за его состава: чистая медь 99,99% и 0,0005% кислорода. |
102 | Бескислородная медь, которая имеет лучшие характеристики формования, устойчивости к водородному охрупчиванию и пайки, чем C110 ETP. C102 обладает хорошей способностью к пайке и коррозионной стойкостью и используется для приложений с высоким током. |
110 | Также известная как медь с твердой электролитической смолой (ЭТП), чаще всего используется в системах электропередачи.110 Медь — это чистая медь на 99,9% с рейтингом электропроводности 100+% IACS. Электропроводность, коррозионная стойкость и пластичность делают медь 110 Copper очень универсальной для широкого диапазона применений. 110 Медь имеет плохую обрабатываемость 20%. Однако он обладает отличными характеристиками горячего и холодного формования. 110 Медь, являясь медным сплавом с твердым пеком, с трудом поддается сварке или пайке, поскольку она страдает охрупчиванием при нагревании в восстановительной атмосфере. Это происходит потому, что водород реагирует с оксидом металла с образованием пара и вызывает растрескивание.При необходимости изготавливаются бескислородные котлы для проведения сварочных работ. 110 Медь можно паять с хорошими результатами. C110 Медь имеет широкий спектр применения, включая водопроводную арматуру, электрические компоненты, волноводы, опорные плиты, шины, компоненты теплообменника, ножевые и кольцевые клеммы, кабели, компоненты передачи энергии, автомобильные электроды для свечей зажигания, электроды для контактной сварки, клеммы предохранителей и предметы с высокой проводимостью для использования при повышенных температурах. Характеристики как горячей, так и холодной штамповки превосходны и могут использоваться там, где не требуется обширная механическая обработка. |
151 | Сплав C151 имеет отличную паяемость, высокую проводимость и хорошую прочность. C151 имеет более высокое сопротивление размягчению по сравнению с чистой медью C110, которая размягчается при нагревании, ограничивая среду применения. Применяется в сильноточных межсоединениях, штыревых решетках, сварочной проволоке и других приложениях, работающих при повышенных температурах. |
194 | Высокоэффективный сплав первого поколения, используемый во всем мире.C194 сочетает в себе хорошую электропроводность с высокой прочностью на разрыв, хорошей паяемостью и пластичностью. Применяется в разъемах, полупроводниковых выводах и выводах, гнездах и массовых выводах. |
197 | Медный сплав с высокой проводимостью, обладающий превосходным сочетанием прочности, проводимости и сопротивления размягчению. Этот сплав может быть заменен на латунь и бронзу средней прочности, когда требуется более высокая электропроводность или лучшая паяемость. Сплав C197 является улучшенной версией сплава C194 и имеет значительно большую проводимость при тех же уровнях прочности. |
Латунь | |
210 | Наиболее известен своей устойчивостью к коррозии. Сплав также подходит для глубокой вытяжки, например, в оболочках для пуль и в электротехнике, где требуются формуемость и проводимость. Типичное применение — архитектурная декоративная отделка, эмблемы, таблички, соединители, стержни ротора, электродвигатели переменного тока, крепежные детали, бронежилеты, крышки предохранителей, бойки и монеты. |
220 | Известен своей очень хорошей коррозионной стойкостью, отличной обрабатываемостью в холодном состоянии и хорошей обрабатываемостью в горячем состоянии при волочении, вырубке, чеканке, штамповке, прошивке и штамповке. Типичное применение: латунь для сантехники, патроны для стрелкового оружия, кабельная обмотка, морское оборудование, гибкая трубка, пятна, винты, бижутерия волноводов и защитные пластины. |
230 | Известен тем, что имеет электропроводность 37%, красный цвет, коррозионную стойкость, отличную формуемость и умеренную прочность. Типичное применение: бижутерия, люверсы, застежки, трубы, теплообменники, гибкий металлический шланг, трубы и муфты. |
240 | Обладает превосходной пластичностью, коррозионной стойкостью и прочностью, что позволяет его подвергать глубокой вытяжке, травлению, штамповке, вырубке и гнуть. Типичное применение: музыкальные инструменты, крышки аккумуляторных батарей, гибкий шланг и декоративные элементы из-за его желтого цвета. |
260 | Сплав обладает хорошей прочностью, но плохими характеристиками релаксации напряжений и не является особенно хорошим пружинным материалом. Несмотря на хорошую проводимость, способность сплава к пайке сильно ухудшается из-за высокого содержания цинка. Обычно используется для электрических компонентов, электронных деталей и механических креплений. |
268 | Часто используется как менее дорогая альтернатива сплаву 260. Типичное применение: люверсы, аксессуары для оборудования, сердечники автомобильных радиаторов и крепежные детали. |
Олово Латунь | |
425 | Сплав с низким содержанием цинка с хорошим сочетанием прочности на разрыв, электропроводности, формуемости и коррозионной стойкости. Применения включают электрические пружины, соединители и клеммы. |
Фосфорная бронза | |
510 | Сплав с хорошими характеристиками прочности, формуемости, релаксации напряжений и паяемости. Применения включают электронные детали, пружины, переключатели, контакты и крепежные детали. |
511 | Обладает широким набором технических свойств, включая износостойкость, высокую прочность, пластичность, отличные пружинящие свойства и хорошие несущие свойства. Типичное применение: зажимы предохранителей, детали переключателей, клеммы, электронные соединители, опорные пластины мостов и сильфоны. |
519 | Содержит 6% номинального олова, что обеспечивает более высокую механическую прочность при небольшом снижении электропроводности по сравнению с фосфорной бронзой C510. Часто функционально взаимозаменяемый с C510, который преобладает в Северной Америке, сплав C519 обычно используется в Европе. |
521 | Сплав с высоким содержанием олова из семейства фосфорной бронзы.Дополнительное олово по сравнению с более часто используемым C510 приводит к более высоким механическим свойствам при умеренном снижении электропроводности. Применения включают электронные детали, пружины, контакты, детали переключателей и крепежные детали. |
524 | Устойчивость к коррозии от хорошей до отличной. Хорошая холодная обрабатываемость для вырубки, формовки, гибки и резки. Применения, требующие хороших пружинных качеств, надежности, сопротивления усталости, хорошей износостойкости и коррозионной стойкости. |
Медный никель | |
706 | Сплав с превосходной коррозионной стойкостью, особенно в судостроении. Он обладает довольно высокой прочностью и устойчив к повышенным температурам. Стоимость относительно высока по сравнению с медно-алюминиевыми и другими сплавами с аналогичными механическими свойствами. Типичное применение: тормозные магистрали, винтовые цоколи ламп, корпуса лодок, трубопроводная арматура, трубы теплообменника и фланцы. |
715 | Сплав с превосходной коррозионной стойкостью, особенно в судостроении. Он имеет умеренно высокую прочность и хорошее сопротивление ползучести при повышенных температурах. Стоимость относительно высока по сравнению с медно-алюминиевыми и другими сплавами с аналогичными механическими свойствами. Типичное применение — гибкие металлические шланги, фланцы для соленой воды, а также приложения, в которых устойчивость к коррозии является обязательной. |
725 | Сплав средней прочности, с низкой проводимостью, отличной способностью к пайке и коррозионной стойкостью. Применения включают электронные детали, пружины, разъемы и клеммы с проволочной обмоткой. |
Нейзильбер | |
735 | Сплав, который используется для чеканки монет, табличек с именами, застежек-молний, столовых приборов и бижутерии. |
752 | Сплав 18% нейзильбера, сочетающий коррозионную стойкость с прочностью и блестящим серебристым цветом. Применяется в оптических рамах и деталях, пружинах, хирургических инструментах, ювелирных изделиях, резисторах и контактах. | / tr>
762 | Сплав, обладающий высокой прочностью, устойчивостью к релаксации напряжений и способностью к пайке.Из-за того, что он чрезвычайно устойчив к коррозии, он не тускнеет легко и имеет длительный срок хранения. Типичное применение — пружины для реле, конденсаторов и декоративные пряжки ремня. |
770 | Сплав, который обладает хорошими характеристиками холодной штамповки, устойчив к потускнению и имеет очень хорошие пружинящие свойства. 770 не становится хрупким при более низких температурах и имеет отличную коррозионную стойкость. Типичное применение: пружины, проволока сопротивления и оптические товары. |
Высокая производительность | |
19010 | 19010 — чрезвычайно универсальный медно-никелевый кремниевый сплав. Он обладает отличным сочетанием прочности, проводимости и формуемости, что делает его отличным решением для многих дизайнов. Типичное применение: клеммы, реле, разъемы, розетки, зажимы и пружины. |
19210 | 19210 имеет более высокую прочность, чем большинство сплавов, но благодаря химическому составу и обработке он сохраняет формуемость и проводимость, которые теряют другие медные сплавы. Типичное применение: охлаждающие ребра для радиаторов, разъемов, клемм, выводных рамок ИС и термостойкие устройства. |
7026 | 7026 используется в пружинах, клеммах, межсоединениях для повышенных температур и телекоммуникационных компонентах высокой надежности. |
MSP1 | MSP-1 Медный сплав с магнием обладает высокой проводимостью (63% Международного стандарта отожженной меди), высокой прочностью и отличными характеристиками термической ползучести. Типичное применение: клеммы, соединители, реле, пружины, переключатели, розетки и распределительные коробки. |
MAX251 | Max 251c — это медный сплав с отличным балансом твердости, пластичности и проводимости. Типичное применение: выводные рамки, автоматические выключатели, соединители, электрические пружины, контактные клеммы и зажимы предохранителей. |
| Руководство по медному сплаву | |
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8 Выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
Руководство по сварке меди и никеля — Shihang
Введение
Вы ищете способ сварки медно-никелевых труб?
Если да, то вы читаете правильное руководство по этому поводу.
Эта книга предоставит общий обзор процесса сварки и понимание операций сварки медно-никелевых сплавов.
Медно-никелевая сварка
Глава 1: Что такое медно-никелевая сварка?
Медь — металл; он оранжевого цвета, отличный проводник электричества и очень пластичный (мягкий) в чистом виде. Он используется во многих областях и содержится в большом количестве в земной коре, что упрощает его добычу.Таблица Менделеева — это медь.
Никель — переходный металл; он серебристо-желтого цвета, обладает высокой устойчивостью к коррозии, прочен и непрочен в чистом виде. Никель используется в качестве сплава при производстве металлов из-за его удивительных свойств, которые делают его сочетание с другими металлами основным фактором устойчивости сплава к коррозии. Идентификационный номер таблицы Менделеева никеля — Ni.
Медно-никелевые сплавы — удивительные сплавы, используемые для морской воды. Это означает, что они встречаются во многих средах, где требуется погружение труб и теплообменников под воду.
Готовые изделия для медно-никелевой сварки
Медно-никелевые сплавы существуют около 50 лет и первоначально использовались в морских трубопроводах. Со временем их применение было расширено за счет включения деталей на морских судах, в частности, в конденсаторах / теплообменниках на судах и используемых в опреснительных установках, на электростанциях и в морских системах пожаротушения, а также для защиты опор нефтегазовых платформ в зонах брызг.
Производство медно-никелевых сплавов не является сложным процессом, но требует высокой степени чистоты в процессе производства.Их легко обрабатывать, резать и обрабатывать, а также сваривать.
После сварки медно-никелевых труб, медно-никелевых фланцев, медно-никелевых трубных фитингов и других компонентов труб он может образовывать прочный медно-никелевый трубопровод, используемый в морской, морской и других отраслях промышленности.
В этой книге рассматривается процесс сварки и дается представление о различных типах сварочных процессов, которые используются для сварки сплавов медно-никелевого сплава.
Глава 2: Какие сплавы используются?
Морская служба использует два сорта медно-никелевых сплавов: 90-10, что означает, что 90% — это медь, а 10% — никель, или 70-30, что означает, что в нем только 70% меди и 30% никеля.
Основные различия между двумя сплавами:
- 70-30 — более прочный сплав и лучше сопротивляется потоку морской воды
- 90-10 дешевле из-за более низкого содержания никеля и обеспечивает хорошую службу сплава
Оба сплава будут содержать небольшие части железа и марганца, которые добавляются в процессе легирования для обеспечения дополнительной прочности и устойчивости к коррозии в морской воде.
Таблица 1. Стандарты двух сплавов,
| Сплав | ASTM / UNS | ISO | CEN |
| 90-10 | C70600 | CuNi10Fe1Mn | CW352H |
| C70620 * | |||
| 70-30 | C71500 | CuNi30Fe1Mn | CW354H |
| C71520 * |
ASTM, ISO и CEN являются синонимами международных организаций по стандартизации, которые определяют способ идентификации сплавов.
UNS Химический состав (%) сплавов 90-10 и 70-30 для сварки
В таблице 2 мы видим, как сварочные сплавы требуют ограничений для оптимизации прочности и производительности сварки. Единая система нумерации — это международная стандартная система нумерации, которая обеспечивает соответствие всех сплавов одним и тем же спецификациям. Это важно для компаний при покупке изделий из никелевых сплавов и сварочного оборудования, чтобы эти изделия не имели отклонений от допустимых диапазонов.
Таблица 2
| Сплав | УНС № | Cu Мин. | Ni | Fe | Мн Макс. | Zn Макс. | С Макс. | Пб Макс. | S Макс. | п. Макс. | Другое Макс. |
| 90-10 | C70620 | > 86,5 | 9-11 | 1–1,8 | 1,0 | 0,5 | 0,05 | 0,02 | 0,02 | 0,02 | 0,5 |
| 70-30 | C71520 | > 65,0 | 29-33 | 0.4-1 | 1,0 | 0,5 | 0,05 | 0,02 | 0,02 | 0,02 | 0,5 |
Здесь, в ShiHang, мы обеспечиваем полную поставку различных сплавов, вы можете просмотреть химический состав каждого из них по этой ссылке.
Типичные механические свойства отожженных медно-никелевых листов и пластин
Таблица 3 показывает, насколько медно-никелевые сплавы прочнее и устойчивее к коррозии, чем обычная медь, но из-за мягкости медь имеет меньшую прочность, чем стали.Их пластичность (способность передавать электричество), прочность и пластичность превосходны. Медно-никелевые сплавы не становятся хрупкими при низких температурах и даже сохраняют свою механическую прочность при криогенных (чрезвычайно замороженных) температурах. В Таблице 3 вы можете увидеть разницу в их механических характеристиках при комнатной температуре; они немного изменятся, когда температура окружающей среды будет ниже нуля.
Таблица 3
| Сплав | 0.2% Прочность Мин. | Предел прочности при растяжении Мин. | Относительное удлинение Мин. | Твердость |
| Н / мм 2 * | Н / мм 2 * | % | HV | |
| 90-10 | 100 | 300 | 30 | 90 |
| 70-30 | 120 | 350 | 35 | 100 |
| * 1Н / мм 2 | эквивалентно 145 фунтам на кв. Дюйм |
Типичные физические свойства никелевой меди и стали
В таблице 4 вы можете увидеть сравнение свойств сплава и простой углеродистой стали.Одна из основных характеристик, которую вы заметите, заключается в том, что медно-никелевые сплавы не являются магнитными. Их теплопередача (то, как тепло проходит через них) ниже, поэтому в сочетании с коэффициентом линейного расширения они менее подвержены растрескиванию из-за изменений температуры и давления.
Таблица 4
| Шт. | 90-10 | 70-30 | Углеродистая сталь | |
| Плотность | кг / дм 3 | 8.90 | 8,95 | 7,85 |
| Диапазон плавления | ° С | 1100-1145 | 1170-1240 | 1460-1490 |
| Удельная теплоемкость | Дж / кг · K | 377 | 377 | 485 |
| Теплопроводность | Вт / м · К | 40 | 29 | 50 |
| Коэффициент линейного расширения 10-300 ° C | 10 -6 / К | 17 | 16 | 12 |
| Удельное электрическое сопротивление при 20 o C | мкОм / см | 19 | 34 | 30 |
| Модуль упругости | ГПа | 135 | 152 | 210 |
| Модуль жесткости | ГПа | 50 | 56 | 81 |
Общая обработка
Как правило, чистота обязательна; Чрезвычайно важно обеспечить отсутствие загрязнений на участках производства и сварки медно-никелевых сплавов.не содержат загрязняющих веществ. Загрязнение изменит химическую структуру сплава, что может привести к растрескиванию и пористости, а также снизить коррозионную стойкость сплава.
Это означает, что изготовление, а также сварка должны выполняться только в медно-никелевой среде, и со всеми материалами необходимо обращаться осторожно, чтобы они не загрязнялись маслами, жидкостями и другими загрязняющими веществами, которые могут попадать на поверхность на ощупь.
При сварке смазка и краска должны быть очищены от всех поверхностей, а все следы и знаки от перманентных маркеров, карандашей и мелков должны быть удалены.Для правильной очистки поверхностей рекомендуется использовать щетку из нержавеющей стали. Шлифовальные диски должны быть из сплава и не заменять разные металлы.
Все отверстия в трубах должны быть защищены, чтобы предотвратить попадание в них загрязняющих веществ или покрытие поверхности перед сваркой.
В ShiHang мы обеспечиваем самую чистую и стерильную среду для всех ваших продуктов.
Чтобы сформировать простой медно-никелевый трубопровод, необходимы следующие компоненты:
- медно-никелевая труба
- медно-никелевые фланцы (семь основных типов медно-никелевых фланцев — составные фланцы с приварной горловиной, составные фланцы с горловиной, фланцы с приварной горловиной, фланцы с приварной горловиной, фланцы с приварной муфтой, фланцы с резьбой и глухие фланцы)
- Фитинги медно-никелевые под приварку встык (отвод, тройник, переходник, седла, заглушка)
После сварки они образуют легкую систему медно-никелевых труб.
Глава 3: Знакомство с различными типами сварки
Медно-никелевые сплавы легко свариваются. Благодаря сплавам сварщикам с простой металлической структурой не нужно предварительно нагревать поверхности или проводить какие-либо постсварочные обработки. Единственное основное требование — убедиться, что все свариваемые поверхности очищены от загрязнений.
Сварщики должны хорошо разбираться в применяемом процессе. Это означает, что ваши сварщики должны быть сертифицированы, иметь опыт и выполнять все необходимые предварительные требования к сварке.Во всех случаях для всех процедур должны быть подготовлены спецификации процедуры сварки (WPS). Это даст вам уверенность в том, что вы соответствуете требованиям страховых и инспекционных органов, которые регулируют и сертифицируют сварщиков.
Самым популярным видом медно-никелевой сварки является сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как процесс сварки вольфрамовой дугой в среде защитного газа (GTAW). Давайте посмотрим на четыре типа сварки и процесс пайки.
Независимо от того, какой метод сварки вы выберете, вам необходимо прихватывать поверхности, поскольку медно-никелевые сплавы имеют тенденцию к деформации.Это означает, что вам понадобится приспособление для ограничения движения свариваемых поверхностей. Эти приспособления называются прихваточными швами, они похожи на точечные сварные швы материала, и их необходимо располагать так, чтобы создать равномерный зазор между свариваемыми поверхностями.
Положение прихватки составляет примерно половину расстояния, используемого при обычной сварке. После того, как прихватки будут на месте, поверхности необходимо очистить стальной проволочной щеткой и удалить все загрязнения.
Проволока, используемая при медно-никелевой сварке, имеет толщину около 3 мм для оптимальных характеристик и имеет квадратную стыковую подготовку.Не выполняйте автогенную сварку, это приведет к образованию пористых сварных швов из-за структуры сплава, не содержащего раскислителей.
Если вы решите сваривать более толстым стержнем, вам нужно будет сделать V-образный скос на поверхности, этот скос будет около 70 °. Медно-никелевые сплавы не такие текучие, как углеродистая сталь, поэтому вам нужен более широкий угол для движения, добавьте к этому необходимость манипулировать расплавленным материалом с помощью медно-никелевых сварочных электродов, чтобы обеспечить хорошее сплавление с боковыми стенками.
Медно-никелевую сварку лучше всего выполнять вертикально вниз, это упрощает процесс и позволяет наносить больший объем материала вдоль сварного шва. В то время как для больших или сложных работ может потребоваться различное положение, для сборок следует использовать положение для сварки вниз.
Благодаря свойствам сплава, нет необходимости в предварительном нагреве поверхностей. Единственный раз, когда вы будете нагревать поверхность, — это убедиться, что она полностью высохла. Вам необходимо поддерживать температуру промежуточного прохода ниже 150 ° C, чтобы гарантировать отсутствие микротрещин.
Всегда храните материалы и работы в чистом месте. Убедитесь, что все они сухие, при необходимости нагрейте все поверхности и расходные материалы, чтобы просушить их перед использованием. Не позволяйте никому касаться поверхностей голыми руками, так как масла на коже могут вступить в реакцию с поверхностью. Перед началом сварки убедитесь, что вы хорошо проверили зону сварного шва. Оптимальная площадь, которая должна быть чистой, составляет 10 мм по обе стороны от зоны сварного шва.
- Ручная металлическая дуга (MMA или SMAW)
SMAW Сварка
Экранированная дуговая сварка (SMAW) также известна как ручная дуговая сварка металлическим электродом (MMA) при ручной дуговой сварке с использованием плавящегося электрода с флюсом.Он может быть положительным, отрицательным и использовать переменный ток.
Большинство стержней, подвергшихся воздействию влаги, не подлежат восстановлению.
Электродыобычно меньше, чем их аналоги из углеродистой стали, и сварщики должны учитывать это при рассмотрении ткачества. Манипуляционный электрод для плетения не должен превышать ширину электрода более чем в три раза.
Не используйте длинную дугу; это снизит качество сварного шва, что приведет к пористости в результате реакции сварного шва с атмосферой.
- Вольфрамовая дуга в защитном газе (TIG или GTAW)
Вольфрамовая дуга в защитном газе (TIG)
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка в инертном вольфрамовом газе (TIG), представляет собой дуговую сварку, при которой для сварки используется неплавящийся вольфрамовый электрод.
Основное различие между TIG и MMA заключается в универсальности отделения дуги от присадочного металла. Это обеспечивает большую гибкость и является преимуществом при сварке сложной формы.Это включает в себя стыки и / или когда требуется вставка корневых проходов в более толстые стыки. TIG — предпочтительный процесс сварки тонкостенных труб.
Вот несколько ключевых моментов при использовании TIG:
- Используйте защитный газ, например аргон, при выполнении корневого прохода сварного шва трубы
- аргон является предпочтительным защитным газом
- Используйте короткую дугу, которая позволит защитному газу защитить сварочную ванну.
Сварка TIG (GTAW) 90-10 Медно-никелевый сплав.Обратите внимание на перегородку для резервной подачи газа на стадии корневого прохода
- Металлическая дуга в защитном газе (MIG или GMAW)
Мы не будем вдаваться в подробности здесь, так как этот процесс требует больших капитальных затрат и на самом деле мало используется при переработке медно-никелевого сплава. В общем, разница между MIG и TIG заключается в оборудовании, используемом для выполнения действия, и в процессе распыления сплошного проволочного электрода. Опять же, поскольку эта система широко не используется, мы не будем здесь ее обсуждать.
Пайка не сварочная; это нанесение присадочного металла путем прямого расплавления на поверхность. По сути, вы держите паяльную горелку в одной руке, прутки для пайки медно-никелевым припоем металла в другой, а тепло от горелки расплавляет проволоку на поверхность, которую вы хотите соединить. Поскольку присадочные металлы представляют собой материал с более низкой температурой, чем две поверхности, которые он соединяет, эти поверхности не подвержены влиянию процесса, и металл действует как клей, а не становится частью самой поверхности.Пайка требует особой чистоты. Типы присадочного металла, используемого при пайке, включают:
- Медь
- Медно-серебряный
- Латунь
- Золото-серебро
- Серебро
- Никелевый сплав
Пайка также имеет несколько различных подходов, в том числе:
- Горелка для пайки
- Пайка погружением
- Печь для пайки
- Инфракрасная пайка
- Пайка в соляной ванне
- Индукционная пайка
- Экзотермическая пайка
- Пайка твердым припоем
Однако в нашей статье мы говорим только о стандартной факельной пайке.
Вы можете спросить, почему предпочитать пайку сварке или наоборот, вот причины для выбора одного из процессов.
- Размер в сборе
- Если у вас большая сборка, предпочтительнее использовать TIG. Это связано с тем, что пайка требует теплопередачи на более широкой площади, что может повлиять на производительность пайки больших узлов.
- Толщина металла
- Пайка является предпочтительным выбором для более тонких металлов.TIG учитывается, когда толщина металла составляет полдюйма или больше.
- Форма шарнира
- Линейные соединения лучше подходят для пайки, а точечные соединения более подходят для сварки TIG.
- Типы материалов
- При соединении двух разных материалов всегда предпочтительнее использовать пайку. Сварка может быть более дорогой и более сложной.
- Внешний вид
- При сварке часто получаются неровные валики, поэтому, если вы хотите получить лучший и более гладкий результат, используйте пайку.
Глава 4. Что такое сварочные материалы
При медно-никелевой сварке используется ряд расходных материалов, в том числе электроды с флюсовым покрытием и неизолированные провода. Эти изделия производятся в соответствии со спецификациями, соответствующими международным стандартам. Эти спецификации включают ряд различных составов, которые показаны в Таблице 5.
Таблица 5 — Технические характеристики сварочных материалов
| Сварочный процесс | Форма | Тип e | Спецификация AWS | BS Spec |
| ММА | с флюсовым покрытием | Cu-30% Ni | А5.6 ЭКЮ | В осадке |
| (SMAW) | электрод | |||
| 65% Ni-Cu | A5.11 ENiCu-7 | BS EN ISO 14172 | ||
| E Ni4060 | ||||
| TIG (GTAW) | Проволока в | Cu-30% Ni | А5.7 ЭРКУНИ | BS EN ISO 24373 |
| МИГ (GMAW) | прямой | S Cu 7158 | ||
| длины или катушки | 65% Ni-Cu | A5.14 ERNiCu-7 | BS EN ISO 18274 S Ni 4060 |
AWS — Американское общество сварки, BS — Британский институт стандартов
Медно-никелевые сварочные стержни
В большинстве случаев расходные детали изготавливаются по тем же характеристикам, что и целевые сплавы.Однако существуют различия в уровне коррозионной стойкости сплавов в диапазоне 90-10. Из-за более низкого качества сопротивления 90-10 лучше использовать 70-30 расходных медно-никелевых сварочных стержней. Как видно из таблицы 5, к расходным материалам добавляются дополнительные элементы, чтобы сделать их лучшими проводниками для сварки, пайки и обеспечить лучшее сопротивление после нанесения.
Обычно размеры медно-никелевых сварочных стержней соответствуют техническим характеристикам медно-никелевых труб.Стандартный размер сварочных стержней для медно-никелевой сварки TIG составляет 2,0 мм, 2,4 мм, 2,5 мм и 3,2 мм.
При сварке вместе различных металлов, например стали с медно-никелевым сплавом, расходные материалы будут содержать 65% никеля. Это используется для обеспечения более высокого растворения железа в стали во время сварки и предотвращения растрескивания.
Большинство расходных материалов содержат небольшие части титана, которые добавляются для обеспечения реакции с азотной и богатой кислородом атмосферой. Пористость после сварки обычно возникает из-за слишком длинной дуги во время сварки., плохая очистка поверхности, попадание влаги на сварной шов во время подготовки или при использовании грязных или влажных электродов.
Глава 5: Взгляд на послесварочную обработку
Одним из основных преимуществ медно-никелевой сварки является отсутствие необходимости в послесварочной термообработке поверхностей. Сварщику или отделочнику необходимо счистить все брызги с поверхностей, а также удалить весь шлак с стыков. Шлак накапливается во время ручных дуговых процессов. Лучше всего очищать шлак щеткой из нержавеющей стали или вращающимся лепестковым колесом.
При окончании сварного шва лучше всего изменить направление электрода, чтобы переплавить начальные точки или кратер, обнаруженный в конце цикла. Между прогонами сварщик должен удалять весь шлак и другие загрязнения, очищая поверхность щеткой из нержавеющей стали.
- 5.1. Процесс контроля сварки
Все сварные соединения следует проверять на предмет дефектов визуально; к ним относятся несоответствующие контуры сварных швов, трещины, подрезы, неплавление и проплавление.
Следующая проверка должна быть проведена с помощью жидкого пенетранта красителя, который может помочь обнаружить любые поверхностные дефекты и пористость.
Третья и более важная инспекция будет использовать радиографию для частей, которые будут отправлены в глубокие воды и считаются чрезвычайно уязвимыми и / или критическими.
- 5.2. Общие сведения об испытаниях на изгиб
Испытание на изгиб — это процесс, при котором сварной шов подвергают нагрузке для подтверждения его качества. Сварной шов представляет собой металлическую полосу, которая была «приклеена» к другой металлической полосе с использованием аналогичного или идентичного материала; это пайка.Или сварка — это когда две поверхности были сплавлены вместе с помощью тепла и одного и того же материала, это дуговая сварка. Испытание на изгиб — это когда две полосы металла сплавлены или склеены, а затем согнуты вдоль сварного шва, чтобы проверить, остается ли сварной шов нетронутым. Испытание также показывает, сохраняет ли зона термического влияния (HAZ) основные механические свойства металлов.
Есть два испытания на изгиб, которые выполняет инспектор по качеству.
Испытание образца на продольный изгиб проводят.Этот тест извлекается в продольном направлении образца. Испытание на продольное растяжение является предпочтительным испытанием на растяжение, выполняемым на сварных швах из медно-никелевого сплава
.Менее популярное испытание на поперечное растяжение выполняется для измерения прочности на поперечное растяжение, предела текучести, предела текучести, удлинения и уменьшения площади. Прочность на поперечное растяжение является очень важным механическим свойством при расчете напряжений в трубах и кольце.
- 5.3. Соответствующие механические свойства
Испытания на изгиб используются для проверки механических свойств двух сваренных вместе деталей.В некоторых случаях прочность сварного шва может превосходить прочность свариваемых вместе объектов. Эта проблема возникает, если сварочный материал не меньше или не идентичен характеристикам основного материала.
Большинство тестов ищут то, что основной металл прочнее сварного шва, но не слишком сильно. Сварной шов должен очень точно соответствовать механическим свойствам основного металла. Во многих случаях это не проблема, но с глубоководными сварными швами и объектами, которые подвергаются экстремальным нагрузкам из-за давления, тепла или холода, сварной шов не должен существенно отличаться.В противном случае они треснут.
Поскольку при медно-никелевой сварке обычно используется металл сварного шва, отличный от основного металла, например 70-30 с 90-10, продольные испытания являются обязательными.
Глава 6: Контрольный список для медно-никелевой сварки
Сварка медь-никель требует соблюдения стандартов и высокой чистоты; это важно всегда гарантировать. Вот базовый контрольный список, выполняемый для всех сварочных процессов.
- Закупайте основные материалы (медно-никелевые сплавы) только у надежного поставщика, который соответствует международным стандартам.
- Убедитесь, что ваша координация и производственная площадка поддерживают высочайший уровень чистоты, чтобы обеспечить чистую среду для всей цепочки поставок и производственного процесса.
- Рекомендуется использовать медно-никелевые расходные материалы 70-30 для всех сварных швов, включая медно-никелевые 90-10 и 70-30
- При сварке стали с медью-никелем используйте расходные материалы никель-медь с 65% содержанием меди.
- Убедитесь, что вы не превышаете максимальные пределы напряжений для сплавов.
- Старайтесь избегать образования концентраторов напряжений, таких как изгибы под острым углом в трубопроводных системах
- Не используйте загрязненную воду или другие загрязненные источники воды во время процесса сварки.
- Если требуется дополнительная защита, добавьте сульфат железа.
- Если требуется высокая устойчивость к биологическому обрастанию, электрически изолируйте никель-медь от менее благородных сплавов.
Выводы
Медно-никелевые сплавы или мельхиор известны человеку более тысячи лет. Первоначально он был известен китайцам как белая медь еще в третьем веке до нашей эры. Сплав белый, несмотря на высокое содержание меди. Сплав 70-30 широко использовался до 1950-х годов, однако с накопленными годами его использования и научным методом, используемым в современном мире, было обнаружено, что сплав 90-10 лучше подходит для целей морской воды.
Медно-никелевые сплавы сегодня сваривают почти так же, как 50 лет назад. Технологическое разнообразие флюсов и машин увеличилось, но сплав и его применение остались прежними.
Как и в случае с любым другим сплавом и металлом, сварщики должны пройти обучение, чтобы эффективно работать с этим сплавом. Из-за обилия обшивки платформы нефтяной вышки, а также подводных трубопроводов, гипербарическая сварка обычно используется как форма сварки под водой. Понимание природы металла в любой среде является важным фактором успешной сварки, и отличных сварщиков можно найти в самых необычных местах.
Источники
- Медно-никелевые сплавы: свойства и применение. Публикация NiDI / CDA TN 30.1982
- 90-10 Медно-никелевый сплав. Публикация CDA № 118. 1997
- Технические характеристики сплавов 90/10 и 70/30. Публикация CDA TN 31.1982
- Руководство по использованию медных сплавов в морской воде. Тутхилл. Публикация Института никеля 12003
- Применение медно-никелевых сплавов в морских системах. Технический отчет (сборник) можно получить в CDA Inc
- Коррозия меди и ее сплавов: Практическое руководство для инженеров.Роджер Фрэнсис. NACE International. 2010
- Медные сплавы для морской среды. Публикация АКД № 206. 2012
- Соединение медно-никелевых сплавов. Технический отчет семинара R E CDA Inc 7044-1919. Применение медно-никелевых сплавов в морских системах. 1992
- Паяные медно-никелевые трубопроводные системы. CDA Inc Application Data Sheet 701/5
- Сварка стали с медно-никелевым покрытием. CDA Inc Application Data Sheet
- Copper Advantage: Руководство по работе с медью и медными сплавами. Публикация
- Copper Development Association Inc. 2010.
- Сварка Технические аспекты сварки медно-никелевых сплавов, Г. Ван Дайк, Дж. К. Торнби и Х. де Врис, Rev. Soudure Lastijdschrift, 1976, № 3, стр. 133 — 140 и стр. 157 168
- Руководство INCO по сварке медно-никелевых сплавов, INCO Pub. № 4441/178, 1979
- Сварка твердой и плакированной пластины из медно-никелевого сплава, М. Прагер, Л. К. Кей и Э. В. Тиле, 60-е ежегодное собрание AWS, Детройт, апрель 1979 г., Welding Journal, май 77, сентябрь.78 и июль 79 (технический отчет CDA Inc., США)
- Сварочные изделия для медно-никелевых сплавов, Henry Wiggin & Co Ltd.