Как соединить многожильные провода между собой: пайка, сварка, опрессовка
Очень часто монтаж современной электропроводки производится гибким многожильным проводом. Выполнить его одним куском кабеля невозможно, а место соединений и ответвлений проводов выходит из строя чаще всего. Поэтому важно произвести соединение многожильных проводов самым надёжным способом, обеспечивающим надёжный контакт и длительную безаварийную работу электропроводки.
Где используются многожильные провода
Все многожильные провода, по определению состоят из нескольких более тонких проводников. Благодаря этому такие кабеля отличаются повышенной гибкостью и способностью выдерживать большее количество перегибов по сравнению с одножильными проводами.
Эти качества определяют сферу применения таких кабелей:
- изготовление удлинителей;
- подключение бытовой техники;
- протягивание проводов в трубах через большое количество изгибов;
- автомобильная проводка;
- монтаж светильников.

| Информация! Несмотря на простоту монтажа, производители кабельно-проводниковой продукции не рекомендуют применение кабелей ПВС и ШВВП для монтажа электропроводки. |
Как соединить многожильные провода между собой
При проведении электромонтажных работ многожильными кабелями для соединения и выполнения ответвлений используются различные способы соединения. Некоторые из них являются универсальными, другие допускается использовать только в отдельных ситуациях.
Скрутка многожильных проводов
Самым простым способом соединить провода — это скрутка. Такое соединение многожильных проводов производится без применения дополнительных элементов при помощи обычных плоскогубцев. В период использования для монтажа электропроводки одножильных алюминиевых проводов сечением 2,5мм² это был основной метод соединения.
Сейчас согласно ПУЭ п.2.1.21 она не входит в перечень способов соединения. Это связано с тем, что многожильные провода мягче одножильных и не обеспечивают надёжный контакт проводов между собой, особенно плохой контакт получается при соединении скруткой одножильных и многожильных токопроводящих жил.
Это связано с тем, что многожильные провода мягче одножильных и не обеспечивают надёжный контакт проводов между собой, особенно плохой контакт получается при соединении скруткой одножильных и многожильных токопроводящих жил.
Несмотря на недостатки этого способа, он широко применяется для временного сращивания кабелей между собой, а так же как промежуточный, перед пайкой или сваркой проводов. Перед тем, как соединить многожильные провода между собой, конец кабеля необходимо освободить от оболочки, а отдельные провода от изоляции на длину, достаточную для скручивания жил
.Существует несколько типов скрутки:
- Параллельная. При этом виде соединений провода складываются параллельно и зачищенные концы проводов обвивают друг друга. Скрутка получается достаточно прочная, но грубая, намного больше диаметра соединяемого провода.
- Встречно-параллельная. В этом случае провода располагаются навстречу друг другу, зачищенные концы укладываются внахлёст. Такая скрутка имеет небольшой диаметр и аккуратный внешний вид, но отличается низкой прочностью на разрыв.
- Подключение к одножильному кабелю. При этом многожильный провод накручивается на 1/2 длины зачищенного конца жёсткого проводника, после чего он сгибается и прижимает жилы гибкого кабеля.
- Навивка. Используется при выполнении ответвления от основного проводника. Для этого главная жила на небольшом участке освобождается от изоляции и на неё «навивается» присоединяемый провод. При необходимости подключиться к нескольким жилам в кабеле места соединений необходимо располагать со сдвигом.
 Такая скрутка имеет небольшой диаметр и аккуратный внешний вид, но отличается низкой прочностью на разрыв.
Такая скрутка имеет небольшой диаметр и аккуратный внешний вид, но отличается низкой прочностью на разрыв.
| Важно! Для обеспечения надёжного контакта длина скрутки должна быть не менее трёх витков. |
Соединение опресовкой
Один из самых надёжных способов соединить многожильные кабеля — опрессование. Для этого зачищенные концы проводов необходимо вставить в монтажные гильзы и обжать специальными опрессовочными клещами или многофункциональным инструментом. При этом гильза деформируется и плотно сжимает провод. Соединение многожильных проводов опрессованием используется в переходных коробках и распредшкафах.
При этом гильза деформируется и плотно сжимает провод. Соединение многожильных проводов опрессованием используется в переходных коробках и распредшкафах.
Промышленность выпускает разные типы монтажных гильз:
- Гильзы соединительные. Самые простые устройства, после опрессования их необходимо изолировать при помощи изоленты или термоусадочной трубки.
- Гильзы с термоусадкой. Более продвинутая модель. Внутри гильзы находится герметик, препятствующий проникновению влаги, снаружи находится термоусадочная трубка. После опрессовывания герметик запечатывает место соединения, а термоусадка изолирует гильзу.
Существуют и другие виды гильз, предназначенные для различных условий и видов кабелей.
Соединение с помощью сварки
Самый надёжный способ соединения медных проводов. Чаще применяется для одножильных проводов, но может использоваться так же для соединения многожильных проводов между собой или для соединения одножильных и многожильных токопроводящих жил. Во время сваривания концов кабелей жилы сплавляются в одно целое, что обеспечивает надёжный контакт.
Во время сваривания концов кабелей жилы сплавляются в одно целое, что обеспечивает надёжный контакт.
Для соединения используется понижающий трансформатор или инверторный сварочный аппарат, а так же специальный угольный электрод. Допускатся использовать графитную щётку от электродвигателя большой мощности.
Работы выполняются в следующей последовательности:
- 1. Зачистить концы проводов и сделать параллельную скрутку. Обрезать конец скрученного пучка проводников.
- 2. Подключить один из выводов сварочного трансформатора к зачищенным концам кабелей. Он присоединяется возле изолированной части проводов.
- 3. Угольным электродом, зажатым в держатель сварочника, свариваются концы проводов. Признаком качественно выполненного соединения является капля металла на конце скрутки и отсутствие отдельно торчащих проводков.
Важно! Во время работы необходимо использовать средства индивидуальной защиты — рукавицы и сварочную маску (щиток). |
Соединение многожильных проводов пайкой
Такое соединение получается достаточно прочным и долговечным. Оно используется для удлинения кабелей и выполнения ответвлений. В переходных коробках и щитках пайка проводов применяется редко из-за недостатка места, здесь целесообразнее выполнить соединение другими способами.
Для пайки необходимы канифоль (флюс) и оловянно-свинцовый припой. Сама пайка выполняется паяльником:
- 1. Перед пайкой необходимо скрутить концы проводов. Лучше использовать встречно-параллельную скрутку, она получается тоньше и имеет более привлекательный внешний вид.
- 2. Нагреть провод паяльником и погрузить в канифоль. Нужно, чтобы флюс полностью пропитал скрутку.
- 3. Нанести припой на жало паяльника и перенести его на скрутку. При необходимости операцию повторяют или используют паяльную проволоку.
- 4. Прогреть скрутку до полного пропитывания её припоем.

| Важно! Использовать вместо канифоли ортофосфорную кислоту нельзя. Её пары проникают внутрь кабеля, под изолирующую оболочку и разрушают токопроводящую жилу. |
Соединение многожильных проводов зажимами
Отдельным пунктом следует отметить соединение многожильных проводов прижатием токопроводящих жил друг к другу или к дополнительному элементу. Как правило, это разборные соединения, для выполнения которых достаточно иметь под рукой отвёртку и пассатижи. Чтобы жилы не повреждались при затягивании винтом ОБЯЗАТЕЛЬНО применение наконечников НШВИ.
Самозажимной клемник WAGO
Это современный удобный способ соединить между собой провода всех типов сечением до 6мм². Контакт разных проводов осуществляется за счёт прижатия концов проводников к лужёной шинке пружинными пластинками. Для подключения зачищенный конец провода необходимо вставить в специальное отверстие. В зависимости от модели самозажимные клеммы предназначены для соединения различного количества проводов — от 2 до 6.
В зависимости от модели самозажимные клеммы предназначены для соединения различного количества проводов — от 2 до 6.
Каждая клемма является отдельным полюсом, а все провода в ней соединены между собой.
Такие клеммники есть двух видов:
- Одноразовые. Прижатие и фиксация проводника происходит при его вдвигании внутрь клеммы. Отключение проводов конструкцией не предусмотрено.
- Многоразовые. В этих элементах прижатие провода происводится опусканием рычажка. Для отключения проводника рычажок необходимо поднять вверх и вынуть провод из клеммы.
Клеммная колодка
Самым простым и дешёвым способом соединить два провода являются полиэтиленовые клеммные колодки. Они состоят из нескольких изолированных элементов, внутри каждого из которых находится латунная трубка. При необходимости клеммник разрезается на куски из необходимого числа клемм.
В латунную трубку вкручиваются два винта, прижимающих вставленные в клеммник провода. Конструкция клеммника предназначена для подключения только одножильных проводов, поэтому на концы многожильных кабелей необходимо напрессовать наконечники типа НШВИ (КВТ).
Клеммники на пластиковых колодках
Это универсальные соединители, контактным элементом которых является стальная пластика с двумя болтами, по одному с каждой стороны клеммника.
Подключение кабеля к клеммам производится прижатием болтом с квадратной шайбой. Для подключения болт отпускается, зачищенный конец провода подсовывается под шайбу и прижимается болтом.
Под каждую из шайб допускается вставлять только два проводника одинакового сечения и типа — одножильные или многожильные.
Болтовое соединение
Раньше этот метод был широко распространён, сейчас из-за появления других соединительных элементов болтовое соединение применяется редко, но его использование может помочь при отсутствии клеммника и необходимости срочно соединить несколько проводов.
Для болтового соединения необходимо скрутить концы проводов кольцами, надеть на болт и зажать между двумя шайбами. При большом количестве проводов между некоторыми из них устанавливаются дополнительные шайбы. Они так же необходимы при соединении проводов разного типа и сечения.
Они так же необходимы при соединении проводов разного типа и сечения.
Вывод
Современны гибкие кабеля более удобные и надёжные, чем старые одножильные, но требуют особого подхода при соединении. Поэтому знание того, как соединить многожильный провод, необходимо при монтаже электропроводки, а так же подключении светильников и других электроприборов.
Похожие материалы на сайте:
- Допускается ли соединять медный и алюминиевый провод
- ЗАПРЕЩЕННЫЙ провод ПУНП
- Как рассчитать сечение многожильного провода
Микросварка медных проводников на аппарате Orion 200i2 — ООО «Фабмикро», г. Тюмень
06 мая 2017, 6847, автор: Залата Руслан
О пользе микросварочного аппарата в нашей лаборатории сборки и тестирования РЭА я давно собирался написать заметку, но все как-то не было повода. Недавно такой повод подвернулся — человек на форуме посвященному вопросам сборки и монтажа РЭУ попросил показать фотографии сварных узлов с участием многожильного медного провода.
Немного о сварочном аппарате
Год назад, для нужд производства мы приобрели микросварочный аппарат Orion 200i2 производства североамериканской фирмы Sunstone. Аппарат этот представляет из себя моноблок установленный на штативе вместе с бинокурярным микроскопом. В моноблоке располагается непосредственно сам сварочный инвертор малой мощности (до 200 Вт), программный регулятор расхода газа и микропроцессорный блок управления с емкостным сенсорным экраном. К моноблоку подключается блок питания 220В, источник инертного газа (Аргон) 2-2.5 атм, сварочные приспособы — различные медные клещи, зажимы и т.п., а так же стилус. В больших сварочных аппаратах этот инструмент называют горелкой, но в Орионе он выполнен в виде «карандаша» в который ставляется электрод из тугоплавкого металла (Вольфрама) и через который производится подача инертного газа в место сварки. Как многие уже догадались, сварка ведется тугоплавким электродом в среде инертного газа (TIG), импульсами тока, частота и форма которых выбирается сварщиком.
Аппарат Orion 200i2 позволяет вести сварку в двух режимах — «точечный» или «прихватом». В точечном режиме сварка ведется с помощью стилуса. Внутри стилуса находится электромагнитный шток который втягивает электрод каждый раз через некоторое время после подачи импульса тока, что автоматически убирает электрод из места сварки, таким образом уменьшая вероятность прилипания электрода к свариваемым деталям. Инициация дуги производится либо автоматически — по детектированию контакта электрода с деталью, либо по нажатию педали. Сварка «прихватом» ведется спомощью клещей или зажимов которыми сжимают две свариваемые детали и подают импульс. В данном случае инертный раз не подается, а дуга образуется на внутренних поверхностях контактирующих между собой свариваемых деталей. Используя тот или иной метод мы полностью закрываем потребности нашего производства в сварке.
Функционирует Orion 200i2 под управлением ОС Android, т.е. пользователю предоставляется графический интерфейс в соответствии с мировыми тенденциями — несколько графических экранов в которых нажимая пальцем на экран или перемещая скроллеры можно задать форму импульсов, длительность сделования импульсов, максимальную отдаваемую мощьность и ряд прочих параметов смысл которых для нас до сих пор не ясен. Тут же находятся обучающие видеоролики, посмотрев которые можно попытаться понять какие изначальные параметры лучше всего подходят для конкретной задачи.
Тут же находятся обучающие видеоролики, посмотрев которые можно попытаться понять какие изначальные параметры лучше всего подходят для конкретной задачи.
Не сильно ошибусь, если скажу что сваривает аппарат все металлы температура плавления которых ниже температуры плавления электрода. В том числе, все виды стали (в том числе нержавейка с сысоким содержанием хрома), цветные металлы (алюминий, медь, свинец, олово), их сплавы (бронза, латунь), драгоценные металлы (золото, серебро) — это лишь то, что нам уже довелось опробовать.
Из недостатков Orion 200i2 могу выделить следующие
Емкостной сенсорный экран. Работа сварщика как правило ведется в перчатках или в защитных рукавицах. Тут не нужно быть академиком что бы догадаться, что эмкостной экран для таких задач совершенно не пригоден. Для тех, кто не понимает в чем суть проблемы — поясню. Емкостные экраны (это как у большинства современных смартфонов) не работаю от прикосновения предметов, т.е. в перчатках работать с ним нельзя. Так как процесс сварки всегда требует регулировки параметров, то постоянно приходится снимать перчатки и одевать их обратно. Меня это просто высаживает. Проблема решилась бы заменой емкостного экрана на резистивный — как у большинства современных промышленных изделий. Я пытался донести эту мысль разработчикам, но меня совершенно не поняли и не оценили.
Так как процесс сварки всегда требует регулировки параметров, то постоянно приходится снимать перчатки и одевать их обратно. Меня это просто высаживает. Проблема решилась бы заменой емкостного экрана на резистивный — как у большинства современных промышленных изделий. Я пытался донести эту мысль разработчикам, но меня совершенно не поняли и не оценили.
Другой недостаток — слабый микроскоп. Даже микроскопом это приспособление назвать сложно, это что-то типа увеличительного стекла с двумя окулярами. Кратность увеличения — всего 5X. Регулировка кратности отсутствует. Нет камеры. В любом магазине радиотоваров лежат китайские цифровые микроскопы кратностью до 200X со встроеной цветной камерой по цене до $100. Почему разработчики Ориона не снабдили свой аппарат таким вот дешевым микроскопом я понять не могу.
Еще одним недостатком является цена. Сейчас уже точно не вспомню, но отдали мы за него что-то порядка $10,000.
Во всех остальных отношениях аппарат годный и очень полезный.
Как мы используем микросварку
Говорить об использовании микросварки в производственном процессе компании которая занимается разработкой и сборкой радиоэлектронных устройств можно говорить много и долго. Приведу лишь парочки примеров того, что мы уже освоили.
1. Сварка медных проводников при ремонте обмоток трансформаторов, а так же при оконечивании трансформаторов.
2. Приваривание медных проводников к выводам при изготовлении разъемов.
3. Приваривание стальных выводов или медных проводников к клеммам аккумуляторных или батарейных элементов питания (AA, AAA и любые другие).
4. Изготовление крепежных конструкций, крепежных элементов и радиоэкранов.
5. Монтаж радиоэкранов и крепежных элементов на платах РЭА.
6. Приваривание медных проводников к медным или латунным клеммам, к болтам или гайкам.
7. Изготовление корпусов для РЭА , а так же различных боксов из нержавейки для всего что нужно в хозяйстве.
8. Ремонт половников. Недавно дома сломалось любимое ситечко для заварки чая — отвалился крепежный элемент. Приварил его обратно на Орионе за 3 минуты.
Недавно дома сломалось любимое ситечко для заварки чая — отвалился крепежный элемент. Приварил его обратно на Орионе за 3 минуты.
Сварка медных проводов
Теперь о том с чего собственно началась эта заметка. Листая форум по электронике мне попался пост одно участника форума который вопрошал про ультрозвуковую сварку медных проводов и приварке их к плоским поверхностям. Я тут же вспомнил про нашу микросварку и решил быстренько сделать пару демонстрационных сварных изделий, по ходу дела фотографируя и записывая видео. Вот что получилось.
Ниже на снимке приведен результа сварки медного многожильного провода AWG 22 (0.35мм2) к плоской поверхности — электротехническая сталь 0.4мм. Правая фото — сразу после сварки. Левая — после очистки стекловолоконной щеткой. На каждый проводник было сделано по одной точке сварки, мощность импульса — 25Вт.
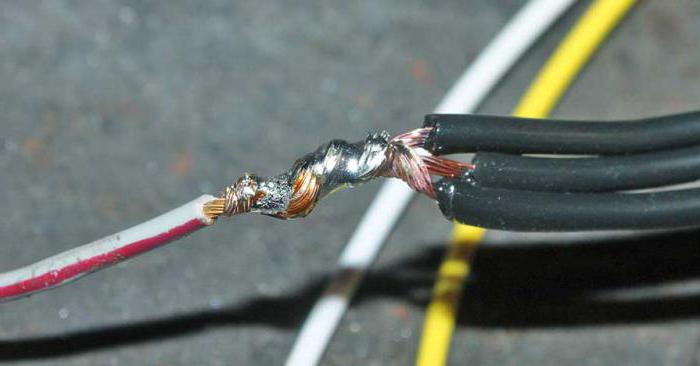
Вот так выглядит сварное соединение двух медных многожильных проводников методом «стык в стык». Одна точка мощностью 15 Вт.
Сварка двух медных многожильных проводников методом скрутки и обварки с двух сторон. Всего шесть точек, каждая мощностью импульса по 15 Вт.
Известно, что провода обжатые в медных клеммах со временем могут потерять токопроводные свойста по причине окисления контактирующих поверхностей (проводника и клеммы), особенно при эксплуатации в суровых условиях (например, на морских или речных судах). Что бы избежать потери контакта, соединение нужно делать паечным или сварным. Сварное соединение имеет ряд преимуществ перед паечным, в частности — менее подверженно разрушению при перепадах температур (тепловая деформация) и вибрации. Вот так выгладит оконеченный медный провод сечением 6 мм2 в медной клемме. Провод обжат и обварен по периметру.
В конце хотелось бы заметить следующее. Расплав меди имеет повышенную текучесть сравнивая с той же сталью. По этому, что бы добиться качественного сварного соединения нужен некоторый опыт и сноровка. В частности, требуется поиграть параметрами мощности и формой импульса. На приведенных выше снимках демонстрационных изделий качество сварного соединения могло быть существенно лучше будь у меня чуть больше времени.
На приведенных выше снимках демонстрационных изделий качество сварного соединения могло быть существенно лучше будь у меня чуть больше времени.
И в заключении, видео снятое на телефон. Заранее приношу свои извинения за качество съемки. Держать одной рукой телефон, а другой варить, при этом сидя в сварочной каске — несколько необычное для меня занятие. 🙂
Как соединить многожильный и одножильный медный провод: мягкий и жесткий
Для подключения электроприборов применяются кабеля разных типов, в том числе одножильные (жёсткие) и многожильные (гибкие). При этом не всегда есть возможность использовать целый кусок провода.
В этом случае токоведущие жилы необходимо соединять между собой, но не всегда электропроводка удлиняется кабелем того типа, который уже проложен. В этой статье рассказывается о том, как соединить многожильный и одножильный медный провод способами, гарантирующими надёжный контакт и большой срок службы.
Чем опасен плохой контакт при соединении
Для надёжного соединения проводов площадь контакта должна быть не меньше, чем сечение токопроводящих жил. Использование методов соединения, не соответствующих требованиям ПУЭ, приводит к перегреву места контакта токопроводящих жил и частичному его разрушению. В результате площадь прикосновения уменьшается, а температура соединения растёт, что ускоряет процесс.
Использование методов соединения, не соответствующих требованиям ПУЭ, приводит к перегреву места контакта токопроводящих жил и частичному его разрушению. В результате площадь прикосновения уменьшается, а температура соединения растёт, что ускоряет процесс.
Плохое соединение многожильного и одножильного проводов может привести к нагреву места контакта, разрушению изоляции и короткому замыканию. Этот процесс происходит не мгновенно и проявляет себя изменением цвета изоляции, что позволяет обнаружить его при визуальном осмотре.
Если вовремя не устранить неисправность, то изоляция может загореться и зажечь расположенные ряжом провода, особенно если с целью экономии денег были использованы кабеля с обычной, а не с негорючей оболочкой, имеющей маркировку «нг».
Допустимые соединения проводов согласно ПУЭ
В «библии» электромонтёров — Правилах Устройства Электроустановок указаны виды соединений проводов, которые разрешается использовать при монтаже и ремонте электропроводки и оборудования.
Согласно ПУЭ п.2.1.21 это опрессовка, сварка, пайка и различные виды прижимных устройств (болты, клеммники и т.п.). Именно эти способы обеспечивают надёжный долговечный контакт.
Скрутка в этом нормативном документе не указана, следовательно, её использование не допускается. Раньше, когда бытовая электропроводка выполнялась алюминиевым проводом сечением 2,5мм², основным способом соединения проводов была именно скрутка, но сейчас с увеличением видов проводов и кабелей она не обеспечивает надёжного контакта.
Особенно плохой результат получается при соединении одножильных и многожильных проводников.
Почему скрутка не лучший вариант
Надёжность и качество соединения двух проводов зависит от площади контакта между ними. Алюминий, из которого изготавливались провода для электропроводки в советское время, достаточно пластичный металл и при скручивании концов алюминиевых токоведущих жил они деформируются.
Это делает площадь контакта больше, что уменьшает нагрев соединения и увеличивает срок службы скрутки.
Медь более жёсткая и для её деформации необходимо приложить бОльшие усилия, поэтому медные провода в скрутке имеют меньшую площадь контакта.
В результате соединение при протекании электрического тока начинает нагреваться, а при его отсутствии остывать. Такие циклы нагрев-остывание сопровождаются тепловым расширением и сжатием, что ослабляет скрутку, провода в которой кроме собственной упругости ничем не прижимаются друг к другу. Ослабленная скрутка нагревается ещё сильнее, что ускоряет процесс разрушения до полного выхода из строя.
Поэтому скрутку допускается применять только в качестве промежуточного этапа перед пайкой или сваркой. В других случаях для соединения проводов необходимо использовать другие способы сращивания.
Способы соединения одножильного и многожильного провода
Существует много способов, как соединить многожильный и одножильный медный провод. В этой статье рассматриваются методы соединения кабелей сечением до 16, в крайнем случае, до 25мм². В остальных случаях необходимо использовать другие методы.
В остальных случаях необходимо использовать другие методы.
Клеммные колодки
Это классический метод соединения проводов. Этим способом соединяются провода разного сечения и изготовленные из различных материалов. Чаще всего клеммы на клеммной колодке состоят из диэлектрического основания и металлической, обычно стальной пластины.
В краях пластины имеются отверстия с резьбой, в которые вкручиваются винты. Эти винты при помощи шайб прижимают провода к соединительной пластине, обеспечивая надёжный контакт.
На клеммной колодке может находиться любое количество клемм, разделённых диэлектрическими перегородками. В зависимости от модели клеммник может накрываться прозрачной крышкой и устанавливаться на панель или DIN-рейку. Кстати к одним из видов таких колодок являются кросс-модули, которые устанавливаются в электрощитах.
Вместо пластины может использоваться латунная трубка. Провода вставляются внутрь трубки и прижимаются винтами. Для того чтобы не повредить жилы в многожильном кабеле при использовании такого клеммника на концы проводов необходимо напрессовывать наконечники НШВИ.
Болтовое соединение
Одним из самых простых способов, как соединить одножильный и многожильный провод, является болтовое соединение. Для этого достаточно иметь болт М3-М8, три шайбы и гайку, что позволяет соединять между собой кабеля любых видов и из разных материалов в самых разнообразных условиях.
Это соединение выполняется в следующей последовательности:
- 1. Зачистить концы проводов. Длина оголённой части должна быть достаточна для того, чтобы сделать кольцо, соответствующее диаметру болта.
- 2. Сделать кольцо на концах соединяемых проводов. Для более точного соблюдения размеров и формы колец следует использовать круглогубцы или болт.
- 3. Надеть на болт все элементы соединения — шайбу, первый провод, вторую шайбу, второй провод, третью шайбу и накрутить гайку. При увеличении числа проводов соответственно увеличивается количество шайб.
- 4. Собранное соединение зажимается гаечным ключом или пассатижами. При необходимости сверху надевается термоизолирующая трубка или наматывается изолента.

Конструкция получается достаточно больших размеров, что ограничивает её применение.
Соединительные сжимы типа «ОРЕХ»
Эти устройства для соединения проводов позволяют производить подключение ответвления к магистральному кабелю, не разрезая его. Контактная часть сжима состоит из трёх квадратных пластин, соединённых по углам болтами.
Средняя пластинка плоская, в крайних имеется углубление, прижимающее провод к центральной пластине. Собранный соединитель помещается в разборный пластиковый корпус. Выбор модели производится в зависимости от сечения проводов.
Для производства подключения необходимо:
- 1. срезать наружную оболочку с магистрального кабеля, развести провода в стороны и зачистить их на длину, позволяющую прижать токопроводящую жилу соединителем;
- 2. аналогичным образом подготовить подключаемый кабель;
- 3. выкрутить болты, соединяющие пластины между собой;
- 4. собрать соединитель вместе с проводами;
- 5. наживить болты, поправить токопроводящие жилы и зажать пластины;
- 6. собрать корпус.
 наживить болты, поправить токопроводящие жилы и зажать пластины;
наживить болты, поправить токопроводящие жилы и зажать пластины;
| Важно! Перед производством подключений отключить магистраль согласно правилам ПТБЭЭП. |
Пружинные клеммы
Это новый вид соединителей, сочетающий надёжность клеммников и простоту скруток. Все провода в клемме соединены между собой, поэтому для каждой группы проводников (ноль, фаза или заземление) используется отдельная конструкция.
Эти устройства в магазинах известны под названием «клеммники WAGO». Контакт обеспечивается прижатием зачищенных концов кабелей к стальной пластине, поэтому такие клеммы согласно классификации ПУЭ можно отнести к «сжимам». В зависимости от модели устройства могут быть предназначены для разного количества проводов — от 2 до 6.
Есть два вида соединителей, отличающихся способом подключения проводников:
- Одноразовые. В этих клеммах провода вставляются в специальные отверстия и прижимаются пружинной пластинкой.
- Многоразовые. Прижатие токопроводящих жил производится откидным рычажком.

| Важно! При подключении клемм WAGO нельзя превышать допустимые токовые нагрузки, указанные на корпусе устройства. |
Сварка проводов
Этот способ больше подходит для соединения медных одножильных проводов, но его допускается использовать также для многожильных кабелей. Метод заключается в расплавлении конца скрутки графитным электродом и сваривании всех жил в одно целое.
Сварка проводов является достаточно сложным процессом, но обеспечивает надёжный контакт.
Для сварки нужно следующие материалы и инструменты
- сварочный аппарат, лучше использовать инвернор с регулировкой сварочного тока;
- графитовый электрод, можно взять щётку от электродвигателя большой мощности;
- плоскогубцы или бокорезы;
- средства индивидуальной защиты — маска и рукавицы;
- термоусадочная трубка или изолента.

Для надёжного соединения необходимо:
- 1. зачистить концы соединяемых кабелей на длину 5-7см;
- 2. сложить провода параллельно и сделать скрутку;
- 3. бокорезами подрезать и выровнять концы проводов;
- 4. присоединить один из кабелей сварочного аппарата к скрутке возле изоляции;
- 5. зажать в держатель графитовый электрод;
- 6. расплавить конец скрутки;
- 7. заизолировать оголённые концы проводов.
| Совет! При соединении многожильных проводов с одножильными вначале свариваются многожильные кабеля, после чего они привариваются к одножильным. Качественное соединение имеет вид шарика без торчащих в стороны жилок. |
Соединение пайкой
Одним из самых надёжных способов соединения одножильного и многожильного медного провода является пайка. Чаще всего при помощи этого метода соединяются провода сечением до 2,5мм², но допускается спаивать более толстые токопроводящие жилы, но для этого необходимо увеличить мощность паяльника до 60-100Вт.
Соединение пайкой кабелей большего сечения получается недостаточно прочным из-за более высокой жёсткости токопроводящих жил.
Чаще всего этот метод применяется для увеличения длины проводов и выполнения ответвлений в удлинителях. В переходных коробках обычно устанавливаются клеммники или болтовые соединения. Как правильно паять:
- Флюс (канифоль или паяльный жир). Кислоту применять нельзя, её пары попадают под изоляцию и разрушают токоведущую жилу.
- Припой оловянно-свинцовый ПОС-40 или ПОС-60. Чистое олово использовать нецелесообразно из-за более высоких стоимости и температуры плавления.
- Паяльник, электромонтажный инструмент, изоляционный материал.
Перед выполнением соединения концы проводов необходимо зачистить и скрутить, Форма скрутки зависит от места соединения и типа кабелей. При соединении одножильного и многожильного проводов гибкий провод обматывается вокруг жёсткого, после чего конец последнего складывается вдвое и зажимает скрутку.
Для увеличения длины удлинителей скрутка выполняется встречно-параллельно, при выполнении ответвлений магистральный провод зачищается в месте соединения, а конец второго кабеля наматывается сверху.
| Совет! Для повышения качества пайки перед скручиванием провода можно залудить. |
Соединение методом прессовки
Ещё один способ, как соединить многожильный и одножильный медный провод — это опрессовка. Это обжатие концов кабелей при помощи соединительной гильзы. Это неразъёмное соединение и используется в распаечных коробках и распредщитах.
Для выполнения опрессовки зачищенные концы проводов вставляются в гильзу и обжимаются опрессовочными клещами или многофункциональным инструментом. При этом трубка деформируется и зажимает провода.
В зависимости от конкретных условий кабеля вставляются в гильзу с разных сторон или складываются вместе и трубка надевается на пучок токопроводящих жил.
Сечение соединяемых проводов должно соответствовать диаметру гильзы, иначе соединение получится ненадёжным. При необходимости в трубку можно дополнительно вставить кусочек провода.
При необходимости в трубку можно дополнительно вставить кусочек провода.
Похожие материалы на сайте:
- Куда подключать фазу и ноль
- Схема подключения вентилятора в ванной
- Цвет проводов в электрике
Как соединить многожильный и одножильный провод правильно
Соединяем одножильный и многожильный провод
Как соединить одножильный и многожильный провод так, чтоб в дальнейшем это не привело к проблемам, а контактное соединение служило нам не один год? Да и вообще, как правильно выполнять соединения различных видов проводов?
На все эти вопросы мы постараемся ответить в нашей статье, а также разберем, с чем связаны такие правила, и какие опасности скрываются за неправильным соединением.
Содержание
- Почему контактные соединения должны быть выполнены правильно
- Правильное соединение проводников
- Соединение методом сжимов
- Соединение методом прессовки
- Соединение методом сварки
- Соединение методом пайки
- Вывод
Почему контактные соединения должны быть выполнены правильно
Прежде всего, давайте разберем с чем связаны требования по качественному выполнению контактных соединений. Ведь недаром п.2.1.21 ПУЭ отдельно оговаривает способы соединения проводов, и разрешает только винтовые или болтовые сжимы, опрессовку, сварку или пайку.
Плохой контакт является главной причиной пожаров
- Связано это в первую очередь с тем, что такие виды соединений могут обеспечить должный уровень долговечности и надежности соединения. Ведь любой электрик вам скажет, что более 90% всех повреждений случаются именно на контактных соединениях, и поэтому им уделяется такое большое внимание.
- Ведь что такое некачественное контактное соединение – это соединение, имеющее большое переходное сопротивление. А раз у нас есть сопротивление — это обозначает нагрев.
Зависимость сопротивления от температуры проводника
- Как мы помним из курса физики, любой проводник в нагретом состоянии обладает большим сопротивлением, чем проводник с более низкой температурой. Поэтому получается лавинообразный процесс. От некачественного контактного соединения проводник греется, и еще больше увеличивается его сопротивление. В результате, он греется еще больше — пока не наступает та точка, при которой он просто расплавляется.
- В результате, наша основная задача состоит в том, чтобы обеспечить минимальное сопротивление между двумя соединяемыми проводниками. Достигается это за счет обеспечения должной площади соприкосновения двух проводников, а также за счет максимально возможного соприкосновения их между собой.
- Сразу давайте разберем, почему мы не будем рассматривать вопрос, как скрутить одножильные провода или их многожильных собратьев. Ведь при правильном подходе, и за счет скрутки можно обеспечить достаточную площадь соприкосновения и сжатия проводников друг с другом.
 В результате, он греется еще больше — пока не наступает та точка, при которой он просто расплавляется.
В результате, он греется еще больше — пока не наступает та точка, при которой он просто расплавляется.Соединение методом скрутки запрещено
- Дело в том, что в любом случае контактное соединение будет подвергаться температурным воздействиям. То есть, оно будет нагреваться и остывать. А как мы знаем, нагрев ведет к расширению материалов, а охлаждение, соответственно, к сужению. В результате наше контактное соединение, не зафиксированное ни одним третьим элементом, может быстро стать недостаточно качественным.
 В результате наше контактное соединение, не зафиксированное ни одним третьим элементом, может быстро стать недостаточно качественным.
В результате наше контактное соединение, не зафиксированное ни одним третьим элементом, может быстро стать недостаточно качественным.Обратите внимание! Наверняка каждый из вас сможет привести десятки и сотни примеров, когда скрутка простояла десятилетия, и даже сейчас выглядит лучше винтовых или болтовых соединений. Но, как говорится, исключения из правила лишь подтверждают само правило. Согласно статистике, соединения типа скрутки повреждаются значительно чаще, чем другие виды соединений.
Правильное соединение проводников
Теперь можно поговорить и о том, как правильно выполнять соединение одножильного и многожильного провода, двух одножильных или двух многожильных проводов. А также, какой тип соединения для каждого из этих видов будет оптимальным, а какой следует применять только с определенными ограничениями.
Соединение методом сжимов
Под методом сжима, ПУЭ подразумевает винтовое или болтовое соединение проводников. К этому же типу соединения можно отнести столь популярные сейчас клеммы Wago, которые используют метод сжима за счет использования пружин или специальных механизмов.
Разные типы клемм и наконечников для соединения проводов
- На данный момент метод сжима является одним из наиболее популярных методов соединения. Ведь цена клемм, основанных на данном методе, одна из наиболее низких. Процесс монтажа прост и не требует дополнительного оборудования, а сам способ достаточно надежен.
Обратите внимание! Здесь и далее мы приводим примеры соединения проводников небольшого сечения, до 16 – 25 мм2. Для проводов большего сечения, эти правила подходят далеко не всегда — или имеют свои нюансы.
Винтовые клеммы
- Для проводов небольшого сечения, применяется преимущественно метод винтового соединения — или метод сжима с использованием специального механизма. Суть винтового метода заключается в том, что в латунную трубку устанавливаются два проводника, которые затем зажимаются каждый свои винтом.
- Данный способ хорошо подходит для соединения двух одножильных медных проводников. Если же используется алюминий, то этот материал более мягкий, и при зажиме его винтом можно либо критически снизить его сечение, либо вовсе передавить. Поэтому для алюминиевых проводов использование этого метода нежелательно, либо следует применять его крайне осторожно.
 Если же используется алюминий, то этот материал более мягкий, и при зажиме его винтом можно либо критически снизить его сечение, либо вовсе передавить. Поэтому для алюминиевых проводов использование этого метода нежелательно, либо следует применять его крайне осторожно.
Если же используется алюминий, то этот материал более мягкий, и при зажиме его винтом можно либо критически снизить его сечение, либо вовсе передавить. Поэтому для алюминиевых проводов использование этого метода нежелательно, либо следует применять его крайне осторожно.На фото — наконечник для многожильного провода
- Использование винтового сжима для соединения многожильных проводов, так же сопряжено с вероятностью в процессе закручивания винта оборвать единичные проволоки, из которых состоит проводник полностью или частично. Для защиты проволок от механических воздействий, следует применять специальные наконечники.
- С использованием специальных наконечников, многожильные провода можно соединять как между собой, так и между одножильными проводами — при помощи винтовых зажимов.
Винтовые клеммы с зажимной площадкой
- Существуют винтовые клеммы со специальной зажимной площадкой, которая обеспечивает зажим по всему сечению латунной трубки. В таком случае, применение специальных наконечников для многожильных проводов необязательно.
 В таком случае, применение специальных наконечников для многожильных проводов необязательно.
В таком случае, применение специальных наконечников для многожильных проводов необязательно.Клеммы Wago
- Что касается клемм Wago и им подобным. До сих пор среди электриков ведутся споры об их надежности и долговечности. Одни утверждают, что использование пружин в клеммах не лучший вариант, другие что это очень удобно и пружины достаточно надежны.
На заметку: Опыт, проведенный лично автором этих строк, подтверждает надежность таких клемм в условиях увеличения тока. Но вот как поведут себя такие клеммы с течением времени, утверждать не берусь. Но как бы там ни было, такие клеммы позволяют достаточно надежно, быстро и качественно обеспечить контакт проводов любого типа.
Соединение методом прессовки
Инструкция предусматривает так же соединение методом прессовки. Данный метод предполагает наличие специального инструмента — клещей. Этот инструмент бывает ручного и гидравлического типа. Для проводов небольшого сечения достаточно клещей ручного типа.
Гильзы для прессовки проводов
- Для прессовки используются специальные гильзы. Эти гильзы могут быть алюминиевыми, медными или латунными. Первые, соответственно, используются для алюминиевых проводов, вторые для медных, а третьи — для соединения и медных, и алюминиевых проводов.
Клещи для прессовки проводов
- Для соединения могут использоваться такие же наконечники, как для подключения многожильных проводов к винтовым клеммникам. Их обычно используют, если необходимо соединить несколько проводов перед клеммником.
Прессовка многожильных проводов
- Методом прессовки можно соединять любые провода: одножильные, многожильные и их комбинацию между собой. Здесь главное — правильно определить тип гильзы и нажимное усилие.
Соединение методом сварки
Соединение проводов методом сварки, является одним из наиболее надежных. В то же время, реализовать его своими руками достаточно затруднительно в виду необходимости наличия специального сварочного аппарата.
Соединение проводов методом сварки
- Суть данного метода заключается в том, что при помощи сварочного аппарата расплавляются концы жил проводников. При застывании они образуют единое целое, и обеспечивают надежный контакт.
Сварочный аппарат для сварки проводов
- Соединять таким способом можно практически неограниченное количество проводников в одной точке, что является несомненным преимуществом. В то же время, соединение между собой одножильных и многожильных проводников сопряжено с определенными трудностями.
- Если для соединения одножильных и многожильных проводов между собой не требуется никаких изысков, то для соединения этих двух видов проводников между собой придётся выполнить несколько дополнительных операций.
Сварка многожильных проводов
- В этом случае, вам требуется, как представлено на видео, сначала расплавить оконцевание многожильного проводника, дабы он представлял собой единое целое. А уже после этого оконцевание соединяется с одножильным проводником. В противном случае, у вас возможно перегорание отдельных проводников многожильного провода, и лишь частичное соединение проводников между собой.
 В противном случае, у вас возможно перегорание отдельных проводников многожильного провода, и лишь частичное соединение проводников между собой.
В противном случае, у вас возможно перегорание отдельных проводников многожильного провода, и лишь частичное соединение проводников между собой.Соединение методом пайки
Последним вариантом в нашей статье, но далеко не последним по популярности, является соединение проводников методом пайки. Для использования данного метода нам потребуется канифоль, паяльный жир, припой и, конечно, паяльник.
Пайка монопроводов | Для соединения двух одножильных проводников достаточно их зачистить, обработать канифолью и спаять. Причем, если паяется провод одножильный луженый, то его можно даже не обрабатывать канифолью. |
Соединение пайкой многожильных проводов |
|
Не разборной вариант пайки одножильного и многожильного провода |
|
Разборная пайка одно- и многожильных проводов |
|
 Поэтому, для их обработки чаще применяют паяльный жир.
Поэтому, для их обработки чаще применяют паяльный жир.
Вывод
Одножильный луженый провод, многожильный провод, или любые другие виды проводов, всегда можно достаточно надежно соединить между собой. Обычно доступно сразу несколько вариантов.
Но при этом следует выбирать не только наиболее простой и доступный, но и более надежный метод. Ведь в большей степени, именно от качества ваших контактных соединений зависит надежность всей вашей электрической сети.
Как правильно соединить многожильные провода между собой
В многожильных проводах сечение образовано несколькими, иногда, переплетаемыми друг с другом жилами. Зная, как соединить многожильные провода между собой, можно достаточно легко самостоятельно выполнить такую работу и получить прочный, абсолютно безопасный в процессе эксплуатации контакт.
Содержание
1 Где используются многожильные провода
2 Способы соединения многожильных проводов между собой
2.
1 Скрутка многожильных проводников2.2 Способ спайки
2.3 Соединения клеммного типа
2.4 Метод опрессовки
2.5 Болтовое соединение
2.6 Применение соединительных изолирующих зажимов
2.7 Метод сварки
3 Меры безопасности
 1 Скрутка многожильных проводников
1 Скрутка многожильных проводниковГде используются многожильные провода
Любой многожильный проводник содержит в своём основании большое количество тоненьких проволок. Использование многожильного кабеля актуально на участках, требующих большого количества изгибов или при необходимости выполнить протягивание проводника через слишком узкие и достаточно длинные отверстия.
Сфера применения многожильных проводников представлена:
- удлинёнными тройниками;
- мобильными осветительными приборами;
- автомобильной проводкой;
- подсоединением осветительных приборов к электрической сети;
- подсоединением выключателей или другого типа рычагов воздействия на электрическую сеть.

Гибкие многожильные проводники можно многократно и легко скручивать, что не отражается отрицательно на показателях функциональности системы. Кроме прочего, именно такой вариант электропроводки отличается пластичностью, а большая гибкость и эластичность придаётся проводу вплетением особой нити, которая прочностью и составом немного напоминает капрон.
Способы соединения многожильных проводов между собой
Используемые на сегодняшний день способы электромонтажных подсоединений многожильных проводников отличаются возможностью получить не только прочный, надёжный и долговечный, но и полностью безопасный контакт жил.
Скрутка многожильных проводников
Такой вариант является наиболее простым в исполнении и интуитивно понятным, не требующим применения специального оборудования или профессионального инструмента.
Скрутка — самый простой способ соединения многожильных проводов
- Зачистить жилы на концах проводников от изолирующего слоя и наложить их друг на друга. Скрутить наложенные друг на друга оголённые жилы.
Перед тем как соединить провода, концы обязательно нужно зачистить
Упрочнить выполненную скрутку при помощи плоскогубцев. Простая параллельная скрутка достаточно надёжна с точки зрения контакта между жилами, но вибрация и механические усилия, приложенные на разрыв, могут легко нарушить прочность такого соединения.
Плоскогубцами скрутить жилы между собой
 Скрутить наложенные друг на друга оголённые жилы.
Скрутить наложенные друг на друга оголённые жилы.Второй метод заключается в следующих этапах:
Зачистить жилы проводников от изолирующего слоя и наложить их друг на друга крест-накрест.
Очистить изолирующий слой проводов и наложить жилы друг над друга
Обмотать одну оголённую жилу вокруг другой по всей поверхности.
Обмотать одну жилу вокруг другой
Выполнить обмотку проводов
Убедиться визуально в прочности выполненной обмотки. При помощи простой или традиционной скрутки осуществляется электрическое подсоединение дополнительных проводников на основную, ведущую линию электропроводки.

Скрутка проводов третьим методом:
- Удалить с концов проводников изоляцию. Наложить оголённые концы друг на друга и выполнить обмотку первой жилы.
Жилы наложить друг на друга
- Произвести обмотку второй жилы, после чего визуально убедиться в надёжности выполненного соединения. Способ последовательной скрутки предполагает «навивание» каждого соединяемого проводника на другой, что обеспечивает оптимальный контакт жил.
Выполнить обмотку одной из жил
В этом способе один провод «навивается» на другой
Есть ещё и четвёртый метод, заключающийся в следующем:
- Зачистить острым ножом концы проводников от изоляции и выровнять их по длине.
Провода выровнять по длине
Загнуть соединённые зачищенные концы и обвить их отрезком другой жилы.
Обвить сложенные многожильники отрезком проводника
Выполнить визуальный осмотр соединения и убедиться в его надёжности. Бандажная скрутка заключается в параллельном прикладывании соединяемых жил друг к другу и последующей фиксации полученного соединения при помощи плотно укладываемого мягкого проводника.
Бандажная скрутка обеспечивает надётжное соединение жил

Способ спайки
Пайкой проводников при помощи бытового паяльника обеспечивается высокопрочный контакт и хорошая электропроводность. Лужение многожильных проводников осуществляется с использованием канифоли (флюса) и стандартного припоя по стандартной технологии.
- Зачистить провода от изоляции и удалить при необходимости образующиеся окисления.
С проводов удалить все окисления
Нагреть провода жалом паяльника до температурного режима плавления флюса и погрузить разогретый провод в ёмкость с канифолью.
Провод нагреть паяльником и погрузить в канифоль
Нанести на жало паяльника расплавленный припой и аккуратно перенести его на оголённые части жилы. После лужения провода следует соединить друг с другом скруткой, которая в обязательном порядке «подтягивается» плоскогубцами.
Скрутку подтянуть плоскогубцами
Соединения клеммного типа
Применение клемм разного вида — наиболее доступный в бытовом плане способ соединения многожильных проводов. В большинстве случаев применяемые клеммники подразделяются на пару основных типов.
В большинстве случаев применяемые клеммники подразделяются на пару основных типов.
Принцип действия прижимных клемм предполагает фиксацию провода при помощи встроенного пружинного механизма.
Для соединения проводов нередко используются клеммы
Клеммная колодка винтового типа предполагает надёжную фиксацию всех соединяемых многожильных проводов при помощи винта. Чтобы увеличить площадь проводного контакта с токопроводящей поверхностью требуется выполнить дополнительный загиб жилы.
В клеммной колодке фиксация проводов осуществляется затяжкой винтов
Поэтапное выполнение работ:
- Зачистить концы проводника и выровнять их по длине в соответствии с глубиной клеммной колодки.
Провода выравнять по длине
При одновременном подключении к клеммной колодке более одного проводника следует предварительно выполнить соединение жил параллельной скруткой.
Предварительно нужно сделать скрутку проводов
Проверить надёжность выполненной скрутки после чего зафиксировать провода в отверстии коннектора.
Выполнить фиксацию проводов

Метод опрессовки
Способ опрессования предполагает соединение проводов или кабелей при помощи медной или алюминиевой гильзы с применением специальных клещей-опрессователей гидравлического или ручного типа.
В данном случает соединение осуществляется с помощью специальной гильзы
Технология прессования заключается в зачистке изоляции согласно длине гильзы, а слишком тонкие жилы следует соединить скруткой. Затем все кабеля складываются вместе и располагаются внутри гильзы, после чего выполняется двукратная опрессовка по всей длине. Способ позволяет выполнить надёжное и безопасное соединение многожильных проводов, изготовленных из разных видов материалов.
Болтовое соединение
Самым простым, но недостаточно надёжным способом соединения многожильных проводов является скрутка с последующей болтовой фиксацией. Этот вариант разъёмного соединения чаще всего используется в условиях открытой проводки.
Болтовое соединение самое простое, но не очень надёжное
Чтобы повысить уровень надёжности соединения многожильных проводов рекомендуется выполнить зачистку концов от изоляции, после чего залудить очищенные участки и скрепить их болтом.
Применение соединительных изолирующих зажимов
СИЗ-элементы применяются при необходимости выполнить соединение многожильных проводов с небольшим сечением (в пределах 25 мм2). Конструкционной особенностью такого зажима является пластиковый корпус со встроенной конусообразной пружиной.
Этот способ подходит для соединения проводов с небольшим сечением
Многожильные провода сначала соединяются в один пучок при помощи скрутки, на которую затем накручивается зажимная часть. Кроме прочего, место проводного соединения не нуждается в дополнительной изоляции.
Метод сварки
Неразъёмное соединение является наиболее надёжным способом при работе с многожильными проводами. При правильно выполненной сварке общие показатели механической прочности и контактного сопротивления по степени надёжности не отличаются от аналогичных параметров цельного проводника.
Сварочное соединение проводов считается самым надёжным
Сварку можно выполнять на переменном и постоянном токе. На подготовительном этапе провода зачищаются от изоляции, после чего выполняется их скрутка и выравнивание обрезкой торцов. Чтобы в процессе сварки проводники не перегревались, необходимо обеспечить качественный отвод тепла.
На подготовительном этапе провода зачищаются от изоляции, после чего выполняется их скрутка и выравнивание обрезкой торцов. Чтобы в процессе сварки проводники не перегревались, необходимо обеспечить качественный отвод тепла.
Меры безопасности
С целью обеспечения мер безопасной эксплуатации соединённых многожильных проводов важно в обязательном порядке изолировать все части электрической проводки. Правильная изоляция помогает исключить опасное соприкосновение токопроводящих частей между собой или с телом человека. При выборе изоляционного материала необходимо учитывать условия эксплуатации электроцепи, но в большинстве случаев с этой целью применяются изоляционная лента, а также специальная виниловая или термоусадочная трубка.
Если участок подсоединения подвергается негативному воздействию высокотемпературных режимов, в качестве изоляционного материала рекомендуется использовать лакоткань или тканевую изолирующую ленту. Немаловажное значение имеет правильное выполнение всех этапов электрического монтажа. Только при надёжном подсоединении и грамотном подключении всех элементов электросети удаётся минимизировать риск появления участков с плохим контактом, а также предотвращаются локальные перегревы и обрывы электрической проводки.
Только при надёжном подсоединении и грамотном подключении всех элементов электросети удаётся минимизировать риск появления участков с плохим контактом, а также предотвращаются локальные перегревы и обрывы электрической проводки.
Многожильные кабели — популярный и распространённый вариант, широко применяемый для обустройства электропроводки разного назначения. Общие правила раздельного соединения многожильных и одножильных проводников не имеют никаких отличий или особенностей, поэтому допускается использовать с этой целью скрутку, винтовой зажим, СИЗ-элементы, сварку и пайку.
- Автор: Владимирович75
- Распечатать
Оцените статью:
(16 голосов, среднее: 4.2 из 5)
Поделитесь с друзьями!
7 способов скрутки проводов между собой
Несмотря на все запреты согласно действующих правил (ГОСТ 10434-82 Соединения контактные электрические п.2.1.5), обычная скрутка по-прежнему остается самым популярным способом соединения электрических проводов.
Наши люди скручивали, скручивают и будут скручивать.
К сожалению, мало кто при этом применяет последующую пайку и тем более сварку. Как говорят опытные электрики: холодное соединение – всегда горячее, а горячее – всегда холодное.
Тем не менее секрет “вечной” скрутки прост до безобразия – закручивайте одинаковые провода (медь-медь, моножила-моножила), создавайте достаточное пятно контакта, и надежно изолируйте все от воздуха (трубка ТУТ с клеевым составом).
Вот наглядные результаты замеров переходного сопротивления при соединении проводов «легальными» зажимами Ваго или колпачком СИЗ, и «нелегальной» обычной скруткой.
Скрутка демонстрирует вполне удовлетворительные результаты. Во многих городах есть дома 1950-х годов постройки, в которых скрутки живут до сих пор.
В те времена, если не скрутишь качественно – быстро “скрутят” тебя самого и “заизолируют” лет на двадцать 😊
В нашу бытность чаще всего все заканчивается корявой соплекруткой и для надежности СИНЕЙ изолентой поверх нее.
Черную изоленту женщины пустили в массовый расход совсем на другие вещи 😉.
Так как же правильно скручивать провода? Еще в советских учебниках для электриков приводились поясняющие рисунки.
А вот это уже картинки, сделанные в современных графических редакторах.
Давайте подробнее рассмотрим весь процесс получения такого конечного результата.
Последовательное соединение двух моножил
При кажущейся простоте такого соединения, даже здесь неопытные электрики умудряются начудить. Например, вот таким образом.
А как же правильно? Зачищаете жилы на длину 4-5см и подносите их параллельно друг другу так, чтобы концы наполовину заходили за изоляцию.
Есть мнение, что чем длиннее скрутка, тем меньше она будет греться за счет большей площади охлаждения. С одной стороны, вроде бы все логично.
Однако, во-первых, разница температур будет составлять всего несколько градусов.
Во-вторых, это все справедливо для неизолированного соединения на открытом воздухе.
В условиях замкнутого пространства (закрытая распредкоробка) и толстого слоя изоляции поверх жил, разница температур вообще будет незаметна.
Так что, 4-5см (размер спичечного коробка) для самых ходовых проводов 1,5-2,5мм2 будет более чем достаточно. Особой выгоды от дальнейшего увеличения длины вы не получите.
По большому счету она нужна только для более удобной работы с проводами.
Итак, подносите провода друг к дружке и зажимаете пассатижами их посередине.
После чего начинаете плотно накручивать одну жилу вокруг другой. Такой метод называется последовательное соединение желобком.
Вот наглядно весь процесс от А до Я в видеоролике с канала Thaitrick.
Последовательное соединение двух многожильных гибких проводов — 3 варианта
Для качественной скрутки разделите каждую многопроволочную жилу пополам.
Далее закрутите эти половинки по часовой стрелке, чтобы создать подобие моножилы. А затем скрутите их между собой до середины.
После этого, приложите провода друг к дружке в стык и еще раз оберните их между собой. Должен получиться вот такой “крест”.
Теперь осталось только обвить одну жилу вокруг другой.
Помимо относительно “хорошего” контакта (если о нем здесь может идти речь без пайки 😉), вы получаете еще и сверхпрочное соединение, которое не так-то просто разорвать, потянув провода в разные стороны.
Еще один вариант соединения двух гибких проводников. Для него вам понадобится тонкая монопроволока.
Немного распушите жилы и заведите их друг в дружку, чтобы они составили единое целое.
После чего, поверх такого соединения намотайте жесткую проволоку.
Если натянуть сверху термоусадку получится на вид красивый цельный проводник.
При наличии под рукой тюбика-шприца паяльной пасты, провода можно надежно соединить при помощи обычной зажигалки.
Заводите жилки одна в другую как было показано выше, и немного скручиваете их пальцами.
Далее наносите капельку паяльной пасты сверху и прогреваете это место зажигалкой.
Паста плавится и проникает во внутрь, создавая надежный электрический контакт.
И все это без паяльника, ближайшей розетки для него, олова и т.п. Паста настолько крута, что с ней можно паять даже алюминий!
Скрутка одножильного с многожильным проводом
Одна из самых проблематичных ситуаций, это когда нужно соединить жесткий одножильный провод с гибким многожильным.
Простая накрутка одного вокруг другого здесь не проходит. При малейшем усилии гибкий проводник элементарно съезжает и стягивается.
Что же делать? А делать в этом случае нужно вот так.
Для этого зачищаете оба проводника и начинаете обвязку моножилы вот с такой петельки.
Далее уже по привычному сценарию.
В конце загибаете пассатижами кончик одножильного провода во внутрь.
Важно! – Для качественного контакта, полученное соединение все-таки лучше пропаять.
Не забывайте, что подобным образом вы создали “нормальный” контакт с точки зрения механики, а не электрики.
Параллельное соединение двух моножил (для распредкоробок)
В распредкоробках провода чаще всего соединяют не последовательным, а параллельным способом. Тесные условия не дают возможности развернуться как следует.
При этом основное контактное пятно находится в начале скрутки, а не в конце. Посмотрите, к примеру на разницу длины гильз ГМЛ, которые используются при последовательном и параллельном соединении проводников методом опрессовки.
Поэтому зачищать жилу более чем на 5см опять же нет никакого смысла. Так делают только для ручной скрутки без пассатижей.
Загибают кончик под 90 градусов, и все сворачивают руками.
Жилы можно скрутить элементарной косичкой, либо более изощренным методом.
Первый вариант самый распространенный и в дальнейшем без проблем позволяет дополнить контактное соединение как пайкой, так и сваркой.
Для скручивания вторым нестандартным способом, есть специальные насадки на шуруповерты. Подробнее
Без пайки и сварки неплохо помогают СИЗы.
Только провода при этом нужно изначально скручивать именно колпачком, а не пассатижами.
Не зря отдельные модели имеют для этого “крылышки”.
Еще один из альтернативных способов здорово повышающих производительность труда – вставить СИЗ-8 в шуруповерт и с его помощью, как насадкой, накручивать провода.
Но сейчас не об этом. Хотите подробнее ознакомиться с разновидностями СИЗов (некоторые из них вместе с проводами после соединения можно даже закапывать в землю!) читайте отдельную статью.
Итак, для нестандартной ручной параллельной скрутки зачищаете одну жилу в два раза больше другой.
Прикладываете оба провода рядом и аккуратно начинаете обвивать длинный проводник вокруг короткого.
Дойдя до середины, загибаете конец второй моножилы и с усилием придавливаете ее пассатижами к первой.
Как скрутить между собой 3 провода
Первое правило хорошего монтажа – не более трех проводов в одной скрутке.
Зачищаете их от изоляции и прикладываете параллельно друг к другу. Оставляете посередине главный (более короткий), а два крайних разводите в сторону.
Далее “вертолетиком” начинаете их перекручивать вокруг среднего.
Смотрите, чтобы шов был идеально ровным. От этого зависит площадь контактного пятна всего соединения.
Дойдя до середины, загибаете центральную жилу и придавливаете ее сверху плоскогубцами.
Отпайка от цельного провода в сторону
Если вам нужно сделать отпайку в сторону от цельной моножилы одним гибким многожильным проводником, то здесь поступаем следующим образом.
Снимаете изоляцию с цельного провода, не разрезая саму жилу. Раздваиваете многожильный проводник и скручиваете две косички.
Далее, вставляете это в середину цельного и делаете пару оборотов.
После этого плотно обматываете каждую косичку вокруг основного.
Для отпайки многожила-многожила проделываете “отверстие” в основном проводнике.
После чего вставляете в него отпаечный.
Разделяете жилки пополам и наматываете одну половинку направо, другую налево.
Получается “крепкое” и надежное соединение буквой Т.
Отпайка двумя проводами
Порядок действий тот же самый. Две расщепленные жилы вставляете посередине цельного проводника.
Делаете пару оборотов, а потом закручиваете их между собой.
Только после этого можно наматывать все концы на моножилу.
ШТРЕКЕР | Многожильный провод и кабели | Машины для стыковой сварки проволоки
Машины для сварки многопроволочной проволоки и канатов сечением до 16 мм² Машины для сварки канатов и кабелей сечением от 25 до 2500 мм².
STRECKER предлагает широкий ассортимент сварочных аппаратов для сварки многопроволочной проволоки и канатов серии SE.
Сварочные аппараты SE предназначены для эффективного соединения многожильных проводов и токопроводящих кабелей сечением до 16 мм² из алюминия или меди с использованием труб. Имея одну зажимную губку для всего диапазона сварки и минимально возможные однопроволочные установки для высокопрочных сплавов, мы удовлетворяем самые высокие требования, например, для автомобильной промышленности. Можно сваривать даже проволочные канаты разного диаметра. В результате получается однородное соединение без пор и заусенцев.
В результате получается однородное соединение без пор и заусенцев.
Этот процесс требует помещения скрученных концов проволоки или веревки в стеклянную или керамическую трубку так, чтобы концы соприкасались. Керамика является материалом первого выбора здесь. Снятие фаски отверстия может быть легко выполнено на станке. Как правило, мы используем стеклянные трубки для многожильного провода диаметром
. После начала процесса сварки два конца свариваются вместе под действием протекающего тока и приложенной силы осадки. После завершения сварки труба разрывается за доли секунды с помощью эргономичного труболома STRECKER. Поверхность в месте сварки без заусенцев, чистая, гладкая и лишь незначительно утолщается.
Работа сварочных аппаратов STRECKER проста в освоении. Ножной привод сварочного зажимного приспособления, являющийся стандартным для серии SE, отвечает самым высоким требованиям к удобству и эргономике. В частности, серия LSZ позволяет соединять многожильные провода вне обычного положения сварки. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Каждый день тысячи сварочных аппаратов STRECKER используются по всему миру для получения точных и воспроизводимых стыковых швов.
Подробнее…
Скрученная проволока и канат для сварки
До 16 мм²Серия SE — Машины для сварки многопроволочной проволоки и каната
медные жилы/корды | 0,08 — 1200 мм² | 28 — 2250 AWG/MCM
алюминиевые жилы/корды | 1,5 — 1200 мм² | 15 — 2250 AWG/MCM
Серия LSZ — клещи для сварки прядей
медные жилы/корды | 0,08 — 4 мм² | 28–11 AWG/MCM
Серия PA — сварочный аппарат с параллельным направлением
медные жилы/корды | 6 — 400 мм² | 9 — 800 AWG/MCM
алюминиевые жилы/корды | 16 — 500 мм² | 5 — 1000 AWG/MCM
От 25 до 2500 мм² Машины для сварки канатов и кабелей STRECKER предлагает широкий ассортимент машин для сварки канатов и кабелей серий SE, PA, MS и MK.
Сварочные аппараты SE предназначены для эффективного соединения многожильных проводов и токопроводящих кабелей сечением от 25 до 1200 мм² из алюминия или меди с помощью труб. Мы указываем точные зажимные губки, необходимые для каждого размера или конфигурации. Это означает, что даже при минимально возможных однопроводных установках мы отвечаем самым высоким требованиям, например, для автомобильной промышленности. Эти машины также устанавливаются перед экструдерными линиями, так как оптимальные результаты сварки с минимальным утолщением обеспечивают плавный рабочий процесс. Можно сваривать даже проволочные канаты разного диаметра. В результате получается однородное соединение без пор и заусенцев.
Сварочные аппараты PA привлекают внимание своим эффективным дизайном и конструкцией. Ручное зажимное устройство с оптимизированной эргономикой является основой этой прочной, но при этом недорогой версии.
В сварочных аппаратах SE и PA концы троса или троса вставляются в трубку из керамики или графита до соприкосновения концов. Керамика является материалом первого выбора здесь. Как правило, мы используем графитовые трубы от > 400 мм² (версия G).
Керамика является материалом первого выбора здесь. Как правило, мы используем графитовые трубы от > 400 мм² (версия G).
После начала процесса сварки два конца свариваются вместе под действием протекающего затем тока и приложенной силы осадки. При необходимости проводится предварительный нагрев для достижения оптимального температурного профиля. После завершения сварки труба разрывается. Поверхность в месте сварки без заусенцев, чистая, гладкая и лишь незначительно утолщается.
Работа сварочных аппаратов STRECKER проста в освоении. Пневматическое сварочное зажимное устройство входит в стандартную комплектацию, начиная с SE12, и отвечает самым высоким требованиям с точки зрения удобства и эргономики (то же относится и к PA100-SE). Давление высадки тогда также пневматическое. Компактная и надежная конструкция станка с интуитивно понятным управлением для оператора предназначена для промышленного использования на производстве.
Сварочные аппараты MS и MK предназначены для больших сечений, высочайшего качества и документально подтвержденной воспроизводимости с тросами и тросами сечением до 2500 мм² из алюминия или меди. Мы отвечаем самым высоким требованиям для наименьших возможных однопроволочных установок, приложений класса 2-6, а также для высокопрочных сплавов. Даже стальные канаты разного диаметра можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине. В результате получается однородное, очень тонкое соединение без пор и заусенцев. Серии MS и MK стандартно оснащены нашей инновационной системой управления FullParameterControl (FPC). Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. Опционально качество сварочного процесса можно контролировать с помощью системы контроля параметров STRECKER.
Мы отвечаем самым высоким требованиям для наименьших возможных однопроволочных установок, приложений класса 2-6, а также для высокопрочных сплавов. Даже стальные канаты разного диаметра можно сваривать с минимальной зоной термического влияния. Заусенец удаляется в сварочном зажимном приспособлении и захватывается в машине. В результате получается однородное, очень тонкое соединение без пор и заусенцев. Серии MS и MK стандартно оснащены нашей инновационной системой управления FullParameterControl (FPC). Полный рецепт сварки надежно и с точной воспроизводимостью хранится в контроллере. Все настройки машины производятся автоматически по выбранному рецепту без вмешательства оператора. Опционально качество сварочного процесса можно контролировать с помощью системы контроля параметров STRECKER.
Трехфазный трансформатор постоянного тока используется для противодействия высокому потреблению тока или кратковременным пиковым нагрузкам, возникающим при сварке проводников очень большого сечения. Это снижает потребление тока.
Это снижает потребление тока.
Каждый день тысячи сварочных аппаратов STRECKER используются по всему миру для получения точных и воспроизводимых стыковых швов.
Подробнее…
Сварка тросов и тросов
> 25 мм²Серия МС, МК — двухвысадочные станки для цветных металлов
медные жилы/корды | 16 — 2500 мм² | 5 — 5000 AWG/MCM
алюминиевые жилы/корды | 16 — 2500 мм² | 5 — 5000 AWG/MCM
Серия SE — Машины для сварки многопроволочной проволоки и каната
медные жилы/корды | 0,08 — 1200 мм² | 28 — 2250 AWG/MCM
алюминиевые жилы/корды | 1,5 — 1200 мм² | 15 — 2250 AWG/MCM
Серия PA — сварочный аппарат с параллельным направлением
медные жилы/корды | 6 — 400 мм² | 9 — 800 AWG/MCM
алюминиевые жилы/корды | 16 — 500 мм² | 5 — 1000 AWG/тыс.см
Почему сварочный кабель 4/0 изготавливается с таким большим количеством жил
Если вы сварщик и действительно читаете
это, вас, вероятно, больше интересует качество кабеля и обеспечение
что вы выполняете свою работу в срок и в соответствии со стандартными требованиями
чем вы о характере гибкости кабеля, который вы используете. Однако это
влияет на вас и вашу работу, и если вы никогда не задумывались об этом, то сейчас
время.
Однако это
влияет на вас и вашу работу, и если вы никогда не задумывались об этом, то сейчас
время.
Мы не можем представить условия, в которых вы, лично работать в, но для пользы других наших читателей рассмотреть следующий. Сварка происходит по всему миру, как в коммерческих, так и в промышленные установки. Происходящее по всему миру означает происходящее в огромный выбор сред; а происходящее снаружи означает, что погода не всегда сотрудничает.
Кроме того, сварка в основном процессе на самом деле создание инфраструктуры, то есть инфраструктуры, которой еще нет. Что означает, что вам нужно доставить инструменты и снаряжение на место работы. Это означает, что сварка, его сварочное оборудование и его кабель должны быть доставлены на место, независимо от того, где он находится.
Гибкость в сварочных кабелях 4/0: это доступно по цене Premium
Всякий раз, когда вы видите рекламу сварочного кабеля или
продвинутые, обычно есть две черты, которые действительно выделяются. Один из них
качество долговечности, а другое качество гибкости.
гибкость необходима, потому что, как мы объяснили, сварщик, сваривающий
оборудование и кабель должны быть доставлены на место работы. Так почему высокая прядь
считать так важно в сварочном кабеле?
Один из них
качество долговечности, а другое качество гибкости.
гибкость необходима, потому что, как мы объяснили, сварщик, сваривающий
оборудование и кабель должны быть доставлены на место работы. Так почему высокая прядь
считать так важно в сварочном кабеле?
В качестве иллюстрации посмотрите на наш сварочный кабель калибра 4/0. Этот сварочный кабель диаметром 0,720 дюйма является одним из самых толстых сварочные кабели, которые мы предлагаем. Он рассчитан на 600 вольт и весит 734 фунта на 1000 футов. Это тяжело; это почти фунт на фут длины. Представьте, для Минутку, насколько жестким был бы этот провод, если бы он был одним проводником? То есть скажем, проволока диаметром примерно 0,720 дюйма?
Жесткий — это мягко сказано; это было бы
пропускная способность по току, но его было бы практически невозможно использовать ни в
практичная мода. Тем не менее, калибр напрямую связан с текущей пропускной способностью,
так что нужна толщина. Что делает производитель в таких ситуациях, как
это резко увеличивает количество прядей. Это позволяет сохранить большую часть
пропускную способность по току и делает кабель значительно более гибким.
рассматриваемый кабель производится из более чем 2000 — 2000! — тонкие пряди отдельных
медные проводники.
Это позволяет сохранить большую часть
пропускную способность по току и делает кабель значительно более гибким.
рассматриваемый кабель производится из более чем 2000 — 2000! — тонкие пряди отдельных
медные проводники.
Что еще Стоит ли искать?
Как видите, гибкость сварочного кабеля критически важно для функциональности самого кабеля, но не единственное, что нужно искать. Среди прочего, вы должны рассмотреть сварку кабель, который не только гибкий, но и обладает некоторой комбинацией следующих черты:
●Высокая степень прочности и стойкость к истиранию: наши сварочные кабели изготовлены из EPDM (этилен-пропилен-диенового мономер) каучука, обладающего механической прочностью и высокой устойчивостью к истиранию. Если вам нужно протащить кабель по дереву, гравию или бетону, ожидайте наши, чтобы выступить превосходно.
●Стойкость к маслам и бензину: A
многие электрические провода и кабели выполнены с резиновой изоляцией, которая не
особенно устойчивы к нефти или газу. Однако эти жидкости распространены на
рабочие места, и поэтому, по крайней мере, некоторая степень сопротивления ценна.
Однако эти жидкости распространены на
рабочие места, и поэтому, по крайней мере, некоторая степень сопротивления ценна.
●Стойкость к УФ-излучению: столько же сварочные кабели используются на открытом воздухе, хорошая степень устойчивости к солнечным лучам важный; в противном случае изоляция быстрее выйдет из строя.
●Общая устойчивость к атмосферным воздействиям и температурная стабильность: как уже говорилось, для использования на открытом воздухе требуется устойчивость к элементы. Среди этих условий температура и влажность, а наша сварка кабели устойчивы к обоим.
Хорошие новости на этом фронте. наши сварочные кабели все обладать этими чертами в той или иной степени, а значит, помимо гибкости, они идеально подходят для использования в широком диапазоне условий для сварочные приложения.
Используются ли сварочные кабели 4/0 для других целей?
Помимо практического использования для
сварки, наши сварочные кабели (включая, помимо прочего, наши сварочные кабели 4/0 ) также полезны для некоторых других применений. Они могут
использоваться в качестве фотогальванического провода (провод PV, солнечный кабель AKA) в солнечных батареях, как
а также подходят в качестве проводов для двигателей, генераторов и аккумуляторов. Делать
они более практичны для этих целей, мы продаем их с двухцветной кодировкой; красный
и черный, которые идеально подходят для использования в качестве выводов батареи.
Они могут
использоваться в качестве фотогальванического провода (провод PV, солнечный кабель AKA) в солнечных батареях, как
а также подходят в качестве проводов для двигателей, генераторов и аккумуляторов. Делать
они более практичны для этих целей, мы продаем их с двухцветной кодировкой; красный
и черный, которые идеально подходят для использования в качестве выводов батареи.
Напомним, сварочный кабель изготавливается с смехотворно большое количество прядей, чтобы гарантировать, что он остается максимально гибким. Это потому, что вам нужно доставить кабель на место работы и вы не можете принести место работы к кабелю.
Если вам нужна дополнительная информация о нашем сварочный кабель, обязательно свяжитесь с нами по телефону 800-262-1598 или по электронной почте. по адресу [email protected]. Если вам нужен кабель или провод, мы позаботимся о том, чтобы вы его нашли.
Черный сварочный кабель 4 AWG
- Артикул:
- 106579
2,02 доллара США за фут
- Минимальная покупка:
- 1 футов
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM. Посмотреть полное описание
Посмотреть полное описание
Количество:
в наличии В наличии | Большинство заказов доставляются на следующий рабочий день
Описание
Сварочный кабель подает электрический ток для сварочных аппаратов и состоит из тонких медных жил внутри прочной изолирующей оболочки, обычно из синтетического или натурального каучука, которая специально разработана для того, чтобы выдерживать повторяющиеся перемещения по шероховатым поверхностям. Хорошо сохраняет свой цвет даже после грубой обработки. Тонкие медные жилы также обеспечивают большую гибкость, чем другие типы проволоки.
Выбор правильного сварочного кабеля
Выбор правильного размера (диаметра) сварочного кабеля зависит от максимальной выходной силы тока сварочного аппарата — чем больше ампер, тем больше должен быть кабель. Это как садовый шланг и пожарный шланг: чем больше воды требуется, тем больше должен быть диаметр шланга.
Это как садовый шланг и пожарный шланг: чем больше воды требуется, тем больше должен быть диаметр шланга.
Для выбора правильного размера необходимо учитывать 3 фактора: общую длину сварочного контура (включая полную длину электродного и рабочего кабелей), номинальную электрическую мощность сварщика и рабочий цикл сварщика (% от десятикратного минутный период, в течение которого сварочный аппарат будет работать с определенным выходным током, прежде чем превысит свой тепловой предел). Если требуется большая гибкость, выберите сварочный кабель Super VuTron.
| Строительство | |
| Проводник: | — Полностью отожженную напущенную медную медь, класс K Stranding |
| Juppper | |
| Juppper | |
| Juppper | |
| Juppper | |
| Juppper | |
. | 600V |
| .0024 Red | |
| -04 | Green |
Applications:
— Secondary voltage resistance welding leads
— Power supply applications not exceeding 600 volts AC
Стандарты:
— Соответствует RoHS
Чтобы узнать о многих других вариантах, мы просим вас найти время, чтобы просмотреть наш полный ассортимент сварочных кабелей на ProWireandCable.com сегодня.
Specifications
0.17200
Bare Copper
Stranded
EPDM — Ethylene Propylene Diene Monomer
374×30
105C (221F)
Manufacturer Equivalents
01777.41.01
B20401
57008199
HW25300401
Сопутствующие товары
Быстрый просмотр
Артикул: 106576
Сварочный кабель 2 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
$3,19/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106577
Сварочный кабель 2 AWG Class K 600V 105C EPDM Красный
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
3,70 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106580
Сварочный кабель 4 AWG Class K 600V 105C EPDM Красный
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
1,77 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106589
Сварочный кабель 3/0 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
7,67 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106591
Сварочный кабель 4/0 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.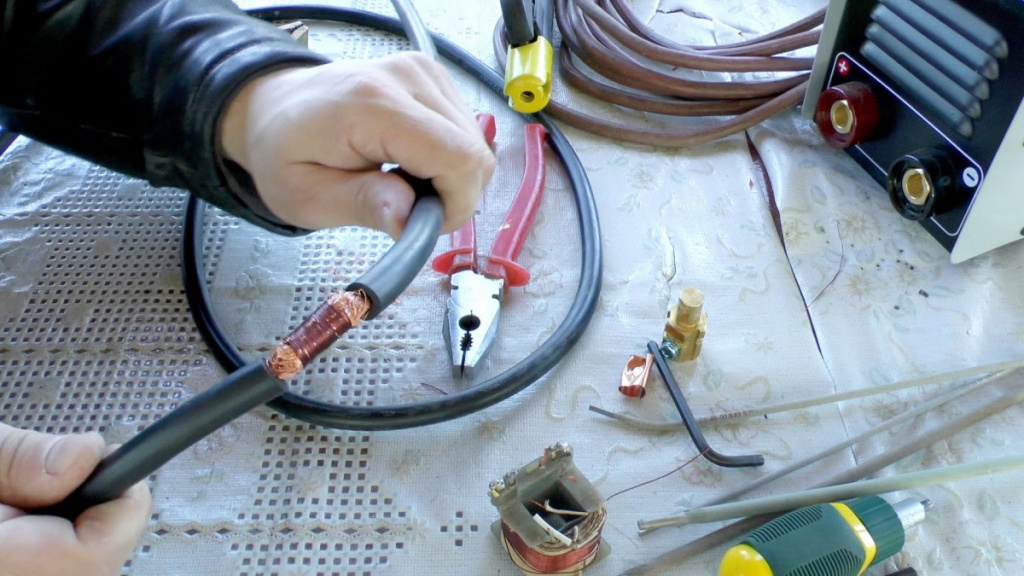
9,85 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокКлиенты также просмотрели
Быстрый просмотр
Артикул: 106591
Сварочный кабель 4/0 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
$90,85/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106581
Сварочный кабель 6 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
1,50 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106576
Сварочный кабель 2 AWG класса K 600 В 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
$3,19/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Общий кабель
Артикул: 106592
Сварочный кабель Super Vu-Tron® класса M 4/0 AWG, 600 В, 90°C
UL/CSA RHH/RHW сварка и электроснабжение с использованием полностью отожженной многопроволочной неизолированной меди в соответствии с ASTM B-172, класс M более гибок, чем класс K.
$19,28/фут
В наличии | Большинство заказов отправляются на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106585
Сварочный кабель 2/0 AWG Class K 600V 105C EPDM Черный
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
5,58 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106582
Сварочный кабель 1/0 AWG класса K 600V 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
5,00 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106580
Сварочный кабель 4 AWG Class K 600V 105C EPDM Красный
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
1,77 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Артикул: 106588
250MCM Сварочный кабель класса K 600V 105C EPDM
Экономичный вариант для сварки и электроснабжения с полностью отожженной оголенной медью класса K в красной или черной оболочке из EPDM.
$12,96/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой списокБыстрый просмотр
Общий кабель
Артикул: 106587
Сварочный кабель Super Vu-Tron® класса M 2/0 AWG, 600 В, 90°C
UL/CSA RHH/RHW сварка и электроснабжение с использованием полностью отожженной многопроволочной неизолированной меди в соответствии с ASTM B-172, класс M более гибок, чем класс K.
$11,84/фут
Низкий запас | Звонок для подтверждения цены и наличия
Количество Добавить в свой списокБыстрый просмотр
Общий кабель
Артикул: 106578
Сварочный кабель Super Vu-Tron® класса M 2 AWG, 600 В, 90°C
UL/CSA RHH/RHW сварка и электроснабжение с использованием полностью отожженной многопроволочной неизолированной меди в соответствии с ASTM B-172, класс M более гибок, чем класс K.
5,41 $/фут
В наличии | Большинство заказов отправляется на следующий рабочий день
Количество Добавить в свой список| Название продукта | Длина | Цена (за фут) | Действие | |
|---|---|---|---|---|
| наименование товара Сварочный кабель 6 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 1,25 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 6 AWG КЛАССА K 600 В (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов) | Длина /Кол-во | Цена (за фут) 125,00 $В наличии Мин. Макс.: 1000000 футов | Действие Цвет ЧерныйСинийКрасныйБелый Размер 100 футов 250 футов 500 футов 1000 футов Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Белый / 100 футов Белый / 250 футов Белый / 500 футов Белый / 1000 футов | |
| наименование товара Сварочный кабель 4 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 1,64 $В наличии Мин. Макс.: 1000000 футов | Действие Цвет ЧерныйКрасныйЗеленый Черный Красный Зеленый | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 4 AWG КЛАССА K 600 В КАБЕЛЬ (Сниженная цена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 163,00 $В наличии Мин. Макс.: 1000000 футов | Действие Цвет черныйкоричневыйзеленыйкрасныйбелый Размер 100 FT250 FT500 FT1000 FT2000 FT Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Коричневый / 100 футов Браун / 250 футов Браун / 500 футов Браун / 1000 футов Браун / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов Белый / 100 футов Белый / 250 футов Белый / 500 футов Белый / 1000 футов Белый / 2000 футов | |
| наименование товара Сварочный кабель 2 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 2,45 $В наличии Мин. Макс.: 1000000 ФУТОВ | Действие | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 2 AWG КЛАССА K 600 В (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 240,00 $В наличии Мин: 1 фут Макс.: 1000000 футов | Действие Цвет ЧерныйСинийЗеленыйКрасныйКоричневый Размер 100 FT250 FT500 FT1000 FT2000 FT Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Синий / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов Коричневый / 100 футов Браун / 250 футов Браун / 500 футов Браун / 1000 футов Браун / 2000 футов | |
| наименование товара Сварочный кабель 1 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 2,71 $В наличии Мин. Макс.: 1000000 футов | Действие | |
| наименование товара Сварочный кабель 1 AWG, кабель класса K 600 В (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 271,00 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие Цвет ЧерныйСинийЗеленыйКрасныйЖелтый Размер 100 футов250 футов500 футов1000 футов2000 футов Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Синий / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов Желтый / 100 футов Желтый / 250 футов Желтый / 500 футов Желтый / 1000 футов Желтый / 2000 футов | |
| наименование товара Сварочный кабель 1/0 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 3,18 $В наличии Мин. Макс.: 1000000 футов | Действие | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 1/0 AWG КАБЕЛЬ КЛАССА K 600 В (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 318,00 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие Цвет ЧерныйСинийЗеленыйКрасныйЖелтый Размер 100 FT250 FT500 FT1000 FT2000 FT Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Синий / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов Желтый / 100 футов Желтый / 250 футов Желтый / 500 футов Желтый / 1000 футов Желтый / 2000 футов | |
| наименование товара Сварочный кабель 2/0 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 4,28 $В наличии Мин. Макс.: 1000000 ФУТОВ | Действие | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 2/0 AWG КЛАССА K 600 В КАБЕЛЬ (Сниженная цена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 427,00 $В наличии Мин: 1 фут Макс.: 1000000 футов | Действие Цвет ЧерныйСинийЗеленыйКрасный Размер 100 FT250 FT500 FT1000 FT2000FT Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Синий / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов | |
| наименование товара Сварочный кабель 3/0 AWG Кабель класса K 600 В | Длина /FT | Цена (за фут) 5,15 $В наличии Мин. Макс.: 1000000 футов | Действие Цвет ЧерныйКрасныйЗеленый Черный Красный Зеленый | |
| наименование товара Сварочный кабель 3/0 AWG, кабель класса K 600 В (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 515,00 $В наличии Мин. Макс.: 1000000 футов | Действие | |
| наименование товара Сварочный кабель 4/0 AWG, кабель класса K, 600 В, кабель | Длина /FT | Цена (за фут) 6,89 $В наличии Мин.: 50 футов Макс.: 1000000 футов | Действие Цвет ЧерныйКрасныйЗеленый Черный Красный Зеленый | |
| наименование товара СВАРОЧНЫЙ КАБЕЛЬ 4/0 AWG КЛАССА K 600 В КАБЕЛЬ (Сниженная цена на 100 футов, 250 футов, 500 футов, 1000 футов, 2000 футов) | Длина /Кол-во | Цена (за фут) 688,00 $В наличии Мин. Макс.: 1000000 футов | Действие Цвет ЧерныйСинийЗеленыйКрасныйЖелтый Размер 100 FT250 FT500 FT1000 FT2000 FT Черный / 100 футов Черный / 250 футов Черный / 500 футов Черный / 1000 футов Черный / 2000 футов Синий / 100 футов Синий / 250 футов Синий / 500 футов Синий / 1000 футов Синий / 2000 футов Зеленый / 100 футов Зеленый / 250 футов Зеленый / 500 футов Зеленый / 1000 футов Зеленый / 2000 футов Красный / 100 футов Красный / 250 футов Красный / 500 футов Красный / 1000 футов Красный / 2000 футов Желтый / 100 футов Желтый / 250 футов Желтый / 500 футов Желтый / 1000 футов Желтый / 2000 футов | |
| наименование товара Сварочный кабель 250 MCM, класс K, 600 В, черный кабель | Длина /FT | Цена (за фут) 11,59 $В наличии Мин. Макс.: 1000000 ФУТОВ | Действие Название по умолчанию | |
| наименование товара 250 MCM Сварочный кабель класса K 600 В, черный кабель (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов) | Длина /Кол-во | Цена (за фут) 1 158,00 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие | |
| наименование товара Сварочный кабель 350 MCM, класс K, 600 В, черный кабель | Длина /фут | Цена (за фут) 14,95 $В наличии Мин. Макс.: 1000000 футов | Действие Название по умолчанию | |
| наименование товара Сварочный кабель 350 MCM, класс K, 600 В, черный кабель (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов) | Длина /Кол-во | Цена (за фут) 1 490,00 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие | |
| наименование товара Сварочный кабель 500 MCM, класс K, 600 В, черный кабель | Длина /FT | Цена (за фут) 21,50 $В наличии Мин. Макс.: 1000000 футов | Действие Название по умолчанию | |
| наименование товара 500 MCM Сварочный кабель класса K 600 В, черный кабель (цена снижена на 100 футов, 250 футов, 500 футов, 1000 футов) | Длина /Кол-во | Цена (за фут) 2 140,00 $В наличии Мин.: 1 фут Макс.: 1000000 футов | Действие |
 :
1 фут
:
1 фут :
50 футов
:
50 футов :
1 фут
:
1 фут :
1 фут
:
1 фут :
50 футов
:
50 футов :
100 футов
:
100 футов :
1 фут
:
1 фут :
50 футов
:
50 футов :
1 фут
:
1 фут :
1 фут
:
1 фут :
1 фут
:
1 фут :
1 фут
:
1 фут :
1 фут
:
1 футАппарат для стыковой сварки многожильного провода 10 кВА (SC-WBW-28CC) Приложение для сварки?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес sales@electroweld. com
com
или
Отправьте запрос ценового предложения по следующей ссылке:
Для получения прямой помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в Zoom с нашим Electroweld Инженеры по продажам или позвоните нам напрямую по телефонам, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Чембур, Мумбаи, ИНДИЯ — 400074
Звоните (офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный/WhatsApp: +91-9820160332
9000 636-3048
Эл. Части машины?
Онлайн-заказ можно разместить прямо на Интернет-магазин Electroweld , добавив машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на поставку также можно отправить напрямую по адресу [email protected] или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected] с указанием номера модели машины и требуемого названия/номера детали (или изображения детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях FOB/CIF Ex-Works через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal. me/electroweld74
me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо по адресу [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на настройку по адресу [email protected]
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0006
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, Индия — 400074
. Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214) 9000-8000-3004 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C Marg
Chembur, Mumbai, India — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
. -9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
2 к вам как можно скорееПрикладные науки | Бесплатный полнотекстовый | Микроструктура соединения многожильного провода с подложкой, сваренной ультразвуковой сваркой
1. Введение
Коаксиальный разъем используется для передачи высокочастотных сигналов на некоторые устройства. В последнее время для достижения высокой пропускной способности и высокоскоростной связи требуются высококачественные разъемы с низкими потерями при передаче. Одним из ключевых факторов является сварка между коаксиальным разъемом и коаксиальным кабелем. Коаксиальный кабель состоит из наружных жил и многожильных жил. Как правило, опрессовка широко используется для соединения разъема как с внешними проводниками, так и с многожильными проводами. Однако механическая прочность и проводимость соединения многожильных проводов с подложкой имеет тенденцию к снижению при высокотемпературном старении из-за окисления на границе раздела [1,2,3]. Для одиночной сварки медной проволокой или лентой ультразвуковая сварка является привлекательным методом и изучалась несколькими исследователями [4,5,6,7,8,9].,10,11,12]. В рамках этого метода соединение быстро получается без внешнего источника тепла в воздухе. Медные проволоки можно приваривать непосредственно к медным подложкам [5,10,11,12]. Кроме того, для улучшения свариваемости было разработано покрытие медных проволок или подложек несколькими металлическими слоями для ультразвуковой сварки [4,8,9,13,14,15]. Для разработки методов сварки соединения коаксиального соединителя с проводом с передачей высокочастотного сигнала с низкими потерями мы сначала применили ультразвуковую сварку к тонкопроволочной медной проволоке.
Коаксиальный кабель состоит из наружных жил и многожильных жил. Как правило, опрессовка широко используется для соединения разъема как с внешними проводниками, так и с многожильными проводами. Однако механическая прочность и проводимость соединения многожильных проводов с подложкой имеет тенденцию к снижению при высокотемпературном старении из-за окисления на границе раздела [1,2,3]. Для одиночной сварки медной проволокой или лентой ультразвуковая сварка является привлекательным методом и изучалась несколькими исследователями [4,5,6,7,8,9].,10,11,12]. В рамках этого метода соединение быстро получается без внешнего источника тепла в воздухе. Медные проволоки можно приваривать непосредственно к медным подложкам [5,10,11,12]. Кроме того, для улучшения свариваемости было разработано покрытие медных проволок или подложек несколькими металлическими слоями для ультразвуковой сварки [4,8,9,13,14,15]. Для разработки методов сварки соединения коаксиального соединителя с проводом с передачей высокочастотного сигнала с низкими потерями мы сначала применили ультразвуковую сварку к тонкопроволочной медной проволоке. В данной работе исследовано соединение между тонкопроволочной медной проволокой с покрытием из серебра и подложкой из меди с покрытием из никеля и золота. Чтобы убедиться в эффективности сварки, микроструктуру свариваемого интерфейса исследовали с помощью нескольких методов электронной микроскопии.
В данной работе исследовано соединение между тонкопроволочной медной проволокой с покрытием из серебра и подложкой из меди с покрытием из никеля и золота. Чтобы убедиться в эффективности сварки, микроструктуру свариваемого интерфейса исследовали с помощью нескольких методов электронной микроскопии.
2. Материалы и методы
Многожильный провод состоял из 7 медных проводов диаметром 70 мкм. Каждая проволока была покрыта слоем серебра толщиной 1 мкм. На рис. 1 показана карта обратной полюсной фигуры дифракции обратного рассеяния электронов (EBSD-IPF) одного из многожильных проводов, разрезанных параллельно направлению провода. Размер зерен Cu колебался от 5 до 10 мкм. Подложка Cu имела толщину 100 мкм и была покрыта Ni толщиной 20 мкм и Au толщиной 100 нм. На рис. 2 показана схема ультразвуковой сварочной машины. Сварочный аппарат, использованный в этом исследовании, представлял собой ультразвуковой сварочный аппарат с вращающейся головкой (REBO-7WL, Ultrasonic Engineering Co. , LTD., Токио, Япония). Клиновидное орудие имело V-образную канавку. Глубина и ширина канавок составляли 140 мкм и 220 мкм соответственно. Длина канавки составляла 300 мкм. Многожильный провод укладывался на подложку между инструментом и наковальней. Ультразвуковая вибрация и нагрузка прикладывались к проволоке через клиновой инструмент во время ультразвуковой сварки. Частота сварки составляла 110 кГц, а время сварки фиксировалось на уровне 0,2 с. Сила нагрузки и мощность ультразвука изменялись с 720 до 780 гс и со 110 до 150 а.е. соответственно. После сварки каждое соединение подвергалось испытанию на растяжение. В ходе испытаний подложку закрепляли, а проволоку тянули параллельно поверхности подложки со скоростью траверсы 25 мм/мин. Соединение, сваренное с усилием нагрузки 750 гс и усилием 130 а.е. в ультразвуковой мощности показал максимальную силу 4,8 Н и был использован для наблюдения за микроструктурой. Соединения, сваренные более 760 гс по нагрузочному усилию и 150 а.е. в ультразвуковой мощности были сломаны на границе проволоки между исходной частью и применяемой ультразвуковой частью из-за повреждения, вызванного ультразвуковой сваркой.
, LTD., Токио, Япония). Клиновидное орудие имело V-образную канавку. Глубина и ширина канавок составляли 140 мкм и 220 мкм соответственно. Длина канавки составляла 300 мкм. Многожильный провод укладывался на подложку между инструментом и наковальней. Ультразвуковая вибрация и нагрузка прикладывались к проволоке через клиновой инструмент во время ультразвуковой сварки. Частота сварки составляла 110 кГц, а время сварки фиксировалось на уровне 0,2 с. Сила нагрузки и мощность ультразвука изменялись с 720 до 780 гс и со 110 до 150 а.е. соответственно. После сварки каждое соединение подвергалось испытанию на растяжение. В ходе испытаний подложку закрепляли, а проволоку тянули параллельно поверхности подложки со скоростью траверсы 25 мм/мин. Соединение, сваренное с усилием нагрузки 750 гс и усилием 130 а.е. в ультразвуковой мощности показал максимальную силу 4,8 Н и был использован для наблюдения за микроструктурой. Соединения, сваренные более 760 гс по нагрузочному усилию и 150 а.е. в ультразвуковой мощности были сломаны на границе проволоки между исходной частью и применяемой ультразвуковой частью из-за повреждения, вызванного ультразвуковой сваркой. Подробный анализ выходит за рамки настоящей статьи и будет проведен в дальнейшем.
Подробный анализ выходит за рамки настоящей статьи и будет проведен в дальнейшем.
На рис. 3а показано изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), соединения между коаксиальным кабелем и подложкой после ультразвуковой сварки. Внешние кабели и материалы покрытия в коаксиальном кабеле были удалены, а многожильный провод был приварен к подложке. На рис. 3b показана морфология соединения с максимальной прочностью после испытания на сдвиг при растяжении. Сварной участок оставался на подложке, а образец разрывался в проволоке.
Что касается наблюдения за микроструктурой, соединение было разрезано параллельно и перпендикулярно направлению проволоки. Поперечное сечение соединения было отполировано механически и обработано ионным фрезерованием (IM4000, Hitachi High-Technologies, Токио, Япония) и исследовано с помощью СЭМ (SU-5000, Hitachi High-Technologies, Токио, Япония). Для наблюдения с помощью трансмиссионного электронного микроскопа (ПЭМ) тонкий образец был взят из поперечного сечения с использованием метода сфокусированного ионного пучка (FIB) (JIB-4600F, JEOL, Токио, Япония) и изучен с помощью ПЭМ и сканирующего трансмиссионного электронного микроскопа. (STEM) (JEM-2010, JEM-2800, JEOL, Токио, Япония).
(STEM) (JEM-2010, JEM-2800, JEOL, Токио, Япония).
3. Результаты
3.1. Макроскопическая морфология сварной многопроволочной проволоки
Во-первых, поперечные сечения проволоки разрезали параллельно и перпендикулярно направлению проволоки и наблюдали, чтобы исследовать макроскопическую морфологию соединения.
На рис. 4 показана типичная морфология сварного многожильного провода, разрезанного перпендикулярно направлению проволоки. Рисунок 4 соответствует сечению свариваемой области на рисунке 3. После сварки сечение многожильного провода было треугольным, что соответствовало геометрии клинового инструмента, что позволило сформировать более широкую область контакта с подложкой. . В многожильном проводе несколько участков были разделены белыми линиями. Эти области соответствовали каждому проводу в многожильном проводе. Режимы деформации варьировались в зависимости от положения проволоки в многопроволочном проводе. Проволоки, прилегающие к подложке, стали более плоскими, чем проволоки в верхней части сварного соединения. Как показано далее, белые области, появляющиеся на стыках, соответствуют нанесению Ag на поверхность проволоки перед сваркой. Слой покрытия Ag в основном оставался между проволоками даже после сварки.
Как показано далее, белые области, появляющиеся на стыках, соответствуют нанесению Ag на поверхность проволоки перед сваркой. Слой покрытия Ag в основном оставался между проволоками даже после сварки.
На рис. 5 показана карта IPF, полученная для аналогичного поперечного сечения провода на рис. 4. Изменение цвета на карте показывает различную ориентацию зерен. Стрелки обозначают положение слоя Ag между проволоками. Многожильный провод состоит из семи тонких проводов. Тем не менее, большая часть поперечного сечения многожильного провода выглядит зеленой, что позволяет предположить, что семь проводов показали одинаковую специфическую ориентацию после ультразвуковой сварки.
На рис. 6 показано одно из сечений сварной многопроволочной проволоки, разрезанное параллельно направлению проволоки. Вдоль направления проволоки между проволокой и подложкой была сформирована большая сварная поверхность шириной 200 мкм. Каждая проволока вокруг сварного интерфейса была почти параллельна интерфейсу.
3.2. Микроструктура на границе раздела между проволокой и подложкой
В этом разделе была исследована подробная микроструктура поверхности раздела для выяснения механизма сварки.
На рис. 7 показана типичная микроструктура интерфейса между проводом и подложкой. Между Cu и Ni наблюдаются серые и белые области, соответствующие Ag и Au. Ag — это слой покрытия медной проволоки, а Au — самый внешний слой на медной подложке. Морфология слоев Ag и Au была шероховатой, а толщина каждого слоя варьировалась в зависимости от местоположения, что свидетельствует о пластическом течении между Ag и Au во время ультразвуковой сварки. Иногда на границе между Ag и Au наблюдались небольшие поры, указывающие на исходное положение поверхности. Других дефектов на интерфейсе не наблюдалось.
На рис. 8 показаны карта границ зерен IPF и карта границ зерен EBSD на границе раздела. На рис. 8а показано СЭМ-изображение границы раздела, полученное из той же области, что и анализ EBSD на рис. 7. На карте IPF на рис. 8б в слое серебра, примыкающем к крупным зернам меди, наблюдались удлиненные мелкие зерна Ag. По границе раздела зерна вытянуты от 1 до 2 мкм. Напротив, толщина зерен составляла в среднем около 200 нм и располагалась перпендикулярно границе раздела. На рисунке 8c показана карта границ зерен EBSD. На этой карте синие линии указывают на то, что разориентация границы зерна превышает 15°, а граница зерна представляет собой границу зерна под большим углом. Зеленые линии показывают, что угол поворота колеблется от 15° до 5°. Красные линии указывают на то, что угол поворота меньше 5°. Было обнаружено, что слой Ag в основном состоит из большеугловых границ зерен, а зерна Cu содержат много малоугловых границ зерен.
7. На карте IPF на рис. 8б в слое серебра, примыкающем к крупным зернам меди, наблюдались удлиненные мелкие зерна Ag. По границе раздела зерна вытянуты от 1 до 2 мкм. Напротив, толщина зерен составляла в среднем около 200 нм и располагалась перпендикулярно границе раздела. На рисунке 8c показана карта границ зерен EBSD. На этой карте синие линии указывают на то, что разориентация границы зерна превышает 15°, а граница зерна представляет собой границу зерна под большим углом. Зеленые линии показывают, что угол поворота колеблется от 15° до 5°. Красные линии указывают на то, что угол поворота меньше 5°. Было обнаружено, что слой Ag в основном состоит из большеугловых границ зерен, а зерна Cu содержат много малоугловых границ зерен.
Для подтверждения состава каждого слоя, наблюдаемого между проволокой и подложкой, картирование состава было выполнено с помощью EDS, установленного в STEM. На рисунке 9 показано типичное изображение STEM вокруг интерфейса и картирование EDS, полученное из той же области изображения STEM. Слои Ni и Au присутствуют на пластине Cu в качестве подложки. На этой подложке находится Ag, который является слоем покрытия на медной проволоке. Выявлено, что после ультразвуковой сварки эти слои остались неповрежденными, а разница контрастности в каждом слое соответствовала изменению состава.
Слои Ni и Au присутствуют на пластине Cu в качестве подложки. На этой подложке находится Ag, который является слоем покрытия на медной проволоке. Выявлено, что после ультразвуковой сварки эти слои остались неповрежденными, а разница контрастности в каждом слое соответствовала изменению состава.
На рис. 10 показано светлопольное изображение на границе сварки между проволокой и подложкой. В слое Ag наблюдались двойниковые границы, параллельные границе раздела, что, как полагали, было вызвано пластической деформацией при ультразвуковой сварке. Четкой границы между Au и Ag в этой области не наблюдалось. Картирование химического состава было выполнено в аналогичной области интерфейса. На рис. 11 показаны STEM-изображение и карты состава зерен Ag, прилегающих к границе сварки. В зерне Ag Au существует без четкой границы, и плотность Au увеличивается вблизи подложки. В этой области присутствует твердый раствор Ag/Au.
3.3. Микроструктура на границе раздела проводов
На рис. 4 показано, что после ультразвуковой сварки наблюдается сильное сцепление между проводами в многожильном проводе. Чтобы подтвердить это, мы подробно рассмотрели микроструктуру интерфейса между проводами.
4 показано, что после ультразвуковой сварки наблюдается сильное сцепление между проводами в многожильном проводе. Чтобы подтвердить это, мы подробно рассмотрели микроструктуру интерфейса между проводами.
На рис. 12 показано типичное увеличенное изображение интерфейса между проводами в многожильном проводе. Белая область — это покрытие Ag, которое имелось на поверхности проволоки перед сваркой. Иногда вдоль границы Ag/Ag наблюдались небольшие поры, указывающие на исходное положение поверхности. Выявлено, что после ультразвуковой сварки обе поверхности раздела между подложкой и многожильным проводом и каждый провод в многожильном проводе соединяются вместе одновременно.
На рис. 13 показаны карта IPF и карта границ зерен EBSD вокруг интерфейса между свариваемыми проволоками. На рис. 13а показано СЭМ-изображение границы раздела, взятое из той же области, что и анализ EBSD на рис. 12. Карта IPF на рис. 13b показывает, что зерна Ag вытянуты вдоль границы раздела. На карте границ зерен EBSD на рисунке 13c слой Ag в основном состоит из границ зерен с большим углом и зерен Cu, содержащих много границ зерен с малым углом. Распределение характера границ зерен было почти таким же, как на границе между проволокой и подложкой.
Распределение характера границ зерен было почти таким же, как на границе между проволокой и подложкой.
4. Обсуждение
После ультразвуковой сварки медная проволока деформировалась до треугольной формы, как показано на рис. 4. Однако поверхность раздела между многожильным проводом и подложкой была почти плоской в микрометрическом масштабе, как показано на рис. 7. В В литературе иногда наблюдаются шероховатые поверхности раздела между медной проволокой и подложками, сваренными ультразвуковой сваркой [11,16]. Считалось, что плоская поверхность раздела, полученная в настоящем эксперименте, вызвана твердым слоем Ni, покрывающим подложку Cu.
Анализ EBSD на рис. 8 и рис. 13 показал, что мелкие удлиненные зерна присутствовали вдоль границы раздела с большеугловыми границами зерен. В литературе часто сообщается о создании мелкозернистой области за счет интенсивной пластической деформации вдоль границы раздела после процесса ультразвуковой сварки в нескольких системах [16,17,18,19]. Вокруг границы раздела между листами Cu и Ni, сваренными ультразвуковой сваркой, наблюдалось образование более мелких зерен Cu, более мягких, чем Ni, вследствие пластической деформации при сварке [20]. Эта мелкозернистая область имела границы зерен под большим углом и считалась вызванной механизмом дробления зерен [21]. В настоящем эксперименте во время ультразвуковой сварки сильная пластическая деформация в основном происходила в мягких областях Ag и Au, что приводило к образованию удлиненных мелких зерен с высокоугловыми границами зерен.
Вокруг границы раздела между листами Cu и Ni, сваренными ультразвуковой сваркой, наблюдалось образование более мелких зерен Cu, более мягких, чем Ni, вследствие пластической деформации при сварке [20]. Эта мелкозернистая область имела границы зерен под большим углом и считалась вызванной механизмом дробления зерен [21]. В настоящем эксперименте во время ультразвуковой сварки сильная пластическая деформация в основном происходила в мягких областях Ag и Au, что приводило к образованию удлиненных мелких зерен с высокоугловыми границами зерен.
Пластическая деформация более мягкой пластины, вставленной между более твердыми пластинами, способствовала пластическому течению и формированию соединения при ультразвуковой сварке магниевых сплавов [22]. В данной системе деформация слоев Ag и Au происходила преимущественно после ультразвуковой сварки. Кроме того, слои Ag и Au будут эффективны для минимизации деформации зерен Cu и последующего образования границ зерен, которые ухудшают электронную проводимость Cu [23].
На некотором участке границы между Ag и Au наблюдался твердый раствор. В зависимости от места толщина области твердого раствора от границы раздела менялась, но была порядка 10 нм. Учитывая короткое время сварки 0,2 секунды и скорость диффузии элементов, толщина твердого раствора, по-видимому, увеличилась из-за ультразвуковой сварки. Часто сообщалось, что избыточная концентрация вакансий, вызванная сильной пластической деформацией, увеличивает диффузию вокруг границы раздела во время ультразвуковой сварки [24,25]. Кроме того, было высказано предположение, что дислокации высокой плотности, мелкие зерна и субструктуры, образованные ультразвуковой сваркой, могут усиливать диффузию [17,26,27]. Следовательно, более быстрая диффузия на границе раздела и образование твердого раствора могут быть общей чертой ультразвуковой сварки в настоящей системе. Следовательно, более мягкий материал, покрывающий медь и проволочную подложку, принял на себя большую часть пластической деформации, внося свой вклад в окончательную морфологию и свойства соединения.
5. Выводы
Ультразвуковая сварка была применена к многожильной медной проволоке и медной подложке. Обе поверхности раздела между подложкой и многожильным проводом и каждый провод в многожильном проводе были эффективно заварены без каких-либо наблюдаемых больших пустот или трещин. Слой Ag и Au остался в самой области свариваемого интерфейса. Сварка была успешно достигнута между Au и Ag, которые покрывали медную проволоку и подложку соответственно. Ультразвуковая сварка является привлекательным методом для получения высококачественных соединений без каких-либо дефектов на границе раздела. Слои покрытия на Cu могут эффективно способствовать процессу соединения многожильного провода с подложкой.
Авторские вклады
Написание проекта, пересмотр, сбор данных, анализ, контроль, КИ; пробоподготовка, К.Ю.; образец сварки, испытание на растяжение сдвига, обсуждение, К.М. и Ю.Х.; обсуждение К.Х.
Финансирование
Это исследование финансировалось Dai-ichi Seiko Co. , LTD.
, LTD.
Благодарности
Часть этой работы была проведена на Платформе нанотехнологий расширенной характеристики Токийского университета при поддержке «Платформы нанотехнологий» Министерства образования, культуры, спорта, науки и технологий (MEXT), Япония.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Fujimaki, H.; Сано, К. Технология соединения медных многожильных проводников. Q. J. Jpn. Сварка. соц. 1993 , 11, 277–281. [Google Scholar] [CrossRef]
- Fujimaki, H.; Такаи, Т .; Сано, К. Оценка границы обжатия многожильного медного проводника и латунного наконечника путем измерения коэффициента остаточного сопротивления. Q. J. Jpn. Сварка. соц. 1995 , 13, 418–423. [Google Scholar] [CrossRef]
- Fujimaki, H.; Такаи, Т .; Сано, К. Обжимная муфта динамического действия в многожильных медных проводниках и латунных клеммах. Q. J. Jpn. Сварка. соц. 1995 , 13, 550–555. [Google Scholar] [CrossRef]
- Кадзивара, Р.; Като, М .; Марута, М. Явления ультразвукового связывания медной композитной проволоки с покрытием из золота. Q. J. Jpn. Сварка. соц. 1994 , 12, 142–146. [Google Scholar] [CrossRef]
- Fujimoto, K.; Манабе, Т .; Наката, С .; Fujii, A. Влияние условий склеивания и состояния поверхности на способность к склеиванию. Q. J. Jpn. Сварка. соц. 1996 , 14, 168–173. [Google Scholar] [CrossRef]
- Фудзимото, К.; Масутани, Ю.; Наката, С .; Фуджи, А. Влияние деформации проволоки на способность к соединению. Q. J. Jpn. Сварка. соц. 1996 , 14, 174–178. [Google Scholar] [CrossRef]
- Тиан Ю.; Ван, К.; Люм, И.; Майер, М.; Юнг, Дж. П.; Чжоу, Ю. Исследование клинового соединения ультразвуковой медной проволоки на медных подложках с покрытием Au/Ni при температуре окружающей среды. Дж. Матер. Процесс. Технол. 2008 , 208, 179–186. [Академия Google] [CrossRef]
- Тиан Ю.; Ван, К.; Чжоу, Ю.Н. Механизм соединения ультразвукового клинового соединения медной проволоки на подложке Au/Ni/Cu. Транс. Цветные металлы. соц. Китай 2008 , 18, 132–137. [Google Scholar] [CrossRef]
- Маэда, М.; Сато, Т .; Иноуэ, Н .; Яги, Д.; Такахаши, Ю. Аномальная микроструктура, сформированная на границе между медной лентой и медной пластиной с осажденным оловом с помощью ультразвуковой сварки. Микроэлектрон. Надежный 2011 , 51, 130–136. [Академия Google] [CrossRef]
- Чжун, З.В. Обзор соединения проводов медным или изолированным проводом. Микроэлектрон. Надежный 2011 , 51, 4–12. [Google Scholar] [CrossRef]
- Кестле, К.; Франке, Дж. Сравнительный анализ окна процесса соединения алюминиевых и медных проводов для приложений силовой электроники. Материалы Международной конференции по упаковке электроники (ICEP) 2014 г. , Тояма, Япония, 23–25 апреля 2014 г.; стр. 335–340. [Google Scholar]
- Гросс, Д.; Хааг, С.; Рейнольд, М .; Шнайдер-Рамелов, М.; Ланг, К.-Д. Соединение толстой медной проволоки на кремниевых чипах с медными контактными площадками, пассивированными алюминием. Микроэлектрон. англ. 2016 , 156, 41–45. [Google Scholar] [CrossRef]
- Доле Р.; Петцольд, М .; Кленгель, Р.; Шульце, Х .; Рудольф, Ф. Ультразвуковое соединение клин-клин при комнатной температуре с использованием медной проволоки с алюминиевым покрытием. Микроэлектрон. Надежный 2011 , 51, 97–106. [Google Scholar] [CrossRef]
- Fujiwara, S.; Даускардт, Р. Х. Склеивание медной проволоки на медной подложке с оловянным покрытием с помощью ультразвука. Q. J. Jpn. Сварка. соц. 2010 , 28, 362–368. [Академия Google] [CrossRef]
- Uno, T. Повышение способности соединения медной проволокой с покрытием. Микроэлектрон. Надежный 2011 , 51, 88–96. [Google Scholar] [CrossRef]
- Черни, Б.; Хатиби, Г. Циклическая устойчивость соединений из тяжелой проволоки: Al, AlMg, Cu и CucorAl. Микроэлектрон. Надежный 2018 , 88–90, 745–751. [Google Scholar] [CrossRef]
- Fujii, HT; Эндо, Х .; Сато, Ю.С.; Кокава, Х. Эволюция межфазной микроструктуры и формирование сварного шва во время ультразвуковой сварки алюминиевого сплава с медью. Матер. Характер. 2018 , 139, 233–240. [Google Scholar] [CrossRef]
- Бролл, М.С.; Гейслер, У .; Хёфер, Дж.; Шмитц, С .; Виттлер, О .; Ланг, К.Д. Эволюция микроструктуры алюминиевых проводов, сваренных ультразвуком. Микроэлектрон. Надежный 2015 , 55, 961–968. [Google Scholar] [CrossRef]
- Хатиби Г.; Вайс, Б.; Бернарди, Дж.; Шварц, С. Микроструктурное исследование межфазных характеристик в соединениях из алюминиевой проволоки. Дж. Электрон. Матер. 2012 , 41, 3436–3446. [Академия Google] [CrossRef]
- Танака Ю.; Фудзивара, С.; Огура, Т .; Сано, Т .; Хиросе, А. Ультразвуковое соединение Cu/Ni и его термическая надежность. Q. J. Jpn. Сварка. соц. 2013 , 31, 66–74. [Google Scholar] [CrossRef]
- Хьюз, Д.А.; Хансен, Н. Границы под большим углом, образованные механизмами разделения зерна. Acta Mater. 1997 , 45, 3871–3886. [Google Scholar] [CrossRef]
- Хоши, Ю.; Ивамото, К.; Хигаси, Ю. Взаимосвязь между анизотропией экструдированного сплава Mg-Zn-Y и способностью к ультразвуковой точечной сварке. Q. J. Jpn. Сварка. соц. 2018 , 36, 185–192. [Google Scholar] [CrossRef]
- Онуки, Дж.; Тамахаши, К.; Ишики, М. Текущее состояние и будущие перспективы межсоединений Cu для очень высокоскоростных БИС. Матер. Япония. 2011 , 50, 480–487. [Google Scholar] [CrossRef][Green Version]
- Гайслер, Ю.; Фанк, Дж.; Шнайдер-Рамелов, М.; Энгельманн, Х.-Дж.; Руч, И.; Мюллер, WH; Райхл, Х. Формирование интерфейса в процессе US-Wedge/Wedge-Bond контактов AlSi1/CuNiAu. Дж. Электрон. Матер. 2010 , 40, 239–246. [Google Scholar] [CrossRef]
- Пантели А.; Робсон, JD; Бро, И.; Прангнелл, П.Б. Влияние высокоскоростной деформации на интерметаллидную реакцию при ультразвуковой сварке алюминия с магнием. Матер. науч. англ. А 2012 , 556, 31–42. [Академия Google] [CrossRef]
- Хаддади, Ф. Быстрый рост интерметаллидов при деформации с высокой скоростью деформации во время точечной сварки алюминия со сталью с помощью ультразвука высокой мощности. Матер. Дес. 2015 , 66, 459–472. [Google Scholar] [CrossRef]
 Q. J. Jpn. Сварка. соц. 1995 , 13, 550–555. [Google Scholar] [CrossRef]
Q. J. Jpn. Сварка. соц. 1995 , 13, 550–555. [Google Scholar] [CrossRef] Дж. Матер. Процесс. Технол. 2008 , 208, 179–186. [Академия Google] [CrossRef]
Дж. Матер. Процесс. Технол. 2008 , 208, 179–186. [Академия Google] [CrossRef] , Тояма, Япония, 23–25 апреля 2014 г.; стр. 335–340. [Google Scholar]
, Тояма, Япония, 23–25 апреля 2014 г.; стр. 335–340. [Google Scholar] Надежный 2011 , 51, 88–96. [Google Scholar] [CrossRef]
Надежный 2011 , 51, 88–96. [Google Scholar] [CrossRef] 2012 , 41, 3436–3446. [Академия Google] [CrossRef]
2012 , 41, 3436–3446. [Академия Google] [CrossRef] «> Гундуз И.; Андо, Т .; Шаттак, Э.; Вонг, П.; Думанидис, К. Усиленная диффузия и фазовые превращения при ультразвуковой сварке цинка и алюминия. Скр. Матер. 2005 , 52, 939–943. [Академия Google] [CrossRef]
«> Гундуз И.; Андо, Т .; Шаттак, Э.; Вонг, П.; Думанидис, К. Усиленная диффузия и фазовые превращения при ультразвуковой сварке цинка и алюминия. Скр. Матер. 2005 , 52, 939–943. [Академия Google] [CrossRef] [Google Scholar] [CrossRef]
[Google Scholar] [CrossRef]Рисунок 1. EBSD-карта одного из многожильных проводов, разрезанных параллельно направлению провода.
Рис. 1. EBSD-карта одного из многожильных проводов, разрезанных параллельно направлению провода.
Рисунок 2. Схематическое изображение ультразвукового сварочного аппарата.
Рисунок 2. Схематическое изображение ультразвукового сварочного аппарата.
Рисунок 3. ( a ) Соединение между коаксиальным кабелем и основанием. ( b ) Соединение сломано после испытания на сдвиг при растяжении.
Рисунок 3. ( a ) Соединение между коаксиальным кабелем и основанием. ( b ) Соединение сломано после испытания на сдвиг при растяжении.
Рисунок 4. Поперечное сечение свариваемой проволоки срезается перпендикулярно направлению проволоки.
Рис. 4. Поперечное сечение свариваемой проволоки срезается перпендикулярно направлению проволоки.
Рисунок 5. Карта обратной полюсной фигуры (IPF), полученная из поперечного сечения провода, отрезанного перпендикулярно направлению провода.
Рис. 5. Карта обратной полюсной фигуры (IPF), полученная из поперечного сечения провода, отрезанного перпендикулярно направлению провода.
Рисунок 6. Поперечное сечение свариваемой проволоки срезается параллельно направлению проволоки.
Рис. 6. Поперечное сечение свариваемой проволоки срезается параллельно направлению проволоки.
Рисунок 7. Увеличенное SEM-изображение интерфейса. Стрелкой обозначена небольшая пора на границе раздела.
Рис. 7. Увеличенное SEM-изображение интерфейса. Стрелкой обозначена небольшая пора на границе раздела.
Рисунок 8. ( a ) СЭМ-изображение на границе между проволокой и подложкой ( b ) Карта IPF и ( c ) Карта границ зерен EBSD, полученная на границе раздела.
Рис. 8. ( a ) СЭМ-изображение на границе между проволокой и подложкой ( b ) Карта IPF и ( c ) Карта границ зерен EBSD, полученная на границе раздела.
8. ( a ) СЭМ-изображение на границе между проволокой и подложкой ( b ) Карта IPF и ( c ) Карта границ зерен EBSD, полученная на границе раздела.
Рисунок 9. Изображение STEM и отображение EDS каждого элемента интерфейса.
Рис. 9. Изображение STEM и отображение EDS каждого элемента интерфейса.
Рисунок 10. Изображение интерфейса в светлом поле. Стрелка указывает на близнецовую границу.
Рис. 10. Изображение интерфейса в светлом поле. Стрелка указывает на близнецовую границу.
Рисунок 11. EDS-картирование зерна Ag вокруг границы раздела.
Рис. 11. EDS-картирование зерна Ag вокруг границы раздела.
Рисунок 12. Увеличенное изображение интерфейса между проводами. Стрелка указывает на небольшую пору на границе раздела.
Рисунок 12. Увеличенное изображение интерфейса между проводами. Стрелка указывает на небольшую пору на границе раздела.