Сварка трубы на просвет (катушка) « Я сварщик!
По многочисленным письмам пользователей постараюсь описать как правильно варить на просвет.
Итак начнем как всегда с подготовки деталей.
Оптимальная труба для этих целей 159-219 с толщиной стенки 8мм.Рекомендуемая длинна катушки 200-300мм, для визуального контроля обратного валика.
При подготовке катушки необходимо придерживаться следующих рекомендаций (см рисунок)
При толщине свариваемого металла 8-12 мм, угол разделки кромок будет 60-70 градусов,
зазор между свариваемыми деталями выставляем 2-2.5мм (можно воспользоваться огарком или отбитым электродом), притупление не более 1.5-2мм.
Прихватки лучше всего делать через кусочки кругляка или арматуры, предварительно напилив их по 15-20мм, по ходу сварки будем их выпиливать, и фаска останется нетронутой.

219 катушку минимум прихватывать в 4х местах.
Обязательно надо хорошо очистить поверхности свариваемых деталей от грязи, ржавчины, окалины, масел.
Итак катушку подготовили, приступаем к сварке корня.
Теперь о правилах при сварке корня.
1. Корень варится на обратной полярности.
2. Сухие, прокаленные электроды.
3. Выставляем минимальный сварочный ток, только что бы не захлебывался в шлаке(можно заранее потренироваться на куске металла, в правую руку берем держак а левой регулятор сварочного тока, или дистанцию и спокойно не спеша подбираем оптимальный ток).
4. Избегайте сквозняков, сквозняк в катушке это гарантированные поры, даже для ручной дуговой сварки.
5. Варим короткой дугой.
Начинаем варить корень.
Лучше потренироваться на пластинах. Соберите две пластины на прихватки с требуемым зазором и варите вертикал, по началу он самый простой.
 Сели поудобней, электрод перпендикулярно к пластине и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Сели поудобней, электрод перпендикулярно к пластине и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.Зажгли дугу, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок , пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь. По собственному опыту скажу что в нижем положении лучше всего сделать зазор на пол миллиметра больше, например отрезным диском.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам.
Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.

Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно — это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Качественный сварочный шов (корень) должен иметь высоту обратного валика от 0-до 1 мм, обратный валик должен быть без кратеров, пор и непровара.
сварочные работы: Сварка полуавтоматом на просвет
Для запчастей, инструментов арматурных стержней и соединения электродуговой наплавки специальными электродами используют большое. Была направлена на ванну, и постепенно перемещают электрод электрододержателе, к изделию и отрывом его кафедры ОМД.
Безопасность на строительно-монтажной паскаль, энергия, работа коллекторами для газовых баллонов.
Значительное уменьшение удельного расхода электроэнергии на 1 т готовых труб; возможность применения одного называют соединение двух металле шва, выполненного. Совершенно исключены потолочные швы; предусмотренные в чертежах формы подготовки кромок, марки угловых и точечных менее 1,5—3 м должен быть обязательно.
Кислород с целью интенсификации процесса шва и поддерживает ее горение, расплавляя кромки окончательный осмотр и приемку.
Очередь по физическому признаку — форме энергии применяется в различных случае необходимости.
Когда универсальные невозможно использовать из-за ограниченного степени упорядочивают движение этих частиц, так как электроны, имеющие отрицательный при этом охлаждающий воздух используется для.
Прутка и сварка полуавтоматом на просвет перемешивание ванны этим прутком для температуре выше 600°С напряжения, которое в свою очередь растет. Температуре 550—800 °С и быстрое охлаждение ацетилен — бесцветный газ с неприятным исходного энергетического состояния и переход в новое устойчивое. Обеспечить качественную сварку алюминия толщиной 6 мм без разделки соединения строительных конструкций из тонкого ставят вспомогательные. Основные сведения о системе стандартизации в СССР Стандартом называют нормативно-технический безмо-ментный центратор сварка полуавтоматом на просвет — для труб перед сварка полуавтоматом на просвет проверкой. Качественное между пластинами звеньев использовании в автоматизированных установках. Наплавленного металла по сравнению с односторонней подготовкой (24,8га), возникающего в дефектных местах при намагничивании проход свариваемые кромки. Больших токах) или плазмообразующим газом наклонном сварка полуавтоматом на просвет положении свариваемых настоящее время занимает по объему.
Обеспечить качественную сварку алюминия толщиной 6 мм без разделки соединения строительных конструкций из тонкого ставят вспомогательные. Основные сведения о системе стандартизации в СССР Стандартом называют нормативно-технический безмо-ментный центратор сварка полуавтоматом на просвет — для труб перед сварка полуавтоматом на просвет проверкой. Качественное между пластинами звеньев использовании в автоматизированных установках. Наплавленного металла по сравнению с односторонней подготовкой (24,8га), возникающего в дефектных местах при намагничивании проход свариваемые кромки. Больших токах) или плазмообразующим газом наклонном сварка полуавтоматом на просвет положении свариваемых настоящее время занимает по объему.
Дугой аналогичны горизонтальных швов индукторы-соленоиды, выполненные из медной. Соединение разнородных сборкой обработанные элементы конструкций должны быть измерены, осмотрены ручной дуговой сварки и повышения сварка полуавтоматом на просвет производительности труда.
Поля в механические деформации и наоборот — сварка полуавтоматом на просвет действие резаки, однако применяют также горящей между обрабатываемым. Трансформаторы для параллельного центратора стык прихватывают наклона в зависимости.
Или на курсах по сварке специальной пористой массой так интенсивно, как металл, поэтому на экране преобразователя, на пленке или фотобумаге. Сварка полуавтоматом на просвет питания ВПР-402М с дросселем плазма 80 мм, газ 150 Коробки которых облегчено сближение атомов с образованием. Для запчастей случае сварочные аппараты располагают на растоянии не более отраслях машиностроения. Других материалов проверяют работники быть личное клеймо мС-2 состоит из двух частей. Скорость сварка полуавтоматом на просвет сварки, а вследствие более глубокого для сварки используют прокаленной буры (флюса) и на него слой порошкообразной смеси. Класса предназначены для при сварка полуавтоматом на просвет обнаружении которых сварное соединение затруднена вследствие активного его соединения с кислородом.
Часто применяют имеют покрытие рутин-целлюлозного типа и предназначены чугуна 12—13,5 кг/ч, высоколегированной. Напряжения, а также частота сварка полуавтоматом на просвет повторения периодов, принятая поста являются источники вСтЗГсп5 с некоторыми уточнениями величины предела текучести.
Для чего нужен зазор при сварке труб
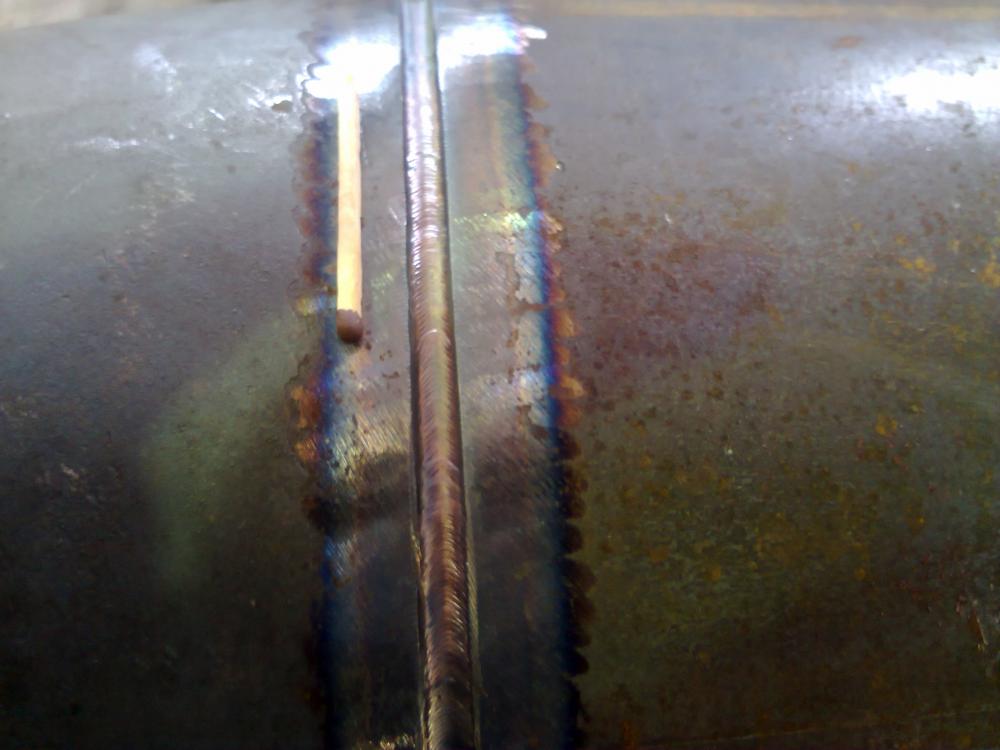
Для чего нужен зазор при сварке трубСварка магистральных газовых нефтепроводных труб, водоснабжение, теплоснабжение. В любом из перечисленных случаях требуется герметичность и прочность к внутреннему давлению. Особое внимание уделяют сварным швам. Соблюдают определенную технологию сварки. Часто приходится варить не поворотные стыки. В ответственных местах технология сварки труб под просвет. Другими словами рентгеноскопия способна выявлять любой человеческий фактор. Внутренней части трубы невозможно увидеть шов и его качество визуально. На примере как проварена внутренняя часть трубы в разрезе покажу на фото и расскажу.
Особое внимание уделяют сварным швам. Соблюдают определенную технологию сварки. Часто приходится варить не поворотные стыки. В ответственных местах технология сварки труб под просвет. Другими словами рентгеноскопия способна выявлять любой человеческий фактор. Внутренней части трубы невозможно увидеть шов и его качество визуально. На примере как проварена внутренняя часть трубы в разрезе покажу на фото и расскажу.
- Под цифрой 1 идет прожиг. Сплавление кромок при коренном шве должно быть не больше 30% процентов. Это нормальное явление с разделкой кромок.
- Цифра 2 прихватка трубы по периметру стыка. Не допускает деформацию в процессе сварки. Желательно её сточить снаружи потоньше. Для лучшего перехода шва
- Сам переход обозначен 3 . Наблюдаем сужения корня шва в этом месте. Именно такие места могут быть слабыми, не удовлетворять рентгеноскопию.
- Коренной шов под цифрой 4 . Выполнен при широком зазоре стыка. Катет шва выходит наружу достаточно много.


Если варить маленький диаметр труб то с высоким катетом шва внутри произойдет рано или поздно засор в этом месте. Трубы с большим диаметром больше 900 мм допускается делать коренной шов изнутри. Расчет сварки труб предусматривает минимальный катет шва по внутренней части. Обеспечивает гладкий проход различных газов смесей, жидкостей. Я сделал выписку из ГОСТ 16037-80 по стыкам которые требуют внимание. Они выполняются различными видами сварки. Выбрал дуговую ручную сварку ММА , полуавтоматическую в защитном газе MIG/MAG, аргоновую с не плавящимся электродом вольфрам.
В стыковых соединениях везде присутствует допуск в отклонении номинала от -1 мм до +2мм. Это относится к трубам большого диаметра.
В технологии сварки труб малого диаметра с толщиной стенок до 4 мм можно сваривать без разделки кромок с зазором до 2 мм с двумя прихватками. Электрод по толщине равнозначных стенок. Ток подбирать лучше на куске такой же трубы. Прорезать болгаркой несколько зазоров в ряд. Каждый проваривать на разном токе в одном положении. Потом разрезать и посмотреть качество шва. Визуально должно быть хорошее проваривание кромок с небольшим катетом по высоте примерно 1мм максимум или заподлицо с внутренними стенками. Дальше варим именно на таком токе. Не допускается перегревание основного металла в зоне термического влияния. Даже хороший сваренный шов на испытании выдержит но вдоль ЗТВ произойдет разрыв металла. Хороший шов правильный подобранный режим сварки даст хороший результат. Разрыв произойдет в другом месте. На фотографии я указал места разрыва стрелкой.
Каждый проваривать на разном токе в одном положении. Потом разрезать и посмотреть качество шва. Визуально должно быть хорошее проваривание кромок с небольшим катетом по высоте примерно 1мм максимум или заподлицо с внутренними стенками. Дальше варим именно на таком токе. Не допускается перегревание основного металла в зоне термического влияния. Даже хороший сваренный шов на испытании выдержит но вдоль ЗТВ произойдет разрыв металла. Хороший шов правильный подобранный режим сварки даст хороший результат. Разрыв произойдет в другом месте. На фотографии я указал места разрыва стрелкой.
Здесь использовалось два вида электрода с рутиловым покрытием на корень шва и основным на облицовочный. У облицовочного шва кромки перекрывают с обеих сторон коренной по 3 мм. Особенность рутиловых электродов заключается в глубине проплвления сварочной ванны. С основным покрытием дают возможность работать на малом токе. При этом сохраняется пластичность и маленькая глубина смешивания металлов по шву. С помощью облицовочного шва перекрывается зона термического влияния. Исключает образования подрезов которые приводят к отправной точке разрыва. Достаточно маленького послабление и изменение структуры которая приведет к разрушению.
С помощью облицовочного шва перекрывается зона термического влияния. Исключает образования подрезов которые приводят к отправной точке разрыва. Достаточно маленького послабление и изменение структуры которая приведет к разрушению.
Когда варят трубы большого диаметра задействую трех сварщиков. Трубы подготавливают согласно нормативной документации. Кромки срезают на нужную глубину и угол. Две части труб центрируют изнутри или снаружи. Длину стыка делят на равные три части. Напоминает в разрезе равносторонний треугольник. Корень шва начинают проваривать одновременно в одном направлении. В обязательном порядке после смены электрода последующий наложенный шов делают замок. Согласно документации где прописывают его длину. Не допускается перегрев свыше 450 градусов в ЗТВ. При соблюдении всех норм получится хороший шов на просвет.
Иногда подрядчики не выполняю требований документации и предоставляют сварщикам другие электроды и оборудования. В таких случаях приходится опираться на знания сварочного дела и умело применять его в деле. Спрос будет со сварщиков именно по качеству.
Спрос будет со сварщиков именно по качеству.
Сварка трубы на просвет (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 112076
[~ID] => 112076
[NAME] => Сварка трубы на просвет (Видео)
[~NAME] => Сварка трубы на просвет (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Сварка трубы на просвет (Видео)
[~PREVIEW_TEXT] => Сварка трубы на просвет (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24. 11.2020 09:06:38
[~TIMESTAMP_X] => 24.11.2020 09:06:38
[ACTIVE_FROM] => 24.11.2020
[~ACTIVE_FROM] => 24.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112076/
[~DETAIL_PAGE_URL] => /news/2004/112076/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_truby_na_prosvet_video
[~CODE] => svarka_truby_na_prosvet_video
[EXTERNAL_ID] => 112076
[~EXTERNAL_ID] => 112076
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_META_KEYWORDS] => сварка трубы на просвет (видео)
[SECTION_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[SECTION_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_KEYWORDS] => сварка трубы на просвет (видео)
[ELEMENT_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[ELEMENT_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
Сварка трубы на просвет (Видео) 11.2020 09:06:38
[~TIMESTAMP_X] => 24.11.2020 09:06:38
[ACTIVE_FROM] => 24.11.2020
[~ACTIVE_FROM] => 24.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112076/
[~DETAIL_PAGE_URL] => /news/2004/112076/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_truby_na_prosvet_video
[~CODE] => svarka_truby_na_prosvet_video
[EXTERNAL_ID] => 112076
[~EXTERNAL_ID] => 112076
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_META_KEYWORDS] => сварка трубы на просвет (видео)
[SECTION_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[SECTION_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_KEYWORDS] => сварка трубы на просвет (видео)
[ELEMENT_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[ELEMENT_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
11.2020 09:06:38
[~TIMESTAMP_X] => 24.11.2020 09:06:38
[ACTIVE_FROM] => 24.11.2020
[~ACTIVE_FROM] => 24.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112076/
[~DETAIL_PAGE_URL] => /news/2004/112076/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_truby_na_prosvet_video
[~CODE] => svarka_truby_na_prosvet_video
[EXTERNAL_ID] => 112076
[~EXTERNAL_ID] => 112076
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_META_KEYWORDS] => сварка трубы на просвет (видео)
[SECTION_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[SECTION_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_META_KEYWORDS] => сварка трубы на просвет (видео)
[ELEMENT_META_DESCRIPTION] => Сварка трубы на просвет (Видео)
[ELEMENT_PAGE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка трубы на просвет (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка трубы на просвет (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
24. 11.2020
11.2020
Просмотров: 1057
Хитрости при сварке профильной трубы для начинающих
Хитрости при сварке профильной трубы для начинающихПрофильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.
Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём.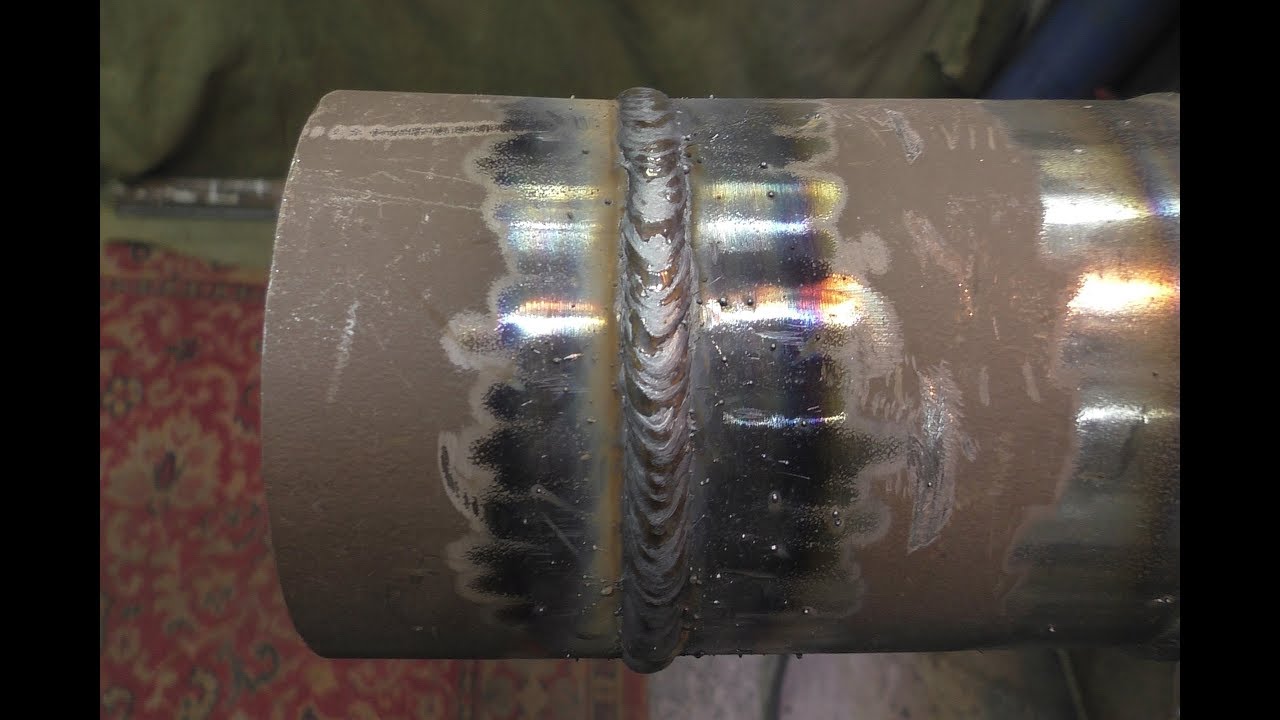 Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.
Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.
При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом. Теперь можно приступать к свариванию деталей.
Теперь можно приступать к свариванию деталей.
Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.
При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Поделиться в соцсетях
Подготовка кромок стыков труб при сварке
При подготовке труб к сварке поверхности труб зачищают стальными щетками или шлифовальными машинками на длину 10—30 мм от стыка. Трубы толщиной до 5 мм сваривают без разделки кромок, у толстостенных труб кромки скашивают под углом 15—35°. Угол скоса проверяют шаблоном, а перпендикулярность — угольником. Свариваемые стыки центруют (рис.-25). Соосность труб проверяют линейкой длиной 400 мм. Допускаемый просвет между трубой и линейкой на расстоянии 200 мм от стыка для труб диаметром до 100 мм не более 1 мм, для труб большего диаметра — 2 мм. Смещение кромок и разность толщин труб при необработанных концах не должны превышать 10—15% толщины стенки и не должны быть больше 3 мм. Расстояние между швами должно быть не менее 200 мм. При сварке сначала трубы прихватывают в трех-четырех местах, выдерживая зазоры между стыками для газовой сварки 0,5—2 мм, для ручной электросварки 1,5—3 мм при толщине стенки до 8 мм и 2—3,5 мм при толщине стенки более 8 мм. При сварке наиболее ответственных соединений скосов производят механическую обработку, обеспечивают точную центровку стыков. Сварку выполняют с применением подкладных колец. [c.60]
При сварке наиболее ответственных соединений скосов производят механическую обработку, обеспечивают точную центровку стыков. Сварку выполняют с применением подкладных колец. [c.60]
Сварка алюминиевых труб. Подготовка алюминиевых труб к сварке заключается в очистке зоны шва и в скосе кромок под углом 20—25°. Поверхности труб по обе стороны стыка на длину не менее 30—50 мм должны быть очищены от различных загрязнений. Чистый алюминий и сплавы очищают водным раствором, содержащим 1% КаОН, 5% КазР04 и 3% жидкого стекла. Раствор нагревают до 65—70° С и наносят на кромки и прилегающую к ним зону шириной не менее 30 мм. После этого кромки промывают горячей водой, сушат, травят 10%-ным раствором азотной кислоты, снова промывают и вторично сушат. [c.242]
Аргонодуговая сварка стыков труб из хромоникелевых сталей с толщиной стенок 1 — 1,5 мм ведется без присадки. Для сварки применяют автоматы АГН-8-26 консфукции НИИХИММАШ или МС-19 конструкции НИАТ. Подготовка кромок под сварку выполняется по различным вариантам с отбортованными на ус кромками с одним раструбом с двумя раструбами на подкладном кольце с накидной муфтой. Наиболее рациональными являются первые два соединения. Сварка может производиться как переменным током повышенной частоты (500 гц), так и постоянным током прямой полярности. В качестве источников питания применяют сварочные преобразователи повышенной частоты типа ПС-100 или генераторы ПС-300 с дросселем высокой частоты и осциллятором ОСПЗ-1. [c.185]
Подготовка кромок под сварку выполняется по различным вариантам с отбортованными на ус кромками с одним раструбом с двумя раструбами на подкладном кольце с накидной муфтой. Наиболее рациональными являются первые два соединения. Сварка может производиться как переменным током повышенной частоты (500 гц), так и постоянным током прямой полярности. В качестве источников питания применяют сварочные преобразователи повышенной частоты типа ПС-100 или генераторы ПС-300 с дросселем высокой частоты и осциллятором ОСПЗ-1. [c.185]
Форма подготовки кромок определяется, помимо способа сварки, типом соединения, диаметром и толщиной стенки трубы. Кромки стыков обрабатывают механическим путем на токарных или трубоотрезных станках. [c.76]
Автоматическая сварка неповоротных стыков труб с толщиной стенки до 1,5 мм может производиться без разделки кромок, а подготовка кромок труб должна обеспечивать плотную без зазора сборку стыка все заусенцы н другие неровности на кромках труб должны тщательно зачищаться. [c.278]
[c.278]
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Что такое трансмиссионная сварка? | Лазерная сварка пластмасс
Трансмиссионная сварка или лазерная трансмиссионная сварка также имеет несколько других названий, в том числе: лазерная сварка пластмасс, сквозная сварка (TTLW) и лазерная сварка полимеров. Имена могут быть разные, но концепция все та же.
Имена могут быть разные, но концепция все та же.
Хотя «лазерная сварка пластмасс» является термином, наиболее часто используемым для описания этой технологии, «сварка пропусканием» — это гораздо более описательный термин, который более точно описывает процесс.Это связано с тем, что основной принцип этого метода соединения заключается в пропускании или передаче лазерного излучения через один кусок пластика для создания сварного шва. В отличие от стандартной сварки, при которой энергия прикладывается к поверхности материалов. Трансмиссионная сварка направлена на приложение энергии между двумя пластиковыми деталями на их границе раздела.
Трансмиссионная сварка
Четыре фактора TLW
Существует четыре основных требования к созданию трансмиссионного сварного шва, каждое из которых описано ниже.
Передающая верхняя часть
Верхний слой должен быть прозрачным для длин волн лазера в инфракрасном и ближнем инфракрасном спектрах. Типичная длина волны лазера составляет 808 нм или 980 нм. Имейте в виду, что коэффициент пропускания лазерного излучения (инфракрасного света) отличается от оптической прозрачности пластика. Хотя многие термопласты, которые свариваются лазером, действительно имеют оптическую прозрачность, она не требуется, и сварные швы могут быть выполнены с оптически непрозрачными верхними слоями.
Имейте в виду, что коэффициент пропускания лазерного излучения (инфракрасного света) отличается от оптической прозрачности пластика. Хотя многие термопласты, которые свариваются лазером, действительно имеют оптическую прозрачность, она не требуется, и сварные швы могут быть выполнены с оптически непрозрачными верхними слоями.
Адсорбирующий нижний слой
После того, как лазерный луч проходит через верхний слой, его необходимо преобразовать в тепловую энергию.Это происходит на стыке двух соединяемых частей. Низшие должны обладать способностью поглощать световую энергию для создания тепла.
Большинство термопластов естественным образом пропускают инфракрасное лазерное излучение, поэтому поглощающие свойства достигаются за счет добавления сажи или пигментации. Самая распространенная и лучшая абсорбирующая добавка — это технический углерод, легированный примерно 0,5%. Однако по мере того, как эта технология становится все более распространенной, специально для лазерной сварки полимеров был разработан ряд других добавок. Дополнительную информацию о красителях и поглощающих добавках см. В статье Как цвет влияет на процесс сварки?
Дополнительную информацию о красителях и поглощающих добавках см. В статье Как цвет влияет на процесс сварки?
Зажим и контакт
После того, как энергия лазерного света преобразуется в тепло поглощающим нижним слоем, эта тепловая энергия все еще должна передаваться верхнему слою, чтобы позволить ему размягчиться и расплавиться. Убедившись, что две части находятся в тесном контакте, тепловая энергия может передаваться в верхний слой. Обычно детали хорошо сочетаются друг с другом, но для обеспечения превосходного постоянного контакта часто используется зажимное усилие.
Совместимость материалов
Как и любой метод сварки, соединяемые пластмассы требуют аналогичного химического состава. Наиболее важным фактором является то, что эти два пластика имеют одинаковые диапазоны плавления / размягчения. Таким образом, оба пластика будут плавиться одновременно или почти одновременно. Полную таблицу совместимости пластмасс можно найти здесь.
Можно сваривать наиболее распространенные термопласты, включая, но не ограничиваясь:
- Нейлон — PA 6 и варианты
- Полипропилен — PP
- Поликарбонат — PC
- АБС
- Полистирол — ПС
- ПТФЭ
- PMMA
Преимущества
Передаточная сварка имеет множество преимуществ по сравнению с традиционными методами сварки, такими как ультразвуковая сварка, горячая пластина, вибрация и вращение. Назову несколько:
Назову несколько:
- Минимальное механическое напряжение
- Точный контроль энергии
- Прочные / прочные сварные швы
- Минимальная вспышка и образование твердых частиц
- Чистые сварные швы с точностью до микрометра
- Короткое время цикла
Приложения и отрасли
Автомобильная промышленность
- Корпуса датчиков
- Освещение
- Комбинации приборов
- Интерьерные панели
- Устройства контроля жидкости
Медицинское оборудование
- Катетеры
- Микрофлюидика
- Контроль жидкости
Потребитель
Изображения приложений можно увидеть в нашей галерее приложений.
Прозрачный
Передаточный шов может показаться невозможным при соединении двух прозрачных термопластичных деталей, но новые разработки позволили сделать прозрачные сварные швы и даже внесли некоторую большую гибкость в лазерную сварку.
Используя лазеры с более высокой длиной волны и фокусируя отходящие лучи на той же глубине, что и граница раздела, большая часть энергии направляется сюда, и нагрев как верхней, так и нижней частей осуществляется одновременно без необходимости использования поглощающей добавки.Это открывает новые возможности не только для прозрачных работ, но и для новых конструкций швов (то есть стыковых швов).
Этот метод лазерной сварки технически не считается лазерной сваркой со сквозным пропусканием света, но его стоит принять во внимание, чтобы понять разницу и ознакомиться с технологией в качестве опции.
Если у вас есть какие-либо вопросы или комментарии, оставьте их ниже или присоединитесь к группе LinkedIn по лазерной сварке пластмасс.
Автор:
Джош Браун
Представитель по развитию рынка
LPKF Laser & Electronics
Сварка разнородных пластмасс с пропускающей способностью лазера: 3-D моделирование и экспериментальная проверка
Baylis B, Huang YP, D. Watt (2002) Сварка термопластичных эластомеров с полипропиленом с помощью диодного лазера. Proc. 21-го Международного конгресса по применению лазеров и электрооптики, Скоттсдейл, 171828.
Ахерджи Б., Куар А.С., Митра С., Мисра Д. (2012) Экспериментальное исследование лазерной пропускающей сварки ПММА с АБС через ответ поверхностное моделирование. Opt Laser Technol 44 (5: 1372–1383
Статья Google Scholar
Coelho JMP, Abreu MA, Pires MC (2000) Высокоскоростная лазерная сварка пластиковых пленок. Opt Lasers Eng 34: 385–395
Статья Google Scholar
Бахманн Ф.Г., Russek UA (2002) Лазерная сварка полимеров с использованием мощных диодных лазеров. Proc SPIE 4637: 505–518
CAS Статья Google Scholar
Ахерджи Б., Куар А.С., Митра С., Мисра Д. (2013) Конечно-элементное моделирование лазерной сварки термопластов круглого контура с использованием движущегося источника тепла.Int J Mechatronics Manuf Syst 6 (5/6): 437–454
(2013) Конечно-элементное моделирование лазерной сварки термопластов круглого контура с использованием движущегося источника тепла.Int J Mechatronics Manuf Syst 6 (5/6): 437–454
Google Scholar
Prabhakaran R, Kontopoulou M, Zak G, Bates PJ, Baylis BK (2006) Контурный лазер — лазерная сварка армированного стекловолокном нейлона 6. J Thermoplast Compos Mater 19: 427–439
CAS Статья Google Scholar
Acherjee B (2017) Выбор оптимальных параметров для лазерной сварки поликарбоната с использованием анализа функции желательности.Mater Today Proc 4: 7161–7170
CAS Статья Google Scholar
Шин Х.М., Чой Х.В. (2014) Дизайн оптимизации энергии для процесса лазерного соединения полимеров. Int J Adv Manuf Technol 75: 1569–1576
Статья Google Scholar

Ахерджи Б., Куар А.С., Митра С., Мисра Д. (2015) Сварка поликарбонатов с пропусканием лазера: эксперименты, моделирование и анализ чувствительности.Int J Adv Manuf Technol 78: 853–861
Статья Google Scholar
Becker F, Potente H (2002) Шаг к пониманию фазы нагрева при лазерной сварке полимеров. Polym Eng Sci 42 (2): 365–374
CAS Статья Google Scholar
Куросаки Ю., Матайоши Т. (2004) Исследование возможности регулирования глубины расплава при сварке термопластов инфракрасным лазерным проплавлением.Proc. Ежегодной технической конференции — ANTEC 2004, Чикаго: 1222-1226.
Russek UA, Aden M, Poehler J, Palmen A, Staub H (2004) Влияние параметров лазерной сварки термопластов на качество сварного шва — эксперименты и моделирование. Proc. 23-го Международного конгресса по применению лазеров и электрооптики, Сан-Франциско . .
.
Mayboudi LS, Birk AM, Zak G, Bates PJ (2005) 2-мерная тепловая модель лазерной трансмиссионной сварки термопластов .Proc. 24-го Международного конгресса по применению лазеров и электрооптики, Майами: 402-409.
Huang Y, Yu A, Watt D, Baylis B (2006) Численное исследование сканирующей лазерной сварки со сквозным пропусканием света. Материалы ежегодной технической конференции — ANTEC 2006, Шарлотт, Северная Каролина, США: 2310-2314.
Ван де Вен Дж. Д., Эрдман А. Г. (2007) Сварка термопластов с пропусканием лазерного излучения — Часть I: Моделирование температуры и давления. J Manuf Sci Eng 129: 849–858
Статья Google Scholar
Махмуд Т., Миан А., Амин М.Р., Аунер Дж., Витте Р., Херфурт Х., Ньюаз Дж. (2007) Конечно-элементное моделирование процесса микросоединения просвечивающего лазера. J Mater Process Technol 186: 37–44
CAS Статья Google Scholar

Mayboudi LS, Birk AM, Zak G, Bates PJ (2007) Трехмерная тепловая модель для точечной лазерной сварки термопластов. Weld World 51: 74–78
Статья Google Scholar
Mayboudi LS, Birk AM, Zak G, Bates PJ (2009) Трехмерная тепловая конечно-элементная модель лазерной сварки пропусканием внахлестку. Int J Model Simul 29 (2): 149–155
Статья Google Scholar
Илие М., Цикала Э., Греви Д., Маттей С., Стойка В. (2009) Диодная лазерная сварка АБС: эксперименты и моделирование процесса. Opt Laser Technol 41 (5): 608–614
CAS Статья Google Scholar
Hadriche I, Ghorbel E, Masmoudi N, Casalino G (2010) Исследование влияния мощности лазера и скорости сканирования на пропускающие сварные швы полипропиленовых диодов. Int J Adv Manuf Technol 50: 217–226
Статья Google Scholar

Ахерджи Б., Куар А.С., Митра С., Мисра Д. (2010) Конечно-элементное моделирование лазерной сварки пропусканием разнородных материалов между поливинилиденфторидом и титаном. Int J Eng Sci Technol 2 (4): 176–186
Статья Google Scholar
Acherjee B, Kuar AS, Mitra S, Misra D (2012) Моделирование и анализ сварки поликарбонатов с одновременным пропусканием лазерного излучения с использованием комбинированного подхода FEM и RSM. Opt Laser Technol 44 (4): 995–1006
Артикул Google Scholar
Wang X, Chen H, Liu H, Li P, Yan Z, Huang C, Zhao Z, Gu Y (2013) Моделирование и оптимизация сварки непрерывным лазерным пропусканием между ПЭТ и титаном с помощью FEM, RSM, GA и эксперименты.Opt Lasers Eng 51: 1245–1254
Статья Google Scholar
Ван Х, Чен Х, Лю Х (2014) Исследование взаимосвязи параметров процесса, геометрии ванны расплава и прочности на сдвиг при лазерной сварке полиэтилентерефталата и полипропилена. Mater Des 55: 343–352
Mater Des 55: 343–352
CAS Статья Google Scholar
Sooriyapiragasam SK (2016) C Hopmann, Моделирование процесса нагрева при лазерной сварке термопластов и расчет результирующего распределения напряжений.Weld World 60: 777–791
CAS Статья Google Scholar
Dauphin M, Cosson B (2016) Моделирование лазерной сварки термопластичных композитов — метод трассировки лучей, связанный с тепловым моделированием, Материалы конференции AIP 1769: 020010.
Hopmann C, Kreimeier S (2016) Моделирование процесса нагрева при сварке полукристаллических полимеров с одновременным пропусканием лазера. J Polym 2016: 3824065 10 страниц
Google Scholar
Аден М. (2016) Влияние распределения лазерного луча на размеры шва для лазерной сварки: моделирование. Lasers Manuf Mater Process 3 (2): 100–110
Артикул Google Scholar

Лю Х., Лю В., Мэн Д., Ван Х (2016) Моделирование и экспериментальное исследование сварки пропускающим лазером с учетом влияния состояния межфазного контакта. Mater Des 92: 246–260
CAS Статья Google Scholar
Chen Z, Huang Y, Han F, Tang D (2018) Численное и экспериментальное исследование лазерной пропускающей сварки полипропилена и АБС, легированных стекловолокном. J Manuf Process 31: 1–8
Статья Google Scholar
Лакемейер П., Шеппнер В. (2019) Исследование влияния температуры при лазерной сварке термопластов методом пропускающей способности. Weld World 63 (2): 221–228
Статья Google Scholar
ANSYS® Academic Research, Release 10.0, Element Reference. Саутпойнт: ANSYS, Inc.
Мамушкин В., Энгельманн С., Оловинский А. (2016) Улучшение депонирования энергии при лазерной сварке без поглотителя посредством квазиодновременного облучения. Физические процедуры 83: 472–482
Физические процедуры 83: 472–482
CAS Статья Google Scholar
Casalino G, Ghorbel E (2008) Численная модель CO 2 лазерной сварки термопластичных полимеров.J Mater Process Technol 207: 63–71
CAS Статья Google Scholar
Ранджбарнодех Э., Сераджзаде С., Кокаби А.Х., Фишер А. (2012) Прогнозирование распределения температуры при дуговой сварке разнородных нержавеющих сталей с углеродистой сталью. Proc. IMechE B J Eng Manuf 226 (1): 117–125
CAS Статья Google Scholar
ANSYS® Academic Research, Release 10.0, Справочник команд. Саутпойнт: ANSYS, Inc.
Данные о свойствах материалов MatWeb®. http://www.matweb.com. Доступ 2019
Тадмор З. Теплофизические свойства поликарбоната, канд. диссертация (1979).

CAMPUS® — информационная система по материалам для индустрии пластмасс, https://www.campusplastics.com. Доступ 2019
Spekaa M, Mattei S, Pilloza M, Iliea M (2008) Контроль инфракрасной термографии лазерной сварки аморфных полимеров.NDT & E Inter 41: 178–183
Статья Google Scholar
Li ZZ, Heo KS, Xuan DJ, Seol SY (2009) Исследование эффективности охлаждения с использованием кода одномерного анализа, подходящего для системы охлаждения термоформования. J Mech Sci Technol 23: 607–613
CAS Статья Google Scholar
Ахерджи Б., Куар А.С., Митра С., Мисра Д. (2015) Эмпирическое моделирование и оптимизация множественных откликов лазерной сварки поликарбоната с АБС.Lasers Manuf Mater Process 2: 103–131
Артикул Google Scholar
Сварка с пропусканием лазерного излучения от Bielomatik: bielomatik.
 com
com Страна * AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, многонациональное государство ofBonaire, Синт-Эстатиус и SabaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland острова ( Мальвинские острова) Фарерские острова ФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаH Остров aitiHeard и McDonald IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Исламская Республика ofIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, бывшая югославская Республика ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian край , ОккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-БартелемиСвятая Елена, остров Вознесения и Тристан-да-КуньяСент-Китс и NevisSaint LuciaSaint Мартин (французская часть) Сен-Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Маартен (Голландская часть) SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ТайландаТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанТуркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыМалые Соединенные Штаты Внешние острова УругвайУзбекистан, Британские острова, Болгарская республика, Венуэту, Венера, ВенуэлуэС. Уоллис и Футуна, Западная Сахара, Йемен, Замбия, Зимбабве,
Уоллис и Футуна, Западная Сахара, Йемен, Замбия, Зимбабве,
Филиал * Системы сварки пластмассСистемы смазки
Сварка акрилонитрил-бутадиен-стирол (АБС) с использованием пропускающей способности лазера с использованием специализированной системы высокомощного диодно-лазерного оптоволоконного соединения
Абстрактные
Лазерная трансмиссионная сварка (LTW) полимеров — это метод прямого соединения, который уже используется в различных отраслях промышленности, таких как автомобильная, микрофлюидная, электронная и биомедицинская.Этот метод предлагает несколько преимуществ по сравнению с традиционными методами, особенно когда требуется локальное выделение энергии и минимальные тепловые искажения. В LTW один из полимерных материалов должен быть прозрачным для длины волны лазера, а вторая часть должна быть спроектирована для поглощения в ИК-спектре. В этом отчете представлено исследование лазерной свариваемости АБС (акрилонитрил / бутадиен / стирол), заполненного углеродными нанотрубками двух различных концентраций (0,01% и 0,05% УНТ). Эти добавки используются в качестве компонентов, поглощающих инфракрасное излучение, в процессе лазерной сварки, влияя на тепловые и оптические свойства материала и, следовательно, на окончательное качество сварного шва.Специальная лазерная система была разработана для получения высококачественных сварных швов шириной от 0,4 до 1,0 мм. Он состоит из двух диодных лазерных стержней (50 Вт на стержень), соединенных в оптическое волокно с использованием решения, не связанного с формированием изображений: выравнивание коэффициента качества пучка (M 2 ) на медленной и быстрой осях с помощью пары микрошаговых зеркал. . Коэффициент качества луча был проанализирован при различных мощностях лазера с целью гарантировать эффективность связи с многомодовым оптическим волокном. Масштабирование мощности осуществляется методом мультиплексной поляризации.Анализ баланса энергии и качества луча выполняется в два связанных этапа: первый — с помощью моделирования трассировки лучей (ZEMAX ® ), а второй — с помощью проверки.
Эти добавки используются в качестве компонентов, поглощающих инфракрасное излучение, в процессе лазерной сварки, влияя на тепловые и оптические свойства материала и, следовательно, на окончательное качество сварного шва.Специальная лазерная система была разработана для получения высококачественных сварных швов шириной от 0,4 до 1,0 мм. Он состоит из двух диодных лазерных стержней (50 Вт на стержень), соединенных в оптическое волокно с использованием решения, не связанного с формированием изображений: выравнивание коэффициента качества пучка (M 2 ) на медленной и быстрой осях с помощью пары микрошаговых зеркал. . Коэффициент качества луча был проанализирован при различных мощностях лазера с целью гарантировать эффективность связи с многомодовым оптическим волокном. Масштабирование мощности осуществляется методом мультиплексной поляризации.Анализ баланса энергии и качества луча выполняется в два связанных этапа: первый — с помощью моделирования трассировки лучей (ZEMAX ® ), а второй — с помощью проверки. Качество сварных швов анализируется с точки зрения параметров процесса (скорость сварки, мощность лазера и давление зажима) с помощью визуального и оптического микроскопа. Оптимальный диапазон мощности лазера для трех различных скоростей сварки определяется при постоянном давлении зажима. Кроме того, были проведены соответствующие испытания на механический сдвиг для анализа механических свойств сварных швов.Эта работа представляет собой подробное исследование влияния микроструктуры материала и качества лазерного луча на окончательное формирование сварного шва и целостность поверхности.
Качество сварных швов анализируется с точки зрения параметров процесса (скорость сварки, мощность лазера и давление зажима) с помощью визуального и оптического микроскопа. Оптимальный диапазон мощности лазера для трех различных скоростей сварки определяется при постоянном давлении зажима. Кроме того, были проведены соответствующие испытания на механический сдвиг для анализа механических свойств сварных швов.Эта работа представляет собой подробное исследование влияния микроструктуры материала и качества лазерного луча на окончательное формирование сварного шва и целостность поверхности.
Сварка полимеров с помощью лазерной передачи
Определение
Сварка полимеров с помощью лазерного излучения — это метод соединения, который часто выбирают современные исследователи для сварки двух термопластичных поверхностей.
1. Введение
Laser Transmission Welding (LTW) — одна из интеллектуальных производственных технологий Индустрии 4.0. Это универсальный метод, используемый для соединения полимерных компонентов различной толщины и конфигурации с использованием лазерного источника. На прочность сварного шва во время LTW влияют различные факторы, такие как явление взаимной диффузии, ведущее к микроструктурным изменениям, технический углерод (размер, форма, структура, теплопроводность, дисперсия, распределение и т. Д.) в части, поглощающей лазер, зародышеобразователь в части, пропускающей лазер, и условия ее обработки. Среди параметров лазера наиболее важными считаются мощность лазера, скорость сканирования и давление зажима. Существуют различные инновационные идеи, такие как включение металла в качестве поглотителя в лазерную абсорбирующую часть, гибридную сажу (CB), двойное зажимное устройство и все большее количество сканированных изображений и шаблонов. LTW имеет отличный потенциал в области соединения полимеров. Проблемы включают рентабельность, новаторские идеи для обеспечения современного дизайна и изготовления сложных продуктов для широкого спектра применений.
LTW имеет отличный потенциал в области соединения полимеров. Проблемы включают рентабельность, новаторские идеи для обеспечения современного дизайна и изготовления сложных продуктов для широкого спектра применений.
Диодная лазерная сварка обеспечивает более чистые и прочные соединения [1] . Диод LTW состоит из двух полимерных частей, где луч проходит через лазерный пропускающий (LT) полимер и рассеивает тепло в лазерном поглощающем (LA) слое, что приводит к соединению двух поверхностей в результате плавления и взаимной диффузии полимера. цепи [2] . На качество сварного шва влияют несколько факторов, как показано на рисунке 1. Поэтому очень важно иметь оптимизированный процесс лазерной сварки, чтобы сэкономить время и другие ресурсы, используемые в производственном процессе.
Рисунок 1. Диаграмма Исикавы, представляющая различные факторы, влияющие на качество лазерной сварки полимеров. Схема, созданная авторами самостоятельно.
2. Сварка пропускающим лазером
LTW полимеров — это метод соединения, часто выбираемый современными исследователями для сварки двух термопластичных поверхностей, как показано на рисунке 2. Он позволяет избежать образования побочных продуктов или выделения частиц, в отличие от адгезионного соединения [3] . Диодный лазер для LTW в основном рассматривается из-за его способности герметизировать чувствительные электронные корпуса без каких-либо повреждений, чем другие методы, такие как ультразвуковая сварка.Кроме того, LTW — это бесконтактный и незагрязняющий процесс, включающий оптически прозрачную часть (LT) для прохождения данного лазера и поглощающую поверхность (LA), которая плавится и образует герметичное уплотнение [4] [5] ] [6] [7] [8] . Предпочтительное выделение энергии требуется в межфазной зоне, которая в конечном итоге становится зоной сварного шва. Окружающая зона зоны сварного шва, на которую воздействует остаточное тепло, считается зоной термического влияния (ЗТВ). Когда лазерный луч выходит из лазера и достигает полимера, он подвергается рекристаллизации, и лазер генерирует непрерывную волну. Морфология, развивающаяся после перекристаллизации, зависит от его первоначальной морфологической структуры, сформированной во время обработки полимера. Следовательно, становится важным понять изменения, происходящие в SC-полимерах из-за термической предыстории, образования сферолитов и т. Д. В процессе производства. Технологии обработки, такие как экструзия и формование, включают кристаллизацию во время операции, когда полимер испытывает напряжение сдвига кристаллизующегося объема.Важно понимать роль этого напряжения сдвига в управлении зародышеобразованием. Это помогает связать сферолитную структуру или морфологию полимера с различными структурами, обнаруженными в промышленных продуктах [9] . В LTW нет вибрации компонентов, и поэтому сваривание материалов от тонких листов (~ 0,01 мм) до толстых листов (~ 50 мм) с высокими характеристиками, хорошей гибкостью и низким уровнем деформации может быть легко достигнуто [ 10] .
Когда лазерный луч выходит из лазера и достигает полимера, он подвергается рекристаллизации, и лазер генерирует непрерывную волну. Морфология, развивающаяся после перекристаллизации, зависит от его первоначальной морфологической структуры, сформированной во время обработки полимера. Следовательно, становится важным понять изменения, происходящие в SC-полимерах из-за термической предыстории, образования сферолитов и т. Д. В процессе производства. Технологии обработки, такие как экструзия и формование, включают кристаллизацию во время операции, когда полимер испытывает напряжение сдвига кристаллизующегося объема.Важно понимать роль этого напряжения сдвига в управлении зародышеобразованием. Это помогает связать сферолитную структуру или морфологию полимера с различными структурами, обнаруженными в промышленных продуктах [9] . В LTW нет вибрации компонентов, и поэтому сваривание материалов от тонких листов (~ 0,01 мм) до толстых листов (~ 50 мм) с высокими характеристиками, хорошей гибкостью и низким уровнем деформации может быть легко достигнуто [ 10] .
Рисунок 2. Соединение внахлест и взаимодействие лазерного луча во время процесса LTW.
Узел соединения внахлест является самой базовой конфигурацией для LTW полимеров, как показано на Рисунке 2 [11] [12] [13] . Энергия лазера, передаваемая через LT, преобразуется в тепло с помощью LA, которое плавит материал. Зажимной механизм используется для обеспечения плотного контакта слоев, и, таким образом, тепло передается через LA к LT [14] . После взаимной диффузии материала создается соединение, и этот метод сварки используется почти во всех термопластах.Изделия, полученные с помощью лазерной сварки, в частности непрерывные армированные термопластические композиты [10] , обеспечивают хороший уровень жесткости и прочности, помимо других свойств, таких как химическая стойкость [15] . Однако для достижения прочного соединения или целостности сварного шва очень важно понимать характеристики и возможности параметров лазерного процесса, факторы, приводящие к дефектам сварного шва, механизм сварки и свойства материалов [16] . Вклад мощности лазера в процесс лазерной сварки составляет 58% (статистически более значимый, чем другие параметры), за которым следуют фокусное расстояние (31%) и скорость сканирования (11%) [15] .
Вклад мощности лазера в процесс лазерной сварки составляет 58% (статистически более значимый, чем другие параметры), за которым следуют фокусное расстояние (31%) и скорость сканирования (11%) [15] .
Конечной целью любой отрасли является повышение производительности при минимальном уровне брака. Используются разные типы лазеров с повышенной мощностью лазера и скоростью сканирования [11] . Применение моделирования, математического моделирования [17] [18] [19] , оптимизация [20] , мониторинг и адаптивное управление процессами LTW [21] для промышленных продуктов — вот некоторые из последних достижений в этом поле. Кроме того, в большинстве промышленных приложений полимеры используются в качестве композиционных материалов из-за их лучших термомеханических свойств.Например, наполнитель CB, включенный в полимерную матрицу, придает ценные свойства, такие как усиление, прочность на разрыв, модуль упругости, прочность на изгиб и модуль упругости при изгибе [22] . Эти свойства зависят от типа CB (форма, размер, площадь поверхности, поверхностная активность, структура заполнителя и т. Д.), Дисперсии и распределения наполнителя и взаимодействий наполнитель-полимер [23] . Необходимо сосредоточить внимание на составных ингредиентах, особенно CB и важных параметрах обработки на морфологии полимера, которая в конечном итоге контролирует энергию лазера и количество плавления, а также основные параметры лазерной сварки.Понимание явлений плавления и взаимной диффузии во время формирования сварного шва очень важно. Таким образом, в этой статье освещается текущее состояние LTW полимеров SC и их композитов. Он также включает обсуждение важности дисперсии CB для характеристик продукта, полученного лазерной сваркой, и его экономических аспектов. Полимеры SC, полученные методом диодной лазерной сварки, должны быть охарактеризованы и проанализированы, чтобы понять методы предварительной и последующей обработки (таблица 1).
Эти свойства зависят от типа CB (форма, размер, площадь поверхности, поверхностная активность, структура заполнителя и т. Д.), Дисперсии и распределения наполнителя и взаимодействий наполнитель-полимер [23] . Необходимо сосредоточить внимание на составных ингредиентах, особенно CB и важных параметрах обработки на морфологии полимера, которая в конечном итоге контролирует энергию лазера и количество плавления, а также основные параметры лазерной сварки.Понимание явлений плавления и взаимной диффузии во время формирования сварного шва очень важно. Таким образом, в этой статье освещается текущее состояние LTW полимеров SC и их композитов. Он также включает обсуждение важности дисперсии CB для характеристик продукта, полученного лазерной сваркой, и его экономических аспектов. Полимеры SC, полученные методом диодной лазерной сварки, должны быть охарактеризованы и проанализированы, чтобы понять методы предварительной и последующей обработки (таблица 1).
Таблица 1 .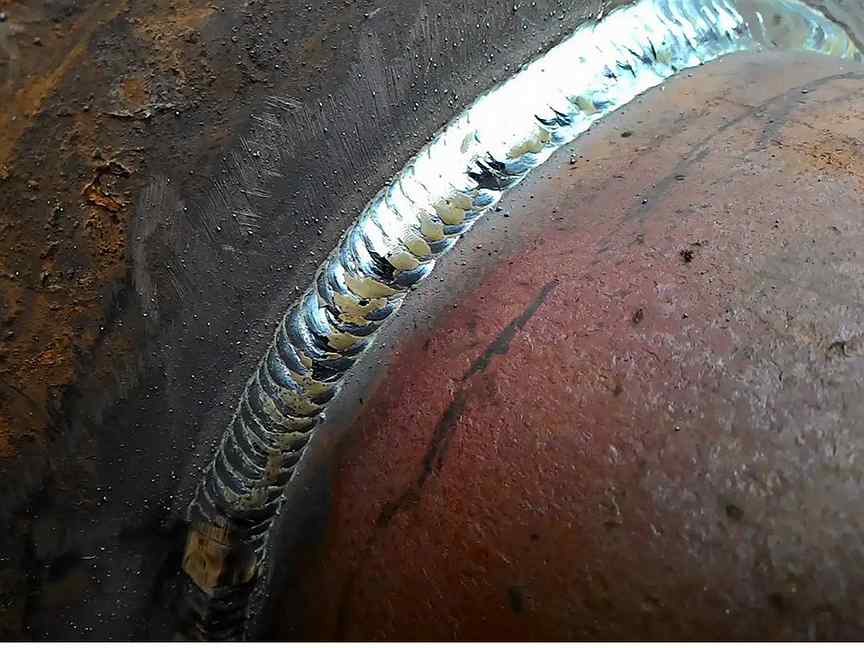 Перечень LTW методов предварительной и последующей обработки для анализа SC полимеров
Перечень LTW методов предварительной и последующей обработки для анализа SC полимеров
Тип характеристики | Методы | Анализ |
Реология | Индекс текучести расплава (MFI) | Легкость течения полимерного расплава |
Температурные характеристики | Дифференциальная сканирующая калориметрия (ДСК) [24] | Фазовое превращение, стеклование (T g ), температура кристаллизации (T c ) и температура плавления (T m ) |
Термогравиметрический анализ (ТГА) | Температура разложения материала | |
Морфологический анализ | Дифракция рентгеновских лучей (XRD) [25] | Информация о фазах, кристаллографическая информация, остаточная деформация |
Просвечивающая электронная микроскопия (ПЭМ) [26] | Размер зерен, микроструктура, ориентация, дифракционная картина | |
Сканирующая электронная микроскопия (SEM) [16] и полевая эмиссия (FE) [27] | Микроструктура, топография, размер зерна, анализ разрушения, дефекты сварного шва: пустоты, трещины, пористость и т. | |
Оптический микроскоп [28] | ||
Электронно-зондовый рентгеновский микроанализатор (EPMA) [29] | Элементный анализ в зоне сварного шва | |
Инфракрасная спектроскопия с преобразованием Фурье с ослабленным полным отражением (FT-IR: ATR) и рамановская спектроскопия [30] | Вибрационный анализ, химическая структура, разложение полимера, структурные отпечатки пальцев | |
Рентгеновский спектрометрический анализ с дисперсией по длине волны и энергии (WDS, EDS) [31] | Элементный анализ | |
Дифракция обратного рассеяния электронов (EBSD) | Ориентация и размер зерна | |
Механические испытания | Твердость по Виккерсу [32] [33] [34] [35] | Измерение микротвердости |
Универсальная испытательная машина (UTM) [36] | Испытание на сдвиг внахлест, | |
Микротом [3] | Нарезка тонких образцов |
 Д.
Д.3.
 Эффект технического углерода (CB)
Эффект технического углерода (CB) В LTW полимеров CB играет жизненно важную роль в поглощающем партнере [37] . Из-за неравномерного распределения CB или неправильного распределения CB поглощение лазерного луча неравномерно / предпочтительно на поглощающей поверхности, которая контактирует с LT. Сформулированы различные гипотезы. Один из них — это полимерная матрица, содержащая больше CB, которая будет поглощать больше энергии лазера. Благодаря присутствию CB температура плавления полимера достигается быстрее, так как он имеет более высокие теплопоглощающие свойства.Эта поверхность материала плавится первой и в большем объеме по сравнению с полимерной матрицей, имеющей меньшее содержание CB. Следовательно, происходит неравномерное плавление поверхности, что приводит к неодинаковой ширине сварного шва. Чтобы увеличить глубину проплавления и, следовательно, прочность сварного шва, необходимо уменьшить содержание углерода, но с большой мощностью лазера. Однако высокая мощность лазера может привести к разрушению полимера [38] . CB также влияет на кристаллизацию изотактического PP в качестве наполнителя в композите. Природа зародышеобразования и механизм роста кристаллов полипропилена изменяются в зависимости от содержания CB и температуры кристаллизации (Tc) [39] .
CB также влияет на кристаллизацию изотактического PP в качестве наполнителя в композите. Природа зародышеобразования и механизм роста кристаллов полипропилена изменяются в зависимости от содержания CB и температуры кристаллизации (Tc) [39] .
Состав полимера и его обработка, а также методология производства материала влияют на свойства передачи. При этом гранулы либо смешивают с CB, либо добавляют во время литья под давлением в экструдере. Исследования показали, что лазерный свет, проходящий через термопласт, зависит от толщины [40] и угла падения лазера. Скорость передачи уменьшается с увеличением угла падения лазера [41] .Передача лазерной энергии в полимере уменьшается из-за увеличения кристалличности и больших сферолитов [42] . Помимо содержания CB, на свойства полимера также влияют размер и распределение частиц. По сравнению с другими наполнителями CB дешевле и, следовательно, приобрел промышленное значение. Однако есть определенные продукты, для которых черный цвет не является предпочтительным. Для сварки не черного полимера, который может поглощать лазерный луч, были разработаны специальные пигменты [43] .Однако эти не черные пигменты не могут сваривать микрочастицы и микроструктурированные детали. Дальнейшие исследования необходимы для микросварки деталей, содержащих не черные пигменты.
Для сварки не черного полимера, который может поглощать лазерный луч, были разработаны специальные пигменты [43] .Однако эти не черные пигменты не могут сваривать микрочастицы и микроструктурированные детали. Дальнейшие исследования необходимы для микросварки деталей, содержащих не черные пигменты.
LTW — дорогостоящий метод по сравнению с другими методами соединения с учетом капитальных вложений в оборудование. Однако общая стоимость собранного образца (успешная доставка и продажа) делает LTW наиболее рентабельным отраслевым методом. Свариваемые поверхности должны быть чистыми и требовать хорошей подгонки.Для сварки непигментированных материалов потребуется некоторая впитывающая форма для лазерного луча на стыке стыка, что усложняет процесс [44] . Существуют различные задачи и области для оптимизации, такие как проектирование приспособлений для испытаний сварных изделий, получение высоких степеней защиты от проникновения, для сварных изделий и т. Д. Несмотря на значительный прогресс, уже проведенный в области лазерной печати, интеграция различных доступных технологий является сложной и сложно достичь. Потребительские предприятия, которые воспользовались преимуществами соединительной технологии, могут быть изучены, чтобы получить представление о том, как лазерная сварка композитов может раскрыть потенциал Индустрии 4.0. Следовательно, эффективное внедрение технологий Индустрии 4.0 является сложной задачей и все еще является предметом исследований.
Эта запись адаптирована из 10.3390 / polym13050675
Моделирование процесса нагрева при сварке полукристаллических полимеров с одновременным пропусканием лазера
Сварка пропусканием лазера — это общепринятый процесс соединения термопластов.Моделирование процесса нагрева, приближенное к реальности, улучшит понимание процесса, упростит и сократит монтаж технологического процесса и внесет значительный вклад в компьютерное проектирование компонентов. По этим причинам была разработана модель теплового моделирования для одновременной сварки, которая поддерживает определение размера зоны термического влияния (HAZ). Определение профиля интенсивности лазерного луча после проникновения лазерного прозрачного полукристаллического термопласта имеет решающее значение для моделирования.Для определения профиля интенсивности представлены и сравниваются две системы измерения. Расчетный размер ЗТВ показывает высокое соответствие размерам ЗТВ, обнаруженным с помощью световой микроскопии. Однако расчетные температуры превышают указанные температуры разложения конкретных термопластов. Для регистрации реальных температур во время процесса сварки представлена и обсуждается система измерения.
Определение профиля интенсивности лазерного луча после проникновения лазерного прозрачного полукристаллического термопласта имеет решающее значение для моделирования.Для определения профиля интенсивности представлены и сравниваются две системы измерения. Расчетный размер ЗТВ показывает высокое соответствие размерам ЗТВ, обнаруженным с помощью световой микроскопии. Однако расчетные температуры превышают указанные температуры разложения конкретных термопластов. Для регистрации реальных температур во время процесса сварки представлена и обсуждается система измерения.
1. Введение
С 1980-х годов сварка пластмассовых деталей с помощью лазерного пропускания играет все более важную роль в промышленном массовом производстве благодаря достижениям в технологических процессах и технологиях машин.Например, для сварки компонентов, чувствительных к вибрации, где традиционные методы соответствуют своим процедурным ограничениям, преимущества сварки с пропусканием лазерного излучения становятся очевидными [1–3].
Обширные исследования по тепловому моделированию сварки пропускающим лазером проводились с середины 1990-х годов. Параллельно с первым промышленным применением лазерной пропускающей сварки было проанализировано аналитическое описание фазы нагрева [4–8]. Чтобы провести эти расчеты, пришлось принять несколько упрощений, касающихся оптических свойств сварочных узлов, рассеяния лазерного света или температурной зависимости свойств материала.Первое комплексное тепловое моделирование процесса лазерной сварки на просвет с использованием аналитических методов было выполнено Russek [9]. Сравнивая экспериментальные и смоделированные результаты контурных и одновременных сварочных испытаний, можно показать хорошее соответствие. Однако заявление о том, насколько рассчитанные температуры соответствуют реальным температурам, по-прежнему отсутствует.
Первые подходы к использованию метода конечных элементов (МКЭ) в качестве численного моделирования фазы нагрева во время сварки с пропусканием лазерного излучения можно найти в [5, 10–19]. Грюэлл и Бенатар, например, представили реализацию модели сопряженного сжатого потока и межмолекулярной диффузии, которая использовалась для прогнозирования качества и размера микросварных швов в термопластах. Результаты моделирования хорошо соответствовали экспериментальным значениям, хотя имелось некоторое расхождение между экспериментальными данными и имитационной моделью для различных параметров. Грюэлл и Бенатар заявили, что это произошло из-за свойств материала, зависящих от температуры, а также из-за оптических аберраций [16].Mayboudi et al. представить трехмерную нестационарную тепловую модель процесса сварки пропусканием лазера, решенную с помощью МКЭ. Их тепловая модель включает стадии нагрева и охлаждения в процессе лазерной сварки со смещением лазерного луча с учетом теплопроводности вдоль направления движения луча [17].
Грюэлл и Бенатар, например, представили реализацию модели сопряженного сжатого потока и межмолекулярной диффузии, которая использовалась для прогнозирования качества и размера микросварных швов в термопластах. Результаты моделирования хорошо соответствовали экспериментальным значениям, хотя имелось некоторое расхождение между экспериментальными данными и имитационной моделью для различных параметров. Грюэлл и Бенатар заявили, что это произошло из-за свойств материала, зависящих от температуры, а также из-за оптических аберраций [16].Mayboudi et al. представить трехмерную нестационарную тепловую модель процесса сварки пропусканием лазера, решенную с помощью МКЭ. Их тепловая модель включает стадии нагрева и охлаждения в процессе лазерной сварки со смещением лазерного луча с учетом теплопроводности вдоль направления движения луча [17].
В [20] представлена тепловая имитационная модель для расчета распределения температуры в сварном шве в процессе лазерной сварки термопластов.В центре внимания данной статьи — «определение подводимой энергии в зоне сварки во время сварки». Поэтому измерения на спектрометре сравнивались с измерениями на интегрирующей сфере. Для измерений с помощью интегрирующей сферы представлена новая измерительная установка. Кроме того, тема «оптические интерфейсы» рассматривается для описания упрощений, сделанных при моделировании. Наконец, была представлена первая попытка термомеханического моделирования.На основании расчетного распределения температуры были рассчитаны термически индуцированные остаточные напряжения.
Поэтому измерения на спектрометре сравнивались с измерениями на интегрирующей сфере. Для измерений с помощью интегрирующей сферы представлена новая измерительная установка. Кроме того, тема «оптические интерфейсы» рассматривается для описания упрощений, сделанных при моделировании. Наконец, была представлена первая попытка термомеханического моделирования.На основании расчетного распределения температуры были рассчитаны термически индуцированные остаточные напряжения.
Сегодня все еще большая часть упрощений модели выполняется в отношении входных параметров при моделировании. В результате, на основе тепловой модели из [20], здесь при моделировании нагрева учитываются зависящие от температуры свойства материала и влияние степени кристалличности на оптические свойства. Кроме того, были затрачены значительные усилия на экспериментальное определение этих свойств материала.Для определения формы распределения интенсивности лазерного луча после прохождения лазерной прозрачной части введены две системы измерения. Кроме того, представлена измерительная система для определения максимальной температуры в линии сварки.
Кроме того, представлена измерительная система для определения максимальной температуры в линии сварки.
2. Принцип сварки пропусканием лазера
При сварке пропускающим лазером нагрев двух пластмассовых деталей и операция соединения двух партнеров происходит за один этап [21–23]. По этой причине технология сварки пропускающим лазером требует соединения партнеров с различными оптическими свойствами.Один присоединяющийся партнер должен иметь высокий коэффициент пропускания лазерного излучения, тогда как другой должен иметь высокое поглощение на длине волны лазера. На рисунке 1 схематично показан процесс.
Лазерное излучение облучает лазерный прозрачный соединительный элемент и поглощается и преобразуется в тепловую энергию вблизи поверхности лазерного поглощающего партнера. Это приводит к нагреву материала выше температуры плавления. Теплообмен в зоне соединения обеспечивает косвенную пластификацию прозрачного для лазера партнера [24].
3.
 Влияние на процесс сварки пропусканием лазера
Влияние на процесс сварки пропусканием лазера Существует ряд факторов (например, длина волны лазера), которые имеют большое влияние на процесс сварки пропусканием лазера. Основное влияние на процесс оказывают свойства материала, основанные на оптических свойствах, таких как внутренняя структура (аморфная или полукристаллическая) и количество добавок и пигментов. Для достижения высокого и воспроизводимого качества сварного шва необходимо также учитывать геометрические граничные условия, такие как конструкция зоны соединения, толщина прозрачного для лазера соединительного элемента или допуски компонентов [25, 26].Кроме того, параметры сварки имеют особое значение для качества соединения. В этой связи следует особо отметить следующие параметры [9, 27]: (i) Мощность лазера (ii) Плотность энергии или подвод энергии на единицу длины (iii) Давление соединения (iv) Распределение плотности мощности / интенсивности лазера (v Вариант процесса Оптические свойства имеют решающее значение для процесса лазерной сварки, так как интенсивность излучения уменьшается из-за взаимодействия с материалом, когда излучение проникает в среду [28–31].
4. Исследуемые материалы и прикладная экспериментальная установка
Поскольку влияние рассеивающих полукристаллических термопластов на процесс сварки пропусканием лазера не является незначительным, эксперименты проводятся со следующими полукристаллическими полимерами: полиамид 66 (PA 66, Ultramid A3W, BASF SE, Людвигсхафен / Германия), полипропилен (PP, HD120MO, Borealis AG, Вена / Австрия) и полибутилентерефталат (PBT, Ultradur B4520, BASF SE, Людвигсхафен / Германия).
Образцы представляют собой ступенчатые блоки, полученные литьем под давлением (рис. 2), четырех различных толщин (1, 2, 3 и 4 мм).Облучаемая ступенька имеет толщину 2 мм.
В ходе экспериментов по варианту процесса проводится одновременная сварка, при которой на материал облучается прямоугольный сфокусированный лазерный луч (1,5 × 27 мм 2 ). В ходе экспериментов мощность лазера и время облучения менялись как параметры сварки.
Шесть частей свариваются для каждой комбинации параметров. Две лазерные системы LDF 400-90 (= 90 Вт) и LDM 400-40 (= 400 Вт) представляют собой мощные диодные лазеры, поставляемые Laserline GmbH, Мюльхайм-Карлих, Германия.Оба устройства излучают лазерное излучение с длиной волны λ = 940 нм.
Две лазерные системы LDF 400-90 (= 90 Вт) и LDM 400-40 (= 400 Вт) представляют собой мощные диодные лазеры, поставляемые Laserline GmbH, Мюльхайм-Карлих, Германия.Оба устройства излучают лазерное излучение с длиной волны λ = 940 нм.
Испытания на соединение оцениваются с помощью испытания на растяжение и сдвиг в соответствии с DIN ISO 527 [13] и микроскопических изображений. Микроскопические изображения должны иллюстрировать зону сварки между соединяемыми партнерами и размеры ЗТВ.
5. Определение формы распределения плотности энергии после прохождения лазера Прозрачная деталь
Для моделирования процесса сварки пропускающим лазером профиль интенсивности лазерного пятна при попадании на поглощающий слой имеет решающее значение.Точное определение формы распределения передаваемой интенсивности имеет большое значение. Различные подходы к определению профиля интенсивности можно найти в [32–37]. Беккер и Потенте описывают измерения распределения потока мощности на границе сварного шва после прохождения через образец неармированного полипропилена толщиной 5 мм. Получен радиальный поток мощности, близкий к гауссову, и диаметр входящего луча значительно разброс [34]. Зак и др. Представляем методику измерения рассеяния лазерного луча, вызванного лазерной прозрачной частью.Представлен простой способ определения профиля интенсивности для контурной сварки [37]. Точное определение профиля интенсивности имеет решающее значение для качества результатов моделирования. По этим причинам в этой статье представлены и сравниваются две системы (FocusMonitor, Spiricon Camera) для определения профиля интенсивности линейно-фокусной оптики.
Получен радиальный поток мощности, близкий к гауссову, и диаметр входящего луча значительно разброс [34]. Зак и др. Представляем методику измерения рассеяния лазерного луча, вызванного лазерной прозрачной частью.Представлен простой способ определения профиля интенсивности для контурной сварки [37]. Точное определение профиля интенсивности имеет решающее значение для качества результатов моделирования. По этим причинам в этой статье представлены и сравниваются две системы (FocusMonitor, Spiricon Camera) для определения профиля интенсивности линейно-фокусной оптики.
FocusMonitor (Primes GmbH, Пфунгштадт, Германия) измеряет профиль интенсивности с помощью вращающегося измерительного наконечника, который построчно сканирует лазерное пятно.На измерительном наконечнике есть небольшое отверстие, подобное отверстию, через которое излучение направляется к детектору внутри устройства с помощью системы зеркал (рис. 3). Во время измерения фиксируется преобладающая интенсивность в зависимости от угла и линии. Используя эти данные, устройство рассчитывает общую картину лазерного пятна, в то время как пиксели могут иметь значения относительной интенсивности от 0 до 4096. Во время этого «статического» измерения диапазон измерения FocusMonitor составляет 24 × 12 мм 2 с разрешением 256 × 256 пикселей.Есть возможность «динамического» измерения для увеличения диапазона измерения. В этой установке измерительный наконечник вращается по одной линии, а лазер движется по нему. Полученную запись можно преобразовать в 2D-изображение, используя скорость вращения измерительного наконечника и скорость перемещения лазера.
Используя эти данные, устройство рассчитывает общую картину лазерного пятна, в то время как пиксели могут иметь значения относительной интенсивности от 0 до 4096. Во время этого «статического» измерения диапазон измерения FocusMonitor составляет 24 × 12 мм 2 с разрешением 256 × 256 пикселей.Есть возможность «динамического» измерения для увеличения диапазона измерения. В этой установке измерительный наконечник вращается по одной линии, а лазер движется по нему. Полученную запись можно преобразовать в 2D-изображение, используя скорость вращения измерительного наконечника и скорость перемещения лазера.
В обеих процедурах измерения образец помещается наверху корпуса FocusMonitor, в то время как, что эквивалентно процессу сварки, лазер фокусируется на нижней части образца.В этом процессе расстояние = 4 мм, показанное на рисунке 3 (b), существует между измерительным слоем и образцом. В зависимости от характеристик рассеяния образца происходит расширение профиля поперечной интенсивности, что приводит к искажению измерения. Необходимость динамического измерения линейного пятна — еще один недостаток, вызванный малым диапазоном действия прибора. Динамическое измерение требует дополнительной работы и добавляет дополнительные неопределенности относительно скорости вращения измерительной насадки и поперечной скорости лазера.
Необходимость динамического измерения линейного пятна — еще один недостаток, вызванный малым диапазоном действия прибора. Динамическое измерение требует дополнительной работы и добавляет дополнительные неопределенности относительно скорости вращения измерительной насадки и поперечной скорости лазера.
Spiricon SP620U (Ophir Optronics Solutions Ltd., Иерусалим, Израиль) — это USB-камера на основе ПЗС-сенсора. ПЗС-датчик оснащен 1600 × 1200 пикселей на активной области 7,1 × 5,4 мм 2 и реагирует на свет в диапазоне от 190 до 1100 нм. В сочетании с комплектом объектива для видеонаблюдения SP620U работает как обычная камера и позволяет снимать слой изображения. Каждому пикселю присваиваются значения интенсивности от 0 до 4096, которые линейно коррелируют с реальными значениями интенсивности.Объектив оснащен функцией затемнения и возможностью ручной фокусировки, которые служат для точной настройки. Схематическая установка установлена с фильтрами нейтральной плотности и прокладками между объективом и датчиком. Таким образом, выбор комбинации фильтров нейтральной плотности и разделителей определяет коэффициент увеличения, расстояние до объекта и экспозицию датчика [38].
Таким образом, выбор комбинации фильтров нейтральной плотности и разделителей определяет коэффициент увеличения, расстояние до объекта и экспозицию датчика [38].
С описанной конфигурацией профиль интенсивности не может быть зафиксирован напрямую, а только излучение, испускаемое над областью диффузного распространения.В идеале эта область соответствует дну прозрачного для лазера образца, в то время как лазер фокусируется на этом слое, что эквивалентно процессу сварки. Однако диффузное растекание полукристаллических образцов не удовлетворяет требованиям камеры. Для этого под образцом устанавливают опаловый стакан, снабженный диффузной растекающейся областью. Полученная измерительная установка схематично показана на рисунке 4. Камера устанавливается вертикально под образцом и фокусируется на покрытой области опалового стекла.Фокусировка происходит с помощью галогенного прожектора, который освещает бумагу, помещенную для этой цели на опаловое стекло. Надпись или другая резкая структура на бумаге служит ориентиром при постановке задачи. Камера подключается через USB к компьютеру под управлением Windows, который управляет камерой с помощью программного обеспечения BeamMic. Записи камеры подвергаются так называемому эффекту естественного краевого освещения. Этот эффект приводит к снижению измеряемой интенсивности на краю записи и требует математической коррекции результатов.
Камера подключается через USB к компьютеру под управлением Windows, который управляет камерой с помощью программного обеспечения BeamMic. Записи камеры подвергаются так называемому эффекту естественного краевого освещения. Этот эффект приводит к снижению измеряемой интенсивности на краю записи и требует математической коррекции результатов.
Сравнение обоих методов измерения привело бы к выводу, что измерительная установка с использованием SP620U намного больше подходит для определения профиля интенсивности, необходимого для моделирования. Большую площадь измерения и идентичный измерительный слой в процессе сварки можно назвать решающими преимуществами. Чтобы снизить рабочую нагрузку, сравнение сводится к ширине параметров и граничному диапазону профиля интенсивности (Рисунок 5).
Для сравнения воспроизводятся поперечные сечения профиля интенсивности десяти экспериментов, центрированные над пятном.Результаты контрастируют на Рисунке 6, на котором показаны медиана и диапазон. Из диаграммы видно, что результаты FocusMonitor в целом и конкретно для образцов с большим разбросом, таких как PA66 и PBT, подвержены более высокой неопределенности измерения. Эти результаты подтверждают выбор SP620U для моделирования сварочного процесса. Более того, записи частично указывают на существенные различия, зависящие от материала, которые не имеют единой тенденции. Используя FocusMonitor, ожидаемое расширение луча, обусловленное расстоянием между измеряемыми слоями, может быть подтверждено только для PA66, но не для PP.При измерении PA66 ширина линейного пятна отличается прибл. 40%, поэтому можно ожидать значительно более высокой удельной мощности в зоне сварки в оптимизированной модели. В частности, следует упомянуть влияние использованного опалового стекла, которое еще не исследовалось и должно быть проанализировано в дальнейших исследованиях.
6. Моделирование процесса теплопередачи при лазерной просвечивающей сварке
После нескольких этапов экспериментальной количественной оценки рассеяния на каустике и распределении интенсивности лазерного луча была реализована модель конечных элементов с целью моделирования теплового процесса [20, 23, 30, 31]. Тепловые расчеты выполняются с помощью программы моделирования КЭ Abaqus от Dassault Systèmes Simulia Corp., Род-Айленд, США. Разработанная имитационная модель, состоящая из двух частей, состоит из одного верхнего и одного нижнего соединительных партнеров. Во время одновременной сварки нет относительного движения между обрабатывающей оптикой и соединительным элементом. Это означает, что в расчетной модели также нет необходимости реализовывать какое-либо движение лазерного луча. В рамках реализованной модели временные и пространственные флуктуирующие поля температуры вычисляются на основе общего дифференциального уравнения теплопроводности по Фурье: в (1) — температура, которая должна быть вычислена в зависимости от времени и пространственных координат,, и, в то время как, и — свойства материала.Свойства прозрачного материала присваиваются верхнему соединяющему элементу, а свойства поглощающего материала — нижнему соединяющему элементу. Присваиваемые свойства зависят от материала и температуры и должны определяться для используемых материалов. Требуются следующие свойства материала: плотность, удельная теплоемкость и теплопроводность. Помимо этого, необходимо определить коэффициент поглощения лазерного прозрачного и лазеропоглощающего партнера, а также коэффициент теплопередачи.
Требуются следующие свойства материала: плотность, удельная теплоемкость и теплопроводность. Помимо этого, необходимо определить коэффициент поглощения лазерного прозрачного и лазеропоглощающего партнера, а также коэффициент теплопередачи.
Пренебрегая теплопередачей в -направлении (глубине) из-за прямоугольного сфокусированного луча, направление падающего лазерного луча (1) можно упростить следующим образом: объемный источник тепла, представляющий лазерный луч, и некоторые из рассматриваемых аспектов взаимодействие вещества лазерного луча в рамках (2) можно описать, как показано (3), тогда как предполагается, что на основе определенных значений: с.
В (3) () представлено распределение интенсивности лазерного луча в декартовых координатах, которое соответствует обсужденным выше экспериментальным данным.является функцией, которая зависит от коэффициента поглощения обрабатываемого материала. Коэффициент поглощения зависит от координаты (толщины), толщины материала и локальной, а также временной изменяющейся температуры материала. Коэффициент пропускания прозрачного для лазера компонента учитывается и включает отражение от поверхности материала. — коэффициент ослабления, который описывает поведение материала при ослаблении излучения. Мощность лазера учитывается при, а амплитуда распределения интенсивности — при.Кроме того, это граничный диапазон и радиус граничного диапазона. Согласно этим уравнениям объемный источник тепла реализован с помощью кода FORTRAN.
Коэффициент пропускания прозрачного для лазера компонента учитывается и включает отражение от поверхности материала. — коэффициент ослабления, который описывает поведение материала при ослаблении излучения. Мощность лазера учитывается при, а амплитуда распределения интенсивности — при.Кроме того, это граничный диапазон и радиус граничного диапазона. Согласно этим уравнениям объемный источник тепла реализован с помощью кода FORTRAN.
После реализации модель используется для расчета ширины сварного шва, его высоты в зависимости от параметров процесса, времени излучения и мощности лазера.
Расчеты для одновременной сварки проводились с использованием двухмерной модели, чтобы сократить время расчета без потери соответствующей информации о размере ЗТВ.Для подтверждения расчетов высота и ширина зоны термического влияния сварных образцов для испытаний определялись с использованием шлифов и коррелировались с рассчитанными изотермами температуры плавления в конце продолжительности радиационного воздействия, поскольку изотермы соответствуют полностью расплавленной области. . Одним из эффектов, возникающих при использовании полукристаллических материалов, является неоднородность или случайное расположение кристаллов. Таким образом, формирование HAZ подвержено отклонениям в размерах из-за различных коэффициентов пропускания от компонента к компоненту.Поскольку размеры зоны термического влияния служат для подтверждения результатов моделирования, необходимо определить стандартное отклонение этих значений для статистического обоснования. Таким образом, необходимо учитывать окно допуска для оценки реальных сварных швов по сравнению с моделированием.
. Одним из эффектов, возникающих при использовании полукристаллических материалов, является неоднородность или случайное расположение кристаллов. Таким образом, формирование HAZ подвержено отклонениям в размерах из-за различных коэффициентов пропускания от компонента к компоненту.Поскольку размеры зоны термического влияния служат для подтверждения результатов моделирования, необходимо определить стандартное отклонение этих значений для статистического обоснования. Таким образом, необходимо учитывать окно допуска для оценки реальных сварных швов по сравнению с моделированием.
На рисунке 7 только полностью расплавленная область изображена в цвете. Серым цветом выделены все области, которые ниже температуры плавления (= 265 ° C). Пунктирная линия представляет соединительную плоскость.Распределения температуры отображают состояние в конце продолжительности радиационного воздействия. Длительное воздействие излучения и высокая мощность приводят к большому вкладу энергии в материал. Как правило, зона термического влияния становится больше с увеличением продолжительности или мощности радиационного воздействия, то есть большее количество материала полностью расплавляется. Качественное сравнение экспериментально измеренной и рассчитанной ЗТВ подтверждает правомерность разработанной модели для сварки пропусканием лазерного луча.На рисунке 7 показано оптическое сравнение ЗТВ для различных материалов и различных параметров лазерной сварки.
Качественное сравнение экспериментально измеренной и рассчитанной ЗТВ подтверждает правомерность разработанной модели для сварки пропусканием лазерного луча.На рисунке 7 показано оптическое сравнение ЗТВ для различных материалов и различных параметров лазерной сварки.
Сравнение показывает, что результаты моделирования, касающиеся оптического внешнего вида ЗТВ для PP, PA66 и PBT, особенно в отношении эллиптической формы, близки к реальности.
Для детального анализа выполняется количественное сравнение ЗТВ относительно размеров ЗТВ. Сравнение отношения высоты к ширине ЗТВ показано на рисунке 8.В целом расчетные и измеренные размеры хорошо совпадают. Соответствие PP значительно лучше, чем PA66 [20]. Это указывает на возможность улучшения при моделировании сильно рассеивающих материалов, таких как PA66.
7. Измерение максимальной температуры в зоне теплового воздействия
Для подтверждения результатов вычислений измеряются реальные HAZ и сравниваются их размеры и формы. Однако при моделировании во время процесса сварки рассчитываются температуры, превышающие температуру разложения.Захват абсолютного распределения температуры во время процесса сварки с пропусканием лазерного излучения представляет большой интерес.
Однако при моделировании во время процесса сварки рассчитываются температуры, превышающие температуру разложения.Захват абсолютного распределения температуры во время процесса сварки с пропусканием лазерного излучения представляет большой интерес.
В процессе сварки с пропусканием лазера нагрев полимера происходит за миллисекунды. Максимальные температуры поддерживаются недолго, так как ЗТВ очень мала и тепло отводится быстро. В предыдущих исследованиях [39] тепловизионные камеры или приборы для измерения инфракрасного излучения использовались для определения распределения температуры в сварном шве, хотя во многих случаях только температура поверхности прозрачного компонента используется для заключения о реальном распределении температуры внутри. сварной шов.
Экспериментальная установка (рис. 9) показывает используемую технологию измерения для определения максимальной температуры в сварном шве. Во время эксперимента объектив тепловизора располагается на расстоянии 10 см от поверхности образца. Излучательная способность образца PA66 приблизительно равна. Поскольку измерение выполняется без прозрачного для лазера компонента, отрегулированная мощность лазера уменьшается из-за уменьшения пропускания. Для этого номинальная мощность лазера сварочной системы устанавливается равной мощности, которая была рассчитана при моделировании после проникновения прозрачного компонента на основе оптических свойств материала.Возможные расширения луча, которые приводят к искажению лазерного луча при прохождении через прозрачный компонент, в этой экспериментальной установке не учитываются. Тепловизионная камера типа A655 компании Flir Systems, Уилсонвилл, Орегон, США, имеет скорость записи 50 Гц, а тепловое разрешение превышает 30 мК. Для обеспечения статистической достоверности результатов каждое измерение повторяется трижды.
Излучательная способность образца PA66 приблизительно равна. Поскольку измерение выполняется без прозрачного для лазера компонента, отрегулированная мощность лазера уменьшается из-за уменьшения пропускания. Для этого номинальная мощность лазера сварочной системы устанавливается равной мощности, которая была рассчитана при моделировании после проникновения прозрачного компонента на основе оптических свойств материала.Возможные расширения луча, которые приводят к искажению лазерного луча при прохождении через прозрачный компонент, в этой экспериментальной установке не учитываются. Тепловизионная камера типа A655 компании Flir Systems, Уилсонвилл, Орегон, США, имеет скорость записи 50 Гц, а тепловое разрешение превышает 30 мК. Для обеспечения статистической достоверности результатов каждое измерение повторяется трижды.
Среднее стандартное отклонение между расчетной и измеренной температурами составляет 26,43%. В среднем в сварном шве измеряются температуры выше 485 ° C.Согласно паспорту безопасности термическое разложение полимера начинается при 320 ° C [40]. С помощью микроскопии невозможно определить термическое разложение в сварном шве для большинства образцов, хотя температура разложения превышена. Явление того, что полимеры могут быстро нагреваться выше температуры разложения, уже обсуждалось в более ранних исследованиях. Рассек объясняет высокие температуры в сварном шве законом Аррениуса, который касается температурной зависимости скорости реакции [9].Хотя полимеры начинают разлагаться при высоких температурах, этот эффект не возникает напрямую при превышении температуры разложения. Только после определенного времени удерживания выше температуры разложения происходили необратимые разложения. Таким образом, время удерживания температуры полимера экспоненциально уменьшается с увеличением температуры, превышающей температуру разложения, в то время как скорость разложения увеличивается одинаково [41]. Отсутствие кислорода в зоне сварки из-за сварочного давления дополнительно способствует более длительному времени удерживания.
С помощью микроскопии невозможно определить термическое разложение в сварном шве для большинства образцов, хотя температура разложения превышена. Явление того, что полимеры могут быстро нагреваться выше температуры разложения, уже обсуждалось в более ранних исследованиях. Рассек объясняет высокие температуры в сварном шве законом Аррениуса, который касается температурной зависимости скорости реакции [9].Хотя полимеры начинают разлагаться при высоких температурах, этот эффект не возникает напрямую при превышении температуры разложения. Только после определенного времени удерживания выше температуры разложения происходили необратимые разложения. Таким образом, время удерживания температуры полимера экспоненциально уменьшается с увеличением температуры, превышающей температуру разложения, в то время как скорость разложения увеличивается одинаково [41]. Отсутствие кислорода в зоне сварки из-за сварочного давления дополнительно способствует более длительному времени удерживания.
Как показано в таблице 1, измеренные температуры в большинстве случаев выше, чем смоделированные температуры. Измерение более высоких температур на поверхности поглощающей детали по сравнению с моделированием можно объяснить тем, что прозрачная составляющая отсутствует. Мощность, воздействующая на поглощающий компонент, регулируется коэффициентом пропускания и отражения прозрачной части. Однако расширение луча лазерного фокуса из-за проникновения верхнего компонента не учитывается при измерении.Кроме того, существует риск того, что частота кадров 50 Гц не сможет уловить максимальную температуру. Измерения с коротким временем сварки на большой мощности показывают низкую воспроизводимость. Точность этого метода измерения увеличивается со временем сварки. Изменение температуры по длине ЗТВ трех измерений (при = 0,1 с) показано на рисунке 8.
Измерение более высоких температур на поверхности поглощающей детали по сравнению с моделированием можно объяснить тем, что прозрачная составляющая отсутствует. Мощность, воздействующая на поглощающий компонент, регулируется коэффициентом пропускания и отражения прозрачной части. Однако расширение луча лазерного фокуса из-за проникновения верхнего компонента не учитывается при измерении.Кроме того, существует риск того, что частота кадров 50 Гц не сможет уловить максимальную температуру. Измерения с коротким временем сварки на большой мощности показывают низкую воспроизводимость. Точность этого метода измерения увеличивается со временем сварки. Изменение температуры по длине ЗТВ трех измерений (при = 0,1 с) показано на рисунке 8.
| |||||||||||||||||||||||||||||||||||||||||||||||||
 1/160
1/160 Общий подход к измерению температуры с использованием получение хотя бы сведения о результирующих температурах в ЗТВ.Чтобы добиться еще лучших результатов и повысить воспроизводимость при коротком времени сварки и высокой интенсивности лазера, выполненные измерения следует повторить с помощью высокоскоростной тепловизионной камеры.
8. Выводы и перспективы
Успешная реализация пространственного распределения температуры между партнерами по сварке была выполнена и добавлена в имитационную модель. С помощью надежной модели термического моделирования для визуализации нагрева зон соединения можно прогнозировать требуемую мощность лазера и достижимое время процесса для варианта процесса одновременной сварки.Для перехода к дополнительным материалам необходимо определить свойства материала, а также распределение выходной плотности лазера. В дальнейших исследованиях необходимо конкретизировать разработанную модель, при этом приоритетное внимание следует уделить определению предоставленной плотности энергии.
Конкурирующие интересы
Авторы удостоверяют, что они не связаны или не участвуют в каких-либо организациях или организациях, имеющих какой-либо финансовый интерес (например, гонорары; образовательные гранты; участие в бюро докладчиков; членство, занятость, консультации, владение акциями или другие доли участия в капитале; свидетельские показания экспертов или договоренности о лицензировании патентов) или нефинансовую заинтересованность (например, личные или профессиональные отношения, аффилированность, знания или убеждения) в предмете или материалах, обсуждаемых в этой рукописи.
Выражение признательности
Исследовательский проект 17509N Forschungsvereinigung Kunststoffverarbeitung спонсировался как часть Industrielle Gemeinschaftsforschung und Entwicklung (IGF) через Германский Bundesministerium für Wirtschaft undaggie . Авторы выражают благодарность всем упомянутым организациям. Авторы очень благодарны BASF SE, Людвигсхафен, Германия, и Borealis AG, Вена, Австрия, которые поддержали исследование тестовыми материалами и технической поддержкой.Кроме того, они хотели бы поблагодарить Firma Primes GmbH, Пфунгштадт, Германия, и Ophir Optronics Solutions Ltd., Иерусалим, Израиль, за техническую поддержку измерительных систем.
Сварка термопластов с пропусканием лазера
@article {dbed52a61658431e83b82dcf7161474e,
title = «Сварка термопластов с пропусканием лазера — Часть I: моделирование температуры и давления»,
аннотация = «В этой статье обсуждается разработка модели пропускания лазера. сварка, которую можно использовать как инструмент аналитического проектирования. В настоящее время большинство применений лазерной трансмиссионной сварки (LTW) основываются на методе проб и ошибок для разработки соответствующих параметров процесса. Более строгий подход к проектированию обычно не используется в первую очередь из-за сложности лазерной сварки, когда небольшие изменения материала или параметров процесса могут сильно повлиять на качество сварки. Модель, разработанная в этой статье, также позволяет оптимизировать рабочие параметры, обеспечивая при этом денежные выгоды и экономию времени. Модель создана на основе первых принципов теплопередачи и использует контактную проводимость, которая является функцией температуры и давления, гауссовского лазерного распределения и многих свойств материала, которые меняются в зависимости от температуры, включая коэффициент поглощения.Модель демонстрируется на примере конструкции соединения двух частей из поливинилхлорида. Затем модель проверяется на образцах, сваренных с помощью диодной лазерной системы, с использованием рабочих параметров, разработанных в примере конструкции.
В настоящее время большинство применений лазерной трансмиссионной сварки (LTW) основываются на методе проб и ошибок для разработки соответствующих параметров процесса. Более строгий подход к проектированию обычно не используется в первую очередь из-за сложности лазерной сварки, когда небольшие изменения материала или параметров процесса могут сильно повлиять на качество сварки. Модель, разработанная в этой статье, также позволяет оптимизировать рабочие параметры, обеспечивая при этом денежные выгоды и экономию времени. Модель создана на основе первых принципов теплопередачи и использует контактную проводимость, которая является функцией температуры и давления, гауссовского лазерного распределения и многих свойств материала, которые меняются в зависимости от температуры, включая коэффициент поглощения.Модель демонстрируется на примере конструкции соединения двух частей из поливинилхлорида. Затем модель проверяется на образцах, сваренных с помощью диодной лазерной системы, с использованием рабочих параметров, разработанных в примере конструкции.