Сварка электродами УОНИ 13 55
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой.
 Решить проблему можно: а) подключив в схему дроссель;
Решить проблему можно: а) подключив в схему дроссель;
 Решить проблему можно: а) подключив в схему дроссель;
Решить проблему можно: а) подключив в схему дроссель;б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.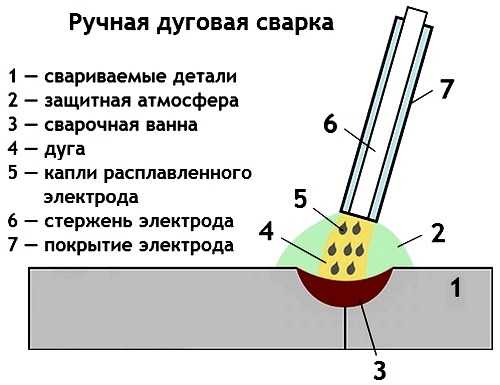
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
УОНИ-13/55 расскажите, пожалуйста, что это за электроды. — Ручная дуговая сварка — ММA
#1 7Юрий
Отправлено 11 January 2015 20:59
Вот вычитал что это УОНИ-13/55 неплохие сварочные электроды но трудно ими варить, вот приобрёл что-бы попробовать.
Спасибо большое всем за помощь!!! Кое-что узнал полезное от Вас.
Сообщение отредактировал 7Юрий: 12 January 2015 07:40
- Наверх
- Вставить ник
#2 LordHouse21
Отправлено 11 January 2015 21:06
УОНИ хорошие электроды, для ответственных конструкций самое то. Варить без отрыва с ними рекомендуется. Был в командировке в Варандее (от Нарьян -Мара 500 км к морю ) варили только ими, и металлоконструкции, и трубы. Добавь ещё ток тогда раз липнет, у тебя может питающее напряжение слабовато приходит, а то что на аппарате 150 а а варит как 90, то либо аппарату хана скоро, или сеть откуда аппарат подключен слабоватая для него.
Варить без отрыва с ними рекомендуется. Был в командировке в Варандее (от Нарьян -Мара 500 км к морю ) варили только ими, и металлоконструкции, и трубы. Добавь ещё ток тогда раз липнет, у тебя может питающее напряжение слабовато приходит, а то что на аппарате 150 а а варит как 90, то либо аппарату хана скоро, или сеть откуда аппарат подключен слабоватая для него.
- Наверх
- Вставить ник
#3 Ramilz72
Отправлено 11 January 2015 21:42
Будет намного легче после прокалки электродов.
«А чё это, вы, здесь делаете? А?» (С).
- Наверх
- Вставить ник
#4 ММАстер
Отправлено 11 January 2015 21:44
Популярное сообщение!
УОНИ-13/55 неплохие сварочные электроды но трудно ими варить, вот приобрёл что-бы попробовать.

Если вы только начинаете осваивать РД сварку, то Вы не те электроды выбрали для тренировок. Если же МР-3 и АНО-21 хорошо получается то переход на основные электроды будет не таким и сложным.
Несколько советов если позволите:
Первый и немаловажный — это производитель электродов, у большинства наших сильно хромает качество, причем в одной партии да и что греха таить, даже в одной пачке, могут попасться откровенно плохие электроды(качество обмазки). Купите электроды сразу нескольких производителей и пробуйте. Потом определитесь для себя, кому отдать предпочтение.
Второй — перед тем как пробовать — прокалите электроды согласно инструкции, или хотя бы посушите в духовке и положите их из пачки в герметичный пенал(«колчан»).
Третий — определите реальный ток, на выходе из Ваших аппаратов во время сварки(нужен помощник и клещи).
И пробуйте этими электродами варить с опиранием на обмазку, очень короткой дугой и без отрыва. Если будете часто тренироваться с основными электродами(с основным покрытием) всё у Вас получится.
Сообщение отредактировал ММАстер: 11 January 2015 22:11
- Наверх
- Вставить ник
#5 Klez
Отправлено 11 January 2015 22:55
Вот вычитал что это УОНИ-13/55 неплохие сварочные электроды но трудно ими варить, вот приобрёл что-бы попробовать.
Купите LB-52U.
Что у вас за сварочник?
Многие китайцы плохо «переваривают» основной тип электрода. Может помочь установка дросселя.
- Наверх
- Вставить ник
#6 7Юрий
Отправлено 11 January 2015 23:16
ММАстер, Спасибо большое!!! Учту. Я так чисто для себя варю, по профессии слесарь-сантехник так приходится и на работе иной раз варить и так для себя, но нечего ответственного.
Я так чисто для себя варю, по профессии слесарь-сантехник так приходится и на работе иной раз варить и так для себя, но нечего ответственного.
Сообщение отредактировал Rust_eze: 12 January 2015 05:37
Излишнее цитирование!
- Наверх
- Вставить ник
#7 АВН
Отправлено 11 January 2015 23:32
Чтобы электрод не прилипал варите углом назад, тогда шлак на уже сваренное ложится. Обычный расчёт реального св. тока 30-40 ампер на 1 мм электрода. Посмотрите фото в Галерее Св. Швов. Там в крайнем есть фото швов после уонии 13/55р d=3.0 mm.
http://websvarka.ru/…ic=4810&page=6#
Сообщение отредактировал АВН: 11 January 2015 23:38
- Наверх
- Вставить ник
#8 Cactus78
Отправлено 11 January 2015 23:39
7Юрий
Многие китайцы плохо «переваривают» основной тип электрода.
 Может помочь установка дросселя.
Может помочь установка дросселя.Если будет низкое напряжение или большое падение на подводящих проводах,то ни один дешовый инвертор их не будет поддерживать. Вам правильно подсказали,либо дополнительный дроссель,либо более качественный аппарат и сеть.
Сообщение отредактировал Cactus78: 11 January 2015 23:42
- Наверх
- Вставить ник
#9 MityMouse
Отправлено 12 January 2015 10:19
7Юрий, Не нужно забывать, что УОНИ 13/55 разработаны для сварки особо ответственных конструкций преимущественно в цеховых условиях. Поэтому они любят хорошую зачистку металла перед сваркой (плохо переносят грязь и ржавчину, а так же влагу на изделии), а так же прокалку по режиму с упаковки.
Сообщение отредактировал MityMouse: 12 January 2015 10:19
- Наверх
- Вставить ник
#10 Helper
Отправлено 12 January 2015 14:52
Для УОНИИ не нужно много току. Это для рутиловых электродов чем выше ток, тем лучше, а на основных типах покрытия электродов форсированные режимы отрицательно сказываются на качестве шва. Для УОНИИ 13/55 диаметром 3мм, где-то такие режимы: нижнее 80-100А, вертикальное 60-80А, потолочное 70-90А. Еще разные производители, так на Лосиноостровские электроды ток пониже делаю, ну и аппарат тоже разные значения тока выдает.
Это для рутиловых электродов чем выше ток, тем лучше, а на основных типах покрытия электродов форсированные режимы отрицательно сказываются на качестве шва. Для УОНИИ 13/55 диаметром 3мм, где-то такие режимы: нижнее 80-100А, вертикальное 60-80А, потолочное 70-90А. Еще разные производители, так на Лосиноостровские электроды ток пониже делаю, ну и аппарат тоже разные значения тока выдает.
- Наверх
- Вставить ник
#11 PolLitrovaYa_MuLII
Отправлено 12 January 2015 20:46
7Юрий, Не нужно забывать, что УОНИ 13/55 разработаны для сварки особо ответственных конструкций преимущественно в цеховых условиях. Поэтому они любят хорошую зачистку металла перед сваркой (плохо переносят грязь и ржавчину, а так же влагу на изделии), а так же прокалку по режиму с упаковки.
Согласен 100%,Основные электроды в этом плане очень строгие,Да и про максимально короткую дугу и правильный режим сварки забывать не стоит.
- Наверх
- Вставить ник
#12 Рудольф Шнапс
Отправлено 14 January 2015 18:20
Для работы электродами УОНИ и им подобными в первую очередь требуется сварочный аппарат, который способен ими варить. Далеко не всякий «китаец» способен ими варить. На хороших аппаратах больших проблем с поджигом основных электродов я не наблюдал даже тогда, когда делал первые шаги в сварке. Просто сразу повезло с аппаратом. А если основные электроды ещё прокалить согласно требованиям производителя, то будет совсем хорошо.
- Наверх
- Вставить ник
#13 blazen79
Отправлено 14 January 2015 18:56
Может не все посты внимательно прочитал, но добавлю—УОНИ разные даже у одного производителя! Может кому приходят со стабильным качеством, но я встречаю болтанку от «поры сеткой», до «душа отдыхает» (Производителя не назову)
7Юрий
У вас УОНИ какого завода?
- Наверх
- Вставить ник
#14 Гржемелик
Отправлено 14 January 2015 19:35
как только удаётся словить дугу тянешь и через сантиметр второй хлоп и потух
Этого делать не нужно. .сварка ведется короткой дугой.И еще дополнение-действительно,многое зависит от аппарата…у меня на сварочном источнике «Selco » дуга тянется и на на «УОНИ».И еще,не стесняйтесь выкладывать на форуме производителей откровенного г…на.Я вот знаю,что «ЛЭЗ»,крайне пренебрежительно относится к равномерности толщины обмазки «УОНИ».Бывает,что попадется партия нормальная,а бывает,что чаще,козырьки миллиметров по пять(на четверке)…Ну что делать,поворачиваешь козырек,ломаешь и варишь…..Господа директора,акционеры и манагеры «ЛЭЗ»а,ну что с вами нужно сделать,что бы вы электроды нормальные выпускали….????
.сварка ведется короткой дугой.И еще дополнение-действительно,многое зависит от аппарата…у меня на сварочном источнике «Selco » дуга тянется и на на «УОНИ».И еще,не стесняйтесь выкладывать на форуме производителей откровенного г…на.Я вот знаю,что «ЛЭЗ»,крайне пренебрежительно относится к равномерности толщины обмазки «УОНИ».Бывает,что попадется партия нормальная,а бывает,что чаще,козырьки миллиметров по пять(на четверке)…Ну что делать,поворачиваешь козырек,ломаешь и варишь…..Господа директора,акционеры и манагеры «ЛЭЗ»а,ну что с вами нужно сделать,что бы вы электроды нормальные выпускали….????
Сообщение отредактировал Гржемелик: 14 January 2015 19:43
Я у вас этого кОта взяму(С)
- Наверх
- Вставить ник
#15 ЛехаКолыма
Отправлено 14 January 2015 21:18
Гржемелик,на верно только растрелять
- Наверх
- Вставить ник
#16 Schurik
Отправлено 14 January 2015 21:19
Я приноровился лосиноостровскими УОНИ 2мм на «Форсаж 161» варить на токе 60А, а 3мм на 90А (по крутилке естественно) в основном горизонтал, ну и только в гаражных условиях- с зачисткой, прокалкой электродов в микроволновке в режиме гриля , нравятся- ванну видно хорошо, шов красивей, чем с рутиловыми, ну повторный поджиг оно конечно, в отрыв не получается.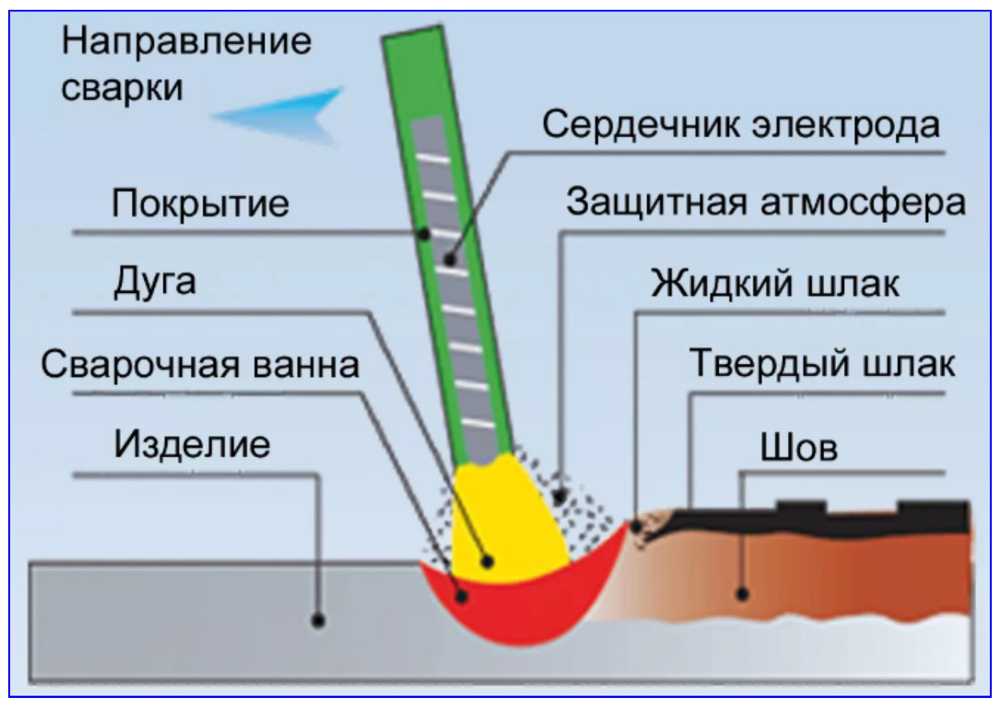 . Но вот например, прихватка получается быстрее, чем с рутиловыми- как будто бы металл шва прилипает сразу же к обоим поверхностям и будто бы его больше.
. Но вот например, прихватка получается быстрее, чем с рутиловыми- как будто бы металл шва прилипает сразу же к обоим поверхностям и будто бы его больше.
- Наверх
- Вставить ник
#17 АВН
Отправлено 14 January 2015 21:27
Гржемелик,на верно только растрелять
Расстреливать бесполезно. На их место придут другие… в раздел «Расходные материалы» :-).
Schurik, Вы забыли указать толщину свариваемого материала, а это существенно.
- Наверх
- Вставить ник
#18 Schurik
Отправлено 14 January 2015 21:36
АВН, в основном толщина металла двойка, реже тройка (профильные трубы), нет никакой типовой работы потоком, так нестандартка- ремонты, приспособления, монтаж неответственных конструкций.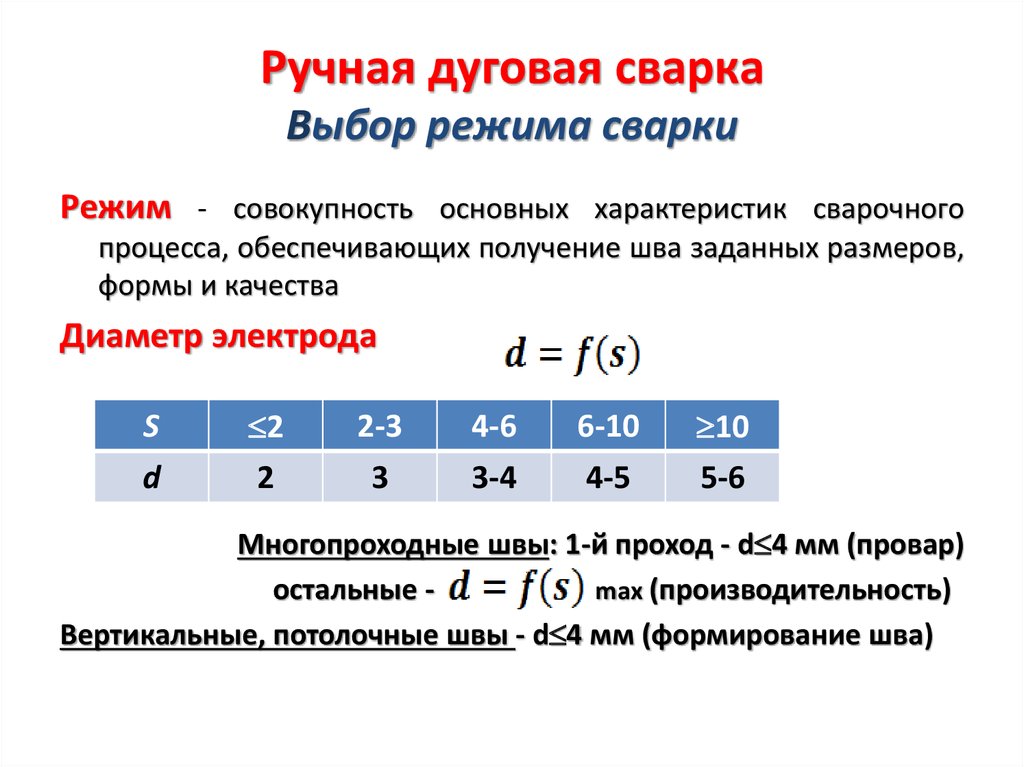
- Наверх
- Вставить ник
#19 АВН
Отправлено 14 January 2015 22:24
Schurik (кнопка «Вставить ник»), тут есть э-э-э… немного лукавства. На балластнике, как уже неоднократно говорил, я ставлю 76 А для УОНИИ 13/45Р d=3.0 любого производителя. Но по факту это около 110А — самый такой универсальный ток для толщин от 4 мм. На днях прошлось уонии-тройкой с зазором 3-4 мм закапывать (ну типа заваривать) горизонт из двойки. Поставил (на БР-306) 50 ампер и потихоньку, с присадкой, чтобы не нажечь дырок, тыркал. Надеюсь понятно, что на s=30 таким током я бы даже присопливить не смог?
Сообщение отредактировал АВН: 14 January 2015 22:31
- Наверх
- Вставить ник
#20 Гржемелик
Отправлено 14 January 2015 22:41
Вопрос у меня возник. ..А ведь электроды с «козырьками»-это товар ненадлежащего качества….Кто-нибудь пробовал вернуть это добро(электроды) в зад продавану???
..А ведь электроды с «козырьками»-это товар ненадлежащего качества….Кто-нибудь пробовал вернуть это добро(электроды) в зад продавану???
Сообщение отредактировал Гржемелик: 14 January 2015 22:42
Я у вас этого кОта взяму(С)
- Наверх
- Вставить ник
Как варить уони 13 55 инвертором?
Как варить уони
- admin
- Стройка и ремонт
- 0
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Читайте на сайте статью:
Электроды ESAB OK
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
Измерьте сварочный ток де-факто при помощи клещей.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Источник: http://svarka-master.ru/svarka-e-lektrodami-uoni-13-55/
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды.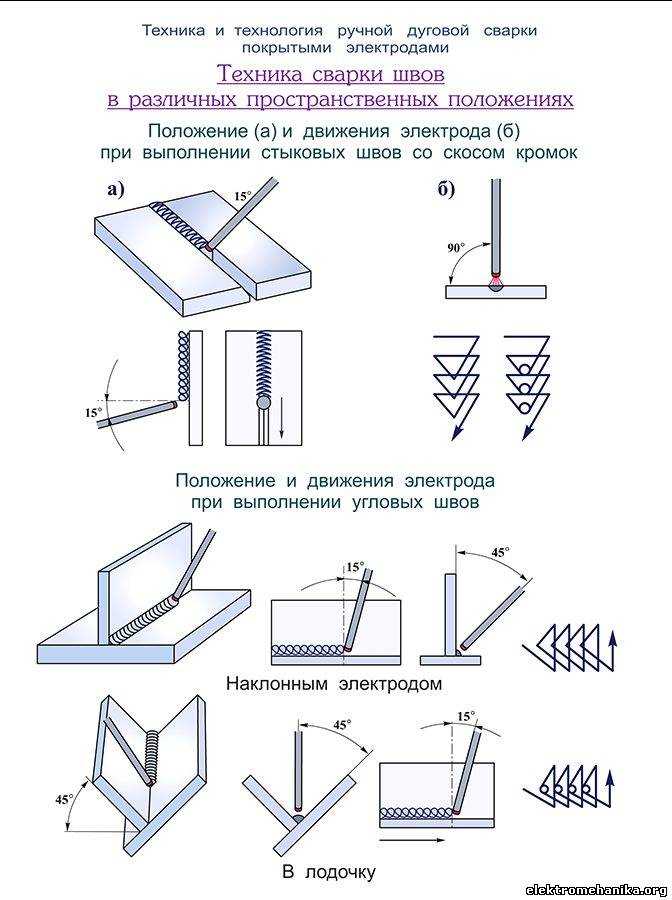 Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-«. Обратная полярность — масса подключается к «-«; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Источник: https://Evrotek.Spb.ru/info/stati/i_welding/27275/
Сварка ММА — EWM AG
- Общие сведения о сварке MMA
- Род тока
- Тип электрода
- Свойства типов покрытий
- Правильная сварка MMA
- Зажигание сварочной дуги
- Направление электрода
- Магнитное дутье
- Параметры сварки
- Сила тока в зависимости от диаметра электрода
- Требуемое оборудование
Общая информация
Cварка MMA (номер процесса 111) относится к методам сварки плавлением, а именно к методам дуговой сварки металлическим электродом. В ISO 857-1 (издание 1998 г.) сварочные процессы этой группы в переводе с английского определяются следующим образом:
Дуговая сварка металлическим электродом: процесс дуговой сварки с использованием расходуемого электрода. Дуговая сварка металлическим электродом без защитного газа: процесс дуговой сварки металлическим электродом без внешний подачи защитного газа. Ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с покрытием.
В Германии последний метод называется ручной дуговой сваркой (в разговорном варианте – сваркой стержневым электродом). В англоязычном пространстве эта технология называется MMA или MMAW (Manual Metal Arc Welding – ручная дуговая сварка металлическим электродом). Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита отсутствует, всю защиту от атмосферы обеспечивает электрод. При этом он является источником дуги и сварочной присадкой. Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Род тока
Для ручной дуговой сварки (стержневым электродом) можно использовать как постоянный, так и переменный ток, однако не все типы покрытий стержневых электродов подходят для сварки переменным током синусоидальной формы, например, чисто основные электроды. При сварке постоянным током у электродов большинства типов отрицательный полюс подключается к электроду, а положительный – к заготовке. Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Типы электродов
Существуют стержневые электроды с покрытиями очень разных составов. От структуры покрытия зависят характеристики плавления электрода, его сварочные свойства и качество сваренного материала (более подробные сведения приведены в разделе «Какой электрод для какой цели». В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Свойства типов покрытий
Сварочные характеристики в особой степени зависят от состава и толщины покрытия. Это относится как к стабильной сварочной дуге, так и к переходу металла при сварке и вязкости шлака и сварочной ванны. Особое значение при этом имеет размер капель, переходящих в дуге.
На этом рисунке схематично изображен капельный переход при использовании четырех базовых типов покрытий: целлюлозные (a), рутиловые (b), кислые (c), основные (d).
Покрытие состоит в основном из органических компонентов, которые сгорают в сварочной дуге, образуя газ для защиты места сварки. Поскольку кроме целлюлозы и других органических веществ покрытие содержит лишь небольшое количество веществ, стабилизирующих сварочную дугу, шлак почти не образуется. Целлюлозные типы особенно хорошо подходят для сварки вертикальных швов, так как при их использовании не следует опасаться затекания шлака вперед.
Кислый тип (A), покрытие которого большей частью состоит из железных и марганцевых руд, отдает в атмосферу дуги большее количество кислорода. Он проникает и в свариваемый материал, уменьшая его поверхностное натяжение. Это обеспечивает струйный переход металла очень мелкими каплями и низкую вязкость свариваемого материала. Поэтому электроды этого типа не подходят для сварки в неудобных положениях. Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Их место заняли электроды рутилово-кислого типа (RA), то есть сочетание кислого и рутилового электрода. Этот электрод обладает соответствующими сварочными характеристиками. Покрытие рутилового типа (R/RR) большей частью состоит из оксида титана в форме минералов рутила (TiO2) или ильменита (TiO2 . FeO) или из искусственного оксида титана. Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Помимо чисто рутиловых электродов в этой группе есть еще и несколько смешанных типов. Следует упомянуть рутилово-целлюлозный тип (RC), у которого часть рутила заменена целлюлозой. Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Еще одним смешанным типом является рутилово-основной (RB). Его покрытие несколько тоньше, чем у типа RR. Благодаря этому и особой шлаковой характеристике этот тип особенно хорошо подходит для сварки в вертикальном положении снизу вверх (PF). Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Основные покрытия гигроскопичны. Поэтому такие электроды следует хранить с особой аккуратностью в сухом месте. Влажные электроды нужно просушить. Однако, если сварка ведется сухими электродами, в свариваемом материале содержится очень мало водорода. Помимо стержневых электродов с обычным выходом (< 105 %) существуют и такие, которые благодаря порошку железа, добавляемому поверх покрытия, имеют больший выход, в большинстве случаев > 160 %. Такие типы называются электродами с железным порошком или высокомощными электродами. Благодаря высокой мощности расплавления их во многих случаях можно использовать с большей экономичностью, чем обычные электроды, однако, как правило, их можно применять только в ровной (PA) и горизонтальной позиции (PB).
Правильная сварка MMA
Сварщику требуется хорошее образование, причем не только с ремесленной точки зрения. Для предотвращения ошибок ему необходимы и соответствующие специальные знания. Директивы в сфере образования, разработанные Немецким союзом сварочных и аналогичных технологий, признаны во всем мире и уже приняты Международным институтом сварки. Как правило, перед началом сварки заготовки прихватываются. Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
- Заготовка
- Сварочный шов
- Шлак
- Сварочная дуга
- Электрод с покрытием
- Электрододержатель
- Источник сварочного тока
Зажигание сварочной дуги
При ручной сварке стержневыми электродами процесс начинается с контактного зажигания. Для замыкания цепи тока между электродом и заготовкой сначала должно произойти короткое замыкание, после чего электрод нужно сразу слегка приподнять – зажжется электрическая дуга. Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Направление электрода
Электрод подводится к поверхности стального листа вертикально или под небольшим уклоном. Он слегка наклоняется в направлении сварки. Видимая длина сварочной дуги, то есть расстояние между кромкой кратера и поверхностью заготовки, должна примерно равняться диаметру стержня. Базовые электроды следует использовать с очень короткой дугой (расстояние = 0,5 x диаметра стержня). Для этого их следует вести в более вертикальном положении, чем рутиловые электроды. В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
- Разделка кромок
- Стержневой электрод
- Жидкий свариваемый материал
- Жидкий шлак
- Застывший шлак
Магнитное дутье
Под магнитным дутьем понимают явление, при котором сварочная дуга при отклонении от центральной оси удлиняется, издавая шипящий звук. Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу.
Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу.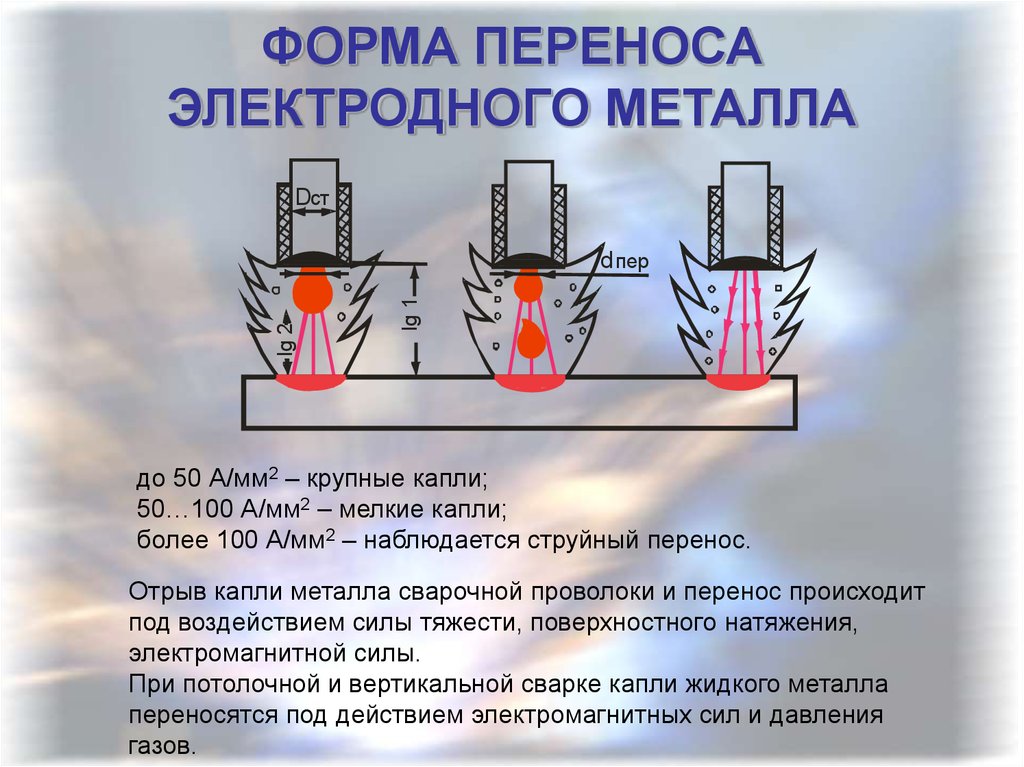 Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
Параметры сварки
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение сварочной дуги зависит от ее длины, которую поддерживает сварщик. При настройке силы тока следует учесть токонагрузочную способность электродов соответствующего диаметра. При этом действует правило, согласно которому нижние предельные значения относятся к сварке корневых слоев и позиции PF, верхние, напротив, к остальным позициям, а также к заполняющим и верхним слоям. С увеличением силы тока растет мощность расплавления и, следовательно, скорость сварки.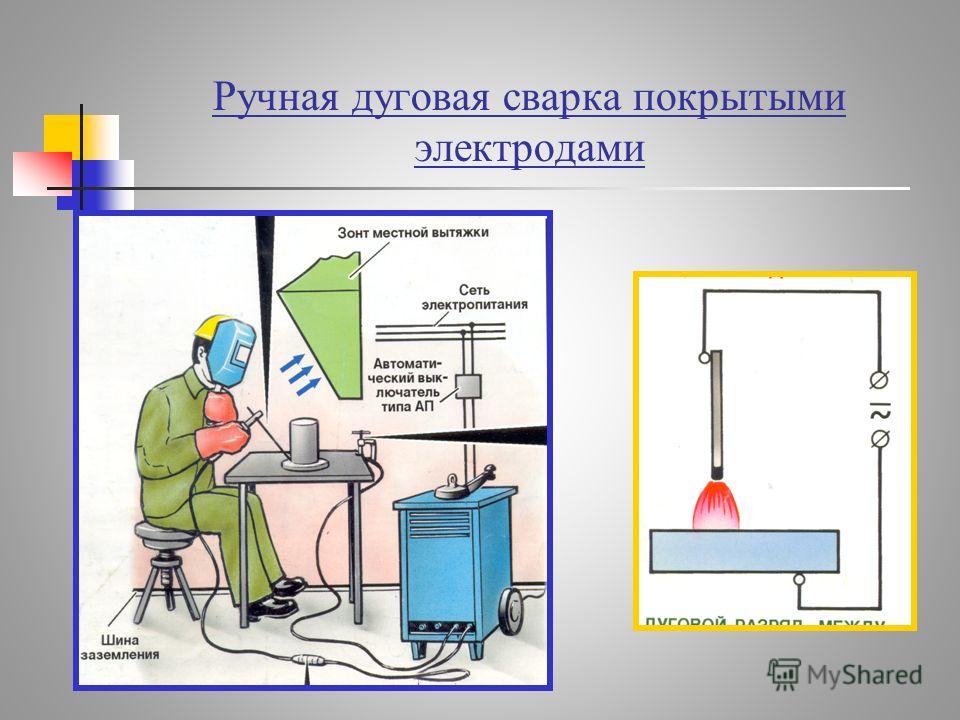 Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Сила тока в зависимости от диаметра электрода
Необходимо принять во внимание следующие основные правила расчета отдельных значений силы тока в амперах:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна составлять 40-80 A
- При диаметре 2,5 мм сила тока должна составлять 50-100 A
30-50 x Ø
- При диаметре 3,2 мм сила тока должна составлять 90-150 A
- При диаметре 4,0 мм сила тока должна составлять 120-200 A
- При диаметре 5,0 мм сила тока должна составлять 180-270 A
35-60 x Ø
- При диаметре 6,0 мм сила тока должна составлять 220-360 A
Для успешной ручной сварки стержневыми электродами вам потребуется следующее оборудование:
- Источник сварочного тока
- Электрододержатель
- Стержневой электрод
- Зажим заготовки/цанга массы
- Сварочные инструменты
- Защитная одежда
Сварка основными электродами.
 Основные виды покрытий сварочных электродов, которые обязательно нужно знать
Основные виды покрытий сварочных электродов, которые обязательно нужно знатьГлавнаяЭлектродСварка основными электродами
Основные виды покрытий сварочных электродов
Покрытие сварочных электродов – гомогенизированная масса смешанных химических соединений, нанесенных на специальный металлический стержень. Главная задача таких веществ состоит в обеспечении требуемых свойств сварного шва и способствовать правильному, бесперебойному горению дуги при сварке. В зависимости от конечных целей производятся те или иные разновидности электродов с определенными свойствами. Их разнообразие, ассортимент постоянно обновляются на рынке. Разберемся детально в наиболее важных разновидностях.
Целлюлозные электроды
Такие покрытия изготовляются из целлюлозы (до 50%), которая состоит из органических материалов, где в основном используется древесная мука. В состав также могут входить ферросплавы, смолы органического происхождения, тальк. Целлюлозные электроды тонкие, образуют малое количество легкоудаляемого шлака и являются наиболее подходящими для позиционной сварки (при работе с вертикальными швами шлак не сползает вниз). Хорошие результаты получают при односторонней сварке в любом положении, при сваривании корня шва на трубопроводах. В таком случае обратный валик шва ровный и относительно аккуратный. При нагревании электроды диссоциируют на водород и диоксид углерода, которые, в свою очередь, служат в качестве защитных газов. Обычно используется источник постоянного тока. С помощью стабилизаторов для целлюлозных электродов может использоваться переменный ток. По ГОСТу соответствуют таким типам электродов: Э 42, Э 46 и Э 50.
Хорошие результаты получают при односторонней сварке в любом положении, при сваривании корня шва на трубопроводах. В таком случае обратный валик шва ровный и относительно аккуратный. При нагревании электроды диссоциируют на водород и диоксид углерода, которые, в свою очередь, служат в качестве защитных газов. Обычно используется источник постоянного тока. С помощью стабилизаторов для целлюлозных электродов может использоваться переменный ток. По ГОСТу соответствуют таким типам электродов: Э 42, Э 46 и Э 50.
Недостатки
Наплавленный метал содержит относительно повышенное количество водорода, понижающее пластичность сварного шва, в связи с чем вероятны холодные трещины. Характерны брызги.
Электроды с рутиловым покрытием
Как известно, рутил – титановый минерал. Для этой разновидности электродов в покрытии используют концентрат диоксида титана (TiO2), наносимый на стальные стержни. Он дает кислый шлак, обеспечивает газовую защиту из водорода, окислов азота и углерода. Эти электроды используются для низкоуглеродистых сталей в любых пространственных положениях. В классификации ГОСТа по механических свойствам сопоставимы с типом Э 42 и Э 46. Добавление небольшого количества целлюлозы в рутиловые электроды, обеспечивает дополнительный запас для газовой защиты. Иногда незначительное добавление целлюлозы в рутил дает дальнейшее повышение производительности, такая комбинация называется рутил-целлюлозное покрытие (RC). Кроме того, могут быть комбинации с основными и кислыми покрытиями (RB и RA соответственно).
Эти электроды используются для низкоуглеродистых сталей в любых пространственных положениях. В классификации ГОСТа по механических свойствам сопоставимы с типом Э 42 и Э 46. Добавление небольшого количества целлюлозы в рутиловые электроды, обеспечивает дополнительный запас для газовой защиты. Иногда незначительное добавление целлюлозы в рутил дает дальнейшее повышение производительности, такая комбинация называется рутил-целлюлозное покрытие (RC). Кроме того, могут быть комбинации с основными и кислыми покрытиями (RB и RA соответственно).
Особенности. По сравнению с электродами на кислой основе, рутиловые «собратья» при сварке производят металл более стойкий к трещинам, они дают меньше брызг и стабильное, сильное горение сварочной дуги при переменном токе. Относительно не восприимчивы к ржавчине, окислениям, влаге. Рутиловые электроды дают просто отделяемый шлак, отлично показывают себя при сваривании вертикальных швов. Пористость возможна в редких случаях при нарушении технологии сварки, например, если для тонкого металла применяются слишком толстые электроды или есть зазоры в тавровых соединениях.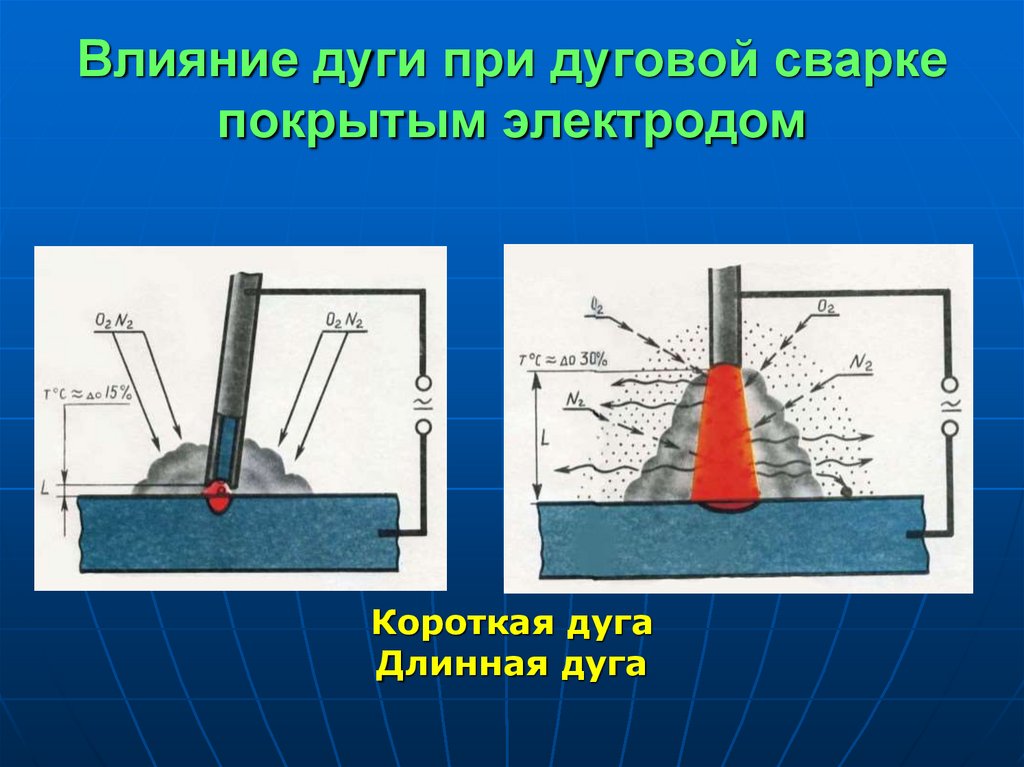 Замечательно показывают себя на участках с короткими швами, где необходимы частые перерывы и повторные поджигания дуги.
Замечательно показывают себя на участках с короткими швами, где необходимы частые перерывы и повторные поджигания дуги.
Слабые стороны
Рутиловые электроды, попавшие под влияние влаги, можно использовать лишь через сутки (потребуется предварительное прокаливание около часа при температуре выше двухсот градусов по Цельсию). Нежелательно их эксплуатация для сваривания конструкций, подвергающихся высоким температурам и ползучести.
Электроды с кислым покрытием
Указанный тип покрытия электродов содержит оксиды металлов, включая оксид железа, силикаты и оксида марганца, которые производят кислый шлак. Соотносятся по ГОСТу с типами э 38 и Э 42. Могут использоваться постоянный и переменный ток. В связи с высоким содержанием кислорода, кислые электроды повышают температуру, делая металл сильно текучим. С одной стороны, перечисленные особенности способствуют быстрой сварке, а с другой могут привести к появлению пор и низкой прочности сварного шва, и подрезам. Для нивелирования этого добавляются некоторые раскислители, улучшающие механические свойства и способность шлака легко удаляться.
Для нивелирования этого добавляются некоторые раскислители, улучшающие механические свойства и способность шлака легко удаляться.
Недостатки
Удлиненная дуга, наличие ржавчины, окислов существенно повышают вероятность горячих трещин и пор в сварочном шве. Кислые электроды повышают содержание водорода в сварочной ванне. Они токсичны, обладают повышенным брызгообразованием.
Основные электроды или низководородные электроды
Базовый электрод разновидности содержит карбонат кальция, карбонат магния, фторид кальция и другие минералы (такие как плавиковый шпат). Эти электроды должны храниться в сухом состоянии и правильно подогреваться перед использованием. Газовая защита включает в себя углекислый газ с низким содержанием водорода и кислорода. Контроль водорода обеспечивает защиту от воздействия атмосферы, делает электроды пригодными для высоко- и низколегированных сталей, для сталей с низким содержанием углерода. При сварке под воздействием высоких температур дуги происходит диссоциация карбонатов, которая в конечном итоге способствует повышенной основности шлаков, появлению защитной среды газов практически без выделения водорода. Дополнительно водородную составляющую связывает фтористый кальций. Из-за таких особенностей разновидность получила свое второе название – фтористо-кальциевые электроды. Они незаменимы для сооружений с жесткой основой, для закалывающихся сталей, предрасположенных для появления холодных трещин, а также образуют швы не склонные к быстрому старению. Низководородные электроды в ручной дуговой сварке используют вне зависимости от пространственного положения. Швы могут быть значительной толщины.Тип в соответствии с ГОСТ 9467-75 по механике наплавлений: сопоставляется с Э42А — Э50А.
Дополнительно водородную составляющую связывает фтористый кальций. Из-за таких особенностей разновидность получила свое второе название – фтористо-кальциевые электроды. Они незаменимы для сооружений с жесткой основой, для закалывающихся сталей, предрасположенных для появления холодных трещин, а также образуют швы не склонные к быстрому старению. Низководородные электроды в ручной дуговой сварке используют вне зависимости от пространственного положения. Швы могут быть значительной толщины.Тип в соответствии с ГОСТ 9467-75 по механике наплавлений: сопоставляется с Э42А — Э50А.
Слабые стороны
Возможно возникновение пор в случае если свариваемый металл будет иметь ржавчину, окисления. Дуга при горении менее стабильна чем у других видов электродов. Применяется преимущественно с постоянным током. Для переменного потребуется поташ или специальный калий-натриевые соединения сочетании с прогревом электродов (до 400 °C).
Электроды с примесью железного порошка
Железный порошок добавляют во все типы покрытий для повышения эффективности электродов. Дополнительный порошок железа увеличивает скорость осаждения. Это уменьшает напряжение, позволяет целлюлозным электродам справиться с переменным током. Кроме того, добавка контролирует вязкость шлака. Свойство весьма полезное в позиционной сварке.
Дополнительный порошок железа увеличивает скорость осаждения. Это уменьшает напряжение, позволяет целлюлозным электродам справиться с переменным током. Кроме того, добавка контролирует вязкость шлака. Свойство весьма полезное в позиционной сварке.
Выводы
Подведем краткие итоги в табличном виде.
Покрытие сварочных электродов отличается своими параметрами, свойствами, сферой применения. Мы рассмотрели основные виды покрытий, обозначили главные преимущества, недостатки. Надеемся, что материал будет максимально полезным для вас, наши уважаемые читатели.
blog.svarcom.net
Виды и состав покрытия электродов для ручной дуговой сварки
Электроды используются для сварки металлических изделий. Для каждого сорта металла стараются подбирать такие расходные материалы, стержень которых будет схожим по составу с заготовкой. Это благотворно влияет на качество, так как шов получает одинаковую структуру, что повышает его крепость. Но это не единственный фактор, который определяет выбор.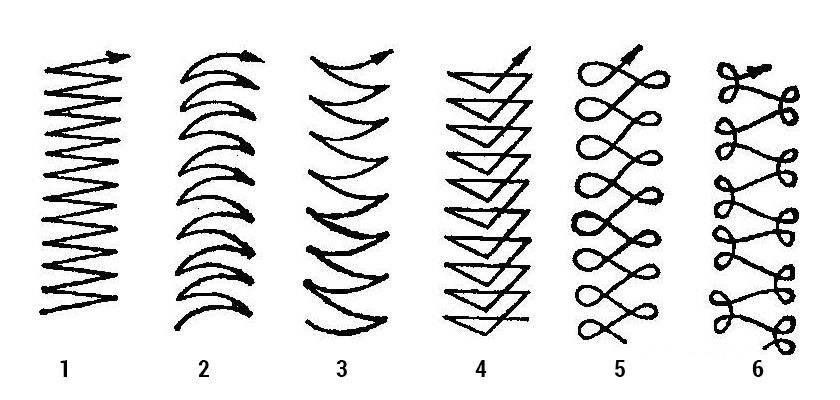 Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.
Обмазка электродов также является весомым параметром, так как от того, насколько она справляется со своими задачами, будет зависеть надежность последующей эксплуатации. Основными функциями являются защита сварочной ванны от негативного воздействия внешних факторов, а также поддержание стабильного горения дуги. Некоторые из вариантов даже обеспечивают такие условия, что можно варить по ржавой поверхности без значительного ухудшения качества соединения.
Покрытие электродов для сварки
Виды покрытия электродов
Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.
Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.
В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.
Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.
Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.
Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.
Сварочные электроды с обычным покрытием
Состав покрытия электрода для сварки
- Кислое – титан, кремний, марганец, окись железа;
- Основное – карбонат кальция и фтористый калий;
- Целлюлозное – мука, целлюлоза, органические вещества;
- Рутиловое – рутил, минералы и органические компоненты.
Характеристики покрытия электродов
Каждое покрытие имеет свои уникальные свойства не только в рабочем плане, но и в качестве физических характеристик. Среди них можно выделить:
- Толщина покрытия электрода во много зависит от размера самого электрода, так как тут действует пропорциональное соотношение, по которому толщина покрытия составляет одну треть от общей толщины;
- Температура горения обмазки, которая является не сильно влияющим на сварку фактором, но от нее зависит, насколько хорошо будет зажигаться дуга;
- Степень впитываемой влаги, так как от этого зависит количество проводимых предварительных процедур просушки перед использованием.

Технология нанесения покрытия на электрод
Диаметр покрытия электродов зависит от толщины стержня, но для его нанесения используются практически одинаковые технологии. Это осуществляется промышленным способом при помощи специальных станков. Это автоматический процесс с высокой производительностью. Твердые части состава высушиваются и раздрабливаяются. После этого их просеивают для достижения фракций определенного размера. Затем вещество обжигают, чтобы удалить серу. В смесители части состава замешиваются с жидкими составляющими. На последней стадии станок окунает стержни в готовую смесь, благодаря чему и получаются покрытые электроды.
svarkaipayka.ru
Ручная дуговая сварка покрытыми электродами (MMA)
Введение
Дуговая сварка покрытыми электродами — процесс, в котором источник тепла — электрическая дуга. Поджигание дуги между электродом с покрытием (с помощью держателя электрода) и свариваемой деталью (основным материалом) образует тепло, которое приводит к быстрому плавлению основного материала и электрода (сварочный материал).
Поджигание дуги между электродом с покрытием (с помощью держателя электрода) и свариваемой деталью (основным материалом) образует тепло, которое приводит к быстрому плавлению основного материала и электрода (сварочный материал).
Сварочная цепь
Сварочная цепь обязательно состоит из следующих элементов:
1. Источник питания
Источник питания подает ток достаточной силы для питания и поддержания горения электрической дуги, которая образуется между основным материалом и электродом.
Сварка электродами основана на принципе постоянного тока, то есть ток, подаваемый источником питания, не должен изменяться, когда электрод подносят к свариваемой детали. Таким образом, основное свойство источника — поддерживать постоянный ток в процессе изменения длины дуги, по мере приближения электрода к свариваемому участку: чем более постоянен ток, тем стабильнее дуга, тем проще работа сварщика. Внутри источника питания, обычно находится прибор, подстраивающий сварочный ток, механический (магнитный шунт или дроссель насыщения) или электронный (тиристорные или инверторные системы). Это различие может быть использовано для классификации сварочных аппаратов на три группы, в зависимости от технологии их производства: электромеханические сварочные аппараты, электронные сварочные аппараты (тиристорные), инверторные сварочные аппараты. Полярность выходного тока источника позволяет выделить 2 следующие категории: источник питания переменного тока и источник питания постоянного тока.
Это различие может быть использовано для классификации сварочных аппаратов на три группы, в зависимости от технологии их производства: электромеханические сварочные аппараты, электронные сварочные аппараты (тиристорные), инверторные сварочные аппараты. Полярность выходного тока источника позволяет выделить 2 следующие категории: источник питания переменного тока и источник питания постоянного тока.
а). источник питания переменного тока
Выходной ток источника питания принимает форму гармонической волны, которая изменяет полярность через равные интервалы времени, с частотой 50 или 60 циклов в секунду (герц). Этот эффект достигается с помощью использования трансформатора, который преобразует ток сети в ток, подходящий для сварки. Подходит для электромеханических сварочных аппаратов.
б). источник питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью приспособления, выпрямителя, который расположен на базе трансформатора и может преобразовывать ток из переменного в постоянный.
Это типично для электронных (тиристорных) и инверторных источников питания.
Если в сварочной цепи используется постоянный источник питания, она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу:
- соединение с прямой полярностью
Связь с прямой полярностью возникает, когда кабель зажима (с держателем электрода) подсоединен к отрицательному полюсу (-) источника питания и заземляющий кабель (с зажимом заземления) — к положительному полюсу (+) источника питания. Электрическая дуга концентрирует тепло и приводит к плавлению металла. В этом случае стержень электрода плавится и проникает в сварочное соединение.
Связь с обратной полярностью возникает, когда кабель зажима (с зажимом электрода) подсоединен к положительному полюсу (+) источника питания и заземляющий кабель (с зажимом заземления) — к отрицательному полюсу (-) источника питания. Тепло электрической дуги в основном сконцентрировано на конце электрода.
Для разного рода тока используются электроды разного типа (постоянный или переменный) и, в случае с постоянным током, особой полярности. Таким образом, выбор электрода должен основываться на типе используемого источника питания. Неправильный выбор приведет к проблемам в стабильности дуги и к проблемам в качестве сварки.
2. Держатель электрода
Основная функция зажима электрода — поддерживать электрод, обеспечивая хороший электрический контакт для прохождения тока; а также обеспечивать достаточную электрическую изоляцию для сварщика.
3. Электрод с покрытием
Покрытый электрод состоит из сердцевины и покрытия, которые несут различные, но дополняющие друг друга функции: сердцевина электрода в основном функционирует как проводник для подачи электричества на дугу и как поставщик материала, который заполняет соединение; у покрытия, с другой стороны, основная функция — защищать сварочную ванну и стабилизировать дугу.
4-5. Зажим заземления и кабели (кабель зажима и заземляющий кабель)
Зажим заземления — это инструмент, который через заземляющий кабель обеспечивает замыкание электрической схемы между сварочным источником питания и свариваемым металлом. Зажим и заземляющие кабели, подсоединенные к зажиму электрода и зажиму заземления соответственно. Они позволяют создавать электрическое соединение между источником питания и основным материалом для сварки. Выбор сечения и длины кабеля должен быть основан на максимальном значении сварочного тока.
Зажим и заземляющие кабели, подсоединенные к зажиму электрода и зажиму заземления соответственно. Они позволяют создавать электрическое соединение между источником питания и основным материалом для сварки. Выбор сечения и длины кабеля должен быть основан на максимальном значении сварочного тока.
Форсаж дуги, горячий поджиг и устройства против прилипания
Сварочные источники питания могут включать в себя специальные устройства, функция которых — упрощать их использование. Эти устройства следующие: форсаж дуги (Arc Force), горячий поджиг (Hot Start) и устройства, предотвращающие прилипание (Anti-stick).
«Форсаж дуги» облегчает передачу капелек расплавленного материала от электрода в основной материал, предохраняя дугу от угасания, когда капли входят в контакт (например, создают короткое замыкание) между электродом и сварочной ванной.
«Горячий поджиг» помогает поджигать электрическую дугу с помощью подачи чрезмерного тока/сверхтока каждый раз при возобновлении сварки.
Устройство антиприлипания электрода автоматически выключает источник питания, если электрод прилипает к основному материалу, таким образом, позволяя убрать его вручную, без дополнительных усилий.
Электроды с покрытием
1. Характеристики
Электрод с покрытием состоит из сердцевины и покрытия:
сердцевина состоит из металлической проволоки со свойствами проводника, чье единственное назначение — подавать сварочный материал на деталь. Используемый материал зависит от основного материала: для углеродистых сталей, для которых сварка с электродами наиболее распространена, сердцевина выполнена из мягкой стали. Во время сварки сердцевина немного плавится, до плавления покрытия.
- покрытие (обмазка) — наиболее важная часть электрода и имеет много функций. Прежде всего, оно служит для защиты сварного шва от контакта с воздухом. Это достигается различными способами: испаряясь, и изменяя атмосферу вокруг сварочной ванны; замедленным плавлением и, следовательно, защищая сердцевину естественно формирующейся сварочной ванной; и разжижаясь и плавая на верхней части ванны.

Он также содержит материал, который может очищать основной материал и компоненты, способствующие созданию сплавов при плавке. Выбор покрытия, таким образом, очень важен и зависит от характеристик, которыми должен обладать сварной шов. Покрытие также может содержать сварочный материал как порошок, чтобы увеличить количество наплавленного металла и тем самым производительность сварки. В этом случае используются электроды с улучшенными рабочими характеристиками.
2. Категории электродов
На рынке представлены различные типы покрытых электродов, и их химический состав оказывает влияние на стабильность электрической дуги, глубину проникновения, распределение материала, чистоту ванны, то есть на сферу их применения. В соответствии с типом покрытия, электроды подразделяются на:
Покрытие этих электродов состоит изоксидов железа, железных сплавов магния и кремния. Они обеспечивают хорошую стабильность дуги, что делает их подходящими как для сварки постоянным, так и переменным током. Они образуют очень жидкую сварочную ванну, что делает невозможным сварку на месте. Кроме того, у них снижена способность очищать основной материал, и это может привести к появлению трещин.
Они образуют очень жидкую сварочную ванну, что делает невозможным сварку на месте. Кроме того, у них снижена способность очищать основной материал, и это может привести к появлению трещин.
Они не выдерживают высоких температур сушки, поскольку это может привести к остаточной влажности и таким образом, появлению водородных включений в сварном шве.
- электроды с рутиловым покрытием
Покрытие этих электродов обязательно состоит из минерала, который называется рутил. Он на 95 процентов состоит из диоксида титана, очень стойкого соединения, которое обеспечивает оптимальную стабильность дуги и высокую текучесть сварочной ванны, что заметно улучшает внешний вид сварного шва. Функция рутилового покрытия, однако, заключается в том, чтобы обеспечить мягкую плавку, она легко осуществляется, и помогает образованию избыточного вязкого шлака, который обеспечивает хорошую текучесть в сварном шве, особенно в горизонтальной позиции. В этом случае шов выглядит аккуратным и ровным. К сожалению, эти покрытия также не очень эффективно очищают, поэтому они рекомендованы к использованию, когда основной материал не содержит большого количества примесей; более того, их невозможно хорошо осушить, поэтому в сварном шве образуется большое количество водорода.
К сожалению, эти покрытия также не очень эффективно очищают, поэтому они рекомендованы к использованию, когда основной материал не содержит большого количества примесей; более того, их невозможно хорошо осушить, поэтому в сварном шве образуется большое количество водорода.
В некоторых областях применения рутил сочетается с другим веществом, что типично для других покрытий, например, целлюлозных (рутилово-целлюлозных электродов) или флюоритовых (рутил-основных электродов). Обычно они предназначены для получения электрода со стабильной дугой, которая делает сварку более производительной.
Стабильность дуги — это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
- электроды с целлюлозным покрытием
Покрытие этих электродов в основном состоит из целлюлозы, смешанной с железными сплавами (магний и кремний). Покрытие практически полностью превращается в газ, тем самым, позволяя сваривать в нисходящей вертикальной позиции, чего нельзя достичь при использовании других типов электродов; высокий уровень газификации целлюлозы снижает количество шлака в сварном шве. Образование большого количества водорода (образованного из определенного химического соединения покрытия) обеспечивает «горячую» сварную ванну, с плавлением значительного количества основного материала; таким образом, возможно достичь получения швов с высоким уровнем проникновения и небольшим количеством шлака в ванне.
Образование большого количества водорода (образованного из определенного химического соединения покрытия) обеспечивает «горячую» сварную ванну, с плавлением значительного количества основного материала; таким образом, возможно достичь получения швов с высоким уровнем проникновения и небольшим количеством шлака в ванне.
Механические свойства сварного шва оптимальны; однако выглядит он не очень аккуратным, поскольку практически отсутствует жидкая защита покрытия, и это не позволяет сформироваться ванне во время затвердения.
Учитывая низкую стабильность дуги, обычно используется постоянный сварочный ток с обратной полярностью.
- электроды с основным покрытием (базовые)
Покрытие этих электродов состоит из оксидов железа, железных сплавов и в первую очередь карбонатов кальция и магния, из которых с добавлением фтористого кальция, получается флюорит — минерал, используемый для облегчения плавки. У них высокая способность очищать основной материал, поэтому достигается высокое качество сварных швов со значительной механической прочностью. Эти электроды также выдерживают высокие температуры сушки, и не загрязняют ванну водородом. Флюорит делает дугу очень нестабильной: ванна менее жидкая, часто повторяются короткие замыкания, из-за переноса больших капель сварного материала; дуга должна постоянно быть очень короткой из-за низкой летучести покрытия; все эти свойства позволяют применять подобные электроды только опытным сварщикам. На сварных швах образуется твердый шлак, который трудно очистить. Для продолжения сварки он должен быть полностью удален. Эти электроды подходят для горизонтальной, вертикальной и верхней сварки.
Эти электроды также выдерживают высокие температуры сушки, и не загрязняют ванну водородом. Флюорит делает дугу очень нестабильной: ванна менее жидкая, часто повторяются короткие замыкания, из-за переноса больших капель сварного материала; дуга должна постоянно быть очень короткой из-за низкой летучести покрытия; все эти свойства позволяют применять подобные электроды только опытным сварщикам. На сварных швах образуется твердый шлак, который трудно очистить. Для продолжения сварки он должен быть полностью удален. Эти электроды подходят для горизонтальной, вертикальной и верхней сварки.
Что касается сварочного тока, то рекомендуется использование источников питания постоянного тока с прямой полярностью. Электроды с основным покрытием отличаются большим количеством выделяемого материала и хорошо адаптируются для сварки соединений большой толщины. Они очень гигроскопичны, и хранить их нужно в сухом месте в герметично закрытом контейнере. Если это невозможно, мы рекомендуем вновь просушить электрод перед использованием.
3. Свойства различных типов электродов
ТИП | ПРЕИМУЩЕСТВА | НЕДОСТАТКИ | ПРИМЕНЕНИЕ |
Кислотные | низкая стоимость, стабильная дуга, сварка переменным и постоянным током, шлак легко удаляется, высокая степень раскисления, легкость в хранении | жидкая ванна, низкий очищающий эффект, высокая степень образования водорода, шлак невозможно расплавить снова | горизонтальная сварка, низкоуглеродистая сталь с незначительными примесями, низкая стоимость сварки, удовлетворительные механические свойства (хорошая прочность, но есть риск появления трещин) |
Рутиловые | низкая стоимость, стабильная дуга, легкий поджиг, сварка переменным и постоянным током, аккуратный шов, легко хранится | жидкая ванна, низкий очищающий эффект, высокое производство водорода | горизонтальная сварка, вертикальная и угловая сварка тонких материалов, низкоуглеродистая сталь с незначительными примесями, сварные швы аккуратны, но их механические свойства удовлетворительны (прочные, но есть риск появления трещин) |
Целлюлозные | хорошее проникновение, легко обрабатывается, низкое количество шлака | необходимы источники питания постоянного тока с высоким напряжением нулевой нагрузки, неровный шов, высокое производство водорода | сварка во всех положениях, включая нисходяще вертикальное, сварка труб или односторонняя сварка низкоуглеродистая сталь с незначительными примесями |
| Основные | прекрасно очищает материал, малое производство водорода, холодная ванна | низкая стабильность дуги, шлак нельзя переплавить и трудно удалить, короткая дуга и низкая обрабатываемость, трудности при поджиге, источник питания постоянного тока трудно хранить | сварка во всех положениях, даже в случае толстых материалов высокая степень выделения, высокое качество сварных швов, даже при использовании материалов, содержащих примеси |
4.
 Выбор тока для разных типов электродов
Выбор тока для разных типов электродов| Средние значения сварочного тока (А) | |||||||
| Диаметр электрода | 1,60 | 2,00 | 2,50 | 3,25 | 4,00 | 5,00 | 6,00 |
Кислотный электрод | — | — | — | 100-150 | 120-190 | 170-270 | 240-380 |
Рутиловый электрод | 30-55 | 40-70 | 50-100 | 80-130 | 120-170 | 150-250 | 220-370 |
Целлюлозный электрод | 20-45 | 30-60 | 40-80 | 70-120 | 100-150 | 140-230 | 200-300 |
Основной электрод | 50-75 | 60-100 | 70-120 | 110-150 | 140-200 | 190-260 | 250-320 |
Классификация электродов
В соответствии с Европейскими нормами EN 499 покрытые электроды делятся на группы в зависимости от типа покрытия и их основных свойств:
а). В соответствии с современными стандартами, каждый электрод может быть полностью идентифицирован по данным, указанным на упаковке, например:
| E | 44 | T | 3 | C | 1 | 9 | R09 | KV20 |
* E = электрод
* 44 = предел прочности на разрыв, который может быть:00 = без определенного значения44 = минимальное гарантированное значение 44 Джоуля
* T = тип применения, бывает:S = для тонких листов (до 4 мм)L = для средних и толстых листовT = для труб
* 3 = значение качества, которое может составлять от 1 до 4, повышается по мере прохождения специальных механических тестов
* С = тип покрытия, которое может быть:R = рутиловым RC = рутилово-целлюлознымВ = основным RB = рутилово-основнымС = целлюлозным V — специальным (будет указано на упаковке)
* 1 = сварочные позиции:1 = все2 = все, кроме нисходящего вертикального3 = только горизонтальное и фронтально-горизонтальное (нормальный угол)4 = только горизонтальное и установленный угол.
* 9 = используемый ток
* R09 = минимальная гарантированная производительность, выраженная в десятых;
* KV20 = дополнительный символ для низкотемпературных ударопрочных свойств; в примере электрод обладает значением ударостойкости до -20 градусов Цельсия
б). Учитывая растущее использование классификаций AWS (Американское Общество специалистов по сварке) и ASTM (Американское общество по испытанию материалов) среди итальянских пользователей, каждый электрод описывается логотипом производителя так же, как и символом, как в следующем примере:
* Е = электрод
* 60 = минимальный предел прочности на разрыв, выраженный в фунтах на квадратный дюйм
* 1 = сварочные позиции, которые могут быть:1 = все2 = только горизонтальное с установленным углом.
* 1 = сварочный ток, который может быть:0 = постоянным с электродом отрицательной полярности, для целлюлозных электродов;1 = переменный и постоянный (положительный полюс)2 = переменный и постоянный (отрицательный полюс)3 = переменный и постоянный для рутиловых электродов4 = переменный и постоянный для высокопроизводительных рутиловых электродов;5 = постоянный с электродом отрицательной полярности, для основных электродов;6 = переменный и постоянный для основных электродов;7 = переменный и постоянный (любой полярности или только отрицательной) для высокопроизводительных электродов из оксида железа;8 = переменный и постоянный (положительный полюс) для высокопроизводительных основных электродов.
Материалы, свариваемые ММА
Когда вид стального сплава легко определить, можно использовать рутиловые электроды, поскольку они легче поджигаются и свариваются, а также дают красивый качественный шов.
На практике сварка средних и высокоуглеродистых сталей (>0,25%) может привести к образованию структурных дефектов. Применение сварки электродами в основном рекомендуется для сварки соединений от средней толщины до толстых с использованием основных электродов; в этом случае достигается шов хорошего качества с хорошим сопротивлением на излом.
Сварка стальных труб осуществляется с использованием целлюлозных электродов, поскольку при этом требуется хорошее проникновение и обрабатываемость электродов. Рекомендуется произвести косую заточку под таким углом, чтобы достичь почти полного проникновения электрода в зазор между свариваемыми кромками.
Для каждого из таких материалов, как нержавеющая сталь, алюминий и его сплавы, чугун, требуется использование особых электродов.
Нержавеющие стали сваривают постоянным током с обратной полярностью, используя особые электроды, выбор которых зависит от состава соединений свариваемого материала (присутствие хрома или никеля в разных пропорциях).
Алюминий и легкие сплавы свариваются постоянным током с обратной полярностью. Желательно использование профессионального усилителя, чтобы гарантировать стабильный поджиг электрода.
В этом случае также используются специальные электроды, выбор которых зависит от состава свариваемого материала (присутствия хрома, магния и кремния в разных пропорциях).
Чугун сваривают постоянным током с обратной полярностью; большинство чугунных деталей отливают, а сварка используется для устранения возможных дефектов или же ремонта. При сварке используют особые электроды, а основной материал нужно хорошо нагреть перед использованием.
evrotek.spb.ru
Типы и виды покрытия сварочных электродов
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
- Электроды с кислым покрытием (А)
- Плюсы электродов с кислым покрытием
- Минусы электродов с кислым покрытием
- Области применения
- Электроды с целлюлозным покрытием (Ц)
- Плюсы электродов с целлюлозным покрытием
- Минусы электродов с целлюлозным покрытием
- Области применения
- Электроды с рутиловым покрытием (Р)
- Плюсы электродов с рутиловым покрытием
- Минусы электродов с рутиловым покрытием
- Области применения
- Популярные марки электродов с рутиловым покрытием
- Электроды с основным покрытием (Б)
- Плюсы электродов с основным покрытием
- Минусы электродов с основным покрытием
- Области применения
- Популярные марки электродов с основным покрытием
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Области применения
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.
Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Области применения
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- GOODEL-OK46 – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Области применения
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Популярные марки электродов с основным видом покрытия
- GOODEL-52U – основное, тип Э50А
- УОНИ-13/55 – основное, тип Э50А
- ЦУ-5 – основное, тип Э50А
- ТМУ-21У – основное, тип Э50А
Сварочные расходные материалы – Часть 2
Профессиональные знания 83
Часть 1
Часть 3
Часть 4
Часть 5
Предыдущая статья, Часть 1, была посвящена целлюлозным и рутиловым электродам. В этой статье будут рассмотрены основные, железные порошковые и кислотные электроды.
Описание «основной» происходит от химического состава флюсового покрытия, которое содержит примерно до 50% известняка, карбоната кальция (CaCO 3 ). Он разлагается в дуге с образованием газовой защиты из окиси/двуокиси углерода.
В дополнение к известняку может быть добавлено до 30% фторида кальция (CaF 2 ), чтобы снизить температуру плавления известняка и уменьшить его окисляющее действие. Также добавляются раскислители, такие как ферромарганец, ферросилиций и ферротитан, чтобы обеспечить раскисление сварочной ванны.
Другие легирующие элементы, такие как феррохром, ферромолибден или ферроникель, могут быть добавлены для получения покрытия из легированной стали. Связующими могут быть силикат натрия, только для использования на постоянном токе, или силикат калия, который позволяет электродам работать как на постоянном, так и на переменном токе.
Газовая защита из основных электродов не так эффективна, как защита из рутиловых или целлюлозных электродов, и необходимо поддерживать постоянную короткую дугу, если пористость из-за атмосферного загрязнения не должна быть проблемой. Электроды особенно чувствительны к начальной пористости из-за продолжительности времени, необходимого для создания эффективного защитного экрана. Неотъемлемой частью обучения сварщика является ознакомление с техникой начала сварки перед требуемым начальным положением и отходом назад перед продолжением в направлении сварки.
Характеристики проплавления основных электродов аналогичны характеристикам рутиловых электродов, хотя качество поверхности не такое хорошее. Шлаковый слой тяжелее рутиловых электродов, но его легко контролировать, что позволяет использовать электроды во всех положениях. Были разработаны покрытия с высоким содержанием известняка, которые позволяют использовать ограниченный диапазон электродов в положении вертикально вниз (PG). Сварочная ванна плавно переходит в основной металл, поэтому подрезов быть не должно.
Шлак не так легко удаляется, как с рутиловыми или целлюлозными электродами, но низкая температура плавления означает, что захват шлака менее вероятен. Химическое действие основного шлака также обеспечивает получение очень чистого, высококачественного металла шва с механическими свойствами, в частности, ударной вязкостью, лучшими, чем у других типов электродов. Еще одна особенность этих электродов заключается в том, что сварные швы более устойчивы к растрескиванию при затвердевании и выдерживают более высокие уровни серы, чем электроды с рутиловым или целлюлозным покрытием. Это делает их ценными, если возникает необходимость сварки легкорежущих сталей.
Основной электрод также известен как стержень с низким содержанием водорода («lo-hi»). Покрытие не содержит целлюлозы и практически не содержит влаги при условии правильного обращения с электродами. При контакте с атмосферой влага может быстро впитываться. Тем не менее, прокаливание электродов при рекомендованной производителями температуре прокаливания, обычно около 400°C, удалит любую влагу и должно обеспечить уровень водорода менее 5 мл/100 г металла сварного шва. После обжига электроды необходимо осторожно хранить в печи для выдержки при температуре около 120°C, чтобы предотвратить впитывание влаги.
В настоящее время многие производители поставляют электроды в герметичных вакуумных упаковках с гарантированным содержанием водорода менее 5 мл/100 г металла сварного шва. Они особенно полезны на объектах, где необходимо поддерживать очень низкий уровень водорода, а оборудование для выпечки и хранения недоступны. Электроды берутся прямо из упаковки и могут использоваться в течение 12 часов с момента вскрытия до того, как впитается достаточно влаги, чтобы их можно было запекать.
Основные электроды с низким содержанием водорода поэтому широко используются в различных областях, где требуется чистый металл сварного шва и хорошие механические свойства. Они могут быть получены с проволокой из легированного сердечника и/или добавками ферросплавов к покрытию, что дает очень широкий выбор составов металла сварного шва, начиная от обычных углеродистых сталей, жаропрочных и криогенных сталей, а также дуплексных и нержавеющих сталей. Там, где требуется высокое качество, радиографически или ультразвуковой чистоты металла сварного шва, например, на морских сооружениях и сосудах под давлением, будут использоваться основные электроды.
Разработки за последние 20 или около того лет позволили расходуемым материалам из углеродисто-марганцевой стали обеспечить хорошие значения V по Шарпи и CTOD при температурах до -50 o C. Низкое содержание водорода также означает, что основные электроды будут использоваться для сварка толстостенных углеродистых сталей и высокопрочных, высокоуглеродистых и низколегированных сталей, где существует риск холодного растрескивания (см. Знания о работе , статьи №№ 45 и 46).
В дополнение к «стандартным» целлюлозным, рутиловым и основным электродам, описанным выше, электроды могут быть классифицированы как электроды «высокого восстановления».
Путем добавления значительного количества железного порошка, до 50% веса флюсового покрытия, к основному и рутиловому покрытиям электродов можно наплавить больший вес металла сварного шва, чем содержится в основной проволоке. Эти электроды описываются как имеющие КПД выше 100 %, например, 120 %, 140 % и т. д., и это трехзначное число часто включается в классификацию электродов.
Электроды имеют более толстое покрытие, чем «стандартные» электроды, что может затруднить их использование в условиях ограниченного доступа. Однако они удобны для сварщиков, имеют хорошие рабочие характеристики и ровную стабильную дугу. Железный порошок не только плавится под действием тепла дуги, что увеличивает скорость наплавки, но и позволяет электроду выдерживать более высокий сварочный ток, чем «стандартный» электрод.
Железный порошок обладает электропроводностью, что позволяет части сварочного тока проходить через покрытие. Таким образом, можно использовать высокие сварочные токи без риска перегрева сердечника проволоки, что увеличивает как скорость прогорания, так и скорость наплавки. Электроды с высоким коэффициентом восстановления идеально подходят для угловой сварки, обеспечивая гладкую, мелковолнистую поверхность с гладким переходом на концах сварного шва. Как правило, они более устойчивы к изменениям в монтаже, а их стабильность при низких напряжениях холостого хода означает, что они очень хорошо шунтируют большие промежутки. Однако большая сварочная ванна означает, что они не подходят для позиционной сварки и обычно ограничиваются сваркой в плоском (PA) и горизонтально-вертикальном (PC) положениях.
Последний тип покрытия электродов называется «кислотным». Эти электроды имеют большое количество оксидов железа в флюсовом покрытии, что может привести к высокому содержанию кислорода в металле сварного шва и плохим механическим свойствам. Поэтому необходимо включать во флюс большое количество раскислителей, таких как ферромарганец и ферросилиций. Хотя они производят гладкие плоские швы хорошего внешнего вида и могут использоваться на ржавых и окалинных стальных изделиях, механические свойства, как правило, хуже, чем у электродов с рутиловым и основным покрытием. Они также более чувствительны к растрескиванию при затвердевании и поэтому мало используются.
Следующие статьи будут посвящены спецификации и классификации электродов MMA (SMAW).
- Часть 3
- Часть 4
- Часть 5
Не забудьте переопределить URL-адрес, включив в конце номер JK.
напр. /radiography-124/
/eddy-current-testing-123/
Сварочные электроды.
Типы и выбор сварочных стержней сердечник, покрытый так называемым флюсовым покрытием. Проволока изготавливается из низкокачественной стали, а свойства наплавленного металла затем улучшаются за счет рафинирующих добавок, входящих в состав флюсового покрытия.
Сварочные электроды Флюсовое покрытие
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавляемые для улучшения свойств сварного соединения. Флюсовое покрытие играет жизненно важную роль в стабилизации дуги, производит защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом, производит шлак, который защищает металл шва, контролирует содержание водорода, очищает металл шва, добавляет необходимые легирующие элементы на основе Требования к сварке и помогает в зажигании дуги.
Например, марганец, добавленный к флюсовому покрытию в качестве компонента, улучшающего ударную вязкость и прочность металла шва; кроме того, в качестве раскисляющего элемента добавляется кремний, который взаимодействует с расплавленным металлом шва и образует оксид кремнезема, удаляющий кислород из металла шва.
Металлический порошок добавляется в сварочные электроды, производя то, что мы называем Металлические порошковые электроды . Металлические порошковые электроды могут выдерживать более высокий уровень сварочного тока. Следовательно, он дает более высокую скорость осаждения металла по сравнению с электродом, не содержащим порошка железа. Скорость наплавки металла увеличивается, но в то же время снижается сила дуги, что снижает проплавление валика.
Металлические порошковые электроды увеличивают скорость осаждения металла до 140%; однако использование металлических порошковых электродов ограничено плоской, горизонтальной и вертикальной сваркой.
Группы электродов SMAW
Поскольку флюсовое покрытие улучшает свойства и, следовательно, характеристики металла шва. Электроды SMAW сгруппированы в зависимости от типа их флюсового покрытия в три группы; основные три группы:
- Основные.
- Рутил.
- Целлюлозный.
Каждый тип флюсового покрытия содержит определенные металлические и неметаллические компоненты, которые существенно влияют на свойства сварного шва.
Электроды базового покрытия с покрытием. ).
Свойства основных электродов
- Дуга стержневых электродов с основным покрытием содержит мало кислорода; поэтому выгорание легирующих элементов низкое.
- Высокая ударная энергия сварки основных электродов, особенно при низких температурах.
- Стержневые электроды с основным покрытием обеспечивают сварку с высокой растяжимостью и низким пределом текучести металла шва.
- Высокая металлургическая чистота наплавки, снижающая риск образования горячих трещин.
- Меньшее количество водорода снижает риск холодного растрескивания.
- Шлак электрода с основным покрытием вступает в реакцию с металлическими примесями, такими как сера и фосфор, что улучшает свойства сварных швов.
- Стержневые электроды с основным покрытием дают чистый металл шва, что улучшает механические свойства, особенно ударную вязкость.
Основные электроды Что следует учитывать
- Сварщик должен поддерживать короткую дугу во время сварки, чтобы избежать сварочной пористости. Шлак стержневых электродов с основным покрытием
- густой и вязкий; следовательно, для получения сварных швов без шлаковых включений необходима высокая квалификация сварщика.
- Удаление шлака с помощью основных электродов является более сложной задачей, так как профиль сварного шва имеет выпуклую форму.
- Стержневые электроды с основным покрытием требуют обжига, чтобы свести к минимуму содержание влаги в основном покрытии и иметь низкий уровень водорода в металле сварного шва.
Основные электроды Применение
- Используется для жестких конструкций, требующих высокой растяжимости сварного шва с низким пределом текучести металла сварного шва.
- Используется для сварки различных марок сталей, в том числе сталей повышенной прочности.
- Используется для сварки загрязненной стали и стали с высоким содержанием серы и фосфора, основные электроды которых переводят все примеси в шлак.
- Используется для сварки, требующей высокой вязкости разрушения при низкой рабочей температуре.
- Используется для усадки деталей и компонентов.
Основная процедура обжига электродов
Производство Электроды SMAW производят электроды с низким содержанием влаги, поскольку электроды проходят процесс обжига при высокой температуре во время производства.
Электроды обычно упаковываются в герметичные контейнеры; контейнер следует хранить в невскрытом состоянии с контролируемой влажностью и в сухом состоянии.
Печь для обжига электродов
После открытия контейнера электроды имеют тенденцию поглощать влагу, и затем электроды должны быть повторно обожжены в печи при 325ºC±25°C в течение одного часа или при 250~275°C в течение двух часов, а затем выдержаны в печь для выдержки при 150ºC, прежде чем они будут выданы сварщикам в колчанах.
Обычно электроды можно повторно прокаливать два или три раза без ущерба для целостности флюсового покрытия и качества сварки; однако производитель электрода указывает максимальное количество повторных обжигов электродов.
Стержневые электроды с основным покрытием свариваются постоянным током на положительном полюсе (DC+) или переменным током (AC).
Стержневые электроды с рутиловым покрытием
Покрытие рутилового электрода состоит примерно из 90% рутиловых компонентов, в основном диоксид титана (TiO 2 ), сниженный до 50% в рутиловых электродах из углеродистой и углеродисто-марганцовистой стали.
Типы рутиловых электродов
Рутиловые электроды являются универсальными электродами, разделенными на категории в зависимости от толщины покрытия электрода и типа смеси компонентов; основные типы:
Тип R – Тонкопокрытый крупный глобулярный перенос, электрод обладает хорошей шунтирующей способностью; поэтому электроды R используются для сварки листового металла.
Тип RC – Электрод средней толщины и хорошей вязкости подходит для сварки вертикально вниз.
Тип RR – Мелкообвисающий перевод с толстым покрытием; электрод обеспечивает высокое наплавление и гладкие сварные швы.
Типы RB – Электрод с толстым покрытием среднего размера для грубого переноса, электрод обеспечивает хорошую ударную вязкость и прочность сварных швов лучше, чем типы RR, высокую эффективность наплавки. Они обычно используются при строительстве трубопроводов, металлоконструкций для заполнения швов и корневой сварки.
Рутил Свойства электродов
- Стержневые электроды с рутиловым покрытием дуга очень ровная и стабильная.
- Стержневые электроды с рутиловым покрытием обладают меньшим окислительным эффектом; атмосфера дуги нейтральна. Электроды с рутиловым покрытием
- обеспечивают гладкий профиль сварного шва. Электроды с рутиловым покрытием
- образуют тонкий слой шлака, который легко удалить. Рутиловые электроды
- проще всего использовать по сравнению с другими типами электродов.
Рутиловые Электроды На что следует обратить внимание
- Стержневые электроды с рутиловым покрытием нельзя обжигать, так как они содержат около 10 % целлюлозы; следовательно, они включают относительно высокую влажность и производят сварные швы с высоким содержанием водорода. Электроды с рутиловым покрытием
- не используются для сварки высокопрочной стали или толстостенного стального профиля из-за риска образования трещин из-за сварки с высоким содержанием водорода.
- Стержневые электроды с рутиловым покрытием обеспечивают сварку с низкой ударной вязкостью при низких температурах.
Рутил Электроды Применение
- Стержневые электроды с рутиловым покрытием используются для изготовления низкопрочной нелегированной стали общего назначения. Электроды с рутиловым покрытием
- используются для увеличения производительности сварки за счет добавления в покрытие железного порошка, что увеличивает скорость осаждения металла. Стержневые электроды с рутиловым покрытием
- подходят для сварки тонких стальных профилей.
Стержневые электроды с рутиловым покрытием свариваются постоянным током на полюсе – (DC-), постоянным током на полюсе + (DC+) или переменным током (AC).
Стержневые электроды с целлюлозным покрытием
Покрытие электродов из целлюлозы состоит примерно на 40% из горючих веществ (целлюлозы).
Целлюлозный Характеристики электродов
- Стержневые электроды с целлюлозным покрытием эффективно используются для сварки вертикально вниз.
- Стержневые электроды с целлюлозным покрытием обеспечивают высокую скорость сварки при высокой скорости наплавки.
- Покрытие электродов из целлюлозы разрушается во время сварки с образованием монооксида углерода, диоксида углерода и водорода, которые действуют как защитный газ, защищающий расплавленный металл.
- Образующийся водород при плавлении покрытия электродов создает относительно высокое напряжение дуги. Электроды из целлюлозы
- обеспечивают качество сварки от хорошего до отличного для надежных круговых швов (трубопроводы). Электроды из целлюлозы
- производят относительно небольшой объем шлака.
Целлюлоза Электроды На что следует обратить внимание
- Стержневые электроды с целлюлозным покрытием нельзя подвергать обжигу во время производства или перед сваркой, так как обжиг может разрушить целлюлозу; следовательно, они включают относительно высокую влажность и производят сварные швы с высоким содержанием водорода.
- Целлюлозные электроды связаны с риском водородного растрескивания из-за сварки с высоким содержанием водорода.
- В качестве контрольной меры, еще один проход после корневого прохода целлюлозного электрода, пока сварной шов еще горячий, чтобы облегчить выход водорода и свести к минимуму риск образования водородных трещин. Второй сварочный проход, который был выполнен, пока корневой проход еще не остыл, называется ( горячий проход ). Электроды из целлюлозы
- ограничены в использовании для сварки высокопрочной стали или толстых стальных профилей из-за риска растрескивания из-за сварки с высоким содержанием водорода.
- Стержневые электроды с целлюлозным покрытием обеспечивают сварку с низкой ударной вязкостью при низких температурах.
- Целлюлозные электроды при сварке выделяют много дыма; однако не отвлекает при работе на открытых пространствах.
- Для качественного сварного шва при сварке в вертикальном положении требуется высококвалифицированный сварщик.
- Должны использоваться специальные источники питания для сварки вертикально вниз с очень крутыми характеристиками регулирования напряжения и напряжением холостого хода ≥ 80.
- Важна правильная подгонка соединения с правильным выравниванием кромок пластин и постоянным корневым зазором.
Целлюлозный Электроды Применение
- Стержневые электроды с целлюлозным покрытием, используемые при сварке вертикально вниз на более высокой скорости и с меньшим риском непровара и непровара. Целлюлозные электроды
- являются наиболее подходящими электродами для выполнения корневого шва на высокой скорости и с хорошим проплавлением. Стержневые электроды
- известны для сварки корневого шва трубопроводов с хорошим проплавлением. Электроды в виде стержней из целлюлозы
- используются для сварки вертикальных и кольцевых швов резервуаров для хранения нефти.
Стержневые электроды с целлюлозным покрытием свариваются постоянным током на положительном полюсе (DC+) или переменным током (AC).
Классификация сварочных электродов
Различные международные стандарты классифицируют сварочные электроды; Европейские и американские стандарты являются наиболее распространенными стандартами, используемыми для классификации электродов. Классификация электродов основана на требованиях к испытаниям, определенным стандартами на сварные наплавки, чтобы убедиться, что сварные швы соответствуют требованиям к механическим свойствам и химическому составу. Производители электродов стремятся сертифицировать свои электроды по большинству международных стандартов для более широкого применения.
Наиболее распространенными международными стандартами, классифицирующими сварочные электроды, являются:
- ISO 2560 – Сварочные материалы (Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей).
- AWS A5.1 – Спецификация электродов из углеродистой стали для дуговой сварки в защитных газах.
- AWS A5.5 – Спецификация электродов из низколегированной стали для дуговой сварки в защитных газах.
Классификация ISO 2560
Стандарт ISO 2560 классифицирует покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей; Стандарт разделен на две системы классификации, , Система «A» и , Система «B» , следующим образом:
- ISO 2560 Система классификации «A»: Классификация по пределу текучести и энергии удара 47 Дж.
- Система классификации ISO 2560 «B»: Классификация по прочности на растяжение и энергии удара 27 Дж.
Производитель электродов печатает специальное обозначение на каждом электроде, чтобы определить его свойства и использование на основе одной из двух вышеуказанных систем.
Система классификации ISO 2560 «A»
Обозначение делится на обязательное и факультативное ; в системе «А» обозначение обязательно включает предел текучести, энергию удара, химический состав и тип покрытия электродов. Дополнительные параметры включают содержание диффузионного водорода, положение сварки, восстановление металла и тип тока.
Обязательные разделы должны быть обозначены и напечатаны на электродах, в то время как необязательные разделы не являются обязательными и могут отображаться не на всех электродах.
Система классификации ISO 2560 «B»
Обозначение делится на обязательное и факультативное ; в системе «Б» обозначение обязательно включает предел прочности, вид электродного покрытия, химический состав и режим термической обработки. Дополнительное оборудование включает содержание диффузионного водорода и энергию удара 47 Дж при нормальной температуре испытания 27 Дж.
Обязательные разделы должны быть обозначены и напечатаны на электродах, в то время как необязательные разделы не являются обязательными и могут отображаться не на всех электродах.
AWS A 5.1 и AWS A5.5
Стандарты AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом. Обозначение электрода делится на обязательное и дополнительное ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра в обозначении электрода используется для обозначения конкретного требования стандарта следующим образом:
E – Электрод
9090 Предел прочности при растяжении и текучести металла 90 SI
- E60xx – Прочность на растяжение 60 000 фунтов на кв. дюйм
- E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
- E80xx – Прочность на растяжение 80 000 фунтов на кв. дюйм
- E90xx – Прочность на растяжение 90 000 фунтов на кв. дюйм
- E100xx – Прочность на растяжение 100 000 фунтов на кв. дюйм
- E110xx – Прочность на растяжение 110 000 фунтов на кв. дюйм
- E120xx – Прочность на растяжение 120 000 фунтов на кв. дюйм
Положения сварки
- Exx1x Плоское, Горизонтальное, Вертикальное (вверху), Над головой.
- Exx2x Плоский, горизонтальный.
- Exx3x Квартира.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
Покрытие электрода
- Exxx0 – Целлюлоза, натрий
- Exxx1 – Целлюлоза, калий
- Exxx2 – Рутил, натрий
- Exxx3 – Рутил, калий
- Exxx4 – Рутил, железный порошок
- Exxx5 – Низкое содержание водорода, натрий
- Exxx6 – Низкое содержание водорода, калий
- Exxx7 – Железный порошок, оксид железа
- Exxx8 – Низководородный, железный порошок
- Exxx9 – Оксид железа, рутил, калий
Ток электрода и проникновение
- Exxx0 – DC+ (глубокое проникновение)
- Exxx1 – AC/DC+ (глубокое проникновение)
- Exxx2 – AC/DC- (среднее проникновение)
- Exxx3 – AC/DC+/DC- (светопроницаемость)
- Exxx4 – AC/DC+/DC- (среднее проникновение)
- Exxx5 – DC+ (среднее проникновение)
- Exxx6 – AC/DC+ (среднее проникновение)
- Exxx7 – AC/DC- (среднее проникновение)
- Exxx8 – AC/DC+ (среднее проникновение)
- Exxx9 – AC/DC+/DC- (среднее проникновение)
Дополнительные требования согласно AWS A5. 1
- (1) – Означает повышенную ударную вязкость для электродов E7018 или повышенную пластичность для электродов E7024.
- (М) – Значит электрод соответствует большинству военных требований; военные требования обычно включают большую ударную вязкость, более низкое содержание влаги и определенные пределы диффузионного водорода для металла сварного шва.
- (h5), (H8) или (h26) – Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- h26 означает 16 мл на 100 грамм.
Дополнительные требования согласно AWS A5.5
- (A1) – Тип сплава стали: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип стального сплава: хромомолибден с разным процентным содержанием.
- (С1) / (С1L) / (С2) / (С2L) / (С3) – Тип стального сплава: никелевая сталь с разным процентом.
- (NM) – Тип стального сплава: никель-молибден.
- (D1) / (D2) / (D3) – Тип сплава стали: марганцево-молибденовый.
- (Ш) – Атмосферостойкая сталь.
- (G) – Химия не требуется.
- (М) – Военный класс.
Связанная статья: Руководство по сварочным электродам 6010, 6011, 6013 и 7018
Скорость наплавки сварочных электродов
Скорость наплавки сварочного электрода – это скорость наплавки расплавленного металла в час, выраженная в фунтах или граммах из сварного шва. Расчет основан на непрерывной работе, за исключением времени простоя, затрачиваемого на установку нового электрода, очистку от шлака или любые другие внешние причины.
Проверка сварочных электродов
Проверка сварочных электродов перед использованием необходима для предотвращения дефектов сварки, которые могут возникнуть в результате использования электродов, не соответствующих требованиям; обычно проверяются следующие пункты:
Размер электрода
Диаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350-450 мм и диаметр электрода 2,5-6 мм; однако доступны другие длины и диаметры.
Состояние покрытия электрода
Флюсовое покрытие не должно иметь трещин и сколов; Проволока со стальным сердечником должна быть концентричной с одинаковой толщиной покрытия, и надлежащее сцепление между покрытием и сердечником проволоки имеет важное значение.
Обозначение электрода
Обозначение электрода должно соответствовать требованиям проекта сварки, поэтому важно проверить, что следующие обозначения и они соответствуют требованиям к сварному соединению.
- Материал: Доступны различные материалы сварочных электродов в зависимости от материала основного металла; электроды изготавливаются из низкоуглеродистой стали, высокоуглеродистой стали, чугуна, специальных сплавов и т. д.
- Прочность и ударная вязкость: Ресурс электродов, прочность на растяжение и ударная вязкость варьируются в зависимости от требований к прочности сварного соединения.
- Химический состав: химический состав металла сварного шва, улучшающий характеристики сварного соединения.
- Содержание порошка железа: Содержание порошка железа в покрытии для улучшения осаждения металла и производительности; однако это ограничивает позиции сварки.
- Положение сварки : Для разных положений сварки используются разные электроды.
Сварочные электроды Рабочие переменные
Во время сварки на сварочные электроды влияют различные переменные, и сварщик управляет этими переменными, переменными являются:
- Сила тока (сила тока): Сила тока определяется размером электрода и положением сварки, рекомендуемое значение силы тока указывает производитель электрода. Низкая сила тока приводит к неправильной форме валика сварного шва, а также к непровару и проплавлению. Высокая сила тока приводит к чрезмерному проплавлению, прожогу, подрезанию и может привести к повреждению электрода из-за перегрева.
- Длина дуги (напряжение): Сварщик контролирует длину дуги во время сварки, поддерживая расстояние между сварочным электродом и основным металлом, и, следовательно, контролирует напряжение дуги. Напряжение дуги — это напряжение, необходимое для поддержания дуги во время сварки. Низкое напряжение вызывает плохой провар, включения шлака и нестабильную дугу. Высокое напряжение приводит к чрезмерному разбрызгиванию и вызывает пористость и неправильную форму сварного шва.
- Скорость перемещения: В зависимости от выполнения сварки стрингерными валиками или плетением, длина наплавленного металла от одного стандартного электрода называется Длина выбега (ROL) и определяется в спецификации процедуры сварки (WPS). Высокая скорость перемещения приводит к узкому валику сварного шва, включениям шлака и плохому проплавлению и проплавлению. Низкая скорость перемещения приводит к неправильной форме валика сварного шва, избыточному наплавленному шву и холодному нахлесту.
- Угол перемещения: В зависимости от положения сварки устанавливается угол наклона электрода. Замыкающий, вертикальный или опережающий — это известное положение угла перемещения, которое влияет на проплавление сварного шва и наплавку металла.
- Манипуляции: Техники манипулирования сваркой различаются у разных сварщиков; метод зависит от типа электрода, силы тока, положения сварки, типа прохода (корневой, заполняющий или накрывающий) и конструкции соединения.
ДОКУСКИЙ ТОЧКИ — Электрод положительный (DC+)
Электрод сварки — положительный полюс в цепь сварки, а базовый метал — это метал базовый отрицательный полюс. Выделяемое при сварке тепло распределяется на две трети на кончике электрода и на одну треть на основном металле.
Постоянный ток — отрицательный электрод (DC-)
Сварочный электрод — это отрицательный полюс в сварочной цепи, а основной металл — положительный полюс. Выделяемое при сварке тепло распределяется на одну треть на кончике электрода и на две трети на основном металле.
Переменный ток (AC)
Ток представляет собой переменный ток между сварочным электродом и основным металлом. Тепло, выделяемое при сварке, равномерно распределяется между кончиком электрода и основным металлом.
Ссылки:
- TWI-Global: Институт сварки (различные публикации).
- Американское общество сварщиков (AWS A5.1 – A5.5).
- Международная организация по стандартизации (ISO 2560).
- Lincoln Electric: Руководство по дуговой сварке.
Рутиловые и основные электроды — Сварочные электроды — Сварочные материалы
- Домашняя страница
- Сварочные материалы
- Сварочные электроды
- Рутиловые и основные электроды
КАТЕГОРИИ
- Сварочные электроды
- Рутиловые и основные электроды
- Целлюлозные электроды
- Низкое легирование и сопротивление ползучести
- Электроды из нержавеющей стали
- Алюминиевые сплавы
- Чугунные электроды
- Никелевые сплавы
- Медные сплавы
- Электроды для наплавки
- Электроды для резки и строжки
- TIG-провода
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Проволока MIG/MAG
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Порошковая проволока
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Наплавка
- Subarc Wires & Fluss
- Нелегированные и низколегированные стали
- Нержавеющая сталь
- Наплавка
- Продукты для наплавки
- Сварочные электроды
- TIG-провода
- Проволока для сварки МИГ/МАГ
- Порошковая проволока
- Проволока и флюсы Subarc
- Продукты для пайки
- Медно-цинковые сплавы
- Медно-фосфорные сплавы
- Серебряные сплавы
- Алюминиевые сплавы
- Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 11
Особенно подходит для сварки листов толщиной менее 5 мм, оцинкованных листов и труб, грунтованных, окрашенных и слегка ржавых сталей, а также в производстве. резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее восполнение пробелов. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие, слегка вогнутые и сливаются с основным металлом без подрезов. Шлак самовыделяющийся. 
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6012
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 110008
. 5 мм, оцинкованные листы и трубы, окрашенные грунтовкой, окрашенные и слегка ржавые стали, а также в производстве резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее перекрытие зазоров даже при широком раскрытии корней. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие и сливаются с основным металлом без подрезов.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Подходит для объединения и ремонта. металлоконструкции, железоделательные работы, кованые изделия, сельскохозяйственные машины, котлы, шасси транспортных средств. Используется во всех положениях, кроме вертикального вниз. Особенно подходит для сварки горизонтальных галтелей. Очень гладкий внешний вид сварочного валика, легкое зажигание и повторное зажигание дуги, тихая и стабильная дуга с мелкокапельным переносом металла. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Шлак полностью самовыделяется.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7014
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
. Потребительно, используется в мягкой стальной изготовлении, лит металл и декоративное железо работают на плохо подогнанных соединениях. Благодаря добавлению железного порошка в покрытие особенно подходит для сварки горизонтальных угловых канавок с высокой скоростью. Подходит для сварки во всех положениях, кроме вертикального. Высокая пропускная способность по току, низкое разбрызгивание. Достаточно стабильные характеристики дуги с мелким и быстрым переносом капель металла. Очень легкое зажигание и повторное зажигание дуги. Очень гладкие сварные швы, плавно переходящие в основной металл, без подрезов. Шлак полностью самовыделяется. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6027
EN ISO 2560 — A
E 38 2 RA 73
TS EN ISO 2560 — A
E 38 2 RA 73
CIST -Rutile Coated, Высокоэффективный электрод электрод электрод электрод. с металлом шва около 165 %. Специально разработан для сварки галтелей и узких угловых канавок. Обеспечивает полное сплавление корней и равнополочные угловые швы. Подходит для сварки оцинкованных, окрашенных грунтовкой и слегка ржавых деталей. Благодаря низкому содержанию кремния (Si) наплавленный металл также подходит для последующего цинкования, эмали и резинового покрытия после сварки. Обеспечивает очень гладкие сварные швы без подрезов. Шлак легко отделяется даже от узких углов. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 A RR 12
TS EN ISO 2560 — A
E 38 A RR 12
The Rutile The Heavy Coated Electrode, который особенно является особенно электрод, который особенно является, особенно является особенно электродом, который особенно является, особенно является особенно электродом, который особенно является, особенно является особенно электродом, который особенно является, особенно является особенно электродом RR. используется при изготовлении и ремонте сварных швов ванны расплавленного цинка из армко-железа и сталей с очень низким содержанием углерода. Наплавленный металл обеспечивает высокую трещиностойкость от воздействия расплавленного цинка. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 2 RB 12
TS EN ISO 2560 — A
E 38 2 RB 12
. подходит для сварки корневых швов и позиционной сварки при изготовлении труб, котлов и резервуаров. Также подходит для наплавки подкладочных валиков при дуговой сварке под флюсом. Благодаря низкому содержанию кремния наплавленный металл пригоден для последующего цинкования и эмалирования.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016
EN ISO 2560 — A
E 42 3 B 32 H20
TS EN ISO 2560 — A
E 42 3 B 32 H20
Подходит для ремонта на сложной сварке на сложной сварке на сложной сварке на трудную сварку на сложной для ремонта. для сварки сталей и ремонтной сварки стали неизвестного состава. Основной электрод с толстым покрытием обеспечивает сварной шов с высокой прочностью на растяжение и превосходными значениями ударной вязкости, что делает этот электрод подходящим для сварки ограниченных элементов конструкции и больших поперечных сечений сварного шва. Также предпочтителен для нанесения буферного слоя на стали перед наплавкой и для сварки чугуна с высоким предварительным подогревом.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016 H8
EN ISO 2560 — A
E 42 4 B 12 H20
TS EN ISO 2560 — A
E 42 4 B 12 H20
Многолетня монтажные работы, мастерская и ремонтная сварка. В частности, используется для ремонтной сварки стрел землеройной техники и одобрен для сварки стыков рельсов. Подходит для корневых проходов, а также для позиционной сварки. Гладкие и чистые сварные швы, сливающиеся с основным металлом без подрезов. Хорошие свойства перекрытия зазоров. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016 H8
EN ISO 2560 — A
E 38 2 B 12 H20
TS EN ISO 2560 — A
E 38 2 B 12 H20
Подходит для изготовления и ремонта. сварка динамически нагруженных металлоконструкций, машин и сельскохозяйственного оборудования, ремонтная и ремонтная сварка. Гладкие и чистые сварные швы, плавно переходящие в основной металл без подрезов. Отличные свойства перекрытия зазоров. Двойное покрытие этого электрода обеспечивает стабильную, концентрированную и направленную дугу, поэтому он идеально подходит для корневого прохода и позиционной сварки, а также подходит для сварки переменным током. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
17 товаров найдено
Продуктов на странице:
1020304050100
СРАВНИВАТЬ
Сварка стержнями — изучите основы выбора электрода, методы сварки и настройки аппарата.
Эта страница посвящена сварке электродами и разбита на три раздела:
Сварка электродом- Общий обзор терминов сварки электродом, общие вопросы, основное оборудование и принцип работы сварки электродом.
- Безопасность сварщика, подготовка шва,
выбор электрода и настройка оборудования. - Методы сварки электродом и основные рекомендации для различных металлов.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Что такое электродуговая сварка?
Ручная сварка технически определяется как «дуговая сварка защищенным металлом». Термин «сварка палкой» является распространенным сленговым термином, принятым в сварочной промышленности, потому что электрод, который сваривает металл, имеет форму «палки».
Сленговый термин «Сварка стержнем» происходит от стержневого типа электродов, используемых для сварки, как на этом рисунке.Самое простое объяснение того, как работает электродуговая сварка. Сварка стержнем — это форма сварки, в которой используется электричество для расплавления металлического присадочного стержня/электрода/стержня (правильнее термин «электрод»), который одновременно расплавляет металлическое соединение и электрод, чтобы сплавить два куска металла вместе и заполнить соединение присадочный металл одновременно.
Оборудование для сварки электродугой
Оборудование для сварки электродом является самым простым из всех процессов электродуговой сварки. Сварочный аппарат состоит из четырех частей:
- Источник постоянного напряжения (CV)/сварочный аппарат.
- Держатель электрода/держатель стержня.
- Зажим заземления.
- Приклеиваемые сварочные электроды/стержни для сварки.
Сварка электродом на переменном или постоянном токе?
Аппараты для сварки электродов могут работать как от переменного, так и от постоянного тока в зависимости от типа используемого электрода. Для большинства тяжелых промышленных работ или любителей источник питания постоянного тока может делать практически все. AC используется очень редко. Источники питания для сварки стержнем имеют постоянное напряжение или CV, что означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Сколько мощности или силы тока мне нужно в сварочном аппарате?
Сварочный аппарат на 140 ампер более чем достаточен для сварки чего угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат. Это просто тактика продаж! Я работал на верфях, электростанциях и в тяжелых цехах, и мне редко требовалось больше 130 ампер. При 130 амперах можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать 1-дюймовую пластину за один сварной шов! Мы свариваем корпуса кораблей толщиной 1 дюйм силой тока всего 120 ампер.
В чем разница между сваркой электродом, сваркой MIG и TIG?
Для сварки электродом и сварки ВИГ используется один и тот же источник питания постоянного напряжения, а аппарат для сварки электродом можно адаптировать для сварки ВИГ, просто добавив горелку.
Для сварки MIG используется источник питания «постоянного тока» или «CC», который не подходит для сварки Stick и TIG. Кроме того, для сварки MIG и Stick требуется баллон с защитным газом, а сварщикам MIG требуется система подачи проволоки вместо одного электрода для подачи сварочного соединения.
Сколько стоит сварочное оборудование?
Все зависит от того, какую марку вы выберете, для чего она вам нужна и сколько вы готовы потратить!
Хороший сварочный аппарат начального/профессионального уровня, такой как Longevity StickWeld 140 на рисунке ниже, будет стоить менее 300 долларов США или около 25 долларов США в месяц при финансовой поддержке, он очень портативный и весит всего 13 фунтов, работает от 110 или 220 вольт и может делать что угодно тебе нужно. Эту же установку можно также преобразовать в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня – Долговечность StickWeld 140 Сварочные аппараты более высокого уровня могут стоить более 10 000 долларов США, но они используются для тяжелого промышленного производства, и большинству людей и предприятий не требуется и половины наворотов или такой мощности. Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварочные аппараты Harbour Freight или любые дешевые бренды! Каким бы хорошим сварщиком вы ни были, сделать хороший сварной шов будет сложно!
- Сварочный аппарат Longevity — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders — еще один отличный производитель сварочного оборудования начального уровня, который переходит в профессиональный уровень.
- ESAB — один из лучших производителей сварочного оборудования промышленного качества, который является настолько высококлассным, насколько это возможно, но недешевым.
- Miller — еще одна торговая марка
отличного промышленного качества, и их оборудование может делать практически все, но цена также высока. - Lincoln Electric – они существуют уже давно и делают хорошие сварочные аппараты промышленного класса хорошо известными для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке электродами?
Все зависит от того, что вы хотите сделать? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам починить сломанное крыло трактора или сварить систему стеллажей. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет очень грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, не менее 500 часов обучения. Сварка среднего уровня занимает около 900 часов практики. Если вы собираетесь сделать карьеру и хотите зарабатывать приличные деньги сваркой труб, рассчитывайте на 1200 часов плюс кривую обучения или от 18 месяцев до двух лет обучения.
Если вы заинтересованы в обучении, вы можете найти местные школы сварщиков здесь.
Что можно сварить с помощью сварочного аппарата?
Аппараты для сварки электродами лучше всего подходят для толстых металлов и не подходят для тонколистового металла. Они отлично подходят для изготовления конструкционной стали, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 или толще. Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете приклеить сварку:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- Нержавеющая сталь или обычная сталь
- Алюминий (не лучший выбор, но работает)
Как работает сварка электродами?
Сварочные работы. Сначала вам нужно подключить держатель сварочного электрода и зажим заземления к источнику сварочного тока. Затем подсоедините заземляющий зажим от сварочного аппарата к металлу. Наконец, вы вставляете сварочный стержень в электрододержатель и чиркаете спичкой по тому месту, где хотите начать сварку. Стержень или электрод начинают гореть и откладывать металл в соединение, и вы получаете сварной шов.
Здесь происходит то, что электричество от сварочного аппарата проходит через стержень и образует дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает экран от любого кислорода, который загрязнит сварной шов. Вот почему сварка электродом технически называется SMAW/дуговой сваркой в среде защитного металла. Это экран вокруг металлического электрода, который образует дугу. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), создавая кратер и заполняя стык.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуется безопасность и где возможны несчастные случаи и травмы, несчастные случаи при сварке практически неизбежны, если безопасность не соблюдается буквально! Сварка без надлежащего защитного оборудования серьезно испортит вам все без исключения… И даже может убить вас! Отнеситесь к этому серьезно
Надлежащее защитное снаряжение для сварки Первое, что вам нужно сделать, это приобрести соответствующую одежду и защитное снаряжение. Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым ядовит! Основное необходимое оборудование:
- Сварочная маска
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные перчатки для сварки.
- Штаны из хлопка или любых негорючих материалов.
- Кожаные сапоги или огнеупорные ботинки.
- Респиратор или вентилятор, если есть проблемы с вентиляцией.
- Огнетушитель, если поблизости есть легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — ношение кроссовок! Рано или поздно падающий расплавленный металл прожжет дыру в верхней части, и все, что вы можете сделать, это терпеть ожог, пока он не остынет!
Вспышка сварщика. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в 105-градусный день, потому что мне было жарко! После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или безрассудны. Наиболее распространенная травма называется «вспышка». Я еще не встречал сварщика, который не получил ожога вспышкой. Вспышка возникает из-за ультрафиолетового излучения, создаваемого сварочным стержнем. Технически вспышка — это УФ-излучение. Это похоже на загар на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги падает прямо вам в глаза. Такое ощущение, что в глазах песок, но на самом деле это волдыри на глазных яблоках, такие же, как волдыри от солнечных ожогов на коже.
Самое лучшее во флеше это то, что ты не узнаешь об этом до той ночи или дня, когда ты его получил. Помните, как вы идете на пляж, и в ту ночь вы понимаете, что завтра будете выглядеть как лобстер! Да, это так.
Ожоги третьей степени также случаются, и если вы слишком промокнете от пота или дождливой погоды, вы, вероятно, получите удар током. Кроме того, не проводите сварочные работы рядом с легковоспламеняющимися предметами, иначе может произойти пожар или взрыв. Сварщики довольно часто поджигают одежду от искр или тепла. Прочтите предупредительные надписи на вашем оборудовании и делайте, как они говорят!
Подготовка сварных швов
Область, подлежащая сварке, должна быть очищена от прокатной окалины, ржавчины, масла, воды и краски как минимум. Даже у лучших сварщиков, у которых присутствуют эти вещества, сварной шов будет слабым и ужасным. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые соединения! Если он не чистый, не трогайте его!
Чистый сварной шовКак правило, сварной шов нужно отшлифовать до блестящего металла как минимум на 1 дюйм позади. Некоторые работы требуют заточки на 2 дюйма назад.
Труба очищена от прокатной окалины минимум на 1 дюйм. Я сварил снаружи, после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на лопнувшие пузыри! Я высушил область, заземлил ее и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притянуло воду, которая была спрятана внизу.
Итак, я залил немного воды рядом с тем местом, где собирался сваривать. Я думал, что тепло испарит воду по бокам и сохранит зону сварки сухой. Звучит логично, верно? Абсолютно неправильно! Я не мог поверить своим глазам! Вода со стороны всасывалась в сварной шов, и когда я поднял шлем, вода пошла вверх по горячей сварке!
Урок усвоен! Подготовка шва является обязательной, и она может буквально привести к разрыву сварного шва. В итоге сварной шов лопнул и пришлось его затачивать и начинать все сначала.
Обозначения электродов для сварки стержнем/SMAW
Прежде чем выбрать электрод для сварки, необходимо понять, что означают обозначения электродов. Значение букв и цифр на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для стержневой сварки начинались с буквы «Е», что означало «электрод». В наши дни на многих удилищах есть только номер.
Первые две цифры на электроде обозначают прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), означает предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм сварного шва. Прочность на растяжение 7018 составляет 70 000 фунтов на квадратный дюйм. Для сравнения, типичная сталь класса A36 имеет предел прочности на растяжение 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, что означают последние две цифры, то это флюс или экранирование стержня. Чем выше число, тем больше защиты, флюса и/или металла наносится при сварке. Они добавляют металлический порошок во флюс, чтобы увеличить скорость наплавки. A (XX10) имеет намного меньше покрытия, чем (XX18).
Сварочные электроды для сварки стали/SMAW Варианты выбора
Ниже приведен список электродов для сварки стали, для чего они используются и в каких положениях можно выполнять сварку с их помощью.
- 6010 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для швов с открытым корнем.
- 6011 Глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 мягкое проникновение хорошо работает во всех положениях и требует более чистого соединения.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает на чистых металлах.
- 7024 мягкое проникновение хорошо работает в плоских положениях и требует чистого соединения.
Для большинства людей лучше всего использовать три электрода:
- Для фиксации ржавых и грязных металлов лучше всего подходит E6010. Прожигает много хлама, швы действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним электродом, который прост в использовании, вы не сможете превзойти E6013! У него приличное проникновение, с ним очень легко сваривать, а сварной шов выглядит намного более гладким, чем E6010.
- Если у вас чистый металл и вы хотите, чтобы сварной шов был красивым во всех положениях, E7018 является практически отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick/SMAW Выбор электрода
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода для нержавеющей стали:
- E308L-16 является наиболее обычно используется. Используется для сварки нержавеющей стали марки 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Изображение ниже сделано с E309L-16.
Электрод для сварки алюминия электродом/SMAW Выбор выбора
Сварка алюминия аппаратом для сварки электродом не очень распространена. Если вы решили сваривать алюминий с помощью сварочного аппарата, материал должен быть достаточно толстым, чтобы выдержать электрод. Сварка алюминия стержнем лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, скажем, 1/8 дюйма, используйте сварочный аппарат MIG или TIG.
Наиболее распространенным алюминиевым стержневым электродом является E4043, который используется для сварки в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вам также нужно предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приводит к разрушению зоны сварки и ее падению на пол.
Базовая настройка сварочного аппарата с стержнем
Первые шаги в настройке сварочного аппарата — это выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, настройка сварочного аппарата на диапазон силы тока, рекомендованный производителем.
Сварочный источник питания Miller Dialarc Stick Теперь вы готовы настроить свой сварочный аппарат на металл, который будете сваривать. Возьмите немного металлолома, максимально близкого по толщине к металлу, который вы будете сваривать. Это важно, потому что для сварки металлов разной толщины требуются разные настройки. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, чтобы капля воды зашипела, но та же самая спичка не имеет шансов нагреть сковороду, чтобы сделать то же самое. В данном случае это не совпадение, а настройки силы тока!
Хитрость в том, чтобы научиться настраивать свой сварочный аппарат, заключается в том, чтобы слушать треск горящего стержня, не глядя на него, и зная, правильно ли установлена сила тока. Зажгите дугу и используйте настройку мощности, чтобы настроить правильный звук. Звук треска, как яйца, жарящиеся на сковороде, говорит вам все, что вам нужно знать. Сварочный аппарат должен быть достаточно горячим, чтобы стержень плавно прожигался без залипания, а стержень не должен становиться вишнево-красным, в противном случае настройки слишком высоки.
Как только вы наберете звук электрода, вы позже научитесь чувствовать вибрацию горящего электрода, и это также многое скажет вам о сварке. Наконец, вы делаете визуальный осмотр сварного шва. Является ли он гладким, шероховатым, слишком плоским и так далее.
Большинство мастеров сварочных цехов, проводящих собеседование со сварщиками, проводят им испытание сварки и на полпути по звуку сварного шва узнают, пройдет ли этот сварщик испытание.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Основы техники сварки палкой
Прежде чем приступить к сварке — и это очень важно — устройтесь поудобнее, возьмитесь двумя руками за ручку и приготовьтесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении. Это один из самых больших секретов, которым постоянно пользуются сварщики-подмастерья. Я изначально думал сваривать одной рукой, а для вас это означает меньше контроля. Контроль является самым важным фактором, когда речь идет о технике сварки!
Как зажечь дугу?
Зажечь дугу легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, скорее всего, отколет и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение езде на велосипеде. Даже у лучших сварщиков это случается время от времени. Чтобы облегчить зажигание дуги, если вы надели подходящие сварочные перчатки, которые сухие, вы можете опереться на стержень другой рукой, почти как бильярдная палка, и зажечь его. Как только дуга зажжется, вы кладете эту руку вместе с другой на сварочную ручку.
Я воткнул этот электрод во время сертификационного испытания сварщика. Еще один способ зажечь дугу — чиркнуть по металлу, как спичкой. Это работает хорошо, но в начале вы, скорее всего, обнаружите, что дуга начинается, и вы ее теряете. Это возвращается к тому, чтобы быть достаточно удобным, чтобы контролировать свой электрод.
Устранение сколов флюса из-за неудачных разрядов дуги — это то, чему вам нужно научиться. Чтобы исправить отколовшийся флюс, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии около ¼ дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что удаление стержня из держателя и царапание им чего-либо, чтобы удалить использованный флюс, помогает позже перезапустить дугу. Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Техника сварки электродом
Для начала так много новых сварщиков ищут идеальный образец для сварки, и я в том числе много лет назад.
Идеальная техника сварки – это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически приспосабливаются к необходимому сварному шву, и ваши шаблоны меняются по мере необходимости.
Сварочные стержни
Вот три наиболее часто используемых метода/режима сварки:
- Взбивание стержня, его движение вперед и назад.
- Круги для сплавления металла круговыми движениями.
- Переплетение движением из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает более равномерно распределить сварной шов. Как правило, вы хотите, чтобы сварной шов был в два раза шире электрода и не более 4 электродов в ширину. Сварные швы могут быть шире, если это позволяет место работы.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, которые не имеют большого количества флюса. Например, сплавы E6010, E6011 и E6013 могут взбиваться, потому что они содержат очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, потому что движение вперед и назад помогает выжигать загрязнения. Взбивание лучше всего подходит для более тонких металлов, угловых швов (где два куска металла соединяются в форме буквы L) и швов с открытым корнем, когда сварщик сваривает обе стороны соединения с одной стороны.
Техника сварки по кругу
Сварка по кругу — хороший метод сварки для начинающих, поскольку его можно использовать с большинством электродов и он помогает контролировать скорость перемещения. Все, что вам нужно сделать, это сделать круг, который слегка перемещается вперед при каждом вращении.
Техника сварки плетением
Техника сварки плетением обычно используется для более широких швов и может быть адаптирована для узких за счет очень небольшого движения. Большинство сварщиков, которые давно занимаются сваркой, используют небольшие движения из стороны в сторону для своих сварных швов, и результат получается превосходным. На более широких сварных швах плетение также работает очень хорошо, но некоторые рабочие стороны не позволяют делать более широкие сварные швы. Ниже представлена картинка, показывающая, как держится электрод для переплетения. Все, что вам нужно сделать, это ударить по дуге и удерживать одну сторону в течение секунды, затем перейти к другой стороне сварного шва и удерживать ее еще одну секунду. Продолжайте повторять.
Положение сварки стержнем Углы стержня
Это еще одна область, где учебник, рекомендация производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы наклона штанги и направления движения, которым следует большинство людей. После достаточно долгой сварки вы можете заставить работать любой угол стержня! Обычно я направляю свой стержень прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы в 2 дюймах от стены. В некоторых местах невозможно получить правильный угол стержня. Я также прохожу рентгеновские тесты с этими запрещенными углами стержня и не имею никаких проблем. Все это приходит само собой при достаточной практике.
Обзор углов и положений стержня
- Flat или 1G вы перетаскиваете стержень под углом от 10 до 30 градусов в направлении вашего движения.
- Горизонтальный или 2G вы направляете удочку вверх под углом от 30 до 45 градусов и перетаскиваете ее в направлении движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх на 30–45 градусов.
- Над головой или 4G то же самое, что и плоское или 1G, за исключением того, что стержень направлен вверх.
Угол наклона плоского сварочного электрода
Ниже приведен рисунок, показывающий правильный угол наклона стержня/электрода для сварки в горизонтальном положении. В этом примере стержень движется слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Горизонтальный сварочный электрод для угловой сварки
В этом примере горизонтальной сварки электрод должен быть направлен вверх на 30–45 градусов с небольшим наклоном в направлении движения. На этой картинке движение слева направо.
Сварочный электрод под углом Сварка в горизонтальном положенииСварка в вертикальном положении электродом под углом
При сварке в вертикальном положении есть два способа перемещения. Вертикаль вверх и вертикаль вниз. Они оба имеют одинаковый угол наклона штока, за исключением работы вертикально вниз с E6010, E6011 и E6013. Другие электроды, такие как E7018, требуют большого количества флюса и обычно прилипают в этом направлении движения, что приводит к попаданию шлака в сварной шов. Вертикальная сварка выполняется электродом, направленным вверх под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный угол электрода вверхУгол электрода для потолочной сварки
Потолочная сварка аналогична плоской сварке. Вы перетаскиваете электрод в направлении движения от 10 до 30 градусов. С другой стороны, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Игнорирование правил наклона электрода
Ниже приведены два изображения сварного шва, который я тащил вверх по склону вместо того, чтобы направить электрод вверх. Трюк с изменением угла наклона электрода заключается в том, что после того, как вы создадите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с перетаскиванием. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол движения вверх. Учебник не всегда прав! Как только я строю полку из сварки, я тащусь в гору, как сварная труба.Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Сварочные электроды — узнайте о их типах и использовании
Металлическая проволока, покрытая составом, аналогичным составу соединяемого металла, определяется как сварочный электрод. Несколько факторов, которые следует учитывать, прежде чем выбрать правильный электрод для любого проекта.
Электрод для дуговой сварки / SMAW является расходуемым, поскольку он становится частью сварного шва. Он относится к электродам TIG как к неплавящимся, поскольку они не становятся частью сварного шва при плавлении. Электрод для сварки MIG представляет собой проволоку с регулярной подачей, называемую проволокой MIG.
Электрод сварочный 9Выбор 0080 во многом зависит от прочности сварного шва, легко очищается. лучшее качество валика и минимальное разбрызгивание.
Сварочные электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из упаковки во избежание повреждений, тщательно следуя указаниям.
Почему сварочные электроды покрыты? Когда расплавленный металл подвергается воздействию окружающей среды, он поглощает кислород и азот, которые оказывают неблагоприятное воздействие и становятся хрупкими. Шлаковый покров должен покрывать расплавленный/затвердевающий металл сварного шва, чтобы защитить его от атмосферы, а покрытие электрода обеспечивает нам эту защиту.
Состав покрытия сварочных электродов определяет их полезность и, следовательно, состав наплавленного металла сварного шва и технические характеристики.
Они основывают состав покрытий сварочных электродов на общепринятых принципах металлургии, физики и химии.
Покрытие предназначено для защиты от повреждений, стабилизации дуги, улучшения сварки следующими способами.
- Минимальное разбрызгивание в зоне сварки
- Гладкая поверхность металла шва и ровные кромки
- Стабильная и гладкая сварочная дуга
- Плотное и прочное покрытие
- Легкое удаление шлака
- Лучшая скорость наплавки
- Контроль проплавления при сварке
электрода на тонкие покрытые/голые и сильно покрытые/экранированные дуговые электроды. Покрытые электроды являются своего рода популярным типом присадочного материала в процессе дуговой сварки.
Состав покрытия электрода определяет полезность электрода, а характеристики наплавленного материала определяют выбор электрода. Категория используемого электрода во многом зависит от особых свойств требуемого наплавленного металла.
Эти свойства включают коррозионную стойкость, высокую износостойкость, пластичность, тип свариваемого основного металла, положение сварного шва (горизонтальное, вертикальное, потолочное), вид тока и полярность.
Классификация сварочных электродовСварочная промышленность приняла классификацию сварочных электродов серии номеров , установленную Американским обществом сварщиков (AWS).
Система идентификации электрода для дуговой сварки стали принята следующая.
- E- Эта буква E указывает на электрод для дуговой сварки.
- Первые две или три цифры указывают на предел прочности на растяжение в тысячах фунтов на квадратный дюйм наплавленного материала после попытки его отрыва.
- 3-я или 4-я цифра – указывает положение сварного шва. Если 0, то классификация не используется, 1 — для каждого положения, 2 — для плоского и горизонтального положения, 3 — только для плоского положения.
- 4-я цифра – указывает тип покрытия и тип электропитания, AC/DC, прямой или обратной полярности.
- Номер E6010 — теперь он указывает на стержень для дуговой сварки с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, может использоваться во всех положениях и на постоянном токе с краткой полярностью.
| Digit | Coating | Weld current |
| 0 | * | * |
| 1 | Cellulose potassium | ac, dcrp, dcsp |
| 2 | Titania sodium | ac, dcsp |
| 3 | Titania potassium | ac, dcsp, dcrp |
| 4 | Железный порошок диоксида титана | ac, dcsp, dcrp |
| 5 | 9 1683 | dcrp |
| 6 | Low hydrogen potassium | ac, dcrp |
| 7 | Iron powder Iron oxide | ac, dcsp |
| 8 | Iron powder low hydrogen | ac, dcrp , dcsp |
Если четвертая или последняя цифра равна нулю, то о типе покрытия и токе можно судить только по третьей цифре.
Его классификация выглядит следующим образом:
- E – Эта буква обозначает электрод для дуговой сварки.
- Первые 3 цифры обозначают тип нержавеющей стали американского чугуна и стали.
- Последние 2 цифры обозначают положение и ток, используемые при сварке.
- В примере с номером E-308-16 предлагается нержавеющая сталь типа 308 для каждого положения, с переменным током или постоянным током обратной полярности.
Система обозначения твердой углеродистой стали, предназначенной для электродов для дуги под флюсом, следующая.
- Буква E в качестве префикса, используемого для обозначения электрода. За ним следует буква, обозначающая количество марганца: H — высокое, M — среднее и L — низкое содержание марганца. За ним следует число, указывающее среднее количество углерода в сотых долях процента. Состав этих проволок идентичен проволоке, используемой в спецификации для дуговой сварки металлическим электродом в среде защитного газа.
- Спецификации Американского общества сварщиков для электродной проволоки, используемой для дуговой сварки под флюсом, включают электроды из мягкой стали без покрытия и флюсы для дуговой сварки под флюсом. Это показывает как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации указан состав электродной проволоки. Когда эти электроды используются с надлежащей процедурой при дуговой сварке под флюсом, наплавленный металл шва будет соответствовать механическим свойствам, необходимым в соответствии со спецификацией.
- Присадочный стержень для кислородно-газовой сварки имеет префиксную букву R, за которой следует буква G, указывающая на то, что электрод используется для газовой сварки. За ними следуют 2 цифры: 45, 60 и 65, которые обозначают приблизительную прочность на растяжение в 1000 фунтов на квадратный дюйм.
- В присадочном материале категории цветных металлов префикс букв E, R и RB используется специально, который следует за химическим символом основного металла проволоки. Если в проволоке используется более одного сплава одного и того же металла, мы можем добавить номер суффикса.
- Спецификации AWS наиболее широко используются для классификации неизолированных сварочных прутков и проволоки. Существуют военные спецификации типа MIL-E, MIL-R.
Важным признаком сплошного сварочного электрода, как проволоки, так и стержней, является их состав, соответствующий заданным техническим условиям. Спецификация включает пределы состава и механические свойства, необходимые в процессе сварки.
Одножильные провода с медным покрытием иногда отслаиваются от меди, что может вызвать проблемы с механизмом подающего ролика из-за закупоривания вкладыша или контактного наконечника. Желательно светлое медное покрытие, чтобы на электродной проволоке не было грязи и пыли. Используйте белую чистящую салфетку, чтобы очистить проволочный электрод по всей длине, чтобы предотвратить засорение вкладыша грязью и пылью. Это может уменьшить ток срабатывания и привести к неустойчивой сварке.
Прочность проволоки проверяется машиной, и после прохождения через пистолеты требуется более высокая прочность проволоки. Рекомендуемая минимальная прочность на растяжение необходимой проволоки составляет 140 000 фунтов на квадратный дюйм.
Проволочный электрод непрерывного действия доступен в различных упаковках. Очень маленькая катушка, используемая в шпульных пистолетах, и катушка среднего размера для мелкозернистой дуговой сварки металлическим газом. Они доступны в виде катушек для размещения в сварочном оборудовании. Также доступны большие катушки на многие сотни фунтов. Они поставляются в барабанах, в которых проволока укладывается в круглый сосуд и подключается к автоматическому механизму подачи проволоки.
Покрытия для сварочных электродов Покрытия для сварочных стержней для низкоуглеродистой и низкоуглеродистой стали содержат от шести до двенадцати ингредиентов, включая: .
- Карбонаты металлов – Создает восстановительную атмосферу и регулирует основность шлака.
- Диоксид титана – способствует образованию высокотекучего и быстро застывающего шлака и обеспечивает ионизацию сварочной дуги.
- Ферромарганец и ферросилиций – Это покрытие способствует раскислению расплавленного металла, а также восполняет содержание марганца и кремния в наплавленном металле.
- Камедь и глина – Помогает придать эластичность пластиковому материалу и придать прочность покрытиям.
- Минеральный силикат – способствует образованию шлака и придает покрытию прочность.
- Фторид кальция — производит защитный газ для защиты дуги, обеспечения текучести, регулирования основности шлака и растворимости оксидов металлов.
- Легирующие металлы, такие как никель, хром и молибден – Обеспечивает легирование наплавленного металла.
- Окись марганца или железа – помогает стабилизировать дугу и регулировать текучесть и свойства шлака.
- Железный порошок — увеличивает производительность и обеспечивает дополнительный металл в зоне сварки.
Они следующие:
- Натрий-целлюлоза (EXX10) , и древесная мука. образует газовую защиту. Восстановитель углекислый газ и водород, которые создают дугу копания для глубокого проникновения. Разбрызгивание является самым высоким по сравнению с другими электродами с шероховатым наплавом. Он предлагает чрезвычайно хорошие механические свойства даже после старения. Это один из первых разработанных электродов, широко используемый при сварке трубопроводов в сельской местности. Он обычно используется с постоянным током с обратной полярностью, когда электрод положительный.
- Целлюлозный калий (EXX11) – Он имеет характеристики, сходные с целлюлозным натриевым электродом, за исключением того, что здесь используется больше калия, чем натрия. Он ионизирует дугу, что делает ее пригодной для сварки переменным током. Результат аналогичен натриевой целлюлозе по действию дуги, проплавлению и результатам сварки. В E6010 и E6011 добавляется небольшое количество железного порошка для стабилизации дуги и повышения скорости наплавки.
- Рутил-натрий (EXX12) – Если содержание титана или диоксида рутила высокое по сравнению с другими компонентами, электрод выглядит привлекательно для пользователя. Этот электрод обеспечивает тихую дугу, низкий уровень разбрызгивания и контролируемый шлак. Поверхность сварного шва выглядит гладкой, но с меньшим проникновением и немного худшими свойствами металла, чем при использовании целлюлозных электродов. Этот электрод обеспечивает высокую скорость наплавки и низкое напряжение дуги, что делает его пригодным для переменного или постоянного тока с отрицательным электродом.
- Рутил-калий (EXX13) – Это покрытие электрода действует очень похоже на рутил-натрий, за исключением того, что здесь для дуговой ионизации используется калий. Этот тип покрытия обеспечивает очень тихую и плавную дугу, которую можно использовать с подходящим для переменного тока. Он может использоваться с постоянным током любой полярности.
- Рутиловый железный порошок (EXXX4) – Покрытие очень близко к рутиловому покрытию, за исключением включенного в него железного порошка. При содержании железа 25-40% получается электрод EXX14, а 50% или более порошка железа составляют электрод EXX24. Меньший процент содержания железа делает его подходящим для всех позиций. Более высокий процент железа делает его подходящим для плоского положения с горизонтальными угловыми швами. Скорость осаждения увеличивается в обоих случаях в зависимости от доли содержания железа.
- Натрий с низким содержанием водорода (EXXX5) – Покрытие с высоким содержанием карбоната кальция или фторида кальция называется известково-ферритным, низководородным или электродом основного типа. Для обеспечения минимально возможного содержания водорода в атмосфере дуги в покрытии не должно быть целлюлозы, глин, асбеста и других минералов. Покрытия обжигаются при более высокой температуре и обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность, среднее и умеренное проникновение при средней скорости осаждения. Они должны храниться в контролируемых условиях и могут использоваться с постоянным током с положительным электродом.
- Калий с низким содержанием водорода (EXXX6) – Характеристики этих сварочных электродов с покрытием аналогичны электродам с низким содержанием водорода, за исключением замены натрия на калий для дуговой ионизации. Электрод используется с переменным током и может использоваться с положительным электродом постоянного тока. Здесь дуга более плавная, но проплавление двух электродов остается одинаковым.
- Низководородный калий (EXXX6) – Покрытие электрода здесь остается таким же, как и в предыдущем, но к электроду добавляется железный порошок в соотношении 35-40%, чтобы электрод получил название EXX18.
- Порошок железа с низким содержанием водорода (EXX28) – Этот сварочный электрод имеет характеристики, аналогичные EXX18, но содержит 50% или более железного порошка в покрытии. Это полезно в горизонтальном положении и делает горизонтальную угловую сварку. Здесь скорость осаждения лучше, чем у EXX18. В электродах из более высоких сплавов используются покрытия с низким содержанием водорода. Мы можем добавить определенный металл в покрытия, чтобы сделать тип сплава электродов, где суффиксные буквы используются для обозначения состава металла сварного шва. Электроды с низким содержанием водорода используются для сварки нержавеющей стали.
- Оксид железа натрия (EXX20) – Высокое содержание железа в покрытиях приводит к образованию нагара, который приводит к образованию большого количества шлака и даже трудно поддается контролю. Это покрытие обеспечивает более быстрое наплавление со средним проникновением и низким уровнем разбрызгивания, а также очень гладкую поверхность при сварке. Эти электроды подходят для горизонтального положения и делают горизонтальные угловые швы. Эти электроды можно использовать с переменным или постоянным током с любой полярностью.
- Оксид железа Сила железа (EXX27) — Характеристики этих электродов совпадают с электродами типа оксида железа и натрия, но они содержат 50% или более мощности железа. Этот символ улучшит скорость осаждения и может использоваться с переменным постоянным током любой полярности.
Электроды обязательно должны быть сухими, так как влага может разрушить характеристики их покрытий и привести к чрезмерному разбрызгиванию. Это может вызвать пористость и развитие трещин в зоне сварки. Если электроды находятся во влажной среде более 2–3 часов, рекомендуется сушить их в подходящей печи в течение как минимум 2 часов при температуре 500 градусов по Фаренгейту.0008
После извлечения из печи их следует хранить во влагонепроницаемом контейнере. Никогда не сгибайте электрод, так как это может повредить покрытие и оголить жилу. Мы не должны использовать электрод с оголенной проволокой для сварки. Электроды с индексом R имеют более высокую влагостойкость.
Типы электродов Неизолированные электроды Эти неизолированные электроды состоят из проволочных составов для конкретных применений. Никаких дополнительных покрытий, кроме тех, которые требуются при волочении проволоки. Покрытия для волочения проволоки имеют небольшой стабилизирующий эффект на дугу, но не имеют особых последствий. Эти неизолированные электроды используются для сварки марганцевой стали и других показаний, где использование электрода с покрытием нежелательно.
Всегда существует определенный состав сварочных электродов со светлым покрытием.
Они наносили легкое покрытие на поверхность путем окунания, мытья, нанесения кистью, распылением, вытиранием и вращением. Эти покрытия означали: улучшить поток дуги. E45 — это система идентификации электродов, представленная в этой серии.
Эти покрытия выполняют следующие функции:
- Восстанавливает/растворяет оксид, фосфор и оксид как примеси.
- Изменяет поверхностное натяжение расплавленного металла. Это делает шарики электрода меньшего размера и более частыми. Он делает движение расплавленного металла плавным и равномерным.
- Повышает стабильность дуги за счет легкоионизируемых материалов, введенных в каскад дуги.
- Легкие покрытия образуют шлак, который является тонким, в отличие от шлака типа экранированного дугового электрода.
Эти электроды имеют определенный состав и имеют покрытие, наносимое методом экструзии и погружения, и производятся в 3 основных типах.
- С целлюлозным покрытием
- С минеральным покрытием
- С комбинацией минералов и целлюлозы
Целлюлозное покрытие состояло из растворимого хлопка/любой другой формы целлюлозы с небольшим количеством натрия, калия, титана и некоторых других добавлены минералы. Целлюлозные покрытия защищают расплавленный металл с газовой частью вокруг дуги и зоны сварки.
Минеральные покрытия включают силикат натрия, глину на основе оксида металла и другие неорганические вещества и их комбинации. Эти электроды образуют шлаковые отложения.
Дуговые электроды с толстым покрытием или экранированные электроды используются для сварки чугуна, стали и твердых поверхностей.
Назначение экранированной дуги Электроды с толстым покрытием Целью покрытия электродов является создание газовой защиты вокруг дуги, которая, в свою очередь, предотвращает загрязнение кислородом и азотом зоны металла сварного шва.
Кислород может соединяться с расплавленным металлом, удаляя сплавы и, в свою очередь, вызывая пористость.
Азот имеет такие негативные последствия, как хрупкость, низкая прочность, низкая пластичность и даже плохая устойчивость к коррозии.
Они снижают содержание примесей, таких как сера, оксиды и фосфор, поскольку они ухудшают качество наплавленного металла.
Стабилизируют дугу, устраняют большие колебания напряжения, значительно снижают разбрызгивание.
Расплавленный металл на концах электродов распадается на мелкие мелкие частицы за счет снижения поверхностного натяжения расплавленного металла. Они уменьшают давление притяжения между расплавленным металлом и электродом для достижения лучших результатов.
Силикаты в покрытии способствуют образованию шлака над расплавленным металлом. Шлак затвердевает медленно, поэтому основной металл успевает остыть и затвердеть. Медленное затвердевание устраняет риск захвата газа и поплавковых примесей на поверхности. Медленное охлаждение оказывает эффект отжига на сварочный нагар.
Внешний вид и характеристики могут быть изменены путем включения в покрытия легирующих материалов. Шлак будет производить металлы сварного шва более высокого качества при более высокой скорости.
Вольфрамовые электродыЭто нерасходные материалы, неправильные электроды для вольфрамового инертного газа (TIG) или GTAW.
Эти электроды можно узнать по окрашенным меткам на концах, как показано ниже:
- Зеленый – чистый вольфрам
- Желтый – 1 % тория
- Красный – 2 % тория
- Коричневый – 0,3–0,5 % циркония
2. Торированные вольфрамовые электроды – Они доступны с 1 % и 2 % тория и отмечены как превосходящие электроды из чистого вольфрама из-за лучшего разведения дуги, лучшего выхода электронов, лучшей стабильности дуги, высокой пропускной способности по току, лучшей устойчивости к загрязнение и более длительный срок службы.
3. Циркониевые электроды – Вольфрамовый электрод с содержанием циркония 0,3–0,5 % относится к разряду электродов из чистого вольфрама и электродов из торированного вольфрама по быстродействию. Немногочисленные показания в сети переменного тока работают лучше, чем другие.
После шлифовки легированного вольфрама до точки образуется более тонкая дуга. Если электроды не заземлены должным образом, они должны работать с максимальным током и только с приемлемой стабильностью дуги. Заостренный вольфрамовый электрод трудно обслуживать, если используется оборудование постоянного тока, а зажигание дуги касанием является практикой. Мы должны накладывать высокочастотный ток на обычный сварочный ток, чтобы сохранить форму электрода и уменьшить включение электродов в сварной шов. Сплавы тория и циркония обеспечивают лучшее сохранение формы даже при использовании практики касания.
Вылет сварочного электрода за пределы газовой чашки зависит от типа свариваемого соединения. Удлинение на 3,2 мм используется для стыковых соединений тонколистового металла, а удлинение на 6,4–12,7 мм может потребоваться для угловых швов. Вольфрамовый электрод необходимо слегка наклонить и осторожно добавить присадочный металл, чтобы избежать контакта с электродом. Если загрязнение произошло, электрод необходимо снять, заново заточить и установить заново.
Всегда рекомендуется следовать инструкциям производителя при использовании определенного типа сварочного электрода. Электроды для дуговой сварки постоянным током предназначены для обратной полярности, т.е. положительный электрод или для прямой полярности означает отрицательный электрод или оба. Но обратите внимание на то, что многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток является предпочтительным выбором для покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя могут включать в себя в зависимости от типа основного металла, исправление плохой подгонки и т. д.
Прямая полярность обычно обеспечивает меньшее проплавление по сравнению с электродами обратной полярности, но обеспечивает большую скорость сварки. Лучшее проплавление может быть достигнуто при использовании любого типа за счет надлежащей сварочной атмосферы и манипулирования дугой.
Электроды для дуговой сварки на переменном токеПеременный ток предпочтительнее при сварке в труднодоступных местах и при сварке толстых профилей, так как он снижает удар дуги. Дуговой удар имеет тенденцию вызывать шлаковые включения, пузыри и несплавление при сварке. Они имеют покрытые электроды с постоянным или переменным током.
AC используется в процессах сварки атомарным водородом и угольной дугой, где используются 2 угольных электрода. Это обеспечивает равномерную скорость сварки и расход электрода. В угольной дуге, когда рекомендуется один электрод, тогда предпочтительнее использовать постоянный ток прямой полярности, и здесь потребление электрода происходит медленнее.
Стабильность дуги снижается, если в покрытиях присутствуют оксиды или другие элементы. Состав и однородность неизолированных электродов играют важную роль в контроле стабильности дуги. Толстые или тонкие покрытия на электродах не компенсируют последствия дефектной проволоки.
Оксид алюминия, кремний, диоксид кремния, сульфат железа дестабилизируют дугу, в то время как оксид железа, оксид кальция, оксид марганца помогают стабилизировать дугу.
Избыток серы и фосфора 0,04% ухудшает состояние основного металла шва, так как они переходят от электрода к расплавленному металлу с минимальными потерями. Фосфор вызывает хрупкость, рост зерна и хладноломкость сварного шва. Эти дефекты увеличиваются пропорционально содержанию углерода в стали. Сера, в свою очередь, действует как шлак, нарушает целостность металла шва и приводит к горячему укорочению. Сера особенно вредна для электродов из голой и малоуглеродистой стали с небольшим содержанием марганца, что способствует образованию прочного и прочного сварного шва.
Если термическая обработка сердечника проволоки неравномерна, то электрод будет иметь худший сварной шов по сравнению с электродом того же состава, но прошедшим надлежащую термообработку.
Скорость наплавки сварочных электродовСварочные электроды имеют разную скорость наплавки в зависимости от состава покрытия. Электрод с более высоким содержанием железа имеет лучшую скорость осаждения. В Соединенных Штатах процент силы железа в покрытии находится в диапазоне 10-50%. Это основано на формуле, в которой количество железного порошка в покрытии зависит от веса покрытия.
Проценты определяются спецификациями Американского общества сварщиков. Европейский метод расчета мощности железа основан на сравнении массы наплавленного металла с массой стержневой проволоки без покрытия, израсходованной в процессе.
Типы неплавящихся электродовЭто 2 типа неплавящихся электродов.
- Угольный электрод доступен в качестве электрода без наполнителя металла для дуговой резки и сварки. Он состоит из угольно-графитового стержня, который может иметь или не иметь покрытия из меди или другого материала.
- Вольфрамовый электрод представляет собой металлический электрод без наполнителя, изготовленный из вольфрама и используемый для дуговой сварки или резки.
AWS не классифицирует угольные сварочные электроды, но военная спецификация как MIL-E-17777C сообщает Электроды для резки и сварки угольного графита без покрытия и с медным покрытием
Существует система классификации, основанная на три сорта: гладкие, без покрытия и с медным покрытием. Он демонстрирует информацию о диаметре, информацию о длине, требование допуска на размер, выборку, тестирование и обеспечение качества. Сюда относятся сварка угольной дугой, двойная угольная дуга, углеродная резка, строжка, воздушная угольная дуговая резка.
Стержневые электродыПри сварке электродами используются следующие переменные:
1. Размер – Обычно доступны следующие размеры: 1/16, 5/64, 3/32 (наиболее распространенный), 1/8. , 3/18, 7/32 и 5/16 дюйма. Сердечник используемого электрода оказывается уже свариваемого материала.
2. Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна и специального сплава.
3. Прочность — Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее.
4. Положение сварки – Различные электроды, используемые для каждого положения сварки: горизонтальное, плоское и т.д. тепло превращает порошок в сталь.
6. Обозначение мягкой дуги — Это для более тонкого металла и не имеет статуса идеальной посадки при сварке.
Самые популярные электроды для дуговой сваркиОни следующие:
E6013 и E6012 – Спецификации сварочного стержня предназначены для сварки тонких металлов и соединений, которые нелегко совмещать друг с другом.
E6011 – Этот тип электрода необходим для маслянистых, грязных, пыльных и ржавых поверхностей. Он универсален, так как работает с полярностью переменного и постоянного тока. Он может образовывать небольшой шлак, и его не нужно помещать в электродную печь.
E6010 – Имеет аналогичные характеристики, за исключением того, что работает только с постоянным током.
E76018 и E7016 – Железный порошок добавляется во флюс для создания прочного сварного шва. Это создает лужу, которая может вызвать затруднения у новичков.
Читайте также:
Сварочный электрод
Объяснение классификации AWS
Заключительные словаСварочные электроды или сварочные стержни изготавливаются из материалов и по составу сходны со свариваемым металлом. Выбор сварочной проволоки зависит от множества факторов для каждого проекта.
Выбор электрода зависит от простоты очистки, качества валика, прочности сварного шва и минимального разбрызгивания. Электрод для дуговой сварки и сварочная проволока MIG являются расходными материалами, поскольку они становятся частью процесса сварки.
Электроды для сварки TIG неплавящиеся, так как они не плавятся и не становятся частью сварного шва.
Пожалуйста, найдите несколько минут, чтобы оставить свои комментарии в поле для комментариев.
Стержневые электроды для сварки ММА – EWM AG
При выборе стержневых электродов важно учитывать как материалы, так и технические аспекты.
Краткий обзор
Тип
Имя
Определение
R, RR
Рутиле
Стандартный электрод для Universal Resears Toper Transfer, Good Mechanlile Mechanlile, Good Mechanlile, Sword Pulseries, Good Mechanicalies, Swording Puseeries, Good Mechanicalies, Swerding Puseries, Good Mechanicalies, Swording Puseries, Good Mechanicalies, Swerding Puseries, Good Mechanical. , PB, PC, PE, PF, (только ограниченное использование PG)
RB
Базовый-рутил
Использование в качестве комбинации достижимых, высоких значений ударной вязкости и универсального применения с повышенными требованиями к сварщику и отделочным работам.
B
Базовый
Применение при требовании высоких механических свойств, средний или крупнокапельный перенос, плохо отделяемый шлак, возможен во всех положениях, допускается повторная сушка электродов
RC
Рутил-целлюлоза
Используется в качестве замены рутиловых электродов, чтобы сделать положение сварки PG более безопасным, уменьшить образование шлака, повысить требования к сварщику и отделочным работам. PG, хорошие механические свойства, средние комочки, почти без шлака
Выбор в соответствии с техническими аспектами
Каждый тип электрода имеет очень специфические сварочные свойства, что делает их подходящими для определенных сварочных задач.
Целлюлозный электрод (C)
Целлюлозный электрод (C) хорошо подходит для сварки в вертикальном положении вниз (позиция PG), поэтому его выбирают для сварки кольцевых швов на трубах большого диаметра. Трубоукладка является предпочтительной областью использования. По сравнению со сваркой в вертикальном положении вверх (ПВ) относительно толстые электроды (4 мм) можно использовать даже для корневого шва. Это имеет экономические преимущества. Преимуществом рутилово-кислотного смешанного типа (РК) является шлаковый остаток в узких бороздах, где плотный шлак защемляется и трудно удаляется. Шлак типа RA сам по себе пористый и распадается на мелкие кусочки под отбойным молотком, что облегчает его удаление.
Рутиловый электрод (R, RR)
Особые характеристики рутиловых электродов (R, RR), т. е. хорошие свойства повторного зажигания, легкость удаления шлака и хороший внешний вид шва, определяют, как они используются. Предпочтительные области применения включают угловые сварные швы и окончательные проходы, при которых важны полное удаление шлака и хороший внешний вид шва.
Рутил-целлюлозный тип (RC)
Рутил-целлюлозный тип (RC) может использоваться во всех положениях, включая швы вертикально вниз. Это делает его пригодным для универсального использования, особенно для инсталляционных приложений. Версия с толстым покрытием, отвечающая высоким требованиям к внешнему виду шва, поэтому часто считается универсальным электродом, особенно на небольших предприятиях.
Электрод с рутиловой основой (RB)
Благодаря несколько более тонкому покрытию и особым характеристикам электрод с рутиловой основой (RB) особенно хорошо подходит для корневых проходов и сварки в положении PF. По этой причине предпочтительной областью применения электродов RB является строительство труб малого и среднего диаметра.
Основной электрод (B)
Основной электрод (B) подходит для сварки во всех положениях. Специальные типы подходят даже для вертикальной сварки вниз. Внешний вид шва несколько менее желателен, чем у других типов. Однако наплавленный металл имеет и другие преимущества. Из всех типов электродов основные электроды обладают наилучшей ударной вязкостью и наилучшей трещиностойкостью металла шва. По этой причине этот тип используется всякий раз, когда пригодность для сварки основных металлов является проблемой, например, типы стали с ограниченной свариваемостью или толстостенные материалы. Основные электроды также выбирают, когда требуется огромная ударная вязкость, например, для конструкций, которые впоследствии будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Выбор в зависимости от материала
Как правило, прочность и ударная вязкость основного металла также достигаются в металле сварного шва. Полное обозначение стержневого электрода в соответствии с DIN EN ISO 2560-A также содержит информацию о минимальных значениях предела текучести, предела прочности на растяжение и ударной вязкости металла шва, а также некоторые сварочные характеристики, облегчающие выбор подходящего электрода. электрод.
Глядя на краткое обозначение E 46 3 B 42 H5, например, можно расшифровать следующее: Штучный электрод для сварки ММА (E) имеет предел текучести не менее 460 Н/мм2, предел прочности при растяжении от 530 и 680 Н/мм2, и минимальное удлинение 20 % (46). Энергия удара 47 Дж достигается до температуры -30 °С (3). Электрод с основным покрытием (B). Затем следует необязательная информация о восстановлении металла и подходящем токе для электрода. Стержневой электрод в этом примере имеет выход металла от 105 % до 125 %, его можно сваривать только постоянным током (4) и он подходит для всех положений, кроме вертикального вниз (2). Содержание водорода в металле шва ниже 5 мл/100 г/металл шва (H5). Если металл сварного шва содержит элементы сплава, отличные от марганца, это будет указано перед кодом типа покрытия с использованием кода химических элементов и иногда с цифрами процентного содержания (например, 1Ni).
Низкое содержание водорода важно при сварке сталей, склонных к образованию водородных трещин, таких как высокопрочная сталь. В этих случаях код содержания водорода предоставляет необходимую информацию.
Аналогичные системы обозначений также используются для высокопрочных электродов (DIN EN ISO 18275), жаростойких электродов (DIN EN ISO 3580-A), а также для электродов из нержавеющей стали (DIN EN ISO 3581-A).