В чем разница между сваркой переменным и постоянным током? – Всё для сварки
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
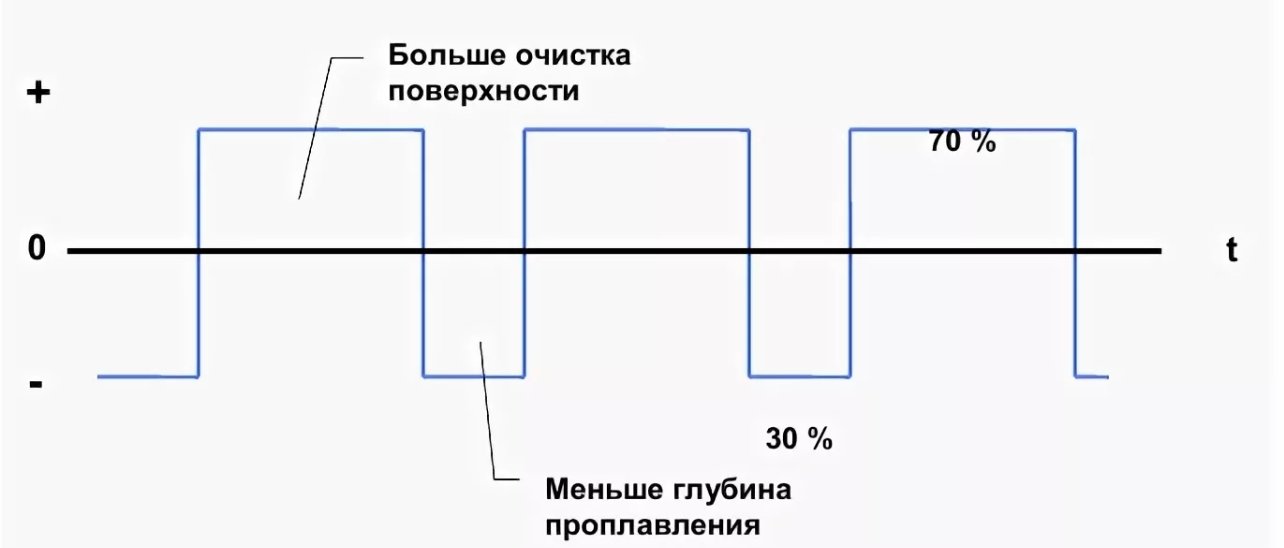
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Например, используют:
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.
Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.

- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Инвертор постоянного или переменного тока: какой лучше выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.1 / 1
 Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
-
высокочастотный переменный;
-
постоянный прямой полярности;
-
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Сварка током обратной полярности. Особенности сварки переменным током
На территории Российской Федерации, сварки для переменного тока заключается в используемой частоте в 50 Гц. В качестве источника питания используется сеть с напряжением 220В. А все трансформаторы для сварки, имеют первичную и вторичную обмотку.
В агрегатах, которые используются в промышленной зоне, регулирования тока осуществляют по-разному. Например, с помощью подвижных функций обмоток, а также магнитного шунтирования, дроссельного шунтирования различного типа. Используют также магазины балластных сопротивлений (активных) и реостат.
Такой выбор силы сварочного тока нельзя назвать удобным способом, благодаря сложной схеме конструкции, перегревов и дискомфортом при переключении.
Но контролировать напряжение в широких пределах, в этом случае, не получится. Также отмечают определенные недостатки при корректировке с вторичной цепи.
Таким образом, регулятор сварочного тока, на начальных оборотах пропускает через себя ток высокой частоты (ТВЧ), что влечет за собой громоздкость конструкции. А стандартные переключатели вторичной цепи, не предусматривают нагрузку в 200 А. Зато в цепи первичной обмотки, показатели в 5 раз меньше.
В результате был найден оптимальный и удобный инструмент, при котором регулирование сварочного тока не кажется такой запутанной — это тиристор. Специалисты всегда отмечают его простоту, удобство в управлении и высокую надежность. Сила сварочного тока зависит от отключения первичной обмотки на конкретные промежутки времени, на каждом из полупериодов напряжения. При этом средние показатели напряжения снизятся.
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, когда напряжение любого из конденсаторов достигнет напряжения лавинной пробивки транзистора, то открывается, и через него и идет ток разряда, общего с ним конденсатора.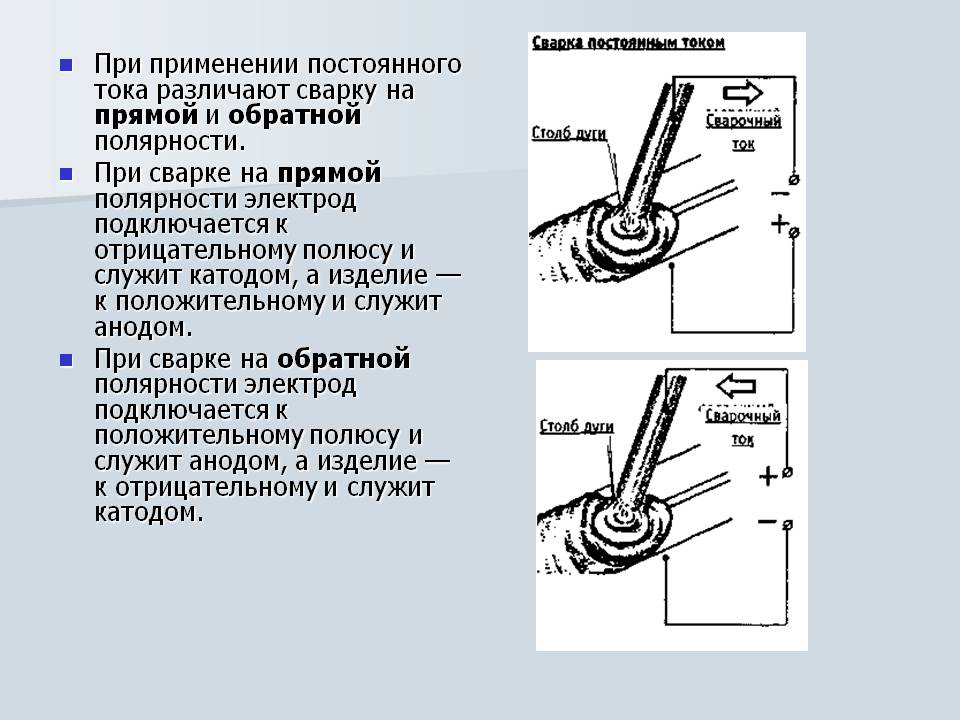 После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, предусматривает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но опять подключит нагрузку в сеть.
После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, предусматривает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но опять подключит нагрузку в сеть.
В современном мире, в большей степени используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающих с переменным напряжением можно разделить на несколько видов:
А методы сварки переменным способом делятся на два типа:
Ссора постоянным током бывает двух типов, обратная и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателя, а тепло концентрируется на заготовке. А обратная концентрирует внимание на торце электрода.
А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
Чтобы изготовить систему управления для сварочного тока, потребуются следующие компоненты:
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путем эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъемниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для дверей.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели. Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет кувыркаться по всей длине спирали, позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, осуществляется в виде открытой спирали. Она монтируется на конструкцию в длину полуметра. Таким образом, спираль делается также из проволоки ТЭНа. Когда резисторы, изготовленные из магнитного сплава совместить со спиралью или любой деталью из стали, в процессе работы прохождение тока с высокими показателями, она начнет заметно дрожать. Такой зависимости спираль имеет только до того момента, пока она не растянется.
Вполне реально самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямого катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путем выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и проведения должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину. Такой дроссель изготавливается с сопротивлением, которое можно менять. Чтобы провести такую операцию, необходимо замерить углубления прохождения стержня сердечника внутрь катушки. С отсутствием этого инструмента, катушка будет иметь незначительное сопротивление, но если стержень будет введен в нее, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при взимании и креплении железных пластин.
Что представляет собой сварки переменным током? Сварочные работы — это особый вид работ с металлом, который предназначен для скрепления металлических конструкций. В настоящее время в связи с тока сварки бывает с применением постоянного и переменного электрического тока. Рассмотрим более подробно сварки с помощью подачи переменного электрического тока.
Первым и, пожалуй, самым основным преимуществом сварки переменным током является получение качественного сварного шва. От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от начальной оси, а это, в свою очередь, является залогом сверхкачественные и сверхнадежного сварного шва.
От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от начальной оси, а это, в свою очередь, является залогом сверхкачественные и сверхнадежного сварного шва.
Вторым же преимуществом является то, что можно использовать менее дорогое оборудование. Об аппаратах, вырабатывающих переменный электрический ток, речь пойдет чуть ниже.
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:

Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют производить сварку постоянным или переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновое — TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC / MMA-DC (РДС штучными электродами)
- TIG -AC / TIG-DC (плавятся).
Рассмотрим основные плюсы и минусы, которые присущи TIG. Независимо от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.

Теперь следует сказать пару слов о методе MMA. Его преимуществами являются:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
- очень низкую производительность работы;
- необходимость снимать шлак из готового изделия.
Вернуться к списку
Применяемые электроды
Электроды, предназначенные для сварки переменным током, применяемых в данной области уже довольно-таки давно, когда сварки постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты.![]() Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварки.
Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварки.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, есть такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировку МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все остальные марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21, имеют обычное рутиловое покрытия. Необходимо отметить, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
На переменном токе можно выполнять только сварки обычной низкоуглеродистой стали. В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.
Профессиональная сварки сосудов, работающих под давлением, также выполняется на постоянном токе.
Схема сварочного аппарата постоянного тока
Трансформатор 1 мая — обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1 D 4 любые, рассчитанные на ток не менее 100 А.
Диоды D 1 D 4 любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100 ° С Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 — составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью 100 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует принимать не менее 150 В. Возможно использование конденсаторов и других номиналов.

Резистор R 1 — проволочный. Можно использовать стальную проволоку диаметром 6 — 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем дольше провод, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Полученный у вас сварочный выпрямитель допускает сварки прямой и обратной полярности.
Ссора прямой полярности — на электрод подается «минус», на изделие «плюс».
Ссора обратной полярности — на электрод подается «плюс», на изделие — «минус» (показано на рис. 4. 1.).
Если трансформатор 1 мая имеет свою регулирования тока, то лучше установить на нем максимальный ток, а избыток тока тушить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработанные два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом.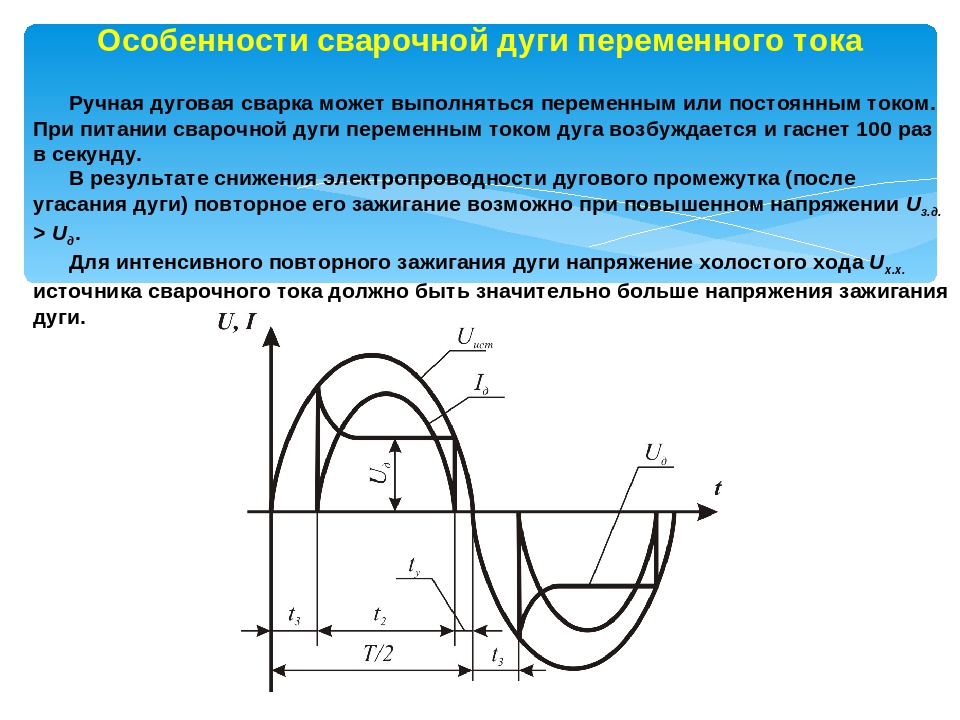 Следует учитывать, что чугун — абсолютно непластичный металл, а каждый остывает шов делает поперечную усадку примерно на 1 мм.
Следует учитывать, что чугун — абсолютно непластичный металл, а каждый остывает шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалилось ушко станины, что лопнул пополам чугунный корпус и так далее.
Перед сваркой трещину обрабатывают V-образной разделкой на всю толщину металла.
Заваривать обработки можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается вровень с основным металлом, и привариваются накладки из малоуглеродистой стали.
Накладки следует зарабатывать во всех возможных местах. Чем их больше, тем сваренное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее.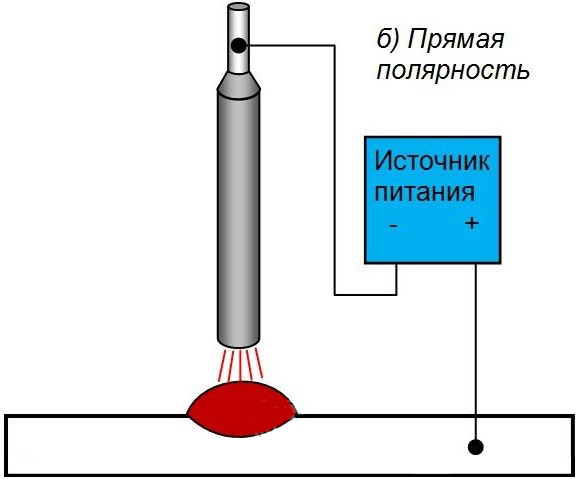 Чаще всего он используется для устранения течи различных жидкостей.
Чаще всего он используется для устранения течи различных жидкостей.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод марки «Комсомолец» диаметром 3 — 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплату ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 3 см.
Сразу после проваривания шва его интенсивно проковывают молотком.
Остывает шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковка выполняют примерно полминуты.
Затем ждут полного остывания металла. Охлаждение контролируют рукой. Если прикосновение к шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают дальше от предыдущих. После сварки каждого короткого шва идет проковка и охлаждения.
В последние проваривают замыкают участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварки невозможна.
Существует способ определения содержания углерода в стали с точностью до ± 0,05%. Он основан на столкновении испытывается металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частицах металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленно сгорают частицы углерода и тем большее число звездочек (рис. 4. 7.).
Такую пробу желательно проводить на карборундовом кругу с размером зерна 35 — 46 Скорость вращения 25 — 30 м / с.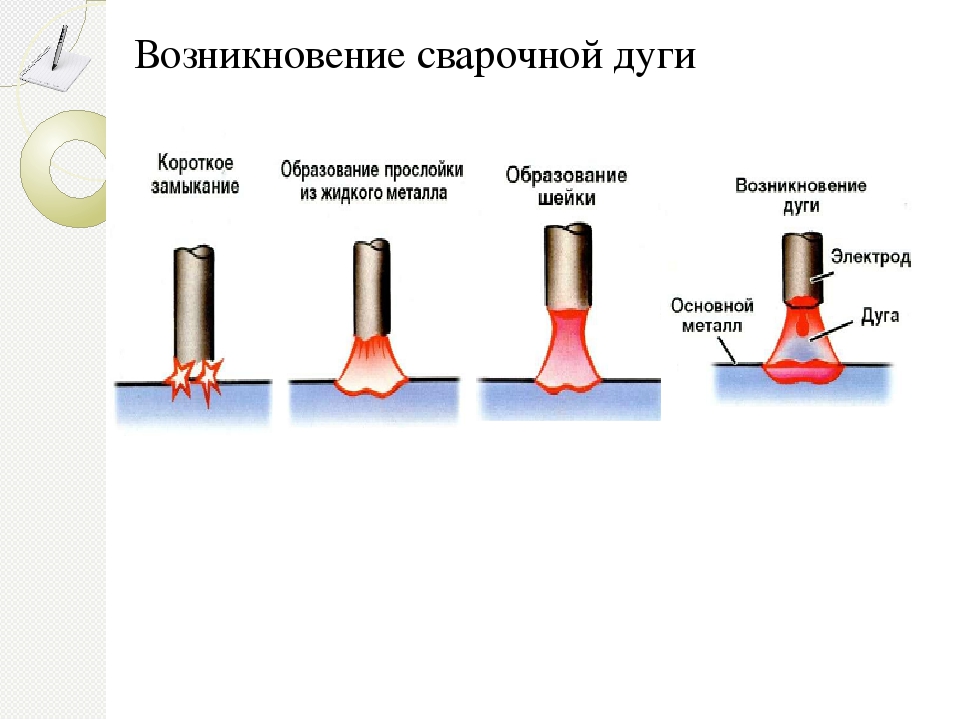 Помещение должно быть затемнено.
Помещение должно быть затемнено.
1 — искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, с которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 — от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 — пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета
4 — на концах искр, отделяются от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 — образуются длинные искры красного цвета с характерными отделяются звездочками;
6 — длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 — двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая — темно-красного цвета
8 — искра такая же, как и в пункте №7, с той лишь разницей, что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленных.
Пробу на искру необходимо принимать на глубине 1 — 2 мм от поверхности, так как на поверхности металла может быть обезуглероженная слой.
При столкновении с наждачной вокруг цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается снижена.
Все эти меры снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.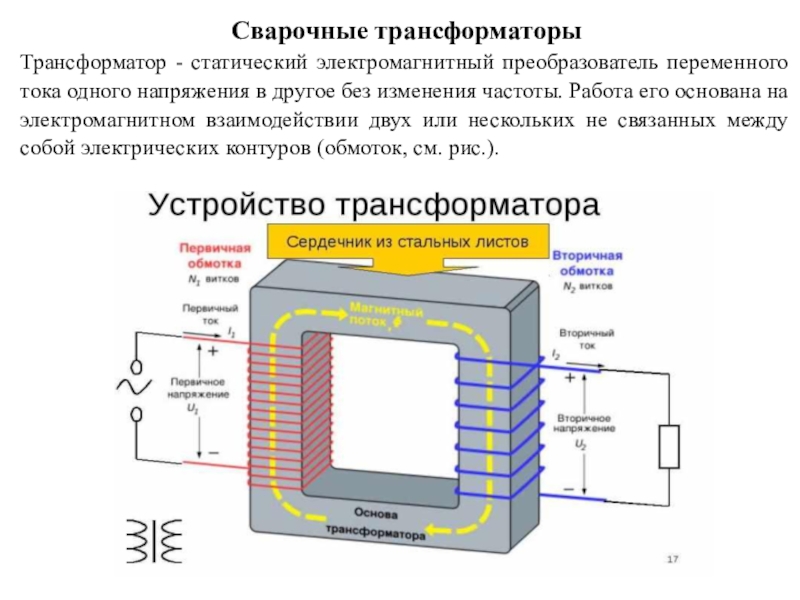
Некоторые изделия перед сваркой необходимо нагреть до температуры 250 — 300 ° С Лучше полный нагрев изделия; если это невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до более высокой температуры недопустим, так как вызывает появление трещин из-за увеличения глубины провара основного металла и вызванный этим повышение содержания углерода в металле шва.
После сварки изделие заворачивают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки проводится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистой стали сваривать труднее. Сварных конструкций из него не производят, но в ремонтном производстве сварки применяется. Для сварки такой стали лучше применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой
Марганцовистого сталь применяется для деталей с высокой износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 — 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки нужно проковка.
Для повышения твердости, прочности, вязкости и износостойкости наплавки необходимо после наложения каждого валика, пока он еще нагретый до красного каления, производить закалку с помощью холодной воды.
Сварка хромовой стали
Хромистых стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварка хромистых сталей следует выполнять с предварительным нагревом до температуры 200 — 400 ° С
При сварке используется снижена сила тока из расчета 25 — 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16 УОНИ-13/85 на постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200 ° С, а затем проводят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750 ° С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистой стали.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую долю высокотемпературным припоем;
4) плавится постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали: поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла достаточно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкий.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачной кругу дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличен коэффициент линейного расширения вызывает большие деформации сварного соединения до появления трещин. Некоторые сварные конструкции из «нержавейки» перед сваркой желательно подогреть до температуры 100 — 300 ° С
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожига металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 — 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке — поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их охлаждении. Поэтому сразу после сварки швы поливают водой. Поливка водой допустимо только для того стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварки покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки Озане.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощение. Перед сваркой их дополнительно просушивают при температуре 70 — 100 ° С
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварка производится на постоянном токе обратной полярности.
Сварочный ток 25 — 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400 ° С
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажигания дуги.
Если есть возможность, с обратной стороны шва заключаются подложки (см. Газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистый медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше использовать сварку угольным электродом. Ссора выполняется постоянным током прямой полярности при длине дуги 35 — 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваются кромки и на присадочные проволока наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну бурю, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем крепче соединения.
Чем больше площадь нахлестки, тем крепче соединения.
Второе условие прочности паяного соединения — выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучения электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же можно наблюдать при нахождении сварщика на свариваемой металлической детали, а тем более в ней.
При сварке в сырую погоду, а также стоя на металле, независимо от погоды, необходимо использовать резиновые перчатки, резиновый коврик, резиновые калоши. Перчатки, коврик и галоши должны быть с диэлектрической резины, то есть той, что используют электричества. Резиновые изделия, которые продаются для бытового использования, электроизолирующими не является.
Перчатки, коврик и галоши должны быть с диэлектрической резины, то есть той, что используют электричества. Резиновые изделия, которые продаются для бытового использования, электроизолирующими не является.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности поражения электрическим током лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, перчатки. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества, поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма — принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика — сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита — теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может влиять и отрицательно. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе с течение вызывает гарантированную простуду.
Лучший вариант избежать простуды — поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Достаточно неприятным явлением считаются брызги металла. Попадая на костюм, в обуви, они вызывают тление защитной одежды или пожар, если рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые сапоги — и вы в достаточной мере защитите свое тело.
При сварке на больших токах и электродуговой резки металла держатель электродов, сварочные провода и сварочный маска могут перегреваться. Поэтому не прикасайтесь лицом металлических частей маски, а на рукоятку владельца наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов — они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Отличие электродов постоянного и переменного тока | ММА сварка для начинающих
- Чем отличаются электроды постоянного и переменного тока
Отличие электродов постоянного и переменного тока
Многие, даже те, кто умеет варить электросваркой, не знают, чем отличаются электроды постоянного и переменного тока. При внешнем осмотре разницу увидеть между ними не получится, однако на упаковке с электродами, четко указано, для какого тока (переменного или постоянного), они предназначены.
При внешнем осмотре разницу увидеть между ними не получится, однако на упаковке с электродами, четко указано, для какого тока (переменного или постоянного), они предназначены.
Первое и главное отличие электродов постоянного тока от переменного заключается в том, что при сварке на переменном токе, на электрод подается ток с определенной частотой, как правило, 50 герц. Однако, если вы будете варить электродами УОНИ, которые предназначены для сварки постоянным током, то они будут все время прилипать к металлу, а добиться стабильной дуги при сварке, навряд ли получится.
Раньше, когда инверторов не было, для сварки применялись исключительно трансформаторы, которые выдавали переменный ток. Поэтому все электроды выпускались именно для работы с переменным током. С появлением сварочных инверторов, все изменилось. Они, как раз и были созданы для преобразования и выпрямления переменного тока, в постоянный, что дало массу преимуществ для сварки.
Электроды для постоянного и переменного тока: в чем разница?Электроды для постоянного и переменного тока: в чем разница?
При всем этом существует один нюанс, который связан вот с чем. Нет электродов, работающих исключительно от переменного тока. Простыми словами, электродами переменного тока можно варить и на постоянном токе, а вот наоборот, увы, не получится.
Чем отличаются электроды постоянного и переменного тока
На самом деле отличий достаточно много. Однако самое существенное из них, это обмазка электродов постоянного и переменного тока, она разная. Так, например, в электродах для сварки переменным током обмазка имеет такой состав, который позволяет при отсутствии тока, на доли секунд, не гаснуть электроду. В случае с электродами постоянного тока, дела обстоят несколько иначе.
Чем электроды для постоянного тока лучше, чем для переменного?Чем электроды для постоянного тока лучше, чем для переменного?
Данные виды электродов отличаются не только своим покрытием, но и его химическим составом. Например, электроды АНО-6 и МР-3 имеют специальное рутиловое покрытие. Электроды ОЗС-12, АНО-21 и другие, имеют обычное. Более подробно о том, чем отличаются электроды УОНИ от МР-3 уже рассказывалось ранее, на сайте про сварку mmasvarka.ru.
Кроме того, из основных отличий электродов постоянного и переменного тока, следует выделить следующее:
- Переменный ток хорошо подходит для сварки толстых изделий из низкоуглеродистых сталей. Варить чугун, используя для этого медные электроды, возможно, только сварочным аппаратом постоянного тока.
- На сварочном инверторе постоянного тока, есть возможность изменить полярность, что даёт дополнительные преимущества. Сделать это при сварке переменным током, увы, нельзя. Также следует отметить и более стабильное горение дуги на постоянном токе, красивые и ровные сварочные швы, особенно при сварке тонкого металла.
- Электроды постоянного тока не будут работать на сварочном аппарате переменного тока, а наоборот, будут.
- На постоянном токе получится варить нержавеющими электродами, на переменном токе, нет.
- Сварочные инверторы имеют плавную регулировку постоянного тока, поэтому варить ими намного проще, даже тонкими электродами.
Как видно, сварочные аппараты переменного и постоянного тока, как и электроды к ним, имеют существенные различия.
В чем отличие электродов постоянного и переменного токаВ чем отличие электродов постоянного и переменного тока
Для использования в домашних условиях или если нужно быстро освоить электросварку, сварочный инвертор куда лучше подходит для этих целей.
Сварка алюминия постоянным или переменным током
Алюминий и его сплавы применяются в самых разных отраслях промышленности, а свою популярность и распространенность металл получил благодаря таким характеристикам, как низкая плотность, устойчивость к коррозии и ее пагубному воздействию, а также большая удельная плотность.
Чистый алюминий применяется в таких сферах, как электротехника, химическая и пищевая промышленность, потому как данный металл имеет невысокую прочность. Его сплавы находят более широкое применение, потому как их прочность выше, чем чистый металл. Примечательно, что некоторые сплавы алюминия по прочности превосходят чугун, некоторые виды стали и некоторые цветные металлы и их сплавы. Сваривание алюминия часто производится с использованием обратной полярности. Это связано с несколькими особенностями алюминия и его сплавов.
Главной особенностью работы при сваривании алюминия является образование оксидной пленки во время сварочного процесса. Образовавшаяся пленка характеризуется высокой тугоплавкостью и может образовываться на поверхности сварочной ванны, препятствуя высокому качеству сварочного соединения, и сказывается на стабильности проведения сварочных работ не исключая возможности образования непроваров и трещин в швах.
По приведенным выше причинам сварка алюминия во многом зависит от правильного подбора сварочного тока. Многие специалисты рекомендуют применять для сварки вольфрамовые электроды, которые принято считать неплавящимися. Стоит отметить, что мнения специалистов в отношении сварочного тока немного различаются, ведь одни советуют применять только переменный ток, а другие не исключают возможности применения постоянного тока с условием создания обратной полярности.
При использовании постоянного тока прямой полярности, можете ожидать следующие проблемы:
- — быстрое плавление присадочного прутка, не сплавляясь с основным металлом;
- — сварочный шов с прожогами и налетом черного цвета;
- — высокая сложность поддержания сварочной дуги;
- — сложности с поджогом дуги;
- — сильное разбрызгивание металла;
Сваривание алюминия с применением обратной полярности позволяет с успехом преодолевать оксидную пленку и производить сваривание высокого качества.
Сварочные работы с алюминием и его сплавами с помощью переменного тока производятся в среде защитных газов. Обычно для такой цели используется популярный инертный газ аргон. При выполнении сварочных работ нужно использовать TIG-режим на переменном токе.
Для успешного сваривания алюминия переменным током требуется поддерживать вертикальный угол горения горелки, рассчитывать расход газа, после завершения работы совершить продувку газом, что позволит защитить сварочный шов от негативного воздействия окружающей среды и других факторов.
Сервис Северные Стрелы —
Получение прочных неразрывных соединений различных металлов интересовало человечество с глубокой древности: уже тогда для создания таких соединений применялись пайка и кузнечная ковка. В современном понятии сварка – это процесс неразъемного соединения металлов под действием тепла — путем их нагрева или деформации (или совместного воздействия — и нагревом, и деформацией). Открытие в 1802 году российским профессором В.В. Петровым явления электрической дуги позволило ему предложить использовать электрический ток в процессе сварки металлов. В нынешнее время сварка возможна уже с применением не только электрического тока, но и использует лазер, ультразвук, трение и даже энергию взрывов. Такое многообразие процессов, задействованных для сварки, дали возможность применения различных сварочных аппаратов в строительных и монтажных работах, на кораблестроительных верфях, в машино- и самолетостроении, для медицины и электротехники…Современная сварка стала основным способом для формирования неразрывного соединения металлов, будь то конструирование микрочипа или монтаж нефтедобывающей морской платформы и космической орбитальной станции. Роль сварочного аппарата в этом процессе заключается в нагреве или расплавлении соединяемых поверхностей металлических деталей, чаще всего действием электрического тока или газа высокой температуры. Непрекращающиеся научные исследования технологий сварочного процесса и разработка действенных методов получения неразъемного соединения металла приводят к появлению новых видов сварочных аппаратов с инновационными характеристиками и возможностями.
Наиболее часто в сварочном процессе используется переменный или постоянный ток, их применение находится в прямой зависимости от набора требований к качеству сварного шва и видов используемых в этой сварке металлов. Поэтому широчайшее распространение благодаря низкой цене, простоте устройства и долговечности в работе получили сварочные аппараты для сварки штучным покрытым электродом (такой режим сварочных работ называется ММА, что расшифровывают как «Manual Metal Arc», то есть — ручная электродуговая сварка плавящимся штучным покрытым электродом) . Сейчас такая сварка — наиболее распространенный ее вид, благодаря своей универсальности и доступности. Среди аппаратов для такой сварки принято различать: трансформаторы, выпрямители и инверторы.
Трансформаторы являются самыми доступными по цене и простыми сварочными устройствами. Их задача преобразовать переменный ток большого напряжения из электросети — в переменный ток меньшего напряжения, используемый для проведения процесса сварки. Однако, использование переменного тока делает электрическую дугу в сварочном процессе непостоянной и трудно поддерживаемой. Непостоянство электродуги, наличие ненужных шлаковых и газовых включений в сварочной ванне способно привести к низкому качеству сварочного шва и разбрызгиванию раскаленного металла. Поэтому, для качественной работы с таким аппаратом сварщик должен иметь высокую квалификацию. Использование для сварки переменного тока позволяет сваривать только черные металлы – различные марки стали, некоторые виды чугуна; в то же время именно применение переменного тока делает возможной стыковую и нахлестную сварку. Про сварочные трансформаторы в целом можно сказать, что они характерны своим существенным весом, значительным энергопотреблением и высокой чувствительностью к перепадам напряжения в сети.
Однако, негативное влияние переменного тока на качество сварочного процесса исчезает при применении сварочных выпрямителей. В этих аппаратах помимо уменьшения напряжения сетевого тока происходит еще и преобразование переменного тока в постоянный. Эта трансформация обеспечивается наличием системы из диодных полупроводников, способствующих преобразованию поступающего синусоидального переменного тока в линейный постоянный ток с пологопадающими внешними характеристиками. На сварочных выпрямителях стабильность электрической дуги уже позволяет выполнять достаточно качественный и герметичный шов, обеспечивает глубокий провар в области сварочного шва. В их работе значительно понижен уровень разбрызгивания горячего металла, и дуга обретает лучшую защиту, а сварное соединение получает качественные прочность и однородность. Затраты времени на сварку такими аппаратами резко сокращаются, поскольку отпадает необходимость дополнительной зачистки созданного сварного шва от капель металла с прилегающих ко шву поверхностей; в сварке постоянным током становится возможно использование всех видов электродов. Особенно важно и то, что применение постоянного тока обратной полярности дает возможность сваривать алюминиевые детали. Известно, что на поверхности алюминия, даже пребывающего в расплавленном состоянии, всегда присутствует пленка из оксидов, препятствующая образованию свободных атомарных связей в наружных слоях атомов и осложняющая этим сварку алюминиевых деталей. Разрушение такой оксидной пленки становится возможным только за счет движения заряженных частиц изнутри расплавленного материала: именно это освобождает связанные прежде атомарные связи для образования новых слоев молекулярной решетки — уже между соединяемыми алюминиевыми поверхностями. Так же в сварке выпрямители применяются для работы со всеми видами чугуна, нержавеющей и высоколегированной по маркам сталью, а еще с медью, с никелем, c титаном и их сплавами.
Сварочные инверторы являются одним из последних научных изобретений в области сварки. Они преобразуют переменный ток высокого напряжения с низкой частотой в переменный ток низкого напряжения высокой частоты, а затем и в постоянный ток низкого напряжения и низкой частоты. Малый вес, присущий этим сварочным аппаратам обеспечивает их операторам высокую мобильность; мощность, многофункциональность и автоматизация рабочих настроек у инверторов делают их оптимальным выбором как для начинающих, так и для высокопрофессиональных сварщиков.
Принципиальная схема устройства всех инверторов универсальна. Переменный сетевой ток проходит сетевой выпрямитель, где происходит его преобразование в постоянный. Затем, с помощью преобразователя частоты инверторного блока этот ток трансформируется в переменный ток, но уже с высокой частотой. Таким он поступает в высокочастотный трансформатор, где у него понижают напряжение, потом он проходит силовой выпрямитель и на выходе из аппарата становится постоянным током низкого напряжения и низкой частоты. Работа инверторного преобразователя частоты контролируется микропроцессорным управлением, а ток на выходе имеет очень гладкую кривую с минимальными колебаниями, что обуславливает высокую стабильность возникающей при работе с ним электрической дуги. Инверторные сварочные аппараты (за счет возможности точной регулировки характеристик такой электрической дуги) позволяют работать с тонким листовым металлом и оставлять аккуратный сварочный шов без разбрызгивания из него металла. Также сварочные инверторы удобны в применении тем, что они нечувствительны к перепадам сетевого напряжения и обладают высоким (более 90%) коэффициентом полезного действия, их работа характеризуется низким уровнем энергопотребления. Именно с применением инверторов работа сварщика обеспечена теперь функцией «anti-sticking» — антиприлипания электрода (за счет резкого падения напряжения на электроде при касании им свариваемой поверхности надежно препятствуют прилипанию электрода к металлу). Инверторы позволяют применить и функцию «hot start» — горячего старта, что означает автоматическое увеличение уровня сварочного тока при инициации дуги для ее надежного и легкого поджога (продолжительность периода такого увеличения и сила тока заранее регулируются сварщиком). Такой набор дополнительных функций дает теперь возможность качественно сваривать детали даже новичкам.
Сфера применения инверторных технологий для сварки черных и цветных металлов очень широка, она предназначена для обеспечения соединений любой толщины, в различных пространственных положениях и любыми электродами.
Такая цель, как улучшение качества сварного шва и уменьшение затрат времени на выполнение сварочных операций, может быть достигнута и полуавтоматической сваркой в среде активного или инертного газа — так называемый сварочный режим MIG-MAG (полуавтоматическим этот процесс называется в связи с возможностью на таких сварочных аппаратах самостоятельной подачи электродной проволоки к электрической дуге). MIG-MAG сварка – это полуавтоматическая электродуговая сварка непрерывным плавящимся электродом в среде защитного инертного (MIG, Metal Inert Gas) или активного (MAG, Metal Active Gas) газа.
Любой полуавтоматический сварочный аппарат включает в себя источник тока, газовый баллон и горелку с кабелями. В зависимости от вида свариваемого материала для наполнения баллонов может применяться активный (углекислый газ, кислород, азот) или инертный (аргон, гелий) защитный газ, а чаще всего встречаются их смеси. Из баллона такой газ подается по несущим патрубкам в горелку, а из нее в зону электрической дуги: здесь его использование необходимо для защиты сварной ванны от воздействия газового состава воздуха, плюс — оно дополнительно стабилизирует дугу и способно добавлять полезные химические свойства металлу сварного шва. При таком использовании газов в зону сварки через горелку автоматически подается и непрерывная нить сварочной проволоки, выполняющая роль электрода. Так, подбирая определенные сочетания из разных газовых смесей и различных видов проволоки, возможно достигать нужных металлургических свойств формируемой сварной ванны. Существуют уже полуавтоматы и с возможностью сварки не только за счет обычной стальной проволоки, а работающие с самозащищенной порошковой сварочной проволокой. Она отличается наличием внешней металлической оболочки и сердечника из различного по химическому составу флюса. При сгорании такой проволоки формируется устойчивое газовое облако, защищающее сварную ванну от воздействия окружающего воздуха, а различные химические компоненты порошка с этой проволоки добавляют нужные химические свойства металлу сварного шва и стабилизируют горение электрической дуги. Некоторые современные полуавтоматические модели сварочников являются уже универсальными, то есть могут сваривать с использованием как газов, так и флюсовой проволоки. Регулировка и настройка внешних характеристик MIG-MAG сварки может проходить автоматически, с применением электронных систем, либо вручную самим оператором устройства. Сварочные аппараты MIG-MAG отличают большая производительность, возможность работы с любыми металлами (даже разнородными), с тонколистовым поверхностями металлов, а также деталями толщиной более 20 мм. Впрочем, имеются у режима MIG-MAG сварки и недостатки. К ним нужно отнести возможность использования только постоянного тока, а кроме того — высокие потери на угар металла и его разбрызгивание в процессе сварки.
Еще одним видом профессиональной сварки является так называемая TIG сварка («Tungsten Inert Gas») то есть, — ручная электродуговая сварка неплавящимся (как правило, вольфрамовым или графитовым) электродом в среде защитного инертного газа (такого как аргон, гелий или их смеси). Такая сварка при высоком качестве формируемого шва характеризуется довольно низкой производительностью, а для ее использования в работе потребуются развитые профессиональные навыки. Сварочные установки и инверторы TIG позволяют выполнять сварку с очень высоким качеством сварного шва, потому они применяются при необходимости создания таких ответственных швов, которые должна отличать особенно большая надежность и внешняя эстетичность. В аппаратах для ведения такой сварки используются неплавящиеся вольфрамовые или графитовые электроды, установленные в горелке, к которой по кабелям и патрубкам подается постоянный или переменный ток и защитный инертный газ. В ходе сварки неплавящимся электродом не происходит капельного переноса электродного металла в сварную ванну, поэтому в такой сварке используют присадочные прутки в виде металлических лент или проволоки. Применяя различные по химическим свойствам присадки, становится возможным изменять и свойства металла сварного шва. Переменный ток в режиме TIG-сварки используется для соединения алюминия, меди и их сплавов, а постоянный ток в TIG-сварке применяют в работе с различными марками стали и чугуна.
Аргоно-дуговая сварка с неплавящимся электродом является процессом сложным и требующим от ее оператора профессиональных навыков и знаний, потому новичкам выбор TIG-аппаратов для сварки не рекомендуется. Однако, надо отметить, что tig- инверторы сейчас уже обладают значительной компьютеризацией настроек для своей сварки и оснащены многими облегчающими ее проведение функциями.
Сфера успешного применения сварочных аппаратов TIG — это работа с легированной и нелегированной сталями, с листовой сталью, а также со всеми видами чугуна, с цветными металлами и их сплавами. Небольшая производительность TIG-сварки компенсируется малыми потерями металла и высоким качеством получаемого сварного шва.
Кроме процесса собственно сварки электрический ток используется и для так называемой плазменной резки — посредством испарения металла в области реза под действием направленного потока плазмы. Оборудование для резки металла с применением плазмы работает следующим образом: в нем к плазменной горелке подается ток для образования электрической дуги, плюс по патрубку с высокой скоростью направляется газ или воздух. Взаимодействие электрической дуги и этого газового потока вызывает усиленную ионизацию последнего до состояния плазмы, и разрез металла происходит за счет его плавления струей плазмы и последующего вымывания ионизированным потоком (испарения). Достоинства такой плазменной резки очевидны: задействование свойств плазмы позволяет производить резку любых металлов, она экономит затраты по времени, снимает необходимость трудоемкой дополнительной обработки деталей. Использование резки плазмой делает возможным сложный фигурный раскрой листового металла, резка деталей толщиной до 200 мм проходит с ней при отсутствии температурной деформации у краев. Единственным существенным недостатком плазменной резки можно считать наличие большого количества расходных материалов, как то — сопел, диффузоров, защитных направляющих и колпаков, срок службы у которых обычно получается при плазменной резке вдвое короче, чем у расходных материалов от ручной дуговой сварки.
Еще одной сферой применения электрического тока для обеспечения сварочного процесса нужно признать точечную сварку. Она применяется для локального соединения металлических деталей, так что аппараты точечной сварки (их обычно называют «споттеры») находят все более широкое применение и в автомобильной промышленности, и в крупных автосервисах, и в обычных гаражах. Споттер может иметь вид как компактных сварочных клещей так и являться крупногабаритной стационарной установкой. Процесс точечной сварки используется преимущественно для работы с листовым металлом. Принцип действия аппаратов точечной сварки основан на применении электрического тока для соединения металла под давлением. Здесь сварочные заготовки зажимаются внахлест между двумя медными электродами аппарата. Электрическая дуга проходит от одного электрода к другому сквозь свариваемый материал и вызывает локальное расплавление металла в обеих заготовках. Сварочный ток может достигать 9000 ампер, но имеет крайне короткий период воздействия. Кратковременное действие дуги быстро прекращается, а давление сварочных клещей все усиливается. За счет этого расплавленный металл кристаллизуется и формирует плотное соединение деталей. Для скрепления широкоформатных металлических листов в их центре может использоваться односторонний пистолет. При этом образуется два расположенных рядом сварных соединения. Точечная сварка отличается высокой производительностью, эстетичностью и прочностью соединения.
Это многообразие видов современной сварки с применением электрического тока, обзор которых мы сделали темой данной статьи, позволяет проводить надежное соединение любых металлических деталей при правильном выборе типа сварки. Надеемся, что наша статья поможет Вам для себя легко и точно этот выбор осуществить.
Глава 4. ЭЛЕКТРОДУГОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
На переменном токе возможно выполнять только сварку обычной низкоуглеродистой стали (кроме сварки с осциллятором). В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.Видео: «Сварочный ток прямой и обратной полярности».
Видео: «Постоянный и импульсный токи от самодельного сварочного выпрямителя».
Схема самодельного сварочного аппарата постоянного тока
Трансформатор Тр 1 – обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1 – D 4 – любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 — 1000 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Если планируется работать только на больших токах, то конденсаторы можно вообще не ставить. Дроссель Др 1 – обычная вторичная обмотка сварочного трансформатора. Желательно, чтобы сердечник был набран из прямоугольных пластин. Через него не течет ток подмагничивания. Если используется тороидальный сердечник, то в нем необходимо ножовкой по металлу пропилить магнитный зазор.
Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун – абсолютно непластичный металл, а каждый остывающий шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.
Перед сваркой трещину разделывают V-образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 2 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковку выполняют примерно минуту.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от предыдущих. Их длина также в пределах 2 см. После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частичках металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички углерода и тем больше число звездочек (Рис. 4. 7.).
Такую пробу желательно проводить на карборундовом круге с зернистостью 35 – 46. Скорость вращения 25 – 30 м/сек. Помещение должно быть затемнено.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей, что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до температуры 250 — 300°С. Лучше всего полный нагрев изделия; если это невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до более высокой температуры недопустим, так как вызывает появление трещин из-за увеличения глубины провара основного металла и вызываемого этим повышения содержания углерода в металле шва.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 — 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали: поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает большие деформации сварного соединения вплоть до появления трещин. Некоторые сварные конструкции из «нержавейки» перед сваркой желательно подогреть до температуры 100 — 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажиганию дуги.
Если есть возможность, с обратной стороны шва укладываются подкладки (см. газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Второй способ применяется при сварке меди толщиной более 3 мм.
Сварка выполняется постоянным током обратной полярности. Иногда требуется предварительный общий подогрев до 300 — 400°С.
Применяются электроды марки «Комсомолец-100», или АНЦ.
Сварка латуни и бронзы в условиях частного сварочного цеха вызывает затруднения. Технология сварки медных сплавов зависит от того, какие использованы присадки к меди. Это может быть цинк, олово, марганец, свинец, фосфор, кремний, алюминий и другие.
Не зная состава медных сплавов, трудно получить приемлемое качество шва.
Однако заказы на сварку таких металлов не столь уж редкое явление. Здесь есть очень интересный выход. Высококачественные неразъемные соединения медных сплавов можно получить, используя методы пайки.
Пайка – это соединение двух металлов с использованием третьего. Он называется припоем. При этом основные металлы не нагреваются до плавления, что гарантирует сохранение их качественного состава.
В качестве припоя можно взять оловянно-свинцовый, тот, что применяется в радиотехнике.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле, независимо от погоды, необходимо использовать резиновые перчатки, резиновый коврик, резиновые калоши. Перчатки, коврик и калоши должны быть из диэлектрической резины, то есть той, что используют электрики. Резиновые изделия, продающиеся для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества, поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма – принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Сварка для начинающих: полное руководство
Сварщики несут ответственность за ремонт конструкций в самых сложных условиях, от океана до космоса.
Независимо от того, являетесь ли вы сварщиком своими руками или хотите сделать карьеру сварщика, вы можете начать работу с этим полным руководством по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух металлических частей расплавленным материалом. Как бы просто это ни звучало, для этого необходимо использовать различные методы сварки.
Самый распространенный класс сварки — дуговая сварка. Дуговая сварка — это самый простой вид сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является категорией, она включает в себя ряд методов сварки, таких как сварка штучной сваркой, сварка металла в среде защитного газа и сварка вольфрамовым электродом в среде защитного газа. Эти методы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Ручная сварка
Сварка палкойтакже называется дуговой сваркой в защитном металлическом корпусе или SMAW.Это один из старейших и широко используемых методов сварки благодаря своей простоте. В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
Основы стержневой сварки
Сварщики выполняют сварку стержнем, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, плавит его, так что на заготовке образуется сварочная ванна. Электрод имеет флюсовое покрытие, которое плавится для защиты сварочной ванны от коррозии и загрязнения окружающей среды.Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака на сварном шве. Этот защитный слой следует удалить после остывания сварного шва.
Преимущества сварки штангой
Ниже перечислены основные преимущества сварки штангой.
- Этот способ сварки портативный. Сварку палкой можно выполнять на металлических профилях относительно большой толщины. Оборудование не особо тяжелое; следовательно, его можно легко транспортировать в разные места.Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, например, в газовом баллоне.
- Ручная сварка — один из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом на открытом воздухе невозможна, особенно в условиях сильного ветра.
- Хотя ее легче освоить по сравнению со сваркой TIG, для освоения сварки штангой требуется определенный уровень практики.
- Сварку палкой можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, на которых есть ржавчина или прокатная окалина.
Недостатки
Защитное оборудование
Перед сваркой помните, что самое важное — это ваша личная безопасность. Это должно иметь более высокий приоритет, чем что-либо еще.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Обратите особое внимание на инструкции по технике безопасности, предоставленные производителем оборудования.
У вас должно быть под рукой подходящее защитное оборудование, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр, генерируемых дугой.Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Надевайте защитные очки и шлем, чтобы защитить глаза и голову.
Флюс выделяет тяжелые пары во время сварки штангой. Следовательно, в любом месте, где вы выполняете сварку стержнем, должна быть достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях правильная вентиляция — важная мера безопасности.Вы должны развернуть выхлоп, чтобы он вытягивал пары из окружающей среды.
Оборудование для стержневой сварки
Новичок может использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как сварка стержневой сваркой, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Зажим заземления также доступен со сварочным аппаратом.Вы должны вставить зажим заземления в сварочный аппарат и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка палкой покроет вашу заготовку шлаком, который необходимо удалить, когда сварная часть достаточно остынет. Затвердевший шлак можно отколоть стружкой и молотком.
Для улучшения качества поверхности вы можете очистить сварную часть, где вы соскребли шлак, проволочной щеткой.
Выбор правильного электрода
На рынке доступно множество электродов для стержневой сварки.Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете низкоуглеродистую сталь, вы можете использовать любой стержневой электрод E70 или E60. 6013 — прекрасный вариант для новичков, хотя 7018 чрезвычайно популярен благодаря своей прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают на самую низкую прочность на разрыв. Например, электрод, номер которого начинается с 60, означает, что его предел прочности на разрыв составляет 60000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 , ряд указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в ровном положении.
Цифра 4 и указывает ток, который может быть использован для электрода, а также покрытие электрода. Вот разбивка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 — натрийцеллюлоза (dcep)
1 — целлюлоза калийная (dcen, dcep, ac)
2 — диоксид титана натрия (dcen, ac)
3 — диоксид титана калий (dcen, ac)
4 — порошок железа диоксид титана (dcen, dcep, ac)
5 — натрий с низким содержанием водорода (dcep)
6 — калий с низким содержанием водорода (dccep, ac)
7 — железный порошок оксид железа (dcep, ac)
8 — порошок железа с низким содержанием водорода (dcen, dcep, ac)
Установка для стержневой сварки
Настройка аппарата для ручной сварки — довольно простая задача, поскольку само оборудование довольно простое по сравнению с другими сварочными аппаратами.Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Для практики вы можете начать с электродов 6013, используя dcen на стальной пластине толщиной около 3/16 дюйма.
Нанесение первой сварной сварной швы
После того, как вы настроили сварочный аппарат согласно руководству пользователя, пора начинать сварку. Дважды проверьте правильность всех настроек.Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка штучной сваркой требует немалых навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке штангой.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Сварка МИГ
СваркаMIG также известна как сварка металлическим электродом в газе или GMAW. Сам Mig означает металлический инертный газ.
СваркаMig очень популярна, потому что это самый простой способ сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой.Это постепенно расплавляет проволочный электрод, который используется для создания сварного шва.
Вы можете легко и точно подавать проволочный электрод с помощью электродной горелки, которая подключена к сварочному аппарату MIG. Пистолет MIG также выпускает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки Mig
Производительность
Одним из важнейших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку.Вы экономите много времени, так как вам не нужно заменять электроды или откалывать шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка штучной сваркой.
Низкие затраты
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хороший выбор — сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Из-за вышеупомянутой повышенной производительности затраты на сварку будут дополнительно сокращены.Это идеально подходит для малого бизнеса.
Просто изучить и установить
Любой желающий может сразу научиться сварке этой техникой. В результате сварка MIG — лучший выбор для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечный результат — надежный и чистый сварной шов.Застывший шлак не нужно откалывать. Сварка также очень точная, так как вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Провод MIG
Вы должны правильно вставить проволоку MIG в сварочный аппарат, чтобы аппарат мог пропустить ее через сварочный пистолет в стык.
Размеры проволоки
У вашего сварщика может быть рулон порошковой проволоки.Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для получения наилучшего качества сварных швов следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
0,23-дюймовая проволока — подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов от 16 до 24.
0,3-дюймовая проволока — сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
провод 0,35 дюйма — этот провод подойдет новичкам. Он подходит для сварки металлических профилей толщиной до дюйма.
Проволока 0,45 дюйма — часто это лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических секций толщиной более дюйма.
Сварочный газ
MIG требует защитного газа для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их следует выбирать для своих проектов.
Пористость
Пористость— это просто отверстия, которые образуются внутри сварного шва. Вы бы хотели избежать этого дефекта, поскольку отверстия ослабляют сварной шов, что делает его ненадежным.
Нередко именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, сварной шов вступит в реакцию с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, поскольку сердечник выпускает защитные газы, которые защищают сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа — не лучшая идея, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ убедиться в этом — держать руку на расстоянии 3 дюйма от наконечника сопла.Увеличьте поток газа. Идеальный поток газа — это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Вот наиболее часто используемые смеси защитных газов.
Чистый аргон
Запрещается использовать чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, в других частях сварного шва может быть недостаточно проплавления.Следовательно, он неэффективен для стали.
Двуокись углерода
Углекислый газ — прекрасный выбор, потому что он намного дешевле аргона. Таким образом, он широко используется сварщиками MIG.
Однако с двуокисью углерода есть одна серьезная проблема. Возникающая дуга может быть довольно широкой и менее стабильной. Это приведет к появлению большого количества брызг.
Смесь аргона
Соответствующая смесь углекислого газа и аргона может обеспечить сварку высочайшего качества. По своим свойствам дуга находится на полпути между чистым углекислым газом и чистым аргоном.Дуга имеет правильную ширину, хорошее проникновение и минимальное разбрызгивание.
Методы сварки MIG
Вот наиболее распространенные движения, используемые при сварке MIG.
Форхенд / Толкание
Проталкивание сварного шва с использованием переднего положения является наиболее распространенной техникой сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны установить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Когда сварочный пистолет находится в правильной ориентации, нажмите спусковой крючок и медленно перемещайте пистолет MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь / Тяга
В этом положении вы перемещаете сварочный пистолет по направлению к телу, используя положение левой руки. Используйте тот же угол, который описан выше. Этот метод обеспечивает большее проникновение, чем при проталкивании электрода.
Сварка TIG
TIG — сварка вольфрамовым электродом в среде защитного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления.Защитный газ направляется в сварочную ванну, чтобы защитить ее от воздействия атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка TIG требует, чтобы оператор держал горелку TIG одной рукой и подавал присадочный материал другой рукой, это самый сложный процесс сварки, поскольку требуется более высокая маневренность и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые не расходуются и очень стабильны.Может потребоваться наполнитель, который подается вручную. Защитный газ защищает сварочную ванну и электрод от коррозии. Сварка TIG позволяет получать точные сварные швы, и ее можно использовать для самого широкого диапазона металлов.
Tig — это очень универсальный метод сварки, так как он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку он не использует флюсовый материал, нет опасности коррозии, вызванной захватом флюса.Никаких шлаков не образуется. Это исключает очистку после сварки. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой MIG и сварке электродом.
Поскольку сварка TIG позволяет получать чистые и высококачественные сварные швы, она лучше всего подходит для применений, где важен внешний вид. При этом не происходит разбрызгивания, поскольку требуется относительно небольшое количество наполнителя.
Благодаря желаемым тепловым свойствам вольфрама может поддерживаться дуга, температура которой может достигать 11 000 градусов по Фаренгейту.Превосходная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокий предел прочности на разрыв по сравнению со сталью.
Методы сварки TIG
Сварка TIG осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме сварщик настраивает расход газа и текущие параметры. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость движения.Затем они наблюдают за ходом операции и вмешиваются только при необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током от 15 до 350 ампер.
Как выполнять сварку TIG
Для выполнения сварки TIG оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать ножную педаль так, чтобы между вольфрамовым электродом и заготовкой возникла дуга.При этом плавится присадочный материал, который затем создает сварочную ванну на заготовке. Сварочный шов создается, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварки, сварка TIG является гораздо более медленным процессом, чем сварка палкой и сварка MIG. Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Сварочное оборудование Tig
Сварочное оборудование TIG часто бывает дороже, чем сварка ручкой и MIG.Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Горелка
Доступны резаки разных размеров с разной мощностью по току. В корпусе горелки находится электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к высоким температурам. Система водяного охлаждения предотвращает перегрев резака. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является поводом для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия между разнородными металлами (вольфрамом и алюминием) возникает дуга, что означает, что переменный ток можно преобразовать в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG.Он также имеет отличную электрическую и теплопроводность. Для увеличения срока службы электрода и повышения стабильности дуги 1-2 процента циркония и тория смешиваются с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые форсунки
Эти сопла изготовлены из термостойкого керамического материала, чтобы выдерживать высокие температуры сварки. Доступны сопла различной формы для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока.Турбулентный поток газа может не дать наилучших результатов. Следовательно, для плавного газового потока используется газовая линза, которая защищает сварочную ванну.
Пуск с нуля по сравнению с пуском с высокой частотой
Функция «высокочастотный запуск» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создавать сварочную дугу, даже когда электрод находится в дюйме от заготовки.Это значительно упрощает сварку, поскольку поджечь электрод для создания дуги довольно сложно.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Это автоматическое регулирование напряжения и тока предотвращает сгорание вольфрамового электрода.
Наконечники для сварки TIG
Начинающим сварщикам следует начать с практики на металлоломе, так как при сварке TIG выполняется множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление ножной педалью.
Держите резак под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужные, так как спрос на сварщиков в будущем будет расти.
Похожие сообщения:
Как правильно выполнять сварку [SMAW] Подробное объяснение для начинающих
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкой была впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для обслуживания и т. Д.
Но давайте разберемся с ним более подробно и определим, как выполнять сварку приварной сваркой.
Сварка палкой — это жаргонный термин, принятый в отрасли для обозначения процесса, который технически называется дуговой сваркой защищенного металла.Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
При сварке палкой используется электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой.Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака на поверхности сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Принцип работы электродной сварки заключается в том, что ток проходит от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали вместе.
Первое, что необходимо сделать сварочному аппарату, — это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность. Полярность будет зависеть от используемого электрода. Следующим шагом будет прикрепление зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000 ° F в точке контакта. Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от загрязнения кислородом.
Отсюда и произошел технический термин дуговая сварка металлическим экраном (SMAW). По мере того, как вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Электропитание для аппарата для ручной сварки может быть переменным, постоянным или обоими , это фактически зависит от типа используемого вами аппарата.Сварочные аппараты постоянного тока — предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN). Выбор между ними поможет вам работать с разными типами металла.
При сварке штучной сваркой на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз при переключении дуга гаснет и снова запускается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента зажигания сварочной дуги.
Однако переменный ток — лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем больше, чем длиннее он, даже несмотря на то, что они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой — «-».Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стика к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку с помощью положительного электрода (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Материалы и применение
Дуговая сварка в экранированном металле широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, выполняющим свою работу в гараже.
Дуговая сварка в защитных слоях металла для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна. Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
В их числе:
Преимущества
- Наружные работы : Сварка палкой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварку штангой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Сварочные аппараты с простым корпусом очень доступны.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Портативный : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки электродной сварки
Однако, когда вы научитесь пользоваться аппаратом для ручной сварки, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам потребуется больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом, чем, например, сварка MIG.
Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким способом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, держателя электрода (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые представляют собой стержни, используемые для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известную марку.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с помощью Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании многопроходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать стержни большей толщины, вам следует посмотреть, какие токи производитель указал для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются со средствами защиты, которые необходимо использовать. Защита — один из важнейших аспектов этого вида работ. Несерьезное отношение может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от ультрафиолетового излучения, искр, осколков шлака и брызг металла.Сварочный шлем с защитными очками — для головы и глаз. Слепота сварщика — одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было убедиться, что помещение вентилируется из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструмент для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные проволочной щеткой, обеспечат эстетичный вид сварного шва.
Выбор электрода
Выбор сварочного стержня — важная часть сварки штангой. Существуют тысячи электродов для сварки штангой, которые можно выбрать, но самыми популярными по-прежнему являются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно разбираться в маркировке и ее значении. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «E» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что она имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
- Третье число последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них — рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают хороший внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как электроды с основным или низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания.Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, сложно сваривать целлюлозным электродом.
Вы можете увидеть диаграмму стержневых электродов ниже для получения дополнительной информации о последней цифре.
| Число | Тип покрытия | Тип тока |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как уложить первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, — это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Поскольку сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать.Сделайте сварной шов на куске металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штучной сваркой, поэтому обязательно следите за длиной дуги, текущими настройками, манипуляциями с электродом, углом наклона электрода и скоростью движения.
Подготовьте деталь для сварки
Чтобы обеспечить качественный сварной шов при сварке нержавеющей штангой или любого другого металла, необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Но даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы убедиться, что место сварки чистое, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, неплавлению или даже появлению включений.Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем приступить к работе.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный при помощи сварного шва, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход — 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, так как для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запустить аппарат для дуговой сварки.
Держите держатель клюшки обеими руками, чтобы сварочные детали были перед вами. Вы также должны четко видеть область, в которой вы собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им поперек, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка оттяните.
Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод над поверхностью, а это значит, что вы должны были опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если сила тока установлена слишком высокой, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Вам также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги вызовут разбрызгивание, поднутрения, низкие скорости наплавки и оставят пористость.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно, когда вы учитесь пользоваться дуговой сваркой, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или потолочного положения, называется техникой перетаскивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется техника сварки штангой, называемая толчком или передним ходом. Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Регулировка угла наклона гарантирует отличные результаты и хороший сварной шов.Иногда длина сварного шва или угол скоса указывается на сварочных чертежах с помощью дополнительной информации на обозначении сварного шва. Сварщикам важно не только научиться правильно выполнять сварку, но и понимать символы.
Скорость передвижения
Если вы задаетесь вопросом, как выполнить дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое движение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и переплетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой валик, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может привести к получению более широкого валика, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли сварка налипанием?
Сварка палкой — довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы по-настоящему освоить этот метод. Но это все еще то, что сегодня используется для самых разных целей.Можете ли вы держать стержень при сварке?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения — 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками.Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть. Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу — низкая сила тока.Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие более современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технику древней, она все еще используется для различных работ и обеспечивает идеальные сварные швы.Так что вы не хотите, чтобы вас поймали, если вы не знаете, как использовать его в ужасной ситуации.
Ресурсов:
Основы электродной сварки — Что можно и чего нельзя делать — Советы для начинающих
Ручная сварка — это слоган, используемый для описания дуговой сварки в экранированном металле (SMAW), также известной как ручная дуговая сварка металлическим электродом (MMAW) или дуга в среде защитного флюса. сварка. Использование слова «палка» связано с тем фактом, что электрод, который используется для сварки, выполнен в виде «палки».Электрод состоит из твердого металлического стержня, покрытого металлическими порошками и другими соединениями, которые удерживаются на поверхности связующим веществом.
Сварка палкой — это относительно несложный процесс, и это наиболее распространенный вид сварки, в котором используется простое оборудование, которое легко освоить. Как правило, в процессе используется электрод, в котором сварочный аппарат подключен к источнику питания, чтобы создать ток, который является либо постоянным (DC), либо переменным (AC) током, чтобы образовать дугу между электродом и свариваемым материалом. обеспечение сварного шва присадочным металлом.
Ручная сварка в основном используется для сварки тяжелых металлов и стали, но ее также можно использовать для сварки других металлов, например алюминия. Он широко применяется в ремонтно-эксплуатационных отраслях, а также в строительстве тяжелых стальных и металлических конструкций.
В этой статье приводятся важные советы по созданию высококачественных сварных швов, а также освещаются типичные проблемы при сварке и способы их устранения.
Основные советы по сварке штангой — что можно и чего нельзя делать
Вот несколько важных вещей, на которых должен сосредоточиться каждый сварщик штанги.
Выбор настройки тока
Настройка тока (постоянного или переменного тока) будет определяться типом используемого электрода.Убедитесь, что вы используете правильный параметр в соответствии с задачей. Положительный электрод обеспечивает хорошее проникновение, а отрицательный электрод хорошо работает с тонкими металлами. Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Правильный размер электрода
Как правило, при высоких нормах наплавки вам потребуется сварка больших электродов при больших токах. Таким образом, для однородности сварного шва используйте электрод самого большого размера.Однако так должно быть не всегда, особенно когда речь идет о листовом металле, где может произойти прожог. Таким образом, рекомендуемый размер для потолочного и вертикального сварного шва составляет 3/16 дюйма, а для швов с низким содержанием водорода наиболее практичным размером является 5/32 дюйма. Кроме того, размер стыка будет определять диаметр электрода, который будет вставлен в стык.
Длина дуги
Определение длины дуги важно для каждого сварщика штангой.Для разных электродов и различных применений потребуется разная длина дуги, которая никогда не должна превышать диаметр электрода.
Угол перемещения
В разных положениях сварки используются разные методы для перемещения электрода в заданном направлении относительно угла перемещения. Вертикальная сварка движется вверх и использует технику толкания, которая требует наклона электрода в противоположном направлении под углом 15 градусов.
Плоское и горизонтальное положения — это самые простые положения для сварки, поскольку они используют технику перетаскивания, которая требует, чтобы электрод располагался перпендикулярно сварному стыку.
Очистите и высушите стык перед сваркой
Для вас важно удалить ржавчину, краску, влагу или масло с поверхности стыка, чтобы вы могли достичь заданной скорости движения. Это также поможет вам справиться с другими проблемами, такими как пористость, которая имеет тенденцию ослаблять сварной шов.В качестве альтернативы вы можете использовать определенные марки высокоскоростных электродов для проникновения сквозь вещества вглубь металла.
Не используйте электрод повторно
Если вам нужен чистый сварной шов без пористости, постарайтесь по возможности не использовать частично использованный электрод для последующей сварки. Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Имейте необходимые материалы для отделки
Подумайте о том, чтобы иметь все необходимые материалы для красивого и аккуратного сварного шва.Они включают в себя наждачную бумагу, угловую шлифовальную машину и отбойный молоток, которые пригодятся для выполнения некоторых последних штрихов, а также помогут в процессе очистки, когда вы закончите сварку.
Проблемы с ручной сваркой и советы по поиску и устранению неисправностей
Существует целый ряд проблем, с которыми вы обязательно столкнетесь, пытаясь привыкнуть к ручной сварке. Это часть процесса обучения, поэтому вам следует изучить различные приемы, которые помогут вам выбраться из неприятных ситуаций и усовершенствовать свое искусство сварки.
Мокрые электроды
Иногда может наблюдаться некоторая грубая дуга, несмотря на то, что настройки тока и полярности находятся в пределах рекомендаций производителя. Это могло произойти из-за намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения вы должны хранить все электроды в отапливаемом шкафу.
Неправильная сварка
Правильная сварка — это когда сварной шов прочно прикреплен к стенкам соединения, что приводит к прочному соединению поперек соединения.Неправильная сварка физически видна, и с ней нужно бороться, чтобы сварка была надежной. Чтобы исправить это неправильное соединение, введите более высокую валюту и убедитесь, что соединение чистое. Если это не решит проблему, попробуйте альтернативное решение, например, технику плетения, чтобы заполнить зазор.
Блуждающая дуга
Дуга может отклоняться от заданного направления, особенно при сварке постоянным током из-за паразитных магнитных полей. Это может стать серьезной проблемой при высоких токах и при сварке сложных стыков.Решение — переключиться на AC, чтобы противостоять действию. Вы можете попробовать использовать слабые токи, и если это не сработает, попробуйте уменьшить длину дуги или использовать электроды меньшего размера.
Мелкое проникновение
Это просто глубина сварочного аппарата, которая обычно не видна. Проникновение до нижней части основного металла необходимо для прочных сварных швов. Более медленное движение или более высокие токи могут помочь противодействовать неглубокому проникновению. Вы также можете использовать небольшой электрод, чтобы углубиться в узкие канавки.
Растрескивание
Растрескивание — обычное явление, которое может возникнуть в любой точке сварного шва. Большинство трещин возникает в результате высокого содержания серы, углерода или сплава в основном металле, что потенциально может привести к сбою всего проекта. Известно, что электроды с низким содержанием водорода значительно снижают риск растрескивания. Вы также можете попробовать уменьшить проникновение, если есть риск растрескивания.
Заключение
Следуя этому руководству, вы будете на правильном пути создания высококачественных сварных швов даже в качестве начинающего сварщика.Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод, и вы уверены, что начнете с правильной ноги. Возможность идентифицировать проблему и возможность ее устранения будет иметь большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Лучшие сварщики для начинающих (MIG, TIG, Stick) — лучший выбор в 2021 году
Вы можете изучить большинство основ сварки за один день.
Легко освоить, но чтобы по-настоящему овладеть этими навыками, нужны годы.И вы все равно потратите всю жизнь на изучение мелочей, которые делают художника. Как начинающему сварщику, вам понадобится машина, которую легко настроить и использовать, чтобы свести к минимуму ошибки и укрепить вашу уверенность.
Но вам все еще требуется достаточно энергии для выполнения полезной работы, а также приличный набор функций, которые позволят вам развивать свои навыки с годами. Мы собрали хороший выбор сварщиков, подходящих для начинающих.
Выбор сварочного процесса
Проверьте свои потребности в таблице ниже, и вы сразу узнаете, в каком направлении двигаться в поисках идеальной машины.
| Процесс: | Преимущества: | Подходит для: |
|---|---|---|
| TIG | Точность, прочность, контроль нагрева, красота | Открытые сварные швы, кузов, авиация |
| МИГ | Простота обучения, универсальность, быстрое производство | Ремонт оборудования, изготовление, быстрая работа |
| Рукоять | Дешево, большинство материалов, быстро | Ветер, ржавая сталь, высокая прочность |
| Флюсовый сердечник | Дешево, легко освоить, без газа, большой объем | Сделай сам, ветер, листовой металл, изготовление, ремонт |
| Многопроцессорный | Экономия места и средств | Комплексные проекты |
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
Хобарт Хендлер 140 | Механизм подачи металла Профессиональное качество Регулятор Миллера | ||
Иствуд TIG 200 | Может сваривать алюминий Сварка TIG на переменном и постоянном токе Вход 120/240 В | ||
Да Сварщик MIG-205DS | Блокировка спускового крючка 2T / 4T Двойное напряжение питания MIG / TIG / флюс / стержень | ||
Хобарт Stickmate 160i | Весит менее 20 фунтов Двойное питание 120/240 В Сварка стали толщиной до 3/8 дюйма | ||
Форни Easy Weld 140FC-I | Вес 19 фунтов 30-140 ампер Регулируемая скорость подачи проволоки | ||
Weldpro MIG155Gsv | Двойной вход 120/240 В Блокировка спускового механизма 2T / 4T Включает регулятор |
Лучшие аппараты для начинающих сварщиков
В этом списке лучших станков для начинающих новички в сварке в кратчайшие сроки.
1. Hobart Handler 140 Сварочный аппарат MIG
- 110 В Вход
- Лист 24 калибра на сталь 1/4 дюйма
- Совместимость с генератором
- 20-процентный рабочий цикл при 90 А
- MIG и сердечник из флюса
- 25–140 ампер
Плюсы
- Весит всего 65 фунтов
- Зажим заземления промышленного класса
- Привод с алюминиевой проволокой
- Регулятор марки Миллера
- Высококачественная горелка MIG
Минусы
- Несоответствующее качество
- Гаечный ключ, необходимый для регулировки натяжения
Обзор
Один из самых популярных сварочных аппаратов MIG для начинающих.Hobart Handler 140 может работать от генератора мощностью 4000 Вт, что позволяет вам выйти из дома или магазина и выполнить работу на своем участке, где нет доступных входов 110/115/120.
Сварочный аппарат Hobart Handler 140 MIG 110v оснащен системой привода с тремя канавками, что позволяет выбрать сплошную проволоку MIG двух разных размеров или проволоку с флюсовым сердечником. На этой машине можно устанавливать катушки с проволокой диаметром 4 или 8 дюймов. Хобарт создает промышленные машины для профессиональных сварщиков, и это проявляется в качестве сборки этой машины.
Handler 140 обеспечивает мощность от 25 до 140 А, диапазон, который позволяет сваривать от листового металла толщиной 24 до стали толщиной 1/4 дюйма. Рабочий цикл составляет 20 процентов при 90 амперах. Некоторые пользователи упоминали незначительные проблемы с качеством, такие как отключение проводов. Другим пользователям не нравилось использовать гаечный ключ для регулировки натяжения катушки вместо барашковой гайки, как у других сварщиков.
Hobart включает в себя высококачественный газовый регулятор Miller для процесса MIG, а на сварочный аппарат Hobart Handler 140 MIG 110v предоставляется трехлетняя гарантия.
2. Сварочный аппарат TIG AC / DC Eastwood 200
- Двойной вход 120/240
- Сварочный аппарат TIG постоянного и переменного тока
- Сварка стали толщиной ¼ дюйма
- Выход прямоугольной волны
- Гарантия 3 года
Плюсы
- Защитный газ предпусковой-постпоток
- 60-процентный рабочий цикл при 90 А
- Горелка промышленного стандарта WP-17
- 12-футовый шланг горелки
- Высокочастотное зажигание дуги без касания
Минусы
- Ножная педаль жесткая
- Дешевый расходомер
Обзор
Eastwood славится своими кузовными и малярными инструментами и металлообрабатывающим оборудованием, используемым при реставрационных работах.Сварочный аппарат Eastwood 200 AC / DC TIG — это высококачественный аппарат с расширенными функциями и прочной конструкцией. Этот аппарат сваривает на переменном или постоянном токе. Функция сварки на переменном токе позволяет сваривать алюминий, улучшая ваши навыки работы с материалами толщиной до 3/16 дюйма.
Некоторым пользователям не нравилось управление педалями, но они все же чувствовали, что Eastwood 200 AC / DC TIG Welder обеспечивает выдающуюся производительность. Легко найти педаль, которая вам больше нравится, если это для вас проблема. То же самое и с регулятором защитного газа, который, по мнению некоторых владельцев, был дешевым и качественным.Эта машина имеет два источника питания, что обеспечивает высокую степень универсальности и возможностей. Вы можете легко подключить к сети дома, а также где угодно с мощностью 210/220/240.
Сварочный аппарат Eastwood 200 AC / DC TIG является одним из ведущих сварочных аппаратов TIG в своем ценовом диапазоне. Это потому, что он предлагает расширенные функции, такие как бесконтактное высокочастотное управление дугой, устраняющее перекрестное загрязнение между вольфрамовым электродом и вашей работой. Он также имеет процессы предварительной подачи / продувки, которые защищают сварной шов от кислорода, улучшая качество сварки.Он оснащен стандартным резаком WP-17, что означает, что расходные материалы и запасные части легко найти. Если вы новичок и хотите начать сварку TIG, этот аппарат вас не подведет.
3.Сварочный аппарат MIG-205DS MIG / сердечник из флюса / TIG / стержневой сварочный аппарат
- Синергетический режим MIG
- Блокировка спускового крючка 2T / 4T
- Вход 110/220 В
- Для крепления 2- и 10-фунтовых катушек
- MIG / сердечник из флюса / TIG / стержень
Плюсы
- Крышка передней панели
- Lift-type TIG запускает
- ЖК-цифровой дисплей
- Одна кнопка выбирает функцию
- Легкий вес 33 фунта
Минусы
- Принимает только 2-фунтовые катушки с проволокой
- Требуется дополнительное оборудование для сварки TIG / MIG
Обзор
Аппарат YesWelder MIG-205DS для сварки MIG / флюсовым сердечником / TIG / стержневой сваркой обеспечивает сварку MIG / флюсом, TIG и электродную сварку.Имея входное напряжение 120 или 240 вольт, аппарат YesWelder MIG-205DS MIG / flux core / TIG / stick Welder оснащен ЖК-цифровым дисплеем и синергетическим контролем дуги для режима MIG. Вы можете легко выбрать один из четырех сварочных процессов, переключившись с помощью одной цифровой кнопки.
Благодаря откидной пластиковой пылезащитной крышке, аппарат YesWelder MIG-205DS MIG / flux core / TIG / stick Welder эффективно защищает ЖК-экран и цифровые кнопки от пыли, дыма и мусора. Одним из недостатков этого аппарата является то, что в комплект поставки не входит горелка TIG, поэтому вам придется покупать ее отдельно, если вы заинтересованы в сварке TIG.
Сварочный аппарат YesWelder MIG-205DS для сварки MIG / флюсовым сердечником / TIG / стержнем предназначен для установки катушек с проволокой весом 2 и 10 фунтов. Он оснащен блокировкой пускового курка 2/4 зубца, что позволяет выполнять длительные сварочные работы без необходимости удерживать спусковой крючок нажатым. Этот аппарат предназначен для сварки TIG только на постоянном токе и не подходит для сварки алюминия, и на стороне MIG / сердечника из флюса нельзя использовать пистолет для катушки. Вы, вероятно, сможете управлять сваркой алюминия, используя алюминиевые электроды в режиме дуговой сварки. На этом аппарате можно сваривать сталь толщиной до ⅜ дюйма.
4. Hobart 500570 Устройство для дуговой сварки Stickmate 160i
- Сваривает стальную пластину толщиной до 3/8 дюйма
- Работает на входе 120 и 240 вольт
- Выходная мощность 160 А
- Дуговая сварка постоянным током
- 5-летняя гарантия
Плюсы
- Весит менее 20 фунтов
- Технология горячего старта
- Бесступенчатая регулировка силы тока
- Широкий выходной диапазон 20-160 А
- Регулируемый плечевой ремень
Минусы
- Разработан в США, но произведен в Китае
- Максимум 80 А при 120 В
Обзор
Являясь одним из старейших, самых инновационных и уважаемых американских сварочных брендов, многие пользователи покупают аппараты, потому что Хобарт — американская легенда.Однако стоит отметить, что аппарат для дуговой сварки Hobart Stickmate 160i на самом деле производится в Китае. Это высококачественная машина, но если для вас важно «Сделано в США», то это единственная особенность, которой она не обладает. Тем не менее, владельцы в подавляющем большинстве оставляют ему хорошие отзывы, и Хобарт подкрепляет его той же 5-летней гарантией, что и на модели американского производства.
Усовершенствованная конструкция делает дуговой сварочный аппарат Hobart Stickmate 160i достаточно мощным, чтобы сваривать сталь толщиной до 1/4 дюйма при весе менее 20 фунтов.Этот аппарат имеет плавно регулируемый регулятор усилителя с шагом в 1 ампер. Владельцы сообщают, что машина отключает выключатели при превышении 80 ампер при напряжении 120 вольт. Это не постоянная проблема, и ее можно решить с помощью выключателя с более высоким номиналом в цепи.
Дуговая сварочная машина Hobart Stickmate 160i — это аппарат с двумя входами, способный работать от 120 или 240 вольт. Работа этого сварочного аппарата на входе 240 В — еще один способ избежать проблемы с выключателем, упомянутой выше. При питании от сети 240 вольт этот аппарат может сваривать сталь толщиной до 3/8 дюйма при токе 160 ампер.Это удобная и мощная машина, отличающаяся промышленным качеством сборки и простотой в эксплуатации.
5.Сварочный аппарат для сердечника флюса Forney Easy Weld 140FC-I для начинающих
- Живой вытяжной вентилятор
- Адаптер с 20 А на 15 А
- 45-процентный рабочий цикл при 60 ампер
- Лист 24 калибра на пластину 1/4 дюйма
- Диапазон 30-140 А
Плюсы
- Широкий диапазон регулировки
- Плавная регулировка подачи
- 8-футовый провод заземления горелки MIG
- Весит всего 19 фунтов
- Принимает 2-фунтовые и 10-фунтовые катушки
Минусы
- Возможность MIG без газа
- Жесткая проволока плохо подается
Обзор
Даже без газовой сварки MIG нам нравится сварочный аппарат Forney Easy 140FC-I для начинающих.Эта машина очень легкая, весит 19 фунтов. Эта машина оснащена вытяжным вентилятором, который охлаждает коробку и увеличивает срок ее службы. Когда температура не слишком высокая или машина не работает, вентилятор отключается до тех пор, пока он снова не понадобится.
Forney имеет хорошую репутацию благодаря высокому качеству сборки. Сварочный аппарат с сердечником из флюса Forney Easy 140FC-I для начинающих имеет рабочий цикл 30 процентов при 90 А. Выходной диапазон составляет 30-140 ампер, что довольно много для начинающего сварщика, работающего от 120 вольт.Вы можете сваривать листовой металл 24 калибра при токе 30 ампер и лист толщиной 1/4 дюйма при 140 амперах.
Благодаря репутации Forney в области качества и обширной дилерской сети, годовой гарантии, небольшой занимаемой площади и отличной производительности, вы вряд ли будете разочарованы установкой Forney Easy 140FC-I для сварки сердечников флюса для начинающих. Эта машина является лидером в своем ценовом диапазоне по качеству, долговечности и простоте использования.
6.Weldpro MIG155Gsv Аппарат для дуговой сварки MIG / Stick для начинающих
- Двойная входная мощность 120/240 вольт
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Плюсы
- Блокировка спускового крючка 2T / 4T
- Дополнительные детали будут работать с TIG
- Плавная регулировка скорости подачи проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки.
- На этой машине можно устанавливать только двухфунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv — это мощный аппарат 3-в-1, который может запускать процессы газовой сварки MIG, флюсового сердечника и стержня прямо из коробки, что идеально подходит для начинающих, чтобы начать практиковать.Вы также можете заказать дополнительные детали у WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат поставляется с двойным входным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному домашнему току и сваривать до 140 ампер, или подключить его к электросети 240, например, в сушилке или в коммерческом электроснабжении в офисе, до 155 выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной схемой реакции, которая отслеживает дугу и динамически регулирует настройки для достижения оптимальных характеристик в точке сварки.Владельцы любят плавно регулируемые регуляторы скорости и нагрева, которые намного лучше, чем настройки ступенчатого или нажимного типа для точной настройки в соответствии с конкретными условиями.
Эта машина поставляется с газовым регулятором, шлангом, горелкой MIG и держателем электрода дуги. Имеются сообщения о беспорядочной подаче проволоки и случайных проблемах с контролем качества. WeldPro имеет отличную репутацию в области обслуживания клиентов и предоставляет на MIG155Gsv 2-летнюю гарантию.
лучших сварщиков для начинающих — 8 отзывов на 2021 год
Какой металл я свариваю?
Тип металла, который вы собираетесь сваривать, важен для покупки сварочного аппарата, соответствующего вашим потребностям.Это особенно применимо при выборе различных процессов. Давайте посмотрим на различные металлы и процессы, которые с ними связаны.
Сварка TIG — безусловно, самый универсальный процесс. Кроме чугуна, вы сможете сваривать все виды металлов, в том числе с окисленными поверхностями, а именно алюминий и магний. Чтобы иметь возможность работать с как можно большим количеством типов, убедитесь, что ваш аппарат TIG имеет выход переменного тока.
Высокопроизводительные изделия для сварки TIG обычно имеют широкий диапазон силы тока, начиная с 10 А.Оптимальная производительность при низкой силе тока позволяет работать с хрупкими или тонкими металлами.
Для чугуна, стали и нержавеющей стали лучше всего использовать сварку палкой. В отличие от TIG, Stick — это более надежный метод, который идеально подходит в ветреную погоду. Когда дело доходит до сварки толстой, ржавой или грязной стали, Stick считается лучшим.
Для быстрой конструкции из стали, нержавеющей стали или алюминиевого сплава выберите сварку MIG. Это самый простой процесс из всех, и, поскольку многие люди начинают с базовой стальной конструкции, они предпочитают MIG сварке палкой.
Какова требуемая выходная мощность?
Вообще говоря, более высокая выходная мощность позволяет сваривать более толстый металл. Если продукт имеет выходную мощность около 100 с, он может не подходить для тяжелой или промышленной сварки. Однако вы сможете подключить его к любой розетке в вашей мастерской.
Сварочный аппарат с мощностью более 115 В не будет работать от обычной розетки, и вам может потребоваться специальная установка или розетка. При постоянном токе ток течет в одном направлении, а при переменном — циклическое чередование.У некоторых сварщиков вы можете контролировать продолжительность этих циклов.
Сварочные аппаратымогут обеспечивать выход постоянного или переменного тока. Если вы можете, попробуйте найти машину, которая предлагает комбинацию из двух .
DC имеет преимущество более высоких температур и более глубокого проплавления шва. AC меняет ток через равные промежутки времени. Машины переменного тока обычно дороже, поскольку позволяют работать с самоокисляющимися металлами.
Если вы планируете работать с более толстыми металлами или в промышленных условиях, попробуйте выбрать устройства с более высокой производительностью и вспомогательное оборудование.Это не даст вам ограничить себя в плане власти. Однако, если вы обычный разнорабочий, лучше отдать предпочтение качеству и универсальности.
Каков мой бюджет?
Прежде чем составить бюджет, рассмотрите свои требования к сварке. Типы металла, диапазон силы тока и рабочий цикл являются ключевыми факторами. Также помните о выходной мощности, а также о дополнительных функциях, таких как контроль силы тока.
Еще одним важным аспектом при составлении бюджета на нового сварщика является дополнительное оборудование.Вашему сварщику может потребоваться внешнее охлаждение, питание или защитное оборудование, такое как шлем и перчатки. Также важно учитывать такие расходные материалы, как сварочная проволока и газ.
Если вы точно знаете, что вам нужно от сварочного оборудования, потратьте некоторое время на исследование. Убедитесь, что ваши требования будут соответствовать вашим будущим потребностям в сварке.
Сварочные аппараты бывают разных ценовых категорий. Новичку важно убедиться, что вы покупаете прочное устройство с длительным сроком службы.Универсальный аппарат не обязательно стоит дороже специализированного, поэтому убедитесь, что он отвечает всем вашим сварочным потребностям.
Какие расходные материалы необходимы?
Сварочные материалы — это присадочная связка, которая сплавляет два куска металла вместе. Сварной шов состоит из четырех компонентов: самого металла, источника тепла, защиты от воздуха и расходных материалов.
Металл нагревается источником тепла до температуры, при которой он начинает плавиться. Затем в шов добавляют расходный материал, чтобы сформировать один кусок металла.При сварке штангой расходные материалы не только служат наполнителем, но и стабилизируют пламя электрической дуги.
По существу, расходные материалы бывают трех типов: порошковая проволока , сплошная проволока или стержневой электрод . Тип, который вы используете, зависит от процессов, которые использует ваш сварщик. При сварке TIG синтез происходит из-за расплавленного металла, поскольку вы не добавляете присадочный материал.
Для сварки штангой используется стержневой электрод. Сварка MIG использует расходную проволоку, катушка которой подает расходную деталь к сварному шву.Многие установки MIG позволяют контролировать эту скорость.
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick.У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварщики MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как на тонких, так и на толстых металлах.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя некоторые сварные швы, известные как автогенные швы, этого не требуют.Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палка является самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами не тоньше 18 калибра, требует частой замены стержня, излучает значительное количество брызг и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Возможно, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | От 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | От 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы приобретаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Хотите ли вы в будущем больше мощности или силы тока? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
В дополнение к стоимости самого сварочного аппарата не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Как начать сварку — полное руководство
Сварка — это, безусловно, потрясающий навык со многими приложениями, но со всей терминологией Сварка для начинающих может быть очень сложной, поэтому я решил создать простой для понимания in- Глубинный гид для вас, пытающийся дать четкий ответ на все важные вопросы, которые могут у вас возникнуть.
Общие методы сварки
Сварка существует уже сотни лет, и, как и все технологии вокруг нас сварка претерпела значительную эволюцию за последние несколько десятилетий, что делает его достаточно простым, чтобы каждый мог изучить его с нужным количеством прилагаемых усилий.
Теперь, чтобы не усложнять задачу, мы сосредоточимся на трех самых популярных и интуитивно понятных методах сварки для начинающих.
- Сварка MIG (вы можете видеть, что она также называется MAG) — самая простая сварка для начинающих.
- Дуговая сварка под флюсом (FCAW, почти идентична MIG, даже менее сложна)
- Сварка палкой (дуговая сварка защищенного металла или SMAW) — считается наиболее часто используемым методом в Америке, но более сложной сваркой метод для начинающих
Первый метод — это процесс, в котором проволочный электрод непрерывно подается через гибкую трубку и выходит из сопла сварочного пистолета в сварочную ванну, соединяя вместе основные металлы.
Вам необходимо понять, что при сварке MIG и MAG используется защитный газ для защиты сварного шва от других газов в нашей атмосфере. Единственная разница между ними в том, что используется разных газа . В процессе MIG мы используем аргон, или аргон в сочетании с гелием. При сварке MAG сварщики используют активный газ (CO2 или смесь CO2 и аргона) для сварки углеродистой и низколегированной стали .
Обратите внимание, что если вы хотите сваривать как черные, так и цветные металлы , вам нужны разные баллоны с защитным газом, аргон и Co2 (75/25) для мягкой стали, тройная смесь аргона, гелия, и CO2 для нержавеющей стали и алюминия рекомендуется 100% аргон.В большинстве случаев, если вы работаете только с низкоуглеродистой сталью , CO2 будет работать нормально, при этом будет больше брызг, но сварка более толстых материалов с использованием CO2 помогает улучшить проплавление, поэтому сварка будет более прочной.
Дуговая сварка порошковой проволокой в основном используется с тем же оборудованием, что и для сварки MIG, основное отличие от заключается в том, что обычно не требуется защитный газ, поскольку проволока, используемая в FCAW, является полой и содержит флюс для защиты горячего металла от реакции с воздух, и это еще более интуитивно понятный метод сварки для новичков.
Вы можете использовать обычный MIG-аппарат с проволокой с флюсовым сердечником, однако вам, возможно, придется заменить обычный подающий ролик на рифленый, чтобы избежать сплющивания проволоки. Также имейте в виду, что вам, возможно, придется изменить полярность проволоки для более чистых сварных швов. Это должно быть DCEN , что означает «электрод постоянного тока отрицательный» или, проще говоря, сварочная проволока должна быть отрицательной. Если на вашей машине нет переключателя для этого, взгляните на свое руководство, вы сможете самостоятельно изменить полярность проводов.
Знаю, даже азы сварки кажутся слишком сложными!
Stick — один из старейших и, вероятно, самых простых методов для понимания , он похож на процесс FCAW, поскольку при этом методе вам не нужен защитный газ, потому что проволока или « stick », используемые в этом процессе, уже имеют длину покрыт флюсом . Когда вы контактируете с электродом с основным металлом, он начинает плавиться, а покрытие вокруг электрода создает облако газов, которое защищает горячий металл.Основные преимущества сварки штучной сваркой заключаются в том, что аппарат дешевле, и у вас есть возможность сваривать более толстые материалы , чем с помощью MIG. С другой стороны, вам придется менять электроды, потому что они довольно быстро заканчиваются и стоят довольно дорого. Кроме того, как и в случае с FCAW, поскольку используется флюс , после сварки швы необходимо очистить отбойным молотком и проволочной щеткой, что делает процесс более трудоемким.
Что мне нужно для начала сварки?
Это зависит от различных факторов, но сначала вам нужно выбрать метод , который вы хотите изучить.Вот несколько вопросов, которые следует учесть перед принятием решения:
- Где Я собираюсь работать большую часть времени?
- До Я хочу в будущем изучить другие методы сварки?
- Что какие проекты я буду делать?
Если вы собираетесь проводить большую часть времени в помещении , работая с более тонкими металлами, я определенно рекомендую купить MIG . Во-первых, это много легче работать с листовым металлом с помощью MIG, во-вторых, вам не нужно менять проволока очень часто, и, наконец, что не менее важно, она не производит шлака!
Если вы работаете в основном за пределами и вам нужно часто перемещать или переносить свою машину, я бы порекомендовал выбрать между FCAW или SMAW методом.В Основная причина в том, что для этих процессов не нужен газ, который бы унесло ветром. даже если присутствуют небольшие ветровые течения, оставляющие нас с дефектным и слабым сварка.
Если вы уверены, что хотите, чтобы улучшите свои навыки сварки в будущем, а затем изучите сварку штангой Во-первых, вы можете сузить кривую обучения с помощью TIG и MIG. Еще одна вещь следует учитывать, что если вы собираетесь большую часть времени работать с материалами 3/8 дюйма или толще, было бы разумнее купить сварочный аппарат.
В целом, сварочные аппараты обычно на дешевле , меньше и лучше проникает в более толстые материалы, но работает на небольших проекты с тонким металлом, такими как панели кузова и т. д., были бы более сложными. В в большинстве случаев я бы порекомендовал MIG каждому новичку, потому что он может делать больше, чем достаточно, если вы любитель или новичок. Если вы подумываете о покупке своего первого МИГ, тогда у меня есть для тебя руководство.
Если я выберу сварочный аппарат, какой будет аппарат переменного или постоянного / переменного тока?
Переменный или переменный ток означает, что ток непрерывно переключает полярность назад и вперед с положительной на отрицательную и с отрицательной на положительную, 120 раз в секунду (60 Гц).В результате сварка на переменном токе не такая гладкая, как сварка на постоянном токе, поэтому качество сварного шва обычно не такое хорошее. Кроме того, из-за переключателей постоянной полярности электроды имеют тенденцию гаснуть при сварке переменным током, поэтому важно помнить, что с настройками переменного тока можно использовать только электроды, предназначенные для переменного тока.
Этот метод выполняет свою работу, но редко используется большинством сварщиков, переменный ток в основном применяется при соединении металлов магнитные или с очень ржавой поверхностью (где вы не хотите высокая проникающая способность).
Постоянный ток всегда остается неизменным, будь то положительный или отрицательный постоянный ток, что означает, что электроны всегда текут в одном и том же направлении, а не меняют полярность. Для большинства сварщиков этот метод является предпочтительным, поскольку он имеет некоторые преимущества , такие как более плавный пуск и более стабильная дуга, меньше брызг и легче сваривать в неудобных положениях. Положительный постоянный ток также обеспечивает более высокое проникновение в металлы, а отрицательный постоянный ток дает противоположные результаты. Например, отрицательный электрод постоянного тока используется для сварки тонких металлов , чтобы избежать прожигания материала.
В заключение, учитывая, что в будущем вы захотите работать над различными проектами, вероятно, было бы лучшим выбором потратить пару сотен дополнительных на покупку машины переменного / постоянного тока.
Стоит ли покупать плазменный резак?
Как новичку, вам определенно понадобится что-то для начала, чтобы резать материалы, но это не обязательно должен быть плазменный резак . Плазменный резак — это здорово, но он довольно дорогой, и его можно использовать только для резки. Кроме того, он нуждается в подаче наружного воздуха, поэтому вам нужно будет купить воздушный компрессор, чтобы использовать его.
Самым универсальным инструментом, если вы будете работать с более толстыми материалами, определенно будет резак Ox Ygen / ацетилен . Он выполняет свою работу, если вам нужно резать материалы, и, кроме того, вы можете использовать его для нагрева стали для гибки или предварительного нагрева основных металлов для более глубоких проникновений.
Третий вариант, который я часто использую, — угловая шлифовальная машина с отрезным диском. Угловая шлифовальная машина — отличный вариант, если вы работаете с более тонкими металлами. Вы можете делать очень точные разрезы довольно быстро, и, вероятно, они вам все равно понадобятся для шлифовки сварных швов и подготовки материалов, это может быть подходящим вариантом.
Не хочу вас пугать, но к этому инструменту нужно обращаться с уважением и правильным образом. Я видел, как отрезные диски ломались во время резки, и они могут довольно легко проникнуть в ваше тело, так что результат может быть смертельным. Если вы все же решите использовать угловую шлифовальную машину, пожалуйста, прочтите руководство и проведите собственное исследование о том, как правильно ее использовать.
Несколько советов от меня:
- Перед установкой диска убедитесь, что шлифовальный станок отключен от сети
- Всегда проверяйте, включен ли защитный кожух
- Используйте правильный диск, убедитесь, что он не поврежден и не просрочен
- Используйте его стороной ручка
- Используйте отрезной диск для отрезания и шлифовальный круг для заточки
- отрезной круг не рассчитан на то, чтобы выдерживать боковое давление, поэтому убедитесь, что ваш металл не подвергается нагрузке.
Если вы никогда раньше не работали с одним из них и не знаете никого, кто мог бы показать или научить вас лично, я настоятельно рекомендую вам не использовать его для резки. Просто купите для этого комплект резака и арендуйте баллоны с кислородом и ацетиленом у местного поставщика или купите плазменный резак. С этими двумя методами, хотя они также опасны, меньше вещей, которые могут пойти не так, поэтому они больше подходят для новичков.
Если вы сначала решите не использовать шлифовальный станок, то для подготовки металла у вас должно быть хотя бы несколько металлических напильников и проволочная щетка, а в зависимости от выбранного вами метода сварки может потребоваться отбойный молоток.
Другое оборудование, которое может вам понадобиться
В зависимости от проектов, над которыми вы будете работать, есть много инструментов и предметов, которые могут упростить сварку для начинающих, но первое, что вам обязательно понадобится, это что-то, чтобы пометить заготовку перед резка. Для этого вы можете увидеть людей, рекомендующих мыльный камень , но я предпочитаю карандаши для сварщиков Riter. Маркировка не удаляется с основного металла так же легко, как с мыльного камня, и вы можете рисовать действительно четкие и четкие линии.
Для измерения, конечно, вам понадобится рулетка , а для более мелких вещей неплохо было бы иметь металлическую линейку. Для рисования идеальных углов в 90 градусов у вас должен быть хотя бы один квадрат кадра.
Часто я использую свои сварочные клещи MIG , но пара обычных подойдет просто. отлично. Они очень удобны, если вам нужно поменять насадку или держать горячие предметы. стали.
И последнее, но не менее важное: если вы планируете выполнять небольшие проекты, вы можете также купить сварочный стол или сделать его самостоятельно в качестве первого проекта.Поначалу вы можете обойтись без него, но рано или поздно вам захочется его иметь. Поверьте, ваши колени и спина будут вам благодарны за это.
После того, как у вас есть стол, прикрепите a Тиски были бы большим улучшением, они действительно пригодятся.
Какие средства индивидуальной защиты рекомендуются?
Прежде чем приступить к работе, обязательно прочтите инструкцию сварщика. руководство по эксплуатации, оно содержит важных информация по безопасности . Эту статью не следует использовать вместо рекомендации производителя.С учетом сказанного, есть четыре основных момента, которые мы нужно защитить себя от:
Пример: как не сваривать- UV лучи
- токсичные дым
- Искры
- Горячий металл
Помню, в детстве папа не всегда обращал внимание на технику безопасности. Иногда в жаркую погоду он проводил сварку только в хлопковой футболке с короткими рукавами и джинсах. Иногда, когда ему нужно было сделать небольшой сварной шов в неудобном положении, он даже не использовал сварочный шлем ! Я знаю, что у него был фиксированный фильтр-линза (тот, который не затемняется автоматически), и я могу представить, что с ним было не очень удобно работать, но это не оправдывает такие действия.Чтобы защитить глаза и лицо от ожогов УФ-лучей , он просто носил обычную джинсовую кепку , а во время сварки просто смотрел вниз. По сути, он полностью сваривал кишку. Я знаю, это звучит безумно, и я никому не рекомендую это делать! Сегодня защитное снаряжение относительно дешево и настолько хорошо разработано, что нет никаких причин быть глупыми и рисковать своим здоровьем.
Чтобы защитить себя от ультрафиолетовых лучей, горячего металла и искр, вы должны быть покрыты с головы до пят огнестойким снаряжением .НИКОГДА не надевайте полиэстер! Я сам совершил эту ошибку, вы, наверное, не представляете, как быстро искры прожигают полиэстер и как сильно болит, когда горячий металл в сочетании с расплавленным полиэстером обжигает вашу кожу.
Итак, в основном вам понадобятся:
- Сварочный шлем
- Сварочные перчатки
- Сварочная куртка и брюки
- Кожаные ботинки
Во-первых, самая важная часть вашего тела, которую нужно защитить, — это ваше лицо. Сварка производит ультрафиолетовое и инфракрасное излучение, которое может вызвать серьезные повреждения ваших глаз и кожи, если не будет должным образом защищено.Все мы пережили солнечный ожог, не очень ли хорошо?
Моим первым личным сварочным шлемом, который дал мне отец, был шлем с фиксированной линзой с фильтром , которую можно было приподнять, чтобы получить обзор заготовки, не поднимая весь шлем. Конечно, это было полезно, если мне приходилось сваривать в ограниченном пространстве. Позже я купил один с самозатемняющимся объективом , который, я должен сказать, изменил правила игры: я уже не могу представить себе жизнь без него. И с каждым годом линзы становятся все больше и больше, что даже лучше, теперь у некоторых из них есть функция для изменения диапазона оттенков линз.Это означает, что вы можете регулировать затемненность объектива в соответствии со своими желаниями и потребностями.
Если вы новичок , не совсем уверены, действительно ли вы занимаетесь сваркой или нет, покупка шлема с самозатемняющейся линзой может быть разумной, но если у вас есть серьезный интерес к сварке, я определенно рекомендую потратить пару больше баксов, чтобы купить один с регулируемым объективом. Сегодняшние цены на шлемы таковы, что покупать их без регулируемой шторки практически не имеет смысла.
Выбор сварочного шлема для новичков может оказаться сложной задачей, я знаю, что выбор кажется бесконечным.Если вы ошеломлены, я скоро создам для них руководство.
Сварочные перчатки необходимы! Как вы понимаете, расплавленный металл горячий, и без перчаток вы, скорее всего, получите травму. Фактически, однажды было проведено исследование, в котором говорилось, что 70% сотрудников, получивших травмы рук, признали, что во время инцидента они не были в перчатках. Для некоторых 70% это может показаться не таким уж большим, но лучше перестраховаться.
Теперь наше лицо и предплечья защищены, затем нам нужно защитить каждый дюйм нашего обнаженного тела от ультрафиолета и горячих искр.Для верхней части , я бы посоветовал вам купить огнестойкую сварочную куртку . Под ним вы можете носить обычную хлопковую рубашку в качестве дополнительного слоя защиты от горячих искр. Для нижней части тела у вас должны быть огнестойкие сварочные брюки или, по крайней мере, очень плотные джинсы из денима. Единственное, чего стоит избегать — это брюки с манжетами, они будут собирать летящие искры.
Вы определенно не хотите носить теннисную или матерчатую обувь. Вам нужны кожаные ботинки , по крайней мере, , но для дополнительной защиты я бы посоветовал вам носить кожаные ботинки со стальным носком .Они не такие легкие, но даже если вы не работаете с очень тяжелыми материалами, я все равно их порекомендую. Поверьте, даже если вам на пальцы ног упадет небольшой отбойный молоток, будет больно. Возможно, вашим ногам не понравится носить сверхпрочные ботинки, но, на мой взгляд, лучше оставить пальцы ног целыми после дня в гараже.
Кроме того, для шлифовки и резки необходимо купить беруши , , защитные очки , пластиковую маску и . Если вы купили или имеете сварочный шлем с регулируемой шторкой, включая шлифовку, то использование маски для лица не обязательно.
Начало работы с MIG
Как я уже говорил, сварка MIG считается самым простым типом сварки для начинающих. Пройти курс может быть хорошей идеей, но если вы просто любитель, то методом проб и ошибок вы можете научиться сварке MIG самостоятельно. Когда у вас есть все необходимое, самое время выложить бусины!
Унция практики лучше тонны теории!
Чтобы сварной шов был красивым и чистым, необходимо очистить основные металлы от краски, ржавчины, жира и других лишних загрязнений.Вы можете просто использовать шлифовальный станок, проволочную щетку или напильник, чтобы очистить участки, на которые вы собираетесь наложить сварной шов.
Убедитесь, что у вас правый провод . Простое правило для этого: более тонкая проволока для тонких металлов и более толстая проволока. для более толстых металлов. То же самое и с типом проволоки: для алюминия используйте алюминий. проволока, для низкоуглеродистой стали использовать стальную проволоку. Если вы только начинаете, я бы Рекомендуем начинать с проволоки 0,30, с которой можно сваривать более тонкие материалы. а также более толстые материалы, где требуется больше присадочного металла.
- Подборщик правильная скорость подачи проволоки и сила тока
Большинство сварочных аппаратов имеют для этого таблицу напряжения / ампер за крышкой. Не стесняйтесь немного подправить их и посмотреть, что лучше всего подходит для вас. Если вы прожигаете отверстия в заготовке, это означает, что ваша мощность слишком высока, а если ваши сварные швы образуются рывками, это может означать, что ваше заземление недостаточно хорошее, скорость подачи проволоки слишком низкая или сварочный пистолет слишком далеко от сварного шва. Вы можете определить правильность настроек по звуку сварного шва, он должен звучать как жареный бекон, но определенно не как попкорн.
Не забудьте проверить правильность полярности, для магнитопровода DCEN (отрицательный электрод постоянного тока) и для сплошного провода с газом он должен быть DCEP (положительный электрод постоянного тока).
Просто найдите металлолом, очистите его, прикрепите зажим заземления к основному металлу, откройте газ и начните практиковать . Начните с выполнения прихваточных швов, затрачивая около двух секунд, чтобы закрепить каждый. Затем вы можете попробовать провести прямую линию длиной около дюйма каждая, удерживая ручку под углом 15 градусов, медленно двигаясь слева направо, если вы правша.Сохраняйте равномерное расстояние между основным металлом и соплом, около ¼ дюйма.
Самый простой способ — это круговые движения. Просто начните делать круги, перекрывая каждый наполовину предыдущий. Старайтесь держать сварочный пистолет двумя руками, одной в качестве опоры, а другой для направления сопла. Чем стабильнее ваши движения, тем лучше.
Если вы используете порошковую проволоку, важно, чтобы вы постоянно вытягивали ручку из сварочной ванны, чтобы избежать попадания флюса внутрь расплавленного металла.
После того, как вы немного попрактикуетесь, пора начать портить металлы. все вместе. Есть пять основных шарниров Типы : стыковое соединение, соединение внахлест, угловое соединение, тройник и соединение кромок. Я бы начал с суставов на коленях. Просто перекрыть два металлических куска, закрепить их как минимум в двух местах и выполнить фактический сварной шов.
Начало работы с Stick
Обучение сварке штангой для начинающих намного сложнее самостоятельно, чем сварка MIG, но это, безусловно, возможно.Это всего лишь базовый обзор, потому что было бы практически невозможно охватить все подробности в этом посте. Чтобы научиться сварке штангой , я действительно советую вам пройти курс по этому вопросу или просто воспользоваться возможностями Youtube, вы можете найти там массу отличного контента.
Очистка поверхностей для сварки штангой не так важна, как для сварки MIG и TIG, для достижения лучших результатов я бы все же посоветовал вам использовать проволочную щетку или шлифовальный станок для удаления грязи и ржавчины с участка, который будет сварной.Для начала было бы разумно потренироваться со стальной пластины размером дюйма 5X5.
Если вы используете подержанный сварочный аппарат , важно, чтобы соединения между кабелями и машиной были плотными и чтобы изоляция вокруг кабелей была неповрежденной, не должно быть оголенной меди. Затем прикрепите зажим заземления к основному металлу, или, если у вас есть металлический сварочный стол, вы также можете прикрепить его к своему столу.
Возьмите электрод и вставьте его в электрододержатель.Я бы использовал стержни 6013 1/8 дюйма , они могут иметь не самые лучшие механические свойства, но они хороши для более тонких материалов, и им легче зажигать дугу, кроме того, шлак от этих стержней имеет тенденцию отрываться. довольно легко.
Установите полярность на DCEN , если у вас есть машина переменного тока, все в порядке, электроды 6013 совместимы с переменным током, так как хорошо.
ампера для этих стержней должно быть где-то между 110-120 ампер.
- Научитесь зажигать дугу
После того, как вы очистили поверхности, правильно настроили машину, она пора заводить сварщика.
Первое, что вам следует потренироваться как новичок, — это выпадение дуги по дуге . Большинство людей описывают это как «зажигание спички», потому что это очень похоже на это, но поверьте мне, даже если это может показаться простым, если вы впервые используете сварочный аппарат, есть много способов сделать это неправильно. Даже опытному сварщику сложно описать, как это делать правильно, поэтому новичкам я бы рекомендовал посмотреть несколько видеороликов, прежде чем попробовать.
https: // www.youtube.com/watch?v=SzDuQpHId10
- Научитесь запускать прямой борт
Как только вы почувствуете себя комфортно в начале дуги, вы можете практиковаться в беге по прямым линиям. Найти подходящую металлическую пластину размера 4 × 4 или 5 × 5 было бы хорошо, не тоньше 3/8 дюйма. Перед тем, как начать, вам нужно найти хорошее устойчивое положение, чтобы сделать один стабильный сварной шов от одного конца до другого. Во время сварки стержень должен находиться под углом 15-20 градусов к направлению сварки, почти не касаясь основного металла.Как и в случае с FCAW, важно, чтобы последовательно тянул , а не выталкивал дугу из сварочной ванны, чтобы избежать загрязнения сварного шва шлаком. Начните с края пластины и используйте его как ориентир при выполнении первого прямого шва.
После завершения первого валика очистите шлак отбойным молотком и проволочной щеткой, а затем повторите процесс. Следующая бусинка должна быть рядом с последней. Продолжайте повторять процесс, пока вся пластина не будет покрыта бусинками .
Основы сварки для новичков могут показаться скучными, но чтобы овладеть искусством сварки , вам необходимо изучить основные основы сварки , прежде чем вы сможете приступить к работе над более сложными проектами.