Ремонт пластиковых деталей
Ремонт пластиковых деталейНа главную В мастерскую
Ремонт пластмассовых деталей
В современном автомобиле множество запчастей изготовленных из пластмассы. Само собой что по ряду причин иногда они ломаются. Самое досадное в данной ситуации то что наряду с высокой ценой их довольно проблематично купить, даже под заказ. Может конечно повезти и нужная запчасть найдется на авторазборке, но чтобы не зависеть от случая будет не лишним освоить их ремонт в «домашних условиях».
Прежде чем начать разговор о собственно ремонте, давайте определимся с некоторыми терминами и понятиями принятыми в данной сфере деятельности.
Полимеры (от греч. polys — многочисленный, обширный и meros — доля, часть) — вещества, молекулы которых состоят из большого числа повторяющихся звеньев.
Пластические массы
Термопласты (термопластичные пластмассы) — материалы, сохраняющие способность многократно плавиться при нагревании. Поэтому детали, изготовленные из термопласта, поддаются сварке.
Реактопласты (термореактивные пластмассы) — материалы, в которых при формовании изделия происходят необратимые химические реакции, приводящие к потере способности плавиться при нагревании. Они стойки к растворителям или незначительно набухают под их воздействием. Детали из этого вида пластмасс НЕ поддаются сварке.
Адгезия (от лат. adhaesio — прилипание) — способность одного материала удерживаться на другом при различных механических и климатических воздействиях. Например: лакокрасочного покрытия на стали, клея на пластмассе и т.д.
Виды повреждений, которые могут получить пластиковые детали:
Царапины — несквозные дефекты поверхности в виде борозд. Бывают поверхностные — нарушающие только лакокрасочное покрытие (ЛКП), и глубокие, из-за значительной глубины которых при дальнейшей эксплуатации возможно образование трещин.
Вмятины — изменение формы поверхности (деформация) из-за местного растяжения пластмассы.
Трещины — узкие сквозные повреждения различной длины и конфигурации. Они не только снижают прочность и жесткость конструкции, но и увеличивают свою длину («растут») под действием вибрации.
Определение типа полимера
Первым делом необходимо определится к какому типу пластмасс принадлежит материал, из которого изготовлена наша деталь. Полимер обозначают с помощью буквенного кода на внутренней стороне детали (в большинстве случаев).
Как наиболее часто встречающиеся можно выделить следующие типы:
ABS — Акрилонитриловый бутадиен стирол (очень часто из этого материала сделан обвес мотоциклов и мопедов)
PA — Полиамид
PC — Поликарбонат
PE — Полиэтилен
PP — Полипропилен
PP/EPDM — Полипропиленовая/ этилен-пропиленовая резина
PС/PВТ — Поликарбонат/терефталат полибутилена
PBT/PC — Терефталат полибутилена/ поликарбонат
PUR — Полиуретан
GF — Усиленный стекловолокном
При отсутствии маркировки тип пластмассы можно определить косвенно. Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем — смотрим и вдыхаем «аромат»:
Для этого используют отломившийся кусок или отделяют его в малозаметном месте. Дальше плавим- поджигаем — смотрим и вдыхаем «аромат»:
ABS — Хрупкий, при попытке согнуть изгиб белеет. Переход из твердой фазы в жидкую происходит очень быстро. Очень текучий. При перегреве пузырится. Сильно коптит. Пламя со вспышками, оранжевым пламенем. Запах, как каучук. Не гасит себя. Легко растворяется в ацетоне.
PA — При попытке согнуть изгиб белеет. Плавится тяжело, вязкий. Горит плохо.
Пламя с желтым цветом, синим в основании и вспышки пламени. Тает и пенится. Резкий запах, как муравьиная кислота. Гасит себя. Не растворяется.
PE —
Пламя с ясным пламенем, синим в основании, желтой вершиной, капли во время горения и запах, как стеарин. Не гасит себя.
PP — Гибкий и прочный на разрыв. Размягчается по мере нагрева. Горит почти без копоти.
Пламя с ясным пламенем, синим в основанием, желтой вершиной, капли во время горения. Запахи, как нефть или воск. Не гасит себя. Не растворяется.
В принципе, через некоторое время, необходимость в поджигательстве пропадает — с опытом вы научитесь уже по внешнему виду определять большинство типов пластмасс, а также стоит или нет затевать ремонт 🙂
Выбор вида ремонта.
От характера повреждения детали и ее материала зависит способ
ремонта. Если царапины неглубокие и нарушают только лакокрасочное покрытие (ЛКП),
ремонт сводится к восстановлению внешнего вида. Глубокие царапины зашпаклевывают
перед покраской. В тех случаях когда из-за значительной глубины повреждения
при дальнейшей эксплуатации возможно образование трещин, дефект подвергают сварке
или склеиванию.
Ремонт нагревом
Используется для устранения вмятин на термопласте. После постепенного прогрева деформированной поверхности(желательно чтобы температура не превышала 200 градусов), прикладывается механическое усилие до восстановления первоначальной формы изделия. Не рекомендуется откладывать ремонт, особенно в теплое время, так как пластмассе будет сложнее придать первоначальную форму.
Склеивание
Это процесс создания неразъемного соединения за счет адгезии клеящего состава (клеевой композиции) к соединяемым деталям.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта изделий из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты.
Клеевые композиции (клеи) для ремонта пластмассовых деталей представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов бампера и шва после его отвердения. Для проверки желательно производить контрольное склеивание. (более подробно данный вид ремонта рассмотрен в статье Ремонт пластикового бампера)
Сварка
Процесс получения неразъемного соединения фрагментов (осколков) поврежденного участка путем их местного сплавления. Сварка — более прочный способ ремонта, чем склеивание, поэтому она предпочтительнее для изделий из термопластов. Этот вид ремонта мы разберем более подробно.
Сварка пластмасс
Формально ничего сложного в сварке пластмассы нет. Нагрел до
нужной температуры, соединил, дал остыть. Однако важный момент — нагрев до нужной
температуры. Я бы выделил такие градации нагрева:
Я бы выделил такие градации нагрева:
1. Нагрев до температуры пластичности — материалу можно придать определенную форму, изгиб в нужном направлении.
2. Нагрев до температуры плавления — можно сваривать поврежденные участки, добавлять недостающие вставки.
3. Нагрев до температуры разрушения — материал после этого остынет и внешне
вам даже будет казаться что процесс пайки увенчался успехом, однако шов будет
хрупким и будет содержать продукты разложения пластмассы — что естественно скажется
на его прочности.
Тип материала |
Температура плавления, градусы |
Температура разрушения пластика, градусы |
Рекомендуемая температура сварки, градусы |
| ABS | 350 |
380-400 |
350-370 |
| PA | 400 |
450-470 |
400-440 |
| PC | 350 |
380-400 |
350-370 |
| PE(мягкий/твердый) | 270/300 |
||
| PP | 300 |
350-370 |
300-340 |
Обычно проблемы с перегревом случаются при сварке-пайке обычным
паяльником, поскольку невозможно строго выдержать нужную температуру, кроме
того немалую роль играет температура окружающей среды. Так надежно спаять деталь
из ABS паяльником у меня не получалось, но однажды осенью, когда похолодало,
спаял на ура. Мощность паяльника осталась неизменной, а часть тепла шла на «борьбу
с похолоданием». Вот и получилось что эффективная температура как раз в
пределах допуска температуры плавления. Хорошо паяется паяльником полиамид,
результат вполне надежный. Полипропилен пережигается, но результат тоже сносный.
ABS я бы не советовал ремонтировать используя паяльник.
Мощность паяльника осталась неизменной, а часть тепла шла на «борьбу
с похолоданием». Вот и получилось что эффективная температура как раз в
пределах допуска температуры плавления. Хорошо паяется паяльником полиамид,
результат вполне надежный. Полипропилен пережигается, но результат тоже сносный.
ABS я бы не советовал ремонтировать используя паяльник.
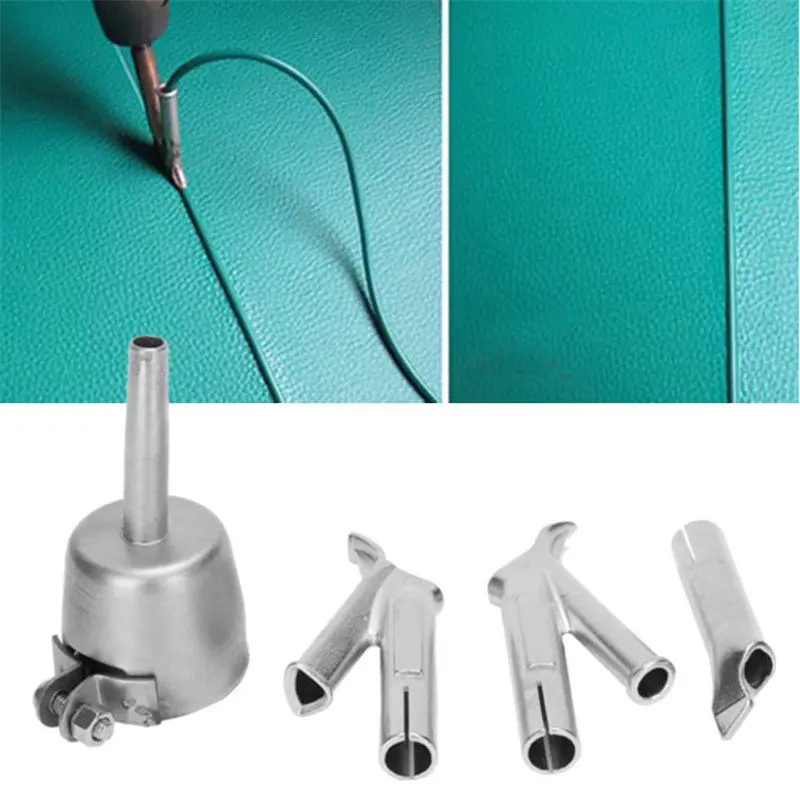
А так вообще незаменимый инструмент. Только нужно чтобы был достаточно мощный (я использую 100W), и с загнутым жалом, чтобы можно было разравнивать расплавленный пластик. Не лишним будет и старый добрый выжигатель по дереву, когда нужно сделать тонкую работу, без него не обойтись, да и температура там регулируется. По большому счету мелкие и несложные дефекты можно устранить этими инструментами, для более сложных и запущеных случаев понадобится специальный инструмент — фен (термовоздуходувка). В магазинах много строительных фенов, они нам не подойдут. Поскольку обычно у них только две температуры 350/550 и нерегулируемая подача воздуха. Специальный фен имеет плавную регулировку температуры и подачи воздуха, ну и цену на порядок больше чем у строительного фена. Профессиональные термовоздуходувки (Leister, Steinel) не совсем напоминают фен, легкие и удобные в использовании, единственный недостаток — высокая цена.
Я для себя решил эту проблему купив полупрофессиональный фен Steinel 2310LCD, с плавной регулировкой (шаг 10 градусов) от 50 до 650 градусов, и регулировкой потока воздуха.
Кроме фена понадобятся также насадки для сварки.
Редукционная насадка, насадка для быстрой сварки, шлицевая насадка
Сварка происходит так. Деталь зачищают по обе стороны от будущего сварного шва на ширину 15 мм. Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Концы трещин засверливают для предотвращения их роста, а кромкам придают V-образный профиль с углом 90° глубиной до 5 мм например специальной фрезой.
Подбирают присадочные прутки из пластика соответствующего состава — идентичного материалу детали. Желательно производить пробную сварку для проверки однородности (совместимости) материалов прутка и детали, а также для подбора температуры нагрева, скорости перемещения фена и усилия вдавливания. В течение 5-10 минут прогревают фен, чтобы температура горячего воздуха стабилизировалась. А вы пока складываете из обломков всю «картинку». Обломки проще всего закрепить в нужном положении при помощи специальных струбцин-прищепок. Чтобы облегчить начальную стадию сварки, нужно заострить конец прутка.
При сварке нужно наклонить пруток под углом 45° (или использовать насадку для быстрой сварки) и придавливать его в сторону шва с усилием. Поток горячего воздуха направлять больше в сторону прутка припоя.
Термопласты не имеют явно выраженной точки плавления, а постепенно переходят из твердого состояния в вязкотекучее. Поэтому для получения сварного шва необходимо упереть пруток в зону плавления и после размягчения пластика вдавить в шов до требуемого сечения.
Для сохранения первоначальных свойств пластика нагрев при сварке должен быть кратковременным и производиться потоком воздуха строго определенной температуры.
Сварку проводят в два этапа. Сначала скрепляют края поврежденного участка с помощью предварительной (скрепляющей) сварки. Она позволяет зафиксировать взаимное положение соединяемых фрагментов и исправить их небольшую деформацию. Для облегчения операции используют струбцины. Скрепляющая сварка выполняется короткими швами (прихватками) по всей длине будущего соединения. После нее производят окончательную сварку. Получаемый шов должен незначительно возвышаться над свариваемой поверхностью и быть гладким.
В зависимости от характера повреждения и доступности места ремонта сварку производят с внутренней или лицевой стороны. При толщине стенки 5 мм и более — с двух сторон.
После того как место сварки остынет производим окончательную доводку и подготовку
под покраску — шлифуем (начинаем с наждачки 100-120, потом 180, доводка 320),
шпаклюем (специальной шпаклевкой для пластмассы). Дальше красим и пользуемся.
Как видите процесс не особо сложный, но позволяющий сэкономить и деньги и время.
Дополнительные материалы:
Сварка горячим воздухом
Сварка пластмассовых автодеталей (Leister)
Справочник по сварке и склеиванию пластмасс.
В статье использовались материалы с сайтов http://www.scs.clan.su и http://vitz.ru, а также материалы руководства по сварке пластмассовых автодеталей аппаратом горячего воздуха Leister Triac «S».
Используются технологии uCoz
Самостоятельная сварка пластиковых труб
Пластиковый водопровод обладает многими положительными свойствами, включая возможность монтажа своими силами. Для соединения пластиковых труб используется тепловая сварка. Технология базируется на нагреве концов соединяемых труб до температуры плавления. Как сварить полиэтиленовые трубы в домашних условиях?Сварочное оборудование
- Устройство, которое в обиходе известно под названием паяльник, снабжается набором рабочих насадок для сварки труб разного диаметра до 50 мм включительно. При необходимости работы с увеличенными диаметрами, нужные насадки докупаются отдельно.
- Покупать паяльник для одноразовой работы не обязательно. Проще арендовать устройство в организации, которая продала трубы. Как правило, такая услуга для покупателя предоставляется с существенной скидкой.
Не забудьте проверить целостность тефлонового покрытия на насадках. В противном случае, возможны монтажные проблемы и дополнительные затраты на приобретение необходимых комплектующих.
В противном случае, возможны монтажные проблемы и дополнительные затраты на приобретение необходимых комплектующих.
Приемы работы со сварочным устройством
Особых трудностей при соединении пластиковых водопроводных труб не предвидится. Основная трудность — это подбор температуры рабочего элемента, которая определяется видом пластика, толщиной стенок, температурой окружающей среды и другими менее важными факторами. Температура плавления полиэтилена варьируется в пределах 210-240°С, постепенно увеличивая температуру нагревателя можно получить нужный результат.Уровень нагрева поддерживается автоматически, поэтому коррекция требуется при сварке другого материала или другого диаметра. При отсутствии должных навыков, можно поработать с отрезками ненужных труб и только потом приступить к непосредственной работе.
Трубы большого диаметра свариваются только в торец. Для прогрева задействуются дисковые нагреватели подходящего диаметра. Недостаток тепловой сварки в том, что соединение неразъемное и при необходимости замены поврежденного фрагмента системы, трубу приходиться резать ручной пилой.
Возникли вопросы?
Звоните нампрямо сейчас!+7 (495) 961-02-48
Фитинговый монтаж
Для обустройства разъемного соединения применяются устройства, которые называются фитингами. Качество и долговечность фитинговых изделий варьируются в большом диапазоне. Сложность выбора по рабочим свойствам определяется материалом корпуса и качеством эластичного поджимного уплотнения.Самые долговечные фитинги медные, но их широкому применению противодействует высокая стоимость. Менее совершенные – фитинги латунные и пластиковые. Монтажные детали подбираются в зависимости от условий последующей эксплуатации.
Какие существуют правила тепловой сварки?
- Прежде всего, соединяемые материалы должны обладать полной химической и физической совместимостью.


- Концы труб торцуются с максимальной точностью, стык должен быть плотным по всему диаметру среза.
- В процессе тепловой сварки исключаются температурные перепады, противоположные концы труб необходимо закрыть заглушками, чтобы образовавшаяся тяга не охлаждала прогретые фрагменты.
После приобретения необходимого опыта, можно проверить свои навыки на более сложных способах сварки.
- Раструбное или муфтовое соединение базируется на применении специальных фитинговых устройств. В таком варианте свариваемые поверхности это:
- наружный диаметр самой трубы и внутренний диаметр фитинга.
- Обе половины сварочной насадки задействуется для одновременного нагрева обеих концов труб, что существенно сокращает время сварочных работ.
ЗАКАЗАТЬ МОНТАЖНЫЕ РАБОТЫ
Оборудование для сварки пластика
Оборудование для сварки пластиков — Продукция
Компания Полимерсервис осуществляет продажу сварочного оборудования известных Европейских производителей Leister (Швейцария), Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия).
В нашей компании Вы можете не только купить сварочное оборудование по выгодной цене, но и произвести гарантийный ремонт сварочного оборудования.
Сварочное оборудование для сварки пластиков
Самое популярное сварочное оборудование это ручные сварочные экструдеры и сварочные фены. Они простые в использовании, сравнительно недорого стоят и за счет небольшого веса очень удобны в использовании. При наличии такого оборудования Вы можете изготавливать изделия из листового полипропилена не только в цеху, но и на объекте.
Принцип работы оборудования заключается в подаче горячего воздуха, который нагревает свариваемые поверхности и присадку (сварочный пруток или гранулы) до расплавленного состояния, благодаря чему достигается прочное соединение свариваемых деталей.
Более подробно об особенностях использования сварочного оборудования можно узнать, ознакомившись с технологией сварки полипропилена.
Что выбрать фен или экструдер?
Если при изготовлении изделий Вы используете листовые пластики толщиной более 10мм, если Вам требуется качественное и прочное соединение и Вы располагаете бюджетом от 100 000 руб, то выбирайте сварочный экструдер. За эти деньги, аппарат будет оснащен нагревателем воздуха со встроенным контроллером температуры, у него будет хорошая мощность и производительность, а сварочный шов будет выполняться за один проход. К тому же Вы сможете регулировать обороты шнека в диапазоне от 20 до 100 процентов.
Сварочный фен дешевле сварочного экструдера в 4-5 раз, меньше по габаритам в 1,5 раза и имеет вес не более 1,3кг вместе со шнуром, в то время как даже самый небольшой экструдер весит от 4 кг.
Сварочный фен это универсальный маленький помощник, без которого не обходится ни одно производство. Расходные материалы для фена сравнительно недороги, так что его эксплуатацию может позволить себе даже начинающий сварщик. Фен отлично подходит для ремонта автомобильных бамперов и сварки емкостей с толщиной стенки до 6мм, а также в случае использования в труднодоступных местах при ремонте пластиковых изделий.
Для выполнения различных сварочных швов Вам потребуются насадки для сварки, которые Вы также можете приобрести в нашей компании.
Виды насадок для сварки пластиков
Насадки для сварки отличаются по типу шва, который будет производиться при изготовлении изделия. Шов может быть стыковой, угловой (наружный и внутренний). В зависимости от типа шва сварщик выбирает оптимальное сечение сварочного прутка, которое он будет использовать. Пруток может быть круглый, овальный, треугольный, плоский. Соответственно и насадки для сварки будут для круглого прутка, для треугольного прутка или плоскощелевая. Эти насадки можно считать насадками быстрой сварки, помимо них есть еще насадки переходники, которые используют для перехода к насадками быстрой сварки.
Пруток может быть круглый, овальный, треугольный, плоский. Соответственно и насадки для сварки будут для круглого прутка, для треугольного прутка или плоскощелевая. Эти насадки можно считать насадками быстрой сварки, помимо них есть еще насадки переходники, которые используют для перехода к насадками быстрой сварки.
Насадки для сварки листового полипропилена экструдерами, также отличаются по типу швов и прутков, которые будут использоваться в работе.
pplist.ru
Сварка пластмассы: технология и оборудование
Пластические материалы используются повсеместно во многих отраслях промышленного производства. Характерное свойство полимерных материалов, после расплавления приобретать механическую жесткость и прочность, широко используется не только при изготовлении различных изделий, но и при проведении ремонтных работ в домашних условиях.
Такое соединение пластмассовых материалов, называемое сваркой, является самым технологически обоснованным и экономичным способом при ремонте разнообразных изделий. Сварка пластмассы позволяет создавать стыковочные швы высокой прочности. Причем технология процесса и оборудование, применяемое для сварки, не представляет особой сложности для применения в домашних условиях.
Основные методы сварки
При всем большом разнообразии технологических методов сварочного процесса, способы сварки пластмасс можно разделить на две основные группы:
- холодная сварка осуществляется с помощью специальных химических реагентов, которые эффективно способствуют соединению пластмассовых изделий, без расплавления поверхностей;
- горячая сварка является соединением пластмассы на молекулярном уровне, когда поверхности доводятся нагревом до полужидкого состояния.
Задачей сварного соединения, любого типа, является создание прочного контакта между полимерными материалами посредством плавного перехода одного вещества в другое. Сварка пластмассы может осуществляться как с использованием специальных присадок, так и без них.
Метод холодной сварки
С развитием химической промышленности, холодная сварка для пластмассы получила наибольшую популярность не только среди профессионалов, но и у простых людей, производящих ремонтные работы изделий в домашних условиях. В принципе такое название больше соответствует научному термину, который обозначает вид соединения полимерных материалов. В общем, это технология склеивания пластических деталей, с помощью химически активных веществ.
В настоящее время производители выпускают необходимые компоненты для сварки трех видов:
- Однокомпонентный состав внешним видом напоминает простой канцелярский клей. Универсальность этого состава позволяет сваривать практически любые полимерные материалы, с высоким качеством. Чаще всего однокомпонентный клей используется для сварки пластмассы в домашних условиях.
- Двухкомпонентный клей состоит из эпоксидной смолы и отвердителя, которые поставляются потребителю в отдельных емкостях. Смешивание компонентов осуществляется в определенной пропорции, непосредственно перед выполнением работы.
- Стержень с активным реагентом имеет наружную оболочку из отвердителя и внутреннюю, с наполнителем из эпоксидной смолы. Отрезав нужный кусок стержня, его необходимо тщательно размять пальцами, до образования однородной пластичной массы.
Все работы по подготовке клеевого состава необходимо выполнять строго по инструкции производителя.
Технология сварки холодным способом
Перед выполнением сварки пластмассы, необходимо подготовить поверхности соединяемых изделий. Для этой цели, нужно кромки деталей обработать абразивным материалом (наждачная бумага, напильник). Такая обработка позволяет создать шероховатость поверхности, что существенно увеличивает адгезию пластического материала.
Технология сварки выглядит следующим образом:
- После предварительной обработки, непосредственно перед выполнением работы, нужно обезжирить поверхности соединяемых изделий. Для этого можно использовать практически любой растворитель на спиртовой основе.
- Далее, согласно инструкции, на кромки соединяемых деталей наносится клеевой состав.
- Поверхности плотно прижимаются друг к другу. Причем сжатие должно осуществляться до полного застывания состава.
- После полного высыхания компонентов, процесс сварки пластмассы считается завершенным.
 Для этого можно использовать практически любой растворитель на спиртовой основе.
Для этого можно использовать практически любой растворитель на спиртовой основе.Основное преимущество соединения холодным способом – возможность эффективно сваривать поверхности из разнородных материалов, при этом дополнительного оборудования не требуется. Минусом метода считается низкая вибрационная устойчивость шва, поэтому применение холодной сварки ограничено в подвижных механизмах.
Горячая сварка пластика
Горячий метод сварки пластиковых материалов основан на молекулярном взаимодействии расплавленных поверхностей до вязкого состояния. При этом необходимо учитывать характер реакции полимера на температурное воздействие. По этому принципу пластические материалы подразделяются на термопласты и реактопласты.
Термопласты не изменяют своих эксплуатационных показателей и химических свойств, даже при многократном переходе в расплавленное состояние. А главное, что, возвращаясь после остывания в исходную твердость, материалы не теряют своей прочности. В отличие от термопластов, реактопласты, возвращаясь в исходное состояние, практически полностью теряют пластические свойства. Такая реакция материала, не позволяет ему повторно переходить в вязкую фазу, полностью теряя прочность. Большинство пластмасс являются термопластами.
Способы сварки подогревом
В зависимости от способа подачи тепловой энергии в зону соединения полимерных материалов, существуют следующие виды горячей сварки:
- горячим газовым потоком;
- специальным разогретым приспособлением;
- воздействием на края изделий расплавленной присадкой;
- применением ультразвукового потока;
- использованием инфракрасного или лазерного излучения;
- нагреванием места стыка трением;
- воздействием электрического тока высокой частоты.
Первые три способа эффективны при сварке пластмассы своими руками в бытовых условиях. Остальные чаще всего используются непосредственно на промышленных предприятиях в процессе изготовления продукции.
Сварка разогретым газом
Нагрев места соединения может осуществляться с помощью газовой горелки, при этом используется горение азота или аргона. Но наиболее безопасной и экономически выгодной является сварка пластмасс феном, так как разогрев кромок стыкуемых изделий осуществляется горячим воздухом.
Изготовление и ремонт пластмассовых изделий осуществляется промышленными или бытовыми термофенами. Конструктивно это оборудование для сварки пластмасс устроено одинаково. Промышленные фены имеют большую мощность, регулировка которой осуществляется автоматически, а также укомплектованы рядом дополнительных функций и разнообразных насадок.
Сварка пластмассы термофеном выполняется в несколько этапов:
- Определяется вид пластмассы, в соответствии с которым выбирается температура нагрева, а также подходящая для работы насадка.
- Края соединяемых изделий зачищаются и обезжириваются.
- Заготовки прочно фиксируются, чтобы не происходило их смещение во время выполнения работы.
- Производится нагрев места соединения до расплавленного состояния, при котором и происходит слияние материалов.
- После создания сварного шва, изделие должно остыть в естественных условиях. Применять дополнительное охлаждение не рекомендуется.
- Затем производится окончательная зачистка шва.
Контактная сварка нагревательным прибором
Самым простым видом сварки пластика в домашних условиях является непосредственный нагрев кромок изделия горячим инструментом. Технологический процесс сварки контактным способом считается наиболее простым и легко применимым в бытовых условиях, так как не требует использования сложного оборудования.
Выполнение сварки можно разделить на два основных этапа:
- Оплавление кромок соединяемых деталей.
- Плотное сжатие расплавленных поверхностей и выдержка до полного остывания.

Время между этими операциями должно быть минимальным, чтобы материал не успел остыть. В противном случае качество сварного шва будет недостаточным.
В домашних условиях, для проведения мелкого ремонта, часто пользуются простым паяльником, оборудованным специальными насадками.
Использование присадок для сварки
Для увеличения прочности и качества шва, при соединении материалов из пластмассы, широко применяются специальные присадки. В качестве такого материала используются пластиковые прутки или полоски.
Добавление присадки в состав шва намного улучшает процесс сварки с использованием нагрева горячим воздухом. Главным условием качественного соединения пластмасс является соответствие состава присадки и полимерного материала.
Также, очень эффективным вариантом применения присадочного материала, является использование сварочного ручного экструдера. Это термомеханическое устройство, внешне похожее на пистолет, сначала нагревает полимерный материал до вязкого состояния, а затем автоматически выдавливает присадку на соединяемые поверхности.
Сварка пластмассовых изделий широко применяется как в производственных цехах, так и в домашних условиях. Технологию сварочного процесса легко освоить даже неопытному человеку, при этом необходимо помнить о соблюдении мер безопасности проведения работ.
fb.ru
как и чем выполняется, техника, оборудование и материалы
Бампера новых моделей автомобилей изготавливаются из пластика. Это многоцелевой и дешевый материал, из которого делают бампера разной конструкции. К сожалению, они достаточно хрупкие.
Вы могли заметить, что даже на новых авто пластиковый бампер облеплен мелкими царапинами, будто это предусмотрено производителем.
Что уже говорить о многолетних машинах, на бамперах которых присутствуют вмятины, царапины, а иногда и дыры, которые со временем, без ремонта, становятся все больше.
Кроме таких уронов, регулярно можно встретить сколы, царапины от бордюров и ДТП. Многие владельцы автомобилей не ремонтируют бампер, а те, кто заботятся о внешнем виде автомобиля — отправляются на СТО за ремонтом или стараются отремонтировать сами.
Во многих автомобильных мастерских варят пластиковые бампера при помощи сварочного фена. Это простой способ, который быстро и качественно починит сломанное изделие.
Это можно сделать и самому, купив необходимый комплекс техники. Поговорим немного о том, как варить бампер с повреждениями. Основываясь на схему работы, можно попробовать отремонтировать своими руками.
Содержание статьиПоказать
Методика починки
Рассмотрим основные выражения. Все в основном называют бамперы пластиковыми, потому что при взгляде на них, они так и выглядят. Но в процессе производства используют не обычный пластик, а пропиленовый или полиуретановый.
Такие полимеры относят к термопластам и считаются устойчивыми к удару. Это позволяет им справляться с нагрузками из вне. Конечно, они быстро царапаются, но серьезные повреждения могут нанести только сильные нагрузки в виде столкновения.
Поняв эти тонкости, вы сможете в будущем лучше понимать методику работы со сваркой. Потому что в таком случае, варить надо не обычную пластмассу, а полимер, способный выдержать нагрузку, они все-таки немного другие, по сравнению с обычной пластмассой.
Но, в основном, их называют «бампер из пластика» или «бампер из пластмассы», имея в виду термопластовый бампер. Для удобства, мы будем применять именно такое определение.
Сварка бамперов из пластика заключается в двух стадиях: подготовка и сварка. Дальше поговорим детальнее о них.
Подготовка
Подготавливаем пластиковый бампер для варки. Для начала очищаем бампер от любых загрязнений. Если опустить этот шаг, то качество ремонта будет посредственным и потребуется его переделывать в ближайшее время.
Пластиковый бампер не обязательно демонтировать, можно производить ремонт прямо на автомобиле, но для лучшего эффекта все-таки лучше его снять.
В автомобильных мастерских пластиковый бампер устанавливают на специальный постамент для покраски, но его можно сделать самостоятельно из того, что есть под рукой.
Кроме стандартной очистки от загрязнений, необходимо подвергнуть шлифовке в том месте, где будет ремонт.
С этим неплохо справится наждачка или круг для шлифовки в комплексе с шлифовочной машиной или стандартной болгаркой. Это остановит увеличение трещины.
Дальше, если будете варить трещину, нужно обработать ее края. Лучше сделать V-образную форму. Для заделывания дыр или сколов, края обрабатывать не надо. После всех этих манипуляций бампер необходимо протереть влажной тряпочкой и обезжирить.
Материалы для работы
Для самостоятельного ремонта подготовьтесь купить комплекс приборов и инструментов. Без них невозможно починить качественно.
Для начала, вам пригодится сварочный фен или термопистолет (лучше применять профессиональный или полупрофессиональный инвертор), особые прутья для сварки при ремонте пластиковых бамперов (материал их изготовления должен быть идентичный материалу бампера), армирующая сетка из металла, тренога, стеклоткань, термореактивный полимер и замазка, предназначенная для работ с пластмассой, хомут для раскладки сетки.
Процесс сварки
Возьмем фен для сварки и термопистолет. Настраиваем необходимые градусы нагрева. Это зависит от материала, из которого изготовлен бампер и температура его плавления.
Настраиваем необходимые градусы нагрева. Это зависит от материала, из которого изготовлен бампер и температура его плавления.
Также важно проверить, чтоб приобретенные прутья были изготовлены из того же материала, что и пластиковый бампер.
Для уверенности, что градусы выставлены правильно и прутья соответствуют материалу бампера, сделайте сварку на маленьком кусочке. Так у вас будет меньше шансов испортить всю деталь машины.
Если все соответствует, то начинайте ремонт. Мы опишем сварку трещин, потому что это основная проблема, которая встречается в работе владельцев автомобилей.
Для начала надо обварить края щели точечно. Дальше помещаем прут в щель и плавим сварочным феном, чтобы заполнить пространство. Эти действия необходимо провести с обеих сторон. Этот же метод применяется для устранения дырок.
Для лучшего соединения рекомендуют применять армирующую сетку из металла. От нее отрезают размер немного больше повреждения и накладывают на него.
Потом нагревают феном и приваривают. При отсутствии сетки, можно использовать стеклоткань, используя вместо инвертора термоактивный полимер.
После варки используют шпаклевку на место повреждения (если они были масштабными) и шлифуют его. После этого надо прогрунтовать, прокрасить изделие и покрыть защитным лаком.
Можно прокрасить только то место, которое ремонтировали, но лучше прокрасить всю деталь. Тогда не будет видна разница между ремонтируемым местом и заводским.
Заключение
 youtube.com/embed/FupAmJkf4bw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/FupAmJkf4bw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварка бампера из пластика — не очень сложный процесс, как иногда кажется. Тут главное — обрести небольшой опыт работы с феном для сварки и варить с осторожностью.
Если вы не опытны в работе с феном, то лучше наработать опыт на куске пластика, а потом приступать к самому ремонту.
Для самостоятельного ремонта лучше купить оборудование для ремонта средней цены. Не рекомендуем приобретать дорогой фен для сварки, который не будет часто использоваться и вы не поймете всю его прелесть.
Присмотритесь к повреждениям и проконсультируйтесь с продавцом, какое оборудование лучше приобрести для их ремонта.
Не спешите покупать самый дешевый или самый дорогой аппарат, лучше купить средний. В интернете есть широкий выбор, где вы можете выбрать себе понравившийся агрегат и почитать отзывы пользователей. Обратите внимание на сборку и удобство использования.
prosvarku.info
что это за техника и как с ней варить пластмассу – Техника сварки на Svarka.guru
Сегодня соединением пластмассовых деталей уже никого не удивить — домашние мастера свободно владеют строительным феном или экструдером для соединения полимеров. Что такое сварка пластика в широком понимании этого процесса — это прочное соединение изделий из полимеров горячим способом, каждый метод отличается индивидуальными особенностями, но после застывания мы имеем высокого качества новую конструкцию.
Виды пластика, которые свариваются
Для соединения выбираются такие виды пластмасс:- полиэтилен соединяется путем нагревания кромок, а затем он сжимается под давлением, чтобы не происходило коробления краёв;
- полипропилен используется для прочного соединения металлопластиковых труб, для этого используют специальный электропаяльник с мощностью до 1500 V, который создает температуру в месте соединения до 260° С;
- полистирол применяют для изготовления бытовых предметов, например, игрушек, одноразовой посуды;
- полихлорвинил — для соединения линолеума, натяжных потолков.

Сварщик пластмасс любого разряда обязан знать все виды пластмасс, применяемых в производстве, технологию сварки.
В отдельных отраслях современного производства используют разные виды сварки пластика, которые осуществляются с помощью:
- электрического разогрева соединяемых поверхностей;
- контактного теплового оплавления или проплавления;
- газового нагревателя с использованием пластиковых электродов или без них;
- высокой частоты электрического поля.
Процесс соединения любого вида пластика сопровождается выделением токсичного газа, летучих веществ, которые чрезвычайно вредны для здоровья, поэтому обязательно одевайте защитную маску.
Материалы и инструменты
Пластик или пластмасса, а также искусственные полимеры за последние годы приобретают всё большую популярность для изготовления различных предметов для использования в быту. Производители позаботились о разнообразном инструменте для прочного соединения аналогичного состава деталей и труб, поэтому домашние мастера при ремонте уже давно используют оборудование, позволяющее выполнить сварку пластмасс без особых профессиональных навыков.
Самым распространенным видом считается соединение металлопластиковых труб для подачи воды или отопления в места проживания.
Прутки
Эти изделия используют как электроды, стержни для пайки по пластику при соединении листов или других деталей из пластмассы, полиэтилена. Размер их варьируется, как и конфигурация, например, диаметр от 3 до 7 мм, а стержни квадратного сечения для пайки пластика могут иметь большие размеры.
Прутки выпускаются двух видов: полиэтиленовые и полипропиленовые, качество изготовления высокое, они не портятся при длительном хранении, не деформируются. Ходовой размер 4—5 мм, используются для ремонта или надежного соединения листов полипропилена. Основное применение пластиковых электродов в сварочных экструдерах, где они разогреваются до полужидкого состояния горячим воздухом.
Разновидности оборудования
Аналогичное оборудование заказывают в интернете или приобретают в специальных магазинах. Все приспособления разделяются на такие группы:
- Ручная аппаратура, работающая на основе горячего воздуха.
- Сварочные экструдеры.
- Машины для сварки листового материала.
- Автоматические сварочные машины.
Среди такого изобилия сварочных аппаратов для соединения деталей из пластика покупателю трудно выбрать нужный агрегат, поэтому далее мы подробно опишем каждого представителя указанных выше групп.
Ручной фен
Различие среди модельного ряда только в мощности и эргономике, а суть агрегата всегда одна: нагревание припоя и кромки деталей до температуры частичного расплавления и последующее формирование прочного соединения.
На вопрос пользователей — как правильно сварить пластик, есть простой ответ: квадратный пруток укладывается в зазор между деталями, затем разогревают его и кромки строительным феном.
Это изделие по конфигурации напоминает аналогичный бытовой прибор для сушки волос, только мощность и температура намного больше. Пластик кромок деталей и прутка под воздействием горячего воздуха, расплавляется, получается однородная консистенция, которая после остывания представляет собой единое целое.
Регулировка температуры используется автоматическая или ручная, поэтому оборудование подходит как новичкам, так и профессионалам. Насадки продаются разные, что зависит от соединений: внахлест или встык. Диаметр и форма сопла пользователи подбирают в соответствии с опытом проведения подобных работ, а новички сверяются с инструкцией.
Бытовые фены стоят недорого, поэтому их используют для несложного ремонта, а промышленные фены применяют как инструмент при сварке труб и полимерных тканей.
Экструдер
Внешне он напоминает пистолет, на конце которого находится специальная насадка, в которую вставляется пруток из пластика или аналогичная круглая трубка. Принцип работы прост, как всё гениальное: пруток нагревается до полужидкого состояния и выдавливается на место стыковки деталей, где быстро застывает, образуя идентичное и прочное соединение.
Принцип работы прост, как всё гениальное: пруток нагревается до полужидкого состояния и выдавливается на место стыковки деталей, где быстро застывает, образуя идентичное и прочное соединение.За один проход соединяются толстые детали, а производительность намного больше чем у фена. Единственным недостатком считается невозможность соединения деталей из разнородного пластика, имеющего различную температуры плавления. Перед соединением кромки тщательно обрабатываются, удаляются загрязнения и жирные пятна, которые могут повлиять на качество и прочность будущего соединения.
При помощи такого агрегата можно производить армировку при сваривании пластмассы, чтобы укрепить шовное соединение или восстановить усиленную конструкцию.
М. А. Ильясов, образование: автотехник, диагностика автотранспорта, специальность: слесарь 6 разряда, опыт работы с 1998 года: «Экструдерами часто пользуются механики СТО для ремонта пластиковых бамперов и аналогичных деталей».
Агрегат контактной сварки
Это оборудование основано на контактных видах сварочных технологий, где применяется воздействие кратковременных тепловых импульсов совместимых с механическим давлением. Такая техника используется на производственных предприятиях, специализирующихся на выпуске продукции из сваренных пластиковых листов. Поэтому их часто называют агрегатами для сварки листовых полимеров.
Сварочные аппараты для пластика
Такое оборудование применяется для герметичных соединений, когда требуется сварить сложные технологические узлы из полимеров. Аналогичные сварочные агрегаты используется только на крупных предприятиях, т. к. стоимость их приобретения и обслуживания довольно высокая.
Технология выполнения
В производственных целях такие методы надежного соединения полимерных конструкций применяют в тех случаях, когда:
- соединяемые части, детали и заготовки состоят из однородного пластика или материалов с близкими значениями по прочности и молекулярному составу;
- не допускается присутствие чужеродных вкраплений или прослоек на основе клея;
- основным требованием к процессу соединения является механизация, автоматизация и высокая производительность.

Применение сварки пластика дуене рекоментся при разнородности материалов, потому что во время больших нагрузок возникает расслоение сварных швов.
Горячая газовая технология
Такой вид соединения применяется с использованием тепла, когда его носителем является газ: аргон, кислород или так далее, но самым экономичным признан воздух, потому что его составляющие не агрессивны к полимерам.
Термическая
Простейшими аппаратами признаны паяльники, работающие от сети с напряжением 220 В, для лучшего разогрева соединяемых поверхностей применяются специальные насадки. Охлаждение стыков, специально обработанных и зачищенных до начала плавления, происходит под давлением, чтобы шовное соединение было качественным.
Специальное оборудование для сварки листового пластика в больших объемах применяется в производственных целях. Пластиковые и металлопластиковые трубы, обеспечивающие домостроения водой и теплом, соединяются муфтовой сваркой. Для этих целей используется специальный паяльник, при помощи которого разогреваются законцовки труб и затем происходит их прочное сваривание под давлением. Инструкция по сварке пластиковых труб прилагается к каждому аналогичному агрегату.
Высокочастотная
Этот метод экономичен и применяется во многих сферах промышленности, сварка осуществляется между двумя электродами из металла, между которыми проходит ток высокой частоты 30—75 МГц. Соединяемые детали, например, кромки листов винипласта толщиной 0,5—2,0 мм нагреваются в высокочастотном электрическом поле до нужной температуры, а затем остывают под давлением.
Существуют два метода соединения: встык и внахлест, при втором варианте кромки соединяются со скосом в 45 градусов или без него, ширина шовного соединения 2—4 мм, а скорость сварки —3 м/мин.
Ультразвуковая
Это универсальная методика соединения полимеров, когда применяется локальный нагрев, который по температурным показателям близок к параметрам расплавления, исключает перегрев материала, что происходит иногда при использовании других методов. Используется частота от 17 до 45 кГц, а электрические колебания преобразуются в механические для рабочего инструмента, которые передаются материалу.
Используется частота от 17 до 45 кГц, а электрические колебания преобразуются в механические для рабочего инструмента, которые передаются материалу.
Фрикционная
При активном трении вырабатывается теплота, которая заставляет материалы частично расплавляться, а сильное сжатие до 1 МПа, помогает прочному соединению. Преимущество способа в быстром соединении, а недостаток — свариваются детали тел вращения, применяется только для жестких структур термопластика.
При помощи лазера
Аналогичная технология впервые была применена в 70-х годах прошлого столетия, но и сегодня она остается очень дорогой, поэтому не выдерживает конкуренции с другими видами прочного соединения пластика. Такие системы обработки пластмассы с успехом применяются: в автомобилестроении на автоматических линиях по сборке пластиковых деталей; в электронной промышленности, где требуется бережное и осторожное отношение к мелким деталям, например, платам блоков электронного управления.
При производстве медицинского оборудования, где требуются особые условия стерильности, во время герметической упаковки продуктов питания на молокозаводах и мясокомбинатах. Лазерная сварка полимеров позволяет соединить деталь со сложной геометрической конструкцией, где другие методы бессильны.
С растворением
Один и простейших методов прочного соединения, основанный на растворении кромок пластиковых деталей и последующим их сильном сжатии до полного отвердевания. Для ускорения процесса иногда применяется несильное нагревание конструкций. Недостатки: токсичность растворителей, поэтому используется в исключительных случаях.
Для домашних условий
У себя дома можно использовать строительный фен, паяльник для соединения труб, методику склеивания пластмассы, набор с термопистолетом и вариант с растворителями, но надо помнить о вредных газах, выделяемых нагретым до температуры плавления полимером, и обеспечить хорошее проветривание, эти же условия необходимы при использовании токсичных растворов.
Выводы
Самостоятельно можно соединять пластиковые детали и трубы в домашних условиях, но при этом надо иметь навыки работы с представленными выше агрегатами и строго выполнять технику безопасности.
Также вы можете прочитать на нашем сайте статью о склеивании пластика при помощи холодной сваркиsvarka.guru
как и чем проводится, особенности процесса, плюсы и минусы
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
Содержание статьиПоказать
Как это работает?
Что такое ультразвуковая сварка пластмасс? Если по-простому, это процесс, в котором происходит превращение механических колебаний, созданных специальным оборудованием, в тепло, энергия которого образует сварочный шов.
Иными словами, происходит трансформация энергии (механическая переходит в тепловую), поэтому подобный процесс можно назвать «использованием энергии преобразования».
В процессе ультразвукового сваривания пластмасс можно выделить 2 этапа: соединения деталей и образования шва.
Первый этап представляет собой воздействие на детали на молекулярном уровне: тепло, сформировавшееся в результате трансформации механической энергии, точечно фокусируется в месте будущего скрепления материалов.
Происходит увеличение показателя движения молекул пластмассы. Из-за этого начинается оплавление и соединение элементов конструкции. Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Так вкратце можно описать принцип работы этого метода. Подробнее этот материал приводится в следующем разделе.
Как образуется шов?
Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Характеристики оборудования
Перед работой рекомендуется изучить характеристики оборудования и те показатели, которые поддаются регулированию.
В соответствии с тем, какие параметры Вам нужны, Вы можете изменять следующие значения:
- Давление ультразвуковой сварки (оно же статистическое).
- Длительность импульса.
- Давление волновода на материал.
- Количество колебаний в единицу времени (частота).
- Размах колебаний торца волновода.
- Дополнительные: температурный режим прогрева материала, параметры, зависящие от характеристик самих деталей (например, размера и/или формы) и прочее.
Параметры из пунктов 1-5 связаны друг с другом. Более того, от них зависит скорость ультразвуковой сварки, её время, прочность и качество готового шва.
Параметры оборудования для сваривания пластмасс ультразвуком коррелируют с составом материала и видом предполагаемого шва. Они индивидуальны для каждого случая. Набор различных параметров представляет собой так называемый режим сварки.
В промышленности он устанавливается на основании проведения набора специальных исследований.
Они проходят следующим образом: в лабораторных условиях мастера осуществляют сварку различных конструкций и определяют характеристики образовавшегося шва.
К исследуемым параметрам относятся: прочность соединения, его надёжность и герметичность. Очевидно, что сварщикам, которые используют подобный метод в домашних условиях, такие исследования ни к чему.
Однако можно провести тестирование в минимальном объёме, потренировавшись перед началом работ на ненужных деталях. На собственном опыте оптимальный режим сварки пластмасс ультразвуком подбирается гораздо увереннее.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
 Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).+ и —
Рассмотрим достоинства и недостатки ультразвуковой сварки пластмасс. К числу первых относятся:
- Не нужно приобретать расходные материалы, растворители или клей, из-за чего снижается риск неблагоприятного воздействия на организм мастера.
- Возможность соединить пластмассы любого состава.
- При правильном выставлении режима сварки шов получается почти что невидимым.
- Высокая производительность при довольно скромных затратах.
- Швы получаются устойчивыми и герметичными на деталях любого состава.
- Можно не проводить предварительную очистку поверхностей конструкций.
- Шов в принципе не может перегреться, так как тепло фокусируется точечно.
- При работе не образуются радиопомехи по причине того, что напряжение не достигает поверхности деталей.
- Сварочные работы не требуют особых условий. Достаточно обеспечения электричеством.
- Особенности оборудования позволяют проводить работы разного масштаба, от мелкого ремонта крошечных деталей и до непрерывной сваркой промышленных конструкций.
- Возможность осуществления нескольких задач одновременно. К примеру, сварка пластмасс + покрытие полимерным напылением или сварка + резка.
Несмотря на невероятное количество достоинств, способ сварки далеко не идеален. На это есть свои причины:
- Нет унифицированного метода проверки качества сварного шва, что чревато получением некачественного соединения.
- Низкая мощность работы предполагает необходимость подачи энергии в двустороннем режиме.
Да, минусов у такого метода немного. Однако все преимущества работают только тогда, когда выбран оптимальный режим ультразвуковой сварки. Поэтому новичку рекомендуется приобретать аппарат с автоматическим выстраиванием режима.
В помощь начинающим мастерам, которые собираются вручную настраивать режим, приведена информация об оптимальных параметрах в удобном формате таблицы.
По мере накопления опыта в деле ультразвуковой сварки можно будет выставлять режим без её помощи.
Сварочные аппараты
В составе аппарата для ультразвуковой сварки пластмасс выделяют:
- Инструмент для сварки.
- Волновод.
- Преобразователь (магнитострикционный или пьезокерамический).
- Опора.
- Генератор волн.
- Дополнительная комплектация (с функцией управления параметрами процесса — автоматического или ручного. Рекомендуется к приобретению для выполнения качественных работ с формированием шва максимальной прочности).
Рассмотрим строение и функции основных узлов ультразвукового сваривания более подробно.
Генератор производит волны ультразвука с заданной скоростью и в последующем трансформирует их в механическую энергию (для этого используется также и преобразователь в аппаратах с двусторонней подачей энергии) с прежней частотой.
С его помощью возможно определение способа отправки энергии ультразвука.
Исходя из его названия, преобразователь обеспечивает превращение энергии из одного вида в другой. Его присутствие в оборудовании обуславливает потребность в перманентном охлаждении (воздушном, водном).
Следующее звено в конструкции — трансформатор колебаний. Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Сам же волновод отвечает за передачу механических колебаний и формирование давления в заданных точках. Вместо него может использоваться акустический преобразователь.
Фиксацией деталей занимается опора. Иногда возможно её применение в роли ещё одного волновода.
Постскриптум
После прочтения этой статьи не вызывает сомнений тот факт, что сварка ультразвуком пластмасс представляет собой высокотехнологичный процесс скрепления полимерных материалов.
Эффективность её (особенно при использовании механического управления процессом) обуславливает высокое качество шва, которое не стоит рядом с другими способами соединения деталей.
Никто не отменяет того факта, что для выполнения соединений идеального качества необходимо много тренироваться.
Представляется возможным интуитивное выполнение работ, когда практикующий мастер на основании опыта осознает, где и каким образом необходимо совершить то или иное действие.
Однако даже длительно работающим сварщикам иногда приходится совершать ошибки в этом деле, после которых их работа приобретает действительно профессиональный характер.
Всем начинающим мастерам рекомендуется хотя бы попробовать выполнить соединения посредством ультразвуковой сварки.
Считается, что этот метод обладает огромными возможностями. Здесь, в комментариях, профессионалы могут подсказать начинающим мастерам какие-либо аспекты ультразвуковой сварки.
Желаем удачи в обучении этому методу соединения конструкций!
prosvarku.info
производитель станков для сварки пластиковых листов
ССПЛ – российская компания, производящая качественное оборудование для сварки пластиковых листов, а также их подготовки и обработки при изготовлении изделий из полимерных материалов. В настоящий момент ассортимент выпускаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
В настоящий момент ассортимент выпускаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Продукция, выпускаемая нашим предприятием:
Станки для стыковой сварки листов из полимерных материалов:
- ССПЛ 1.0 — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 12 мм
- ССПЛ 1.5 — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 12 мм
- ССПЛ 2.0 — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 12 мм
Станки для стыковой сварки с пневматическим прижимами (перспективная разработка)
- ССПЛ 1.0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
- ССПЛ 1.5-П — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 20 мм
- ССПЛ 2.0-П — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 20 мм
Дополнительное оборудование:
- Станок для загиба полипропиленовых и полиэтиленовых листов при «круговой сварке»
Гибочные станки для пластиковых листов (перспективная разработка):
- станок для гибки листов до 1 000 мм
- станок для гибки листов до 1 500 мм
- станок для гибки листов до 2 000 мм
В конструкции наших сварочных столов применены лучшие принципы работы западных производителей и учтен опыт крупнейших предприятий по выпуску пластиковых изделий.
Наша команда – квалифицированные специалисты, имеющие многолетний опыт в эксплуатации, ремонте и обслуживании сварочного оборудования для полиэтиленовых и полипропиленовых конструкций, а также опытные инженеры в области машиностроения. Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Наше оборудование произведено в России с использованием преимущественно отечественных комплектующих, что помимо конкурентоспособной цены обеспечивает вам внимательное отношению к сервису и отсутствие временных задержек при поставке запасных частей при гарантийном и послегарантийном ремонте.
Гарантии
Гарантийный срок на продукцию составляет 1 год. Если в течение данного срока у вас возникнут какие-либо проблемы в эксплуатации — мы безвозмездно и в кратчайшие сроки устраним недочеты с обеспечением разумных сроков поставки запасных частей.
Обучение
При покупке оборудования мы обеспечим обучение персонала работе на станках, ведь в конечном счете именно квалификация персонала определяет качество выпускаемой продукции. В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
Производство изделий из полипропилена
Также у нас вы можете заказать изготовление конструкций любой сложности из полимерных материалов.
Высокая квалификация и многолетний опыт работы наших специалистов в области эксплуатации оборудования и производства изделий из полимерных материалов обеспечат высокое качество и долгосрочную эксплуатацию конструкции.
Если у вас не хватает производственных мощностей или нужна помощь в освоении новых технологий — обращайтесь к надежному партнеру — компании ССПЛ. Мы окажем всестороннюю поддержку как начинающим производителям, так и подскажем ноу-хау опытным мастерам.
stol-plastic.ru
Стыковой станок VWM — РОССИЯ — Станки сварочные — Оборудование для сварки пластиков — Продукция
Полуавтоматический (полу пневматический) сварной стол VWM-1500 предназначен для стыковой сварки листового пластика – полипропилена (ПП), полиэтилена (ПНД) или ПВДФ шириной до 1,5 метров. Ручной подъем нагревателя. Ручной прижим листа. Пневматическое сведение сварочного стола по заданному давлению (джойстик). Компрессор и узел очистки воздуха в комплекте. Толщина свариваемого материала от 4 до 10мм. Позволяет сваривать как ровные поверхности, так и изготавливать цилиндры, короба и многое другое.
Ручной подъем нагревателя. Ручной прижим листа. Пневматическое сведение сварочного стола по заданному давлению (джойстик). Компрессор и узел очистки воздуха в комплекте. Толщина свариваемого материала от 4 до 10мм. Позволяет сваривать как ровные поверхности, так и изготавливать цилиндры, короба и многое другое.
Полуавтоматический сварной стол VWM-2000 отличается от VWM-1500 тем, что позволяет сваривать листы толщиной до 20мм, а длина сварного шва 2000мм.
Автоматический (полностью пневматический исполнительный механизм) сварной стол VWM-3000 имеет пневматические подъем нагревателя, прижим листа и сведение сварочного стола по заданному давлению (джойстик). Компрессор и узел очистки воздуха так же в комплекте. Толщина свариваемого материала от 5 до 40мм, а длина сварочного шва 3000мм.
| Наименование | VWM-1500 | VWM-2000 | VWM-3000 |
| Тип | полуавтоматический | полуавтоматический | автоматический |
| Длина сварочного шва | 1500мм | 2000мм | 3000мм |
| Толщина свариваемых листов | от 4 до 10мм | от 4 до 20мм | от 5 до 40мм |
| Цена в рублях с НДС | 1 170 000 | 1 280 000 |
2 580 000 |
Типы сварных соединений
Сварка под углом 90° Круговая сварка Сварка встыкПостоянное давление в зоне сварки позволяет получить прочность шва до 93%, в то время как при сварке ручным экструдером 82%, а при сварке феном 76%.
Использование автоматического оборудования позволяет ускорить процесс изготовления любых изделий из полипропилена, а так же значительно уменьшить их стоимость. Сфера применения: изготовление емкостей, гальванических ванн, чаш бассейнов, очистных сооружений, воздуховодов и т. д.
д.
Срок изготовления — 60 календарных дней.
pplist.ru
Как починить пластмассовую деталь
Огромное количество повседневных вещей, которые мы используем, сделаны из разных полимеров, которые большинство людей просто выбрасывают, когда они сломаются. Узнав, как исправить сломанный пластик, я превратился в заядлого паяльщика, и готов поделиться с вами историей спасенных вещей.
Мои победы
Посмотрите на количество вещей, которые могли быть просто выброшены, и которые я спас от этой участи, вернув им второй шанс:
- очки;
- стулья;
- ковши;
- кухонные контейнеры;
- игрушки;
- ручки шкафов и холодильников;
- щетки для волос;
- плечики;
- сандалии;
- автомобильные детали;
- электронные шкафы;
- бейджи и многие другие предметы.
Список бесконечен. Итак, давайте узнаем, как их можно сварить, а для этого мне нужно рассказать вам о технике пайки, которая подходит для большинства случаев.
Техника пайки
В большинстве случаев вам понадобятся только:
- Паяльник. Простой с плоским наконечником, используемый в электронике с оловянным припоем.
- Респиратор. Для защиты органов дыхания от пластмассовых газов (вытяжка для удаления паров — лучшее решение).
Если ваш пластик тонкий, отсутствует кусок, или его необходимо сделать герметичным для жидкости или восстановить безопасность электроприборов, вам также может потребоваться:
- Одноразовые пластиковые полоски.
- Скрепка или проволока.
- Суперклей, паяльные зажимы или другой способ удерживать детали на месте, которые вы их свариваете.
Важно! Некоторые пластики под воздействием солнечных лучей ломаются довольно легко и рушатся сами по себе. В этих случаях сварка не поможет.

Подготавливаю паяльник
- Модели с регулятором температуры. Существует много типов паяльников и паяльных станций. Помимо обычных классических, есть ряд моделей, у которых можно установить желаемую температуру. Если пластик слишком сильно нагреть, он может потерять свои первоначальные свойства, ослабеть и сломаться. Также воздействие высоких температур вызывает образование токсичного дыма.
- Модели с плоским наконечником. Для пайки пластика лучше всего использовать плоский наконечник. Но если его нет, можно сплюснуть уже имеющийся. Сделать это можно предварительно обстучав его молотком, а затем сдавив в тисках.
Подготавливаю дополнительный материал
Ваш пластик слишком тонкий или имеет отверстия? Тогда необходимо использовать пластмассовые детали для добавления материала в оригинальный пластик. Лучший вариант — взять полоски из пластика того же типа, который вы свариваете.
Но если такой возможности нет, на фотографиях выше показаны простые решения данной задачи:
- вырезать из тонких пластиковых деталей, таких как бутылки с шампунем, бутылочки для животных и т.п.;
- использовать пластиковые застежки-молнии или пластиковые хомуты для проводки;
- снять ободок с ПЭТ бутылок.
Усиливаю детали
Несмотря на то, что в процессе ремонта будут сделаны очень прочные пластиковые сварные швы, в некоторых случаях даже небольшое постоянное напряжение может снова сломать отремонтированный предмет.
Чтобы избежать этого:
- Скрепляю наиболее нагруженные участки с помощью металлических скоб строительного степлера.
- Припаиваю перпендикулярные усилители из пластика.
- Усиливаю швы с помощью толстой проволоки.
- Накладываю усилители из алюминиевой фольги от пивных банок.
Фиксирую детали
Если есть трудности при пайке, то необходимо надежно зафиксировать свариваемые детали. Для этого можно использовать специальные паяльные зажимы или суперклей, чтобы временно соединить их на место перед пайкой.
Для этого можно использовать специальные паяльные зажимы или суперклей, чтобы временно соединить их на место перед пайкой.
Защищаю органы дыхания
Вот несколько советов, чтобы избежать пагубного воздействия дыма:
- Использовать респиратор.
- Проводить пайку на уровне головы и выше (дым будет уходить вверх, минуя органы дыхания).
- Использовать любой вентилятор в качестве вытяжного.
- Используя паяльник с регулятором нагрева, при появлении дыма следует уменьшить температуру.
- В качестве альтернативы паяльнику с регулятором вы можете подключить вилку к регулятору напряжения, чтобы уменьшить мощность и температуру наконечника.
Перчатки и очки:
- Перчатки могут защитить вас от ожога — некоторые паяльники достигают температур около 600 °C.
- Не забудьте защитить линзы пластиковых очков от случайного нагрева с помощью термостойкого прозрачного покрытия. Лучше всего использовать очки со стеклянными линзами.
Приступаю к пайке
Секрет успешного ремонта состоит в том, чтобы расплавить пластик в месте слома так, чтобы обе расплавленные части соединились вместе, буквально сварив себя. Вот как я это делаю:
- Помещаю наконечник паяльника в место разлома.
- Немного подталкиваю его вперед, чтобы образовать расплавленную пластиковую массу вдоль разлома.
- Повторяю это снова за последней сформированной частью, чтобы сделать другую массу рядом с предыдущей.
- В результате получается хороший сварной шов, напоминающий швы, образуемые при сварке металлов.
Когда неподвижные части слишком тонкие или для восполнения какой-либо недостающей части я обычно добавляю больше пластика:
- Помещаю пластиковую полоску поверх детали, которая будет закреплена.
- Прогреваю паяльником до момента, когда спаиваемые детали и полоска начинают плавиться.
- Вдавливаю полоску в разлом и веду паяльник дальше по месту сварки.
- При необходимости добавляю металлические усилители, чтобы сделать пайку сильнее. Делать это нужно в тот момент, когда пластик расплавлен — вдавливаете металл, пока он не войдет в пластик.

Важно! Не забудьте проверить другую сторону, чтобы убедиться, что металл не прошел насквозь через пластик. Если это произошло, придется покрыть и другую сторону пластиком.
Отделка. После выполнения сварного шва иногда хочется его облагородить, чтобы сделать менее заметным. Для этого паяльником прохожусь сверху, сглаживая наплывы.
Тестирование. Вначале даю изделию остыть, а затем приступаю к тестированию сварных швов. Хороший способ проверки — использовать в экстремальных ситуациях, например, сесть на стул, а может быть, и прыгать немного.
Вот перечень моих испытаний за последнее время:
- Пластиковый ящик, который был на некоторых снимках выше, показал себя довольно слабым. Простое падение с малой высоты сломало его, поэтому мне пришлось переделывать работу 4 раза, добавив 8 металлических усилителей, пока ящик не стал достаточно крепким.
- Крышка для кухонной емкости из ПЭТ. Эту поломку удалось исправить за 1 раз — я не смог сломать ее с помощью рук.
- Трубка из ПВХ, также стала очень сильной после того, как она была исправлена, даже проводя с ней жесткие тесты.
Совет! Что делать, если во время теста шов снова лопнул? Сделайте работу заново, но добавив больше металла и пластика, расплавьте его глубже.
Mike Mozart, flickr.com CC BY
Пластмассы прочно вошли в нашу жизнь. Во многих случаях пластмассовые детали оказываются удобнее, легче, дешевле, а иногда и прочнее металлических. Но ничего вечного не бывает. Конечно, сломанную деталь проще всего заменить. А если это невозможно, имеет смысл попробовать отремонтировать.
Ремонт сломанных пластмассовых деталей чаще всего советуют проводить с помощью сварки. Качественно выполненная сварка дает прочный, а после соответствующей обработки – практически незаметный шов.
Качественно выполненная сварка дает прочный, а после соответствующей обработки – практически незаметный шов.
К сожалению, сварка применима далеко не всегда. Значительная часть пластмасс, применяемых в промышленности, относится к реактопластам и не сваривается в принципе. Очень трудно сваривать тонкие пластмассовые детали сложной формы, которые при нагреве легко коробятся. Да и вообще выполнить хорошую сварку непросто. Стоит чуть недогреть – и шов получится хрупким, чуть перегреть – и пластмасса детали начнет разрушаться.
Поэтому в домашних условиях более целесообразно сломанную пластмассовую деталь склеить. Все этапы работы рассмотрим на примере одной из пластмассовых деталей внутренней облицовки салона автомобиля.
Обломанным оказался край тонкой пластмассовой пластины, через отверстие в которой деталь крепилась к кузову. Толщина пластины около миллиметра. Сварка сразу отпала, так как при нагреве до температуры плавления тонкая пластина неминуемо покоробится. Попробуем склеить!
Пластмассы, использующиеся для изготовления деталей, чрезвычайно многообразны. В промышленности используется несколько десятков различных видов пластмасс, каждый из которых имеет свои физические и химические свойства. Поэтому перед началом ремонта следует определить тип пластмассы, из которого изготовлена деталь.
Как определить тип пластмассы?
Если размер не слишком мал, то достаточно внимательно ее осмотреть. Где-нибудь в укромном месте с внутренней стороны обязательно обнаружится несколько букв – код материала детали. Рядом может быть нанесена дата изготовления, а для деталей автомобиля – номер детали по каталогу запасных частей.
Если деталь импортного производства, то обозначение, скорее всего, будет нанесено внутри или рядом с кодом переработки – треугольником из трех замкнутых друг на друга стрелок.
Коды буквенного обозначения пластмасс стандартизированы. Чаще всего встречаются:
ABS – акрилонитрилбутадиенстирол (очень широко распространенный материал, особенно для крупных деталей внешней и внутренней отделки автомобилей, корпусов бытовой техники, игрушек)
PA – полиамид (благодаря износостойкости, особенно с добавками графита, талька, стекловолокна, масла широко применяется для изготовления трущихся деталей, шестеренок редукторов)
PC – поликарбонат (прозрачный полимер, используемый при изготовлении линз, компакт-дисков, рассеивателей фар и фонарей, также широко распространен сотовый поликарбонат в виде листов с ячеистой структурой)
PE – полиэтилен (упаковочная пленка, ящики, канистры, садовый инвентарь, водопроводные и канализационные трубы, игрушки)
PP – полипропилен (упаковочная пленка, мешки, канализационные трубы, одноразовая посуда)
PUR – полиуретан (подошва обуви, отбойники амортизаторов, другие упругие детали с высокой износостойкостью)
Другие обозначения можно найти в полном списке условных обозначений технических пластмасс по стандарту ISO 1043-1.
Встречаются и комбинированные типы. Например, на ремонтируемой детали оказалась маркировка ABS+PC.
Смесь АБС-пластика и поликарбоната широко используется именно для изготовления деталей автомобиля, так что ошибки нет.
Какую пластмассу можно склеивать?
Инженер-технолог промышленного производства скажет, что склеивать можно любую пластмассу. Но он также скажет, что пластмассы делятся на три группы:
– легкосклеиваемые, требующие минимальной подготовки поверхности: АБС-пластик (ABS, MABS), полиакрилат (PAK), поликарбонат (PC), пластики на основе целлюлозы (СА, CAB, САР, CN, СР, СТА), поливинилхлорид непластифицированный (PVC-U), пластики на основе эпоксидной смолы (EP)
– условно легкосклеиваемые, требующие минимальной подготовки поверхности и выбора специального клея или грунта: некоторые сорта полиамида без наполнителей (PA), полистирол (PS), поливинилхлорид пластифицированный (PVC, PVC-C), полиэфирные пластики (PEEK, PEEST, PEI, РЕК, PESU, PEUR)
– трудносклеиваемые, требующие специальной физико-химической подготовки поверхностей: полиформальдегиды (CF, FF, MF, PF, UF), ударопрочный полистирол (PS-HE), полипропилен (PP), полиэтилен (PE), полиамиды (PA)
В домашних условиях имеет смысл ремонтировать детали из пластмасс первой и, иногда, второй группы. Например, прекрасно клеится полистирол, если использовать клей на основе дихлорэтана или толуола (клей для пластмассовых моделей).
Ремонтируемая деталь из смеси АБС-пластика и поликарбоната также относится к группе легкосклеиваемых деталей и хорошо клеится практически любым универсальным клеем. В данном случае максимальную прочность шва обеспечит эпоксидный клей ЭДП, произведенный в г. Дзержинске.
Клей готовится в соответствии с инструкцией (10-12 частей отвердителя на 100 частей смолы). Очень удобно смешивать эпоксидную смолу в полипропиленовом одноразовом стаканчике. Эпоксидка обладает к полипропилену весьма слабой адгезией, поэтому застывшие остатки из стакана легко удаляются. Да и выкинуть такой стаканчик тоже не жалко.
Да и выкинуть такой стаканчик тоже не жалко.
Как подготовить поверхности к склеиванию?
При подготовке пластмассовых деталей к склейке правильнее всего следовать инструкции по склеиванию, прилагаемой к клею. В общем случае подготовка заключается в зачистке поверхностей мелкой наждачной бумагой и обезжиривании органическим растворителем. Для пластмассы лучше использовать этиловый спирт, так как в бензине или ацетоне некоторые пластмассы могут растворяться или набухать, что снизит прочность клеевого шва.
Эпоксидный клей наносится тонким слоем на одну или обе склеиваемые поверхности, детали совмещаются и фиксируются. В отличие от контактных клеев, эпоксидная смола не требует сильного давления, фиксацию соединения можно обеспечить, прихватив детали нитками, резинками или бельевыми прищепками. Через 1-2 часа фиксирующие приспособления следует снять. Во-первых, позднее оторвать их будет гораздо более проблематично. А во-вторых, окончательная полимеризация эпоксидной смолы без внешнего давления не позволит образоваться в шве внутренним напряжениям.
Склейка пластмассовых деталей с усилением
При склейке тонких деталей встык даже самый лучший клей не сможет обеспечить достаточную прочность клеевого соединения. Дело в том, что прочность шва зависит от площади соприкосновения деталей. В данном случае соприкасаются обломки детали только по тонкой поверхности разлома. Здесь целесообразно применить усиливающую накладку, тем более, что место склейки находится не на виду.
Если обломки удастся найти, то работа упрощается. Для начала обломки следует постараться приклеить на место любым подходящим клеем. Можно использовать моментальный цианакрилатный клей «Секунда» или контактный полиуретановый «Момент».
После этого из бумаги делается выкройка усиливающей накладки. Особой точности здесь не требуется, так как накладка потом обрабатывается по месту.
Для накладки лучше всего использовать стеклотекстолит, можно даже фольгированный. Это очень прочный и стойкий материал на основе эпоксидной смолы. Толщина накладки выбирается исходя из размеров детали, в данном случае достаточно 1.5 мм. Резать стеклотекстолит удобно ножовкой по металлу или отрезным диском ручного гравера. Крупные детали можно вырезать углошлифовальной машинкой («болгаркой»).
Приклеивается накладка обычным способом с выдержкой для окончательной полимеризации эпоксидной смолы не менее 24 часов. Окончательная обработка накладки по контуру детали производится напильником или фрезами гравера.
Усиленная таким образом пластмассовая деталь по прочности значительно превосходит исходную.
Доброго Вам дня и с прошедшими праздниками!
Последние несколько лет наблюдал, изучал и применял различные варианты ремонта пластиковых изделий.
В около автомобильной тематике распространены такие работы как:
Ремонт бампера, ремонт фары, ремонт радиатора (крыла, молдинга и т.д), ремонт мотопластика, ремонт пластика снегохода и т.д.
Прежде чем начать ремонт изделия необходимо определить из какого материала (пластика) он изготовлен.
Как правило на деталях есть обозначения вида пластика (PP, PPE, PPH (+ другие варианты PP (Полипропилена)), ABS), но встречаются детали и без обозначений, тут уже определять придется опытным путем. Так как данный пост все же о ремонте а не о том как определить вид пластика продолжим.
1-й метод: назову его «Дедовский это «пайка пластика паяльником и сеткой«
На мой взгляд основным и единственным его преимуществом является доступность.
Цена паяльника 100 руб + сетка.
Основной недостаток в том что материал меняет свои свойства (горит) и становиться хрупким.
Как показала практика однажды отремонтировав трещину или отверстие таким методом при последующем повреждении становиться восстановить очень проблематично или даже не реально.
Вывод: стоит применять в случае если других вариантов просто нет
2-й метод: В данный момент набирает популярность в автомобильном сегменте»сварка пластика«
Тут главное правило сваривать материал необходимо подобным, если предстоит ремонт PP пластика то и электроды (присадочный материал) должен быть аналогичного состава.
На данный момент освоена сварка таких пластиков как PP (и его модификации), ABS, Plexiglas (он же акрил, поликарбонат, полиметилметакрилат, оргстекло), Полиамид (PA он пластик в радиаторах). В общем варятся все известные пластики кроме стеклопластика (так как это композитный материал.
Присадочный материал он же электрод можно изготовить самостоятельно из ненужных запчастей, либо использовать специальный (как заявляет производитель с повышенной адгезией).
На семинаре одного из них мне удалось побывать
3-й метод: Склеивание пластика «с армирующим порошком«.
Технология проста и токсична. Некоторые дельцы позиционируют ее компоненты как «НАНО-технологичные».
В основе ее лежит Цианакрилатный клей один из вариантов Cosmofen CA 12, аналогичные клеи есть и у 3M, Henkel и даже обычный «супер клей» имеет эту основу армирующим материалом выступает обычная чайная сода. Данный метод позволяет работать там где вариант сварки просто невозможен. Так же при данном методе ремонта можно склеить пластики разные по составу. Ремонтный шов крепкий и нагрузки на разрыв держит хорошо, но не стоит забывать что он не эластичный. Особое внимание требует уделить защите органов дыхания и зрения. Токсичен как во время склеивания так и во время обработки.
4-й метод: Склеивание пластика «Дихлорэтаном«
Дихлорэтан или дихлоэтановый клей, растворяет пластик до «жидкого» состояния. Благодаря своим свойствам позволяет быстро и максимально эстетично склеить однородные составы. Главное не дать обрабатываемым поверхностям потерять форму. Применим только с теми материалами которые растворяет (тестировали на PP и Плексиглас).
Применим только с теми материалами которые растворяет (тестировали на PP и Плексиглас).
5-й метод: Ремонтные составы «3M«
Существуют и специальные составы (в формате жидкого пластика) от компании 3M. Но в данном формате не буду их рассматривать так как в живую не тестировал, а в виду высокой стоимости применение не вижу целесообразным на данном этапе
Какие бы технологии Вы не применяли главное помнить, что если сломалась деталь изготовленная в условиях завода (производства), то ремонтная деталь крепче не станет, схожие удары судьбы держать будет но большего ожидать не стоит!
С надеждой на обратную связь от людей применяющих технологии по ремонту пластика!
Услуги сварки пластиков
Полипропилен и полиэтилен – наиболее распространенный тип пластика, который пользуется популярностью и востребованностью не только в быту, но и на производстве.
Благодаря качественным техническим характеристикам, полимер имеет широкую сферу применения. Однако при возникновении трещины или скола пластикового резервуара, использовать его больше не представляется возможным.
Как найти оптимальный выход из ситуации?
Качественная сварка полипропилена
Услуги сварки пластиков подразумевает скрепление двух однородных масс без образования шва и стыка. Любой мастер знает, что без специализированного оборудования произвести сварку полипропилена нельзя.
Наша мастерская имеет в распоряжении собственную материально-техническую базу, благодаря которой мы реализуем даже самые сложные проекты.
Сварка пластика может осуществляться только на основе одной технологии – горячего воздуха.
Холодная сварка или клеящиеся составы не смогут склеить поверхность, так как полипропилен, как и любой химический элемент, негативно реагирует на низкие температурные показатели.
Оптимальный диапазон температуры, при котором его положительные качества сохраняются, колеблется от -15 до +120 градусов Цельсия.
Сварка листов из пластика может потребоваться при ремонте бассейна, резервуара для воды, септика и прочих изделий.
Полипропиленовые емкости чаще всего используются в следующих областях:
- в пищевой промышленности для хранения и транспортировки продуктов питания;
- в животноводстве для кормления домашнего скота;
- в растениеводстве и садово-парковом искусстве для высадки цветов;
- в химической промышленности и лабораторных условиях для работы с химически-агрессивными веществами;
- в быту для изготовления бассейна, загородного душа, септика и прочего.
Качественная герметизация!
С нами выгодно сотрудничать по многим причинам. Во-первых, у нас имеется мощное оснащение в виде современного оборудования, благодаря которому все заказы выполняются быстро и качественно.
Минимально сжатые сроки исполнения заказа зависят от объема и уровня сложности предполагаемой работы, поэтому, как и цена, устанавливаются в индивидуальном порядке.
У нас вас всегда ждут только лояльные цены без надбавок и переплат, потому что мы ценим наших клиентов. Наши консультанты всегда рады ответить на все интересующие вас вопросы в режиме реального времени.
Для этого позвоните по указанному на сайте номеру. Мы работаем 24 часа в сутки, 7 дней в неделю, поэтому готовы приступить к выполнению заказа немедленно.
Помимо услуг ремонта, мы также занимаемся изготовлением изделий из пластика.
В нашем каталоге – широкий ассортимент продукции с наглядными фото. Используйте удобный поиск, чтобы максимально быстро найти интересующий вас продукт.
В работе мы используем только качественные полимеры различного цвета: в наличии всегда белый, синий, зеленый, черный и серый тон.
Сотрудничая с нами, вы получаете первоклассного исполнителя, который выполнит всю работу качественно, а главное – точно в указанный срок!
Чем приклеить пластик к пластику
В основном, чтобы решить проблему сломанных пластмассовых вещей, их начинают склеивать.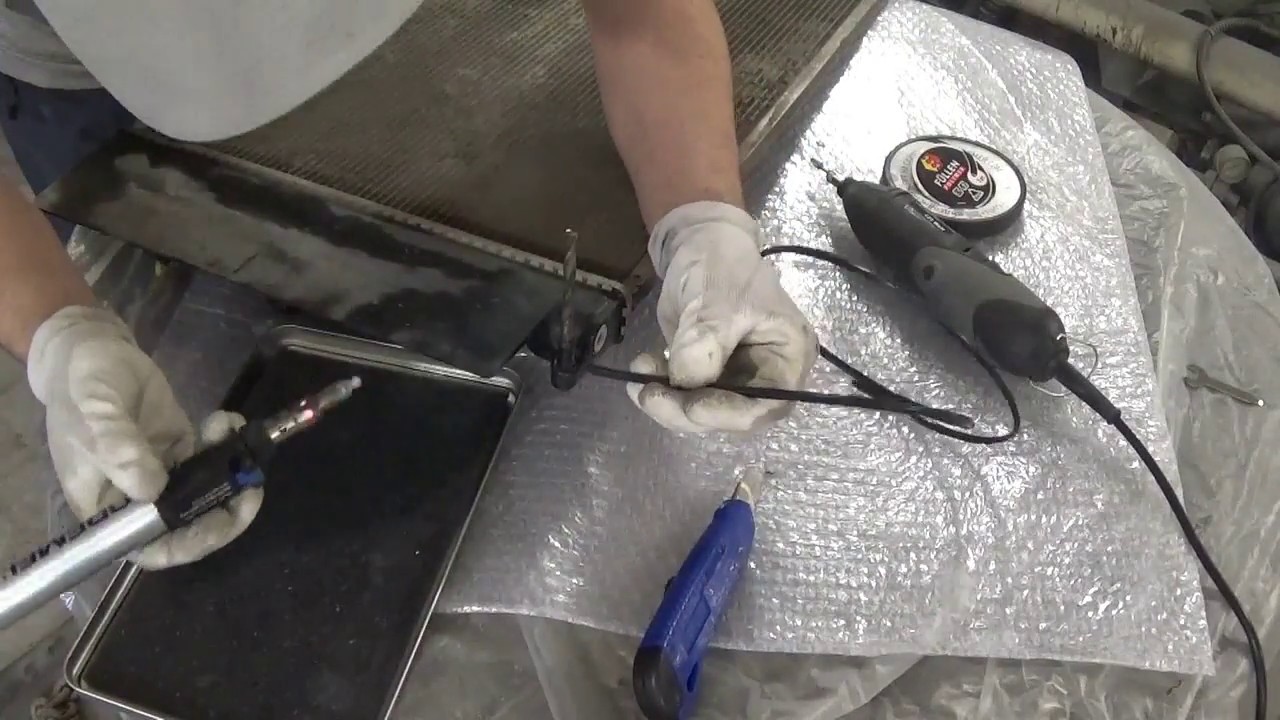 Хотя успехов не всегда достигается, так как это довольно сложный процесс из-за особенностей определенного типа клея и пластиков. В этой статье пойдет речь о клее для пластика, о том, как его необходимо выбирать и пользоваться, а также узнаем ответы на различные популярные вопросы, например: чем приклеить пластик к пластику.
Хотя успехов не всегда достигается, так как это довольно сложный процесс из-за особенностей определенного типа клея и пластиков. В этой статье пойдет речь о клее для пластика, о том, как его необходимо выбирать и пользоваться, а также узнаем ответы на различные популярные вопросы, например: чем приклеить пластик к пластику.
Особенности и назначение клея для пластика
Пластмассы, как известно, относятся к группе материалов, которые плохо склеиваются. Например, сварка металла, керамика и стекло склеиваются намного проще, если сравнивать с обычным пластиком. Объяснить это можно структурой поверхности, химическим составом и свойствами пластмасс, а именно отсутствием или маленькими размерами пор, низкой химической активностью полимеров, низкой адгезией и другими свойствами пластмассы. В связи с этим в строительстве, промышленности и других сферах сварка пластмасс является более надежной, чем ее склеивание.
Хотя в домашних условиях сварка пластика является недоступной и другие методы механических соединений деталей из пластика не всегда можно применять. В связи с этим для ремонта пластмассовых конструкций в основном используются специальные виды клея. Благодаря особым видам клея иногда возможно восстановить сломанную пластмассовую деталь, износившуюся обувь, игрушку либо другие вещи необходимые в быту вещи.
Клей для пластмассы — это полезная и удобная вещь, но процесс склеивания в некоторых ситуациях может доставить много проблем. Дело в том, что различные типы пластика отличаются между собой различными свойствами, и каждый клей характеризуется определенными особенностями применения. Знакомство с нюансами склеивания пластика начнем с рассмотрения существующих на сегодняшний день видов клея, их особенностей, преимуществ и недостатков.
Чем склеить пластик с пластиком намертво
Сегодня на рынке можно встретить множество марок клея разных по составу, методу использования, а также принципу действия.
Клей для пластмасс можно разделить на 4 категории:
- термоклей;
- реакционный клей;
- контактный клей;
- жидкий клей.
У каждого вида клея есть свои области применения и особенности. Далее будет рассмотрен отдельно каждый из видов более подробно.
Жидкий клей
Такой тип клея является самым простым по применению и составу, в связи с этим он считается очень популярным среди пользователей.
Различают следующие виды жидких клеев:
- клеи с растворителем;
- клеи на водной основе.
Если рассматривать клеи на водной основе, то они существенно отличаются от аналогов, хотя их принцип действия является одинаковым. Во время нанесения жидкого клея на поверхности растворитель или вода начинают постепенно испаряться, далее клей затвердевает и осуществляется непосредственно само склеивание элементов.
Они хорошо подойдут для склеивания, к примеру, пористых материалов, через которые осуществляется испарение воды либо растворителя. Стоит учитывать, что ими очень сложно склеить герметичные материалы или это является вообще невозможным, ведь даже спустя много времени такой клей остается жидким.
Такой известный всем как клей ПВА универсальный относят к жидким, его традиционно используют для склеивания тканей, бумаги, дерева, а также для приклеивания пластиковых пленок на мебель и похожие материалы. К жидким клеям также относятся клеи на основе смол и каучука, в которых в качестве растворителя используется метилацетат, ацетон, спирт и т.д.
Клеи на основе дихлорэтана очень долго применялись, но из-за их токсичности их используют только профессионалы на предприятиях, что объясняется вредностью. Далее рассмотрим более подробно, чем приклеить пластик к пластику, а именно какие вида клея можно для этого использовать.
Контактные клеи
Такой вид клея в основном применяют для склейки разных видов пластика, ведь он очень простой в использовании и дает хороший результат.
Различают несколько видов контактных клеев:
- с отвердителем;
- без отвердителя.

Независимо от вида, использование контактного клея можно описать таким образом: в самом начале процесса склеивания клей наносится на одну или обе склеиваемые поверхности, далее он должен высохнуть на протяжении 10-15 минут. После этого склеиваемые поверхности нужно плотно прижать между собой. Из-за этого такие клеи и называют контактными, так как они после высыхания и контакта соединяют материалы, которые склеиваются.
К контактным клеям относятся следующие: «Момент», БФ-4, БФ-2, резиновый клей и другие марки. В таком виде клеев часто содержатся токсичные материалы, в связи с этим с ними необходимо работать строго по инструкции, а именно в проветриваемом помещении, при этом избегать контакта кожи с клеем и вдыхания паров.
Реакционные клеи
Такие клеи классифицируют на 2 вида:
- двухкомпонентные;
- однокомпонентные.
В однокомпонентных клеях содержится специальный отвердитель, который остается жидким в закрытой емкости. При нанесении на склеиваемую поверхность он моментально затвердевает, соединяя при этом необходимые детали. К ним относятся всем известные цианоакрилатные «Секундные» клеи «Суперклей» и его аналоги. Их затвердение осуществляется под воздействием паров воды и кислорода, содержащихся в воздухе. В связи с этим во время их использования специалисты советует увлажнять поверхности, тогда как большинство других клеев наоборот хорошо склеивают именно сухие поверхности.
Двухкомпонентные клеи, соответственно, состоят из 2 компонентов: отвердителя и связующего вещества. До склеивания они находятся в разных емкостях. Перед применением такие клеи нужно смешать, далее они наносятся на склеиваемые поверхности, а сама смесь начинает отвердевать под воздействием определенных факторов окружающей среды. После смешивания двухкомпонентный клей можно хранить не больше чем полчаса.
В основном их основу составляют различные смолы, к самым известным клеям такого типа относят полиуретановый, эпоксидный, полиэфирный и другие. Еще есть двухкомпонентные клеи, изготовленные на основе ПВХ, хотя их, как правило, используют только в промышленности.
Еще есть двухкомпонентные клеи, изготовленные на основе ПВХ, хотя их, как правило, используют только в промышленности.
Термоклеи
Данная группа клеев считается особенной, так как клеящие свойства они приобретают только при нагревании до определенной температуры (в зависимости от клея она будет составлять 110-220 °C).
Использовать термоклей можно только при помощи специального клеевого пистолета, благодаря которому клей будет нагреваться. В большинстве случаев их используют для творчества, с их помощью можно приклеить, например, крупные детали, а вот склеить пластиковые сломанные вещи не всегда получается.
Отметим факт, что сейчас изготовителями из разных стран создано большое количество клеев для склеивания пластика, при этом многие из них пригодные исключительно для промышленного использования.
Обусловлено это следующими факторами:
- токсичностью некоторых марок клея;
- сложностью их использования, ведь некоторые марки клея могут работать совместно с катализаторами и только при соблюдении прописанных специалистами условий;
- их большой стоимостью и т.д.
Для применения в быту на рынке можно встретить не так много марок клея, среди которых такие популярные марки как БФ-4, БФ-2, «Момент», клей резиновый, эпоксидный клей двухкомпонентный, секундные клеи, однокомпонентные жидкие клеи и ряд 2-компонентных клеев на основе смол. В основном приходится выбирать из ограниченного предложения, исходя из этого, правильный выбор клея является залогом хорошего ремонта сломанной вещи.
Как выбрать клей для пластика?
В основном для склеивания пластмассы используют универсальные клеи, к которым относятся популярный «Момент», разные марки секундных клеев, эпоксидный и т.д. Но есть и различные специальные клеи, предназначенные для склеивания одного либо нескольких видов пластика.
Подобные клеи имеют обозначение в виде аббревиатуры, которая указывает для склеивания, которого вида пластика они предназначены.
Рассмотрим, какие аббревиатуры являются наиболее популярными:
- РА66 — полиамид;
- АВS — пластик, акрилонитрилбутадиенстирол;
- РР — полипропилен;
- РЕ — полиэтилен;
- PS — полистирол;
- РС — поликарбонат;
- PUR — полиуретан;
- PMMA — полиметилметакрилат;
- PVC — ПВХ, поливинилхлорид.
Существует намного больше видов пластиков, чем указано выше, поэтому можно встретить и другие аббревиатуры. На упаковке обозначение пластика можно встретить в углах или под знаком переработки (многоразовой) пластмассы.
Для склеивания пластмасс, которые встречаются в быту либо в автомобилях, также подойдут указанные секундные клеи, эпоксидные клеи, контактные клеи, например, «Момент» и другие. При этом выбирать клей нужно, не только исходя из материала, а также исходя от особенностей применения склеиваемого предмета:
Реакционные и жидкие клеи лучше всех работают в неподвижных соединениях, задача которых обеспечить высокую прочность соединения. Многие реакционные клеи отлично склеивают различные детали, которые подвергаются постоянному нагреву.
Хотя если посмотреть с другой стороны, то большое количество клеев нельзя использовать с определенными типами пластмасс. В особенности это относится к клеям с растворителем, так как они могут повредить поверхность пластика. В связи с этим такие виды клеев необходимо применять с большой осторожностью.
В отдельности хочется выделить склеивание таких известных окружающих людей пластиков, как полипропилен и полиэтилен. Большинство клеев не могут склеить такие виды пластмассы. Например, попробуйте склеить обычный полиэтиленовый мешок при помощи «Суперклея» и «Момента», увидите, что у вас ничего не выйдет. Склеенная деталь из полиэтилена обычно скоро развалится, поэтому про ремонт такой детали при помощи клея можно даже не думать, соответственно пробовать также нет смысла.
Инструкция по применению клеев для пластика
Специальная инструкция о том, как необходимо пользоваться клеем должна быть на его упаковке.
 Рассмотрим порядок действий, который будет типичным для работы с разнообразными видами клеев.
Рассмотрим порядок действий, который будет типичным для работы с разнообразными видами клеев.Жидкие клеи
В большинстве случаев такой вид клея должен наносится на одну из поверхностей, которая склеивается. После чего две поверхности нужно соединить и сжать до того момента пока клей не высохнет полностью. В некоторых случаях специалисты сначала советуют нанести клей на две поверхности, после чего дать ему высохнуть. Далее нужно будет снова нанести клей на одну из поверхностей, соединить и сжать обе детали до того времени пока клей полностью не высохнет.
Если, к примеру, рассматривать жидкие клеи, то их преимущество в том, что они не быстро высыхают. В связи с этим положение деталей, которые склеиваются, относительно друг друга будет возможность слегка поправить после их соединения.
Реакционные однокомпонентные клеи
В основном клеи такого типа наносятся небольшим слоем на поверхности, которые необходимо сразу прижать друг к другу. Клей должен затвердеть на несколько секунд, именно поэтому они называются секундными, исходя из написанного выше, при склеивании медлить нельзя.
Когда склеивание осуществляется цианоакрилатным клеем, то чтобы схватывание было лучшим, профессионалы советуют подышать на поверхности, которые склеиваются. Благодаря водяным парам реакция будет происходить куда лучше. Для некоторых видов клеев однокомпонентных склеиваемые поверхности советуют немного смочить для того, чтобы они стали немного влажными.
Реакционные двухкомпонентные клеи
Для работы с таким видом клея сначала необходимо его компоненты смешать (в основном это нужно делать в пропорции один к одному, хотя есть и другие варианты). После этого выполняется склеивание обычным методом — на обе поверхности наносится клей, после чего он сжимается, пока полностью не высохнет.
В основном клей в смешанном состоянии может «жить» не больше чем пол часа, из-за чего его необходимо разводить в таком количестве, которое будет использовано полностью за указанное в инструкции по применению время.
Термоклеи
Такие виды клеев формируются в прутки разных диаметров, предназначенных для применения со специальным клеевым термопистолетом. С таким видом клея работа является довольно простой — сначала пруток нужно вставить в пистолет, после чего нужно включить пистолет и дальше подождать нагрев клея. Чтобы склеить поверхности сначала нужно выдавить каплю клея на деталь, а она в свою очередь приживается к приклеиваемой основе.
Что касается термоклея вне пистолета, то он очень быстро сохнет (практически за считанные секунды), поэтому с его помощью детали нужно клеить очень быстро без каких-либо ошибок. Подборка по теме: как покрасить пластик.
Важно знать!
Огромное значение имеет также подготовка поверхностей деталей, которые готовятся к склеиванию. В основном поверхность необходимо очистить от грязи, потом промыть и обезжирить при помощи растворителя и в дальнейшем хорошо высушить.
В некоторых случаях советуют использовать клей исключительно в определенном температурном диапазоне (к примеру, клеи эпоксидные не любят охлаждение). В основном процедура подготовки поверхности указана в инструкции по использованию клея.
Правильный выбор клея и его оптимальное применение является залогом успешного склеивания деталей из пластика. Но при использовании того или иного клея будьте аккуратны так как убрать клей с одежды или рук дело непростое. Исключительно строгое соблюдение инструкций гарантирует отличное склеивание, а также восстановление детали из пластика без лишних затрат.
Видео: ЧЕМ СКЛЕИТЬ ПЛАСТИК С ПЛАСТИКОМ НАМЕРТВО
6 способов ремонта сломанного пластика
Ремонт пластиковых изделий может сбить с толку того, кто никогда этого раньше не делал. Нет деталей, которые нужно заменить (обычно), нет гайки, которую нужно затянуть, просто что-то . .. деформировано или треснуто. Ремонтировать нечего, кроме самого материала.
.. деформировано или треснуто. Ремонтировать нечего, кроме самого материала.
С пластиком работать проще, чем вы думаете. При нагревании и при небольшом давлении многие предметы можно починить довольно просто. Поэтому, прежде чем вы смиритесь с тем, чтобы выбросить сломанный кусок пластика в мусорную корзину, вот несколько методов, которые вы можете использовать для ремонта пластика.
Горячая вода, холодная вода
Этот совет пришел из мира коллекционирования фигурок. Пока я занимался исследованием, это всплывало на различных форумах фанатов с очень небольшими вариациями от одного источника к другому. Пластмассы (особенно маленькие или тонкие) не нуждаются в сильном нагревании, чтобы стать достаточно мягкими, чтобы ими можно было манипулировать. Просто нагрейте немного воды на плите или в микроволновой печи, пока она не станет чуть ниже кипения, и приготовьте в стороне таз с холодной водой. Поместите пластмассовую деталь в воду, чтобы она нагрелась.Периодически вынимайте изделие из ванны с горячей водой и проверяйте его пластичность. Со временем он станет достаточно мягким, чтобы его можно было распрямить пальцами. Когда вы примете желаемую форму, поместите пластиковую вещь в холодную воду, чтобы она остыла.
Эта техника предназначена не только для фигурок и их изогнутых катан. Недавно я использовал этот метод, чтобы починить немного покоробленного пластика на моем погружном блендере, который мешал прикреплению моего лезвия к двигателю. Это заняло около 15 минут и избавило меня от необходимости заменять в остальном исправный прибор.
Сварка пластмасс с нагревом
Если у вас есть два отдельных куска пластика, которые необходимо соединить, или если у вас есть трещина, то вам нужно будет сделать сварку пластика. Основная идея состоит в том, чтобы нагреть соединяемые края, чтобы расплавить пластик до тех пор, пока он не станет достаточно жидким, чтобы соединить края вместе. В канавку можно вплавить дополнительный пластик, чтобы создать более прочное соединение, но в зависимости от ситуации это не всегда необходимо.
Основная идея состоит в том, чтобы нагреть соединяемые края, чтобы расплавить пластик до тех пор, пока он не станет достаточно жидким, чтобы соединить края вместе. В канавку можно вплавить дополнительный пластик, чтобы создать более прочное соединение, но в зависимости от ситуации это не всегда необходимо.
Существуют инструменты, специально предназначенные для сварки пластмасс, с приспособлениями для каждого этапа процесса, но для небольшого или разового ремонта будет достаточно дешевого паяльника малой мощности.Видео выше из гаража Делбоя демонстрирует эту технику, а также показывает, как врезать небольшие металлические проволоки, чтобы «сшить» трещины в пластике вместе.
Важно: Плавящийся пластик может быть токсичным, поэтому делайте это в хорошо вентилируемом помещении.
Сварка пластмасс трением
Сварка трением — еще один способ соединения пластмасс. Небольшой кусочек пластика (например, короткий отрезок нити для 3D-печати) вращается с высокой скоростью вращения и прижимается к предполагаемому стыку между двумя отдельными пластиковыми деталями.Трение плавит пластик двух соединяемых деталей, а также вращающийся пластик, что создает прочную связь.
В середине 1970-х Mattel продала игрушку «Spin Welder», которая работала по этому принципу, а в 2012 году Фрэн Бланш из Frantone Electronics пересмотрела идею создания своей собственной машины для сварки трением с использованием недорогого вращающегося инструмента. Это особенно хороший метод устранения опечаток на 3D-принтере, поскольку вы можете точно подобрать пластик, используя ту же нить.
Пластиковые пластыри
Если у вас достаточно большое отверстие, вам придется прибегнуть к созданию пластикового пластыря для него. Ответ на эту конкретную проблему, кажется, лучше всего был найден у каякеров. Используя источник тепла (предпочтительно тепловой пистолет), размягчите края отверстия и кусок пластика, который вы будете использовать в качестве заплатки, и аккуратно поместите его, чтобы убедиться, что отверстие полностью закрыто. Он довольно горячий, так что тебе понадобятся перчатки. Когда пластырь окажется на месте, вы можете разгладить края горячей металлической ложкой или шпателем.
Важно: Используйте такой же пластик для пластыря.
Использование ацетона для АБС-пластика
Ацетон — это довольно эффективный растворитель для плавления АБС-пластика. Поклонники 3D-печати использовали ацетон для сглаживания поверхностей 3D-печати, склеивания деталей и устранения опечаток. Смесь ацетона и АБС, известная как суспензия АБС, может использоваться в качестве клея или наполнителя для сглаживания канавок или заполнения зазоров. У Matter Hackers есть несколько удобных рецептов для самостоятельного приготовления суспензии из АБС-пластика.
Важно: Этот метод не работает с PLA.
Клей Good Ol ’
Конечно, всегда есть возможность склеить вещи. Для пластика лучше всего использовать суперклей (цианоакрилат) или клей для пластиковых моделей.
Как правильно выполнять сварку в домашних условиях
Сварка вращением работает следующим образом: одно вращается с большой скоростью и, используя теплоту трения, расплавляется на другое. Как и другие виды сварки, он дает очень прочное соединение, не требующее крепежа или клея; в отличие от них, легко обойтись без специальной подготовки, используя относительно безопасное и дешевое оборудование.Вы можете начать сварку в своем гараже, не имея ничего более экзотического, чем сверлильный станок, пару подшипников для коньков и несколько перерабатываемых пластиковых бутылок.
Безопасность прежде всего! Наденьте защитные очки, чтобы летящие стружки не попали в глаза, и тонкие резиновые перчатки, чтобы избежать ожогов от трения на руках. Никогда не надевайте толстые перчатки при работе с вращающимся оборудованием, так как они могут зацепиться за вращающиеся части и втянуть в них пальцы. Если у вас длинные волосы, держите их вверх, назад и в сторону.
Обзор проекта
- Время: 45 минут
- Стоимость: 15 долларов на запчасти
- Сложность: Легко
Необходимые инструменты
Необходимые материалы
- 3 пластиковые бутылки для напитков с завинчивающейся крышкой, код переработки 1 (ПЭТ)
- 4 подходящие крышки
- 1 или 2 роликовых подшипника, 8 × 22 × 7 мм (608-2RS)
- 2 болта с шестигранной головкой, 5/16 ″ 18 × 1 ″
- 2 плоские шайбы, 5/16 ″
- 1 резьбовое соединение стержня, 5/16 ″ 18
- 1 шестигранная гайка, 5/16 ″ 18
- 1 деревянная доска
- 3 маленьких винта для дерева, # 4 × 1/2 ″
Сварка центрифугированием
Обезглавить бутылки
Невыпадающие кольца можно снять или оставить на месте.Проделайте горлышки бутылок прямо под фланцем. Протрите фланцы крупной наждачной бумагой, чтобы сгладить надрезы.
Запрессовать подшипники
Вероятно, вам удастся обойтись только одним подшипником.Полностью затяните патрон сверлильного станка и с помощью закрытых губок вдавите подшипник в одну из крышек бутылок со стороны фланца. Вдавите один подшипник до упора, затем вдавите второй за ним.
Просверлить заглушки
Просверлить со стороны фланца.Накрутите крышку бутылки на резьбу и используйте подшипники в качестве направляющей, чтобы просверлить отверстие точно в ее центре. Повторите со второй крышкой.
Соберите инструменты
Драйвер и вертушка идентичны, за исключением гайки.
Проденьте длинный болт с шестигранной головкой через отверстие в крышке одной бутылки изнутри. Добавьте шайбу с другой стороны и затяните резьбовую муфту от руки. Это «драйвер». Проденьте короткий шестигранный болт через другую просверленную крышку и закрепите шайбой и обычной шестигранной гайкой.Это «прядильщик».
СВЯЗАННЫЙ: Мы потратили столько пластика, что его почти невозможно представить — эти диаграммы помогут
Установите подшипники
Если вы используете сосну, то направляющие отверстия не нужны.Прикрепите крышку бутылки с подшипниками к доске тремя маленькими шурупами, равномерно расположенными вокруг ее фланца. Вставьте выступающие резьбы болтов на спинере в подшипники и убедитесь, что он свободно вращается.
Совместите детали
Найдите минутку, чтобы быть точным.Ввинтите одну из оставшихся крышек бутылки в отвертку, а другую — в спиннер. Вставьте отвертку в сверлильный станок за резьбовую муфту. Установите доску на пресс-столе и, не включая ничего, опустите шпиндель, отрегулируйте положение доски, пока верхние части бутылок не будут точно выровнены, и закрепите доску на столе. Поднимите и опустите шпиндель пару раз, чтобы убедиться, что все выровнено.
Сделайте сварной шов
Отпустите, когда это связывает.Установите сверлильный станок на 1400 об / мин и подайте импульс мощности для проверки вибрации. Если все в порядке, снова включите питание, удерживайте спиннер неподвижно между большим и указательным пальцами левой руки и управляйте прессом правой. Как можно осторожнее прикоснитесь к деталям. Через несколько секунд пластик начнет размягчаться, и поверхности заедут. Когда это произойдет, отпустите спиннер и выключите питание. Позвольте деталям вращаться вместе, затем поднимите шпиндель.Если вы все сделали правильно, две части теперь станут одной частью и поднимутся вместе.
Финиш
И вуаля! Отвинтите вертушку от детали, затем отвинтите деталь от отвертки. Теперь закрутите оставшиеся крышки бутылок с каждого конца. Поздравляю! Вы только что сделали симпатичную небольшую водонепроницаемую капсулу, которая отлично подходит для хранения таблеток, флэш-накопителей, ювелирных изделий и других мелких драгоценных вещей в надежном и сухом состоянии в кармане, рюкзаке или сумочке. Тщательно промойте его водой с мылом, дайте ему высохнуть, и все готово.
Теперь закрутите оставшиеся крышки бутылок с каждого конца. Поздравляю! Вы только что сделали симпатичную небольшую водонепроницаемую капсулу, которая отлично подходит для хранения таблеток, флэш-накопителей, ювелирных изделий и других мелких драгоценных вещей в надежном и сухом состоянии в кармане, рюкзаке или сумочке. Тщательно промойте его водой с мылом, дайте ему высохнуть, и все готово.
Идем дальше
Материал большего диаметра следует сваривать на более низких оборотах.Созданные вами инструменты позволят сделать десятки или даже сотни таких вещей, и как только вы научитесь, процесс станет быстрым, бесплатным и увлекательным. Сырье можно найти буквально повсюду, а ваши дураки на 100 процентов пригодны для вторичной переработки.
СВЯЗАННЫЙ: Как сделать робота, следующего за светом, за один день
Этот проект в том виде, в каком он был написан, работает для обычной резьбовой крышки PCO1881, которую можно найти на пластиковых бутылках с завинчивающейся крышкой по всему миру, но он легко адаптируется к контейнерам большего размера, если вы можете точно найти и просверлить отверстия в центре их крышек.
При использовании немного более изящного оборудования было бы легко добиться самоцентрирования привода и спиннера, добавив центральный направляющий стержень, который перемещается вверх и вниз в подшипниках на протяжении всей сварочной операции.
Наконец, обратите внимание, что хотя обе части должны свободно вращаться во время остывания сварного шва, только одна из них должна быть круглой. И хотя разные пластмассы обычно не свариваются друг с другом, ПЭТ и поликарбонат (который продается листами в большинстве хозяйственных магазинов) являются исключением.
нестандартных пластиков | Дом
Решение проблем, связанных с литьем пластмасс.
Семейная собственность и управление с 1973 года.
Ваш лидер №1 в области фитингов для сварки методом центрифугирования Ваш лидер №1 в области фитингов для сварки центрифугированием
 youtube.com/embed/Xs_0RUkC2iA» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Xs_0RUkC2iA» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
- Фитинги с выступом и заподлицо с резьбой
- Боссы
- Патчи
- Датчики и глухие вставки
- Втулки
- Штуцеры переборки
- Лизать колеса
- Вентиляционные отверстия (вакуум и сброс давления)
- Адаптеры для резервуаров хранения
- Крышки вентиляционные
- Обратная резьба
- Двухсторонняя резьба
- Насадки Vortex
- Особые цвета
зарекомендовала себя как отвечающая всем особым требованиям, которые помогут своим клиентам получить преимущество в конкурентных ценах.
- Мы стараемся поддерживать баланс между собственными и нестандартными элементами. Это здоровая ситуация для роста.
- У нас есть собственная разработка инструментов, которая сводит к минимуму время выполнения заказа.
- У нас есть собственный цех по ремонту пресс-форм и инструментов, а также пять местных инструментальных цехов для изготовления новой оснастки. Мы находимся на очень конкурентном рынке новых инструментов для наших заказных и запатентованных продуктов.
Сварка пластмасс в домашних условиях: руководство
Сварка — это не только работа для экспертов.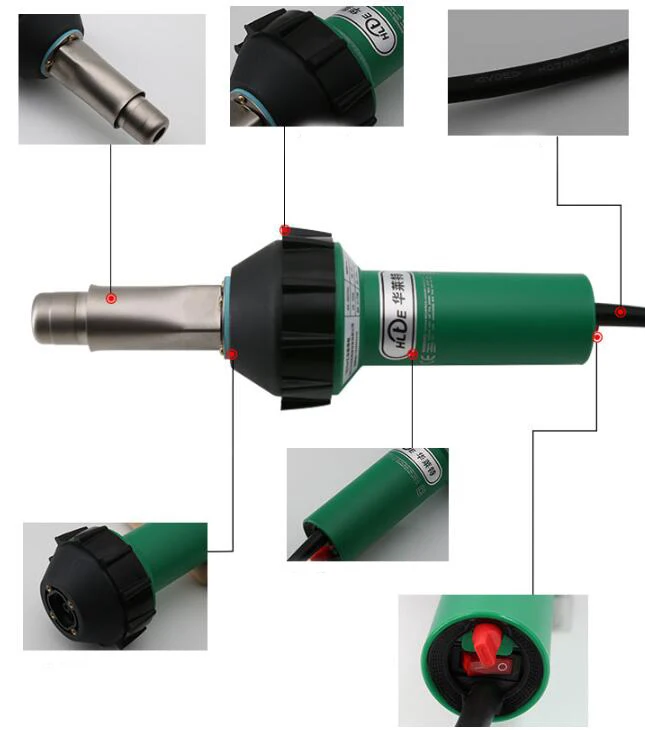 Если вы энтузиаст DIY или кто-то, кто хочет научиться ремонтировать вещи в домашних условиях, есть много способов научиться применять сварку. Одна из самых простых вещей, которые можно сварить в домашних условиях — это пластик. Ниже мы опишем несколько основных способов начать сваривать пластик, если вы никогда этого не делали раньше.
Если вы энтузиаст DIY или кто-то, кто хочет научиться ремонтировать вещи в домашних условиях, есть много способов научиться применять сварку. Одна из самых простых вещей, которые можно сварить в домашних условиях — это пластик. Ниже мы опишем несколько основных способов начать сваривать пластик, если вы никогда этого не делали раньше.
Все, что требует соединения двух кусков пластика, можно сварить дома. Это может быть ремонт, ремесленный проект или строительство чего-то нового.Например, предметы, которые вы можете сварить дома, включают:
- Подлокотники на стуле
- Игрушки
- Пластиковые ведра
- Очки
- Расчески
- Вешалки
- Автозапчасти
- Столовые приборы
- Tupperware
- Контейнеры
- Обувь
В основном для сварки пластмасс требуется тепло. Это более эффективно, чем клей, потому что он сплавляет материалы вместе, а не обеспечивает временное соединение.Также важно отметить, что самые легкие для сварки пластмассы:
- PP — полипропилен
- HDPE — полиэтилен высокой плотности
- LDPE — полиэтилен низкой плотности
Чтобы начать работу над проектом, обычно вам понадобятся следующие предметы:
- тепловая пушка, например Leister Triac ST
- паяльник
- кожаные перчатки
- плоскогубцы
- маска для защиты лица и дыхания.Вы также должны убедиться, что помещение хорошо проветривается.
После того, как вы соберете необходимые инструменты и материалы, вам нужно будет определить, насколько хорошо пластик будет сочетаться друг с другом. В зависимости от объекта, который вы свариваете, вам могут понадобиться паяльные рычаги или вы можете попытаться сначала склеить детали, чтобы удерживать их вместе.
Существует множество способов сварки пластика, но два из них наиболее распространены:
Лицевая сваркаЛицевая сварка — это простой метод, при котором вы нагреваете каждую поверхность пластика, который вы собираетесь плавить.Используя кусок листового металла, вы можете соединить эти два предмета вместе. Однако может быть легко перегреться, поэтому будьте осторожны!
Точечная сваркаВ этом методе вы возьмете паяльник и аккуратно проведете им вместе с пластиком, пока он не расплавится. Это позволяет вам затем соединить элементы вместе.
СоображенияХотя сварка пластика в большинстве случаев проста, есть несколько вещей, которые необходимо учесть перед тем, как приступить к работе над проектом.
- Пластик тонкий или толстый?
- Что это за пластик?
- Есть ли отверстия в пластике, который вы свариваете?
- Есть ли другие материалы, которые могут помешать сварке?
Эти соображения позволят вам определить, нужны ли вам другие материалы помимо основных, перечисленных выше. В этих случаях вам может потребоваться добавить дополнительные пластиковые или металлические детали, например, скобы, чтобы усилить сварочную работу. Приступая к любому проекту, также важно позаботиться о своей безопасности.Некоторые сварщики используют респираторы или вентиляторы, чтобы не вдыхать химические вещества. Для сварки необходимо снимать пластик крупным планом, поэтому необходимо соблюдать меры предосторожности. Вышесказанное является лишь кратким руководством по сварке пластмасс. Если вы новичок, различные учебные пособия помогут вам ознакомиться с процессом.
Если вы собираетесь купить что-то на этой неделе, сделайте это пластиковый сварочный комплект
Все представленные здесь продукты выбираются нашими редакторами и авторами независимо друг от друга.Если вы покупаете что-то по ссылкам на нашем сайте, Mashable может получать партнерскую комиссию. В комплект входит ручной аппликатор со светодиодной лампой без УФ-излучения.
В комплект входит ручной аппликатор со светодиодной лампой без УФ-излучения.Изображение: bondic
By Stack CommerceMashable Shopping
TL; DR: Карманный комплект для сварки жидкого пластика BONDIC Pocket 3D продается за 14,99 долларов США, что дает экономию 40%.
Наконец-то это произошло — зарядное устройство вашего телефона разрядилось до последнего, провод изношен, и вам придется потратить деньги на новое в кратчайшие сроки.Вы уже пытались скрепить их скотчем, но знаете, что это временное решение. Вам нужно что-то покрепче.
Пока не отказывайтесь от своего печального изношенного зарядного устройства — вы можете вдохнуть новую жизнь в свою изношенную и сломанную электронику с помощью этого сварочного комплекта из жидкого пластика. Карманный сварочный аппарат BONDIC позволяет использовать жидкий пластик для очистки, заполнения, отверждения или придания формы тому, что вам нужно, и он затвердевает только тогда, когда вы отверждаете его с помощью прилагаемого УФ-излучения, что дает вам полный контроль над вашим опытом ремонта.К счастью для вас, он продается в преддверии Черной пятницы по цене менее 13 долларов.
В отличие от клея, этот превосходный клей работает не только путем склеивания двух плоских поверхностей. Вместо этого BONDIC позволяет вам фактически перестраивать формы и размеры, сваривать объекты или даже полностью перестраивать их. Вы также можете решить, когда пришло время пластику затвердеть — после того, как вы создали свою форму или заполнили все, что нужно заполнить, вы можете затвердеть и затвердеть пластик всего за четыре секунды с помощью ультрафиолетового света.После того, как он затвердеет, вы можете подпиливать, шлифовать, сверлить, красить или формовать его по своему усмотрению, выводя свои ремонтные проекты на новый уровень настройки.
Если вы действительно хотите побаловать себя чем-то полезным в эту Черную пятницу, откажитесь от клея и получите вместо него комплект для сварки жидкого пластика BONDIC Pocket 3D всего за 12,74 доллара с кодом BFSAVE15. Вы также можете приобрести профессиональный комплект, в который входит дополнительная трубка из жидкого пластика, за 19,12 доллара США с той же скидкой.
Вы также можете приобрести профессиональный комплект, в который входит дополнительная трубка из жидкого пластика, за 19,12 доллара США с той же скидкой.
шт. Не ждите Черной пятницы — уже можно получить этих бестселлеров с большими скидками .
Сварка и изготовление пластмасс
Средства защиты от COVID-19: SNEEZE GUARDS ЗАЩИТНОЕ ОБОРУДОВАНИЕ ДЛЯ ВАШИХ КЛИЕНТОВ И СОТРУДНИКОВPlastic Welding & Fabrication, Ltd. устойчиво предлагает инновационные продукты, помогающие бороться с распространением коронавируса COVID-19 с помощью P.P.E.
Защитные кожухи из плексигласа — бесценная форма защиты от распространения COVID-19 (а также других вирусов или бактерий).Эти барьеры из плексигласа и защитные ограждения от чихания теперь устанавливаются по всей стране в аптеках, на кассах продуктовых магазинов, магазинах шаговой доступности и других предприятиях розничной торговли.
Идеальные приложения:
- Аптеки
- Счетчики в круглосуточном магазине
- Кассы продуктового магазина
- Стойки регистрации для обслуживания клиентов
- Предприятия розничной торговли
Эти экраны чаще всего изготавливаются из акриловых листов оргстекла, но для большей ударной вязкости их также можно изготавливать из листов поликарбоната, ударно-модифицированных акриловых листов или листов PETG.
Наши прозрачные пластиковые барьеры защищают важные работы и обслуживаемых ими посетителей от брызг и частиц в воздухе. Они доступны по цене, долговечны и просты в установке.
Области обслуживания:
Техас: Мы обслуживаем все города / округа Техаса. Пример: Остин, Форт-Уэрт, Даллас, Сан-Антонио, Лаббок, Амарилло, Буда, Кайл, Сан-Маркос, Сан-Анджело.
Пример: Остин, Форт-Уэрт, Даллас, Сан-Антонио, Лаббок, Амарилло, Буда, Кайл, Сан-Маркос, Сан-Анджело.
США: Мы с гордостью обслуживаем все штаты и территории США.Примеры: Пуэрто-Рико, Виргинские острова США, Американское Самоа, Гуам, Северные Марианские острова, Аляска, Гавайи, Нью-Йорк, Оклахома, Мичиган, Флорида, Колорадо, Северная Дакота, Южная Дакота.
Мексика: с 16 июня 2020 года у нас появилось больше возможностей для доставки в Мексику! Примеры: Мехико, Экатепек, Гвадалахара, Пуэбла, Сьюдад-Хуарес, Тюана, Монтеррей.
Канада: с 16 июня 2020 года у нас появилось больше способов доставки в Канаду! Примеры: Торонто, Монреаль, Ванкувер, Калгари, Эдмонтон, Виннипег, Гамильтон, Лондон, Китченер, Виктория.
Оборудование для сварки пластмасс
Изделия для сварки пластмасс
Мы предлагаем широкий ассортимент инструментов, принадлежностей и расходных материалов для сварки пластмасс горячим воздухом.
Сварочные аппараты промышленного качества
для интенсивного или непрерывного использования в мастерских, ремонтных мастерских и производственных предприятиях. Сварочный комплект
Best Value предлагает сварочный аппарат Rion премиум-класса промышленного качества с большим количеством принадлежностей и жестким футляром, экономя при этом много денег. Стоит посмотреть!
Низкозатратный сварочный аппарат для
периодическое использование.Лучше всего подходит для школ, домашних мастеров и профессионалов, которые будут использовать
время от времени сварочное оборудование.
Plastics Fix Book — это
необходимое учебное пособие по ремонту и изготовлению пластмасс, а также предоставление
полная информация по обработке и идентификации пластмасс.
Пластиковый сварочный стержень из нескольких профилей и материалов для сверхпрочной сварки.
Видео о сварке пластмасс, продолжительностью 4 минуты, демонстрирующее, как именно ремонтировать обычное пластиковое изделие.