Сварка полиэтиленовой пленки — действительно ли это легко
Сварка полиэтиленовой пленки
Сварка пленки может производиться в домашних условиях. Пожалуй, наиболее популярное предназначение полиэтиленовой пленки – тепличное накрытие, которое соединяется контактным нагревом. В определенное время года часто появляются вопросы относительно того, как соединять пленку для теплицы.
Конечно, собственноручная сварка полиэтиленовых материалов не может обойтись без инструмента и оборудования. Таким образом, в первую очередь понадобится утюг (бытовой) с температурным регулятором или электрический паяльник.
Сварка пленки бытовым утюгом
Такой способ соединения ПВХ пленки выполняется на столе, на котором уложен оструганный деревянный брусок. Далее на брусок нужно положить края полотнищ пленки, при этом следует обратить внимание на то, чтобы края материала выступали из-под подкладки на 2 см. Сверху полиэтиленовых полотнищ стоит положить тугоплавкий листовой материал, например целлофановую или фторопластовую пленку, бумагу и т. п.
п.
С целью увеличения скорости соединения деталей после проведения аппарата по материалу следует охладить свариваемый участок ПВХ пленки посредством мокрой тряпки. Следите за терморегулятором: он должен показывать температуру нагрева в пределах 120-150°С. Отметим, что температура электрического аппарата – главный технологический показатель, служащий для качественного соединения полиэтиленовых пленок.
Листы пленки для сварки необходимо сложить внахлест на доске (ровной), после чего накрыть листом бумаги сверху. Далее наклоните утюг на 5°, медленно проведите вдоль шва. Если Вы замечаете, что сварное соединения пленки крепится некачественно или вообще не образовалось, посмотрите на температурный показатель на терморегуляторе аппарата, а также не торопитесь проводить утюгом по шву. Если подобное развитие событий имеет место, повторите процедуру заново. Нужно сказать, что сразу, с первого раза, получить качественный и надежный шов пленки маловероятно. В связи с этим надейтесь достичь цели разу к пятому и наберитесь терпения.
В связи с этим надейтесь достичь цели разу к пятому и наберитесь терпения.
Использование насадки для утюга
Некоторые опытные сварщики полиэтилена используют для соединения подобных материалов специальные насадки. Насадка может крепиться на электрический утюг. Выполнен вспомогательный элемент из листового алюминия, находится в согнутом состоянии.
У насадки есть плоское основание, внизу которого располагаются ребра. Собственно говоря, именно ребра принимают активное участие в сварочном процессе полотнищ полиэтиленовой пленки. Стык шва при помощи насадки для утюга образует два качественных шва, расположенных параллельно. Стоит отметить, что насадка достаточно легко крепится к подошве электрического аппарата с помощью лепестков, загибаемых под основание нагревательного прибора.
Для того чтобы соединить материал для теплицы, необходимо положить доску на стол. Затем края пленки кладутся на доску, после этого – места стыка накрывается бумагой. Не забудьте оставить внахлест 5 см. минимум. Терморегулятор ставится на отметку «Лен». Для того чтобы понять, разогрелась ли насадка должным образом или нет, приложите к ней мокрую тряпку. При явном шипении можно приступать к соединению материалов.
минимум. Терморегулятор ставится на отметку «Лен». Для того чтобы понять, разогрелась ли насадка должным образом или нет, приложите к ней мокрую тряпку. При явном шипении можно приступать к соединению материалов.
Полозья насадки ставятся на стык краев ПВХ пленок поверх бумажной прослойки, после чего медленно передвигают аппарат по месту соединения. Таким образом, выходит двойной шов.
Сварка полиэтиленовой пленки электрическим паяльником
При самостоятельной сварке пленки может пригодиться бытовой аппарат — электрический паяльник. Для этого на жало паяльника следует надеть металлический наконечник от деревянной ученической ручки с не царапающим пером. В том случае, если ПВХ прожигается, наконечник необходимо ненамного сдвинуть с жала паяльного аппарата. Подобное действие позволит уменьшить площадь теплоотдачи.
Надежные швы пленки для сварки выходят в том случае, если на жале паяльника закрепить специальные ролики. В этом поможет электропаяльник, мощность которого будет находиться в пределах 60-100 Вт. Жало наконечника стачивается до упора, а центральной части торца прорезается паз (при помощи ножовки с тремя полотнами). Далее сверлится отверстие диаметром около 5 мм, после чего вытачивается медный диск диаметром 1 см. Диск надо вставить в прорезь, закрепить в оси. Таким образом, диск должен свободно вращаться.
В этом поможет электропаяльник, мощность которого будет находиться в пределах 60-100 Вт. Жало наконечника стачивается до упора, а центральной части торца прорезается паз (при помощи ножовки с тремя полотнами). Далее сверлится отверстие диаметром около 5 мм, после чего вытачивается медный диск диаметром 1 см. Диск надо вставить в прорезь, закрепить в оси. Таким образом, диск должен свободно вращаться.
Для ровности сварного шва паяльник следует вести по линейке. Стоит заметить, что паяльный аппарат ведется вплоть до конца шва, без отрыва, с натиском. Прежде чем начать сварку полиэтиленовой пленки, следует немного потренироваться на «черновом варианте».
Применение станка для сварки полиэтилена
Этот вариант воздействия на ПВХ, пожалуй, наиболее удобен, так как позволяет использовать минимум усилий. Со станком можно удобно и быстро спаять пленку книжной обложки, упаковочный пакет и т. д. Однако для того, чтобы самостоятельно изготовить такой аппарат, необходимо потратить некоторое время.
Станок состоит из основания и рейки, которые плотно сжимают края свариваемой полиэтиленовой пленки. Основание надо выполнить из листового алюминия, толщина которого 1,5-2 мм. Размеры листа должны находиться в пределах 500х250 мм. Рейкой может выступать алюминиевый уголок с полками по 20-25 мм.
Рейка устройства для сварки на одном конце должна быть закреплена винтом. Между рейкой и головкой винта находится спираль-пружина. Подобная конструкция позволяет приподнимать рейку с противоположного конца. Другой конец рейки следует оснастить поворотным зажимом, изготовленным из отреза уголка с палками 20х20 мм.
Полка уголка поворотного зажима, находящаяся снизу, должна быть срезана и опилена по толщине (утолщение должно быть со стороны, с которой она входит в запорный штырь). Рейка выгибается для установки на основании. Делается это так, чтобы создалось равносильный нажим по длине.
Сварка сводится к зажиму листов под рейкой, оплавлению и обрезке излишков пленки, в пламени газовой плиты, свечи или же спиртовки. После сварки (оплавления) ПВХ пленки кусочки выступающего материала дадут ровный шов, который можно будет сравнить с прозрачным валиком. Стоит отметить, что разорвать такой шов ничуть не легче, чем саму пленку.
После сварки (оплавления) ПВХ пленки кусочки выступающего материала дадут ровный шов, который можно будет сравнить с прозрачным валиком. Стоит отметить, что разорвать такой шов ничуть не легче, чем саму пленку.
Также нужно знать, что наиболее предпочтительным видом обработки ПВХ пленки будет газовая плита, поскольку она не дает шву накапливать копать на поверхности. Помните о том, что сварка полиэтиленовой пленки — важная работа, от качества ее результата будет, возможно, зависеть урожай.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Пайка пленки на специальном оборудовании — как это происходит?
- Пайка металлов: отличие от сварки и особенности подготовки поверхностей
- Как самостоятельно спаять полипропиленовые трубы?
Технология установки плёнки ПВХ для бассейна своими руками, инструкция по монтажу
Содержание
Кое-кто скептически отзывается об отделке чаши бассейна таким способом. Основные аргументы против использования пленки ПВХ – ее недостаточная прочность, видимость шовных соединений и постепенная утрата изначального цвета. Однако плюсов у пленок для бассейна намного больше – простота установки своими руками, выполнение покрытием двойной функции (оформительской и гидроизоляционной), и что немаловажно, низкая стоимость материала.
Основные аргументы против использования пленки ПВХ – ее недостаточная прочность, видимость шовных соединений и постепенная утрата изначального цвета. Однако плюсов у пленок для бассейна намного больше – простота установки своими руками, выполнение покрытием двойной функции (оформительской и гидроизоляционной), и что немаловажно, низкая стоимость материала.
Главное, правильно его смонтировать. И сделать это несложно, если разобраться во всех особенностях такой работы.
Что понадобится в процессе установки пленки для бассейна
- Фен. Причем специальный, строительный (его еще называют промышленным). Без него качественно склеить отдельные фрагменты пленки не получится. Насадок к эл/инструменту должно быть несколько – с разными шириной выпускного патрубка и направлениями струи горячего воздуха.
- «Металлическая» щетка. Для удаления нагара на рабочей части фена.
- Прижимной ролик. Он необходим для прокатки места соединения после сваривания полос пленки.

- Эл/дрель (перфоратор) с набором буров или сверл по бетону. Понадобится при монтаже подложки.
- Шуруповерт. Устанавливать крепеж с помощью отвертки не только долго, но и неэффективно. Нет гарантии, что все шурупы «пойдут» строго перпендикулярно плоскости основы. Значит, появятся перекосы крепежных лент, а это вызовет сложности при формировании стыков полос пленки для бассейна.
- Режущий инструмент (ножницы или острый нож) для раскроя материала покрытия.
- Отвес (для выравнивания вертикально устанавливаемых фрагментов).
- Растворитель, клей (но только отличающийся эластичностью после просыхания).

Условия для качественной работы с пленкой
Приступать к ее установке в бассейне желательно в жаркое время. Так ПВХ пленка будет лучше приклеиваться к материалу чаши. Нижний температурный предел – +15 ºС.
Технология отделки чаши бассейна пленкой
Подготовительные мероприятия
Зачистка поверхности чаши. Желательно не просто убрать из бассейна весь нанесенный мусор, но и буквально «вылизать» его. Это позволит выявить все дефекты основы, на которую будет укладываться пленка.
Это позволит выявить все дефекты основы, на которую будет укладываться пленка.
Устранение недостатков. Что это может быть?
Во-первых, неровности. Такое характерно для бетонных бассейнов. Малейшая выпуклость со временем станет причиной появления потертостей, царапин на пленке или ее повреждения, следовательно, и протечек. То же касается и раковин. Если «бугры» несложно своими руками сбить, отшлифовать, то «выемки» достаточно заделать цементным раствором, шпатлевкой и выровнять.
Во-вторых, частичное отслоение плитки, если она использовалась при первичном оформлении бассейна, а пленку предполагается укладывать поверху. И подобные дефекты также сравнительно легко устраняются.
При необходимости, в случае явных повреждений чаши, целесообразно уложить на нее выравнивающую стяжку. Методика этой работы простая, а в продаже достаточный большой ассортимент соответствующих сухих смесей или жидких составов. Есть из чего выбирать.
Составление схемы установки крепежных полос и фрагментов подложки. Какой-то типовой не существует, так как все бассейны отличаются по многим линейным параметрам и конфигурации. Можно дать лишь одну подсказку, по размерам полос: длина – 200, ширина – до 8 (в см), толщина – 2 (мм). Схема их размещения в бассейне выбирается самостоятельно, в зависимости от особенностей его геометрии и количества устанавливаемых фрагментов пленки. Здесь конкретные рекомендации бессмысленны; придется все делать своими руками – и замеры в чаше, и составлять схему расстановки крепежных элементов для геотекстиля. На них же будет наплавляться пленка.
Какой-то типовой не существует, так как все бассейны отличаются по многим линейным параметрам и конфигурации. Можно дать лишь одну подсказку, по размерам полос: длина – 200, ширина – до 8 (в см), толщина – 2 (мм). Схема их размещения в бассейне выбирается самостоятельно, в зависимости от особенностей его геометрии и количества устанавливаемых фрагментов пленки. Здесь конкретные рекомендации бессмысленны; придется все делать своими руками – и замеры в чаше, и составлять схему расстановки крепежных элементов для геотекстиля. На них же будет наплавляться пленка.
О том, как сделать бетонный бассейн, читайте здесь.
Обустройство подложки
В процессе пользования бассейном пленка, уложенная в чашу, подвергается динамическим нагрузкам. Это приводит к ее усиленному износу (истиранию) и снижает эксплуатационный срок. Геотекстильная подложка не только этому препятствует, но и является своеобразным утепляющим слоем. Вода в таком бассейне остывать будет медленнее за счет снижения теплопотерь через его бетонное дно и стенки.
Вода в таком бассейне остывать будет медленнее за счет снижения теплопотерь через его бетонное дно и стенки.
Фиксация нетканого материала в чаше производится с помощью металлической ленты, которая крепится к внутренней поверхности бассейна, надежно «пристегивая» к ней геотекстиль. Особенность данного крепежного элемента в том, что одна его сторона покрыта пластиком. Вот к нему пленка и «приваривается». В процессе монтажа это нужно учесть и не перепутать, где «низ» и «верх» металлических полос.
Несколько практических советов
- Стоит подсказать желательное расстояние между шурупами. Оптимально – не более 10 – 12 мм. Такая плотность «посадки» крепежных деталей обеспечит надежный прижим пленки к внутренней поверхности бассейна по всей его площади.
- Если в водоеме есть ступени, то на их «ребрах» вместо полос для фиксации пленки используются уголки.
- Установка крепежных полос на скругленных участках чаши значительно упростится, если в нескольких местах сделать в металле треугольные вырезы. Их количество несложно определить, ориентируясь на радиус искривления поверхности.
 Их количество несложно определить, ориентируясь на радиус искривления поверхности.
Их количество несложно определить, ориентируясь на радиус искривления поверхности.Специфика крепления геотекстиля
- В соответствии со схемой в бетоне высверливаются отверстия и устанавливаются дюбеля под шурупы.
- Установка фрагментов геотекстиля также производится по составленной своими руками схеме. Нужно обратить внимание на надежность стыков всех его полос и максимальной плотности прилегания к бетонной основе. Не допускаются никакие складки, сборки, просветы и так далее.
Для того чтобы в процессе работы куски нетканого материала не смещались, целесообразно на оборотную сторону каждого нанести несколько клеевых «точек» (вот он и понадобился, эластичный клеящий состав). Но только не вдоль срезов! После выравнивания геотекстиль в этих местах прижимается для надежной фиксации на бетоне бассейна.
Останется лишь отогнуть края материала, посмотреть, где установлены дюбеля под шурупы, и проделать для них отверстия. Иначе найти их после полной отделки чаши бассейна геотекстилем будет довольно сложно.
Последняя технологическая операция на данном этапе работы – установка крепежных полос и их плотный прижим с помощью шурупов.
Укладка пленки в чаше бассейна
Раскрой полотен ПВХ
Это один из важнейших моментов при отделке искусственного водоема. Необходимо учесть, что после его наполнения водой пленка будет тянуться, и тем сильнее, чем больше крутизна стенок чаши. Поэтому при определении геометрии фрагментов нужно принять во внимание, что полосы укладываются с перехлестом (порядка 6±2 мм, в зависимости от толщины), и они должны лежать в чаше свободно, без излишнего натяжения. Для угловых соединений (например, на стыке дно – стенка бассейна) значение данного параметра увеличивается вдвое. То есть, не менее 12 мм.
Установка пленки
- Начинать следует с отделки дна бассейна. От того, насколько точно выполнена эта работа, зависит качество всех остальных операций.
- Установка на стенах производится снизу вверх. Главный помощник на этом этапе – отвес. Именно по нему следует выравнивать фрагменты пленки.
 Именно по нему следует выравнивать фрагменты пленки.
Именно по нему следует выравнивать фрагменты пленки.Сварка полотен пленки
Один из самых сложных моментов установки пленки в бассейне. Передать что-либо, исправляя допущенные огрехи, уже не получится – только заменять кусок материала покрытия.
- Сначала следует уложить смежные полосы. После выравнивания они «прихватываются», чтобы в процессе сварки исключить их возможный сдвиг. Это можно сделать двумя способами. Если пленка тонкая, то достаточно организовать «точечные» соединения растворителем. Он в местах нанесения расплавится, и их склеивание обеспечено. Второй вариант – кратковременный разогрев пленки феном на отдельных участках и фиксация. Работа кропотливая, но от ее качества зависит все остальное.
- После такой подготовки проводится непосредственное сваривание кусков пленки. Полосы на стыках разогреваются горячим воздухом. В зависимости от места их установки выбираются соответствующая насадка на фен и его режим функционирования (температура струи).
Обработка швов установленной пленки
Так как бассейны отделываются своими руками не каждый день, следовательно, и практического опыта у большинства из нас нет. Поэтому небольшие дефекты в сварных стыках неизбежны. Для их более надежной герметизации целесообразно провести обработку специальным составом жидкой консистенции – уплотнителем швов (в продаже имеется). По оттенку, в тон пленке подобрать несложно, да и работать с ним просто. «Желе» выдавливается из тубы, и после нанесения вдоль стыка отвердевает примерно за полчаса (при комнатной температуре), сохраняя свою эластичность.
Качества шва во многом зависит от равномерности нагрева. Поэтому необходимо соблюсти ряд условий:
- стараться выдерживать расстояние между срезом насадки и обрабатываемым швом;
- обеспечить неизменность питающего фен напряжения. В частном секторе – это одна из проблем эл/снабжения, поэтому при установке пленки в бассейне желательно произвести включение через стабилизатор;
- в процессе сварки нужно периодически удалять с насадки нагар (о щетке уже сказано), иначе струя станет постепенно «играть» (отклоняться), что скажется на надежности приклеивания пленки;
- в последнюю очередь феном обрабатываются внутренние углы бассейна. На этом этапе можно кое-что скорректировать – распрямить остатки полос, обрезать излишки, и потом уже их склеивать.
 На этом этапе можно кое-что скорректировать – распрямить остатки полос, обрезать излишки, и потом уже их склеивать.
На этом этапе можно кое-что скорректировать – распрямить остатки полос, обрезать излишки, и потом уже их склеивать.Остается добавить, что заполнять чашу бассейна после установки пленки ПВХ нужно постепенно, и обязательно теплой водой. В таких условиях материал приобретает большую эластичность и лучше растягивается.
Рекомендации по выбору пленки для бассейна
По толщине
Геометрия полотен значения не имеет, она стандартная (в см): длина – 2 500, ширина – 240 или 680. А вот с толщиной не все так просто. Чтобы оптимизировать расходы на материал и обеспечить достаточную прочность (а, следовательно, долговечность покрытия), необходимо учитывать глубину чаши бассейна.
- Если она в пределах 2 м, то можно устанавливать пленку толщиной (в мм) в диапазоне от 0,7±0,2.
- В остальных случаях – не менее 1,0.
- Чаши больших бассейнов сложной конфигурации (рельефные) отделываются более толстой, двухслойной пленкой – от 1,5.

По исполнению
- Обычная пленка. Самая дешевая модификация, не характеризующаяся высокой прочностью, потому для отделки чаш применяется ограниченно. Как правило, они приобретаются для установки в сборных бассейнах.
- Пленка с армированием. Наиболее популярная в частном секторе модификация изделия. Такие полотна выдерживают значительные нагрузки, поэтому используются для установки своими руками практически без ограничений.
- Пленка с противоскользящим покрытием. Стоит значительно дороже, но в плане безопасности пользования бассейном (за счет ребристой поверхности) существенно выигрывает перед аналогами.
- Пленка с акриловым покрытием. Основное назначение данного слоя – в обеспечении бактерицидной защиты воды в бассейне. Она не зацветает, в ней не размножаются бактерии, гниль и тому подобное. Срок эксплуатации таких полотен в водной среде в 1,8 раза выше, чем образцов без акриловой окраски.
Если понятны все особенности установки пленки в чаше бассейна, то выполнение этой работы своими руками большой сложности не вызовет. Главное – точные расчеты, предельная аккуратность, внимательность и неукоснительное следование рекомендациям специалистов.
Главное – точные расчеты, предельная аккуратность, внимательность и неукоснительное следование рекомендациям специалистов.
Сварка ПВХ | Miller Weldmaster
Качественная сварка ПВХ — «конёк» компании Miller Weldmaster.
ПВХ – Поливинилхлорид (полихлорвинил, винил, вестолит, хосталит, виннол, корвик, сикрон, джеон, ниппеон, сумилит, луковил, хелвик, норвик и др.) — пластмасса белого цвета (при добавлении красителей может менять цвет), термопластичный полимер винилхлорида. Отличается химической стойкостью к щелочам, минеральным маслам, многим кислотам и растворителям. Не горит на воздухе, но обладает малой морозостойкостью (−15 °C). Нагревостойкость: +65 °C. Химическая формула: [-CH2-CHCl-]n.Международное обозначение — PVC. Температура плавления — 150—220 °C. Трудногорюч. При температурах выше 110—120 °C склонен к разложению с выделением хлористого водорода HCl. Устойчив к действию влаги, кислот, щелочей, растворов солей, бензина, керосина, жиров, спиртов, обладает хорошими диэлектрическими свойствами.
Как известно, в последние годы в качестве носителя для печатной наружной рекламы сверхкрупного формата в последние годы все чаще используется ПВХ-ткани. Если тентовые и баннерные ПВХ-ткани можно сваривать как с помощью горячего воздуха и горячего клина, так и с помощью ТВЧ-аппаратов, для материалов полиэтиленовой группы высокочастотная спайка фактически не применима. Это, в частности, и объясняет тот факт, что компания Miller Weldmaster (Наварре, штат Огайо, США), один из ведущих мировых производителей автоматизированного оборудования для сварки ПВХ, делает особый акцент на выпуске машин для соединения рулонных термопластиков, в которых используются технологии горячего воздуха и горячего клина.
В ассортименте сварочных машин Miller Weldmaster – аппараты T300 и Т500, рассчитанные в первую очередь на изготовление объемных изделий, включая надувные лодки, плоты, ангары и воздухоопорные сооружения. Метод сварки баннерных полотен с их помощью схож с принципом работы швейной машины: соединяемые элементы ткани протягиваются под фиксированным сварочным порталом. Поэтому сварочные комплексы T-300 и T-500 особенно востребованы тогда, когда приходится выполнять криволинейное соединение термопластичных материалов в крупных объемах.
Поэтому сварочные комплексы T-300 и T-500 особенно востребованы тогда, когда приходится выполнять криволинейное соединение термопластичных материалов в крупных объемах.
Достоинством этих аппаратов является возможность чрезвычайно быстро изменить конфигурацию шва. Поскольку при послепечатной обработке имиджей сверхкрупного формата для наружной рекламы требуется выполнять не только спайку отдельных элементов, но и, к примеру, сделать подворот для последующей установки люверсов или карманы по периметру изображения для протягивания веревки, данная функция существенно упрощает и ускоряет работу оператора. Смена конфигурации шва на аппаратах Miller Weldmaster осуществляется в несколько движений: благодаря наличию системы направляющих оператору достаточно только выбрать требуемую насадку и зафиксировать его в рабочей зоне.
Если же говорить непосредственно о сварке рекламных ПВХ-полотен крупного формата, для выполнения данной задачи более предпочтительной является серия сварочных машин Miller Weldmaster 112 Extreme.
Аппараты данной линейки изготавливаются фирмой-производителем на заказ с длиной рабочего стола, которая требуется клиенту. В этих машинах отдельные элементы полотна фиксируются вакуумом на столе, затем осуществляется их выравнивание с помощью лазерных сенсоров, оператор задает основные режимы сварки (температуру нагрева, силу прижима и скорость сварки), после чего оборудование автоматически выполняет спайку. В отличие от аппаратов T300 и T500, где ткань перемещается под сварочным порталом, в этой машине вдоль стыка баннерных отрезков передвигается каретка, оснащенная сварочной головкой и прижимным роликом. Сила давления и скорость вращения прижимного ролика регулируются, что обеспечивает равномерную проварку по всей глубине шва и позволяет подбирать оптимальные режимы для сварки полимерных материалов различной плотности. Поскольку все параметры сварки стабильны, с помощью аппарата Miller Weldmaster 112 Extreme можно получать практически безупречное по качеству соединение баннерных тканей. Вдобавок, система протяжки и натяжения ткани реализована в машине таким образом, что при сварке полотен даже особо большой длины в зоне стыка не образуется дефектов, будь то складки или заломы материала. К тому же стабильность режимов сварки обеспечивает и высокую скорость послепечатной обработки материалов – до 15 — 20 кв. м/ч.
Вдобавок, система протяжки и натяжения ткани реализована в машине таким образом, что при сварке полотен даже особо большой длины в зоне стыка не образуется дефектов, будь то складки или заломы материала. К тому же стабильность режимов сварки обеспечивает и высокую скорость послепечатной обработки материалов – до 15 — 20 кв. м/ч.
Как уже было отмечено, сварочные комплексы Miller Weldmaster позволяют работать с широким спектром рулонных термопластичных материалов. Единственным ограничением является толщина и непосредственно качество самого полимера, которое (к примеру, при обильном содержании в материале вторсырья) может существенно усложнить сварку или сделать ее практически невозможной.
Отдельной особенностью Miller Weldmaster является убежденность компании-производителя в том, что ее машины должны создавать удобство в работе всем, а не только высококвалифицированным специалистам. Именно поэтому разработки компании отличаются одновременно и надежностью, и простотой в эксплуатации.
Использованы материалы с сайта www.signbusiness.ru.
Какие особенности имеет сварочный аппарат для ПВХ пленки?
Новости
В современном мире из поливинилхлоридной пленки производится огромное множество товаров: тенты, фасовочные и мусорные мешки, мембраны для бассейнов и искусственных водоемов, лодки, напольные покрытия. В полиграфической сфере также не обходится без данной печатной основы, в основном ее используют при выпуске билбордов. Типографская печать на пленочной основе также является одним из самых доступных способов производства интерьерной рекламы, плакатов. Еще одним достоинством применения поливинилхлорида является скорость работ, печать происходит оперативно, при этом не теряется качество конечного продукта.
Поливинилхлоридные пленочные покрытия не могут похвастаться высокой прочностью, поэтому в основном их применяют при выпуске рекламной продукции с непродолжительным сроком эксплуатации. Разнообразие размеров и форм изделий предполагает их соединение надежным образом, для этого применяют специальный сварочный аппарат для ПВХ пленки. Соединение с помощью горячего воздуха оказалось оптимальным вариантом, чтобы продукция соответствовала эксплуатационным и эстетическим нормам.
Соединение с помощью горячего воздуха оказалось оптимальным вариантом, чтобы продукция соответствовала эксплуатационным и эстетическим нормам.
Суть технологии использования сварочного аппарата для ПВХ пленки
Компания САЙН СЕРВИС уже много лет является надежным поставщиком широкоформатного оборудования для российских производств. Мы предлагаем только качественные наименования от ведущих азиатских фирм. У нас можно найти экземпляры различного назначения и ценовой категории, в том числе мы реализуем агрегаты для сварки.
Наши устройства предназначены сваривать баннерную ткань и любые другие ПВХ покрытия в рулонах. В производстве полиграфии сваривание применяется не только для соединения полотен, но и для подворота краев и усиления под люверсы. Бизнесу, нацеленном на успех, не обойтись без таких приспособлений.
Сваривание происходит по простому принципу: разогретый участок материала соединяется и прижимается. Оптимальная температура и давление гарантируют прочный эстетичный шов, по надежности место шва не уступает исходному материалу при соблюдении всех технологий производства. Различные температуры плавления пленок требуют тщательного подхода к выбору сварочных аппаратов для ПВХ.
Оптимальная температура и давление гарантируют прочный эстетичный шов, по надежности место шва не уступает исходному материалу при соблюдении всех технологий производства. Различные температуры плавления пленок требуют тщательного подхода к выбору сварочных аппаратов для ПВХ.
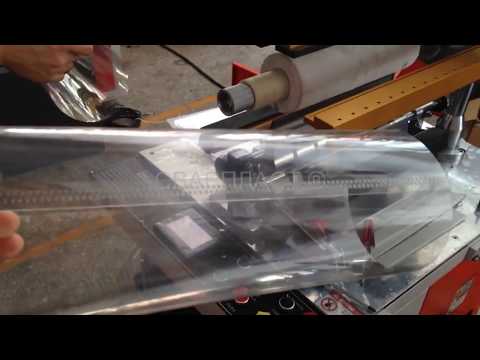
Именно от конфигурации оборудования зависит качество готовой продукции. Принцип работы наших станков достаточно прост — горячая струя воздуха из фена расплавляет поверхность, а самоходная база на колесах проходит силиконовым колесом по шву и соединяет полотна между собой.
Поливинилхлорид обладает достаточно высокой температурой плавления, ее значения также зависят от температуры окружающей среды. В среднем, фен должен прогревать струю воздуха до значения 500 градусов. Вес прижима, как правило, составляет 10 кг, а проверку качественных характеристик соединения и настроек устройства следует производить каждые 200 метров. Если температурный режим нарушается, в ПВХ-материале происходят изменения уже на молекулярном уровне, что отражается на качестве готовой продукции.
Залог прочного красивого сварного шва — правильный подбор температурного режима, силы воздушного потока и скорости перемещения прижимного колеса. Только на проверенных временем и эксплуатацией моделях возможно плавно регулировать и выставлять точную температуру. Поэтому мы рекомендуем приобретать товары и расходники на сайте САЙН СЕРВИС, вы получаете не только надежный станок, но и гарантию до 12 месяцев, гарантийное и постгарантийное профессиональное обслуживание, консультации по настройке и вводу устройства в производство, постоянное наличие расходных материалов на нашем собственном складе (ТЭНы и силиконовые колеса требуют периодической замены).
Преимущества покупки сварочного аппарата для ПВХ пленки в САЙН СЕРВИС
Приобретение агрегата для сваривания полотен требует достаточно значительных денежных вложений, поэтому важно купить надежное и долговечное устройство. Наши модели характеризуются оптимальным соотношением цены и качества, они стоят каждого потраченного рубля. Аппараты состоят из двух ключевых узлов: промышленных швейцарских фенов и колесной базы. Высокий уровень исполнения техники подтверждается длительной гарантией.
Аппараты состоят из двух ключевых узлов: промышленных швейцарских фенов и колесной базы. Высокий уровень исполнения техники подтверждается длительной гарантией.
Сварка баннера или любого другого изделия с такими приспособлениями больше не будет проблемой, все работы проводятся оперативно, а наши специалисты готовы при необходимости проконсультировать каждого клиента по возникшим вопросам.
Общие рекомендации
Одно из важных преимуществ сварки от САЙН СЕРВИС — силиконовые ролики, даже при вытекании расплавленного поливинилхлорида не возникнет прилипания.
Сфера применения сварочных аппаратов широка, но каждый вид свариваемых полотен имеет свои особенности. Для качественного проведения работ необходимо учитывать даже температурный режим при раскрое полотна, важно, чтобы пленочная поверхность не имела загрязненных участков, и все процессы должны проходить на ровной плоскости.
Если по каким-либо причинам шов не удался, что бывает крайне редко, повторять операцию по тому же месту не стоит.
На качество получаемого шва помимо температурных показателей воздушного потока, давления, скорости перемещения, влияет множество косвенных факторов. Опытный специалист, проводящий работы, обязательно их учитывает при выполнении заказа. Значение имеют погодные условия, такие как влажность и температура воздушных масс, физические и химические данные используемого материала. Соблюдение всех требований технологии помогает проводить сварку на высоком уровне.
Для оформления заказа в САЙН СЕРВИС достаточно позвонить по телефону или заполнить форму обратной связи, также для оперативного заказа на сайте размещено окно для запроса обратного звонка. Мы делаем все, чтобы нашим клиентам было удобно не только покупать, но и пользоваться, обслуживать купленные станки в дальнейшем. Экономьте вместе с нами и приобретайте только высококачественные товары, способные прослужить не один десяток лет.
Сварочный аппарат для ПВХ пленки в компании «САЙН СЕРВИС»
Чтобы купить сварочный аппарат для ПВХ пленки, больше не нужно долго выбирать продавца — вы уже нашли его! На нашем сайте купить качественную технику с гарантией может абсолютно каждый желающий. Чтобы приобрести сварочный аппарат для ПВХ пленки у нас, достаточно просто оформить заказ товара, а дальше останется только дождаться получения посылки. Мы работаем по гибкой системе взаиморасчетов, поэтому клиенты могут не беспокоиться по поводу оплаты. Звоните в любое удобное время и заказывайте качественную технику по выгодным ценам!
Чтобы приобрести сварочный аппарат для ПВХ пленки у нас, достаточно просто оформить заказ товара, а дальше останется только дождаться получения посылки. Мы работаем по гибкой системе взаиморасчетов, поэтому клиенты могут не беспокоиться по поводу оплаты. Звоните в любое удобное время и заказывайте качественную технику по выгодным ценам!
Новости
Влияние расположения печатающих голов на скорость печати
В единственном случае печать при шахматном расположении голов будет быстрее рядного расположения — это печать в 1 проход (просто нет аналогичного режима печати в рядном расположении), но во первых печать в 180 dpi вряд ли удовлетворит какого заказчика, а во вторых высока вероятность появления светлых и темных полос между проходами, при неидеально сведенных головах, или растяжении материала. Поэтому большинство производителей оборудования даже не реализуют возможность печати при шахматном расположении в 1 или 2 прохода для своего оборудования.
Читать
Новости
Чистка печатающих головок, часть 1
С помощью ультразвука можно прочистить, как головки, вышедшие из строя мгновенно, в результате неконтролируемых процессов, таких, как слабое засорение или засыхание головки, так и головки, проработавшие достаточно длительное время.
Читать
Новости
Что нужно знать, чтобы купить качественный фрезерный станок
Большинство мастерских оснащаются многофункциональными фрезерными станками, с помощью которых выполняется широкий спектр работ. Однако такая категория инструментов объединяет огромное количество различных станков, и важно определить заранее, оборудование какого типа вам стоит приобрести для своего цеха.
Читать
Новости
От чего зависит цена фрезерного станка в Москве
Согласно экспертным оценкам, в текущем году рекламный рынок России вырастет на 3%, особенно бурно этот сектор экономики будет развиваться в Москве, где крупные и небольшие компании хотят укрепить свое положение на рынке при помощи рекламы.
Читать
Новости
Сварочный аппарат для ПВХ пленки: правила грамотного выбора
Сварочный аппарат для ПВХ пленки используется при производстве различных товаров из этого материала. Оборудование перед покупкой необходимо грамотно выбрать, рассмотрим, как это сделать.
Читать
Сварка пленки в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Устройства для линейной сварки-порезки плёнки импульсного типа или постоянного накала.
Под заказ
Доставка по Украине
от 15 000 грн
Купить
vel_O_nov
Работает
Ролик силиконовый STEINEL для проклеиванияеромок и сварки плёнок
На складе
Доставка по Украине
630 грн
Купить
TOOLDNEPR
Работает
Устройства для угловой сварки-порезки ( L-образным швом), для полурукавных плёнок PVC,POF
Доставка по Украине
15 000 грн
Купить
vel_O_nov
Работает
Лайнер для бассейна, монтаж , сварка плёнки
Услуга
391. 95 грн/кв.м
95 грн/кв.м
Аквавіта
Работает
Приспособление для сварки полиэтиленовой пленки
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Все по сварке пленки
Доставка по Украине
от 100 грн
Купить
Ковчег НПЦ
Работает
Сварка пленки станком
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Сварка полиэтиленовой пленки оборудование
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Станок для сварки пленки
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Ролик силиконовый STEINEL для проклеиванияеромок и сварки плёнок
На складе
Доставка по Украине
630 грн
Купить
TopToolDnepr
Работает
Устройство для сварки пленки
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Устройство для сварки полиэтиленовой пленки
Доставка по Украине
от 2 100 грн
Купить
Ковчег НПЦ
Работает
Настольный запайщик пакетов FS-200/ABS (ручной, 200*2 мм)
На складе в г. Киев
Киев
Доставка по Украине
852 грн
Купить
ДОМ УПАКОВКИ, ООО
Работает
Кут монтажний для зварювання ПВХ плівки, лайнеру або армованої мембрани 5х3 см, зовнішній
Услуга
166 грн
Waterpools — товары и услуги для обслуживания вашего бассейна
Работает
Кут монтажний для зварювання ПВХ плівки, лайнеру або армованої мембрани 5х3 см, внутрішній
Доставка по Украине
166 грн
Купить
Waterpools — товары и услуги для обслуживания вашего бассейна
Смотрите также
Работает
Настольный запайщик пакетов FS-300/IRON (ручной, 300*3 мм)
На складе в г. Киев
Доставка по Украине
1 780 грн
Купить
ДОМ УПАКОВКИ, ООО
Работает
Труба нержавеющая зеркало в пленке 6 х 1,5 мм [Розница с Порезкой] делаем порезку труб нж по
Доставка из г. Измаил
от 234 грн/кг
Купить
ТОВ «УКРСПЕЦСТАЛЬ»
Работает
Труба нержавеющая зеркало в пленке 25 х 1,0 мм [Розница с Порезкой] делаем порезку труб нж размерам
Доставка из г. Жмеринка
Жмеринка
от 234 грн/кг
Купить
ТОВ «УКРСПЕЦСТАЛЬ»
Работает
Нержавеющая труба зеркало в пленке 25 х 3,5 мм [Розница с Порезкой] делаем порезку труб нж размерам
Доставка из г. Золочев
от 234 грн/кг
Купить
ТОВ «УКРСПЕЦСТАЛЬ»
Работает
Труба нержавеющая зеркало в пленке 30 х 4,0 мм [Розница с Порезкой] делаем порезку труб нж по
Доставка из г. Запорожье
от 234 грн/кг
Купить
ТОВ «УКРСПЕЦСТАЛЬ»
Работает
Нержавеющая труба зеркало в пленке 32 х 4,0 мм [Розница с Порезкой] делаем порезку труб нж по
Доставка из г. Винница
от 234 грн/кг
Купить
ТОВ «УКРСПЕЦСТАЛЬ»
Работает
Труба нержавеющая зеркало в пленке 6 х 1,5 мм [Розница с Порезкой] делаем порезку труб нж по размерам
Доставка из г. Львов
от 325 грн/кг
Купить
ТОВ «АРТИК СТАЛЬ»
Работает
Нержавеющая труба зеркало в пленке 12 х 1,0 мм [Розница с Порезкой] делаем порезку труб нж по размерам
Доставка из г. Ужгород
Ужгород
от 325 грн/кг
Купить
ТОВ «АРТИК СТАЛЬ»
Работает
Труба нержавеющая зеркало в пленке 18 х 2 мм [Розница с Порезкой] делаем порезку труб нж по размерам
Доставка из г. Жмеринка
от 325 грн/кг
Купить
ТОВ «АРТИК СТАЛЬ»
Работает
Нержавеющая труба зеркало в пленке 19 х 2,5 мм [Розница с Порезкой] делаем порезку труб нж по размерам
Доставка из г. Золочев
от 325 грн/кг
Купить
ТОВ «АРТИК СТАЛЬ»
Работает
Труба нержавеющая зеркало в пленке 25 х 1,0 мм [Розница с Порезкой] делаем порезку труб нж по размерам
Доставка из г. Умань
от 325 грн/кг
Купить
ТОВ «АРТИК СТАЛЬ»
Работает
Установка для приварки полимерных пленок к DVD-боксам
Под заказ
Доставка по Украине
Цену уточняйте
Ковчег НПЦ
Работает
Настольный запайщик пакетов FS-200/IRON (ручной, 200*2 мм)
На складе в г. Киев
Доставка по Украине
1 218 грн
Купить
ДОМ УПАКОВКИ, ООО
Работает
Настольный запайщик пакетов FS-200-С (ручной, с ножом, 200*2 мм)
На складе в г. Киев
Киев
Доставка по Украине
1 698 грн
Купить
ДОМ УПАКОВКИ, ООО
Пленка ПВХ для бассейнов – наиболее экономная облицовка
Полимерные материалы прочно заняли лидирующие позиции практически во всех сферах нашей жизни, начиная от производства и науки и заканчивая бытом и отдыхом. Сегодня собственным бассейном удивить кого-либо сложно. Разнообразие конструкций и разновидностей дает возможность ощутить себя владельцем собственного райского уголка и немного мысленно приблизиться к владельцам шикарных вилл где-нибудь в теплых краях.
Несмотря на большое количество предложений, применение различных технологий и материалов – частный бассейн остается довольно дорогим удовольствием. Мы намеренно не станем рассматривать надувные бассейны, так ничего общего с искусственным водоемом или местом для расслабляющего отдыха на шезлонге они не имеют. Речь пойдет о капитальных конструкциях, которые и принято считать «настоящими» бассейнами.
Варианты внутренней отделки и особенности конструкций
Сегодня большое количество фирм оказывают услуги по изготовлению и установки бассейнов для частных лиц и организаций. Применение современных материалов и использование полимеров дает возможность устанавливать пластиковые конструкции практически любой конфигурации и размера. Такие чаши признаны одними из наиболее дорогих и ввиду ценовой политики, спрос на них не особенно велик.
Другой вариант – это бассейны с бетонной чашей, которые считаются более доступными благодаря невысокой стоимости и относительной простоте изготовления. Основная проблема бетона – это отсутствие гидроизоляции и постепенное разрушение под действием воды. Чтобы не допустить этого, чашу следует изнутри покрыть каким-нибудь материалом, отталкивающим воду.
Существует несколько решений этой проблемы:
- внутренняя отделка керамической плиткой. Поверхность смотрится стильно, отделка может быть любого цвета и фактуры – от стандартных бело-голубых оттенков до имитации натурального дерева или камня. Единственный существенный недостаток – трудоемкий процесс и высокая стоимость, да и чашу сложной формы красиво и ровно облицевать керамической плиткой не так уж и просто;
- мозаика. Практически ни чем не отличается от плитки кроме размеров – маленькие квадратики приклеены на специальную гибкую основу, что позволяет произвести отделку любой поверхности вне зависимости от рельефности. Работы с мозаикой очень кропотливые и стоимость такой облицовки может в несколько раз превышать способ отделки керамической плиткой;
- пленка ПВХ для бассейнов. Этот способ считается наиболее доступным по цене и по эстетическим качествам не уступает мозаичной отделке.
 Единственный существенный недостаток – трудоемкий процесс и высокая стоимость, да и чашу сложной формы красиво и ровно облицевать керамической плиткой не так уж и просто;
Единственный существенный недостаток – трудоемкий процесс и высокая стоимость, да и чашу сложной формы красиво и ровно облицевать керамической плиткой не так уж и просто;Метод облицовки пленкой появился относительно недавно и был признан одним из лучших вариантов в качестве внешнего покрытия бетонных чаш бассейнов.
Преимущества и особенности полимерной пленки
Отделка бассейна пленкой ПВХ имеет целый ряд особенностей, преимуществ и недостатков, которые следует учесть при выборе способа облицовки внутренней чаши искусственного водоема.
Чаще всего используется двухслойная пленка толщиной от 0.5 до 1.5 миллиметра. Между поливинилхлоридными поверхностями находится армирующий слой из геотекстильного полотна. Внешняя поверхность обрабатывается специальными составами, которые повышают прочностные характеристики и предотвращают появление и распространение бактерий.
Начнем с преимуществ:
- высокая прочность на растяжение и разрыв. Благодаря такой характеристике, пленка может выдерживать значительное давление воды;
- идеальный вариант для гидроизоляции. Материал абсолютно водонепроницаемый и подходит в качестве облицовки бетонных чаш или бассейнов из других материалов, которые потеряли свою герметичность вследствие некачественных материалов, длительного срока эксплуатации или недобросовестной сборки;
- высокие эстетические качества;
- материал хорошо выдерживает перепады температур;
- доступная цена. Стоимость работ по отделки пленкой с учетом материала в несколько раз ниже, чем аналогичная облицовка мозаикой или керамической плиткой.

Несмотря на внушающие потребительские характеристики и универсальность (материал «2 в 1» — гидроизоляция и декоративная облицовка), ПВХ пленка имеет некоторые особенности и недостатки:
- скромный выбор расцветок. Как правило, весь ассортимент продукции ограничивается различными комбинациями бело-голубых оттенков и синего цвета;
- всю первоначальную эстетику портят швы, которые довольно заметны на общем фоне;
- несмотря на свою высокую износостойкость, покрытие можно легко повредить (поцарапать, разрезать) при неосторожном пользовании бассейном.
Специфика монтажа
Облицовку бассейнов пленкой лучше доверить профессионалам, которые обладают не только необходимым инструментом, но и специальными навыками работы с этим материалом. Сам процесс сводится к нескольким этапам. В первую очередь, необходимо подготовить основание для пленки. Для этого бетонная чаша тщательно очищается от мусора и штукатурится. На поверхность наклеивают специальную подложку, которая служит промежуточным звеном между пленкой и бетонным основанием, предохраняя облицовку от трения и повреждений изнутри, значительно повышая срок ее эксплуатации.
На втором этапе укладываются специальные крепежные уголки из нетканого материала. Они будут не только служить дополнительными ребрами жесткости, но и предотвращать пленку от повреждения при облицовке сложных элементов. Например, если предусмотрен плавный спуск в чашу бассейна не по стандартной металлической лестнице, а по бетонным ступеням – их края рекомендуют дополнительно облицовывать уголком. На этой же стадии происходит раскрой пленки согласно размерам поверхностей для облицовки с соблюдением необходимых допусков.
Третий этап – наиболее важный. На этой стадии происходит отделка бетонной чаши пленкой. Для этого используется специальный эластичный клей, который при высыхании не даст деформаций и трещин. Края пленки под воздействием температуры скрепляют внахлест.
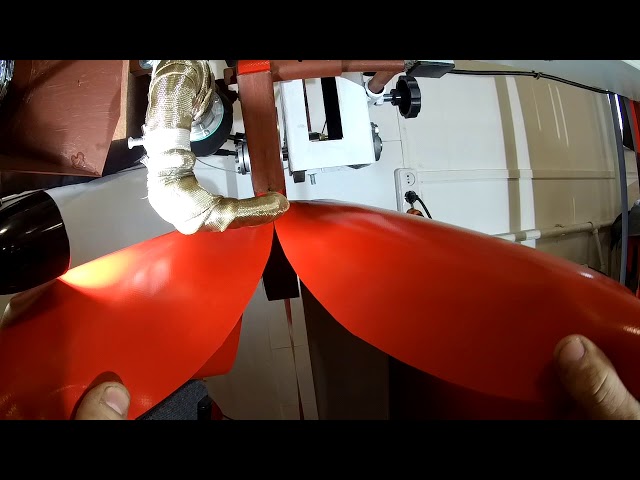
Сварка пленки ПВХ для бассейна – процесс очень трудоемкий и сложный, который требует внимательности. В первую очередь, необходимо следить за равномерным прогревом свариваемых поверхностей, чтобы обеспечить максимальную прочность шва. Второй момент – регулярно очищать насадки сварочного аппарата (монтажного фена) от нагара, чтобы он не попал на поверхность пленки. Одновременно необходимо следить за равномерным натяжением пленки, чтобы предотвратить неровности и перекосы.
Второй момент – регулярно очищать насадки сварочного аппарата (монтажного фена) от нагара, чтобы он не попал на поверхность пленки. Одновременно необходимо следить за равномерным натяжением пленки, чтобы предотвратить неровности и перекосы.
На заключительном этапе производится монтаж необходимых внешних конструкций и дополнительных отделочных материалов (бортики, лестницы). Затем бассейн поэтапно заполняют водой. Как отмечают профессионалы – это наилучший вариант создания равномерного давления на всю поверхность пленки, чтобы дополнительно увеличить ее адгезию с подложкой. Температура воды для пробного пуска бассейна должна быть в пределах 30-40 градусов.
Особенности пленки для искусственных прудов
Кроме облицовки бетонной чаши бассейнов, широкое применение получила пленка ПВХ для пруда или другого искусственного водоема. Она широко используется при ландшафтном дизайне, так как позволяет создать гидроизоляцию водоема с дном любой конфигурации.
По своим свойствам она немного отличается от «бассейного» варианта и обладает следующими характеристиками:
- высокая прочность на растяжение и разрыв;
- экологически чистый материал. Пленка не вступает в реакцию с водой и абсолютно безопасна для всех обитателей водоема;
- черный цвет. Создавая искусственный пруд, с точки зрения эстетики и аутентичности однотонная темная расцветка будет наиболее актуальной и эффектной, чем бело-голубая. В противном случае красивый пруд с карпами и кувшинками будет напоминать бассейн.
 Пленка не вступает в реакцию с водой и абсолютно безопасна для всех обитателей водоема;
Пленка не вступает в реакцию с водой и абсолютно безопасна для всех обитателей водоема;Установка пленки для пруда немного отличается от варианта с бассейном – в основном ее не нужно приклеивать к основанию. Очень часто декоративный искусственный пруд представляет собой яму, вырытую в почве, на дно которой укладывается слой пленки с обязательной фиксацией по внешней кромке.
Существует масса рекомендаций и нюансов по установке пленки и расположению искусственного водоема, но это расскажут всем желающим специалисты из области ландшафтного дизайна и проектирования.
Краткие итоги
Планируете вы бассейн или сооружаете искусственный декоративный пруд на своем дачном участке, первостепенная задача – сделать гидроизоляцию, чтобы воспрепятствовать естественному оттоку воды.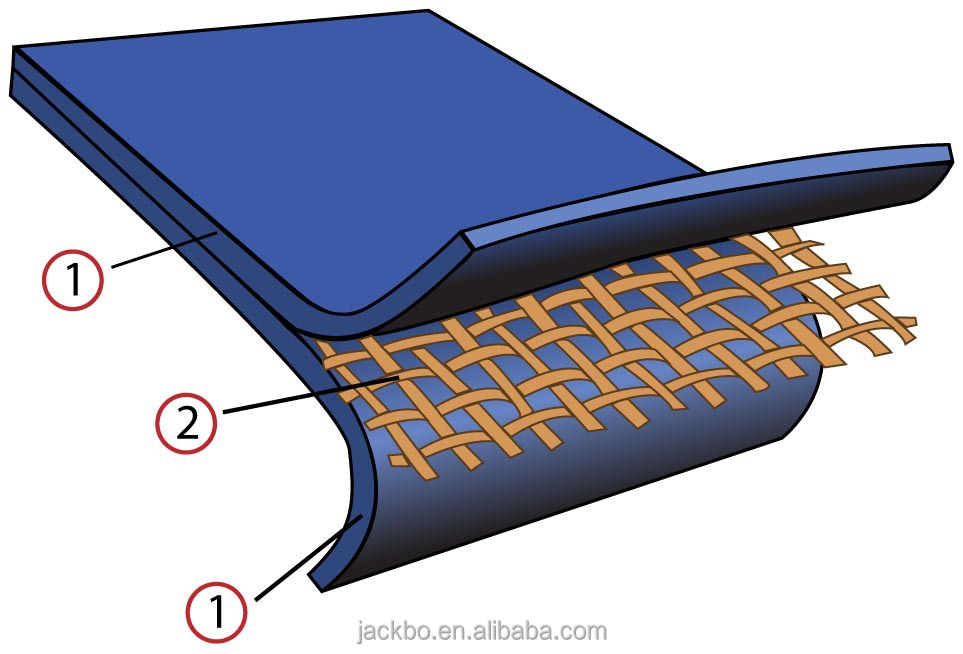
Существует масса способов, которые не отличаются дешевизной. Наиболее доступный вариант – облицовка внутренней поверхности бассейна декоративной ПВХ пленкой или укладка черной пленки внутри будущего пруда. Результат будет достигнут с небольшими затратами, а все работы специалисты проводят в кратчайшие сроки.
Понимание сварки ПВХ | Адамс Пластик Инк.
Опубликовано Adams Plastic on | Оставить комментарий
Поливинилхлорид (ПВХ), иногда называемый винилом, представляет собой пластиковый материал, который выпускается во многих вариантах, таких как жесткий или гибкий, прозрачный и непрозрачный, глянцевый или матовый. Он широко доступен в виде пленки, которая используется для производства широкого спектра деталей и изделий для различных нужд дома и бизнеса.
Одним из наиболее распространенных производственных процессов, которым подвергается ПВХ-пленка, является сварка. Благодаря этому процессу он превращается во множество различных компонентов для разнообразных промышленных и коммерческих рынков, таких как самоклеящиеся наклейки, автомобильные и лодочные сиденья и медицинские сумки.
Благодаря этому процессу он превращается во множество различных компонентов для разнообразных промышленных и коммерческих рынков, таких как самоклеящиеся наклейки, автомобильные и лодочные сиденья и медицинские сумки.
Ниже представлен обзор процесса сварки ПВХ. Мы подчеркиваем, что это такое, какие преимущества он предлагает, как он используется и какие методы доступны.
Что такое сварка ПВХ?
Сварка ПВХ — это процесс сварки пластика, используемый для неразъемного соединения отдельных кусков ПВХ. Он включает в себя нагрев и/или плавление материала на соединяемых поверхностях, прижатие деталей друг к другу и охлаждение. Как только материал на обеих частях остынет, две части соединятся вместе на молекулярном уровне.
Преимущества сварки ПВХ
По сравнению с другими методами склеивания, сварка ПВХ имеет множество преимуществ. Например:
- Может склеивать материалы, не требуя механических креплений или клея, что помогает снизить затраты на материалы и оборудование.
- Может соединять материалы, которые трудно склеить растворителем.
- Может собирать компоненты со сложной геометрией или необычными углами соединения.
- Может образовывать воздухонепроницаемое уплотнение.
- Позволяет создавать соединенные сборки без значительного увеличения веса.

Даже в производственных и сборочных проектах, где подходят крепежные детали или клеи, сварка предлагает уникальные преимущества, которые могут сделать ее лучшим вариантом. К ним относятся:
- Меньше требований к подготовке поверхности
- Более короткое время отверждения и схватывания (в зависимости от метода сварки)
- Более эргономичные и эстетически привлекательные соединения
- Повышенная пригодность к переработке
Применение сварки ПВХ
Вышеуказанные преимущества и выгоды делают сварку ПВХ популярным производственным методом в самых разных отраслях промышленности, включая:
- Авиация
- Сельскохозяйственный
- Автомобильная промышленность
- Промышленный
- Морской
- Сантехника
Методы сварки ПВХ
Существует множество доступных методов сварки ПВХ, каждый из которых имеет свои особенности, которые делают его подходящим для различных способов соединения.
Сварка трением
Сварка трением или ультразвуковая сварка основана на трении для нагрева и сплавления двух кусков ПВХ. Части перемещаются относительно друг друга, поскольку боковая сила смещает их. Этот метод обычно используется производителями в аэрокосмической и автомобильной промышленности.
Экструдированная сварка валиком
Сварка экструдированным валиком включает в себя нанесение горячего пластика между двумя секциями ПВХ. После нанесения пластика секции прижимаются друг к другу, образуя соединение.
Сварка горячим газом
При сварке горячим газом используются тепловые пушки для размягчения присадочного стержня и поверхностей соединения деталей из ПВХ перед их сжатием. Этот метод часто используется для небольшой сантехники, резервуаров для воды и других промышленных деталей и изделий.
Сварка горячей пластиной
При сварке горячей пластиной используется нагретая металлическая пластина для нагрева соединяемых поверхностей перед их прижатием друг к другу. Поверхность пластины покрыта PTFE для предотвращения прилипания к ней ПВХ.
Поверхность пластины покрыта PTFE для предотвращения прилипания к ней ПВХ.
Высокочастотная сварка
Высокочастотная или радиочастотная сварка используется для сварки материалов, содержащих химические диполи (например, ПВХ и полиуретан). Куски ПВХ помещаются на настольный пресс, где высокочастотные волны направляются на участок соединения. После этого кусочки скрепляются между собой, образуя соединение.
Сварка растворителем
Сварка растворителем использует растворители для смягчения соединяемых поверхностей деталей из ПВХ перед тем, как они будут прижаты друг к другу. Когда растворитель испаряется, кусочки снова затвердевают, образуя прочную связь.
Лазерная сварка
Лазерная сварка использует лазер для нагрева линии соединения между двумя кусками ПВХ, когда они удерживаются вместе. Тепло расплавляет материал на линии соединения, образуя сварной шов.
Индукционная сварка
Индукционная сварка включает размещение проводящего металлического элемента между двумя кусками ПВХ. Затем используется высокочастотный генератор для нагрева металла до тех пор, пока он не размягчит окружающий пластиковый материал. Как только две части достаточно размякнут, их прижимают друг к другу.
Затем используется высокочастотный генератор для нагрева металла до тех пор, пока он не размягчит окружающий пластиковый материал. Как только две части достаточно размякнут, их прижимают друг к другу.
Свяжитесь с экспертами по ПВХ-пленкам в Adams Plastic сегодня
Сварка ПВХиграет ключевую роль в производстве многих промышленных и коммерческих продуктов. Хотя низкая стоимость материала делает его популярным вариантом для многих производственных проектов, важно получать материал от надежного поставщика, который может легко адаптироваться к меняющимся потребностям производства. В противном случае может быть трудно удовлетворить больший или меньший спрос в будущем.
Ищете поставщика пленки ПВХ, которому вы можете доверять, чтобы удовлетворить потребности вашего бизнеса в соответствии с вашим графиком? Adams Plastics — идеальный партнер. Мы являемся лидером отрасли по поставке пленок ПВХ, ламинатов, искусственной кожи и многого другого. Для получения дополнительной информации о наших продуктах, запросите образец или запросите предложение сегодня.
Taconic :: Сварка ПВХ
T Производство виниловых профилей в рамы для окон и дверей требует прочного антипригарного материала для процесса сварки. Лента из ПТФЭ, ткань или изготовленные рукава покрывают нагретые пластины, что позволяет теплу формировать сварной шов, предотвращая прилипание горячего ПВХ.
Ткань и лента Taconic из ПТФЭ химически инертны, устойчивы к температуре и истиранию и обеспечивают превосходное отделение. Это позволяет оператору расплавить скошенные края профиля из ПВХ и прижать их друг к другу, чтобы сформировать чистый сварной шов в оконной или дверной раме.
Taconic предлагает различные сорта продукции, составы материалов и ткани, изготовленные по индивидуальному заказу, которые обеспечивают простоту замены и увеличивают срок службы. Эти продукты устойчивы к экстремальному истиранию и высоким температурам, уменьшая количество порезов и проколов.
Особенности ткани/ленты0154 — Easy cleaning
Benefits:
— Higher quality weld
— Cost-effective production
— Increased efficiency
— Less downtime
— High heat and wear resistance
Good Material:
Уже более 60 лет компания Taconic устанавливает эталон прочного стандартного материала. Некоторые люди считают, что стандартный материал Taconic может обеспечить долгий срок службы, на который они рассчитывают, и в то же время является экономичной альтернативой материалам премиум-класса.
Улучшенный материал:
Широкий ассортимент тканей и лент Taconic включает улучшенные материалы с более прочными стеклами и большим весом с покрытием из ПТФЭ. Как правило, чем тяжелее покрытие, тем дольше срок службы. Несмотря на более тяжелые покрытия, материал Taconic по-прежнему обеспечивает отличную теплопередачу, что способствует быстрому и стабильному сварному шву.
Лучший материал:
Новое поколение лент и тканей. Taconic производит ряд усовершенствованных материалов с износостойким покрытием и термостойкостью. Принимая во внимание высокие температуры и постоянное истирание, связанное со сваркой окон из ПВХ, прочные на прокол и термостойкие материалы, такие как TacWeld, помогают оконным компаниям достигать своих целей и даже превосходить их.
Premium Grade (Best) Продукты:
» 6095-06-TW-GHT для которых требуется высокотемпературный клей и самое высокое соотношение ПТФЭ к подложке в своем классе.
Преимущества
— Стабильность размеров
— Отличная прочность на растяжение
— Высокая термостойкость
— Исключительная износостойкость
» 7069-TW-GRN — Стекловолокно Taconic 7069-TW-GRN высшего сорта из ПТФЭ обеспечивает оптимальное высвобождение и долговечность в суровых условиях.
Преимущества
-Самое высокое соотношение PTFE -SUBSTRAT0005
Данные о продукте
| Продукт | Тип продукта | Номер продукта | В целом 6. ( | . Толщина клея | С покрытием Вес (фунты/кв. ярд) | Прочность на растяжение Деформация/наполнение (фунты/дюйм) | Прочность на разрыв Деформация/наполнение (фунт-сила) | Прочность на отрыв (024 дюйма) |
|---|---|---|---|---|---|---|---|---|
Хороший
| Лента | 6085-05 | 0,0068 | 0,0022 | нет данных | 180 / 160 | 6,0/5,5 | 48 |
Ткань | 7058 | 0,0045 | н/д | 0,44 | 160 / 145 | 6,5/6,0 | Н/Д | |
| Лучше | Лента | 6095-06 | 0,008 | 0,0022 | н/д | 200/175 | 5,5/4,5 | 50 |
| Ткань | 7069 | 0,006 | н/д | 0,59 | 175 / 160 | 5,0/4,0 | н/д | |
Лучший | Лента | 6095-06-ТВ-ГТ | 0,0083 | 0,0022 | н/д | н/д | н/д | 65 |
| Ткань | 7069-ТВ-ГРН | 0,0059 | н/д | 0,58 | 165 / 155 | 4,3/3,9 | н/д |
 ширина для ленты TacWeld и ткани составляет 42 дюйма. Мин./макс. рабочая температура °F -100/500 для всех продуктов
ширина для ленты TacWeld и ткани составляет 42 дюйма. Мин./макс. рабочая температура °F -100/500 для всех продуктов Приведенные здесь данные являются средними, основанными на официальном тестировании нескольких партий. Эта информация предназначена только для сравнения.
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением резака убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Разогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемый диапазон температур от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С. 0024 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Насадка предназначена для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к серьезным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.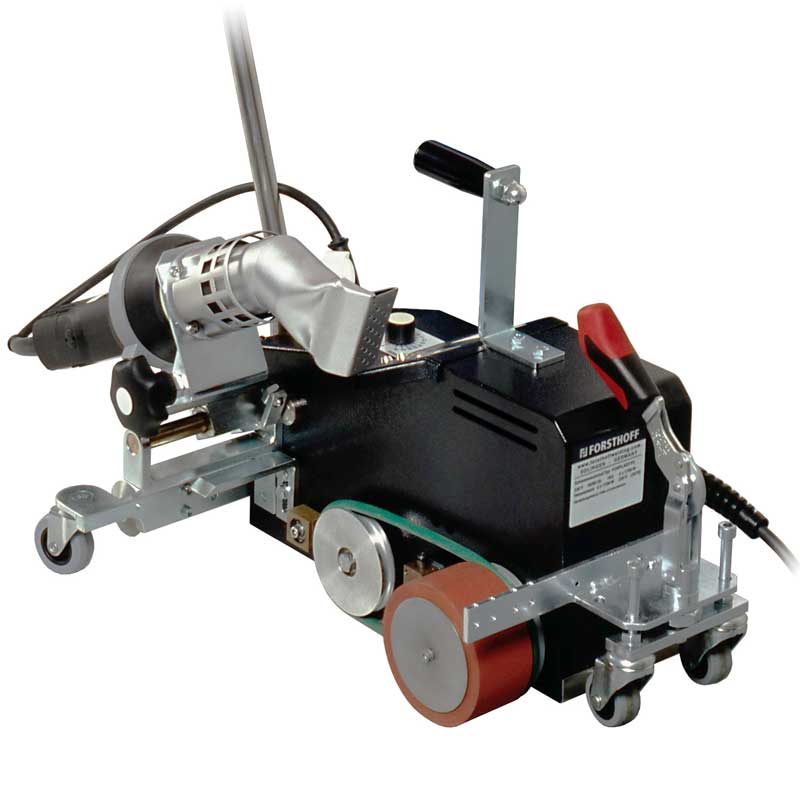
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сваривать пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
 Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Для сварки пластика не требуются расходные материалы.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.

Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают прочность, структурную и молекулярную сварку,
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
 Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Посмотрите на время обработки от знакомства с клиентом до доставки машины.Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, научиться сваривать пластик невероятно новаторски и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни. Пластмассовая промышленность также наняла большую рабочую силу, обеспечивая доход и средства к существованию для миллионов людей.
- Как сваривать пластик: основные этапы Преимущества сварки пластмасс
- Недостатки сварки пластмасс
- Советы, которые следует учитывать при покупке машины для сварки пластмасс
- Часто задаваемые вопросы
- Заключение
Сварка тонких полиуретановых пленок для медицинских устройств
Первоначально опубликовано MDDI, сентябрь 2002 г. ТЕРМОПЛАСТИКИ Производители, стремящиеся заменить ПВХ или латекс, должны понимать, как процессы склеивания влияют на материалы.
Тилак Шах
ТЕРМОПЛАСТИКИ Производители, стремящиеся заменить ПВХ или латекс, должны понимать, как процессы склеивания влияют на материалы.
Тилак Шах
Тилак М. Шах | 01 сентября 2002 г.
Первоначально опубликовано MDDI Сентябрь 2002 г.
ТЕРМОПЛАСТИКИ
Производители, стремящиеся заменить ПВХ или латекс, должны понимать, как процессы склеивания влияют на материалы.
Тилак Шах
Боковая панель: |
Термопластичные пленки использовались в гибких медицинских изделиях с 1960-х годов, когда пакеты для хранения крови из пластифицированного поливинилхлорида (ПВХ) заменили стеклянные бутылки. 1 В 1970-х годах ПВХ стал предпочтительным материалом для лейкопластырей, а десятилетие спустя стало популярным использование пластырей из полимерной пленки в хирургических драпировках, заменивших латексные пленки.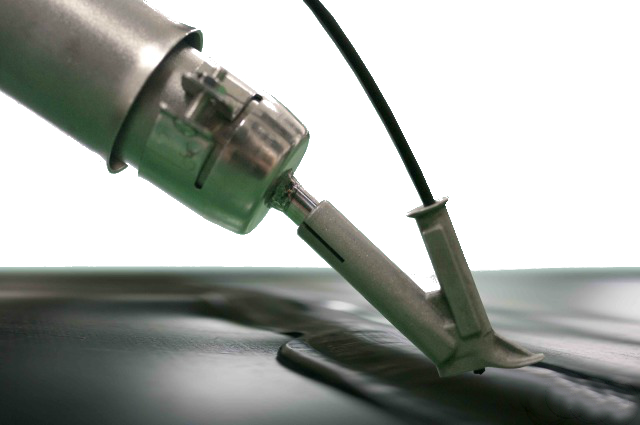 В 19В 90-х годах использование мешков для органов, пластырей для доставки лекарств и воздухопроницаемых пленок для ухода за ранами резко возросло, что сделало пленки очень востребованными в медицинской промышленности. Однако забота о здоровье и окружающей среде, связанная с ПВХ и латексными пленками, привела к разработке альтернативных материалов для этих целей (см. врезку)
В 19В 90-х годах использование мешков для органов, пластырей для доставки лекарств и воздухопроницаемых пленок для ухода за ранами резко возросло, что сделало пленки очень востребованными в медицинской промышленности. Однако забота о здоровье и окружающей среде, связанная с ПВХ и латексными пленками, привела к разработке альтернативных материалов для этих целей (см. врезку)
| При выборе пленок для медицинских устройств разработчики должны учитывать несколько факторов. |
Почти все термопласты можно использовать в виде пленок в качестве тонких, мягких, гибких эластомерных материалов, которые можно сгибать или сминать без повреждений. При выборе пленок для медицинских устройств разработчики должны учитывать множество факторов, включая стоимость, биосовместимость, стерилизуемость, механическую прочность, эластичность, оптическую прозрачность, вымываемость, барьерные свойства, взаимодействие с лекарственными средствами, а также характеристики герметизации и сборки.
СВАРИВАЕМОСТЬ ТЕРМОПЛАСТИКОВ
Пленки, наиболее часто используемые в медицинской промышленности, включают полиэтилен высокой и низкой плотности и полипропилены из семейства полиолефинов, пластифицированный ПВХ, полиуретановые эластомеры и специальные воздухопроницаемые пленки, такие как полиэстер. Разработчикам необходимо четкое понимание не только свойств материала, но и того, как на него повлияет конкретный процесс сварки.
Свариваемость пластмасс зависит от различных факторов, включая тип полимера; марка смолы; наличие пластификаторов, смазок и других добавок; и содержание влаги. Термические свойства, молекулярные характеристики и кристалличность полимера влияют на свойства обработки и пленки; добавки влияют на процессы экструзии и ориентации и улучшают свойства пленки; а уменьшение толщины пленки может снизить затраты и увеличить площадь, получаемую при данном весе выхода полимера на квадратный метр. 2
Аморфные полимеры лучше поддаются сварке, чем кристаллические полимеры, потому что они размягчаются, плавятся и постепенно затвердевают. Однако некоторые аморфные смолы с высокой температурой плавления, такие как поликарбонат и полисульфоны, плохо поддаются сварке. 3 Кристаллические полимеры с высокими и более определенными температурами плавления склонны к быстрому плавлению и повторному затвердеванию, что затрудняет их сварку. К кристаллическим полимерам относятся полиэтилен, полипропилен, нейлон, термопластичные полиэфиры, ацеталь и полифениленсульфид.
Однако некоторые аморфные смолы с высокой температурой плавления, такие как поликарбонат и полисульфоны, плохо поддаются сварке. 3 Кристаллические полимеры с высокими и более определенными температурами плавления склонны к быстрому плавлению и повторному затвердеванию, что затрудняет их сварку. К кристаллическим полимерам относятся полиэтилен, полипропилен, нейлон, термопластичные полиэфиры, ацеталь и полифениленсульфид.
Термопластичный полиуретан, ароматический или алифатический полимер, хорошо подходит для использования в гибких медицинских изделиях, таких как пакеты для хранения и сбора, а также во многих других типах гибких контейнеров и подобных изделий.
Полиуретановые пленки обладают некоторыми важными преимуществами по сравнению с другими пленками, включая ПВХ. Они имеют такие же сварочные характеристики, что и ПВХ, обеспечивают прочность, равную ПВХ, но в более тонкой пленке, не содержат пластификаторов, стерилизуются EtO или гамма-излучением и обладают хорошей стойкостью к действию спирта. Полиуретановые пленки также можно легко герметизировать с помощью методов радиочастотной (ВЧ) сварки.
Полиуретановые пленки также можно легко герметизировать с помощью методов радиочастотной (ВЧ) сварки.
МЕТОДЫ СОЕДИНЕНИЯ ПЛЕНОК
Процессы сварки, обычно используемые при сборке медицинских изделий из термопластичных пленок, включают высокочастотную сварку, известную также как диэлектрическое уплотнение; ультразвуковая сварка; прямое термосваривание; индукционная сварка или герметизация и склеивание растворителем (см. Таблицу I). Выбор наилучшего процесса склеивания тонкопленочных материалов при сборке медицинских изделий требует учета ряда соображений. Сам материал является основным фактором. Другими важными переменными являются размер продукта, объем, возможности процесса, время цикла и стоимость.
| Процесс | Механизм | Специальные функции | Подходящие материалы |
| Склеивание пламенем | Пламя природного газа | Непрерывное веб-приложение | Ламинирование ПВХ на пенопласт |
| Пистолет горячего воздуха | Горячий воздух или азот | Пластиковые сварочные стержни | Пластмасса с низкой температурой плавления, ПЭ |
| Сварка горячим ножом | Тепло от металлической поверхности | Бонд в одной плоскости | Термопластичные каучуки |
| Сварка горячей пластиной | Горячий инструмент/матрица | Угол уклона стержня | Высокотемпературный пластик |
| Индукционный/импульсный | Провод сопротивления | Прямолинейное уплотнение | Олефины, низкотемпературные пленки |
| Диэлектрик — РФ | Потери в переменном электростатическом поле | Быстрое склеивание | Полярный или аморфный эластомер |
| Ультразвуковая сварка | Высокочастотная сжимающая нагрузка | Звуковой проводник | Жесткий пластик |
| Склеивание растворителем | Материал набухает/растворяется | Химический сплав | Аморфная смола |
Таблица I: Процессы сварки плавлением.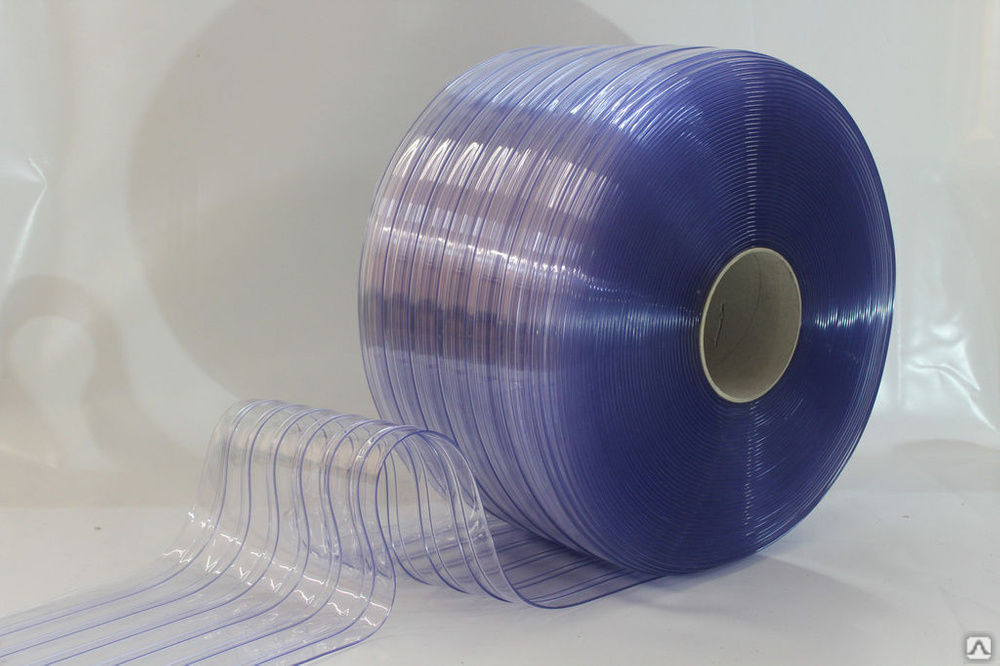 Адаптировано из Encyclopedia of Polymer Science and Engineering (New York: Wiley). Адаптировано из Encyclopedia of Polymer Science and Engineering (New York: Wiley). | |||
В каждом процессе сварки к материалам прикладывается контролируемое тепло, в результате чего пластик плавится в узкой зоне на границе стыка. Прикладывается давление, и после отключения тепла материал охлаждается и снова затвердевает, образуя сварное соединение. Степень используемого сжатия важна, так как слишком маленькая или слишком большая может привести к слабому уплотнению. Гладкий равномерный валик вдоль линии сварки идеален.
RF Сварка. ВЧ-сварка, форма диэлектрического нагрева, является одним из наиболее широко используемых методов сборки медицинских устройств. Процесс предлагает стабильное качество; тонкие, прочные линии сварки; короткие циклы запайки для высокой производительности; минимальные тепловые деформации пленки или подложки; и возможность производить отрывные швы на кромках сварки. Из них самым важным преимуществом являются чрезвычайно тонкие сварные швы. Импульсная сварка и запайка горячим стержнем создают область сварки шириной около 1/8 дюйма, что слишком велико для некоторых медицинских применений. Для таких применений, как контейнеры, ширина шва не имеет значения, но для имплантируемых медицинских устройств предпочтительнее более тонкий шов.
Импульсная сварка и запайка горячим стержнем создают область сварки шириной около 1/8 дюйма, что слишком велико для некоторых медицинских применений. Для таких применений, как контейнеры, ширина шва не имеет значения, но для имплантируемых медицинских устройств предпочтительнее более тонкий шов.
Материалы, соединяемые радиочастотной сваркой, должны быть плохими проводниками электричества, так как хороший проводник будет действовать как короткое замыкание, ослабляя поле вблизи проводника. Полиэтилен, полипропилен, полистирол, силикон и каучук входят в число материалов, невосприимчивых к процессу. Полимеры с сильными диполями лучше всего реагируют на ВЧ-сварку. Этот процесс использовался для соединения гибкого ПВХ в течение многих лет. Однако его использование с полиуретановой пленкой является относительно новой разработкой.
Радиочастотный процесс генерирует мощность радиоволн, которая производит достаточно тепла, чтобы расплавить пластик и произвести свободный обмен молекулами, тем самым скрепляя материалы. Энергия переменного тока преобразуется в постоянный ток высокого напряжения, который генератор или резонатор выдает в виде переменного тока. Хотя диэлектрический нагрев может осуществляться на частотах в диапазоне от 10 до 100 МГц, в США наиболее часто используется радиочастота 27,12 МГц.
Энергия переменного тока преобразуется в постоянный ток высокого напряжения, который генератор или резонатор выдает в виде переменного тока. Хотя диэлектрический нагрев может осуществляться на частотах в диапазоне от 10 до 100 МГц, в США наиболее часто используется радиочастота 27,12 МГц.
Сменный электрод или матрица, изготовленная по форме свариваемой детали, используется для подачи питания на заготовку. Такие электроды обычно делают из латуни, так как металл равномерно передает тепло. Электрод прижимается к детали, и через материал направляется переменное поле высокой напряженности. Степень поляризации и энергия, необходимая для ее достижения, определяют коэффициент потерь или коэффициент рассеяния материала. Материал, который легко поляризуется небольшим электрическим полем, имеет высокий коэффициент потерь и легко нагревается (см. табл. II). Если поляризующее поле меняет направление на высокой частоте, каждой молекуле материала может быть сообщено значительное количество энергии в виде тепла.
Материал | Индекс потерь | Ответ |
| Полимеры АБС | 0,025 | Ф-П |
| Ацеталь | 0,025 | Ф-П |
| Ацетат целлюлозы | 0,15 | Ф |
| ДАП | 0,04 | Ф |
| Эпоксидная смола | 0,12 | Ф |
| Меламин | 0,2 | Г |
| Феналформальдегид | 0,2 | Г |
| Полиамид | 0,16 | Ф |
| Поликарбонат | 0,03 | Ф-П |
| ПВДФ | 0,04 | Ф |
| Полиэстер | 0,05 | Ф |
| Полиэтилен | 0,0008 | Н |
| Полиимид | 0,013 | Р |
| ПММА | 0,09 | Ф |
| Полипропилен | 0,001 | Н |
| Полистирол | 0,001 | Н |
| ПТФЭ | 0,0004 | Н |
| ФЭП | 0,001 | Р |
| ПВДФ | 0,05 | Ф |
| Полиуретановая пленка/пена | 0,4 | Г |
| Пленка ПВХ, гибкая | 0,4 | Г |
| ТЭП | 0,13 | Ф |
| Силикон | 0,009 | P-N |
Таблица II. Реакция полимеров на диэлектрический нагрев. Адаптировано из JD Ferry, Viscoelastic Properties of Polymers (New York: Wiley, 1970) и S Saito and T Narajiman Journal of Applied Polymer Science 2:1959, 93. Реакция полимеров на диэлектрический нагрев. Адаптировано из JD Ferry, Viscoelastic Properties of Polymers (New York: Wiley, 1970) и S Saito and T Narajiman Journal of Applied Polymer Science 2:1959, 93. | ||
Во время радиочастотного процесса молекулы внутри материала взволнованы и быстро перемещаются в боковом направлении, пытаясь выровняться с изменяющимся электрическим полем. В результате внутри материала выделяется тепло, что обеспечивает превосходную однородность и поразительную скорость нагрева. Наибольшее выделение тепла происходит на границе раздела двух соединяемых компонентов. При использовании других методов, таких как термическая сварка и импульсная сварка, внешние слои пластика, которые соприкасаются с матрицами, являются самыми горячими областями, что может привести к разрушению поверхности пленки.
Когда питание генератора РЧ-энергии отключается, расплавленный пластик снова затвердевает, в результате чего получается однородный сварной шов, который настолько же прочен или прочнее, чем склеиваемые материалы. Весь процесс может занять от долей секунды до нескольких секунд, в зависимости от полимера, толщины пленки и размера зоны сварки.
Весь процесс может занять от долей секунды до нескольких секунд, в зависимости от полимера, толщины пленки и размера зоны сварки.
Инструмент для ВЧ-сварки состоит из верхней матрицы, прикрепленной к алюминиевому инструменту и шаблону, и нижней матрицы или гнезда, обычно изготовленных из алюминия. Однако подойдет любой металл, проводящий электричество. Инструменты с закругленными линиями сварки обеспечивают более прочное соединение, чем прямые линии. Острые края и углы нежелательны, так как при приложении к углам и острым краям напряжение возрастает. Это может увеличить вероятность возникновения дуги, которая может повредить как пленку, так и матрицу.
Ультразвуковая сварка. Ультразвуковая сварка направляет энергию ультразвуковых колебаний через детали из термопластика, заставляя их расплавляться на границе раздела и образовывать соединение. Электрическая энергия преобразуется в высокочастотные (от 20 до 40 кГц) колебания, которые через ультразвуковой рупор направляются на заготовки в держателе. Наиболее важной переменной, влияющей на ультразвуковой процесс, является амплитуда колебаний, смещение от пика к пику или отклонение рупора. Контроллеры могут улучшить целостность сварного шва, изменяя амплитуду в соответствии с меняющимися требованиями во время каждого цикла. После расплавления пластик сжимают вместе и держат, пока он не остынет.
Наиболее важной переменной, влияющей на ультразвуковой процесс, является амплитуда колебаний, смещение от пика к пику или отклонение рупора. Контроллеры могут улучшить целостность сварного шва, изменяя амплитуду в соответствии с меняющимися требованиями во время каждого цикла. После расплавления пластик сжимают вместе и держат, пока он не остынет.
Потребность термопластичных материалов в ультразвуковой энергии определяется прежде всего температурой расплава материала, модулем упругости и структурой. Мягкие пластмассы с низким модулем упругости трудно сваривать этим способом, поскольку они ослабляют ультразвуковые колебания. Жесткие пластмассы более чувствительны к вибрационной энергии; обычно они плавятся менее чем за две секунды, образуя прочную однородную молекулярную связь.
Прямая термосварка. Методы прямой термосварки хорошо подходят для соединения мягких пластиков, таких как полипропилен, полиэтилен и термопластичные полиимиды. При сварке горячим инструментом одна или несколько плит или стержней с электрическим нагревом прижимаются к поверхностям пленок до тех пор, пока они не расплавятся и не соединятся вместе в точке контакта. Антипригарное покрытие на инструменте облегчает его извлечение.
Антипригарное покрытие на инструменте облегчает его извлечение.
Основными переменными являются температура, время и давление. Платформы для температур до 500°F изготовлены из алюминия. Для более высоких температур используются бронза и сталь. Время цикла обычно составляет менее 20 секунд. Использование нагретых плит с каждой стороны деталей позволяет сократить время сварки термопласта до 1–3 секунд. Поскольку тепло должно передаваться к поверхности соединения, толщина свариваемых материалов также является важным фактором. Толщина обычно ограничивается примерно 1 мм.
Импульсное уплотнение. Импульсная сварка — это усовершенствованная форма сварки горячим инструментом, при которой циклы нагрева и охлаждения контролируются, в то время как соединение находится под давлением. В герметиках импульсного типа используется металлическая проволока или стержень, который периодически нагревается, чтобы избежать перегрева пластикового материала. Процессы сварки горячим стержнем и импульсной сварки обычно используются в упаковочной промышленности для запечатывания пластиковых пакетов и соединения термопластичных пленок толщиной 0,5 мм или меньше.
Сварка горячей пластиной. Сварка горячей пластиной – еще один вариант прямого термического сваривания. Соединяемые слои термопластичной пленки прижимаются к сторонам нагретой плиты, которая удаляется при расплавлении пластика. Соединённая пленка сжимается и удерживается на границе раздела до тех пор, пока материал не остынет, образуя молекулярную связь. С помощью этого процесса можно сваривать большинство тонких термопластичных пленок.
Индукционная сварка. Индукционная сварка, форма электромагнитного нагрева, использует металлический элемент в форме линии сварки для соединения термопластичных материалов. Металл быстро вибрирует под воздействием магнитного поля, выделяя тепло. Когда пленка прижимается к ней, молекулы пластика плавятся и сливаются воедино.
Склеивание растворителем. В этом методе растворитель, такой как метиленхлорид, наносится вдоль поверхности соединения. Затем термопластичные пленки удерживаются вместе в приспособлении. По мере испарения растворителя цепи полимера свободно перемещаются и переплетаются с другими цепями. В результате получается сплошная масса перепутанных полимерных цепочек, образующих сварной шов. Основное ограничение этого метода заключается в обращении с растворителем. Давление и время, необходимые для процесса, зависят от термопластичного материала, растворителя и конструкции соединения. 5 Аморфные термопласты более подходят для этого процесса, чем кристаллические материалы.
По мере испарения растворителя цепи полимера свободно перемещаются и переплетаются с другими цепями. В результате получается сплошная масса перепутанных полимерных цепочек, образующих сварной шов. Основное ограничение этого метода заключается в обращении с растворителем. Давление и время, необходимые для процесса, зависят от термопластичного материала, растворителя и конструкции соединения. 5 Аморфные термопласты более подходят для этого процесса, чем кристаллические материалы.
ЗАКЛЮЧЕНИЕ
Очень тонкие швы, которые теперь возможны при ВЧ-сварке полиуретановой пленки, открыли совершенно новую область применения материала для изделий медицинского назначения. Можно производить составные сварные устройства, которые выглядят, ощущаются и работают как бесшовные изделия. В будущем мы можем ожидать, что тонкая полиуретановая пленка заменит ПВХ-пленку и латекс в медицинских изделиях, поскольку медицинская промышленность продолжает отходить от этих материалов.
ССЫЛКИ
1. Т. Коди, «Инновации для здоровья» (Дирфилд, Иллинойс: Baxter International, 1994).
2. «Пленки, производство» в Encyclopedia of Polymer Science and Engineering (Нью-Йорк: Wiley).
3. Справочник SPI по разработке пластмасс, соединение и сборка пластмасс (Общество индустрии пластмасс), 730.
4. «Диэлектрический нагрев» в Encyclopedia of Polymer Science and Engineering, vol. 5 (Нью-Йорк: Wiley), 1–3.
5. «Склеивание растворителем, проектирование для механической обработки и склеивания сборки» (Мидленд, Мичиган: Dow Chemical, 2002).
6. Дж. Тикнер и др., «Использование ди-2-этилгексилфталата в медицинских изделиях из ПВХ: воздействие, токсичность и альтернативы» (Лоуэлл, Массачусетс: Центр устойчивого производства Лоуэлла, Массачусетский университет, 1999).
7. Американский колледж аллергии, астмы и иммунологии, «Аллергия на латекс: возникающая проблема здравоохранения», Annals of ACAAI , 75 (апрель 1995 г. ): 19–21.
): 19–21.
8. Т. Шах, «Формование погружением полиуретана и силикона для безлатексных неаллергенных продуктов», Medical Device & Diagnostic Industry, 23, №. 4 (2001): 75–81.
9. Charlotte Brody et al. Health Care Without Harm (Письмо в EPA относительно DEHP в мешках из ПВХ для внутривенных вливаний, январь 1999 г.).
10. «Влияние ПВХ на качество и опасность дымовых газов, образующихся в результате сжигания отходов» (Bertin Technologies, апрель 2000 г.).
11. «Поведение ПВХ на свалке», АРГУС (февраль 2000 г.).
Тилак М. Шах является президентом компании Polyzen Inc. (Кэри, Северная Каролина), независимого разработчика специальных полимерных составов и производителя специальных одноразовых компонентов и устройств для OEM-производителей медицинской промышленности. Он имеет более чем 30-летний опыт работы с полиуретаном и другими эластомерами.
Copyright © 2002 Медицинское оборудование и диагностическая промышленность
Как решить проблемы сварки мембранной сварочной машины из ПВХ
В настоящее время аппарат для сварки пвх-мембран получил широкое распространение в ряде отраслей, занимающихся сваркой пластмасс. В процессе эксплуатации неизбежны различные дефекты сварки. В этой статье в основном анализируются способы решения проблем при отладке или сварке.
В процессе эксплуатации неизбежны различные дефекты сварки. В этой статье в основном анализируются способы решения проблем при отладке или сварке.
1. Раздавить и ушибить
Травмы при нажатии и истирание являются распространенными проблемами в процессе сварки ПВХ-мембраны. Иногда это не так серьезно, и он просто становится белым или отметинами. Когда вы сталкиваетесь с такими проблемами, первое, что нужно сделать, это убедиться, что расположение инструмента не выровнено. Сначала выпустите воздух из цилиндра, нажмите на сварочную головку и внимательно посмотрите, правильно ли положение сварочной головки на месте царапины. Если сварочная головка находится в правильном положении, или если на опоре (или нижней крышке) происходит истирание или сдавливание, то необходимо наблюдать, нет ли помех между оснасткой и изделием. Если это старые инструменты, рекомендуется в это время очистить инструменты спиртом. Если это новое приспособление, слегка потрите царапину (особенно в нижней части ступени) наждачной бумагой, чтобы предотвратить появление заусенцев. Кроме того, наблюдайте, не слишком ли велико давление воздуха в цилиндре во время сварки, не менялась ли пленка прокладки в течение длительного времени во время сварки, не прилипли ли к пленке инородные тела.
Кроме того, наблюдайте, не слишком ли велико давление воздуха в цилиндре во время сварки, не менялась ли пленка прокладки в течение длительного времени во время сварки, не прилипли ли к пленке инородные тела.
Если вышеописанная работа выполнена, травма при нажатии все еще существует, ее можно в основном расценивать как вмешательство инструмента. В это время форма должна быть изменена в соответствии с размером и расположением давящей травмы:
(1) легкая давящая травма. Подпилите острый угол инструмента в соответствующем месте инструмента, притупите острый угол инструмента, а затем используйте полировку наждачной бумагой;
(2) травма при надавливании серьезная, но в соответствующем месте нет сварного ребра. Сотрите интерференционную часть приспособления с помощью стержня с воздушным абразивом (будьте осторожны, чтобы не коснуться других частей, особенно корневой части стержня с воздушным абразивом, который может незаметно стереться с других мест). После шлифовки довести до гладкости бруском и отшлифовать наждачной бумагой;
(3) тяжелая размозженная травма. Если в соответствующем месте имеется сварное ребро или имеется серьезная травма при надавливании, а интерференционная часть очень велика, проконсультируйтесь с проектировщиком. Обратитесь в обрабатывающий центр, занимающийся модифицированным чертежом, и свяжитесь с соответствующим персоналом, чтобы подтвердить, есть ли проблема с литьем под давлением или нужно ли улучшить структуру продукта.
Если в соответствующем месте имеется сварное ребро или имеется серьезная травма при надавливании, а интерференционная часть очень велика, проконсультируйтесь с проектировщиком. Обратитесь в обрабатывающий центр, занимающийся модифицированным чертежом, и свяжитесь с соответствующим персоналом, чтобы подтвердить, есть ли проблема с литьем под давлением или нужно ли улучшить структуру продукта.
2. Перелив материала
Если в процессе сварки машины для сварки пвх-мембраны возникает переполнение, не отлаживайте и не изменяйте параметры сварки сразу. Сначала измерьте размер после сварки и сравните его с нормальным значением. Отрегулируйте в соответствии с разницей.
3. Недостаточная прочность сварки
Если это старый инструмент, сначала наклейте изделие на сварочную головку, посмотрите, не слишком ли велик зазор между изделием и сварочной головкой в слабом месте сварки, чтобы определить, не изношена ли сварочная головка; если это новый инструмент, пожалуйста, просканируйте его сварочной головкой, обратите внимание на его частоту, мощность и кривую и убедитесь, что со сварочной головкой нет проблем.
- 13 марта 2019 г.Высокочастотное оборудование для нагрева среды, применяемое в области плавления пластмасс, известное как высокочастотная машина для термоскрепления, также известная как высокочастотная машина для плавления пластмасс. Этот вид оборудования
- 23 октября 2017 г. Устройство, которое стабильно работает и соответствует экологическим стандартам, должно в первую очередь иметь экранирующий механизм с электронными компонентами, такими как фильтрация, байпас и изоляция, и оно должно иметь интенсивн…
- 15 апреля 2019 г. Принцип сварки высокочастотной машины для сварки пластмасс: Принцип работы машины для высокочастотной сварки пластмасс, используя мощное высокочастотное электромагнитное поле, делает молекулы ПВХ реактивными … вид
- 29 июля 2019 г. Применение аппарата высокочастотной сварки в паяльной промышленности1. Сварка инструментов из цементированного карбида, таких как токарные инструменты, фрезы, спиральные сверла, горячая прокатка, плоскогубцы, молотки, гаечные ключи, болты . .. просмотр
- 23 октября 2017 г. и dШироко используется в отделке салона автомобиля, автокресле , дверная панель автомобиля, плащ, пластиковое покрытие, круг для плавания, надувная игрушка, мягкая пленка оспы и т. д. Специальные продукты могут быть изготовлены по…view
- 24 мая 2019 г. Машина для сварки Hf в основном используется для обработки пластмассовых изделий в промышленности. Он имеет 5 видов, включая тип с ножками, тип с нажимной пластиной, тип с вращающейся пластиной, высокомощный и высокочастотный сварочный аппарат. Вид… вид
 .. просмотр
.. просмотрБолее безопасные материалы для радиочастотной сварки
Поливинилхлорид (ПВХ) — одна из наиболее широко используемых форм пластика в мире. Он прочен, универсален и недорог в производстве, его можно использовать в десятках отраслей, от коммерческих строительных материалов до детских игрушек. ПВХ также является ведущим материалом для радиочастотной (ВЧ) сварки. Его гибкость, полярная молекулярная структура и высокие свойства диэлектрических потерь хорошо подходят для производства многих видов термопластичных изделий, требующих прочных герметичных уплотнений. Медицинские пакеты для внутривенных вливаний и пакеты для крови, поверхностные покрытия, такие как навесные стены и брезент, оборудование для отдыха и многие другие продукты в настоящее время изготавливаются из ПВХ с использованием процессов высокочастотной сварки.
Медицинские пакеты для внутривенных вливаний и пакеты для крови, поверхностные покрытия, такие как навесные стены и брезент, оборудование для отдыха и многие другие продукты в настоящее время изготавливаются из ПВХ с использованием процессов высокочастотной сварки.
Но у ПВХ есть и темная сторона, которая привлекает к себе все более пристальное внимание экологических групп и регулирующих органов. На всех этапах своего жизненного цикла ПВХ является основным источником экологической и биологической токсичности. В результате наблюдается крупномасштабный отказ от его использования, и во многих отраслях промышленности уже приняты меры по сокращению или полному исключению ПВХ из своей продукции.
Какие возможности это оставляет производителям? В специализированном мире радиочастотной сварки есть несколько отличных заменителей материалов, которые предлагают многие из тех же преимуществ, что и ПВХ, но без присущих ему недостатков.
ПВХ по сравнению с другими пластиками
Чтобы понять растущие ограничения на использование ПВХ, важно рассмотреть некоторые ключевые различия между ПВХ и другими термопластами.
Хлор
ПВХ является единственным основным видом пластика, который содержит хлор. Он производится из двух видов сырья — этилендихлорида (ЭДХ) и мономера винилхлорида (ВХБ) — с использованием высокоэнергоемкого процесса, в котором используются большие объемы газообразного хлора. ПВХ классифицируется как хлорорганическое соединение, группа опасных соединений, связанных с определенными рисками для здоровья человека. ПВХ содержит примерно 57 процентов хлора по весу.
Использование и присутствие хлора в ПВХ лежит в основе его воздействия на окружающую среду и здоровье человека. При производстве хлора, которое достигается путем расщепления молекул соли (NaCl) на едкий натр и газообразный хлор, опасные побочные продукты, включая ртуть, выбрасываются в окружающую среду. Синтез исходных материалов из ПВХ также приводит к образованию большого количества отходов с высоким содержанием хлора, таких как диоксины и полихлорированные бифенилы (ПХБ), соединения с длительной токсичностью. Дополнительные диоксины образуются при случайном или преднамеренном сжигании ПВХ-материалов и связанных с ними отходов.
Дополнительные диоксины образуются при случайном или преднамеренном сжигании ПВХ-материалов и связанных с ними отходов.
Чем отличаются заменители ПВХ? Большинство других пластиков не содержат хлора. Полиолефины, например, получают путем полимеризации встречающихся в природе органических углеводородов, называемых олефинами (алкенами), полученных из нефти или природного газа. Отсутствие хлора в полиолефинах, таких как полиэтилен (ПП), полипропилен (ПЭ) и этилвинилацетат (ЭВА), обеспечивает значительные преимущества для окружающей среды и здоровья при производстве и использовании продукта, а также при его утилизации.
Добавки
В отличие от многих других пластиков ПВХ в чистом виде является жестким и хрупким. Он также по своей природе нестабилен при высоких температурах. Чтобы улучшить его характеристики, при производстве добавляют несколько типов добавок.
Например, в ПВХ добавляют стабилизаторы для повышения термостойкости. Наиболее распространенными стабилизаторами являются свинец, кадмий и органоины, полученные из олова. Эти тяжелые металлы являются сильнодействующими токсинами, которые химически не связываются при производстве ПВХ и могут со временем выщелачиваться. Они не разлагаются после захоронения, а при сжигании выбрасываются в воздух или загрязняют почву в виде зольных остатков.
Наиболее распространенными стабилизаторами являются свинец, кадмий и органоины, полученные из олова. Эти тяжелые металлы являются сильнодействующими токсинами, которые химически не связываются при производстве ПВХ и могут со временем выщелачиваться. Они не разлагаются после захоронения, а при сжигании выбрасываются в воздух или загрязняют почву в виде зольных остатков.
Пластификаторы, прежде всего фталаты, смешивают с ПВХ, чтобы сделать его более гибким. Фталаты являются известными канцерогенами и нейротоксинами, которые находятся под пристальным вниманием регулирующих органов. Как и стабилизаторы, они не связаны химически и выщелачиваются в воздух и воду. Фталаты также выбрасываются в окружающую среду в больших количествах при составлении рецептуры и формовании ПВХ.
Чем отличаются заменители ПВХ? В то время как все термопласты используют некоторые типы добавок для улучшения определенных эксплуатационных характеристик, пластмассы на нефтяной основе, такие как полиолефины, обычно требуют меньше добавок, которые менее вредны, чем те, которые используются для производства ПВХ. ЭВА, например, считается более безопасной альтернативой ПВХ для многих продуктов (в том числе предназначенных для младенцев), поскольку для него не требуется пластификатор.
ЭВА, например, считается более безопасной альтернативой ПВХ для многих продуктов (в том числе предназначенных для младенцев), поскольку для него не требуется пластификатор.
Полиэтилентерафталат (ПЭТ), еще один альтернативный материал, пригодный для радиочастотной сварки, часто содержит добавку для повышения устойчивости к УФ-излучению. Однако соединения, используемые в производстве ПЭТ, были тщательно изучены и не продемонстрировали признаков токсичности. ПЭТ также соответствует строгим стандартам для упаковки пищевых продуктов и напитков, установленным Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов.
Выбор пластмасс, отличных от ПВХ, для радиочастотной сварки
Производители во многих отраслях активно ищут замену материалам из ПВХ на менее токсичные пластмассы. Это, в свою очередь, стимулирует разработку новых пластиковых технологий и методов и увеличение количества вариантов, не содержащих ПВХ, подходящих для сварки ВЧ.
ВЧ-сварка может применяться к любому гибкому термопластическому материалу, содержащему дипольные молекулы.
Слои свариваемых материалов могут быть одинаковыми или могут сочетать разные пластики, в зависимости от применения. Во время процесса сварки высокочастотная электромагнитная энергия заставляет полярные молекулы в каждом слое быстро колебаться и выравниваться с электромагнитным полем внутри сварочных стержней. Полученное тепло позволяет слоям материалов плавиться и сплавляться вместе, образуя прочное уплотнение.
Список пластиков, чувствительных к радиоизлучению, включает ряд универсальных альтернатив, которые предлагают менее токсичные и более экологически чистые профили по сравнению с ПВХ. В идеале любой термопластичный материал, заменяющий ПВХ, также должен легко поддаваться вторичной переработке. Если они не подлежат вторичной переработке, важно понимать их воздействие на окружающую среду, если требуется сжигание (например, медицинские отходы).
- Термопластичные уретаны (ТПУ). ТПУ все чаще используется в медицине в качестве заменителя ПВХ, поскольку он производится без пластификаторов (фталатов) или других токсичных химических обработок.
- Полиамиды. Этот термин включает различные материалы, в том числе нейлон, а также природные материалы, такие как шерсть и шелк. Его профиль здоровья и окружающей среды зависит от конкретного типа нейлонового материала и связанных с ним продуктов, образующихся в процессе производства.
- Полиэтилентерефталат (ПЭТФ). ПЭТ был хорошо изучен с точки зрения безопасности человека и используется для производства бутылок для воды и пищевых контейнеров. Он также легко перерабатывается. Из переработанного ПЭТ производится широкий ассортимент продукции.
- Акрилонитрилбутадиенстирол (АБС). ABS представляет собой пластиковую смолу, которая показала свою стабильность и не выщелачивается и не содержит пластификаторов. Он также подлежит вторичной переработке. Для радиочастотной сварки подходят несколько марок АБС.
- Этилвинилацетат (ЭВА). EVA — это высокоэластичный материал, который Управление по санитарному надзору за качеством пищевых продуктов и медикаментов считает безопасным для применения, включая производство пищевых продуктов, упаковку, игрушки и транспортировку.