Сварка металла под водой, подводная сварка металла, описание процесса резки
— в каких ситуациях необходима подводная сварка
— основные виды и технологии подводной сварки
— сухая и мокрая сварка электродом
— методы соединения шва в камере и газовом пузыре
— оборудование для сварки металла под водой на разной глубине
— виды электродов по времени горения, силе тока, качеству дуги, толщине проволоки
— снаряжение сварщика для защиты от действия сварочной дуги
— процесс проведения сварочных работ в воде и на суше
— технология сварки в рабочей среде
— выбор оптимального напряжения
— особенности получаемого шва при СВ
— сварка металла под водой видео
В каких ситуациях необходима подводная сварка
Под водой располагается очень много разнообразных конструкций. Это опоры мостов, причалов, линии связи, трубопроводы и многое другое. Чтобы содержать их в исправном состоянии, время от времени их требуется обслуживать, ремонтировать отдельные детали. Обычные инструменты и оборудование для этой цели не подойдут. Для работы в водной среде требуется использовать специализированные виды инструмента. В том числе, применять оборудование и технологии, предназначенные для подводной сварки. Такой способ соединения деталей даст возможность получить ровный и крепкий шов даже в воде, не уступающий по качеству швам, созданным на суше в сухой среде.
Обычные инструменты и оборудование для этой цели не подойдут. Для работы в водной среде требуется использовать специализированные виды инструмента. В том числе, применять оборудование и технологии, предназначенные для подводной сварки. Такой способ соединения деталей даст возможность получить ровный и крепкий шов даже в воде, не уступающий по качеству швам, созданным на суше в сухой среде.
Основные виды и технологии подводной сварки
Когда речь идет о выполнении сварочных работ под водой в окружении жидкости с различными химическими показателями, необходимо учитывать не только особенности проводимых работ, но и специфику данной среды. Вода – отличный проводник тока. Помимо этого, на процесс подводного сваривания и резки оказывает влияние высокое давление водяного столба. Эти и другие особенности обуславливают ключевые отличия технологий подводной сварки от соединения элементов на суше.
Особенно стоит отметить несколько факторов, которыми отличается технология работы в окружении воды:
- из-за давления воды образовавшийся при сварке воздушный пузырь сдавливается, воздействие происходит и на металл, из которого выполнены детали, в совокупности это повышает плавкость материала;
- быстрое охлаждение и давление водяного столба обуславливает грубое соединение конструкций, это может привести к получению более рельефного шва;
- водолазу приходится работать в условиях плохой видимости, это нередко приводит к тому, что центровка создаваемого сварного шва смещается, поэтому сварщик должен тщательно контролировать весь процесс и умело обращаться с электродами;
- подводная сварка выполняется при условии подачи тока с более высоким напряжением;
- наличие коррозии на свариваемых деталях может затруднить розжиг электродуги, поэтому до начала работ ее нужно удалить.


На данный момент для сварки под водой применяется несколько технологий.
Сухая и мокрая сварка электродом
Сухая. В данном случае речь идет о том, что сварщик работает в специальном боксе, откуда откачивается вода. Жидкость в боксе убирают не полностью, вода снижается до того уровня, чтобы место соединения шва было сухим. Выполнение сварки по «сухой технологии» в воде ничем не отличается от проведения работ на суше. Сухой метод – достаточно дорогая технология, поэтому такую сварку применяют в исключительных ситуациях: когда предъявляются повышенные требования к качеству шва, если требуется особенно прочное соединение, когда работы выполняются на большой глубине и т.п.
Мокрая или полуавтоматическая сварка. Этот метод отличается дешевизной, простотой, доступностью. Чтобы сварить детали между собой во влажной среде, используются специальные виды электродов и горелки для образования сварочной дуги, которая способна продвигать проволоку и параллельно подавать газ для образования воздушного пузыря, в котором, собственно, и проводится сам процесс. Электроды для подводной сварки позволяют выполнять операции так же, как и на суше. Единственное условие – это применение более мощных источников тока для розжига электрода. Также для лучшего расплавления металла электрод нужно дольше держать в заданной точке.
Электроды для подводной сварки позволяют выполнять операции так же, как и на суше. Единственное условие – это применение более мощных источников тока для розжига электрода. Также для лучшего расплавления металла электрод нужно дольше держать в заданной точке.
Методы соединения шва в камере и газовом пузыре
У описанных выше способов сваривания конструкций в окружении жидкости есть как свои преимущества, так и недостатки. Если речь идет о сварке в воздушной камере, то эта технология считается трудоемкой и дорогостоящей. В первую очередь, потому, что для каждого объекта придется изготавливать камеры с персональными характеристиками. Дополнительно необходимо позаботиться о наличии вспомогательного оборудования для подъема/опускания камеры на нужную глубину, откачки жидкости, коммуникаций, через которые будет откачиваться вода, и т.п.
Способ сварки в газовом пузыре достаточно бюджетный. Но для осуществления таких работ нужно тщательно подбирать электроды и сопутствующее оборудование, контролировать, чтобы ток и напряжение соответствовали заданным параметрам. Если использовать ток, у которого слишком низкое напряжение, то сварочная дуга будет нестабильной, это существенно осложнит работу сварщика.
Если использовать ток, у которого слишком низкое напряжение, то сварочная дуга будет нестабильной, это существенно осложнит работу сварщика.
Оборудование для сварки металла под водой на разной глубине
Чтобы можно было сварить под водой металлические и иные конструкции, помимо водолазного снаряжения понадобится дополнительное оборудование. К числу обязательных компонентов относятся:
- сварочные электроды;
- силовая установка для подачи тока к горелке СВ;
- изолированные сплошные кабели.
Виды электродов по времени горения, силе тока, качеству дуги, толщине проволоки
Электроды для подводной сварки выполняются из углеродистой стали, которая менее восприимчива к негативному воздействию воды. Их диаметр составляет от 4 до 6 мм, но могут применяться и иные варианты. Одним из ведущих производителей и поставщиков электродов является фирма BROCO. Компания выпускает высокотехнологичные экзотермические электроды и держатели для них. Фирма разработала несколько линеек продукции для различных условий эксплуатации, поэтому можно подобрать электрод, максимально отвечающий конкретным требованиям применения.
Фирма разработала несколько линеек продукции для различных условий эксплуатации, поэтому можно подобрать электрод, максимально отвечающий конкретным требованиям применения.
Снаряжение сварщика для защиты от действия сварочной дуги
Поскольку сварщику приходится работать на глубине, ему требуется водолазный костюм и скафандр, выполненный из безопасных материалов, исключающих образование электрического разряда между свариваемых деталей и костюмом. Поскольку сварочная дуга имеет высокую температуру горения, использовать оборудование СВ необходимо аккуратно.
Процесс проведения сварочных работ в воде и на суше
Представить процесс сваривания деталей под водой не так сложно, как это может показаться. Отличий от сварки на суше здесь не так много. Основные особенности – это образование газового пузыря. Газ формируется под действием горения электродуги и как бы обволакивает ее со всех сторон. То есть газ защищает место сваривания элементов. Дуга горит с выделением высокой температуры, именно под ее действием и происходит расплавление металла.
Технология сварки в рабочей среде
Когда речь идет о сварке металла под водой с использованием сварочной дуги, то данный процесс бывает:
Саморегулируемым, то есть сварщик направляет электрод перпендикулярно основной линии соединения деталей и прижимает его, чтобы поверхности материалов находились в непосредственном контакте. Шов создается путем перемещения электрода поперечно по направлению к линии соединения.
Управляемым, когда сварщик не касается электродом поверхности материала, а постоянно двигает им из одной стороны в другую. Подобная техника применяется, если нужно получить длинный, фигурный шов.
Выбор оптимального напряжения
Сварка на глубине требует использования более высокого напряжения и силы тока. В среднем, на выполнение шва нужно не менее 30-35 В. Поэтому источники питания сварщик подбирает таким образом, чтобы они изначально были способны генерировать ток с параметрами от 80 до 12 В и от 180 до 450 А. Но если применяется экзотермический метод сварки с применением соответствующего электрода, то для сварщика достаточно будет оборудования, выдающего ток с параметрами до 150 А.
Особенности получаемого шва при СВ
Шов, сваренный под водой, отличается от того, который образуется при сварке на суше. Объясняется это тем, что в водной среде действует повышенное давление, в жидкости присутствуют различные взвеси, на материалах может быть коррозия. По этой причине, чтобы получить прочное соединение, шов выполняют в виде тавра. Окалины на нем, как правило, не образуется, соответственно, зачищать его не надо.
Cварка металла под водой видео
Процесс сварки металла под водой.
сварка металла под водой сварка металла под водой видео сварка под водой как происходит сварка под водой как это работает подводная сварка металлов принцип подводной сварки
Вопрос — ответ
Если использовать технологии сухой сварки, можно ли сваривать металлоконструкции с применением обычной проволоки, или потребуется специальный электрод?
Для сварки на глубине применяются современные экзотермические электроды, которые показали свою надежность и высокую эффективность при сваривании металлоконструкций. Обычная проволока в данном случае не подойдет.
Обычная проволока в данном случае не подойдет.
Если вода не может быть откачана из области сваривания, какие сварочные аппараты и дополнительные виды оборудования нужно использовать?
Рекомендуем ознакомиться с ассортиментом сварочного оборудования компании Broco. Фирма является ведущим разработчиком сварочных технологий, которые применяются во всем мире для осуществления сварки металлоконструкций под водой.
Каким образом можно проверить прочность сварных швов в воде?
Прочность сварных швов определяется качеством используемых электродов и соблюдением технологии сварки. Если все условия выполнены, то сомнения в прочности шва не возникнет.
Какое напряжение стоит использовать для розжига сварочной дуги на конце электрода?
При использовании оборудования Broco на начальном этапе работ требуется пусковой ток номиналом около 150 А.
За счет чего поддерживается воздушный пузырь во время работы сварщика под водой?
Воздушный пузырь образуется за счет высвобождения кислорода в процессе сжигания электрода. Он формируется именно в том месте, где осуществляется сваривание конструкций.
Он формируется именно в том месте, где осуществляется сваривание конструкций.
Как сделать крепкий шов, сваривая детали под водой?
В отличие от сваривания деталей на суше, сварщику требуется аккуратно вести электрод, повторяя зигзагообразную траекторию. Поскольку работы под водой осложнены, держать горелку в одной точке нужно дольше.
Подводная сварка: виды, характеристика способа
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.
Разновидность подводного сварочного процесса
Сварка под водой подразделяется на несколько способов ее проведения:
ручной метод с помощью дуги;
полуавтомат;
в кабине водолаза, рабочем отсеке;
в боксе на определенной глубине;
в небольшом отсеке с кислородом.

Часто применимыми из вышеуказанных способов являются:
Сварка в герметичном боксе считается действием дорогостоящим и сложным, требующим присутствия специального оборудования: крана, судна. Данный трудоемкий процесс позволяет получить в итоге неотличимый от исходного шов.
Гидросварка осуществляется в камерах небольшой площади, в которую поступает сухой газ. Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Процесс соединения заготовок должен производиться в герметичном боксе. При этом используется смесь инертного газа, который методом вытеснения вытолкнет воду на поверхность, что обеспечит работу без воды.
Специальные приборы для подводной сварки контролируют изменение температуры внутри рабочей зоны. Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Выбор способа
Сварка под водой подразделяется на такой тип: ручная дуговая и полуавтоматическВыбранная электронная проволока в качестве соединительного материала имеет небольшие диаметры, позволяющие равномерному распределению их по поверхности исходных заготовок. Увеличить функцию соединения и получить равномерный стык может использование аргона в равном соотношении с углекислым газом. При этом потребуется свести к минимуму содержание водорода в металлоконструкц
При этом потребуется свести к минимуму содержание водорода в металлоконструкц
Сварка под водой способствует равномерному горению газа, образуя пузыри, находящиеся в водном испарении и в продуктах металлического плавления. Процесс окисления получается в результате химического взаимодействия металловолокон и продуктов водного распада.
Выбор электродов
Подводная сварка электродной проволокой, покрытой защитным составом, заключается в розжиге дуги в газовом вакууме, что образуется в ходе испарения и распада жидкости. Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.
Вес пленки, содержащейся по всей длине электрода, должен составлять 150% от стержневой массы. При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
Перенапряжение ликвидируется водным охлаждением. Глубина проплавки металлоконструкц
Среди отрицательных показателей данной технологии можно отметить низкие показатели ударного действия, загибочный угол и наплавку металла на стыковую зону.
При подводных сварных работах применяется электродная проволока на основе низкого содержания углерода. Такого рода материал имеет высокую плотность, совпадающую с электродным материалом для работы на суше.
 Водонепроницаемо
ВодонепроницаемоТакже среди недостатков сварки под водой является пропуск при создании шва, его смещение и наплавка, не встречающиеся при работе на поверхности. Для качественной работы требуется иметь соответствующий материал и профессиональные навыки сварщика.
Похожие статьи
- Сварка труб под давлением — сложно ли это на практике?
- Резка кислородом: виды и тонкости рабочего процесса
- Особенности соединения литых дисков посредством аргонной сварки
- Сварка газопроводов — сложный, но необходимый процесс
как выполняется, виды (сухая и мокрая), оборудование и материалы
Время на чтение: 3 мин
454
История изобретения электрической дуговой сварки насчитывает почти полтора века. В конце 60-х годов прошлого столетия советские космонавты провели первые в мире сварочные работы на космическом корабле в условиях глубокого вакуума.
В конце 60-х годов прошлого столетия советские космонавты провели первые в мире сварочные работы на космическом корабле в условиях глубокого вакуума.
Подобные открытия объединяет один технологический прием — закрытое помещение и маска с затемненнымстеклом. Однако современные технологии позволили проводить сварочные работы не только без отсутствия давления, но и в условиях повышенного.
Таковой представляется сварка под водой — гипербарическая.
Содержание статьиПоказать
- Общая информация
- Электроды
- Способ проведения сварки
- Сухая сварка
- Мокрая сварка
Общая информация
Подводная сварка изобретена специалистом в области металлургии Константином Хреновым в первой половине 1900-х годов, что предоставило проведение подобного типа работ при ремонте элементов нефтяных платформ, различных трубопроводов и судов.
Процесс происходит при помощи обычных электропроводных стержней во время сухой сварки либо с покрытием из парафина — мокрой.
Электроды
Дуговая подводная сварка на глубине подразумевает использование электродов диаметром от 4 до 6 мм, с включением добавок из ферросплавов, которые улучшают качество шва.
Для мокрого типа, стержни пропитываются парафином, коллоидным раствором лакового коллоксилина или смол, и производятся главным образом из стали.
Заменить отработанный электрод в гипербарическом процессе возможно лишь при отключении подачи на него тока. Стальное основание токопроводящего элемента плавится во время сварки несколько быстрей, чем соприкасающееся с водой покрытие.
Вследствие этого, последний образует своеобразный козырек в форме устойчивого пузыря, в котором находится основание.
Используемая на глубине электродная проволока характеризуется невысоким содержанием углерода, которая имеет повышенную плотность, а электроды покрыты защитной пленкой, с высоким показателем сопротивляемости влаге.
Герметически изолированные электрические кабели для спайки подводных деталей предохраняют просачивание в них воды.
Способ проведения сварки
Работы в условиях повышенного давления подразделяются на несколько методов их проведения. Таковыми являются:
- ручной метод;
- полуавтоматический;
- в специальной кабине либо отсеке;
- углубленном боксе;
- отсеке с присутствием воздушной среды;
- мокрый;
- сухой.
Наиболее используемыми считаются два первых и последних. Технологический процесс сочленения подводных элементов подбирается исходя из его обстоятельств.
Полуавтомат обусловливается механической подачей стержня с техникой ручного метода, что гарантирует стабильность проведения операции.
Используемая электронная проволока — соединительный элемент, имеет маленький диаметр. Это качество улучшает ее равномерное распределение на поверхностях заготовок.
Применяя газовую смесь из аргона и двуокиси углерода, можно получить однообразное стыковое соединение, однако это потребует уменьшенную концентрацию водорода в рабочей детали.
Порошкообразная проволока служит своеобразным защитным барьером, предотвращая проникновение в сварочную ванну посторонних примесей, что сказывается высокой прочностью соединения.
Гипербар содействует монотонному горению газа с образованием пузырей, которые формируются в испарении, продуктах плавления. Окисление же вытекает из химического соприкосновения металлических волокон с элементами водного распада.
Сухая сварка
Подобный метод соединения рабочих поверхностей проводится в специализированной камере либо перемещаемом боксе.
Из отделения полностью откачивается вода, и создается повышенное давление с использованием специальной газовой смеси, что ограничивает соприкосновение детали с водой.
Способ также требует присутствие плавучего или судового крана. Процесс считается дорогостоящим ввиду применения специальных устройств и приспособлений, однако сварной шов получается высокого качества.
Специальные механизмы и приборы проводят контроль над изменением температуры внутри отсека. Дистанционный блок, который размещен над водой, устанавливает подачу мощности тока, что оказывает влияние на сварочную операцию.
Дистанционный блок, который размещен над водой, устанавливает подачу мощности тока, что оказывает влияние на сварочную операцию.
Преимуществами сухого процесса являются следующие факторы:
- Высокая безопасность водолаза-сварщика.
- Хороший результат получения швов.
- Наблюдение за прохождением процесса на поверхности.
Мониторинг сварного изделия происходит без разрушения поверхности элементов.
Недостатками же представлены таковые нюансы:
- высокая стоимость операции, обучения специализированного водолаза;
- присутствие большого количества сложных механизмов и устройств;
- глубокое залегание рабочих поверхностей требует повышенной мощности электрической энергии.
Процесс не представляется возможным в недоступных для проведения подводной сухой сварки местах.
Мокрая сварка
Операции такого типа осуществляются в трудно обустраиваемых с помощью боксов местах. Да и сам вид гипербара представляется сложней, по сравнению с сухим. Подобная процедура обусловливается установкой силы тока не более 220 A и напряжением — 35 вольт.
Да и сам вид гипербара представляется сложней, по сравнению с сухим. Подобная процедура обусловливается установкой силы тока не более 220 A и напряжением — 35 вольт.
Работа затрудняется даже слабым потоком воды, вследствие чего электропроводные стержни теряют направление. Поэтому работы при мокрой подводной сварке обычно проводятся внахлест либо тавровым соединением.
Кромки деталей служат направляющими элементами для электрода.
Активом мокрого типа операции имеются таковые факторы:
- Самый дешевый и спешный метод.
- Искусственная прочность детали на растяжение.
- Легкий доступ к соединяемым элементам.
- Отсутствие специального объемного оборудования.
Для мокрой сварки не требуется присутствие плавучего крана, защитной камеры.
Негативными условиями считаются следующие:
- быстрое тушение сварочной ванны сказывается на уменьшении прочности и пластичности шва;
- излишнее присутствие водорода увеличивает хрупкость, образование трещин;
- не всегда достаточная видимость сварочного шва.

Подводные сварочные работы проводят только опытные водолазы с использованием подачи сжатого воздуха для дыхания с поверхности.
Виды сварки — Сварка под водой С конца прошлого столетия известна возможность получения устойчивого дугового разряда в жидкой среде: воде, масле и т. д. В этом случае дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счёт испарения и разложения окружающей жидкости тепловым действием дугового разряда. Дуговая электросварка под водой впервые в мире осуществлена и изучена в Советском Союзе автором настоящей книги в 1932 г. Первоначальные опыты велись в небольшом бачке с проточной водой, куда сварщик погружал руки в длинных резиновых перчатках. Выступающий конец слоя обмазки образует на конце электрода небольшую чашечку, так называемый козырёк, имеющий существенное значение для подводной металлической дуги. Козырёк защищает конец электродного стержня от попадания воды и повышает устойчивость газового пузыря вокруг дуги. Опыт показал, что при электродах с обмазкой надлежащего состава, правильно изготовленной и обработанной водонепроницаемым составом, дуга горит под водой вполне устойчиво при питании её сварочным током от нормальных сварочных агрегатов. Интенсивное расплавление металла подводной дугой даёт возможность успешно выполнять сварку металла под водой. Возможно выполнить все основные формы сварных соединений, применяемые на воздухе, как в нижнем, так в вертикальном и потолочном положениях. Металл, наплавленный под водой и на воздухе, имеет близкие механические свойства и состав. Сварку можно успешно вести как в пресной, так и солёной морской воде. В том же 1932 г. новый способ нашёл практическое применение на морях и реках Советского Союза и был проверен в производственных условиях. Метод нашёл некоторое практическое применение, и до начала второй мировой войны было выполнено несколько серьёзных работ, связанных главным образом с ремонтом и подъёмом морских судов. Начавшаяся война с массовыми повреждениями и разрушениями судов и различных сооружений предъявила большой спрос к способу подводной сварки. В начале 1942 г. в Москве была создана под руководством автора специальная мощная лаборатория подводной сварки и резки, в которой опыты проводились в условиях, близких к производственным, в учебной камере водолазами — сварщиками. В короткое время была детально разработана и изучена технология подводной сварки и резки, подготовлены кадры. Процессы подводной сварки и резки во время войны получили широкое применение и прочно вошли в практику. В отношении подводной сварки можно отметить следующие основные выводы. Сварочный ток для подводной сварки следует увеличить на 10—20% против таких же работ на воздухе. Напряжение подводной дуги на 5—7 в выше напряжения дуги на воздухе. Общий вид дуги, горящей под водой, показан на фиг. 84. Избыток газов, создаваемых дугой, поднимается на поверхность воды отдельными пузырьками. Газ, выделяемый подводной дугой, состоит преимущественно из водорода и продуктов разложения электродной обмазки. Водород образуется за счёт отнятия кислорода паров воды нагретым металлом. Одновременно дуга образует значительное количество мути тёмно-бурого цвета, создающей облачко над дугой. Муть представляет собой, главным образом, коллоидальный раствор окислов железа, распыляемых дугой в форме мельчайших частиц. Потери металла на угар и разбрызгивание довольно значительны, коэффициент наплавки около 6—7 г/а-час. Сварку можно вести на всех глубинах, на которых может работать водолаз в нормальном снаряжении; известны случаи выполнения работ на глубинах до 100 м. Подводная электросварка в настоящее время находит значительное практическое применение, на её основе развился, например, подводный судоремонт. При подводном судоремонте подводная часть судна ремонтируется без постановки его в док, на плаву. Выполнение ремонта подводной части на плаву в несколько раз сокращает срок выполнения и стоимость ремонта. Под водой вполне устойчиво горит угольная дуга и интенсивно плавит металл, создавая возможность производить его сварку. Подводная сварка угольной дугой пока не нашла заметного практического применения. Хренов К.К. «Сварка, резка и пайка металлов». |
 Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесён достаточно толстый совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т. п. составами. Хорошие результаты, например, даёт раствор 80 г целлулоида на 1 л ацетона. Обмазка, охлаждаемая снаружи водой, плавится несколько медленнее электродного стержня.
Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесён достаточно толстый совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т. п. составами. Хорошие результаты, например, даёт раствор 80 г целлулоида на 1 л ацетона. Обмазка, охлаждаемая снаружи водой, плавится несколько медленнее электродного стержня.Подводная сварка
Главная » Статьи » Подводная сварка
Методы подводной сварки: сравнительный анализ
Число морских установок с каждым годом растет. Вместе с ними увеличивается потребность в осуществлении сварочных работ под водой, необходимых для соединения элементов трубопровода, монтажа или ремонта опорных сооружений. Подводная сварка может проводиться на разной глубине, потому что сварочная дуга сохраняет устойчивость при погружении и увеличении давления. При этом возрастает глубина проплавки металла. Но, дело в том, что организм человека с трудом переносит глубину более 45 метров, а погружение более чем на 100 метров – задача невыполнимая.
Сварочные работы под водой
Виды сухой сварки
Существует несколько разновидностей подводной сварки:
- мокрая, делящаяся на ручную дуговую и полуавтоматическую;
- в водолазном колоколе, или рабочей камере;
- в сухой глубоководной камере;
- в мобильном небольшом по размерам сухом боксе.

Наиболее популярны в настоящее время два из перечисленных видов:
- мокрая дуговая ручная или полуавтоматическая;
- сухая сварка.
Сварка в сухой среде (сухой глубоководной камере) – процесс достаточно трудоемкий и затратный, требующий наличия дополнительного оборудования, плавучих кранов, судов. Но качество швов, получаемых в результате работы, очень высокое, и совершенно идентично соединениям, делающимся на суше.
Гидросварка (глубоководная сухая сварка) проводится в небольших боксах, обеспечивающих постоянно сухую газовую среду. Сварной шов в этом случае выполняется при помощи электродной проволоки. Особенностью метода является требование к прилеганию элементов, которое должно быть максимально плотным в месте стыковки. Герметичность – важное условие. Необходимо использовать смесь инертных газов, которая вытеснит воду из бокса и будет поддерживать созданную сухую среду.
Специальное оборудование для подводной сварки выполняет контролирующие и измерительные функции. Пульт управления, располагающийся над водой, оснащен различными приборами, позволяющими регулировать и корректировать процесс.
Пульт управления, располагающийся над водой, оснащен различными приборами, позволяющими регулировать и корректировать процесс.
Методы мокрой сварки
Мокрая сварка бывает двух видов:
- ручная дуговая;
- полуавтоматическая.
Выбор способа зависит от условий проведения сварочных работ.
Полуавтоматическая сварка сочетает в себе механическую подачу электродной проволоки с мобильностью ручной сварки, что обеспечивает длительность и беспрерывность работы. Проволока отличается от электрода меньшим диаметром и отсутствием покрытия, что позволяет управлять формированием шва. Улучшить качество соединения, создать более ровный и аккуратный шов, исключить порообразование и металлические включения в зоне соединения, можно за счет применения аргона, углекислого газа. При этом желательно предварительно снизить содержание водорода в свариваемом металле.
Порошковая проволока защищает дугу от вредного воздействия внешних факторов, что способствует повышению качества сварочного шва и делает ее применение при подводной сварке наиболее эффективным.
Дуговая сварка основана на способности дуги к стабильному горению в газовом пузыре, воды при сильном, интенсивном охлаждении водой. Образуют газовый пузырь водяные испарения и продукты плавки металла (пар и газы). Окислы получаются в процессе вступления в контакт металла и продуктов распада воды, кислорода и свободного водорода.
Дуговая сварка
При ручной дуговой сварке применяются только плавящиеся электроды для подводной сварки. Наиболее популярна при прокладке трубопроводов и монтаже подводных конструкций ручная сварка покрытыми электродами.
Электроды для ручной дуговой сварки
Сварка покрытыми электродами заключается в горении дуги в газовом пузыре, полученном в процессе испарения и разложения воды. Электрод оснащен образующей втулкой покрытия, которая обеспечивает устойчивое горение дуги и сохранение газового пузыря вокруг нее.
При сварке применяются обычные источники питания: переменный или постоянный ток. При этом гораздо предпочтительнее использование постоянного тока, сила которого варьируется в пределах 180 А – 220 А при показателе напряжения дуги до 35 В. Эти параметры выше тех, что применяются на открытом воздухе. Но избыток напряжения отлично компенсируется охлаждающими свойствами воды.
Эти параметры выше тех, что применяются на открытом воздухе. Но избыток напряжения отлично компенсируется охлаждающими свойствами воды.
Глубина проплавления при подводной сварке значительно выше, чем при проведении сварочных работ на суше. Соединения легко выполняются в различных пространственных положениях. Также сварной шов, выполненный в условиях подводной сварки, имеет грубую чешуйчатую структуру. Металл в месте соединения обладает высоким пределом прочности и надежности.
Недостатками являются низкая ударная вязкость, угол загиба материала и удлинение шва. При подводных сварных работах используются электроды, изготовленные из малоуглеродистой стали, имеющие толстый слой покрытия, состав которого совпадает с покрытием электродов применяемых на суше. С помощью целлулоидного лака, парафина, которыми пропитывается укрывной слой, электроды перестают поддаваться воздействию влаги. Водонепроницаемые свойства покрытия позволяют ему не разрушаться в течение длительного времени.
Изоляция и герметизация токоведущих элементов сварочной системы, позволяет избежать потери тока в цепи. Основной проблемой подводной сварки, над решением которой работает множество специалистов, являются дефекты сварочного шва (пропуск, смещение центра шва, отсутствие оплавления на одном из соединяемых элементов), не встречающиеся при работе на воздухе.
stroitel5.ru
Сварка под водой — Остальные вопросы
Отправлено 28 Февраль 2015 14:24
В работах по строительству подводных частей различных сооружений, подводных трубопроводов, гидростанций, портовых сооружений, мостов, в судоподъемных, судоремонтных и спасательных работах и т. д. часто возникает необходимость выполнения сварочных работ под водой. Пока удалось практически применить под водой дуговую электросварку. Возможность получения устойчивого дугового разряда в жидкой среде — воде, масле и др. — была установлена опытным путем еще в конце прошлого столетия. Дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счет испарения и разложения окружающей жидкости тепловым действием дугового разряда. Дуговая электросварка под водой впервые осуществлена и изучена в Советском Союзе в 1932 г. Константином Константиновичем Хреновым. Оказалось, что дуга постоянного тока при питании от обычного источника тока горит под водой вполне устойчиво при условии, что электрод покрыт достаточно толстым слоем водонепроницаемого покрытия. Особенно удивительно, что под водой дуга плавит металл почти так же быстро, как и на воздухе, несмотря на интенсивное охлаждение окружающей средой. Это обстоятельство объясняется саморегулированием состояния дугового разряда. Сила тока в разряде устанавливается регулированием источника, саморегулирование дуги меняет падение напряжения на отдельных участках разряда. Усиление отдачи энергии в окружающую среду автоматически повысит напряжение и мощность дуги, компенсирующие увеличение отдачи энергии, уменьшение потерь энергии во внешнюю среду вызовет снижение напряжения дугового разряда. Охлаждение дуги водной средой повышает напряжение и тепломощность дуги, в результате идет интенсивное плавление металла.
Дуговая электросварка под водой впервые осуществлена и изучена в Советском Союзе в 1932 г. Константином Константиновичем Хреновым. Оказалось, что дуга постоянного тока при питании от обычного источника тока горит под водой вполне устойчиво при условии, что электрод покрыт достаточно толстым слоем водонепроницаемого покрытия. Особенно удивительно, что под водой дуга плавит металл почти так же быстро, как и на воздухе, несмотря на интенсивное охлаждение окружающей средой. Это обстоятельство объясняется саморегулированием состояния дугового разряда. Сила тока в разряде устанавливается регулированием источника, саморегулирование дуги меняет падение напряжения на отдельных участках разряда. Усиление отдачи энергии в окружающую среду автоматически повысит напряжение и мощность дуги, компенсирующие увеличение отдачи энергии, уменьшение потерь энергии во внешнюю среду вызовет снижение напряжения дугового разряда. Охлаждение дуги водной средой повышает напряжение и тепломощность дуги, в результате идет интенсивное плавление металла. Для успеха сварки существенное значение имеет покрытие электрода; оно должно иметь достаточную толщину, 30% веса электродного стержня. Покрытие электрода, омываемое водой, расплавляется медленнее электродного стержня, поэтому при горении дуги покрытие на конце электрода образует так называемый козырек, способствующий формированию и удержанию газового пузыря, необходимого для нормального горения дуги. Газовый пузырь при горении дуги непрерывно растет, увеличиваясь в объеме; затем газы его прорываются и поднимаются на поверхность, газовый пузырь уменьшается в объеме до минимума и снова начинает расти, что повторяется несколько раз в секунду. Газ пузыря состоит преимущественно из водорода, получаемого при разложении паров воды; кроме того, в нем имеются продукты разложения электродного покрытия, пары железа, пары воды, окись углерода, азот и пр. Водород, растворяющийся в наплавленном металле, образует поры и снижает пластичность металла. Поэтому необходима водонепроницаемость покрытия и отсутствие влаги в нем.
Для успеха сварки существенное значение имеет покрытие электрода; оно должно иметь достаточную толщину, 30% веса электродного стержня. Покрытие электрода, омываемое водой, расплавляется медленнее электродного стержня, поэтому при горении дуги покрытие на конце электрода образует так называемый козырек, способствующий формированию и удержанию газового пузыря, необходимого для нормального горения дуги. Газовый пузырь при горении дуги непрерывно растет, увеличиваясь в объеме; затем газы его прорываются и поднимаются на поверхность, газовый пузырь уменьшается в объеме до минимума и снова начинает расти, что повторяется несколько раз в секунду. Газ пузыря состоит преимущественно из водорода, получаемого при разложении паров воды; кроме того, в нем имеются продукты разложения электродного покрытия, пары железа, пары воды, окись углерода, азот и пр. Водород, растворяющийся в наплавленном металле, образует поры и снижает пластичность металла. Поэтому необходима водонепроницаемость покрытия и отсутствие влаги в нем. Испарение воды в покрытии и электролиз с обильным выделением водорода на поверхности электродного стержня разрушают покрытие, срывают его с электродного I стержня и быстро приводят электрод в негодность. Особенно водонепроницаемым должно быть покрытие для работ в соленой морской воде. Водонепроницаемость придают электродам специальной обработкой. После нанесения покрытия, его просушки и прокалки, I покрытие пропитывают и покрывают различными водонепроницаемыми составами. Например, проваривают электроды в расплавленном парафине (этот состав очень слабый, пригоден лишь для пресной воды). Лучший результат дает раствор целлулоида в ацетоне, а также бакелитовый лак. Наилучшим считается раствор синтетических смол в дихлорэтане. Стержни электродов из сварочной стальной проволоки Св-08 имеют диаметр 4-5 мм. Пары железа и материалов электродного покрытия, соприкасаясь с водой, конденсируются, образуя мельчайшие коллоидальные частицы, в первую очередь окислов железа; эти частицы долгое время не осаждаются в воде и образуют в зоне сварки темно-бурое облако мути, мешающее наблюдению и работе сварщика-водолаза.
Испарение воды в покрытии и электролиз с обильным выделением водорода на поверхности электродного стержня разрушают покрытие, срывают его с электродного I стержня и быстро приводят электрод в негодность. Особенно водонепроницаемым должно быть покрытие для работ в соленой морской воде. Водонепроницаемость придают электродам специальной обработкой. После нанесения покрытия, его просушки и прокалки, I покрытие пропитывают и покрывают различными водонепроницаемыми составами. Например, проваривают электроды в расплавленном парафине (этот состав очень слабый, пригоден лишь для пресной воды). Лучший результат дает раствор целлулоида в ацетоне, а также бакелитовый лак. Наилучшим считается раствор синтетических смол в дихлорэтане. Стержни электродов из сварочной стальной проволоки Св-08 имеют диаметр 4-5 мм. Пары железа и материалов электродного покрытия, соприкасаясь с водой, конденсируются, образуя мельчайшие коллоидальные частицы, в первую очередь окислов железа; эти частицы долгое время не осаждаются в воде и образуют в зоне сварки темно-бурое облако мути, мешающее наблюдению и работе сварщика-водолаза. Образование мути зависит и от состава электродного покрытия, одно из требований к нему — минимальное образование мути. При удовлетворительном качестве электродов дуга почти так же устойчива, как и при работе на воздухе. Обычно работа производится на постоянном токе нормальной полярности. Возможна работа и на переменном токе. На постоянном токе вполне устойчива и угольная дуга, но она пока не находит применения. Интенсивное расплавление металла дугой позволяет выполнять обычные формы сварных соединений во всех пространственных положениях. Наплавленный металл удовлетворителен по прочности, содержит повышенное количество водорода и его показатели пластичности понижены. Зона влияния сужена, структура металла носит признаки ускоренного охлаждения после сварки. Водолаз-сварщик работает в тяжелом мягком водолазном снаряжении, обеспеченном телефонной связью (рис). Излучений дуги, проходя сквозь толстый слой воды, уменьшают свою интенсивность; все же для уменьшения утомляемости глаз в передний иллюминатор шлема вставлено цветное стекло; меняя положение головы, сварщик может смотреть через цветное стекло или помимо него.
Образование мути зависит и от состава электродного покрытия, одно из требований к нему — минимальное образование мути. При удовлетворительном качестве электродов дуга почти так же устойчива, как и при работе на воздухе. Обычно работа производится на постоянном токе нормальной полярности. Возможна работа и на переменном токе. На постоянном токе вполне устойчива и угольная дуга, но она пока не находит применения. Интенсивное расплавление металла дугой позволяет выполнять обычные формы сварных соединений во всех пространственных положениях. Наплавленный металл удовлетворителен по прочности, содержит повышенное количество водорода и его показатели пластичности понижены. Зона влияния сужена, структура металла носит признаки ускоренного охлаждения после сварки. Водолаз-сварщик работает в тяжелом мягком водолазном снаряжении, обеспеченном телефонной связью (рис). Излучений дуги, проходя сквозь толстый слой воды, уменьшают свою интенсивность; все же для уменьшения утомляемости глаз в передний иллюминатор шлема вставлено цветное стекло; меняя положение головы, сварщик может смотреть через цветное стекло или помимо него. Держатель электродов имеет особую конструкцию, тщательно изолирован по всей поверхности для уменьшений утечек тока. Сварочный ток подается по гибкому кабелю с усиленной изоляцией. Водолаз-сварщик находится в особенно трудных условиях работы. Видимость зоны сварки, как правило, недостаточна. Сварщик стеснен в движениях водолазным снаряжением; недостаточна устойчивость сварщика, его постоянно сносит с занятого положения; каждое резкое движение отбрасывает сварщика в сторону. Поэтому для сварки под водой характерны дефекты, не встречающиеся в наземных работах: пропуски, сбой с линии сварки, нерасплавление одной из кромок шва и т. п. Сварка возможна как в пресной, так и в соленой морской воде. В последней необходима тщательная изоляция электрододержателя. Даже небольшие неизолированные участки металлических деталей могут вызывать значительные утечки тока, до нескольких десятков ампер. В соленой воде дуга может зажигаться без касания электродом, лишь при приближении его к любому металлическому предмету, находящемуся в воде, хотя бы и не присоединенному проводом к источнику тока.
Держатель электродов имеет особую конструкцию, тщательно изолирован по всей поверхности для уменьшений утечек тока. Сварочный ток подается по гибкому кабелю с усиленной изоляцией. Водолаз-сварщик находится в особенно трудных условиях работы. Видимость зоны сварки, как правило, недостаточна. Сварщик стеснен в движениях водолазным снаряжением; недостаточна устойчивость сварщика, его постоянно сносит с занятого положения; каждое резкое движение отбрасывает сварщика в сторону. Поэтому для сварки под водой характерны дефекты, не встречающиеся в наземных работах: пропуски, сбой с линии сварки, нерасплавление одной из кромок шва и т. п. Сварка возможна как в пресной, так и в соленой морской воде. В последней необходима тщательная изоляция электрододержателя. Даже небольшие неизолированные участки металлических деталей могут вызывать значительные утечки тока, до нескольких десятков ампер. В соленой воде дуга может зажигаться без касания электродом, лишь при приближении его к любому металлическому предмету, находящемуся в воде, хотя бы и не присоединенному проводом к источнику тока.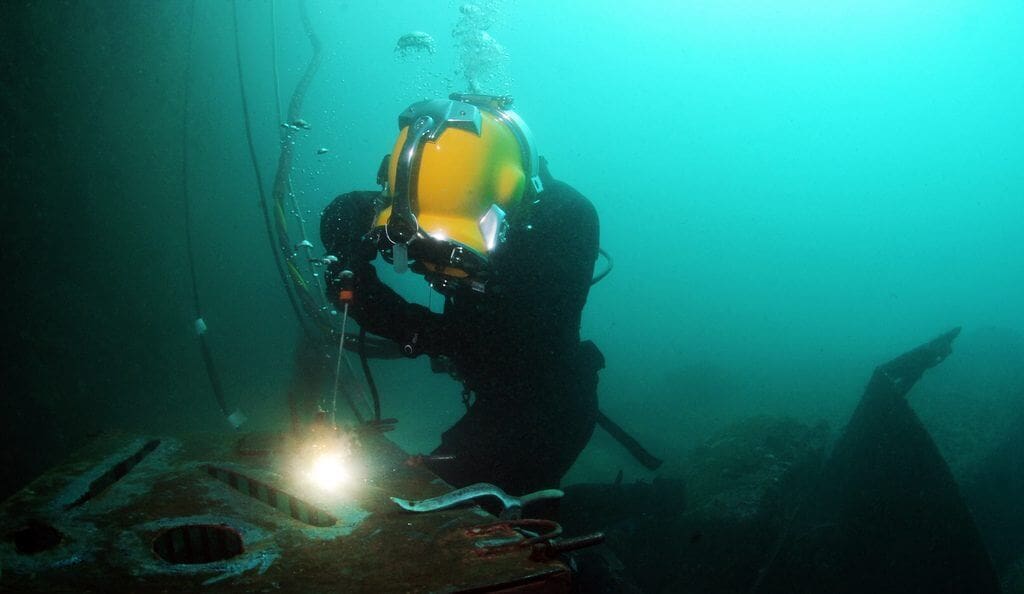 Все металлические предметы в зоне сварки оказываются подсоединенными к источнику тока через воду. Поэтому в результате неосторожного приближения электрода к металлическим частям водолазного снаряжения, например к шлему или нагрудной манишке, водолаз может прожечь их. Несмотря на трудности работы водолаза-сварщика и не очень высокое качество сварных соединений, подводная сварка получила довольно широкое практическое применение в судоподъемных, судоремонтных, аварийно-спасательных и прочих работах. Успешному применению подводной сварки способствует пригодность для подводных работ без всяких переделок обычных нормальных источников тока для сварки на воздухе. При обычных подводных работах сварочный ток берется в пределах 180-240А, напряжение дуги 30-35В; лишние 5-7В против сварки на воздухе идут на покрытие тепловых потерь, создаваемых окружающей водной средой. Значительный интерес представляет возможность применения сварки на больших глубинах. Опыт сварки на глубинах до 100 м показал, что дуга горела устойчиво, ее расплавляющее действие усиливалось, что благоприятно для сварки.
Все металлические предметы в зоне сварки оказываются подсоединенными к источнику тока через воду. Поэтому в результате неосторожного приближения электрода к металлическим частям водолазного снаряжения, например к шлему или нагрудной манишке, водолаз может прожечь их. Несмотря на трудности работы водолаза-сварщика и не очень высокое качество сварных соединений, подводная сварка получила довольно широкое практическое применение в судоподъемных, судоремонтных, аварийно-спасательных и прочих работах. Успешному применению подводной сварки способствует пригодность для подводных работ без всяких переделок обычных нормальных источников тока для сварки на воздухе. При обычных подводных работах сварочный ток берется в пределах 180-240А, напряжение дуги 30-35В; лишние 5-7В против сварки на воздухе идут на покрытие тепловых потерь, создаваемых окружающей водной средой. Значительный интерес представляет возможность применения сварки на больших глубинах. Опыт сварки на глубинах до 100 м показал, что дуга горела устойчиво, ее расплавляющее действие усиливалось, что благоприятно для сварки. Имеются лабораторные исследования горения дуги при давлениях до 1200 am, что превышает давление на дне величайших глубин океанов; горение дуги протекало нормально, и она сохраняла свои обычные свойства. Однако условия подводных работ весьма тяжелы для человека. При глубине свыше 20 м начинается интенсивное растворение азота в крови; при подъеме водолаза с уменьшением давления мельчайшие пузырьки азота выделяются, вызывая болезненные ощущения (кессонная болезнь). Поэтому подъем со значительных глубин опасен для жизни водолаза, и его производят медленно, с остановками по определенному графику. Кроме того, с увеличением давления на значительных глубинах самочувствие человека ухудшается. На глубинах 50-70 м нормальная продолжительность работы водолаза составляет всего 15 мин, а продолжительность его подъема в несколько раз превышает эту величину. Поэтому работа становится практически невыполнимой на глубине, превышающей 30-40 м.
Имеются лабораторные исследования горения дуги при давлениях до 1200 am, что превышает давление на дне величайших глубин океанов; горение дуги протекало нормально, и она сохраняла свои обычные свойства. Однако условия подводных работ весьма тяжелы для человека. При глубине свыше 20 м начинается интенсивное растворение азота в крови; при подъеме водолаза с уменьшением давления мельчайшие пузырьки азота выделяются, вызывая болезненные ощущения (кессонная болезнь). Поэтому подъем со значительных глубин опасен для жизни водолаза, и его производят медленно, с остановками по определенному графику. Кроме того, с увеличением давления на значительных глубинах самочувствие человека ухудшается. На глубинах 50-70 м нормальная продолжительность работы водолаза составляет всего 15 мин, а продолжительность его подъема в несколько раз превышает эту величину. Поэтому работа становится практически невыполнимой на глубине, превышающей 30-40 м.
Единственный путь увеличения производительности подводной сварки и распространения ее на значительные глубины — это механизация и автоматизация процесса сварки с максимальным сокращением времени пребывания человека подводой. Основная цель автоматизации в этом случае освободить человека от выполнения работ в особо тяжелых условиях. Имеются успешные результаты применения шланговых полуавтоматов и автоматов в подводных условиях с голой проволокой диаметром около 2 мм с вдуванием защитного газа аргона в зону дуги или без подачи газа. Применение простейшего шлангового полуавтомата повышает производительность труда водолаза-сварщика и сокращает время его пребывания под водой в 5-10 раз. В дальнейшем, с созданием комплекса автоматических устройств с телевизионным наблюдением и надводным управлением, станут возможными подводные сварочные работы на любых глубинах.
Основная цель автоматизации в этом случае освободить человека от выполнения работ в особо тяжелых условиях. Имеются успешные результаты применения шланговых полуавтоматов и автоматов в подводных условиях с голой проволокой диаметром около 2 мм с вдуванием защитного газа аргона в зону дуги или без подачи газа. Применение простейшего шлангового полуавтомата повышает производительность труда водолаза-сварщика и сокращает время его пребывания под водой в 5-10 раз. В дальнейшем, с созданием комплекса автоматических устройств с телевизионным наблюдением и надводным управлением, станут возможными подводные сварочные работы на любых глубинах.
Сообщение отредактировал Andrew: 28 Февраль 2015 14:41
websvarka.ru
Особенности соединения металлоконструкций под водой посредством сварки
Подводная сварка необходима для процесса устранения разного рода деформации деталей, находящихся на определенной глубине. Данная разновидность сварочного процесса применима при ремонтах морского и речного судна, гидротехнических работах. Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.
Сварочная дуга сохраняет стойкие качества при погружении и увеличении давления. Находясь под водой, качества проплавки металла под действием сварочного давления возрастают. Вследствие трудной переносимости человеческим организмом глубины, сварочные действия при погружении ниже 100 метров невозможны.
Разновидность подводного сварочного процесса
Сварка под водой подразделяется на несколько способов ее проведения:
ручной метод с помощью дуги;
полуавтомат;
в кабине водолаза, рабочем отсеке;
в боксе на определенной глубине;
в небольшом отсеке с кислородом.
Часто применимыми из вышеуказанных способов являются:
Сварка в герметичном боксе считается действием дорогостоящим и сложным, требующим присутствия специального оборудования: крана, судна. Данный трудоемкий процесс позволяет получить в итоге неотличимый от исходного шов.
Гидросварка осуществляется в камерах небольшой площади, в которую поступает сухой газ. Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Сварка при этом проводится с помощью задействования электродной проволоки. Отличительными показателями подводной сварки являются требования к степени прижатия деталей.
Процесс соединения заготовок должен производиться в герметичном боксе. При этом используется смесь инертного газа, который методом вытеснения вытолкнет воду на поверхность, что обеспечит работу без воды.
Специальные приборы для подводной сварки контролируют изменение температуры внутри рабочей зоны. Дистанционный блок, размещаемый на поверхности воды, позволяет устанавливать необходимую подачу мощности и влиять на процесс сварочного периода.
Выбор способа
Сварка под водой подразделяется на такой тип: ручная дуговая и полуавтоматическая. Технологический процесс соединения металла подбирается в зависимости от рабочих условий. Сварка полуавтоматом основана на сочетании механической подачи электрода с режимом ручного метода, что влияет на время проведения процесса и ее стабильности.
Выбранная электронная проволока в качестве соединительного материала имеет небольшие диаметры, позволяющие равномерному распределению их по поверхности исходных заготовок. Увеличить функцию соединения и получить равномерный стык может использование аргона в равном соотношении с углекислым газом. При этом потребуется свести к минимуму содержание водорода в металлоконструкции. Проволока в виде порошка послужит защитным барьером от внешнего влияния, которое повышает прочность соединения, и ее задействование в подводной сварке незаменимо.
Сварка под водой способствует равномерному горению газа, образуя пузыри, находящиеся в водном испарении и в продуктах металлического плавления. Процесс окисления получается в результате химического взаимодействия металловолокон и продуктов водного распада.
Выбор электродов
Подводная сварка электродной проволокой, покрытой защитным составом, заключается в розжиге дуги в газовом вакууме, что образуется в ходе испарения и распада жидкости. Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.
Электрод имеет покрытую пленкой втулку, которая производит бесперебойное горение дуги и стойкость вакуума вокруг рабочей зоны.
Вес пленки, содержащейся по всей длине электрода, должен составлять 150% от стержневой массы. При сварке под водой используются переменный и постоянный энергоимпульс. Чаще всего предпочтение отдается мощности в 180А, в случае дуговой мощности — до 35В.
Перенапряжение ликвидируется водным охлаждением. Глубина проплавки металлоконструкций максимальна, и отличается от процесса на поверхности. Сварочное действие возможно при любых положениях исходного материала. Шов при подводном процессе имеет уплотненную структуру на стальном участке, что гарантирует прочность и долговечность.
Среди отрицательных показателей данной технологии можно отметить низкие показатели ударного действия, загибочный угол и наплавку металла на стыковую зону.
При подводных сварных работах применяется электродная проволока на основе низкого содержания углерода. Такого рода материал имеет высокую плотность, совпадающую с электродным материалом для работы на суше.
Для работы на глубине марка электродов должна иметь показатели, указывающие на защитную пленку, которая имеет стойкость к влаге. Водонепроницаемость материала способствует долговечной прочности свариваемых деталей. Изоляция и герметизация электрокабелей системы спайки способствует сохранению электрического напряжения в цепи.
Также среди недостатков сварки под водой является пропуск при создании шва, его смещение и наплавка, не встречающиеся при работе на поверхности. Для качественной работы требуется иметь соответствующий материал и профессиональные навыки сварщика.
Похожие статьи
goodsvarka.ru
Для чего нужна подводная сварка?
В 60-е годы при упоминании о подводной сварке возникал образ водолаза, отчаянно пытающегося на глубине нескольких футов поставить заплату на пробоину затонувшего судна только для того, чтобы сделать возможным подъем его на поверхность. Такая сварка могла бы быть приемлемой для ремонта поврежденных и ослабленных конструкций, но не являлась достаточно надежной для соединения несущих конструкций. Не исключено, что некоторые крупнейшие морские державы владели секретом подводной сварки. Однако необходимости в ее широком использовании еще не было. Этой необходимости было суждено возникнуть позже.
Не исключено, что некоторые крупнейшие морские державы владели секретом подводной сварки. Однако необходимости в ее широком использовании еще не было. Этой необходимости было суждено возникнуть позже.
Кто бы мог представить себе даже пять лет назад, что решение стран- экспортеров нефти (ОПЕК) о повышении цен на нефть столь сильно изменит отношение к подводной сварке. Повышение цен на нефть-сырец привело к тому, что стало экономически выгодным добывать нефть в отдаленных и до сих пор еще не освоенных районах. Угроза истощения запасов нефти стимулировала необходимость иметь собственные запасы этого ценного топлива. Внимание специалистов стали привлекать морские глубины, которые ранее считались недоступными. Возможно, трудности, связанные с освоением морских глубин, не являются столь непреодолимыми, как это принято было считать. Был рассчитан возможный риск, начаты работы.
Прошло всего несколько лет, и я уже присутствовал на совещании, на котором о возможности получения высокопрочных сварных соединений на глубине 360 м говорилось, как о нечто само собой разумеющемся. Безусловно, сварка на таких больших глубинах связана с существенными трудностями, которые, как теперь уже очевидно, не являются неразрешимыми. До недавнего времени считалось, что подводная сварка сводится только к созданию дуги в мокрой среде. Теперь это представляется излишним и заменяется использованием дуги в сухой среде в какой-либо глубоководной камере. Размер таких камер колеблется от очень малого до неожиданно огромного, позволяющего нескольким сварщикам работать посменно и отдыхать в специальных отсеках самой камеры. В настоящей книге публикуются материалы о глубоководных камерах, а также приводится ряд новых интересных данных о современных достижениях в области в мокрых и полусухих средах. Не следует считать, что использование больших глубоководных камер позволяет решить все проблемы, связанные с осуществлением ремонта в морских глубинах. Насколько известно, в существующих пока камерах можно выполнять лишь сварку труб, ремонтируя трубопровод или осуществляя другой крайне необходимый ремонт средней трудности.
Безусловно, сварка на таких больших глубинах связана с существенными трудностями, которые, как теперь уже очевидно, не являются неразрешимыми. До недавнего времени считалось, что подводная сварка сводится только к созданию дуги в мокрой среде. Теперь это представляется излишним и заменяется использованием дуги в сухой среде в какой-либо глубоководной камере. Размер таких камер колеблется от очень малого до неожиданно огромного, позволяющего нескольким сварщикам работать посменно и отдыхать в специальных отсеках самой камеры. В настоящей книге публикуются материалы о глубоководных камерах, а также приводится ряд новых интересных данных о современных достижениях в области в мокрых и полусухих средах. Не следует считать, что использование больших глубоководных камер позволяет решить все проблемы, связанные с осуществлением ремонта в морских глубинах. Насколько известно, в существующих пока камерах можно выполнять лишь сварку труб, ремонтируя трубопровод или осуществляя другой крайне необходимый ремонт средней трудности. Никто еще не мог осуществить в камере на большой глубине сварку вертикальных трубчатых элементов, не говоря уже о сварке сложных узловых соединений.
Никто еще не мог осуществить в камере на большой глубине сварку вертикальных трубчатых элементов, не говоря уже о сварке сложных узловых соединений.
До настоящего времени повреждения буровых площадок локализировались в зонах захлестывания водой — поверхностях, находящихся на границе воды и воздуха, так что камеры для глубинных работ не требовались. Однако опыт эксплуатации буровых платформ и больших трубопроводов на глубине свыше 90 м еще очень невелик, поэтому нельзя исключить возможную необходимость ремонтных работ на большой глубине.
Подводная сварка, особенно сварка на больших глубинах и в зонах захлестывания водой в штормовых условиях, как и любое другое новшество в технике, стала возможной благодаря достижениям в этой области водолазов, демонстрирующих высокое мастерство и удивительную способность адаптироваться в необычных условиях. Новые методы механического манипулирования под водой, применение сложных инструментов, контрольного оборудования, камер и прочего сделали возможными работы на большой глубине. Стало возможным на больших глубинах устанавливать оборудование с соединениями, точно такими же, как на суше. Случайному наблюдателю, оказавшемуся на глубине 300 м, может на первый взгляд показаться, что сварка в глубоководной камере не вызывает трудностей. Водолазы — исключительные оптимисты, но, несмотря на их замечательное мастерство, они редко являются компетентными специалистами по сварке. Не удивительно, поэтому, что сварные швы, полученные в глубоководных камерах, часто, если не всегда, оказываются менее прочными, чем швы, сваренные при обычных атмосферных условиях. Трудности, связанные с гидростатическим давлением воды, не были неожиданными, однако они оказались более серьезными, чем можно было ожидать. Атмосферное давление в камере, скажем, в 0,5; 1; 2 МПа или более определенно влияет на физические и химические процессы в зоне дуги. Окисление, испарение, термические явления и ионизация — лишь некоторые из них. Все явления в различной степени влияют на качество сварного шва и технику осуществления сварки.
Стало возможным на больших глубинах устанавливать оборудование с соединениями, точно такими же, как на суше. Случайному наблюдателю, оказавшемуся на глубине 300 м, может на первый взгляд показаться, что сварка в глубоководной камере не вызывает трудностей. Водолазы — исключительные оптимисты, но, несмотря на их замечательное мастерство, они редко являются компетентными специалистами по сварке. Не удивительно, поэтому, что сварные швы, полученные в глубоководных камерах, часто, если не всегда, оказываются менее прочными, чем швы, сваренные при обычных атмосферных условиях. Трудности, связанные с гидростатическим давлением воды, не были неожиданными, однако они оказались более серьезными, чем можно было ожидать. Атмосферное давление в камере, скажем, в 0,5; 1; 2 МПа или более определенно влияет на физические и химические процессы в зоне дуги. Окисление, испарение, термические явления и ионизация — лишь некоторые из них. Все явления в различной степени влияют на качество сварного шва и технику осуществления сварки. Дефекты сварки могут оказаться опасными. Даже сейчас сварные швы, удовлетворяющие минимально допустимым нормам, можно выполнять на глубине до 150 м. Вне сомнений, что в будущем будет возможна подводная сварка высокого качества на еще больших глубинах. Ремонт и контроль. Буровые вышки, платформы, дамбы и другие морские сооружения в процессе эксплуатации должны подвергаться регулярному контролю, в результате которого могут выявиться неполадки, требующие ремонта. В зоне захлестывания отдельные конструктивные просчеты проявляются более сильно в результате влияния морского волнения, особенно в том случае, когда поверхности подвергаются обрастанию, что увеличивает сопротивление воде. Сварка в этой зоне вызывает трудности иного плана, чем сварка на больших глубинах, где, как правило, менее выражены эффекты турбулентности, волнения и течений. Поломки часто могут быть ликвидированы механическими средствами — закрепление конструкции болтами, клепка, крепление струбцинами, хомутами и даже бетонирование.
Дефекты сварки могут оказаться опасными. Даже сейчас сварные швы, удовлетворяющие минимально допустимым нормам, можно выполнять на глубине до 150 м. Вне сомнений, что в будущем будет возможна подводная сварка высокого качества на еще больших глубинах. Ремонт и контроль. Буровые вышки, платформы, дамбы и другие морские сооружения в процессе эксплуатации должны подвергаться регулярному контролю, в результате которого могут выявиться неполадки, требующие ремонта. В зоне захлестывания отдельные конструктивные просчеты проявляются более сильно в результате влияния морского волнения, особенно в том случае, когда поверхности подвергаются обрастанию, что увеличивает сопротивление воде. Сварка в этой зоне вызывает трудности иного плана, чем сварка на больших глубинах, где, как правило, менее выражены эффекты турбулентности, волнения и течений. Поломки часто могут быть ликвидированы механическими средствами — закрепление конструкции болтами, клепка, крепление струбцинами, хомутами и даже бетонирование. Сварка в данном случае представляется более целесообразной, поскольку позволяет воссоздать более или менее первоначальную форму конструкции. Наиболее часто изоляцию поврежденного участка в зоне захлестывания выполняют путем кессонирования, которое позволяет проводить обследование повреждений и сварочные работы обычным способом. Использование глубоководной камеры делает возможным распространение этой традиционной практики на подводные работы. До настоящего времени большую часть ремонтных работ необходимо было проводить на небольших глубинах или в зоне захлестывания. Проблемы, связанные с водолазными и сварочными работами на этой небольшой (до 30 м) глубине, в основном решены. Однако и на большей глубине невозможно избежать поломок, возникающих в результате опускания различных предметов с поверхности воды или воздействия таких внешних сил, как течения, размывание и др. В таких случаях стоимость ремонтных работ значительно возрастает. Новые подводные конструкции. Подводная сварка ограничивается ремонтными работами.
Сварка в данном случае представляется более целесообразной, поскольку позволяет воссоздать более или менее первоначальную форму конструкции. Наиболее часто изоляцию поврежденного участка в зоне захлестывания выполняют путем кессонирования, которое позволяет проводить обследование повреждений и сварочные работы обычным способом. Использование глубоководной камеры делает возможным распространение этой традиционной практики на подводные работы. До настоящего времени большую часть ремонтных работ необходимо было проводить на небольших глубинах или в зоне захлестывания. Проблемы, связанные с водолазными и сварочными работами на этой небольшой (до 30 м) глубине, в основном решены. Однако и на большей глубине невозможно избежать поломок, возникающих в результате опускания различных предметов с поверхности воды или воздействия таких внешних сил, как течения, размывание и др. В таких случаях стоимость ремонтных работ значительно возрастает. Новые подводные конструкции. Подводная сварка ограничивается ремонтными работами. Лишь несколько раз вместо того, чтобы поднимать соединение на поверхность для проведения сварочных работ или использовать болтовые фланцевые соединения, предпринимались попытки произвести сварку трубопроводов по длине или приваривание вертикальной отводки к трубопроводу в глубоководной камере на глубине при давлении 1,5 МПа. Время, затрагиваемое на одно соединение трубопровода, составляет 7—20 дней в зависимости от глубины, положения трубопровода и выбранного метода сварки. Стоимость создания таких соединений очень велика.
Лишь несколько раз вместо того, чтобы поднимать соединение на поверхность для проведения сварочных работ или использовать болтовые фланцевые соединения, предпринимались попытки произвести сварку трубопроводов по длине или приваривание вертикальной отводки к трубопроводу в глубоководной камере на глубине при давлении 1,5 МПа. Время, затрагиваемое на одно соединение трубопровода, составляет 7—20 дней в зависимости от глубины, положения трубопровода и выбранного метода сварки. Стоимость создания таких соединений очень велика.
Для завершения работ на глубине, т. е. для окончательного соединения трубопровода, удобно применять подводную сварку. По мере продвижения добычи нефти на большие глубины наличие скважин на морском дне становится обычным явлением. Такие скважины представляют собой сложные сооружения, и существует определенный риск их повреждения предметами, падающими с поверхности. Возможно, что подводная сварка станет важным способом устранения таких поломок.
Необходима ли сварка? Сварку применяют как при создании конструкции, так и при ее ремонте, поскольку применение сварки удобно и экономично. Не следует считать, что указанные преимущества применения сварки в наземных условиях обязательно проявятся и при подводных работах. Кроме подводной сварки существуют другие методы ремонта конструкций. Например, для ремонта трубопроводов могут быть использованы дополнительные (крепежные) наружные приспособления либо подъем конструкции на поверхность для проведения сварки. Ремонт на морском дне может осуществляться с помощью таких средств внешнего уплотнения, как гидробокс. Выбор наиболее приемлемого метода сварки зависит от требований эксплуатации, сроков работы, наличия оборудования и стоимости. Несмотря на высокую стоимость и требования максимальной предосторожности при подъеме подводных трубопроводов на поверхность, их ремонте и погружении обратно на глубину, этот метод ремонта чрезвычайно распространен. Ремонтные работы на поверхности позволяют обеспечить высокое качество, необходимое для подводных трубопроводов при разделке кромок, центровке, сварке и контроле. Если несколько линий трубопроводов проходят близко друг от друга, приходится применять более дорогостоящий метод сварки на морском дне, так как подъем трубопровода на поверхность неизбежно влечет за собой образование петли при его укладке.
Не следует считать, что указанные преимущества применения сварки в наземных условиях обязательно проявятся и при подводных работах. Кроме подводной сварки существуют другие методы ремонта конструкций. Например, для ремонта трубопроводов могут быть использованы дополнительные (крепежные) наружные приспособления либо подъем конструкции на поверхность для проведения сварки. Ремонт на морском дне может осуществляться с помощью таких средств внешнего уплотнения, как гидробокс. Выбор наиболее приемлемого метода сварки зависит от требований эксплуатации, сроков работы, наличия оборудования и стоимости. Несмотря на высокую стоимость и требования максимальной предосторожности при подъеме подводных трубопроводов на поверхность, их ремонте и погружении обратно на глубину, этот метод ремонта чрезвычайно распространен. Ремонтные работы на поверхности позволяют обеспечить высокое качество, необходимое для подводных трубопроводов при разделке кромок, центровке, сварке и контроле. Если несколько линий трубопроводов проходят близко друг от друга, приходится применять более дорогостоящий метод сварки на морском дне, так как подъем трубопровода на поверхность неизбежно влечет за собой образование петли при его укладке. Кроме того, для подъема больших труб требуется предварительное удаление воды из трубопровода, что создает определенные трудности при ремонте. Освоение еще больших морских глубин может сделать неприемлемым метод подъема оборудования на поверхность, тогда ремонт можно будет осуществлять при помощи фланцевых или других механических соединений. В этом случае возникает вопрос: не выгоднее ли вместо методов механического соединения применить подводную сварку? Будущее. Все сказанное до сих пор относилось к проблемам добычи нефти и газа. Однако морское дно и материковый шельф богаты полезными ископаемыми не менее, чем суша. Возможность добычи марганца и других конкреций, которые, вероятно, просто лежат на морском дне, сулит большие перспективы тем, кто занимается этими проблемами. Необходимость подводной сварки, которая стала очевидной уже после первого проникновения нефтедобывающей промышленности в мир Жюля Верна,еще более возрастет, если другие добывающие отрасли не побоятся перенести свою деятельность на морское дно.
Кроме того, для подъема больших труб требуется предварительное удаление воды из трубопровода, что создает определенные трудности при ремонте. Освоение еще больших морских глубин может сделать неприемлемым метод подъема оборудования на поверхность, тогда ремонт можно будет осуществлять при помощи фланцевых или других механических соединений. В этом случае возникает вопрос: не выгоднее ли вместо методов механического соединения применить подводную сварку? Будущее. Все сказанное до сих пор относилось к проблемам добычи нефти и газа. Однако морское дно и материковый шельф богаты полезными ископаемыми не менее, чем суша. Возможность добычи марганца и других конкреций, которые, вероятно, просто лежат на морском дне, сулит большие перспективы тем, кто занимается этими проблемами. Необходимость подводной сварки, которая стала очевидной уже после первого проникновения нефтедобывающей промышленности в мир Жюля Верна,еще более возрастет, если другие добывающие отрасли не побоятся перенести свою деятельность на морское дно. Кто знает, каким еще сферам человеческой деятельности понадобится подводная сварка? Так, уже стало реальным подводное земледелие. По мнению опытных инженеров-сварщиков, немало экспериментов в области подводной сварки проводилось без соблюдения традиционных правил, принятых для осуществления сварки в обычных условиях. Например, попытка сварить такие марки стали, как НУ80 и НУ 100, в мокрой среде при помощи ручной дуговой сварки без предварительного нагревания, кажется, должна быть безуспешной, если только к полученным швам не предъявляются гораздо более мягкие требования, чем к сварным швам, выполненным в обычных условиях. Недостаточную прочность сварных швов при подводной сварке показали первые же эксперименты, проведенные Институтом сварки. Правительственная комиссия, контролировавшая работу института, пришла к заключению, что в тех случаях, когда необходимы сварные швы высокого качества, подводная сварка неприемлема. Этот вывод чрезвычайно важен. Вполне может оказаться, что для различных нужд требуется различное качество сварки.
Кто знает, каким еще сферам человеческой деятельности понадобится подводная сварка? Так, уже стало реальным подводное земледелие. По мнению опытных инженеров-сварщиков, немало экспериментов в области подводной сварки проводилось без соблюдения традиционных правил, принятых для осуществления сварки в обычных условиях. Например, попытка сварить такие марки стали, как НУ80 и НУ 100, в мокрой среде при помощи ручной дуговой сварки без предварительного нагревания, кажется, должна быть безуспешной, если только к полученным швам не предъявляются гораздо более мягкие требования, чем к сварным швам, выполненным в обычных условиях. Недостаточную прочность сварных швов при подводной сварке показали первые же эксперименты, проведенные Институтом сварки. Правительственная комиссия, контролировавшая работу института, пришла к заключению, что в тех случаях, когда необходимы сварные швы высокого качества, подводная сварка неприемлема. Этот вывод чрезвычайно важен. Вполне может оказаться, что для различных нужд требуется различное качество сварки.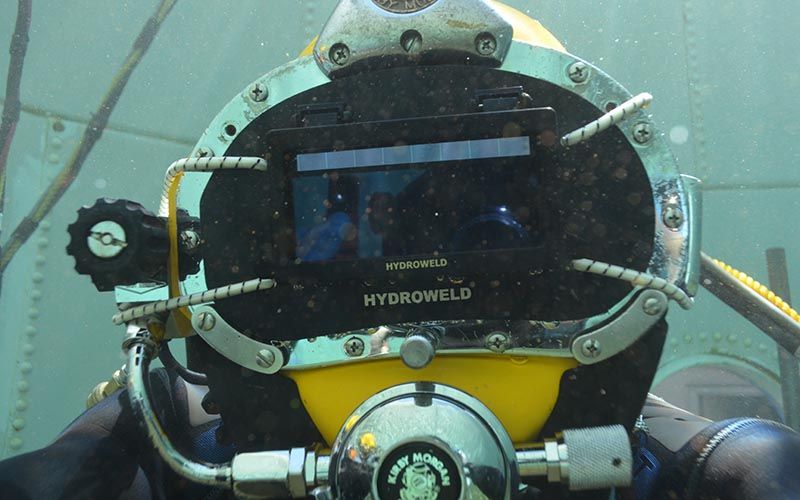 Важно, чтобы незамедлительно было принято решение о том, есть ли будущее у подводной сварки и в каких случаях ею можно пользоваться. При проведении подводных работ возникают проблемы, связанные не только с самим процессом сварки. Определенные трудности вызывают операции, без которых сварка невозможна: очистка, резка, разделка кромок, выбор крепежных приспосоолений и арматуры, контроль и обработка швов. Необходимо проведение серьезной исследовательской работы прежде, чем можно будет считать, что подводная сварка отвечает всем необходимым требованиям. Более того, необходимо изучение побочного воздействия электрического поля на здоровье водолаза и точное определение условий безопасности при работе с большими токами и напряжениями, например при плазменной резке. Нужна ли сварка, осуществляемая вручную, на больших глубинах, где из-за необходимости применения водолазного снаряжения и оборудования систем жизнеобеспечения и длительного ступенчатого подъема водолазов ее применение становится непрактичным и неудобным? Возможно, в этих случаях предпочтительнее автоматическая сварка с дистанционным управлением.
Важно, чтобы незамедлительно было принято решение о том, есть ли будущее у подводной сварки и в каких случаях ею можно пользоваться. При проведении подводных работ возникают проблемы, связанные не только с самим процессом сварки. Определенные трудности вызывают операции, без которых сварка невозможна: очистка, резка, разделка кромок, выбор крепежных приспосоолений и арматуры, контроль и обработка швов. Необходимо проведение серьезной исследовательской работы прежде, чем можно будет считать, что подводная сварка отвечает всем необходимым требованиям. Более того, необходимо изучение побочного воздействия электрического поля на здоровье водолаза и точное определение условий безопасности при работе с большими токами и напряжениями, например при плазменной резке. Нужна ли сварка, осуществляемая вручную, на больших глубинах, где из-за необходимости применения водолазного снаряжения и оборудования систем жизнеобеспечения и длительного ступенчатого подъема водолазов ее применение становится непрактичным и неудобным? Возможно, в этих случаях предпочтительнее автоматическая сварка с дистанционным управлением.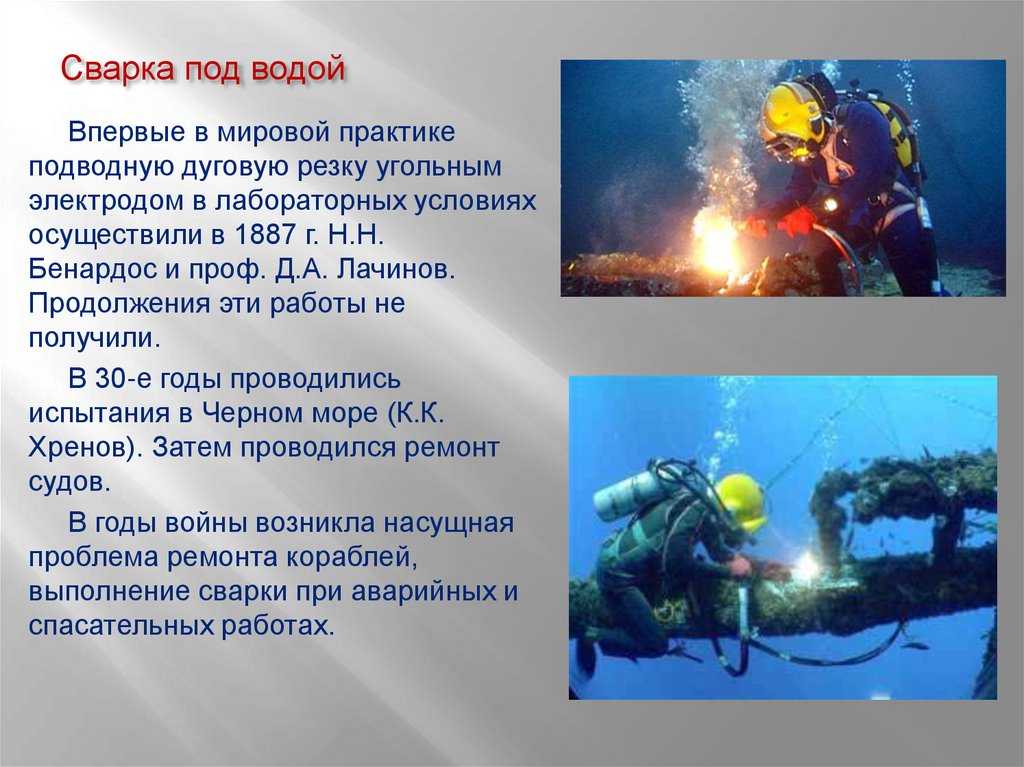 Острой необходимости в автоматической сварке пока нет, но уже сейчас вызывает интерес возможность ее применения в случаях плохой видимости и сложной конфигурации свариваемых участков. И наконец, сейчас проведение подводной сварки в основном ограничивается использованием процессов и источников питания, предусмотренных для обычных наземных условий при давлении 0,1 МПа с коротким кабелем с низким падением напряжения. До настоящего времени при проведении подводной сварки с использованием дуги применялись источники напряжения с падающими характеристиками. Если не пользоваться очень тяжелыми кабелями, применение которых само по себе вызывает неудобство, то может возникнуть вопрос: достаточно ли напряжение, подаваемое на дугу, для осуществления сварки? Представляется опасным на большой глубине при высоком гидроакустическом давлении проводить сварку так же, как это делается при давлении 0,1 МПа. Совершенно необходимо иметь более четкое представление о влиянии давления на сам процесс сварки и о том, какие источники напряжения наиболее приемлемы в подводных условиях.
Острой необходимости в автоматической сварке пока нет, но уже сейчас вызывает интерес возможность ее применения в случаях плохой видимости и сложной конфигурации свариваемых участков. И наконец, сейчас проведение подводной сварки в основном ограничивается использованием процессов и источников питания, предусмотренных для обычных наземных условий при давлении 0,1 МПа с коротким кабелем с низким падением напряжения. До настоящего времени при проведении подводной сварки с использованием дуги применялись источники напряжения с падающими характеристиками. Если не пользоваться очень тяжелыми кабелями, применение которых само по себе вызывает неудобство, то может возникнуть вопрос: достаточно ли напряжение, подаваемое на дугу, для осуществления сварки? Представляется опасным на большой глубине при высоком гидроакустическом давлении проводить сварку так же, как это делается при давлении 0,1 МПа. Совершенно необходимо иметь более четкое представление о влиянии давления на сам процесс сварки и о том, какие источники напряжения наиболее приемлемы в подводных условиях.
Возможно, что новая окружающая среда требует применения совершенно новых способов сварки. Возможно также, что разработанные новые технологические процессы с применением плазмы, трения и взрывчатых веществ обладают еще не раскрытыми ценными качествами.
svarak.ru
Подводная сварка упрощается благодаря обновленному стандарту AWS D3.6M2017
Несколько десятилетий назад технология подводной сварки была на начальном этапе своего развития./5c0557866c94eea.s.siteapi.org/img/f9fde86161231dd6a1c8a915aeeb309fb676beb5.jpg) Первоначально она использовалась исключительно для проведения относительно простых ремонтных работ по созданию временных, но надежных «заплат» на поврежденных стальных корпусах морских судов и других морских конструкциях.
Первоначально она использовалась исключительно для проведения относительно простых ремонтных работ по созданию временных, но надежных «заплат» на поврежденных стальных корпусах морских судов и других морских конструкциях.
Но сегодня подводная сварка превратилась в передовой и широко применяемый технологический метод строительства и ремонта многочисленных структур и конструкций, погруженных в воду. Она находит все более широкое применение при ремонте подводных морских трубопроводов, морских сооружений и компонентов атомных электростанций.
Важно помнить, что при выполнении подводной сварки сварщики оказываются в местах, где условия окружающей среды всячески мешают им выполнять свои текущие задачи, что обуславливает необходимость вытеснения воды из рабочих зон и изменения давления. Как следствие, проводимая в подобных условиях сварка часто называется гипербарической (при повышенных давлениях).
Ввиду сложного характера процедуры проведения сварочных работ под водой ключевое значение обретает ее стандартизация с учетом передовой практики в области использования различных методов гипербарической сварки. С этой целью Американское общество специалистов по сварке (American Welding Society; AWS) ранее подготовило релевантный добровольный стандарт, в тексте которого можно найти руководящие указания в части проведения подводной сварки.
С этой целью Американское общество специалистов по сварке (American Welding Society; AWS) ранее подготовило релевантный добровольный стандарт, в тексте которого можно найти руководящие указания в части проведения подводной сварки.
Работа над первой версией этого документа была запущена еще в середине 1970-х годов, когда комитет AWS по морскому строительству сформировал подкомитет по подводной сварке в стремлении подготовить стандарт, отражающий современные технологии. Усилия специалистов данного подкомитета завершились успешной первоначальной публикацией документа в 1983 году. Затем стандарт периодически обновлялся. В последующем свет увидели еще четыре измененные и доработанные его версии. Недавно была выпущена шестая версия стандарта, которая получила название AWS D3.6M:2017 «Промышленно-отраслевые правила подводной сварки».
В дополнение к широкому перечню переменных стандарт AWS D3.6M:2017 описывает множество процедур контроля, использование которых в конечном итоге ведет к достижению одной четкой цели: безопасное, эффективное и удобное проведение подводных сварочных работ с достижением необходимого уровня качества.
Важно отметить, что авторы стандарта рассмотрели процесс сварки как в сухих, так и во влажных средах. Документ применим к пяти конкретным средам, включая формируемые в подводных условиях.
Во-первых, это сварка внутри герметичной конструкции, в которой давление снижается примерно до одной атмосферы (сухая сварка при пониженном давлении). Во-вторых, работы при атмосферном давлении в большой камере, из которой выкачивается вода, благодаря чему работнику не требуется оборудование для дайвинга (сухая сварка в обычной среде обитания). В-третьих, сварка при атмосферном давлении в сухой дренажной камере, которая вмещает, по меньшей мере, голову и плечи сварщика (сварка в сухой камере). В-четвертых, работы при атмосферном давлении в небольшом прозрачном наполненном газом корпусе, когда сварщик находится снаружи в воде (сухая точечная сварка). В-пятых, сварка при атмосферном давлении, когда сварщик или водолаз находится в воде, при этом отсутствуют какие-либо барьеры между водой и сварочной дугой (мокрая сварка).
В документе оговариваются различные типы сварных швов, уровень профессионального мастерства, а также квалификации сварщиков. В частности, в стандарте оговариваются следующие классы сварных швов с указанием уровня эффективности и свойств, которым должен соответствовать каждый класс:
• Класс швов «A» — предназначен для использования в случае необходимости достижения нормативного напряжения (указываемого при проектировании конструкций) под водой сопоставимого по уровню с нормативным напряжением, достигаемым при обычных сварочных работах на поверхности.
• Класс швов «B» — предназначен для менее критичных подводных работ, когда допускаются ограниченные разрывы.
• Класс швов «O» – подобные швы должны соответствовать другому стандарту и дополнительным рекомендациям, чтобы гарантировать эффективность подводной сварки в сложных условиях окружающей среды.
Свежая версия стандарта на подводную сварку AWS D3.6M:2017 содержит много изменений по сравнению с более ранней версией документа, которая была опубликована в 2010 году. Перечень основных изменений, внесенных в текст актуализированного стандарта, включает следующее:
Перечень основных изменений, внесенных в текст актуализированного стандарта, включает следующее:
• Требования к очистке были определены более точно;
• Образцы форм были пересмотрены;
• Появилось приложение с информацией о квалификации инспекторов по подводной сварке;
• Были изменены номера предложений;
• В документ была добавлена информация о снятии внутренних остаточных напряжений с использованием ультразвука.
Подводная сварка – сварка и неразрушающий контроль
Подводная сварка используется для ремонта судов, морских сооружений, включая нефтяные буровые установки, и трубопроводов, погруженных в воду.
Вывоз поврежденных компонентов из моря для ремонта является дорогостоящей и трудоемкой задачей. Следовательно, для экономии времени и денег, подводная сварка предпочтительнее для ремонтных работ (где это возможно)
Русский металлург Константин Хренов изобрел ее в 1932 году. .
Компания Van der Willingen из Голландии разработала первые водонепроницаемые электроды в 1946 г.
Сварка под водой осуществляется при повышенном давлении. Из-за высокого давления процессы сварки ведут себя по-разному, например, изменение поведения дуги, увеличение напряжения дуги при увеличении давления и т. д. это следующие;
- Влажная подводная сварка
- Сухая подводная сварка (также известная как гипербарическая сварка)
Как следует из названия, она выполняется непосредственно в самой воде. Следовательно, сварщик полностью подвергается воздействию воды и окружающих элементов.
Дуговая сварка защищенным металлом (SMAW/MMAW) или электродуговая сварка водонепроницаемым электродом является наиболее часто используемым процессом сварки в этих условиях.
Для этой операции используется сварочный аппарат постоянного тока. Постоянный ток (DC) в 300–400 ампер, используемый для питания электрода в этих условиях.
Держатели электродов для SMAW или сварки электродами имеют надежную изоляцию и рассчитаны на водяное охлаждение.
На сварочном кабеле установлен сверхмощный разъединитель для отключения сварочного тока, когда он не используется. Сварщик дает необходимые инструкции наземному оператору по подключению/отключению. Ток всегда остается отключенным, когда он не используется.
https://youtu.be/aE4Dtl2IBJo
Другие процессы сварки, которые можно использовать в этих условиях:
- Дуговая сварка порошковой проволокой (FCAW)
- Сварка трением.
Температура очень низкая, особенно на больших глубинах. Следовательно, нельзя избежать риска отказа сварки из-за быстрого охлаждения расплавленной сварочной ванны. Стали с низким углеродным эквивалентом могут дать хорошие результаты, особенно на больших глубинах, из-за растрескивания, вызванного водородом.
Сухая подводная сварка: Также известна как гипербарическая сварка. Специально сконструированный корпус или камера (также известная как среда обитания) используется для окружения свариваемого компонента и сварочного аппарата.
Камера должна быть достаточной для размещения сварщика и свариваемых деталей. Смесь газов (обычно смесь гелия и кислорода или аргона) используется для предотвращения попадания воды через отверстия.
Следующие процессы сварки могут использоваться для сухой гипербарической сварки;
- Дуговая сварка в среде защитного металла (SMAW) или электродуговая сварка,
- Дуговая сварка порошковой проволокой (FCAW),
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка ВИГ
- Дуговая сварка металлическим газом (GMAW) или сварка МиГ
- Плазменно-дуговая сварка (PAW)
Однако в этих условиях чаще всего используется дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG.
Сухая гипербарическая сварка часто дает хорошее качество сварки по сравнению с мокрой сваркой благодаря лучшему или усиленному контролю над физическими условиями. Следовательно, сухая сварка предпочтительнее влажной, особенно когда качество сварного шва имеет первостепенное значение.
Кроме того, операции термообработки (предварительный или последующий нагрев) также возможны во время сухой гипербарической сварки.
Неразрушающий контроль также применяется для проверки качества сварных швов в соответствии с требованиями.
Классы сварных швов:
Свойства металла сварного шва зависят от давления и скорости охлаждения. Следовательно, свойства металла подводного шва обычно отличаются от сварных швов, выполненных над водой.
Американское общество сварщиков (AWS) публикует код AWS D3.6 для подводной сварки. Этот документ определяет три класса сварки:
1. Weld Class A
Weld Class A
2. Класс B Weld
3. Класс C Weld
4. Класс oeld (Discont Discontiin DiscontIn 4. Class Weld (DiscontIn DiscontIn (DISCONTINEN DISCONTIN (DISCONTININEN . Следующие организации разрабатывают стандарты подводной сварки; Карьера подводного сварщика очень прибыльна, а возможности безграничны. Они работают в строительстве, геодезии и ремонте как в пресной, так и в морской воде. Заработная плата подводного сварщика определяется следующим образом: Однако годовая зарплата подводных сварщиков может начинаться с 20 000 долларов в год, но может достигать 300 000 долларов в год. Ежегодно в результате утопления и поражения электрическим током погибает около 10-15 человек. В первую очередь подводные сварщики должны иметь сертификат коммерческого дайвинга и быть сертифицированным сварщиком. Требуемые сертификаты могут быть следующими; AWS D3. Чтобы стать подводным сварщиком, необходимо выполнить следующие минимальные требования; Во-первых, вы должны пройти курс коммерческого дайвинга. Став успешным коммерческим водолазом, вы можете работать водолазом-тендером или учеником водолаза в водолазной компании, которая также предоставляет услуги по сварке. Во время этого вы можете пройти обучение подводной сварке, необходимое для прохождения квалификационных испытаний в соответствии с ANSI/AWS D3.6. После сдачи квалификационного экзамена вы можете стать подводным сварщиком. Вот некоторые из моих любимых видео о подводной сварке, которые могут вам понравиться; Работа сварщика сопряжена с целым рядом проблем. Одной из проблем, которую, по мнению многих сварщиков, не будет, является трудность работы с водой. То есть, если вы не подводный сварщик. Возможно, вы уже слышали о подводной сварке, которая стала предметом многочисленных вирусных видеороликов на таких платформах, как YouTube и TikTok. Эта интенсивная работа необходима для ремонта и строительства сооружений в море, в том числе нефтяных вышек. Подводная сварка — это один из видов работ, который может быть интересен сварщику или коммерческому водолазу, чтобы повысить свой опыт и возможности трудоустройства. Хотя важно, чтобы вы поняли, как сваривать на суше, прежде чем учиться сваривать под водой, эти два метода во многом различаются. «Разница между ними заключается в том, что сварка под водой является «самостоятельным» методом. Это означает, что длина дуги отсутствует, когда вы начинаете сварку», — говорит Кит Риггинс, инструктор по сварке в Технологическом институте дайверов в Сиэтле, штат Вашингтон. «После того, как вы зажжете, вы приложите к сварочному стержню давление в 4 дюйма-фунта, чтобы сохранить его. от отрыва привариваемой детали, потому что, в отличие от сварки сверху, вы можете коснуться сварочного стержня, не обжигая палец. После подсечки вам также необходимо держать удилище под углом 45 градусов для скорости движения и под углом 45 градусов для рабочего угла. Стержни обычно покрывают лаком или воском, чтобы сохранить флюс неповрежденным», — добавляет Кит. Подводная сварка редко выполняется как отдельное направление работы; большая часть подводной сварки выполняется как часть более крупной работы, состоящей из нескольких компонентов. Кит продолжает: «Наличие опыта сварки поставит вас выше многих других. Если на работе и дайвинг идет медленно, они, скорее всего, займут вас из-за вашего опыта в сварке». Неудивительно, что вода и электричество могут быть опасны в одной и той же среде, и эта проблема часто усугубляется трудностью работы глубоко под уровнем моря. «Некоторые опасности при подводной сварке могут включать удар и скопление газообразного водорода. Эти газы должны быть должным образом удалены из области сварки, чтобы они не накапливались и не становились опасными», — говорит Кейт YesWelder. Из-за потенциальных опасностей, связанных с этим видом работ, необходимо соблюдать меры предосторожности. «Во-первых, вам понадобится все ваше снаряжение для дайвинга, — объясняет Кит. — Вам также нужно будет надеть латексные перчатки под неопреновыми перчатками для дайвинга, чтобы предотвратить возможное поражение электрическим током. Вам понадобится насадка для сварки линз для водолазного шлема, чтобы защитить глаза от интенсивности сварочной дуги». Помимо оборудования, правильное мышление важно для сварщиков, чтобы работать в среде, которая подвергается как физическому, так и психологическому давлению. «Важно уделять внимание деталям и осознавать ситуацию при сварке под водой». Кит иллюстрирует сложность этой работы своим собственным опытом работы на лодках в Датч-Харбор, Аляска, для серии «Смертельный улов» на канале Discovery . «Эта конкретная работа потребует от вас работы «в середине воды», что означает, что вам придется работать прямо под лодкой, используя плавучесть и ласты для подводного плавания, чтобы иметь возможность эффективно работать с корпусом лодки. Иногда вы можете держать над головой анод или цинк, который может весить до 35 фунтов, пытаясь приварить или прикрепить его на место». Он добавляет, что работа «иногда может быть физически сложной и напряженной», но отмечает, что подводные сварщики со временем учатся лучше контролировать свое дыхание. Из-за технической природы подводной сварки и связанных с ней потенциальных рисков каждому, кто хочет заняться этой сферой деятельности, необходимо пройти специальное обучение. Технологический институт дайверов является одним из таких учебных заведений, которое гарантирует, что их студенты должным образом подготовлены к работе подводным сварщиком. «Мы научим вас многим методам правильной вентиляции, чтобы избежать скопления этих газов и обеспечить максимально безопасную сварку под водой», — говорит нам Кит, опираясь на свои непосредственные знания в качестве инструктора в DIT. Сертификация по подводной сварке не только может улучшить ваше трудоустройство и безопасность работы, но также может открыть двери для работы, которую сварщики могут найти лично полезной. «Лично я испытал огромное чувство выполненного долга после того, как выполнил важную работу для клиента, который ждет, пока вы выполните задачу, чтобы они могли приступить к работе», — сказал нам Кит. «Возможность называть себя сварщиком — это одно, а сказать, что вы также можете сваривать под водой, — это другое вознаграждение». Спасибо Киту из Технологического института дайверов за участие в интервью для этой статьи. Посетите веб-сайт DIT здесь. Сварка MIG и MAG – есть ли разница? Как сварить нержавеющую сталь TIG {{ tier_title }} Последнее обновление Сколько вспомогательных инструментов вы берете с собой на подводное плавание? Опытный подводный сварщик может ответить на этот вопрос тысячами разных способов, так как каждая работа немного отличается. Но давайте подумаем о более широкой картине. Независимо от типа работы, всем подводным сварщикам требуется основная группа аксессуаров для дайвинга , хотя они могут не снять их все сразу. И покупка этого оборудования может стать кошмаром, если вы не знаете, какие характеристики вам нужны. С того момента, как вы поступите в школу дайвинга (или даже раньше), вы познакомитесь с большинством этих аксессуаров, так что к моменту выпуска вы станете старыми друзьями. Я основываю эту основную группу на нескольких характеристиках: Вот «руководство покупателя» для этой основной группы. Подводные сварщики, по всей вероятности, будут преодолевать тысячи миль в год. И так же, как интеллигентный бизнесмен защищает свои документы с помощью портфеля, вам понадобится высококачественная сумка для снаряжения . Сумка для снаряжения также служит универсальным футляром для хранения, где вы можете собраться и оставаться организованным до и после работы. Хотя 30 долларов — отличная сделка, эти сумки редко прослужат вам больше года. Я бы попытался накопить на что-то более качественное и с хорошими отзывами (от реальных дайверов). Часто летающие люди особенно оценят легкую сумку для снаряжения для дайвинга, вероятно, весом около 5-9 фунтов. Если вы добавите в багаж другие инструменты и одежду, вы превысите лимит веса багажа . Если вы не будете постоянно держать сумку для дайвинга внутри, она будет подвергаться воздействию солнечных лучей. В конце концов, это воздействие приведет к тому, что ваша сумка потеряет цвет и ослабнет химические связи, которые удерживают ее вместе. Особенно вдоль швов молнии и карманов. Это тот же процесс, что и с ковром: ультрафиолетовые лучи разбиваются о химические соединения, делая его ломким (фотодеградация). Вода. Соленая вода наносит больше урона, чем пресная, но и то, и другое может быть проблематичным, если в сумке постоянно присутствует влага. Если вы можете себе это позволить, поищите водонепроницаемую или водонепроницаемую сумку для снаряжения . Солнце и вода будут сопровождать вас на всех ваших работах, и независимо от того, насколько качественной будет ваша сумка, вы не сможете остановить ее износ. Лучше всего стараться как можно чаще держать сумку в прохладном сухом месте. Photo Property of Venture Ниже Ни один подводный сварщик не должен прыгать в воду без одного из них. Водолазные ножи выполняют множество функций, в том числе перерезают веревку, проволоку и рыхлят ржавые отверстия . И самое главное, вы можете использовать его, чтобы разрезать запутавшиеся места, если ваш напарник-дайвер попадет в затруднительное положение. На рынке существуют прямые и зубчатые водолазные ножи, а также все, что между ними. У каждого есть свое применение. Нож для дайвинга среднего радиуса действия вполне подойдет, если за ним ухаживать. Водолазные ножи состоят из нескольких типов металлических сплавов, соединенных вместе. Прочность вашего ножа измеряется тем, насколько легко он ломается под давлением. Некоторые ножи имеют большую способность «поддаваться» или изгибаться, что обычно является признаком примеси дополнительного углерода. Многие ножи имеют острые края с обеих сторон. Эта черта особенно желательна в экстренных случаях при вырезании кого-либо из массы веревок или перевязанных пуповиной, так как не хочется тратить время на вращение запястья из стороны в сторону. Найдите нож, который останется острым даже после продолжительного использования – если вы не уверены, обратитесь к производителю . Независимо от того, что вы покупаете, я рекомендую купить точилку для ножей, чтобы лезвия оставались правильно выровненными после каждого использования. Нержавеющая сталь не застрахована от ржавчины, но она определенно замедляет процесс коррозии. Вам понадобится нож из нержавеющей стали с оптимальным балансом углерода, стали, никеля и других сплавов. Ищите нержавеющую сталь марки около 420. Затем, наряду с заточкой, убедитесь, что вы чистите и ухаживаете за своим ножом после каждого использования. У каждого подводного сварщика есть свои предпочтения по весу, но в целом чем легче, тем лучше. Найдите нож, который хорошо лежит в руке, но не вызывает утомления в течение 10–15 минут. И обратите внимание на ручку, чтобы она не выскальзывала из вашей руки при использовании. более мягкие ручки работают лучше, так как вы можете сжать их, чтобы создать еще больший захват. Оболочка также должна быть защищена от соленой воды; некоторые сделаны полностью из пластика, что хорошо работает. Он также должен легко крепиться к телу или в одном из карманов водолазного костюма. Время и навигация могут решить вопрос жизни и смерти под водой. И хотя вы всегда должны быть в контакте с поверхностью, компасы могут направить вас в правильном направлении без визуального контакта. Часы полезны при выполнении работ с короткими сроками или ограниченным наличием оборудования (например, ваша компания может арендовать подводное оборудование на ограниченный срок). Часы: 50–1 500 долл. США | Компас: 30–100 долларов США Качество ваших часов и компаса в наибольшей степени зависит от типа защитного чехла , водостойкости и внутреннего механизма . Чтобы часы считались «часами для дайвинга», они должны иметь уровень водонепроницаемости не менее 10 атм (атмосфер). Для обеспечения соблюдения стандарта водонепроницаемости во всем мире Международная организация по стандартизации (ISO) выпустила следующую таблицу: [таблица «» не найдена/] В полной темноте вам все равно нужен способ посмотреть время на часах или компасе. Проверьте, не загорается ли дисплей, чтобы подсветить все стрелки, метки и цифры. Осмотрите лица на наличие легко различимых четвертей (3, 6 9, 12 на часах; север, юг, восток и запад на компасе). «12» и «север» должны иметь наибольшую видимость. Пигменты с такими растворами, как люминесцентные фосфоресцентные, уже должны быть нанесены на циферблаты, чтобы можно было видеть без использования батареи. Циферблаты часов для дайвинга имеют три типа защитного покрытия сверху: Производители часов и компасов могут наносить антибликовое покрытие на часы и компасы, чтобы облегчить обзор в условиях мелководья. Компасы для дайвинга работают только благодаря магнитным силам, но часы для дайвинга — это отдельная история. Основные функции включают завод (если аналоговый) и использование хронографа (секундомер). В этом видео представлен обзор нескольких вещей, на которые стоит обратить внимание. Самый большой вынос? Часовые «толкатели» могут создавать протечки. Несмотря на то, что компасы для дайвинга не могут управляться, поскольку они работают за счет магнитных полей, вам следует проверить магнитное отклонение перед началом проекта. Отклонение может испортить ваши навигационные показания. Высокомощное оборудование вырабатывает электрический ток, например водолазный двигатель или близлежащие линии электропередач . Кроме того, не используйте компас рядом с магнитными инструментами, такими как пряжка ремня безопасности или дополнительный компас. На рынке представлены как аналоговые, так и цифровые часы для дайвинга. Изображение предоставлено: earth-touch, Flickr Подводные сварщики часто берут с собой аварийный баллон с воздухом вместе со шлангами подачи воздуха на поверхность на случай, если их шланги неисправны. Точно так же настоятельно рекомендуется брать с собой как основной, так и резервный фонарь для коммерческих погружений. Он не только освещает, но и может сигнализировать другим дайверам, надводной команде и даже отпугивать хищников. Если вы видите фонари для дайвинга стоимостью 300 долларов и более, вероятно, они предназначены для работы с камерой. Фонари для подводной камеры имеют более широкий луч и другие функции крепления, которые вам, вероятно, не нужны. В долгосрочной перспективе перезаряжаемые батареи намного экономичнее и энергоэффективнее , чем их одноразовые собратья. Любой источник света, потребляющий 10 Вт или более, разряжается быстрее, чем резервный свет меньшего размера. Аккумуляторные батареи стоят дороже, но имеют гораздо более длительный срок службы. Однако лучше иметь под рукой хотя бы один комплект одноразовых батареек на случай, если другие разрядятся. Если вы застряли в выборе между светодиодом или лампой накаливания, у меня есть два слова для вас: используйте технологии. Светодиоды намного ярче и эффективнее, и они никуда не денутся. Единственным преимуществом ламп накаливания является их теплый цвет при освещении предметов. Небольшое преимущество, если вы спросите меня. Основные фонари поставляются с фонарем или пистолетной рукояткой . Фонарная рукоятка обеспечивает большую устойчивость и облегчает переноску при длительных погружениях. Подводное строительство довольно часто использует камеры на этапе осмотра и ремонта. Используются как видеокамеры, так и фотокамеры. Учебные центры оборудованы множеством камер для записи вашей работы и демонстрации методов, которые нуждаются в улучшении. Большинство камер представляют собой обычные камеры в водонепроницаемом футляре или корпусе. Как и при покупке водолазных фонарей, этот ценовой диапазон является консервативной оценкой. Специализированная подводная фото- и видеосъемка поднимает цену до тысяч долларов, но вам не нужно что-то такое причудливое. В конце концов, это самый важный вопрос, который нужно задать. По сути, компактные камеры — это то, что вы бы назвали «наведи и снимай». Цифровые зеркалки с одним объективом (DSLR) имеют сложное определение, но в целом это камеры со съемными объективами. Я не буду вдаваться в подробности всех характеристик, но вот некоторые из них, на которые следует обратить внимание. Качество фото/видео: Главное качество цифровых зеркальных камер, если вы используете их правильно. Они позволяют вручную управлять многими функциями, такими как диафрагма, фокус и выдержка. Компактные камеры обеспечивают очень небольшой контроль, поэтому качество изображения сильно пострадает, если условия не будут хорошими. Размер: Компактность соответствует своему названию. Несмотря на то, что компактные камеры больше благодаря водонепроницаемому корпусу, их легко носить с собой и хранить в кармане костюма. Вес: Опять же, компакт берет верх. Они весят примерно половину или меньше того, что весит цифровая зеркальная камера. Масштаб: Объективы цифровых зеркальных камер обеспечивают гораздо более плотный и сфокусированный зум. Компактное изображение может быть увеличено только в 2–3 раза по сравнению с исходным изображением. При подводных строительных работах это, вероятно, не будет проблемой. Чемодан: Для любого типа камеры у вас должен быть футляр для размещения. Не для всех камер есть соответствующий футляр, поэтому вам придется выбирать. Некоторые из них продаются как пакетное предложение, но большинство из них отдельно друг от друга. Что отличает веревку для дайвинга от других веревок? Если вы уже были на лодке, вы, вероятно, видели веревки, которые они держат под рукой. Если вы действительно не хотите внимания, вы, вероятно, просто купите синий, серый или зеленый вариант. Но 9Спасательные веревки 0015 имеют яркие цвета
Зарплата подводного сварщика: 
 Который незаметен, и дайверу трудно сбежать.
Который незаметен, и дайверу трудно сбежать. 6 (Кодекс подводной сварки) — это международно признанный стандарт для сварки конструкций под водой как во влажной, так и в сухой среде.
6 (Кодекс подводной сварки) — это международно признанный стандарт для сварки конструкций под водой как во влажной, так и в сухой среде. youtube.com/embed/6mDmEun5atQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/6mDmEun5atQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сварка под водой | ДаСварщик
перейти к содержанию Работа в неудобных позах, многочасовое пребывание на палящем солнце и физическое напряжение ручного труда — вот лишь некоторые из трудностей, с которыми ежедневно сталкиваются сварщики и другие рабочие.
Работа в неудобных позах, многочасовое пребывание на палящем солнце и физическое напряжение ручного труда — вот лишь некоторые из трудностей, с которыми ежедневно сталкиваются сварщики и другие рабочие. Фото @arrahman.arra
Фото с https://en.wikipedia.org/wiki/Oil_platform#/media/File:Oil_platform_P-51_(Brazil).jpg
Как работает подводная сварка? 
Фотография с сайта http://welding-information.tokentools.com.au/Ch22.htm
Источник с https://www.welding-advisers.com/Preview3.html
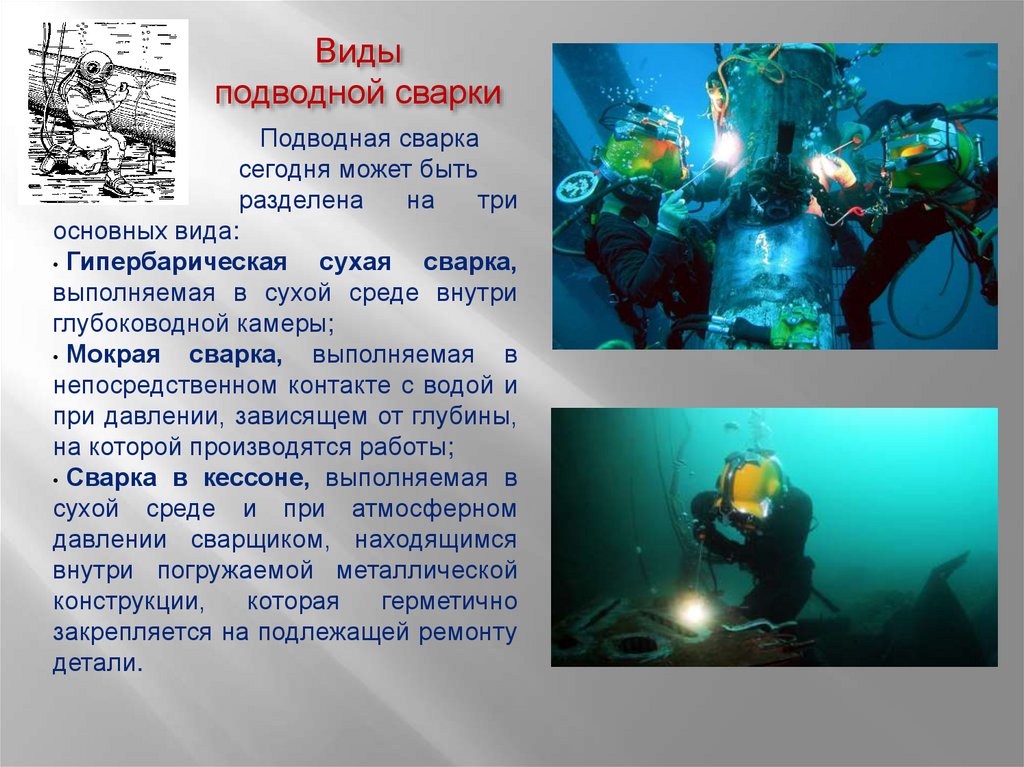 «В дайвинге вы вряд ли найдете работу, на которой вы будете заниматься только подводной сваркой. Каждая дайв-станция и дайв-сайт выполняют множество различных функций как на поверхности, так и под водой. Сварка под водой — это одна из тех работ, которые можно выполнять во время дайвинга», — говорит нам Кит. Вот почему опыт сварки особенно ценен для коммерческих водолазов, которые могут быть более уверенными в своей работе, если у них есть предшествующий опыт сварки.
«В дайвинге вы вряд ли найдете работу, на которой вы будете заниматься только подводной сваркой. Каждая дайв-станция и дайв-сайт выполняют множество различных функций как на поверхности, так и под водой. Сварка под водой — это одна из тех работ, которые можно выполнять во время дайвинга», — говорит нам Кит. Вот почему опыт сварки особенно ценен для коммерческих водолазов, которые могут быть более уверенными в своей работе, если у них есть предшествующий опыт сварки.
Фото @commercial.dive

 где он проработал почти год.
где он проработал почти год.
Фото @diversinstitute Вознаграждения
Фото @diversinstitute 1 комментарий
Назад к YesWelder «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
, пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»} Оборудование для подводной сварки: основные аксессуары
 Как и при строительстве надводных сооружений, подводные сварщики могут столкнуться со всевозможными неожиданными проблемами, для которых требуется оборудование, начиная от простого гаечного ключа и заканчивая полноценным пневматическим отбойным молотком.
Как и при строительстве надводных сооружений, подводные сварщики могут столкнуться со всевозможными неожиданными проблемами, для которых требуется оборудование, начиная от простого гаечного ключа и заканчивая полноценным пневматическим отбойным молотком. Наше первое оборудование является чем-то вроде «прикрытия» для других инструментов, и я имею в виду это в буквальном смысле.
Наше первое оборудование является чем-то вроде «прикрытия» для других инструментов, и я имею в виду это в буквальном смысле. Аксессуары для подводной сварки
1. Сумка для снаряжения для дайвинга
Цена 30–150 долларов
Легкая и мобильная
 Мобильность часто выражается в нижних роликах и надежной ручке. Даффель или рюкзак подходят одинаково хорошо; это сводится к предпочтениям. Просто помните, если ваша сумка для снаряжения действительно мобильна, вы этого даже не заметите (и это хорошо).
Мобильность часто выражается в нижних роликах и надежной ручке. Даффель или рюкзак подходят одинаково хорошо; это сводится к предпочтениям. Просто помните, если ваша сумка для снаряжения действительно мобильна, вы этого даже не заметите (и это хорошо). Защита от солнечных лучей и водонепроницаемость
 Есть также меньшие и менее дорогие сухие сумки, которые можно использовать для хранения ваших самых ценных личных вещей, таких как мобильные телефоны и часы.
Есть также меньшие и менее дорогие сухие сумки, которые можно использовать для хранения ваших самых ценных личных вещей, таких как мобильные телефоны и часы. 2. Водолазный нож
Цена 25–130 долл. США
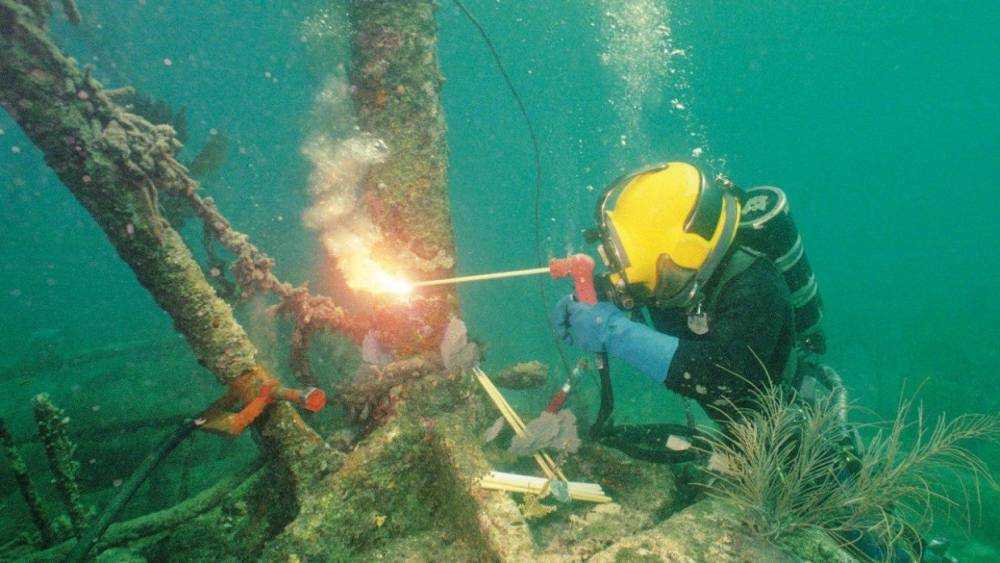 Ножи более высокого класса могут иметь дополнительные функции или включать в себя дополнительные ножи в качестве пакета услуг.
Ножи более высокого класса могут иметь дополнительные функции или включать в себя дополнительные ножи в качестве пакета услуг. Прочность
Cutting Power
Коррозионная стойкость
Вес
Оболочка
 И одним из лучших качеств ножен является их упрощенная способность удерживать и высвобождать нож , так что вы можете проверить эту функцию над водой. Попрактикуйтесь, представляя, что вы участвуете в розыгрыше с таким же ковбоем через комнату.
И одним из лучших качеств ножен является их упрощенная способность удерживать и высвобождать нож , так что вы можете проверить эту функцию над водой. Попрактикуйтесь, представляя, что вы участвуете в розыгрыше с таким же ковбоем через комнату. 3. Часы для дайвинга и навигационный компас
Цена
 Это соответствует 330 футам или 100 метрам ниже поверхности.
Это соответствует 330 футам или 100 метрам ниже поверхности. Водонепроницаемость
Видимость

Функциональность
Power
 Дайверы старой школы предпочитают аналоговые версии за их механические характеристики и высокую надежность. Ищите часы с индикатором запаса хода — он предупредит вас о том, что ваши часы разряжены, либо мигающим сообщением, либо 2-4-секундным скачком секундной стрелки на аналоговых версиях.
Дайверы старой школы предпочитают аналоговые версии за их механические характеристики и высокую надежность. Ищите часы с индикатором запаса хода — он предупредит вас о том, что ваши часы разряжены, либо мигающим сообщением, либо 2-4-секундным скачком секундной стрелки на аналоговых версиях. 4. Подводный фонарь
Цена 60–200 долларов США

Мощность и яркость
Рукоятка
 Пистолетную рукоятку лучше всего использовать для небольших, детализированных проектов либо с небольшой областью фокусировки, либо с более широкой атмосферой для большего распространения. Вы также можете использовать навесные фонари, которые крепятся к вашему водолазному шлему, чтобы освободить обе руки для работы.
Пистолетную рукоятку лучше всего использовать для небольших, детализированных проектов либо с небольшой областью фокусировки, либо с более широкой атмосферой для большего распространения. Вы также можете использовать навесные фонари, которые крепятся к вашему водолазному шлему, чтобы освободить обе руки для работы. 5. Подводная камера
Цена $40 – 200

Зеркальная камера по сравнению с компактной
 DSLR, с другой стороны, требуют двух рук для использования из-за их большого размера.
DSLR, с другой стороны, требуют двух рук для использования из-за их большого размера. 6. Веревка для дайвинга
 Они полностью синтетические, так что при попадании в воду вода не впитывается. Подводные сварщики используют веревку для спасения, подводной резки и для проектов, где они должны прикрепиться к объекту.
Они полностью синтетические, так что при попадании в воду вода не впитывается. Подводные сварщики используют веревку для спасения, подводной резки и для проектов, где они должны прикрепиться к объекту. Цена $15 – 250
Цвет
Длина
Если вы прикрепляете веревку к верхней части, вам необходимо учитывать длину. Дайверы с насыщением проходят долгий путь вниз. В противном случае, большинство дайверских веревок стандартной длины будут работать нормально.
Прочность на растяжение
Прочность каната измеряется в фунтах или килограммах прочности. Если вы спасаете чрезвычайно тяжелые куски металла, вам понадобится несколько веревок, каждая из которых имеет высокую прочность. Большая прочность обычно означает больший диаметр и больший вес. Прочность на растяжение может варьироваться от 1000 до 70 000+ фунтов.
Защитное покрытие
Высококачественная веревка для дайвинга защищена от воды, солнца и электрического тока (диаэлектрические свойства).
Избранное
Дайверы, которые больше специализируются на HAZMAT или погружениях с насыщением, могут иметь немного другую группу основного оборудования, которое они используют в работе, но большинство из них будут придерживаться их. Они могут показаться небольшими, но любое из этих устройств для подводной сварки может иметь огромное значение для завершения ваших проектов.
Вас также могут заинтересовать: 8 чертежей самодельного сварочного позиционера, которые можно собрать самостоятельно
- Принадлежности для подводной сварки
- 1. Сумка для снаряжения для дайвинга
- Цена $30–150 Водонепроницаемость
- 2. Нож для дайвинга
- Цена 25–130 долларов США
- Прочность
- Режущая способность
- Коррозионная стойкость
- Вес
- Оболочка0024
- 3. Dive Watch & Navigational Compass
- Price
- Water Resistance
- Visibility
- Functionality
- Power
- 4. Underwater Light
- Price $60 – 200
- Power & Brightness
- Grip
- 5. Подводная камера
- Цена 40–200 долларов США
- SLR Versus Compact
- 6. Веревка для дайвинга
- Цена 15–250 долларов США
- Цвет
- Длина
- Прочность на растяжение
- Защитное покрытие
- Избранное
 Dive Watch & Navigational Compass
Dive Watch & Navigational CompassГлубокое погружение в подводную сварку с Кендалом Китингом
обычно речь идет только об опасностях работы. Начнем с того, что сварка под водой — это лишь одна из многих работ, которые может выполнять профессиональный водолаз.
Официальная профессия — коммерческий дайвинг, и недавно у нас был разговор с Кендалом Китингом, сертифицированным коммерческим водолазом, сварщиком Red Seal и инспектором по сварке, чтобы узнать больше о коммерческом дайвинге и о том, как он оказался в этой карьере.
В маленьком городке на ферме в Нью-Брансуике Китинг вырос вокруг соседнего гаража, где сварка и ремесла всегда были чем-то, о чем он знал, но никогда не задумывался о своем будущем. Только в старших классах старшей школы Кендал подал заявку на несколько программ ремесел в качестве альтернативы своему первому плану поступить в университет на естественные науки.
С растущим интересом к ремеслам и зная, что у него хорошие руки, Кендал говорит, что он решил «просто под влиянием момента [заниматься] сваркой», после того как его приняли как на сварочные программы, так и на естественные науки. Кендал прошел девятимесячный курс сварки в Общественном колледже Нью-Брансуика, где вскоре «влюбился в эту отрасль». [ Нажмите, чтобы твитнуть]
Он делится с нами тем, что понял, что сварке нет предела, и вы можете продолжать делать что-то новое каждый год. Это был ключевой фактор для Кендала, так как он постоянно менялся и всегда узнавал что-то новое, оставаясь при этом актуальным. В течение следующих нескольких лет Кендал продолжал получать множество сертификатов и каждый год возвращался в школу на два месяца, чтобы завершить различные необходимые блоки программы, прежде чем получить красную печать в 2017 году. Благодаря опыту, который он имеет в области сварки. образование, Кендал говорит, что недостаточно людей понимают все, что вы изучаете в этих программах. Из теории, физики, металлургии, химических реакций, происходящего в дуге и многого другого; многие люди не осознают, что «столько всего происходит за кулисами, а теперь, с камерами [сварки], можно многому научиться». В Xiris мы работали со многими сварочными программами, чтобы сделать именно это — помочь студентам и стажерам визуализировать и понять все, что происходит в процессе сварки, с помощью технологии камеры сварки.0003
В течение следующих нескольких лет Кендал продолжал получать множество сертификатов и каждый год возвращался в школу на два месяца, чтобы завершить различные необходимые блоки программы, прежде чем получить красную печать в 2017 году. Благодаря опыту, который он имеет в области сварки. образование, Кендал говорит, что недостаточно людей понимают все, что вы изучаете в этих программах. Из теории, физики, металлургии, химических реакций, происходящего в дуге и многого другого; многие люди не осознают, что «столько всего происходит за кулисами, а теперь, с камерами [сварки], можно многому научиться». В Xiris мы работали со многими сварочными программами, чтобы сделать именно это — помочь студентам и стажерам визуализировать и понять все, что происходит в процессе сварки, с помощью технологии камеры сварки.0003
После окончания школы, работая по всей Канаде и обучаясь у наставника, Кендал время от времени вспоминал профессию, о которой он впервые услышал в старшей школе: подводная сварка.
Он продолжал прогрессировать в своей карьере сварщика, однако в конце концов почувствовал, что достиг точки застоя, и ему нужно было переключиться.
Именно тогда Кендал начал глубокое погружение на путь коммерческого дайвинга. Кендал подал заявление и был принят в Голландский колледж в PEI для участия в программе коммерческого дайвинга и начал совершать необходимые погружения с аквалангом, чтобы стать сертифицированным дайвером PADI. Когда Кендал начал курс коммерческого дайвинга, было несколько неожиданно, что он был единственным студентом программы с красной печатью. Хотя сварка не является обязательным условием для того, чтобы стать коммерческим дайвером, Кендал «рекомендует всем, кто хочет заняться коммерческим дайвингом… заняться торговлей и получить какой-то торговый опыт». Кендал говорит, что «просто знание различных используемых инструментов или значений крутящего момента… наличие такого опыта на суше может облегчить обучение под водой, где вам приходится работать в полной темноте и просто по тому, что вы можете чувствовать». [Нажмите, чтобы твитнуть]
[Нажмите, чтобы твитнуть]
|
[Нажмите, чтобы твитнуть]
Что касается рисков коммерческого дайвинга, Кендал заявляет, что будущие студенты «не должны позволять страшным историям сдерживать [их]». Хотя существует несколько опасностей для профессии, таких как декомпрессионная болезнь, также известная как «изгибы», перепад давления, также известный как «дельта P», или риск взрыва из-за накопления водорода, существует гораздо больше мер предосторожности, которые необходимо предпринять. в коммерческое погружение, чтобы помочь предотвратить эти риски. Кендал рассказывает, что перед тем, как отправить дайвера в воду, команда прочитает полный буклет по технике безопасности и проведет многочисленные тесты, чтобы убедиться, что условия безопасны, а все оборудование работает должным образом. Это по сравнению с большей самоуспокоенностью, когда дело доходит до сварки на поверхности, поэтому Кендал говорит, что чувствует себя в безопасности во время коммерческого дайвинга.
Хотя существует несколько опасностей для профессии, таких как декомпрессионная болезнь, также известная как «изгибы», перепад давления, также известный как «дельта P», или риск взрыва из-за накопления водорода, существует гораздо больше мер предосторожности, которые необходимо предпринять. в коммерческое погружение, чтобы помочь предотвратить эти риски. Кендал рассказывает, что перед тем, как отправить дайвера в воду, команда прочитает полный буклет по технике безопасности и проведет многочисленные тесты, чтобы убедиться, что условия безопасны, а все оборудование работает должным образом. Это по сравнению с большей самоуспокоенностью, когда дело доходит до сварки на поверхности, поэтому Кендал говорит, что чувствует себя в безопасности во время коммерческого дайвинга.
@kendalkeating4 в Instagram
Итак, тем, кто заинтересован в карьере в профессии или коммерческом дайвинге, мы предлагаем вам взять Кендала в качестве примера и испытать воды. У тех, кто занимается торговлей, так много возможностей продолжать учиться и продвигать свою карьеру дальше, и, как сказал нам Кендал, «вы получите то, что вложите». [Нажмите, чтобы твитнуть] Это означает, что ставьте перед собой цели, но также и ожидайте, что вы будете усердно работать и понимать больше, чем просто рисовать по дуге, и вы продолжите находить полезную работу.
У тех, кто занимается торговлей, так много возможностей продолжать учиться и продвигать свою карьеру дальше, и, как сказал нам Кендал, «вы получите то, что вложите». [Нажмите, чтобы твитнуть] Это означает, что ставьте перед собой цели, но также и ожидайте, что вы будете усердно работать и понимать больше, чем просто рисовать по дуге, и вы продолжите находить полезную работу.
Мы хотели бы поблагодарить Кендала Китинга за то, что он поделился с нами своим временем и историей, которая, безусловно, вдохновила нашу команду и, мы надеемся, зажжет искру для кого-то еще.
Следите за новостями в социальных сетях или подписывайтесь на блог!
Сварка под водой — самая опасная работа!
| Источник: imperiapost.it |
Чтобы стать профессиональным подводным сварщиком, требуется много практики и подготовки. Когда нефтяные вышки и трубопроводы нуждаются в ремонте, часто требуются подводные сварщики.
Работа хоть и прибыльная, но, несомненно, самая опасная в мире.
Согласно последним исследованиям, подводные сварщики имеют самый высокий уровень смертности среди всех профессий. По оценкам компании, уровень смертности подводных сварщиков составляет 15% .
Смертность при других чрезвычайно опасных профессиях, таких как лесозаготовки и рыболовство, составляет менее 0,2 % . В результате у подводных сварщиков в 75 раз в больше шансов погибнуть на работе, чем у представителей некоторых из самых рискованных профессий в мире.
Многие люди готовы принять на себя риск строительства подводных сооружений, несмотря на очевидные опасности, которые они представляют.
Сколько денег зарабатывает сварщик под водой? Почему эта работа считается такой опасной? А как происходит процесс подводной сварки?
 Сварщики используют различные методы для выполнения этой задачи.
Сварщики используют различные методы для выполнения этой задачи.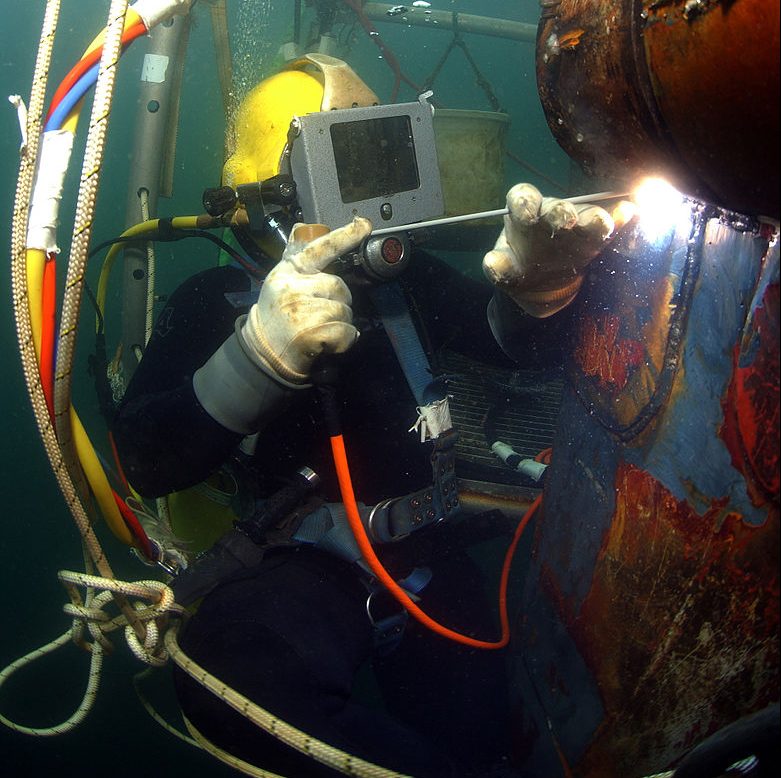 Мокрая сварка является кратковременной или экстренной процедурой.
Мокрая сварка является кратковременной или экстренной процедурой. Существует несколько опасностей, некоторые из которых могут быть смертельными, а другие могут иметь долгосрочные последствия.
Существует несколько опасностей, некоторые из которых могут быть смертельными, а другие могут иметь долгосрочные последствия.
 youtube.com/embed/xigAr1aqZzY» title=»YouTube video player»/>
youtube.com/embed/xigAr1aqZzY» title=»YouTube video player»/>  Это все еще делается во многих частях земного шара для обслуживания морских инфраструктур, частично или полностью погруженных в воду. Как правило, внутренние сварщики работают на плотинах, мостах, небольших водных судах, а морские подводные сварщики работают на нефтяных вышках, трубопроводах, больших кораблях, подводных средах обитания и ядерных энергетических центрах.
Это все еще делается во многих частях земного шара для обслуживания морских инфраструктур, частично или полностью погруженных в воду. Как правило, внутренние сварщики работают на плотинах, мостах, небольших водных судах, а морские подводные сварщики работают на нефтяных вышках, трубопроводах, больших кораблях, подводных средах обитания и ядерных энергетических центрах.
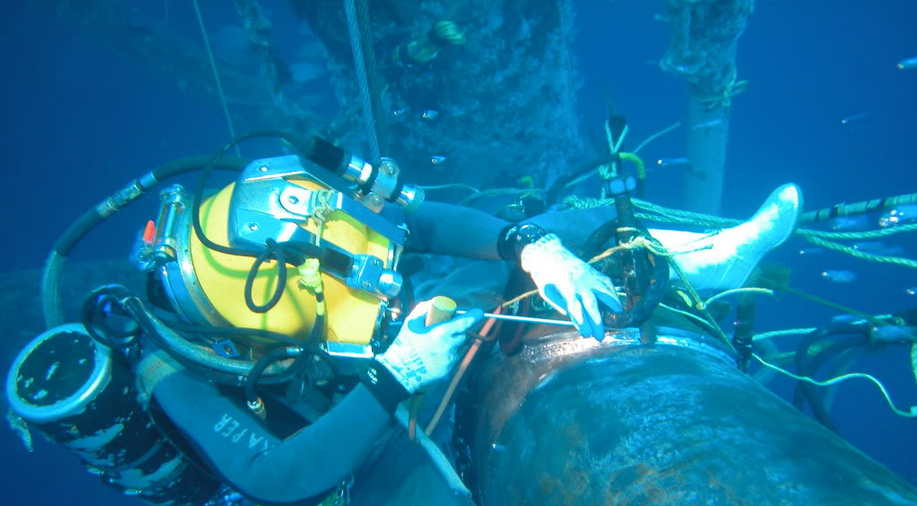 В этом процессе используется источник питания для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) с высокой надежностью сварки.
В этом процессе используется источник питания для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) с высокой надежностью сварки.
 Размыкание и замыкание переключателя должно контролироваться дайвером. Команда от дайвера должна сказать: сделай горячим или сделай холодным.
Размыкание и замыкание переключателя должно контролироваться дайвером. Команда от дайвера должна сказать: сделай горячим или сделай холодным.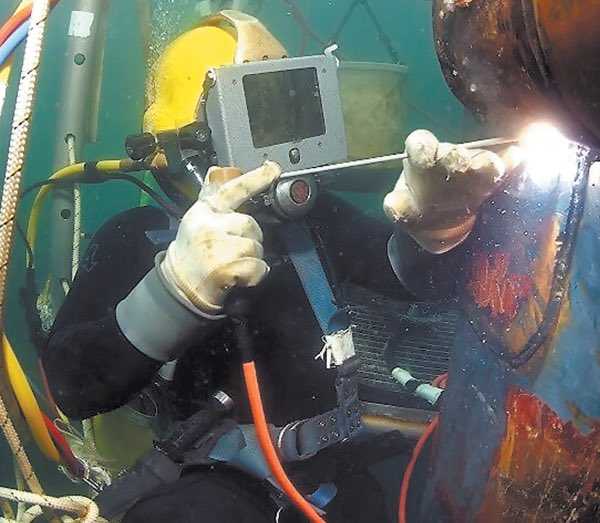


 Искривленную и порванную трубу следует устранить до начала сжигания.
Искривленную и порванную трубу следует устранить до начала сжигания. Этот метод имеет ограниченное применение из-за глубины сварного шва и размера коффердама. Эти механические барьеры помогают фиксировать корпус корабля и портовые сооружения.
Этот метод имеет ограниченное применение из-за глубины сварного шва и размера коффердама. Эти механические барьеры помогают фиксировать корпус корабля и портовые сооружения. Если электроды находятся слишком далеко от зоны сварки, газы взрываются и разрушают сварной шов. Слишком низкая скорость перемещения приведет к тому, что пузырек схлопнется вокруг сварного шва и повредит возможность качественного и эффективного сварного шва.
Если электроды находятся слишком далеко от зоны сварки, газы взрываются и разрушают сварной шов. Слишком низкая скорость перемещения приведет к тому, что пузырек схлопнется вокруг сварного шва и повредит возможность качественного и эффективного сварного шва.
 Мы редко находим все навыки в одном человеке, они используют несколько человек для работы в коммерческой дайвинг-фирме.
Мы редко находим все навыки в одном человеке, они используют несколько человек для работы в коммерческой дайвинг-фирме.
 Электричество может выстрелить в окружающую воду и может убить подводного сварщика.
Электричество может выстрелить в окружающую воду и может убить подводного сварщика.
