Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | — | + | + | 1,5 % |
| 25 | — | + | + | 1,5 % |
| 32 | — | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) |
1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
— Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
| Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом. | |
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. |
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
|
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. |
|
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. |
|
 Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины.
Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. 
| Минимальное время охлаждения: | ||
| d 20 | — 63 мм | — 6 мин. |
| d 75 | — 125 мм | — 10 мин. |
| d 140 | — 160 мм | — 15 мин. |
| d 160 | — 180 мм | — 20 мин. |
| d 200 | — 250 мм | — 30 мин. |
| d 280 | — 355 мм | — 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Сварка полиэтиленовых труб
— невысокая цена труб;
— малые затраты на сварку;
— прочность сварочных швов.
К методам сварки полиэтиленовых труб относятся стыковая сварка и электромуфтовая. В настоящее время стыковая сварка является самой распространенной из-за универсальности. Стыковые швы по прочности не уступают близлежащим участкам, а грамотно сваренный трубопровод по свойствам практически ни чем не отличается от цельной трубы. В основе стыковой сварки лежит нагрев торцевых частей труб при непосредственном контакте с элементом нагревания. Для контроля качества работы смотрят на состояние грата. Несомненно, качество работы зависит от квалификации сварщика и профессионального оборудования. Электромуфтовая сварка более затратна с финансовой стоны, нежели стыковая, так как есть необходимость применять фитинги с уже встроенными нагревательными элементами. Но у этого вида есть и свои преимущества – он не требует большого пространства для работы. К тому же, электромуфтовая техника компактна в размерах, потребляет небольшое количество электричества и неприхотлива к температурным условиям. Не у каждого даже самого хозяйственного мужчины найдется профессиональный сварочный аппарат для соответствующей работы. В этой ситуации на помощь приходит Группа компаний «АМК Альянс». Здесь качественно выполнят сварку полиэтиленовых труб в короткие сроки, ведь в команде работают высококвалифицированные специалисты с огромным опытом, а современная сварочная техника порадует качеством проделанной работы. С течением времени чугунные, стальные, железобетонные и др. виды напорных и безнапорных трубопроводов уступают свое место полиэтиленовым трубопроводам. Полиэтиленовые трубопроводы имеют ряд неоспоримых достоинств:
— материал не подвержен коррозии;
— высокий уровень химической стойкости;
— на внутренних стенках трубопровода не формируются нарастания;
— длительный срок службы;
— высокая экологичность материала.
Технология создания системы полиэтиленовых трубопроводов требует стыковки труб и фитингов между собой. За счет своих реологических свойств и не большой вязкости расплава материала, где температурный максимум составляет 70° С, полиэтиленовые трубы и фитинги поддаются свариваемости.
Многолетней Опыт по сварке труб полиэтиленовых работы, высококлассные специалисты, собственное оборудование для сварки встык и муфт помогают нам оперативно решать задачи любой сложности по монтажу трубопроводов, так же осуществлять сварку ПНД труб с гарантией длительного использования трубопроводов.
Существуют два основных вида стыковки полиэтиленовых труб и фитингов:
Стыковая сварка
Электромуфтовая сварка
Наше оборудование, в том числе аппарат для сварки швов гарантирует крепление полиэтиленовых труб прочно, с необходимой герметичностью и стойкостью к разрушающим внешним воздействиям на протяжении всего срока службы трубопровода.
Также мы предлагаем в аренду:
— аппараты для стыковой сварки:
PT 500 KWH-TECH
Ritmo Delta 630
Ritmo Delta 315
— аппараты для муфтовой сварки:
Ritmo Elektra 800
Kalder Pegasus
Группа компаний «АМК Альянс» обладает необходимым оборудованием, знанием и опытом сварки полиэтиленовых труб и фитингов с необходимой герметичностью и стойкостью к разрушающим внешним и внутренним воздействиям.
Электромуфтовая сварка полиэтиленовых труб в Екатеринбурге
Выполняем электромуфтовую сварку трубопроводов из полиэтилена диаметром от 40 до 1200 мм. Мы производим сварку ПНД труб применяемых для: водоснабжения (питьевая вода), газоснабжения (газ), канализации и для прокладки кабельных магистралей (техническая труба ПНД). В работе используем качественное и проверенное оборудование европейских производитлей.
Благодаря профессионализму и опыту наших специалистов гарантируем отличное качество соединений.
Технология
Сварка с помощью электромуфт заключается в расплавлении полиэтилена соединяемых труб при нагревании металлической спирали закладного элемента. Неразъемное соединение образуется при последующем остывании сварного стыка.
Использование именно муфтовой сварки зачастую является единственным методом, при проведении работ в ограниченном пространстве, сварке «по месту» и врезки в действующую магистраль без её отключения.
 Использование именно муфтовой сварки зачастую является единственным методом, при проведении работ в ограниченном пространстве, сварке «по месту» и врезки в действующую магистраль без её отключения.
Использование именно муфтовой сварки зачастую является единственным методом, при проведении работ в ограниченном пространстве, сварке «по месту» и врезки в действующую магистраль без её отключения.
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.
Стоимость сварки ПНД трубопроводов электромуфтами
Уже при первом обращении мы готовы рассчитать цену на стыковую сварку ПНД труб без каких-либо дополнительных платежей в последующем. Вы можете быть уверены, что результат работы будет сдан в срок по изначально оговоренной стоимости.
Итоговую сумму определяет ряд факторов:
- диаметр и толщина стенок свариваемого трубопровода;
- используемая технология;
- количество соединений;
- расположение объекта;
- общий объем работ;
- марка полимерного материала.
Метод оценки механических свойств полиэтиленовых труб, сваренных стыковой сваркой плавлением.
Wilson D, Filion Y, Moore I. (2015) Современный обзор моделей прогнозирования отказов водопроводных труб и применимость к магистральным сетям большого диаметра . Городская вода J 14 (2): 173–184. https://doi.org/10.1080/1573062X.2015.1080848
Артикул Google Scholar

Ю. К., Морозов Е. В., Ашраф М. А., Шанкар К. (2017) Обзор проектирования и анализа армированных термопластичных труб для морского применения.J Reinf Plast Compos. https://doi.org/10.1177/0731684417713666
Deblieck RAC, van Beek DJM, McCarthy M, Mindermann P, Remerie K, Langer B, Grellmann W. (2017) Простая внутренняя мера быстрого распространения трещин в бимодальных полиэтиленовых трубах, подтвержденная с помощью механики упруго-пластического разрушения анализ данных инструментальных испытаний на удар по Шарпи. Polym Eng Sci 57: 13–21. https://doi.org/10.1002/pen.24380
Артикул Google Scholar
Sharma GVSS, Umamaheswara Rao R, Srinivasa Rao PS (2017) Подход Тагучи к оптимальным параметрам управления процессом для процесса экструзии труб из HDPE. J Ind Eng Int 13 (2): 215–228. https://doi.org/10.1007/s40092-016-0179-1
Артикул Google Scholar
Han L-H, Deng Y-H, Liu C-D (1999) Определение JIC для полиэтиленовой трубы с использованием нестандартного дугообразного образца. Int J Press Vessel Pip 76: 647–651.https://doi.org/10.1016/S0308-0161(99)00032-0
Артикул Google Scholar
van der Stok EJW, Scholten FL (2016) Определение остаточного качества полиэтиленовых труб с помощью испытания на деформационное упрочнение. Proc. 18-й конференции пластиковых труб. PPXVIII, 12–14 сентября 2016 г., Берлин, 10 стр. https://doi.org/10.1134/S0021894417020183
Cherief MND, Elmeguenni M, Benguediab M (2017) Оценка ударной вязкости разрушения полиэтиленовых материалов высокой плотности.J Appl Mech Tech Phys 58 (2): 335–341
Статья Google Scholar

Akkurt A (2014) Анализ безопасности методов плавления и сварки горячим элементом, используемых для соединения полиэтиленовых труб для природного газа. Int J Mech Mechatron Eng 3 (2): 493–504
MathSciNet Google Scholar
Сахарудин М.С., Атиф Р., Шиха И., Инам Ф. (2016) Деградация механических свойств полимерных нанокомпозитов при воздействии жидких сред (обзор).RSC Adv 6: 1076–1089. https://doi.org/10.1039/C5RA22620A
Артикул Google Scholar
Hamlaoui N, Azzouz S, Chaoui K, Azari Z, Yallese MA (2017) Обработка жесткого полиэтиленового материала труб: шероховатость поверхности и оптимизация температуры резания. Int J Adv Manuf Technol 92: 2231–2245. https://doi.org/10.1007/s00170-017-0275-4
Артикул Google Scholar
Belhadi S, Kaddeche M, Chaoui K, Yallese MA (2016) Оптимизация обработки труб из полиэтилена высокой плотности с использованием метода Тагучи и реляционного анализа Грея. Int Polym Process 31 (4): 491–502. https://doi.org/10.3139/217.3271
Артикул Google Scholar
Guo S-M, Yang Z-G, Tang X-Y, Zuo Y-T (2017) Оценка безопасности полиэтиленовых труб высокой плотности с термическими повреждениями. J. Plast Rubber Compos Macromol Eng 46 (4): 1743–2898.https://doi.org/10.1080/14658011.2017.1301339
Google Scholar
Talhi FZ, Benaniba MT, Belhaneche-Bensemra N, Massardier V (2016) Сравнение свойств материалов в стыковых швах использованных и неиспользованных полиэтиленовых труб для распределения природного газа. J. Polym Eng 37 (3): 279–285. https://doi.org/10.1515/polyeng-2016-0015
Google Scholar

Mikula J, Hutař P, Nezbedová E, Lach R, Arbeiter F, Ševčík M, Pinter G, Grellmann W., Náhlíka L (2015) О распространении трещин в сварных полиолефиновых трубах с наличием сварных швов и без них. Mater Des 87: 95–104. https://doi.org/10.1016/j.matdes.2015.07.131
Артикул Google Scholar
Vigier G, Degoulet C, Germain Y (2001) Физические и механические свойства полиэтилена для труб в зависимости от молекулярной архитектуры: I микроструктура и кинетика кристаллизации.Полимер 42: 8425–8434
Артикул Google Scholar
Kiass N, Khelif R, Boulanouar L, Chaoui K (2004) Экспериментальный подход к изменению механических свойств через стенку газопровода из полиэтилена высокой плотности. J Appl Polym Sci 97: 272–281. https://doi.org/10.1002/app.21713
Артикул Google Scholar
Покхарел П., Ким Ю., Чой С. (2016) Микроструктура и механические свойства стыкового соединения труб из полиэтилена высокой плотности.Int J Polym Sci, Art. ID 6483295. https://doi.org/10.1155/2016/6483295. 13p
Jagtap TU, Mandave HA (2015) Обработка пластмасс: обзор. Int J Eng Res Gen Sci 3 ((2) (Часть 2)): 577–581
Google Scholar
Алауддин М., Чоудхури И.А., Баради МАЭ, Хашми MSJ (1995) Пластмассы и их обработка: обзор. J Mater Process Technol 54: 40–46. https://doi.org/10.1016/0924-0136(95)01917-
Артикул Google Scholar
Rehab-Bekkouche S, Ghabeche W, Kaddeche M, Kiass N, Chaoui K (2009) Механическое поведение обработанных полиэтиленовых нитей в агрессивных химических средах. Механика (МЕХАНИКА) 77 (3): 40–46
Google Scholar

Алими Л., Габеш В., Чауи В., Чауи К. (2012) Этюд технических средств, проходящих через пару труб HDPE-80, экструдированный экструдер, предназначенный для распределения природного газа. Matér Tech 100 (1): 79–86. https: // doi.org / 10.1051 / mattech / 2012004 www.mattech-journal.org
Артикул Google Scholar
Алими Л., Чауи К., Габеш В., Чауи В. (2013) Кратковременная деградация труб из ПНД при воздействии агрессивных сред. Mater Tech 101: 701. https://doi.org/10.1051/mattech/2013083 www.mattech-journal.org
Артикул Google Scholar
Ghabeche W, Alimi L, Chaoui K (2015) Деградация поверхностей пластиковых труб при контакте с агрессивной кислотной средой. 30. Int. Конф. Technol. & Mater. для обновления. Энергия, Энвир. & Устойчивое развитие. Энергетические процедуры 74: 351–364. https://doi.org/10.1016/j.egypro.2015.07.625
Кафи Р., Лотфи Т., Амирфаттахи Р. (2011) Автоматическое обнаружение дефектов при сварке полиэтиленовых труб с использованием теплового инфракрасного изображения. Infrared Phys Technol 54 (4): 317–325
Статья. Google Scholar
Gueugnaut D, Tessier M, Bouaffre R, Lopitaux A (2017) Ультразвуковая фазированная антенная решетка для электролитических соединений, реализованная в системах трубопроводов газа из полиэтилена. J Mater Sci Eng A 7 (3–4): 68–81. https://doi.org/10.17265/2161-6213/2017.3-4.002
Google Scholar
Галчун А., Кораб Н., Кондратенко В., Демченко В., Шадрин А., Анистратенко В., Юрженко М. (2015) Наноструктуризация и термические свойства сварных швов полиэтиленов.Nanoscale Res Lett 10: 138. https://doi.org/10.1186/s11671-015-0832-4 Springer Open Access, 6p
Статья Google Scholar

Hehn O (2006) Анализируйте экспериментальный и термомеханический анализ процесса обработки полиэтиленовых трубок. Докторская диссертация, Ecole des Mines de Paris, 20p
Dai H, Peng J (2017) Влияние характеристик сварного соединения на его свойства при сварке плавлением HDPE.Mod Phys Lett B 31 (15): 1750185: 1–11. https://doi.org/10.1142/S0217984917501858
Артикул Google Scholar
Шахир М., Тротон М., Хамсечнезад А., Сонг Дж. (2017) Исследование микромеханических свойств стыковых сварных соединений в трубах из полиэтилена высокой плотности с использованием техники нано-вдавливания. Weld World 61: 819–831. https://doi.org/10.1007/s40194-017-0454-9
Артикул Google Scholar
BS ISO 4427–2 2007 Британский стандарт, Система пластиковых трубопроводов — полиэтиленовые (ПЭ) трубы и фитинги для водоснабжения — часть 2: трубы; www.spic.ir
Стандарт ASTM D 638–02a 2002 Стандартный метод испытания свойств пластмасс на растяжение (в метрических единицах), Ежегодная книга стандартов ASTM
http://www.groupe-chiali.com/images/documentations/manuels_de_pose/man_bout_à_bout. По состоянию на 10 сентября 2017 г.
ISO 12176–3 (2003) Пластмассовые трубы и фитинги — оборудование для сварки полиэтиленовых систем — часть 1: стыковая сварка
Barber P, Atkinson JR (1974) Использование испытаний на растяжение для определения оптимальных условий для сварка встык определенных марок полиэтиленовых, полибутеновых и полипропиленовых труб. J Mater Sci 9: 1456–1466
Статья Google Scholar
de Courcy DR, Atkinson JR (1977) Использование испытаний на растяжение для определения оптимальных условий для стыковой сварки полиэтиленовых труб с различным индексом текучести расплава. J Mater Sci 12 (8): 1535–1551
J Mater Sci 12 (8): 1535–1551
Статья Google Scholar
Kaddeche M, Chaoui K, Yallese MA (2012) Влияние параметров резки на механическую обработку двух полимеров для труб из полиэтилена высокой плотности. Mech Ind 13: 307–316. https://doi.org/10.1051/meca/2012029 www.mechanics-industry.org
Артикул Google Scholar
Niou S, Azzouz S, Chaoui K, Azari Z (2016) Разработка уникального метода для обеспечения механического сопротивления механической циркуляции суставов пластиковых трубок, связанных с бутылями, 10 месяцев (10 дней). JM’10, EMP), Ecole Militaire Polytechnique, 12-13 апреля, Алжир, 1–5
Leskovics K, Kollár M, Bárczy P (2006) Исследование структуры и механических свойств сварных соединений полиэтиленовых труб. Mater Sci Eng A 419: 138–143. https://doi.org/10.1016/j.msea.2005.12.019
Артикул Google Scholar
Lee B-Y, Kim J-S, Lee S-Y, Kim YK (2012) Технология стыковой сварки двустенных полиэтиленовых труб. Mater Des 35: 626–632
Статья Google Scholar
Тарик Ф., Наушин Наз Н., Хан М.А., Белудж Р.А. (2012) Анализ отказов стыкового сварного шва полиэтилена высокой плотности. J Fail Anal Prev 12: 168–180. https://doi.org/10.1007/s11668-011-9536-y
Артикул Google Scholar
Эль-Багори TMAA, Юнан Мая, Саллам ХЕМ (2013) Механическое поведение сварных и несварных полиэтиленовых трубных материалов, Конференция K-PVP, Proc. ASME, Отделение сосудов под давлением и трубопроводов, документ № 2013–97743, Париж, (14–18 / 07/13)
Лай Х.С., Кил С.Х., Юн К.Б. (2015) Влияние размера дефекта на разрушение трубы из полиэтилена высокой плотности, сваренной встык, при растяжении. J Mech Sci Technol 29 (5): 1973–1980. https://doi.org/10.1007/s1226-015-0418-1
J Mech Sci Technol 29 (5): 1973–1980. https://doi.org/10.1007/s1226-015-0418-1
Артикул Google Scholar
Zhao JQ, Daigle L, Beaulieu D (2002) Влияние загрязнения стыков на качество стыковых соединений труб из полиэтилена высокой плотности. Can J Civ Eng 29 (5): 787–798. https://doi.org/10.1139/l02-078
Артикул Google Scholar
Аткинсон Дж. Р., Барбер П. (1972) Некоторые микроструктурные особенности сварных швов в трубах из полиэтилена и полибутена-1, сваренных встык. J Mater Sci 7: 1131–1136
Статья Google Scholar
Qi F, Huo L, Zhang Y, Jing H (2004) Исследование свойств разрушения трубы из полиэтилена высокого давления (HDPE). Key Eng Mater 261–263: 153–158. https://doi.org/10.4028/www.scientific.net/KEM.261-263.153
Артикул Google Scholar
Сварка труб из ПНД по выгодной цене — Выгодные предложения по сварке труб из ПНД от мировых продавцов сварки труб из ПНД
Отличные новости !!! Вы попали в нужное место для сварки труб из ПНД.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта сварочная труба из полиэтилена высокого давления в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварку трубы из полиэтилена высокой плотности на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварке труб из полиэтилена высокой плотности и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочные трубы hdpe по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
(PDF) Механические характеристики сварных и несварных полиэтиленовых трубных материалов
Рис.21 Инженерная диаграмма напряжения-деформации для сварных образцов
конфигураций, типы I, II и III, при VC.H = 500 мм / мин
Влияние геометрических параметров на механические свойства
более выражено при большей толщине образца и большей калибровочной длине
.
Кажущийся модуль упругости и процент деформации до разрушения
уменьшаются с увеличением толщины образца.
Благодарности
Авторы хотели бы поблагодарить (покойного) профессора Лотфи А. Абдель-Латифа,
, бывшего почетного профессора кафедры механического проектирования
Инженерный факультет Матарии, Хелуанский университет, Каир, Египет, за
его полезные советы при анализе результатов экспериментов и внимательном чтении и редактировании этой рукописи
. Авторы с благодарностью
Авторы с благодарностью
выражают признательность сотрудникам компании Plastic Pipe Product Company (PPP) в
10-го числа месяца Рамадан, и я хотел бы выразить свою глубокую благодарность и благодарность
доктору Ахмеду Эльраззазу за финансовую поддержку этого
исследовать.
Ссылки
[1] Дасари А., Мисра Р.Д.К., «О чувствительности к скорости деформации материалов
полиэтилена высокой плотности и полипропиленов»
Science and Engineering A, 2003, Vol.358, стр. 356 — 371.
[2] Попелар, К.Ф., «Определение механических свойств материалов для газопроводов из полиэтилена
» M.Sc. Диссертация, аспирантура
Государственного университета Огайо, 1989.
[3] Греко, Р., Муккарелло, Г., Рагоста, Г., и Мартуселл, Э.,
«Свойства смеси полиэтилен-пропиленовой части. 1 Термический
Набухание и механические характеристики экструдированных
неориентированных образцов ”Журнал материаловедения, 1980, Vol.
15, стр. 845–853.
[4] Тан, М., Греко, Р., Рагоста, Г., и Чиммино, С., «Свойства
смесей полиэтилена и пропилена, часть 3. Механические характеристики —
Ультра вытянутых волокон» Журнал материалов Наука, 1983,
Т. 18, № 4, с. 1031–1038.
[5] Дусунчели, Н., Чолак, О. У., «Влияние методов производства
на вязкоупругие и вязкопластические свойства полиэтилена высокой плотности
(HDPE)» Материалы и дизайн, 2008, Vol.
29, стр. 1117–1124.
[6] Барбер П. и Аткинсон Дж. Р., «Использование испытаний на растяжение для
Определение оптимальных условий для стыковой сварки плавлением
Определенные марки полиэтилена, полибутена-1 и полипропилена
труб» Журнал Материаловедение, 1974, т. 9, pp. 1456–1466
[7] Menges, G., and Zohren, J. Plastverarbeiter, 1976, Vol. 18, pp. 165
[8] Боуман, Дж., «Стыковое соединение полиэтиленовых труб и
Оценка результирующей прочности соединения» Сварка и металл
Изготовление, 1996, Vol. 64, No. 2, pp. 62–65.
64, No. 2, pp. 62–65.
[9] Нишимура, Х., Нарисава, И., «Оценка ударных свойств
полиэтиленовых труб средней плотности, соединенных стыковой сваркой, для газораспределения
. Полимер, 1991, т. 32, № 12, стр. 2199 — 2204
[10] Декурси, Д. Р., Аткинсон, Дж. Р., «Использование испытаний на растяжение для определения оптимальных условий для стыковой сварки
.
Полиэтиленовые трубы с различным индексом текучести расплава. Журнал
Материаловедение, 1977, т.12. С. 1535–1551.
[11] Уилсон, К.А., «Проверка качества стыковой сварки плавлением в трубах большого диаметра из PE100 диаметром
» Proc. 9-я Международная конференция
по пластиковым трубам »18-21 сентября 1995 г., Эдинбург, Великобритания, Heriot
-Watt University, стр. 168–180.
[12] Чен, Х., Скавуццо, Р. Дж. И Сриватсан, Т. С., «Влияние соединения
на поведение при растяжении полиэтилена высокой плотности
Труба» Журнал материаловедения, 1997, том.16, pp. 897–898.
[13] Чен, Х., Скавуццо, Р.Дж., Сриватсан, Т.С., «Влияние соединения
на усталостные характеристики и характеристики разрушения полиэтиленовых труб высокой плотности
» Журнал материалов Наука и
Производительность, август 1997 г., т. 6, No. 4, pp. 473–480.
[14] Daigle, L., Zhao, JQ, and Beaulieu, D., «Innovative Approach to
Testing the Quality of Fusion Joints», Plastics, Rubber and Beaulieu, D.
Композиты, 2003, Т.32, № 8/9, стр. 385–395.
[15] Чжао, Дж. К., Дейгл, Л., и Болье, Д., «Влияние загрязнения стыка
на качество стыковых соединений труб высокой плотности
Полиэтилен (HDPE)», Canadian Journal of Гражданский
Инжиниринг, 2002, Т. 29. С. 787–798.
[16] Лескович К., Коллар М. и Барчи П., «Исследование структуры
и механических свойств сварных соединений в полиэтиленовых трубах
» Материаловедение и инженерия A, 2006, Vol.419,
с. 138–143.
138–143.
[17] Стандарт ASTM D2122–98 (2010), «Стандартный метод испытаний
для определения размеров термопластичных труб и фитингов»
Ежегодный сборник стандартов ASTM, часть 08.04, пластиковые трубы и
Строительные изделия
[ 18] Британский стандарт, 1998 г., «Методы испытаний пластмасс», BS 2782.
[19] Стандарт ASTM D638M – 10, «Стандартный метод испытаний на растяжение
Свойства пластмасс (метрическая система)», Ежегодный сборник стандартов ASTM,
Часть 08.01, Общий метод испытаний пластмасс; стр. 59 — 67.
[20] DIN 53455–1981, «Испытания пластмасс — испытание на растяжение», стр. 1–7.
[21] Арридж, RGC, «Механика полимеров» Лондон: Clarendon
Press, 1975
[22] Che, M., Grellmann, W., and Seidler, S., «Crack Resistance
Behavior of Поливинилхлорид »Journal of Applied Polymer
Science, США, май 1997 г., Vol. 64, № 6, с. 1079–1090.
УЗИ и рентген для полиэтиленовых труб
1.СПРАВОЧНАЯ ИНФОРМАЦИЯ
Использование полиэтилена в газовой, водной и химической промышленности резко возросло за последние два десятилетия. Это во многом связано с стимулом, предоставленным британской и американской газовой промышленностью, которые выбрали полиэтилен в качестве материала для замены металлических распределительных трубопроводов. Помимо распределительных трубопроводов, полиэтилен также используется для ремонта протекающих чугунных магистралей.
Популярность пластиковых трубопроводов объясняется их легкостью, гибкостью и хорошей устойчивостью к коррозии, а также простотой соединения.Для труб диаметром 250 мм) и более толстого сечения предпочтительна стыковая сварка горячей пластиной. Оба этих процесса термического плавления способны создавать соединение с механическими свойствами, приблизительно эквивалентными свойствам исходного материала (1).
Качество стыковых сварных соединений в системах полиэтиленовых труб в первую очередь определяется контролем параметров процесса во время сварки. Однако по мере появления новых полиэтиленовых материалов (например, PE100) и повышенных требований к существующим полиэтиленовым материалам возникает дополнительная потребность в контроле качества с помощью надежных методов неразрушающего контроля (NDT) (2,3).В настоящее время не существует общепринятых стандартов неразрушающего контроля сварных швов полиэтилена. Самый распространенный метод — визуальный осмотр внешнего сварного шва. Этот метод чувствителен к тем встроенным дефектам, которые проявляются в валике сварного шва, и к грубым дефектам, таким как несоосность трубы. Были предприняты попытки использовать более количественные методы исследования сварных швов. Например, рентгеновская радиография использовалась для проверки стыковых сварных швов на трубах большого диаметра (4), а для проверки сварных швов на газораспределительных трубопроводах меньшего диаметра (50–100 мм) существует автоматизированный ультразвуковой прибор (5).На одном этапе был введен руководящий стандарт (ASTM F600-78) по ручному ультразвуковому контролю стыковых сварных швов полиэтиленовых труб. К сожалению, результаты, полученные с использованием этого стандарта, настолько сильно зависели от навыков оператора, что в 1991 году он был отменен.
Однако по мере появления новых полиэтиленовых материалов (например, PE100) и повышенных требований к существующим полиэтиленовым материалам возникает дополнительная потребность в контроле качества с помощью надежных методов неразрушающего контроля (NDT) (2,3).В настоящее время не существует общепринятых стандартов неразрушающего контроля сварных швов полиэтилена. Самый распространенный метод — визуальный осмотр внешнего сварного шва. Этот метод чувствителен к тем встроенным дефектам, которые проявляются в валике сварного шва, и к грубым дефектам, таким как несоосность трубы. Были предприняты попытки использовать более количественные методы исследования сварных швов. Например, рентгеновская радиография использовалась для проверки стыковых сварных швов на трубах большого диаметра (4), а для проверки сварных швов на газораспределительных трубопроводах меньшего диаметра (50–100 мм) существует автоматизированный ультразвуковой прибор (5).На одном этапе был введен руководящий стандарт (ASTM F600-78) по ручному ультразвуковому контролю стыковых сварных швов полиэтиленовых труб. К сожалению, результаты, полученные с использованием этого стандарта, настолько сильно зависели от навыков оператора, что в 1991 году он был отменен.
СВАРКА ПОЛИТРУБ — Pipefusion Engineering
Сварка полиэтиленовых труб
Pipefusion Engineering имеет более чем 20-летний опыт работы в области производства полиэтиленовых труб и стремится предоставлять нашим клиентам услуги высочайшего стандарта.Pipefusion Engineering для стыковой сварки полиэтилена плавлением в соответствии с ISO 21307.
450 Трубопровод полиэтиленовый
Сварка полиэтиленовых труб; Стыковая сварка включает нагрев двух концов трубы до температуры плавления от 200 до 240 градусов Цельсия с последующим соединением двух концов путем приложения силы с помощью гидравлической каретки.
Для успешной стыковой сварки требуется правильное сочетание времени, температуры и давления, а также отсутствуют сварочные материалы.
Успешное выполнение стыкового сварного шва зависит от навыков сварщика и соблюдения правильной подготовки поверхности и процедур сварки.
Сварка встык Полиэтиленовый трубопровод Griffith NSW
Сварка полиэтиленовых труб; Обследование и испытание сварных швов полиэтиленовых труб основано на визуальном и разрушающем вариантах.НК визуальный контроль стыковых швов Контроль валика. Разрушающие испытания стыковых швов включают Испытания на растяжение Требуются лабораторных условий и стоимость в зависимости от размера и класса трубы. Испытания на изгиб можно проводить в полевых условиях.
Ротационная овощечистка
Сварка полиэтиленовых труб; Электросварка Используется при сварке полиэтиленовых труб с использованием фитингов со встроенными электронагревательными элементами, которые используются для сварки стыка. Эти фитинги могут быть трубными муфтами, коленами, тройниками и седлами. Требуется очень много внимания, и не следует недооценивать его при подготовке соединения для обеспечения успешного срока службы соединения.
Ключом к постоянному выполнению удовлетворительных соединений является соблюдение процедуры соединения, уделяя особое внимание подготовке поверхности трубы , предотвращению загрязнения, калибровке машины, , а также мониторингу и контролю температуры. Номинальное давление окончательного сварного соединения является самым низким расчетная труба или фитинг в сборе.
Удаление внутреннего буртика
Сварка полиэтиленовых труб; На самом деле существует четыре причины, по которым удаление внутреннего валика является важным фактором, который следует учитывать. Ограничение потока — Даже несмотря на то, что уменьшение потока минимально, все же существует ограничение в месте расположения валика. Это может создать проблему при очистке трубы от засора или когда полиэтиленовая труба используется в качестве кожуха для телекоммуникационных трубопроводов.
Это может создать проблему при очистке трубы от засора или когда полиэтиленовая труба используется в качестве кожуха для телекоммуникационных трубопроводов.
Стимулируемая закупорка — Легко понять, как осадок может накапливаться на валике при низкой скорости потока. Это начало засорения, поскольку в осадок попадает крупный мусор.
Улавливание бактерий В кремниевой промышленности обычно используют полиэтилен и полипропилен в системах трубопроводов деионизированной воды, где улавливание бактерий или других частиц является вредным.
Турбулентный износ — При повышенном потоке валик создает турбулентность, которая вызывает износ, когда суспензии абразивных материалов протекают по трубопроводу. Борт со временем изнашивается, уменьшая турбулентность, но в результате получается более тонкое поперечное сечение стенки в месте расположения борта. Невозможно устранить турбулентность из соединенных трубопроводных систем.
Экструзионная сварка в псевдоожиженном слое бункера для муки
Сварка полиэтиленовых труб; Экструзионная сварка — один из процессов, используемых для соединения термопластов. В процессе используется сварочная головка , которая имеет сопло для горячего воздуха и экструдер, который выталкивает присадочный материал, поэтому требуется качественный сварочный материал для непрерывной сварки с такими же химическими и физическими характеристиками. свойства в качестве основного материала.
Конструкция соединения включает: стыковые соединения, одинарные V-образные, двойные V-образные, Т-образные соединения, соединения внахлест и очень похожи на соединения подготовки и сварки стали.
Pipefusion Engineering с пятнадцатилетним опытом работы является единственной компанией в Австралии, получившей одобрение и обучение Reimelt Germany для выполнения замены псевдоожиженного слоя с использованием технологии изготовления и сварки полиэтилена.
Установка для сварки полиэтиленовых труб
Pipefusion Engineering Услуги по сварке и изготовлению труб Включают, помимо прочего, установку насосов и оборудования, обслуживание гражданского строительства, промышленное химическое производство и очистку сточных вод.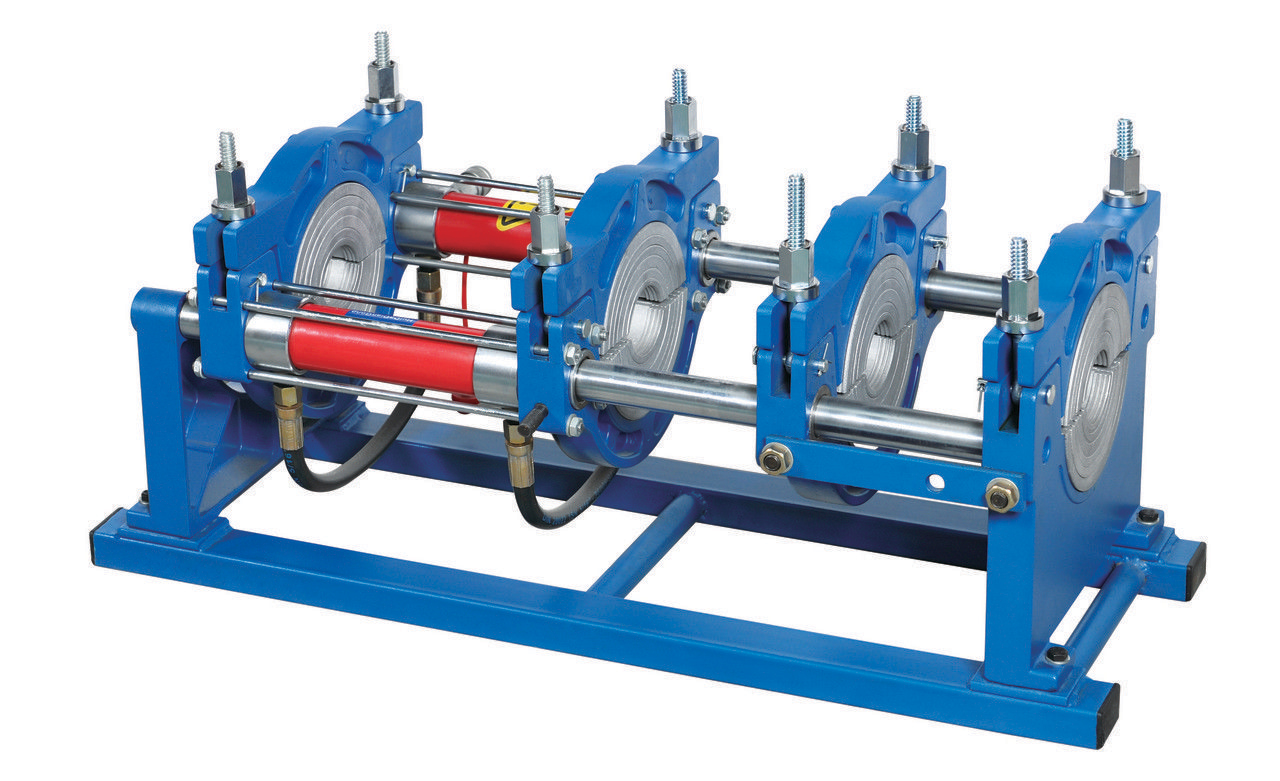
Мы предлагаем услуги по механическому монтажу и изготовлению металлических изделий на заказ, чтобы дополнить и облегчить нашу работу в этой области. Некоторые из наших работ включают, но не ограничиваются: опоры труб, ремонт резервуаров, техническое обслуживание и сварку специализированных труб и труб из нержавеющей стали.
Гидравлический сварочный аппарат стыковой сварки 400-630 мм для труб из ПНД Поставщики и производители Китай — заводская цена
гидравлический сварочный аппарат стыкового плавления 400-630мм для трубы
ХДПЭ
Стыковая сварка плавлением — самый популярный метод сварки трубопроводных систем из полиэтилена высокой плотности, а установка для стыковой сварки плавлением — это промышленное оборудование, которое широко используется для сварки.
Гидравлический аппарат для стыковой сварки плавлением SPH630 состоит из четырех частей, включая: строгальный инструмент, нагревательную пластину, основную раму и гидравлический блок (если гидравлический тип), см. Структуру, как показано ниже:
Характеристики
※ Подходит для стыковой сварки пластиковых труб и фитингов из HDPE, PPR и PVDF в канаве на рабочем месте или в мастерской.
※ Состоит из основной рамы, гидравлического блока, строгального инструмента, нагревательной пластины, опоры для строгального инструмента и нагревательной пластины, а также дополнительных деталей.
※ Съемная нагревательная пластина с покрытием из ПТФЭ с высокоточной системой контроля температуры;
※ Электрический строгальный инструмент.
※ быть изготовленным из легкого и высокопрочного материала; простая структура, маленькая и нежная, удобная в использовании.
※ Низкое стартовое давление обеспечивает надежное качество сварки небольших труб.
※ Изменяемое положение при сварке позволяет легче сваривать различные фитинги.
※ Высокоточный и ударопрочный измеритель давления показывает более четкие показания.
※ Отдельный двухканальный таймер записывает время фаз замачивания и охлаждения.
Технические параметры
Диапазон сварки 400-630 (мм) Температурная переменная ± 5 ℃ Источник питания 380 В, 50-60 Гц Мощность нагревательной плиты 9.2кВт / 380В Максимальный допуск сварного соединения ≤0,5 мм Мощность строгального инструмента 1,52 кВт / 380 В Мощность гидростанции 1.5кВт / 380В Суммарная мощность 12,22 кВт / 380 В Нагревательная пластина Макс. Темп. 300 ℃ Общий вес (кг) 630кг Размер зажима: 400,450,500,560,630 мм Размер упаковки: три фанерных ящика 168 * 128 * 124, 86 * 116 * 148, 74 * 49 * 62 (см); Итого 4. 4 куб.
4 куб.
Свяжитесь с нами
Свяжитесь с нами по любым вопросам, касающимся нашей продукции, по следующему адресу:
Электронная почта: [электронная почта защищена]
[электронная почта защищена]
Телефон: 0086-574-87226883
Факс: 0086-574-87467583
Моб: 0086-15968493053
Круглосуточный контакт:
WhatsApp: 0086-15968493053
Skype: полипропилен-производитель
Компания Sunplast, которая развивалась более 15 лет, теперь известна как один из ведущих производителей и поставщиков аппаратов для стыковой сварки HDPE труб из HDPE в Китае.Наша фабрика внедрила в нее много передовых технологий и оборудования. Не стесняйтесь покупать у нас качественную и недорогую продукцию китайского производства.
Hot Tags: Гидравлический сварочный аппарат для стыковой сварки труб 400-630 мм для труб HDPE, Китай, поставщики, производители, завод, завод, цена, купить, сделано в Китае
Подготовка к электрофузионной сварке — Заключение эксперта — Aristegui Maquinaria
Тема 1: Резка, очистка и соскабливание
Электромуфтовая сварка — один из самых надежных методов соединения пластиковых труб, который можно использовать при значительных давлениях.Проще говоря, полученное соединение намного прочнее, чем сама труба, из-за характера конструкции фитинга, которая в большинстве случаев перерабатывается для обеспечения надежности и долговечности. Учтите: производители фитингов проектируют и тестируют трубы и фитинги так, чтобы их минимальный срок службы составлял 50 лет при непрерывной эксплуатации в самых тяжелых условиях.
Следовательно, самой большой проблемой является процесс установки, который должен выполняться знающим и обученным оператором, в противном случае все усилия по созданию надежных систем, которые прослужат 50 лет, будут пустой тратой времени, поскольку соединения, удерживающие систему вместе, будут провал. Простая аналогия, но, к сожалению, такова реальность электромуфтового соединения.
Простая аналогия, но, к сожалению, такова реальность электромуфтового соединения.
Для поощрения того, что мы называем «передовой практикой» в Великобритании, рекомендуется передать знания о том, как обеспечить выполнение процесса электромуфтового соединения в деталях, что позволит заинтересованным сторонам полностью понять, что можно и чего нельзя делать. правильной установки систем.
Мы в Advance Welding производим широкий спектр инструментов для подготовки электросварных труб и сварочных аппаратов, которые были разработаны в соответствии со стандартами газовой промышленности Великобритании (GIS), где установщики постоянно рассказывают нам на протяжении многих лет, что действительно необходимо для работы. проще в установке и менее подвержен ошибкам оператора, которые вызывают сбои.Начнем с основных правил установки на сайте, которым необходимо следовать:
НИКОГДА не пытайтесь подготовить или сварить пластиковые трубы и фитинги под дождем. Используйте укрытие / палатку, если вам абсолютно необходима сварка из-за срочности работы, если это ремонт. НИКОГДА не пытайтесь сварить какую-либо трубу с жидкостью или ГАЗОМ внутри (очевидно, вы можете подумать, особенно при работе с ГАЗОМ, но вы будете удивлены!) Существуют простые методы остановки воды для создания эффекта объединения внутри трубы, если поток очень мал (некоторые люди используют буханку хлеба, чтобы предложить быстрое исправление внутри трубы, что я не могу оправдать, но вы можете видеть, что это будет работать очень хорошо в течение ограниченного времени и является « биоразлагаемым » для тех, кто обеспокоен тем, что происходит затем к буханке), или вы можете приварить «тройник» к нижней стороне трубы, чтобы он действовал как слив, и закройте его, когда предполагаемое соединение будет выполнено успешно.
Что касается газа, вы должны всегда закрывать обе стороны трубы, если это ремонт, и продувать трубы от любого газа и контролировать и проверять трубу и траншеи на следы газа, когда вы переходите к подготовке зоны ремонта. Меньше проблем для новых установок, но все же это необходимо учитывать, особенно в сырую погоду, когда новая труба прибыла насквозь мокрой и, возможно, полной воды, или труба была в траншее всю ночь. ВСЕГДА не торопитесь, чтобы очистить концы труб изнутри и снаружи перед началом процесса установки.Лезвия скребка для труб не любят въевшуюся крошку или засохшую грязь, так как они могут повредить или сократить ожидаемый срок службы лезвий.
Меньше проблем для новых установок, но все же это необходимо учитывать, особенно в сырую погоду, когда новая труба прибыла насквозь мокрой и, возможно, полной воды, или труба была в траншее всю ночь. ВСЕГДА не торопитесь, чтобы очистить концы труб изнутри и снаружи перед началом процесса установки.Лезвия скребка для труб не любят въевшуюся крошку или засохшую грязь, так как они могут повредить или сократить ожидаемый срок службы лезвий.
Обычно не рекомендуется выполнять сварку в условиях замерзания, поскольку в игру вступают другие соображения, такие как температурная компенсация.
То, что должно быть несложной работой, по-прежнему остается непростой задачей, особенно с трубами большого диаметра в условиях стройплощадки. Проблема с использованием электропил и дисковых ножей заключается в том, что пластик плавится при значительном трении, забивая лезвия и забрызгивая оператора горячим пластиком.На мой взгляд, лучше всего разрезать трубу следующим образом:ВСЕГДА зажимайте конец трубы цепным зажимом или подобным приспособлением, чтобы он не мог двигаться. Для этой операции также может пригодиться центрирующий зажим с многократным перетягиванием. ИСПОЛЬЗУЙТЕ ручную пилу или ленточную пилу, если они доступны, или секатор для труб, или гильотину, или резак с вращающимися лезвиями. Фрезы с вращающимся лезвием имеют то преимущество, что по умолчанию режут трубу прямо, поэтому они предпочтительны, особенно при ремонтных соединениях.
ОТРЕЗАТЬ ТРУБУ ПО ПЛОЩАДИ! Если вы собираетесь использовать вращающийся скребок для труб, это помогает в работе, и в любом случае, как еще вы собираетесь гарантировать, что труба полностью вставлена в фитинг на правильную глубину с обеих сторон, если концы не квадратные?
ВСЕГДА удаляйте заусенцы с внутренней и внешней стороны обрезанного конца и удаляйте мусор.Как уже говорилось, этого не всегда легко достичь, но, тем не менее, процесс электросварки требует правильного выполнения.
Очистка трубы:
Не только труба уже окислена с момента ее изготовления, но и к тому времени, когда труба прибывает на строительную площадку, она, вероятно, уже обработана (жир и масло с рук) и протащена через грязь и грязь на стройплощадке и в траншее . Мы должны принять это, поэтому необходимо соблюдать следующее:
Мы должны принять это, поэтому необходимо соблюдать следующее:
ВСЕГДА очищайте поверхность трубы, а также внутреннюю часть одноразовым бумажным полотенцем или подобным одноразовым предметом, ПРЕЖДЕ чем соскоблите поверхность ВСЕГДА вытрите внутреннюю и внешнюю поверхность трубы.НИКОГДА не используйте тряпку многоразового использования, так как она очень быстро загрязняется.
Некоторые люди используют салфетки из денатурированного спирта или аналогичные салфетки для очистки трубы. Это допустимо перед очисткой поверхности, однако после того, как поверхность была очищена, нельзя трогать поверхность или даже загрязнять ее грязью, почвой или пылью.
НИКОГДА не прикасайтесь к поверхности трубы, когда она соскабливается: если она действительно загрязнена, соскребите рукой пораженный участок, чтобы удалить его, прежде чем вставлять в фитинг.
ВСЕГДА оставляйте пластиковые пакеты на фитинге. Разрежьте только конец подходящего мешка и вставьте один конец подготовленной трубы, затем прорежьте другой конец мешка и вставьте другой конец подготовленного мешка. Вы можете снять сумку, сняв ее со штуцера только после того, как вставили ее.
НЕ пытайтесь выполнить вышеуказанное, если идет дождь! Используйте палатку или укрытие или подождите, пока прекратится дождь.
Скребок трубы:
Зачистка, вероятно, является самой важной частью подготовки трубы, поскольку она удаляет окисление и другие загрязнения.Интересно, что цветная труба при дневном свете деградирует быстрее, чем черная труба, поэтому вы чаще всего видите черную трубу над землей. Использование вращающегося скребка на конце трубы для закрепления муфт широко считается лучшим методом. Ручное соскабливание хорошо подходит для седельных фитингов, так как площадь, которую нужно очистить, относительно мала, и легко увидеть, насколько эффективно соскабливание, но большинству операторов будет сложно добиться равномерного воздействия на окружность трубы, а также при подготовке.