Полифузная сварка полипропиленовых труб. — Статьи
просмотров.
Полифузная сварка полипропиленовых труб – процесс образования неразъёмного соединения путём прогрева соединяемых деталей до стадии частичного оплавления их поверхностей. Полифузная (муфтовая) сварка производится специальным аппаратом, состоящим из 3-х основных частей: блока управления, нагревательной пластины и комплекта насадок из алюминиевого сплава с тефлоновым покрытием.
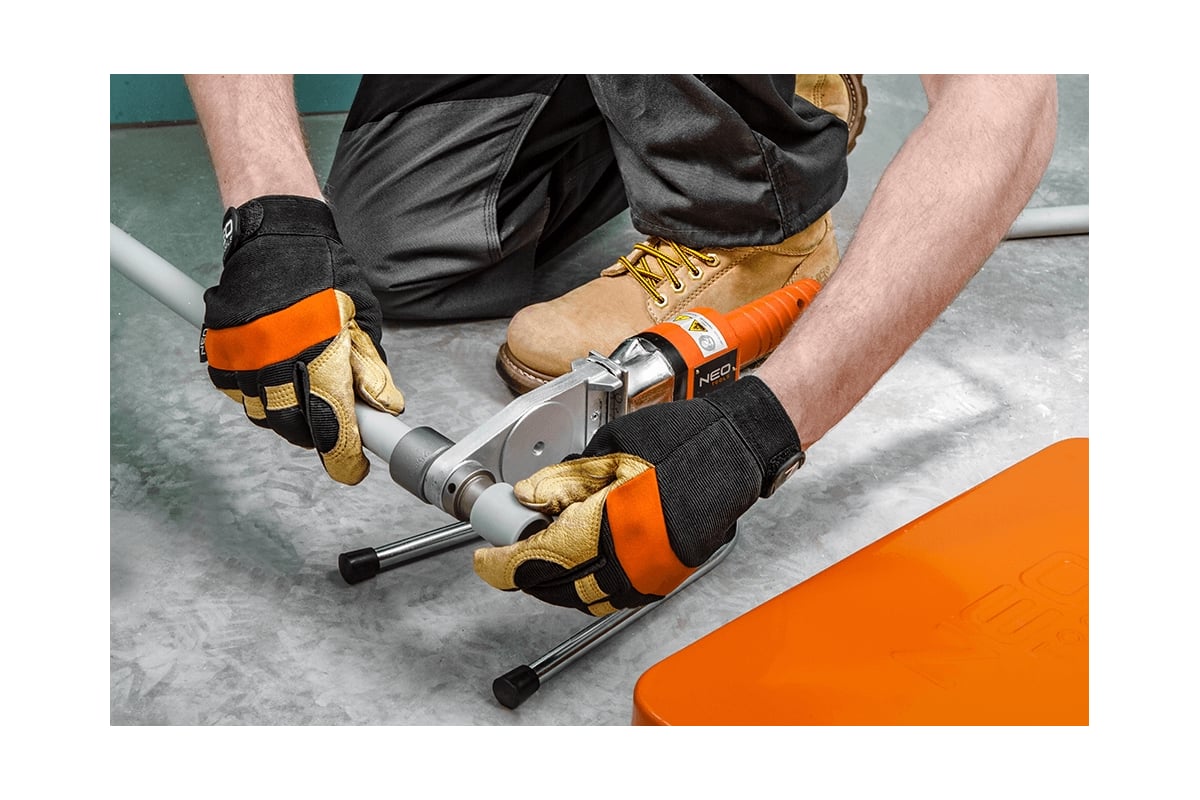
Перед началом сварочных работ, аппарат для полифузной сварки полипропиленовых труб (чаще называемый «паяльник») оснащают одной или несколькими насадками необходимого диаметра, закрепив их на нагревательной пластине шестигранными ключами. Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Внимание! Если аппарат хранился в холодном помещении, сварочные работы следует начинать не ранее, чем по окончанию второго цикла «прогрев-ожидание», иначе, в связи с недостаточной температурой, возможно налипание полипропилена к насадке (в лучшем случае) или бракованное соединение (в худшем).
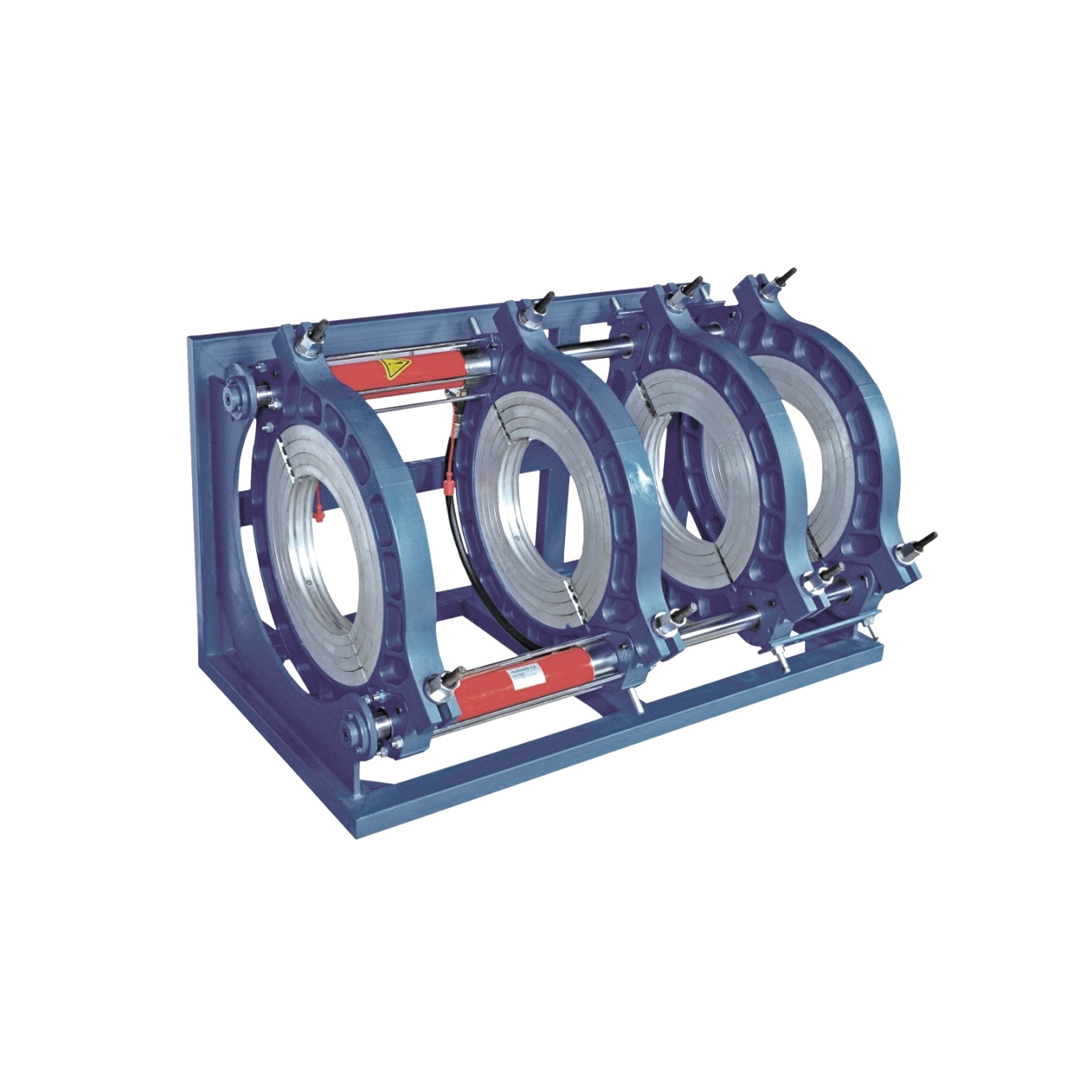
Далее рассмотрим некоторые тонкости ручной полифузной сварки. Обращаем ваше внимание, что речь идёт именно о ручной сварке, то есть соединение труб и фитингов диаметром до 50-ти мм включительно. Сварку полипропиленовых труб большего диаметра рекомендуется производить при помощи специального монтажного устройства, обеспечивающего необходимое давление на соединяемые детали, при соблюдении параметров соосности.
• Настоятельно рекомендуется использовать трубу и полипропиленовые фитинги одного производителя. Как показывает практика, полипропиленовая продукция разных фирм имеет различную температуру плавления, соответственно требует корректировки времени прогрева, что весьма неудобно.
• Перед началом работы необходимо тщательно просмотреть весь материал. Использование фитингов, которые свободно одеваются на не нагретый «дорн» (выступающая часть насадки), а тем более болтаются – недопустимо! Таким же образом следует проверить и свариваемые отрезки трубы, проверив плотность вхождения в «гильзу» насадки.
• При сварке армированной полипропиленовой трубы с наружным расположением слоя алюминиевой фольги, следует произвести её зачистку на длину вхождения в фитинг, при помощи специального зачистного устройства. Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
• Свариваемые поверхности следует тщательным образом очистить от пыли и обезжирить. Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
• Совсем не лишним будет заранее отметить карандашом или маркером глубину вхождения трубы в гильзу насадки и соосность соединяемых деталей.![]()
• Важный момент – труба и фитинги, хранившиеся при минусовой температуре, должны «отлежаться» в тёплом помещении не менее трёх часов. Это связано с крайне низкой теплопроводностью полипропилена. Тёплая на ощупь труба, остаётся промороженной внутри. В процессе сварки такой трубы, слой расплавленного полипропилена образуется значительно более тонкий, чем при обычных условиях. Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
• Для отрезания кусков трубы необходимой длины следует пользоваться специальными ножницами для резки полипропиленовых труб или, в крайнем случае, ножовкой по металлу, что гораздо мене удобно. Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
• Процесс нагрева свариваемых деталей следует начинать с одевания фитинга на дорн (у него более толстая стенка), а уже потом вставляется труба в гильзу. Соединяемые детали должны «садиться» на насадку с некоторым усилием, тем большим, чем больше их диаметр. Внимательно следите за отметкой глубины погружения на трубе!
Внимательно следите за отметкой глубины погружения на трубе!
• Время прогрева соединяемых деталей отсчитывается с момента их полной посадки. Данные о времени нагрева, в зависимости от диаметра трубы, обычно находятся с внутренней стороны крышки ящика «паяльника», либо в паспорте к нему. На практике время прогрева зависит от множества факторов (качество трубы и фитингов, их температура, степень изношенности насадки и сварочного аппарата) и определяется опытном путём.
• С особой осторожностью следует относиться к полифузной сварке тонкостенной полипропиленовой трубы PN10, используемой в системах холодного водоснабжения. Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
• Внимание! Сварка полипропиленовых кранов и вентилей должна производиться в положении «открыто». При закрытом вентиле, в случае наличия в нём даже небольшого количества влаги, образовавшийся при нагреве пар, будучи «запертым», будет стаскивать кран с насадки.
• Запомните – как «недогрев», так и «перегрев», крайне нежелательны! В случае недостаточного прогрева получаются некачественные швы. Зачастую, при первом же запуске отопления – труба просто выскакивает из фитинга. Перегретый шов, кроме того что заужает трубу, теряет пластичность (становится «стеклянным»). Динамические нагрузки и гидроудары ведут к его разрушению.
• По окончании времени прогрева, труба и фитинг одновременно снимаются с насадки и уверенным равномерным движением соединяются. Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
• Последний этап – остужение (ни в коем случае не принудительное!) в течение 2-3 минут.
Вот и всё. Надеемся, эти советы помогут Вам избежать некоторых ошибок при полифузной сварке полипропиленовых труб и получить крепкие и надёжные швы, не уступающие по прочности монолитному полипропилену!
Любое копирование данной статьи возможно, при условии размещения прямой гиперссылки на сайтs-k-s. ru
ru
соединение труб из полиэтилена и полипропилена
Сварка пластиковых труб Соединение полиэтиленовых и полипропиленовых труб встык
Сварка труб встык: описание метода
Сварка труб встык – это способ соединения изделий одинакового диаметра, изготовленных из одного материала.
Стыковка осуществляется методом расплавления торцевых участков труб и их последующего прижатия до полного остывания.
Такой способ неразрывного соединения позволяет создавать прочные трубопроводы, не уступающие своими эксплуатационным характеристиками заводским монолитам.
Аппарат для сварки труб
Сварка труб встык осуществляется с помощью сварочного инструмента с плоским нагревательным элементом. Помимо основного рабочего устройства в конструкцию аппарата включаются термостат, держатели, источник питания, предохранители.
Аппарат для сварки труб, а именно его нагревательный элемент, изготавливается из металла и покрывается специальным материалом, снижающим адгезию между деталью и полимером.
Это необходимо для того, чтобы в процессе пайки полипропилен и полиэтилен не прилипали к разогретому металлическому инструменту. Прилипшие трубы плохо отделяются от поверхности устройства, из-за чего снижается качество сварки.
После нескольких циклов работы на нагревателе образуется нагар, который сложно поддается очистке, приходится применять агрессивные методы удаления отложений, что приводит к повреждению устройства.
В качестве барьера между элементами применяют антиадгезионное твердосмазочное покрытие MODENGY 1007. Оно создает на поверхности нагревательного аппарата устойчивый твердый слой, который не препятствует тепловому обмену и исключает прилипание полимера.
Покрытие сохраняет работоспособность при нагреве до +350 °C и работает от нескольких месяцев до нескольких лет, в зависимости от условий эксплуатации.
Полипропилен и полиэтилен являются наиболее распространенными материалами для изготовления труб для водо- и теплопроводов, канализаций и других систем. У каждого состава есть свои преимущества и недостатки, а также особенности сварки.
Сварка полипропиленовых труб
Полипропиленовые трубы широко используются для создания трубопроводов широкого спектра назначения. Они выдерживают высокое давление (после 40-50 бар материал разрывается) и служат на протяжении нескольких десятков лет.
Многие специалисты называют полипропилен устаревшим материалом и применяют его только для проведения трубопроводов в городские квартиры, по которым не транспортируется среда высокой температуры.
Это связано с тем, что при нагреве такие изделия расширяются и начинают провисать.
Спайка полипропиленовых труб осуществляется при температуре +260 °C, допускаются отклонения до 10 °C в любую сторону.
Эта степень нагрева было подобрана опытным путем, при более высокой температуре материал теряет свои свойства, при более низкой – негерметично стыкуется.
Прижимать нагревательный элемент к изделиям из полипропилена следует на 10-15 секунд. При работе в холодном помещении это время увеличивается на 2-3 секунды.
Сварка полиэтиленовых труб
Термопластичные шланги из полиэтилена эффективно транспортируют среды, температура которых достигает +95 °C. Они не разрываются при высоком внутреннем давлении, не разрушаются при перемещении химически агрессивных составов.
Срок службы таких труб превышает 50 лет при постоянной работе со средами, нагретыми до +90 °C, поэтому широко используются в системах отопления домов и других помещений.
Сварка полиэтиленовых труб осуществляется при нагреве от +200 до +245 °C. Оптимальная температура подбирается в зависимости от толщины труб и их диаметра. Время контакта с нагревателем также прямо пропорционально размерам изделий.
Время контакта с нагревателем также прямо пропорционально размерам изделий.
Программа обучения – сварка полимерных труб и фитингов
В программе предусмотрена теоретическая и практическая подготовка
Учебные программы:
«Сварка при монтаже наружных трубопроводов из полимерных материалов».
«Сварка при монтаже внутренних трубопроводов из полимерных материалов».
Применяемое оборудование: сварочные аппараты, с механическим и гидравлическим приводами для стыковой сварки, сварочные аппараты для раструбной сварки (с центратором для диаметров более 63 мм и без него для диаметров менее 63 мм).
Используемые материалы: Полипропилены (ПП), полиэтилены(ПЭ), поливинилиденфторид (ПВДФ) и другие.
- Краткие сведения о полимерных материалах
- Физические процессы, происходящие в трубах из термопластов при сварке
- Факторы, влияющие на качество сварного шва
- Подготовительные операции
- Подбор параметров сварки
- Определение качества сварки
Практическая часть курса посвящена отработке навыков по проведению сварочных работ, а именно: работа с материалами, работа с оборудованием
Занятия состоят из трех основных блоков:- Подготовка сварочного оборудования и труб к сварке;
- Сварка труб из полимерных материалов;
- Проведение контроля качества сварных соединений и методы устранения обнаруженных дефектов.

- Устранение обнаруженных дефектов.

Сварка труб из полимерных материалов нагретым инструментом встык (НИ) и враструб применяется при создании: внутренних и внешних трубопроводов (в т.ч. технологических) из полимерных материалов.
Выдаваемые документы и материалы:
- удостоверение о повышении квалификации,
- обучающие материалы по сварке полимерных материалов применительно к данному методу сварки, составленные специалистами УЦ Ольмакс.
Специалисты по сварке изделий и конструкций из полимерных материалов, прошедшие обучение в УЦ Ольмакс, после успешной сдачи экзаменационных тестов могут быть зачислены в РЕЕСТР КВАЛИФИКАЦИЙ ПЕРСОНАЛА АСПМ (Ассоциации сварщиков полимерных материалов). Ассоциация выдает пластиковую карту сварщика-оператора.
Карта сварщика оператора служит для идентификации, повышения статуса, конкурентоспособности персонала.
Карта совместима со считывающим устройством сварочного оборудования.

Подробнее о выдаваемых документах
Обучение проходит очно, в мини-группах и индивидуально. Возможен выезд на предприятие заказчика
Организуем аттестацию и переаттестацию в НАКС : I, II, III уровни
Сварка и испытание пластиковых труб
Компания TWI имеет более чем 25-летнюю репутацию в области разработки технологий и проектных работ в области сварки, испытаний и контроля пластиковых труб для коммунальных служб и атомной промышленности. Экспертиза включает в себя разработку процессов и процедур, независимую оценку нового оборудования, длительные испытания, разработку стандартов и определение значимости дефектов сварных соединений. Работы по сварке и испытанию пластиковых труб в TWI удовлетворяют потребности огромного глобального сектора пластиковых распределительных трубопроводов для газа и воды, а также большого потенциального рынка гражданской атомной энергетики. Полиэтиленовые (ПЭ) трубы широко используются, но остаются серьезные вопросы относительно долговременных свойств сварных соединений и значимости дефектов в соединениях. Недавние достижения TWI в области неразрушающего и механического контроля сварных швов полиэтиленовых труб означают, что теперь можно обнаруживать все потенциальные дефекты как в электромуфтовых, так и в стыковых соединениях, а также определять критерии приемлемости дефектов.
Полиэтиленовые (ПЭ) трубы широко используются, но остаются серьезные вопросы относительно долговременных свойств сварных соединений и значимости дефектов в соединениях. Недавние достижения TWI в области неразрушающего и механического контроля сварных швов полиэтиленовых труб означают, что теперь можно обнаруживать все потенциальные дефекты как в электромуфтовых, так и в стыковых соединениях, а также определять критерии приемлемости дефектов.
Текущие проблемы, с которыми сталкивается промышленность, включают:
- Приемка сварных полиэтиленовых труб для ядерных установок.
- Утвержденные методы и процедуры проверки.
- Оценка жизни.
- Критерии приемлемости дефекта.
- Повышение квалификации монтажников посредством обучения и повышения квалификации.
Компания TWI доказала свою эффективность в решении всех вышеперечисленных задач.
TWI обладает полным перечнем оборудования для сварки пластиковых труб, а также для инспекции и механических испытаний сварных швов, включая инфракрасную лампу, вибрационное, лазерное и микроволновое сварочное оборудование, ультразвуковое оборудование с фазированной решеткой, оборудование для компьютерной томографии и термографии неразрушающего контроля, а также оборудование для испытания на растяжение всей трубы. стенд для испытаний на разрыв при ползучести.
стенд для испытаний на разрыв при ползучести.
В дополнение к исследованиям и разработкам TWI также предлагает обучение и повышение квалификации для частных лиц по сварке пластиковых труб. Сотрудники TWI представляют Великобританию в различных комитетах по европейским и международным стандартам в этой области, включая CEN, ISO, ASME и AWS.
Проект TestPEP – это европейский совместный проект: разработка и валидация автоматизированного подхода к неразрушающему контролю (NDE) для испытаний сварных соединений пластиковых труб.
Huanyu 20-63 мм Сварочный аппарат для пластиковых водопроводных труб PP / PP-R / PE / PP-C Трубосварочный станок Строительное оборудование для трубопроводов с цифровым считыванием (220 В + трансформатор напряжения) —
В настоящее время недоступен.

Мы не знаем, когда этот товар снова появится в наличии.
- Убедитесь, что это подходит, введя номер модели.
- Диаметр трубы: 20 мм/25 мм/32 мм, 40 мм, 50 мм, 63 мм
- Назначение: Для сварки пластиковых труб типа PP/PP-R/PE/PP-C и т. д.
- Мощность: 800 Вт
- Только этот аппарат имеет модель с напряжением 220 В, если вы хотите использовать его при напряжении 110 В, приобретите трансформатор 220 В + напряжение.

Примечание. Изделия с электрическими вилками предназначены для использования в США.Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
(PDF) Сварка полимерных труб газопроводов при низких температурах
Сварка полимерных труб газопроводов при низких температурах
Н.П. Старостин, А. И. Герасимов и Е.В. Данзанова
И. Герасимов и Е.В. Данзанова
Институт проблем нефти и газа СО РАН, Якутск, Россия
С учетом особенностей теплофизических процессов полимерных материалов авторы предлагают способы
сварки полиэтиленовых труб для газопроводы, в которых сварка может производиться без временного покрытия при низких
температурах атмосферного воздуха.
Ключевые слова: полимерный материал; газопровод; сварка; продолжительность течки; сварное соединение
Масштабы применения полиэтиленовых труб взамен
металлических при строительстве магистральных газопроводов
в России с каждым годом увеличиваются. При этом
согласно действующим инструкциям СП 42-
103-2003 сварка допускается в диапазоне температур воздуха
от 2 15 до 45 8С. При необходимости сварочные работы
следует проводить в закрытых помещениях, в которых температура воздуха
должна регулироваться до значений, указанных в нормативных документах
, а участок свариваемой трубы
должен выдерживаться определенное время. период времени для получения
период времени для получения
требуемой температуры.О важности разработки
более простых и эффективных способов сварки при
низких температурах свидетельствует тот факт, что в районах
с холодным климатом температура воздуха ниже 2 15°С
измеряется в течение 6 месяцев или дольше. Кроме того, в существующих в настоящее время способах сварки полимерных материалов
,
недостаточно эффективно используются возможности технологии стыковой сварки нагретым инструментом
.Методы регулирования термического процесса
, обеспечивающие образование прочных сварных соединений
, не применяют.
Особенностью полимерных материалов является низкая теплопроводность
по сравнению с металлами. Коэффициенты теплопроводности
металлов и полимеров различаются
на два порядка. Например, коэффициент теплопроводности
полиэтилена составляет 0,16–0,42, а стали
25–88 Вт/(м·К).Поэтому при сварке полиэтиленовых труб
термическое воздействие, приводящее к разрушению материала
, применяется на небольшой площади
, ограниченной изотермой при 80°С
2
. Скорость охлаждения
Скорость охлаждения
нагретых участков полимерных материалов ниже, чем
металлов. С учетом того, что при сварке полимерных материалов нагретым инструментом
зона термического влияния
(ЗТВ) формируется в течение всего процесса в
окрестности сварного соединения и, как показано в [2].3 изотерма
обращена выпуклой частью к сварному соединению, а
способ сварки
а
при температурах окружающего воздуха
ниже температур, установленных стандартом
предложен
3
3
. Вместо создания участков с нормативной
температурой для проведения сварочных работ и длительной
выдержкой свариваемых участков полимерных труб при
этих температурах предлагается повысить
температуру ЗТВ
концы свариваемых труб
до стандартной температуры с предварительным подогревом.Для этой цели
концы сварных труб вводят в нагретый инструмент
(нагретый до требуемой нормативной
температуры) на глубину, превышающую глубину ЗТВ
, и выдерживают там до достижения температурного поля в ЗТВ
становятся похожими на однородное поле.
В этом методе используется следующая процедура.
Концы свариваемых труб 1 (рисунок 1 на) центрируют
по наружной поверхности с последующей механической обработкой
концов труб для обеспечения плотного прилегания друг к другу
а также для удалить окисленные поверхностные слои.Затем концы
труб приводят в непосредственный контакт с нагретым инструментом
2 с нагревательным элементом 3 путем смещения
концов свариваемых труб на глубину h, превышающую
длину ЗТВ l, в цилиндрические тупиковые отверстия
конец кольцевого паза с упругими элементами 4 по
, обеспечивающий идеальный тепловой контакт соприкасающихся поверхностей.
Температуру стенок труб принимают равной
температуре в установленном диапазоне температур
атмосферного воздуха при сварочных работах, а торцов
выдерживают в течение определенного периода времени до получения среднего
температура ЗТВ равна температуре
нагретого инструмента.
Время нагрева определяется решением задачи теплопроводности
исходя из условия
обеспечения равномерного распределения температуры в ЗТВ.
Инструмент снимается, когда в ЗТВ создается почти однородное
температурное поле. В дальнейшем второй инструмент
, нагретый до температуры плавления материала или выше,
используют для оплавления концов свариваемых труб. Инструмент
удаляют, а расплавленные концы осаживают под давлением
и выдерживают в течение определенного периода времени под этим давлением
.Основные параметры сварки те же, что и при сварке
при стандартных температурах атмосферного воздуха.
Для поддержания такой же скорости охлаждения и релаксации
процессов в сварных соединениях, как и при сварке при рекомендованных
температурах, охлаждение проводят в закрытом ограниченном объеме
2 (рисунок 2), с использованием нагревателя
изоляционный материал 3. Температура поддерживается в указанном диапазоне
с помощью нагревательных элементов, а также за счет тепла
сварного соединения. Для получения наиболее эффективной теплоизоляции
Для получения наиболее эффективной теплоизоляции
между стенками трубы 4 и теплоизоляционным материалом
используется эластичный материал 1.
Таким образом, температура в ЗТВ при любой низкой
температуре атмосферного воздуха «вынуждена» стать
равной рекомендуемой температуре. Прочность
ISSN 0950-7116 печатный/ISSN 1754-2138 онлайн
q 2011 Taylor & Francis
http://dx.doi.org/10.1080/09507116.2011.581442
http://www.tandfonline.com
Welding International
Vol. 25, № 12, декабрь 2011 г., 981–983
Выбрано из Сварочное производство 2010 (7) 43–45
Скачал [84.237.108.216] в 23:24 25 октября 2012 г.
Сварочный комплект без ремонта клей.
Резюме пресс-релиза:
Разработанный для ремонта систем трубопроводов SCH 40 и 80 без клея, комплект для сварки пластиковых труб включает в себя программируемый инструмент горячего воздуха Weldy® Plus с регулируемым нагревом и воздушным потоком, насадку для сварки труб и 2 фунта сварочной проволоки из ПВХ, ПЭ или ПП. Инструмент горячего воздуха оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим установленную и фактическую температуру. С регулируемой температурой от 180 до 1200°F и потоком воздуха от 7 до 17,5 кубических футов в минуту, комплект подходит для ремонта ирригационной системы и общего обслуживания.
Инструмент горячего воздуха оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим установленную и фактическую температуру. С регулируемой температурой от 180 до 1200°F и потоком воздуха от 7 до 17,5 кубических футов в минуту, комплект подходит для ремонта ирригационной системы и общего обслуживания.
Оригинальный пресс-релиз:
Набор для сварки пластмасс ремонтирует сломанную трубу без клея
Новый комплект для сварки пластика, включающий все необходимое для быстрого и без клея ремонта систем ПВХ трубопроводов SCH 40 и 80, представляет компания Malcom Company, Inc.Тивертона, Род-Айленд. Комплект для сварки пластиковых труб Malcom включает в себя программируемый инструмент горячего воздуха Weldy® Plus с регулируемым нагревом и воздушным потоком, сопло для сварки труб и 2-фунтовый сварочный аппарат. поставка сварочной проволоки из ПВХ, ПЭ или ПП. Этот комплект, разработанный для ремонта трубопроводных систем SCH 40 и 80 без клея, также доступен с насадками для ремонта вкладышей, резервуаров и других изделий. Обладая запрограммированными настройками для различных применений, программируемый инструмент горячего воздуха Weldy® Plus в комплекте для сварки пластиковых трубопроводов Malcom оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим заданную и фактическую температуру.Переменная температура регулируется в диапазоне 180–1200 °F, а расход воздуха регулируется в диапазоне 7–17,5 кубических футов в минуту. Области применения включают ремонт ирригационных систем и общее техническое обслуживание. Комплект для сварки пластиковых труб Malcom стоит от 399,00 долларов США; в комплекте с 2 фунтами. поставка сварочной проволоки из ПВХ, ПЭ или ПП. Литература предоставляется по запросу. За дополнительной информацией обращайтесь: Malcom Company, Inc. Джон Биксби, директор по маркетингу 590 Fish Rd. Тивертон, Род-Айленд 02878 (800) 289-7505 ФАКС (401) 624-3081 электронная почта: [email protected] www.malcomcompany.com
Обладая запрограммированными настройками для различных применений, программируемый инструмент горячего воздуха Weldy® Plus в комплекте для сварки пластиковых трубопроводов Malcom оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим заданную и фактическую температуру.Переменная температура регулируется в диапазоне 180–1200 °F, а расход воздуха регулируется в диапазоне 7–17,5 кубических футов в минуту. Области применения включают ремонт ирригационных систем и общее техническое обслуживание. Комплект для сварки пластиковых труб Malcom стоит от 399,00 долларов США; в комплекте с 2 фунтами. поставка сварочной проволоки из ПВХ, ПЭ или ПП. Литература предоставляется по запросу. За дополнительной информацией обращайтесь: Malcom Company, Inc. Джон Биксби, директор по маркетингу 590 Fish Rd. Тивертон, Род-Айленд 02878 (800) 289-7505 ФАКС (401) 624-3081 электронная почта: [email protected] www.malcomcompany.com
Другие материалы из раздела «Испытания и измерения»
Сварка растворителем ХПВХ по сравнению с тепловой сваркой PPR: что лучше?
Установка является важным фактором, влияющим на время, необходимое для завершения проекта, долгосрочную надежность водопроводной системы и общую стоимость работ. Каждый из этих факторов влияет на вашу способность выиграть работу сантехника и ее прибыльность.
Каждый из этих факторов влияет на вашу способность выиграть работу сантехника и ее прибыльность.
По этой причине сантехники могут извлечь выгоду, если будут более активно давать рекомендации по материалам трубопроводов владельцам домов и зданий.
Способы соединения материалов
В Королевстве Саудовская Аравия ХПВХ и зеленая труба (PPR) являются двумя основными материалами для трубопроводов.
Зеленая труба соединена между собой методом термической сварки. Другими словами, концы труб нагревают до точки плавления, соединяют вместе, а затем дают им остыть. Пока создается надежное соединение, шов не такой прочный, как сам материал.
Трубопроводные системыиз ХПВХ собираются с использованием клея на растворителе.Цемент-растворитель химически сплавляет трубу и фитинги вместе на молекулярном уровне, создавая один непрерывный кусок пластика. Полученный шов становится самой прочной частью всей системы.
Почему важен метод соединения
1.
 Необходимые инструменты
Необходимые инструменты Для установки ХПВХ с растворителем все, что нужно подрядчику, это банка с растворителем и мазок размером менее половины ширины отверстия трубы.Это позволяет быстро и последовательно наносить растворяющий цемент даже в узких, труднодоступных местах.
И наоборот, PPR требует, чтобы источник тепла мог достигать всех сторон шва. Для этого необходимо, чтобы источник электроэнергии был легко доступен, а место для эффективного нагрева шва по всему периметру. В труднодоступных местах трубопровод может фактически быть изготовлен заранее, чтобы обеспечить равномерное распределение тепла.
2. Навыки
Тепловое слияние требует умелых рук.Когда два перегретых куска трубы сталкивают вместе или прикладывают сварочный стержень, вокруг внутренней части трубы может образоваться валик материала. Этот шарик может ограничивать поток воды и создавать водовороты, в которых любят размножаться микроорганизмы.
С помощью клея на растворителе после базового обучения любой может соединить трубы и фитинги из ХПВХ. Кроме того, благодаря суженному концу трубы растворяющий клей равномерно распределяется вокруг стыка, а не продавливается в шов. Это предотвращает рост бактерий, не уменьшает внутренний диаметр трубы и обеспечивает полную скорость потока.
3. Долгосрочная надежность
Благодаря процессу склеивания на основе растворителя соединение становится цельным куском пластика, толщина которого в два раза превышает толщину самой трубы — его нельзя разорвать или сломать. Когда дело доходит до надежности системы и, в конечном счете, репутации подрядчика, нет ничего надежнее ХПВХ.
Как отмечалось ранее, швы PPR соединяются путем сплавления пластика. Приложенное тепло по своей природе ослабляет исходное качество материала, и даже несмотря на то, что две части сплавлены вместе, соединение не такое прочное и надежное, как соединение, сделанное с помощью растворяющего цемента.
Есть вопросы?
Подрядчики по всему миру воспользовались преимуществами трубопроводных систем FlowGuard ® из ХПВХ, чтобы упростить и ускорить время монтажа, а также повысить прибыль и снизить затраты.
Если у вас есть вопросы о том, как сварка труб из ХПВХ с помощью растворителя может принести пользу вашему сантехническому бизнесу, свяжитесь с нашей командой консультантов по трубопроводным системам.
Страница не найдена | McElroy Press Room
Архив
Попробуйте поискать в ежемесячных архивах.🙂
Архивы Выбрать месяц Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 Декабрь 2020 Ноябрь 2020 Октябрь 2020 Сентябрь 2020 Август 2020 Июль 2 2 Апрель 2020 Июнь 2020 Май 2020 202020 г. декабрь 2019 Ноябрь 2019 Октябрь 2019 г. Сентябрь 2019 г. август 2019 Июль 2019 г. Июнь 2019 г. Май 2019 г. апрель 2019 г. Март 2019 г. Февраль 2019 г. Январь 2019 г. декабрь 2018 Ноябрь 2018 Октябрь 2019 г. Сентябрь 2018 г. август 2018 г. Июль 2018 г. Июнь 2018 г. Май 2018 г. апрель 2018 г. Декабрь 2017 Ноябрь 2017 Октябрь 2017 г. август 2017 Июль 2017 г. Июнь 2017 Май 2017 апрель 2017 г. Февраль 2017 Январь 2017 Октябрь 2016 г. Сентябрь 2016 г. август 2016 г. Июль 2016 г. апрель 2016 г. Март 2016 Ноябрь 2015 г. Октябрь 2015 г. Сентябрь 2015 г. август 2015 г. Июнь 2015 Январь 2015 г. декабрь 2014 г. Ноябрь 2014 Сентябрь 2014 Июль 2014 г. Июнь 2014 апрель 2014 г. Март 2014 Январь 2014 г. декабрь 2013 г. Июнь 2013 г. апрель 2013 г. Март 2013 г. Февраль 2013 Ноябрь 2011 Сентябрь 2012 г. Июль 2011 г. декабрь 2011 г. Март 2011 г. февраль 2011 г. Октябрь 2010 г. Июль 2010 г. Май 2010 г. апрель 2010 г. Март 2010 Февраль 2010 Ноябрь 2009 г. август 2009 г. Июнь 2009 г. Май 2009 г. Апрель 2009 г. Март 2009 г. Февраль 2009 г. Декабрь 2008 г. Октябрь 2008 г. Сентябрь 2008 г. Июнь 2008 г. Май 2008 г. апрель 2008 г. Март 2005 г.
Март 2019 г. Февраль 2019 г. Январь 2019 г. декабрь 2018 Ноябрь 2018 Октябрь 2019 г. Сентябрь 2018 г. август 2018 г. Июль 2018 г. Июнь 2018 г. Май 2018 г. апрель 2018 г. Декабрь 2017 Ноябрь 2017 Октябрь 2017 г. август 2017 Июль 2017 г. Июнь 2017 Май 2017 апрель 2017 г. Февраль 2017 Январь 2017 Октябрь 2016 г. Сентябрь 2016 г. август 2016 г. Июль 2016 г. апрель 2016 г. Март 2016 Ноябрь 2015 г. Октябрь 2015 г. Сентябрь 2015 г. август 2015 г. Июнь 2015 Январь 2015 г. декабрь 2014 г. Ноябрь 2014 Сентябрь 2014 Июль 2014 г. Июнь 2014 апрель 2014 г. Март 2014 Январь 2014 г. декабрь 2013 г. Июнь 2013 г. апрель 2013 г. Март 2013 г. Февраль 2013 Ноябрь 2011 Сентябрь 2012 г. Июль 2011 г. декабрь 2011 г. Март 2011 г. февраль 2011 г. Октябрь 2010 г. Июль 2010 г. Май 2010 г. апрель 2010 г. Март 2010 Февраль 2010 Ноябрь 2009 г. август 2009 г. Июнь 2009 г. Май 2009 г. Апрель 2009 г. Март 2009 г. Февраль 2009 г. Декабрь 2008 г. Октябрь 2008 г. Сентябрь 2008 г. Июнь 2008 г. Май 2008 г. апрель 2008 г. Март 2005 г. февраль 2005 г. декабрь 2004 г. Ноябрь 2004 Октябрь 2004 Июль 2004 Май 2004 Март 2004 Декабрь 2003 Ноябрь 2003 Август 2003 Октябрь 2002 Август 2002 Июль 2002 Июнь 2002 Март 2002 Февраль 2002 Январь 2002 Декабрь 2001 Сентябрь 2001 Август 2001 Июнь 2001 Сварка труб Сварочная машина
февраль 2005 г. декабрь 2004 г. Ноябрь 2004 Октябрь 2004 Июль 2004 Май 2004 Март 2004 Декабрь 2003 Ноябрь 2003 Август 2003 Октябрь 2002 Август 2002 Июль 2002 Июнь 2002 Март 2002 Февраль 2002 Январь 2002 Декабрь 2001 Сентябрь 2001 Август 2001 Июнь 2001 Сварка труб Сварочная машина 800-620-4773
360-828-5732
Аппарат для сварки пластиковых труб для труб ПНД от 3 дюймов до 10 дюймов, 90 мм — 315 мм.РДМ — Ритмо.
Дельта Дракон 315 B
3″ IPS — 10″ IPS: (90 мм — 315 мм)
Самоцентрирующийся гидравлический аппарат для сварки пластиковых труб диаметром до 10″ DIPS (315 мм).
Конфигурации корпуса станка Ritmo Delta Dragon 315 B приваривают такие фитинги, как колена, тройники, Y-образные отводы и фланцевые горловины.
- Рабочий диапазон: от 3″ IPS до 10″ IPS (90–315 мм)
- Компактная конструкция для удобного использования в канавах
- Кузовной станок с двумя рабочими положениями: наклонным или горизонтальным
- Блок электрогидравлический
- Электронный терморегулятор «Digital Dragon»
- Фреза с предохранительным микровыключателем
- Вставки SMARTLock для быстрой замены вставок и предотвращения ослабления штифтов
- Боковые приспособления для подъема трубы при погрузке и разгрузке трубы
Опции
- Тележка для сварки пластиковых труб
- Инструмент для фланцевых шеек
- Присоединяемый ролик для труб
Аппарат для сварки пластиковых труб Delta Dragon 315 мм B Технические характеристики
| Диапазон размеров труб | 3″ IPS — 10″ DIPS от 90 мм до 315 мм |
| Гири | |
| Итого | 352. 7 фунтов, 160 кг 7 фунтов, 160 кг |
| Шасси | 189,5 фунтов, 86 кг |
| Фейсер | 48,5 фунтов, 22 кг |
| Плита нагревателя | 26,5 фунтов, 12 кг |
| Мощность | |
| Блок питания | 120 В переменного тока или 220–240 В переменного тока, одна фаза, 50–60 Гц |
| Максимальная общая мощность | 3900 Вт при 120 В переменного тока 4500 Вт при 220–240 В переменного тока |
| Суммарная мощность | <20 мин. |
| Фейсер | 1100 Вт |
| Мощность нагревателя плитки | 3000 Вт |
| Гидравлический агрегат | 370 Вт |
| Прочее | |
| Размеры шасси | 45 x 25 x 21 дюйм 1150 мм х 530 мм х 531 мм |
| Материалы для труб | HDPE, PP, PVDF, PB |
| Гарантия | Два года |
Аппарат для сварки пластиковых труб Ritmo Delta 315мм
Каталог водопроводно-канализационного оборудования RJM
.