Советы специалистов по сварке алюминия «полуавтоматом» | Опыт судостроения в Польше | Euro Welder
Не пропускайте интересный контент!На днях к нам на работу в Чехию приехали два сварщика. Оказались моими земляками из Беларуси, да ещё прямо из моего родного города — Гомель. Познакомившись, разговорились и выяснилось, что до этого они работали в Польше на судостроении.
Артём и Дима на производстве судов из алюминия в ALUSHIP Польше.Нас пригласили на работу в Польшу, город Гданьск. Работа в судостроении на заводе ALUSHIP со ставкой 6.5 евро в час (в дальнейшем оказалось, что агент обманывал). Опыта в сварке у нас хоть и было за плечами по 10 лет, но со сваркой алюминия полуавтоматом мы никогда не сталкивались. В общем ехали и переживали за пробные тесты. Искали информацию в интернете, но там ничего толкового не нашли.
Забегая вперёд скажу, что ребята разобрались как всё работает на месте и успешно работали на производстве полгода. А самое приятное то, что сделали небольшое обучающее видео. Предлагаю посмотреть:
Предлагаю посмотреть:
Cварка алюминия полуавтоматом довольно специфическая. Во первых: не видно привычной ванны — всё в серебре. Во вторых: скорость сварки в 2 раза выше, чем сварка чёрной стали. В третьих: специфика работы в судостроении предполагает сварку в труднодоступных местах, при чём эти места порой нереально тяжёлые.Дима показывает большим пальцем место у стенки, где нужно положить шов. Для таких мест используется зеркало и гнущийся гусак держателя.Ещё одно трудное место.
Ко всему прочему, на швах нужно делать как можно меньше замков, потому что их приходится вычищать фрезой, а в некоторые места она попросту не залазит. Зачастую сваривали шов в нижнем положении с переходом на вертикал (снизу-вверх) без отрыва. В этом случае приходится регулировать ток на «барашке» сварочного держателя прямо во время сварки.
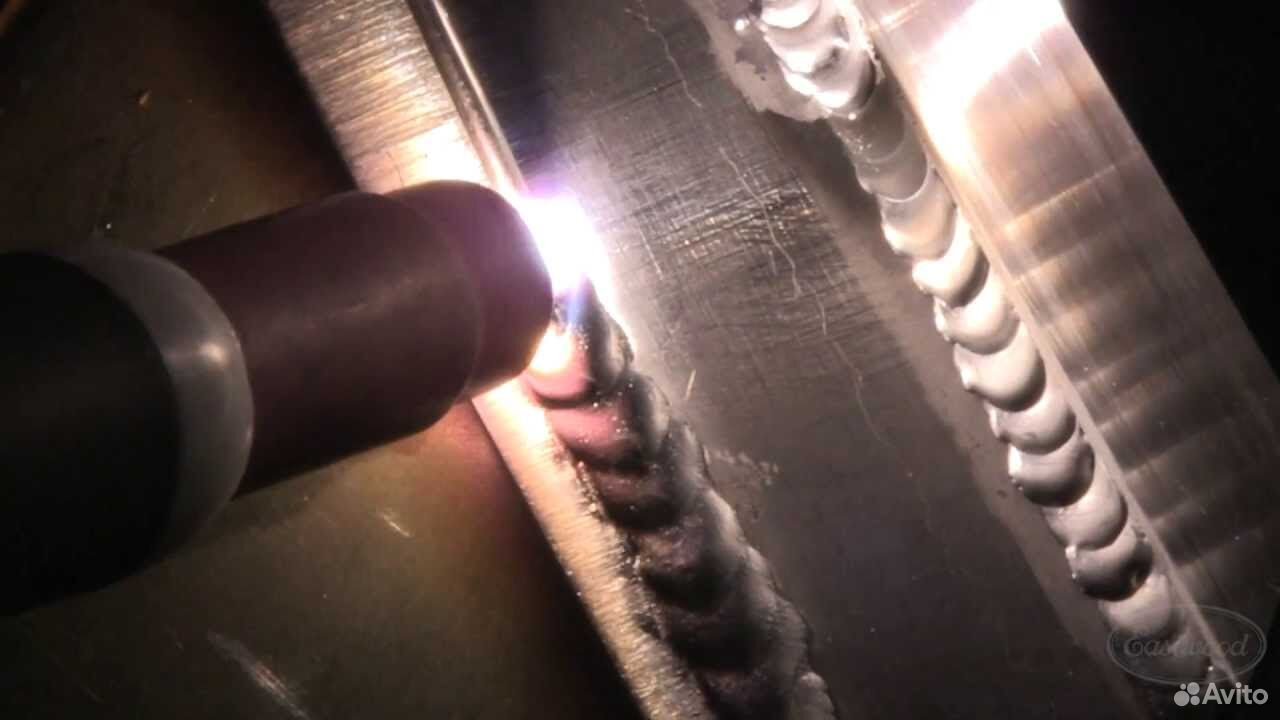
Место сварки до и шов после неё нужно вычищать до блеска. Малейшее чёрное пятнышко и не пройдёшь контроль ОТК.Алюминий полуавтоматом сваривается в режиме импульсной сварки на постоянном токе обратной полярности в среде аргона.После сварки образуется чёрная копоть по бокам от которой нужно избавляться.На наших изделиях (металл почти всегда около 10мм) колебался от 150 до 200 ампер, в зависимости от положения сварки (проволока 1.0 мм). Другие два важных показателя, о которых говорится в видео — это динамика и высота сварной дуги. В принципе зная эти составляющие вы сможете настроить своё оборудование.
 На наших изделиях (металл почти всегда около 10мм) колебался от 150 до 200 ампер, в зависимости от положения сварки (проволока 1.0 мм). Другие два важных показателя, о которых говорится в видео — это динамика и высота сварной дуги. В принципе зная эти составляющие вы сможете настроить своё оборудование.
На наших изделиях (металл почти всегда около 10мм) колебался от 150 до 200 ампер, в зависимости от положения сварки (проволока 1.0 мм). Другие два важных показателя, о которых говорится в видео — это динамика и высота сварной дуги. В принципе зная эти составляющие вы сможете настроить своё оборудование.Ещё очень важно держать сварочный рукав прямым и следить за тем, чтобы он нигде не переламывался и не гнулся, поскольку алюминиевая проволока с лёгкостью лопается.Алюминиевая проволока для полуавтомата от ESAB.
По скольку постоянно работаешь с фрезой и щёткой, вырабатывается очень много мелкой стружки и пыли. Пыль плюс аргон, да ещё в тесном пространстве, очень вредны для здоровья. Поэтому всегда работаем в респираторах и масках с принудительной подачей воздуха.
Ещё небольшое видео с работы от ребят:
Работа, несмотря на трудности и оплату, понравилась.Фото ребят с места роботы. Строящийся корабль из алюминия.
 После обеда в глухих отсеках корабля можно попросту «потеряться» и отдыхать, если устал. Главное не уснуть, чтобы не проснуться с заспанным лицом под звук сирены, сигнализирующей о конце рабочего дня).
После обеда в глухих отсеках корабля можно попросту «потеряться» и отдыхать, если устал. Главное не уснуть, чтобы не проснуться с заспанным лицом под звук сирены, сигнализирующей о конце рабочего дня).Инстаграм-аккаунты ребят, где вы можете поинтересоваться у них по другим вопросам: Дима; Артём
Оставляйте комментарии и лайки!>>ПОДПИСАТЬСЯ НА КАНАЛ
>>ПОДПИСАТЬСЯ НА ГРУППУ ВК
Читайте также:
- Кольцевой шов ручной сваркой для «чайников» | Все нюансы и правила
Сварка алюминия и его соединений полуавтоматом
Сварка алюминия полуавтоматом – особый технологический процесс, в результате которого получают сплошной шов. Соединение алюминиевых деталей и конструкций имеет свои особенности. Процесс выгоден экономически, высокопроизводителен и механизирован.
Схема сварки алюминия полуавтоматом.
Промышленность использует соединение алюминиевых конструкций при изготовлении судов. Сварка металла применяется при производстве цистерн, паровых турбин, котлов, цельнометаллических конструкций.
Плюсы и минусы создания алюминиевых сварных конструкций
Производство новых изделий сопровождается усовершенствованием литых или кованых конструкций, их заменой на современные комбинированные элементы, содержащие алюминиевые детали. Внедрение полуавтомата в процесс соединения конструкций приводит к таким прогрессивным результатам, как:
Таблица характеристик алюминиевых сплавов.
- экономия металла;
- уменьшение трудоемких работ;
- установление минимальной себестоимости.
Свойства алюминия позволяют создавать легкие конструкции, использующие минимум топлива. Металл обладает прочностью и легкостью. Он имеет низкую температуру плавления в 660 °C, которая влияет на технологию обработки изделий. Металл обладает высокой коррозийной устойчивостью, образует оксидную пленку на поверхности.
Для сваривания конструкций применяют сплавы или чистый алюминий. Его соединения делятся на 2 группы:
- системы легирования марки АМц;
- более сложные процессы легирования Al-Mg-Cu или Al-Zn-Mg-Cu.
Вернуться к оглавлению
Затруднения, возникающие при соединении алюминиевых конструкций
Влияние режимов сварки на форму шва.
В процессе создания сварного шва формируется трудно расплавляемая пленка из окисла А1203, имеющая плотность, превышающую аналогичные параметры у алюминия. Оксидное образование покрывает кромки шва, затрудняет соединение деталей с другими металлами. Перед началом работы сварщик проводит мероприятия по очистке металла методом травления. Используют активные флюсы, растворяющие окисел, переходящие в летучие соединения. Излишки шлака в виде едкой щелочи и неиспользованный флюс приводят к появлению коррозии алюминия. Водород способствует образованию пор и создает большие трудности в работе.
Опытному рабочему не стоит большого труда установить начало плавления металла, т. к. в процессе нагревания цвет алюминия не изменяется. Высокие температуры при сварочных работах вызывают разрушение металла в местах нерасплавившихся кромок швов. Алюминий обладает высокой текучестью и удаляется при сварке через основание швов. Во избежание прожогов сварщик применяет графитовые или стальные прокладки. При повышении температуры до 500 °С конструкция может полностью разрушиться.
к. в процессе нагревания цвет алюминия не изменяется. Высокие температуры при сварочных работах вызывают разрушение металла в местах нерасплавившихся кромок швов. Алюминий обладает высокой текучестью и удаляется при сварке через основание швов. Во избежание прожогов сварщик применяет графитовые или стальные прокладки. При повышении температуры до 500 °С конструкция может полностью разрушиться.
Полуавтомат для сварки алюминия создает соединение между деталями, которое легко коробится из-за значительной величины линейного расширения материала. В процессе работы металлические листы крепят специальными прижимами на стенды.
Большое внимание уделяется работе по подготовке алюминиевой проволоки для сварки. Используют несколько способов ее очистки:
Схема устройства сварочного полуавтомата.
- Механический.
- Химический.
- Электрический.
Для работы готовят необходимый инструмент:
- наждачные принадлежности;
- металлические щетки.

При использовании химического способа очистки лучше сразу приготовить:
- флюсы для сварочных работ;
- средства для травления.
Сварка алюминия полуавтоматом используется для соединения конструктивных деталей, имеющих толщину кромки более 8 мм.
Вернуться к оглавлению
Виды соединений сплавов алюминия
Таблица характеристик электродов для сварки.
Листы сваривают с соблюдением корректного режима соединения для предотвращения дефектов, влияющих на механические параметры сварного шва. Алюминиевые сплавы имеют высокую теплопроводность, образуют окислы и обладают значительной отражающей величиной. Имея неоднородную структуру, сплав характеризуется различными параметрами упругости и пластичности в шве.
Алюминиевые сплавы маркируются согласно ГОСТ 4784-97, который включает в свой перечень сам металл и его деформируемые соединения. В них содержание примесей составляет не более 1,0%. Высокопрочные и умеренно прочные соединения металла обладают стойкостью к коррозии, образуют двойные соединения с другими металлами.
ГОСТ 7871-75 предлагает применять для сварочных работ проволоку из алюминия. Оксидная пленка, покрывающая сплавы, не разрушается при высокой температуре, заполняет швы, снижая свойства свариваемых деталей. Сварка алюминия полуавтоматом осуществляется с применением проволоки большого диаметра, уменьшением количества присоединенных элементов в образовавшемся шве.
Вернуться к оглавлению
Работы по подготовке кромок конструкций к соединению полуавтоматом
Опытный сварщик уделяет большое внимание подготовке деталей к работе. Для алюминиевых листов имеются рекомендации по их обработке перед сваркой.
Не разрешается обрабатывать поверхность с помощью зернистого полотна или абразивных веществ.
Основные характеристики покрытых электродов для сварки алюминия.
Непременным условием подготовки деталей для работы является их тщательная очистка от грязи, пыли, имеющихся окислов.
Для работы необходимо запастись такими материалами, как:
- ветошь;
- бензин;
- уайт-спирит;
- водный раствор щелочи КОН;
- щетки;
- 20% азотная кислота.
С помощью ветоши удаляют смазку с поверхности алюминиевой детали. Используют для этих целей теплый водный раствор жидкого натриевого стекла. Раствор имеет температуру 60-70°C, а работа длится не более 3-5 мин.
Следующий этап подготовки состоит в обработке проволоки в 5% щелочном растворе при температуре 60-70°C в течение 3 мин, с последующим погружением в холодную воду и обработкой щетками. Детали выдерживают в азотной кислоте 20% концентрации при температуре 60-70°C в течение 7 мин. Затем их просушивают с применением горячего воздуха. Проволоку обрабатывают аналогичным методом. Просушку деталей осуществляют в камерах или на воздухе, предохраняя их от доступа пыли, влаги и грязи.
Вернуться к оглавлению
Подготовка и подача проволоки для работы
Положение электрода при сварке.

Алюминиевая проволока применяется в автомате Mig/Mag . Определенный ее вид позволяет создать достаточную прочность и устойчивость шва. Выбирая присадочный материал, необходимо установить его химический состав, который должен совпадать с аналогичным у свариваемых деталей.
Немаловажный параметр – температура плавления проволоки. Выбирают для работы материал чистый: без следов ржавчины, грязи, краски, масла. Процесс плавления должен быть равномерным, без брызг, трещин и образования пор в свариваемом металле.
Алюминий соединяется проволокой СВ-97, СВ-АМц, СВ-А85. Транспортировка присадочного материала осуществляется в бухтах. Неиспользованный материал закрывается специальной бумагой.
Для сварки с аргоном применяют проволоку с флюсом. Материал по ГОСТ-7871-75 изготавливается прессовым или тянутым методом с диаметром 4 мм и создает стабильные свойства шва, надежные сварные соединения.
Вернуться к оглавлению
Технологический процесс соединения деталей полуавтоматом
Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Для работы понадобится: полуавтомат, заправленный проволокой, горелка, электрод, аргонно-гелиевый баллон.
Сварочные работы без участия газа выполняются со следующим набором инструментов:
- флюсовая проволока;
- сварочный аппарат.
Работа не очень сложная для опытного сварщика, но качество шва определяется техническими параметрами используемого сырья.
Технологический процесс сварки алюминия начинается после установки проволоки и ее заправки в систему, с последующей подачей к горелке. Для создания наибольшей температуры устанавливают клемму со знаком «-» на электрод.
Баллон, заправленный аргоном, присоединяется к полуавтоматическому оборудованию. Дальнейшая работа ведется по подготовке детали к сварке. Ее поверхность тщательно обезжиривается и очищается от загрязнений на стыке деталей. Из алюминия образуют проплавленный кратер с последующим его наполнением расплавленным сырьем. В дальнейшем горелка передвигается, а кратер несколько смещается в сторону, заполняясь жидким алюминием.
Тщательно контролируют во время работы положение электрода относительно свариваемой детали. Он должен быть удален от нее на 15 мм. Крайний участок сварочного шва обрабатывается аргоном для исключения формирования оксидного покрытия.
Часто применяется сварка полуавтоматом без аргона. Флюсовая или порошковая проволока представляет стальную трубу, а внутренняя ее часть – флюс. Он нагревается до установленной температуры, а затем сгорает, формируя оболочку из защитного газа.
На держатель подключают минус, а изделие попадает под знак «+», т. е. используется прямое подключение. Сварочный шов выполняется единой полосой или разбивается на короткие участки по 5 см.
Для работы по соединению алюминиевых деталей используют несколько моделей полуавтоматов, оснащенных микропроцессорными устройствами. Они работают от напряжения на входе в 230 В, с потребляемой мощностью 6 кВт. В полуавтомате используется рабочая проволока диаметром 0,6-1,2 мм. Имеется система защиты устройства от излишнего нагрева во время работы.
Сварка алюминия полуавтоматом, выполненная с соблюдением технологического процесса, позволяет снизить трудоемкость работ, произвести соединение деталей на конкретных участках заготовок металлических листов.
Как варить алюминий? Сварка алюминия полуавтоматом и инвертором
Опубликовано: 28.04.2020 | Обновлено: 28.04.2020 | Просмотров: 1035 Рейтинг: 4/5 — 2 голосовАлюминий – один из самых популярных материалов, используемых в строительстве, машиностроении и прочих отраслях. Он соединяет в себе высокую прочность и малый вес, устойчивость к коррозийным процессам, механическим повреждениям, перепадам температур и даже горению. Но у этого материала есть один существенный недостаток: он плохо поддается сварке. Чтобы вы смогли с ним справиться, разберём, каковы особенности, и как следует с ним работать, чтобы получить нужный результат.
Почему с алюминием так сложно работать?
Для начала стоит разобраться, почему этот материал так плохо поддается сварке. Этому способствует целый ряд особенностей алюминия:
Этому способствует целый ряд особенностей алюминия:
- На поверхности этого металла и всевозможных его сплавов образуется окисная пленка. Плавится она исключительно при температуре выше 2044 градусов Цельсия. При этом сам металл плавится уже при 660 градусах.
- Алюминий при плавлении сильно течет, что не позволяет сварщику полностью контролировать сварочную ванну. Чтобы как-то стабилизировать этот процесс, приходится применять специальные накладки, отводящие тепло.
- Шов на деталях из этого материала сильно деформируется во время остывания. Это связано с высоким коэффициентом усадки.
- Когда такой металл нагревают, он выделяет большое количество водорода. Из-за этого после остывания заготовки на ней остаются многочисленные трещины и поры.
- Работа с алюминием проводится только при повышенных токах. А с ними новичкам обращаться сложно. Нужна немалая практика.
Говоря о сварке алюминия нельзя не упомянуть и о том, что чаще всего домашним мастерам попадается не чистый материал, а сплав неизвестного происхождения. Для его варки необходимо подбирать настройки агрегата вручную. При этом риск испортить деталь очень велик. Но при осторожном обращении даже с такими заготовками можно достичь неплохих результатов.
Для его варки необходимо подбирать настройки агрегата вручную. При этом риск испортить деталь очень велик. Но при осторожном обращении даже с такими заготовками можно достичь неплохих результатов.
Какие методы работы подходят для подобных сплавов
Для работы с представленным материалом в домашних условиях более всего подойдут такие методы работы:
- Сварка в среде защитного газа. Ее можно выполнить, используя полуавтомат.
- Обработка металла плавящимися электродами. Газ в этом случае не используют.
- Проварка вольфрамовыми электродами в среде защитного газа.
Важно: ни одна из вышеперечисленных технологий не будет работать, если вы предварительно не снимете с заготовки защитный слой. Для этой цели можно использовать постоянный либо же переменный ток обратной полярности.
Подготовка материала к работе
Для начала рассмотрим процесс удаления оксидной пленки с алюминиевых заготовок. Его проводят в несколько этапов:
- Первыми делом заготовки надо обезжирить. Для этого их обрабатывают средствами бытовой химии: ацетоном, авиационным бензином, уайт-спиритом. Если вы работаете с тонкими заготовками (толщиной менее 3 мм), этого будет достаточно.
- На следующем этапе заготовки подвергают механической обработке. Их обтачивают напильником либо наждачной бумагой. Это позволяет полностью удалить кромку и подготовить изделия к сварке.
 Для этого их обрабатывают средствами бытовой химии: ацетоном, авиационным бензином, уайт-спиритом. Если вы работаете с тонкими заготовками (толщиной менее 3 мм), этого будет достаточно.
Для этого их обрабатывают средствами бытовой химии: ацетоном, авиационным бензином, уайт-спиритом. Если вы работаете с тонкими заготовками (толщиной менее 3 мм), этого будет достаточно.Совет: при работе с заготовками толщиной свыше 4 мм может потребоваться дополнительная обточка материала. На них хорошо делать конусные кромки. Это повышает качество шва.
Сварка электродами: особенности технологии
Этот метод обработки алюминиевых заготовок имеет свой код ММА. Она применяется только для неответственных конструкций и может использоваться при работе с листами металла толщиной не менее 4 мм. Подобная технология используется не так часто, поскольку имеет ряд существенных недостатков. К таким нужно отнести:
- Появление пор в металле после обработки. Это существенно снижает качество шва.
- Сильное разбрызгивание материала. Оно может привести к повреждению кожи сварщика.
- Формирование большого количества металлических шариков на поверхности, которые в дальнейшем приводят к коррозии листа.

Сама сварка по этой технологии осуществляется следующим образом:
- Для начала надо настроить прибор. Сварку следует осуществлять только постоянным током с обратной полярностью. Силу тока надо рассчитать с учетом плотности конструкции. Так, на каждый миллиметр толщины должно идти 25-30 А.
- Кромки деталей при работе надо разогревать до 300-400 градусов Цельсия.
- Варить заготовку надо одним электродом непрерывно. В противном случае на электроде будет появляться шлаковая пленка, которая не даст его повторно разжечь.
- После обработки детали следует контролировать ее остывание. Оно должно быть медленным. Иначе шов получится некачественным.
После завершения работ заготовки надо очистить от шлака, чтобы предотвратить образование зон коррозии. Для этого материал надо обработать горячей водой, а потом пройтись по заготовке металлической щеткой.
Для этого материал надо обработать горячей водой, а потом пройтись по заготовке металлической щеткой.
Порядок работы с вольфрамовыми электродами в среде защитного газа
Этот метод дает более надежные прочные швы. Именно его рекомендуют использовать, когда к заготовкам есть специальные требования по уровню прочности. Для применения этого способа обработки заготовок понадобится проволока (ее диаметр может составлять от 1,6 до 4 мм), а также вольфрамовый электрод (у этого образца диаметр может составлять от 1,5 до 5 мм). В качестве защитного газа можно использовать гелий или же аргон.
Параметры работы сварочного аппарата подбираются в зависимости от рекомендаций производителя (в инструкции к каждому такому устройству, имеющему соответствующий режим работы, указаны базовые значения настройки). При работе с материалом учитывают такие особенности:
- Вся работа проводится только продольными движениями. Поперечные использовать нельзя. В противном случае можно получить неровный шов.
- Между электродом и проволокой все время надо удерживать прямой угол. При этом угол между электродом и заготовкой должен быть около 80 градусов.
- Длина дуги при работе с алюминием не должна превышать 2,5 мм.
- Проволоку в стык надо подавать поступательными движениями. Действовать следует по такому алгоритму: сначала в шов укладывается проволока. А уже после нее движется горелка.
- Газ следует начать подавать за 5 секунд до начала процесса, а выключать через 6 секунд после его завершения.

Важно: под листы алюминия перед началом сварки надо положить лист железа. Он будет выполнять роль материала, отводящего тепло. Если этой рекомендацией пренебречь, алюминий может залить сварочную ванну в силу высокой текучести.
Как правильно варить алюминиевые сплавы полуавтоматом
В идеале для работы с алюминием нужно использовать специализированный аппарат. В чем его преимущества? Дело в том, что он подает в рабочую зону импульс повышенного напряжения, который быстро и эффективно разрушает оксидный слой. Далее напряжение автоматически опускается до базового рабочего уровня и позволяет легко и качественно варить алюминий. Однако эта техника для обработки металла имеет один существенный минус – она очень дорого стоит. Потому целесообразнее использовать для работы с материалом обычные полуавтоматы. Подойдут даже модели бытового применения, в которых нет специального режима для работы с алюминием.
Далее напряжение автоматически опускается до базового рабочего уровня и позволяет легко и качественно варить алюминий. Однако эта техника для обработки металла имеет один существенный минус – она очень дорого стоит. Потому целесообразнее использовать для работы с материалом обычные полуавтоматы. Подойдут даже модели бытового применения, в которых нет специального режима для работы с алюминием.
Чтобы выполнить на заготовке качественный шов, используя домашнее оборудование, следуйте таким рекомендациям:
- Применяйте алюминиевую проволоку во время работы. Помните, что во время работы на ней могут оставаться скрутки. Потому для ее подачи по возможности используйте механизм с 4 роликами.
- Используйте наконечник с буквами AI. Обычный не подойдет, так как при нагреве алюминиевая проволока расширяется больше стальной.
- Увеличьте скорость подачи расходного материала на шов. Помните, что алюминиевая проволока расплавляется слишком быстро. Если вы будете работать с ней с той же скоростью, что и со стальной, быстро испортите заготовку.

Совет: если на вашем приборе нет специального режима для сварки алюминия, возьмите несколько ненужных деталей из этого материала и потренируйтесь на них, используя разные настройки силы тока и скорости подачи проволоки. Так вы определите тот вариант, который идеально подойдет для работы.
Как варят металл бытовым инвертором
Для сварки алюминия в бытовых условиях вполне можно использовать обычный инвертор. Однако в этом случае надо внимательно отнестись к настройке прибора для последующей работы. Ток на нем надо выставлять больших величин, иначе с металлом не справиться. Что касается электродов. То для этой цели надо брать продукцию ОЗА или же ОЗР, можно использовать модели марки ОЗАНА. Сами электроды перед применением надо прокалить в специальной печи.
Дальнейший процесс работы с алюминием никак не отличается от варки обычного черного металла. Он, конечно, потребует от вас определенной тренировки. Но если вы потратите свое время и выполните 2-3 пробных шва на ненужных заготовках, вы сможете получить ровный красивый стык и на обычной детали.
Применение флюсов
Для работы в среде защитного газа можно использовать и специальные флюсы. Они позволяют сократить подготовку и ускорить процесс сварки. Эти приспособления растворяют оксидный слой и сразу соединяют материалы.
Важно: представленные материалы можно применять и при обычной дуговой сварке. Правда, в этом случае надо использовать угольные либо же графитовые электроды. Любые другие не подойдут.
Итоги
Как видим, при строгом соблюдении технологии, с алюминием вполне можно справиться. Главное – тщательно подготовить заготовки, правильно настроить сварочный аппарат и строго следовать инструкции по работе с материалом. Немного практики, и вы будете справляться с этой задачей так же легко, как и со сваркой любого черного металла.
Сварка алюминия полуавтоматом. Grovers mig 200c (Для начинающих сварщиков)
содержание видео
Рейтинг: 4.0; Голоса: 1Всем привет) В этом видео попробуем сваривать алюминий полуавтоматом Гроверс, так же посмотрим актуальные настройки этого аппарата в этом режиме! Укажи что подписан на мойДата: 2020-09-05
Похожие видео
Комментарии и отзывы: 10
Евгений
Олежа, что ты тут нам показываешь. у кого есть такой аппарат, тот херней не занимается и берет отдельно для тига, ты покажи примитивным бытовым, вот тогда и посмеёмся в месте от души. Какой долбан вообще придумал варить алюминий полуавтоматов на постоянке, премию ему, дарвина. Даже супер трипл импульс — балавство. У нас кстати один кадр, ещё и бабки берёт за такую сварку.
у кого есть такой аппарат, тот херней не занимается и берет отдельно для тига, ты покажи примитивным бытовым, вот тогда и посмеёмся в месте от души. Какой долбан вообще придумал варить алюминий полуавтоматов на постоянке, премию ему, дарвина. Даже супер трипл импульс — балавство. У нас кстати один кадр, ещё и бабки берёт за такую сварку.
Se
Все эти движения по снятию оксидной плёнки пустая трата сил и времени. Она появляется в туже секунду. Другое дело от грязи почистить, это да. Молодцы что снимаете видосики, но использовать один и тот же шов несколько раз, как то не правильно. Ну если нет лишних обрезков разделите условно на части. А то получается уже не заготовки свариваются, а наплавляется новый уровень.
Patrick
Сегодня купил все необходимое для сварки аллюминия полуавтоматом Эргус-200. Опробовал, всё получается. Лучше получается шов, когда пистолет отвожу чуть дальше, чем при сварке стали. Пробовал заварить дырку 1см на аллюмяшке толщиной 1 мм ничего снизу не подкладывая. Неплохо получается, единственное снизу сопля повисла, но лицевая сторона нормально.
Неплохо получается, единственное снизу сопля повисла, но лицевая сторона нормально.
serge
Подача проволоки и ампераж ) — это одно и тоже)
А второй регулятор — это регулировка напряжения.
Аппарат слабый. Он варит, но только с предварительным прогревом.
Для гаража пойдет.
Для профессиональной работы нет.
Константин
Как то раз я Аргоном с полуавтоматчиком соревновался на трубе 5тисотке в городе В Новгороде на заводе АКРОН. У меня шлейф сгорел при заполнении обои Аппараты Сварог но я успел его обогнать.
handmade
Че вы все в сварку претись думаете сдесь много платят 30т. вот на что можете рассчитывать и здоровье в минус за 5 лет сварки, поверьте мне 11 лет сварщиком работаю, в последнее время слесарем авто
Ger
Надо было разрезать и показать как внутри. Меня интересует можно ли сваривать листы алюминия между собой толщиной 10мм для корпусов суден этим аппаратом? Вопрос смешной, но всё же?
Ivan
Если не горелкой, то хотя бы феном строителтным нагреть надо было, шов и при начальных настройках получился бы отличный. Металл сварщик видит, а технологии не знает. Зато учит
Металл сварщик видит, а технологии не знает. Зато учит
Игорь
Братан а ты наконечник родной оставил или заменил? У меня с родным прилипала ал проволока, алюминий любит подогрев, перед сваркой прогреваеш и шик
vvk.
Все красиво, только аппарат у тебя навароченый, он время перекура не показывает? На простой ресанте саипа как эти настройки добится?
Как сварить алюминий полуавтоматом?
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
- Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
- Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
- Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.

Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Рисунок 1
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
Рисунок 2
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.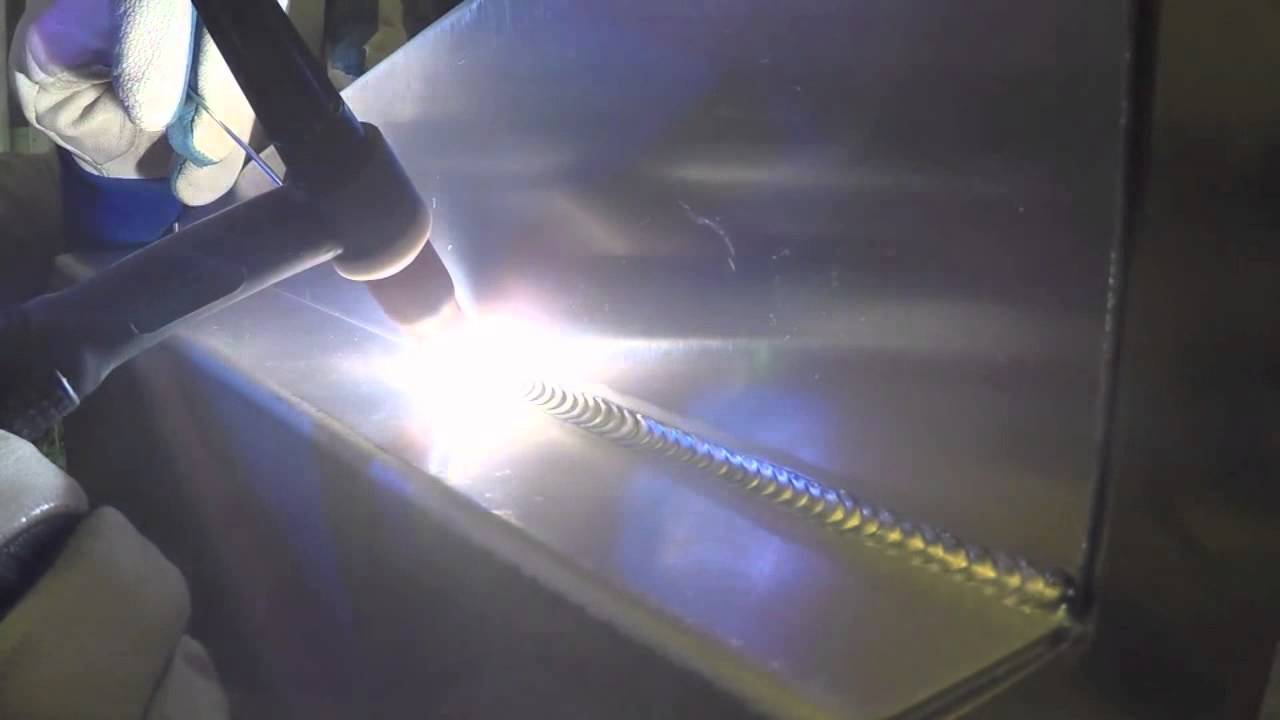 4).
4).
Рисунок 3 Рисунок 4
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun(рис. 6).
Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с большим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Токи для струйного переноса указаны в табл.2.
Таблица 2 | ||||||||||||
Диаметр проволоки, мм |
|
|
|
|
| Тип защитного газа |
|
|
|
|
| Токи струйного переноса, А |
0.8 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 85-95 |
1.0 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 105-115 |
1. |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 130-140 |
1.6 |
|
|
|
|
| 100% Аргон |
|
|
|
|
| 175-185 |
 2
2Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
WINUS 110V Цифровой импульсный податчик холодной проволоки TIG для полуавтоматического сварочного аппарата TIG с цифровым управлением для импульсной сварки TIG (США) —
- Убедитесь, что это подходит
введя номер вашей модели.
- ★ Скорость автоматической подачи проволоки можно регулировать непрерывно;
- ★ Значительно повысить эффективность работы, снизить трудоемкость, сэкономить трудозатраты и стоимость оборудования.
- ★ Размер провода: 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм, 2,0 мм
- ★ Может широко использоваться в алюминиевых сплавах, нержавеющей стали, сварке низкоуглеродистой стали и цветных металлов и многих других материалов;
- ★ WF-007A Машина для холодной присадочной проволоки (машина для подачи проволоки для аргонно-дуговой сварки) используется для аргонно-дуговой сварки, лазерной сварки, плазменной сварки, сварки пайкой без предварительного нагрева оборудования для заполнения проволоки в ванне расплава.

セ ン ト ラ ル グ ル ー プ
ニ ュ ー ス
2020. 12,1
12,1
「高 知 県 ワ ー ク フ バ ラ ン ス 推進 認証 企業」 て 認証
2020 年 12 月 1 日 、 パ チ ン コ 部門 る 株式会社 慶 尚 が 、 高 が 取 り 組 む 「高 知 ワ イ フ バ ラ 推進 認証 平 成 29 年 に 「高 知 県 ワ ー フ バ ラ ン ス 推進 認証」 と し て を 受 け 、 こ の 度 「法 を 上 回 勤務 制度 が あ り 、 子 が 小学校 就学 始 期 に 達成 で 取得 で き」 ・ 「妻 の 出産 時 に 2 日間 の 特別 休 き る」 等 が ら れ 、 次世代 育成 部門 に お て も 認証 を 受 け ま た。 今後 と も 誰 も が 働 や す く と 家庭 の 両 立 な ー ク ラ イ フ バ ラ ス を 保 ち な 続 け 尽力 し て い き た い と 考 え ま す。
ニ ュ ー ス
2020.10.16
『協 働 の 森 づ く 事業 パ ー ト ナ ー ズ 協定』 10 年 間 感謝 状
セ ン ト ル グ ル ー プ は 、 2010 年 よ り 、 高 知 県 と 香 に よ る 『協 働 の 森 パ ー ナ ー ズ 協定 を 備 2020 年 に 協定 締結 よ り 10 年 が 経 と か ら 、 10 月 16 日 に 行 わ れ た 「第 14 回 協 働 森 フ ォ ー ラ ム お い 今後 と も 高 知 県 の 財産 で あ 守 る 事業 へ の 協 賛 続 し て い く 事 で 、 続 き 社会 ・ 環境 貢献 活動 り 組 ん で ま
ニ ュ ー ス
2020.09.06
高 知 ユ ナ イ テ ッ ド SC さ ん 「ド リ ー ム パ ス ポ ー 全面 賛」
高 知 ユ ナ イ テ ッ SC さ ん が 取 り 組 む 「高 知 県 小学生 向 け ス ポ ー ツ ・ サ カ 振興 企 画」 と し て 、 高 知 県 の 全 て の 小学生 が 全 JFL ホ ー ム ゲ ー ム を 無 観 戦 で き る ド ー パ ス ポ ー ト 」。 2020 年 9 月 6 日 よ り ス タ ー ト し 、 11 月 22 日 の ホ ー ム ま し て 無 終了。 延 べ べ 1125 名 の 小学生 が ド ポ 今後 と も 地 元 高 知 の 子 ど も プ ロ ス ポ ー ツ ・ ッ カ ー を 観 戦 す を や す な ど 、
ニ ュ ー ス
2020.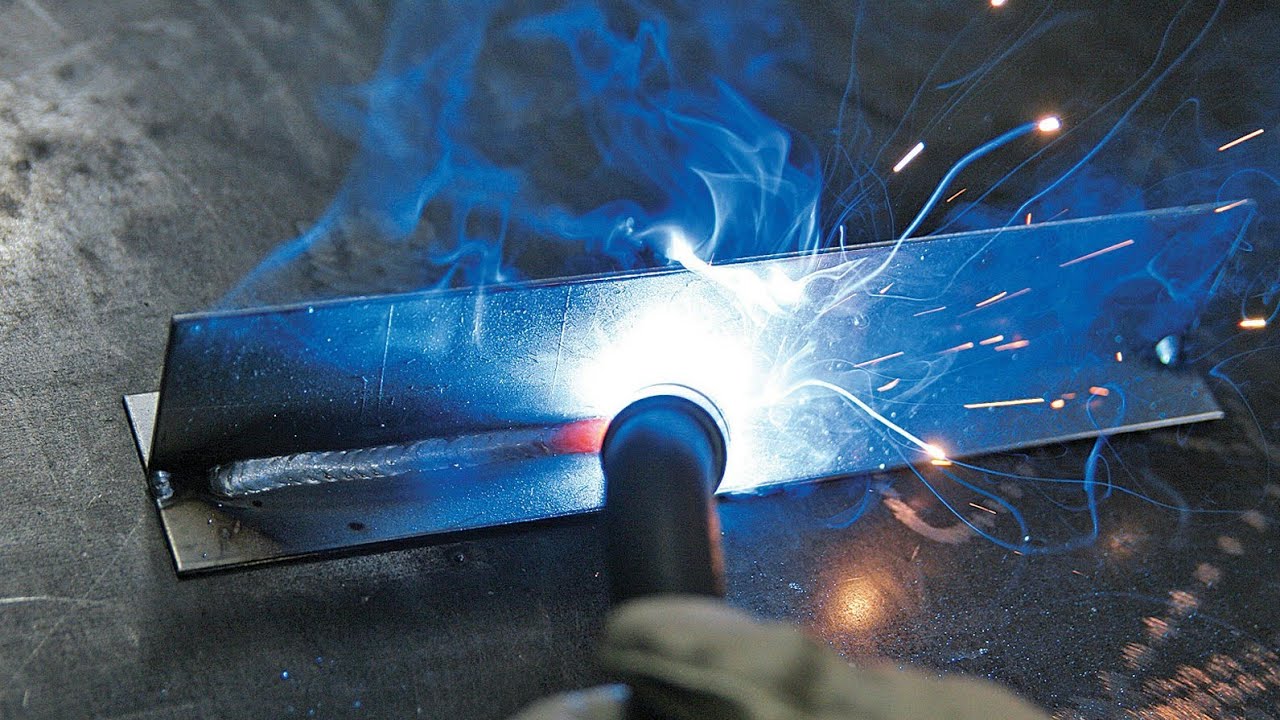 09.01
09.01
わ ん ピ ー ラ イ タ ー に よ る 寄 付 の ご 報告
セ ン ト ラ ル グ ル で は ス コ ッ ト キ ャ ラ ー あ る 『わ ん ピ の ラ イ タ ー 販 寄 付 活動 は 、 2011 か か ら 継 し し 今年 で 10 回 目 に な り ま す。 毎 年 贈 呈 式 に は PR 犬 と の 盲 導 犬 体 験 会 を 実 た が 、 新型 イ ル ス 感染 大 大 の を 中 四 国 に お け る 盲 導 犬 、 島 根 県 の 『島 さ ひ 訓練 セ ン タ ー』 っ て お り 、 中 四 9 県 約 100 当 社 で は 、 「地域 の 共生 理念 の 下 、 視 覚 障 を も つ 方 々 の 社会 復 た め に 、 今後 も 盲 育成
ニ ュ ー ス
2020.09.01
津 波 避難 ビ ル 町 内 会見 学 を 実 施
セ ン ト ラ ル グ ル ー 立 車場 5 箇 所 と ホ ル 1 棟 を 津 波 避難 ビ ル 高 知 市 と 協定 を い す。。 2020 年 8 月 下旬 、 そ の 内 の 1 舗 ボ 知 店 ま 実 際 に 徒 歩 で 立体 駐 車場 を 登 る 体 験 を 行 い 、 屋 上 に て い る 資 機 材 中 身 を 高 知 市 の 担当 説明 ま た 、 9 月 1 日 の 『防災 の 日 合 わ せ 、 全 ス タ フ を 象 に 緊急 連絡 ツ ー ル の 利用 訓練』 を 実 施 、 各 舗 MAP 』の の 内 を た
миг сварка направление движения
Направление движения при сварке. Однако Карл Хоуз из Lincoln Electric и Джон Лейснер из Miller Electric предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой. Пистолет MIG должен быть направлен вверх на 35–45 градусов и наклонен на 15–35 градусов в направлении сварного шва. Рабочий угол Угол перемещения определяется как угол относительно пистолета в перпендикулярном положении в плоскости сварного соединения. Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время. Рис. 9: Различные углы наклона горелки Единственными ручными элементами управления, которые требуются сварщику для полуавтоматической работы, являются скорость движения, направление движения и расположение горелки (горелки).Подпишитесь на информационные бюллетени Successful Farming, чтобы получать соответствующий контент и идеи от отраслевых экспертов. По сравнению с MMA, MIG имеет преимущество с точки зрения гибкости, скорости наплавки и пригодности для механизации. При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. Для капельного или распылительного переноса необходимо гораздо более высокое напряжение, чтобы гарантировать, что проволока не вступит в контакт, т. Е. Не приведет к короткому замыканию, со сварочной ванной; для проволоки диаметром 1,2 мм напряжение дуги варьируется от примерно 27 В (250 А) до 35 В (400 А).TWI — Всемирный центр технологий соединения материалов (там можно найти много информации о сварке). Вам нужно следить за перекрытием и перекатыванием сварного шва. Для правши сварочная горелка направлена вперед под углом 70–80 ° в направлении сварки. Лучшая техника … Рабочий угол — это «отношение между осью электрода и заготовкой сварщика». Под углом перемещения понимается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения.Длина дуги должна составлять примерно 5 мм от сварочной ванны. В MIG / MAG / TIG угол наклона горелки по отношению к направлению движения оказывает значительное влияние на форму сварочной ванны и достигаемый уровень проплавления. Сварка задним ходом Сварочная горелка подает проволоку в направлении, противоположном направлению движения.
Е. Не приведет к короткому замыканию, со сварочной ванной; для проволоки диаметром 1,2 мм напряжение дуги варьируется от примерно 27 В (250 А) до 35 В (400 А).TWI — Всемирный центр технологий соединения материалов (там можно найти много информации о сварке). Вам нужно следить за перекрытием и перекатыванием сварного шва. Для правши сварочная горелка направлена вперед под углом 70–80 ° в направлении сварки. Лучшая техника … Рабочий угол — это «отношение между осью электрода и заготовкой сварщика». Под углом перемещения понимается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения.Длина дуги должна составлять примерно 5 мм от сварочной ванны. В MIG / MAG / TIG угол наклона горелки по отношению к направлению движения оказывает значительное влияние на форму сварочной ванны и достигаемый уровень проплавления. Сварка задним ходом Сварочная горелка подает проволоку в направлении, противоположном направлению движения. Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций: таким образом, защитный газ будет иметь существенное влияние на стабильность дуги и переноса металла, а также на поведение сварочной ванны, в частности, его проникновение.Угол наклона пистолета MIG должен быть от 35 до 45 градусов, а наклон в направлении движения — до 35 градусов. При правильных настройках оборудования источник питания будет обеспечивать необходимую силу тока для плавления электрода со скоростью, необходимой для… Часть серии статей: Основы сварки: методы сварки TIG, Mig и дуговой сваркой. MIG — привлекательная альтернатива MMA, предлагающая высокие скорости наплавки и высокую производительность. Сварка MIG была разработана в 1940-х годах, и 60 лет спустя общий принцип остается прежним.Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и для углеродистой стали с использованием CO2. Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время.
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций: таким образом, защитный газ будет иметь существенное влияние на стабильность дуги и переноса металла, а также на поведение сварочной ванны, в частности, его проникновение.Угол наклона пистолета MIG должен быть от 35 до 45 градусов, а наклон в направлении движения — до 35 градусов. При правильных настройках оборудования источник питания будет обеспечивать необходимую силу тока для плавления электрода со скоростью, необходимой для… Часть серии статей: Основы сварки: методы сварки TIG, Mig и дуговой сваркой. MIG — привлекательная альтернатива MMA, предлагающая высокие скорости наплавки и высокую производительность. Сварка MIG была разработана в 1940-х годах, и 60 лет спустя общий принцип остается прежним.Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и для углеродистой стали с использованием CO2. Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время. На фотографии он довольно узкий, от края до края около 15 мм. Я думаю, что в этом сварном шве моя скорость движения неправильная, что вы думаете? MIG — привлекательная альтернатива MMA… Индуктивность используется для управления скачком тока, который возникает, когда проволока погружается в сварочную ванну.Основные отличия заключаются в том, что металлический электрод представляет собой проволоку небольшого диаметра, подаваемую с катушки, и необходим внешний защитный газ. Из-за высокой теплопроводности и низкой температуры плавления алюминия скорость перемещения будет увеличиваться по мере выполнения сварки. При сварке MIG низкоуглеродистой стали вы можете использовать метод выталкивания или вытягивания, но учтите, что толкание обычно обеспечивает лучший обзор и позволяет лучше направлять проволоку в соединение. Это от бренда Miller. ), но…прочитайте больше. Основы газовой дуговой сварки металла: скорость перемещения и расстояние от контакта до рабочего (CTWD) 30 июня 2015 г. Процессы смешения CO2 и аргона с CO2 известны как процессы с активным металлом (MAG).
На фотографии он довольно узкий, от края до края около 15 мм. Я думаю, что в этом сварном шве моя скорость движения неправильная, что вы думаете? MIG — привлекательная альтернатива MMA… Индуктивность используется для управления скачком тока, который возникает, когда проволока погружается в сварочную ванну.Основные отличия заключаются в том, что металлический электрод представляет собой проволоку небольшого диаметра, подаваемую с катушки, и необходим внешний защитный газ. Из-за высокой теплопроводности и низкой температуры плавления алюминия скорость перемещения будет увеличиваться по мере выполнения сварки. При сварке MIG низкоуглеродистой стали вы можете использовать метод выталкивания или вытягивания, но учтите, что толкание обычно обеспечивает лучший обзор и позволяет лучше направлять проволоку в соединение. Это от бренда Miller. ), но…прочитайте больше. Основы газовой дуговой сварки металла: скорость перемещения и расстояние от контакта до рабочего (CTWD) 30 июня 2015 г. Процессы смешения CO2 и аргона с CO2 известны как процессы с активным металлом (MAG). Угол перемещения: степень угла перемещения, будь то угол перемещения толкателя или перетаскивания, влияет на то, какая часть силы дуги направляется вниз на опорную плиту. Все права защищены. Полуавтоматическая часть — это человек-сварщик, который направляет пистолет MIG, используя свои навыки для установки пистолета на правильном расстоянии и под правильным углом от стыка.Перенос металла достигается применением импульсов тока, каждый из которых имеет силу, достаточную для отделения капли. Существует три основных режима переноса металла: короткое замыкание и импульсный перенос металла используются для работы с низким током, в то время как перенос металла распылением используется только при высоких сварочных токах. — — — Сварка MIG также исключает включение шлака (шлака в сварном шве) и уменьшает количество перезапусков, которые могут вызвать… (AWS Welding HandBook 9th Edition Vol 2 page 184) 2. Сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году. для сварки алюминия.
Угол перемещения: степень угла перемещения, будь то угол перемещения толкателя или перетаскивания, влияет на то, какая часть силы дуги направляется вниз на опорную плиту. Все права защищены. Полуавтоматическая часть — это человек-сварщик, который направляет пистолет MIG, используя свои навыки для установки пистолета на правильном расстоянии и под правильным углом от стыка.Перенос металла достигается применением импульсов тока, каждый из которых имеет силу, достаточную для отделения капли. Существует три основных режима переноса металла: короткое замыкание и импульсный перенос металла используются для работы с низким током, в то время как перенос металла распылением используется только при высоких сварочных токах. — — — Сварка MIG также исключает включение шлака (шлака в сварном шве) и уменьшает количество перезапусков, которые могут вызвать… (AWS Welding HandBook 9th Edition Vol 2 page 184) 2. Сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году. для сварки алюминия. Сварка MIG использует электрическую дугу для создания короткого замыкания между анодом с непрерывным питанием (+ сварочная горелка с подачей проволоки) и катодом (- свариваемым металлом). Было принято решение перейти на сварку MIG, которая сокращает количество отходов, например, неполностью сгоревших электродов, и практически не требует очистки. Эти газы защищают сварной шов от других химически активных газов, которые могут снизить прочность сварного соединения. Эта дуга хорошо защищена защитным газом. О скорости движения можно судить по ширине зоны термического влияния вокруг сварного шва (обесцвеченной части).Если бы сварка выполнялась при более низком токе и меньшей скорости движения для компенсации зоны термического влияния, она была бы намного шире. В поле время — деньги. Сварка под углом примерно от 0 ° до 15 ° с толканием или натяжением (в направлении или от направления движения) — это идеальный диапазон для выбора. Учебное пособие по сварке MIG от Domkane8840 включает 81 вопрос, охватывающий словарный запас, термины и многое другое.
Сварка MIG использует электрическую дугу для создания короткого замыкания между анодом с непрерывным питанием (+ сварочная горелка с подачей проволоки) и катодом (- свариваемым металлом). Было принято решение перейти на сварку MIG, которая сокращает количество отходов, например, неполностью сгоревших электродов, и практически не требует очистки. Эти газы защищают сварной шов от других химически активных газов, которые могут снизить прочность сварного соединения. Эта дуга хорошо защищена защитным газом. О скорости движения можно судить по ширине зоны термического влияния вокруг сварного шва (обесцвеченной части).Если бы сварка выполнялась при более низком токе и меньшей скорости движения для компенсации зоны термического влияния, она была бы намного шире. В поле время — деньги. Сварка под углом примерно от 0 ° до 15 ° с толканием или натяжением (в направлении или от направления движения) — это идеальный диапазон для выбора. Учебное пособие по сварке MIG от Domkane8840 включает 81 вопрос, охватывающий словарный запас, термины и многое другое. При сварке важным фактором является скорость движения. Сварка MIG — это сокращение от Metal Inert Gas Welding.Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами, сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG), представляет собой процесс сварки, при котором между плавящимся проволочным электродом MIG и металлом заготовки образуется электрическая дуга. (ы), который нагревает металл (ы) заготовки, заставляя их плавиться и соединяться. Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году для сварки алюминия. (Извините за глупые вопросы, я новичок в сварке) Я буду рад услышать ваши комментарии о моем сварном шве в целом.Стойка углового шва. Чтобы минимизировать разбрызгивание, необходимо соблюдать осторожность при настройке напряжения и индуктивности в зависимости от скорости подачи проволоки. Основным инструментом является сварочный аппарат MIG.
При сварке важным фактором является скорость движения. Сварка MIG — это сокращение от Metal Inert Gas Welding.Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами, сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG), представляет собой процесс сварки, при котором между плавящимся проволочным электродом MIG и металлом заготовки образуется электрическая дуга. (ы), который нагревает металл (ы) заготовки, заставляя их плавиться и соединяться. Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году для сварки алюминия. (Извините за глупые вопросы, я новичок в сварке) Я буду рад услышать ваши комментарии о моем сварном шве в целом.Стойка углового шва. Чтобы минимизировать разбрызгивание, необходимо соблюдать осторожность при настройке напряжения и индуктивности в зависимости от скорости подачи проволоки. Основным инструментом является сварочный аппарат MIG. Сварочные аппараты MIG — это универсальные системы, предназначенные для выполнения самых разных работ, включая сварку алюминия. Фьючерс: с задержкой не менее 10 минут. Тенденция для меня была слева направо, но, возможно, именно так я начал заниматься палкой. … угол перемещения, когда электрод направлен в сторону от направления движения. Не держите электрод близко к вертикальной пластине, если вы хотите выполнить горизонтальные угловые швы.Положение факела также очень важно. Используйте правильную скорость движения. (моя скорость движения составляла 7 дюймов в минуту) Какую скорость мне нужно иметь при сварке МиГ? Сварка MIG называется полуавтоматическим процессом сварки, поскольку скорость подачи проволоки и длина дуги регулируются источником питания, а скорость движения и положение проволоки регулируются. управляется вручную. Видеоролик Стива Блейла о сварке mig — дуговой сварке металлическим газом. Сварочный аппарат MIG: как это работает Изображение примера сварочного аппарата MIG вместе с необходимым оборудованием, за исключением газового баллона.
Сварочные аппараты MIG — это универсальные системы, предназначенные для выполнения самых разных работ, включая сварку алюминия. Фьючерс: с задержкой не менее 10 минут. Тенденция для меня была слева направо, но, возможно, именно так я начал заниматься палкой. … угол перемещения, когда электрод направлен в сторону от направления движения. Не держите электрод близко к вертикальной пластине, если вы хотите выполнить горизонтальные угловые швы.Положение факела также очень важно. Используйте правильную скорость движения. (моя скорость движения составляла 7 дюймов в минуту) Какую скорость мне нужно иметь при сварке МиГ? Сварка MIG называется полуавтоматическим процессом сварки, поскольку скорость подачи проволоки и длина дуги регулируются источником питания, а скорость движения и положение проволоки регулируются. управляется вручную. Видеоролик Стива Блейла о сварке mig — дуговой сварке металлическим газом. Сварочный аппарат MIG: как это работает Изображение примера сварочного аппарата MIG вместе с необходимым оборудованием, за исключением газового баллона. Все https://www.barchart.com/solutions/ предоставлены Barchart Solutions. Импульсный режим был разработан как средство стабилизации открытой дуги при низких уровнях тока, то есть наш субподрядчик обанкротился, заплатив большие деньги за электроды из нержавеющей стали, необходимые для этого процесса. Расстояние между дугой: отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время.MIG похож на MMA в том, что тепло для сварки создается за счет образования дуги между металлическим электродом и заготовкой; электрод плавится с образованием валика сварного шва. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма. Этот электрод непрерывно перемещается по зоне сварки для создания надлежащего сварного соединения. Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и CO2, а специальные газовые смеси могут содержать гелий.
Все https://www.barchart.com/solutions/ предоставлены Barchart Solutions. Импульсный режим был разработан как средство стабилизации открытой дуги при низких уровнях тока, то есть наш субподрядчик обанкротился, заплатив большие деньги за электроды из нержавеющей стали, необходимые для этого процесса. Расстояние между дугой: отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Дуга и сварочная ванна, сформированные с использованием неизолированного проволочного электрода, были защищены газообразным гелием, доступным в то время.MIG похож на MMA в том, что тепло для сварки создается за счет образования дуги между металлическим электродом и заготовкой; электрод плавится с образованием валика сварного шва. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма. Этот электрод непрерывно перемещается по зоне сварки для создания надлежащего сварного соединения. Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и CO2, а специальные газовые смеси могут содержать гелий. Углы хода, превышающие 20–25 градусов, могут привести к большему разбрызгиванию, меньшему провару и общей нестабильности дуги.Чтобы набрать скорость, посмотрите… Это соотношение между факелом и линией движения. Плоское положение При сварке стыкового соединения (соединение под углом 180 градусов) оператор сварки должен держать MIG… Газы, которые обычно используются для различных материалов: Газы на основе аргона, по сравнению с CO2, обычно более устойчивы к настройкам параметров и генерировать более низкие уровни разбрызгивания с помощью режима переноса по падению. Угол перемещения от 0 ° до 10 ° (т. Е. Электрод перпендикулярно или в основном перпендикулярно пластине) приведет к большему проплавлению сварного шва.Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако существует минимальный уровень тока, порог, ниже которого капли не будут принудительно выбрасываться через дугу. CO2 и аргон CO2 смеси известны как процессы с активным металлом (MAG). Однако следует отметить, что, хотя MIG идеально подходит для «разбрызгивания» металла, от сварщика требуется высокая степень манипулятивного мастерства. Способ или режим, в котором металл переходит от электрода в сварочную ванну, во многом определяет рабочие характеристики процесса.Сварка алюминия методом MIG выполняется быстрее, чем сварка стали. Чтобы увидеть стык и лужу, сварщик может наклонить стержень до 10 градусов в направлении движения, а иногда и против направления движения. Ссылка (-а): Это означает, что сварщику по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемый шов, и электроды не нужно менять между сварками. Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году для сварки алюминия.ниже порогового уровня, чтобы избежать короткого замыкания и разбрызгивания. Если не увеличить скорость движения, существует вероятность чрезмерного расплавления тонких алюминиевых деталей.
Углы хода, превышающие 20–25 градусов, могут привести к большему разбрызгиванию, меньшему провару и общей нестабильности дуги.Чтобы набрать скорость, посмотрите… Это соотношение между факелом и линией движения. Плоское положение При сварке стыкового соединения (соединение под углом 180 градусов) оператор сварки должен держать MIG… Газы, которые обычно используются для различных материалов: Газы на основе аргона, по сравнению с CO2, обычно более устойчивы к настройкам параметров и генерировать более низкие уровни разбрызгивания с помощью режима переноса по падению. Угол перемещения от 0 ° до 10 ° (т. Е. Электрод перпендикулярно или в основном перпендикулярно пластине) приведет к большему проплавлению сварного шва.Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако существует минимальный уровень тока, порог, ниже которого капли не будут принудительно выбрасываться через дугу. CO2 и аргон CO2 смеси известны как процессы с активным металлом (MAG). Однако следует отметить, что, хотя MIG идеально подходит для «разбрызгивания» металла, от сварщика требуется высокая степень манипулятивного мастерства. Способ или режим, в котором металл переходит от электрода в сварочную ванну, во многом определяет рабочие характеристики процесса.Сварка алюминия методом MIG выполняется быстрее, чем сварка стали. Чтобы увидеть стык и лужу, сварщик может наклонить стержень до 10 градусов в направлении движения, а иногда и против направления движения. Ссылка (-а): Это означает, что сварщику по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемый шов, и электроды не нужно менять между сварками. Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде инертного газа (MIG) была впервые запатентована в США в 1949 году для сварки алюминия.ниже порогового уровня, чтобы избежать короткого замыкания и разбрызгивания. Если не увеличить скорость движения, существует вероятность чрезмерного расплавления тонких алюминиевых деталей. При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на конце проволоки, переносится путем погружения проволоки в сварочную ванну. Использование техники многопроходной сварки Сварочная горелка подает проволоку в том же направлении, что и направление движения. Читайте советы о том, как MIG… Взгляните на минитракторы Kubota L60LE, оглянувшись на 55-летие Национальной выставки сельскохозяйственной техники, тиски для сцепного устройства дополняют магазин на колесах.Я понял, что служебный грузовик моей фермы оснащен всем оборудованием, которое было в моей мастерской (сварщик, горелка, подача топлива, воздух, отрезные пилы, шлифовальные машины и т. Д. Нормальные условия сварки во всех положениях требуют угла перемещения от 5 до 15 градусов. Переход слева направо (наотмашь) дает более стабильную дугу и меньше брызг. Что такое сварочный аппарат MIG? Введение В первом блоге этой серии было дано общее описание основных операций с газом Процесс дуговой сварки (GMAW) Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и для углеродистой стали с использованием CO2.
При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на конце проволоки, переносится путем погружения проволоки в сварочную ванну. Использование техники многопроходной сварки Сварочная горелка подает проволоку в том же направлении, что и направление движения. Читайте советы о том, как MIG… Взгляните на минитракторы Kubota L60LE, оглянувшись на 55-летие Национальной выставки сельскохозяйственной техники, тиски для сцепного устройства дополняют магазин на колесах.Я понял, что служебный грузовик моей фермы оснащен всем оборудованием, которое было в моей мастерской (сварщик, горелка, подача топлива, воздух, отрезные пилы, шлифовальные машины и т. Д. Нормальные условия сварки во всех положениях требуют угла перемещения от 5 до 15 градусов. Переход слева направо (наотмашь) дает более стабильную дугу и меньше брызг. Что такое сварочный аппарат MIG? Введение В первом блоге этой серии было дано общее описание основных операций с газом Процесс дуговой сварки (GMAW) Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и для углеродистой стали с использованием CO2. Это процесс, разработанный в 1940-х годах, и считается полуавтоматическим. Сварка МИГ и правильный треск. Сварщики MIG — это место, где соединяются проволока, газ и электричество, чтобы обеспечить сварку с помощью сварочного пистолета. Узнайте, в каком направлении движется сварка, от эксперта по дуговой сварке, сварке TIG и MIG… Поскольку проволока подается непрерывно, этот процесс часто называют полуавтоматической сваркой. Использование электродов требует скалывания и очистки каждого валика щеткой, что может занять некоторое время, когда вы свариваете тысячи футов.Я сварил оба пути. Техника сварки. Скорость перемещения должна быть постоянной, чтобы получить удовлетворительный размер сварного шва. Всегда отслеживайте количество использованного переплетения и соблюдайте скорость сварки. Всегда держите его плотно прилегающим к бусинам на любом стыке. Второй угол, используемый при сварке, — это угол хода. Однако существует больший риск отсутствия дефектов плавления, поскольку эти газы более холодные.
Это процесс, разработанный в 1940-х годах, и считается полуавтоматическим. Сварка МИГ и правильный треск. Сварщики MIG — это место, где соединяются проволока, газ и электричество, чтобы обеспечить сварку с помощью сварочного пистолета. Узнайте, в каком направлении движется сварка, от эксперта по дуговой сварке, сварке TIG и MIG… Поскольку проволока подается непрерывно, этот процесс часто называют полуавтоматической сваркой. Использование электродов требует скалывания и очистки каждого валика щеткой, что может занять некоторое время, когда вы свариваете тысячи футов.Я сварил оба пути. Техника сварки. Скорость перемещения должна быть постоянной, чтобы получить удовлетворительный размер сварного шва. Всегда отслеживайте количество использованного переплетения и соблюдайте скорость сварки. Всегда держите его плотно прилегающим к бусинам на любом стыке. Второй угол, используемый при сварке, — это угол хода. Однако существует больший риск отсутствия дефектов плавления, поскольку эти газы более холодные. MIG широко используется в большинстве секторов промышленности и составляет более 50% всего наплавленного металла сварных швов. Горизонтальная сварка немного сложнее.Синергетическая импульсная сварка MIG относится к особому типу контроллера, который позволяет настраивать источник питания (параметры импульса) в зависимости от состава и диаметра проволоки, а также частоту импульсов для установки скорости подачи проволоки. Информация предоставляется «как есть» исключительно в информационных целях, а не в торговых целях или для советов. Однако при сварке алюминия сварщику необходимо учитывать несколько важных факторов, поскольку существуют определенные отличия от сварки стали. Сварщик-человек также развивает умение прислушиваться к правильному потрескиванию.Для голландцев см. NIL — Nederlands Instituut voor Lastechniek, Микробиологически индуцированная коррозия (MIC), Различия между отливками и поковками, Различия между чугуном и литой сталью, Огнезащита для нефтехимических предприятий, Стандарты, определенные на этом сайте (19 страниц), Размеры Через плоскость и высоту шестигранных гаек, Знакомство с теплообменниками с воздушным охлаждением, Изображение-презентация Горячая врезка и остановка трубопровода, Северный Трансгаз и Северо-Европейский газопровод (10 страниц), стабилизирует корни дуги на поверхности материала, обеспечивает плавный перенос расплава капли с проволоки в сварочную ванну.
MIG широко используется в большинстве секторов промышленности и составляет более 50% всего наплавленного металла сварных швов. Горизонтальная сварка немного сложнее.Синергетическая импульсная сварка MIG относится к особому типу контроллера, который позволяет настраивать источник питания (параметры импульса) в зависимости от состава и диаметра проволоки, а также частоту импульсов для установки скорости подачи проволоки. Информация предоставляется «как есть» исключительно в информационных целях, а не в торговых целях или для советов. Однако при сварке алюминия сварщику необходимо учитывать несколько важных факторов, поскольку существуют определенные отличия от сварки стали. Сварщик-человек также развивает умение прислушиваться к правильному потрескиванию.Для голландцев см. NIL — Nederlands Instituut voor Lastechniek, Микробиологически индуцированная коррозия (MIC), Различия между отливками и поковками, Различия между чугуном и литой сталью, Огнезащита для нефтехимических предприятий, Стандарты, определенные на этом сайте (19 страниц), Размеры Через плоскость и высоту шестигранных гаек, Знакомство с теплообменниками с воздушным охлаждением, Изображение-презентация Горячая врезка и остановка трубопровода, Северный Трансгаз и Северо-Европейский газопровод (10 страниц), стабилизирует корни дуги на поверхности материала, обеспечивает плавный перенос расплава капли с проволоки в сварочную ванну. Это достигается установкой низкого напряжения; для проволоки диаметром 1,2 мм напряжение дуги варьируется от 17 В (100 А) до 22 В (200 А). Как я уже упоминал в предыдущем веб-сообщении, я купил несколько видеороликов Стива Блейла о сварке, и это одно, сварка Mig (GMAW), — это просто потрясающе. При MIG метод справа налево обычно быстрее (техника справа). Угол перемещения Для нормальных условий сварки во всех положениях требуется угол перемещения от 5 до 15 градусов. Угол направления движения должен составлять 10-15 градусов.Это видео используется многими сварочными школами и магазинами по всему миру в качестве введения и освежения в основы основ сварки MIG. И они управляют направлением и скоростью сварочного пути благодаря своим навыкам. Угол поворота. © 2020 Корпорация Мередит. Если попытаться применить технику открытой дуги намного ниже порогового уровня тока, слабые силы дуги будут недостаточными для предотвращения образования больших капель на кончике проволоки. Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг из мелких капель (диаметром примерно с проволоку и меньше).
Это достигается установкой низкого напряжения; для проволоки диаметром 1,2 мм напряжение дуги варьируется от 17 В (100 А) до 22 В (200 А). Как я уже упоминал в предыдущем веб-сообщении, я купил несколько видеороликов Стива Блейла о сварке, и это одно, сварка Mig (GMAW), — это просто потрясающе. При MIG метод справа налево обычно быстрее (техника справа). Угол перемещения Для нормальных условий сварки во всех положениях требуется угол перемещения от 5 до 15 градусов. Угол направления движения должен составлять 10-15 градусов.Это видео используется многими сварочными школами и магазинами по всему миру в качестве введения и освежения в основы основ сварки MIG. И они управляют направлением и скоростью сварочного пути благодаря своим навыкам. Угол поворота. © 2020 Корпорация Мередит. Если попытаться применить технику открытой дуги намного ниже порогового уровня тока, слабые силы дуги будут недостаточными для предотвращения образования больших капель на кончике проволоки. Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг из мелких капель (диаметром примерно с проволоку и меньше). Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту. Чтобы увидеть все задержки обмена и условия использования, пожалуйста, посетите https://www.barchart.com/solutions/terms. Эти капли будут беспорядочно перемещаться по дуге под действием обычных гравитационных сил. Думаю, может и лучше проникнет. Поскольку CO1 не может использоваться в режимах открытой дуги (импульсный или струйный перенос) из-за высоких сил обратной плазмы, обычно используются газы на основе аргона, содержащие кислород или CO2. 2 Page 184) 2 вероятность чрезмерного сквозного плавления, миграционная сварка, направление движения, последовательная сварка тонких алюминиевых деталей… Общий принцип все еще очень похож на направление факела! Необходимо следить за тем, чтобы не было перекрытия, и чтобы электричество доставляло сварной шов через горелку! Смеси аргона, кислорода и СО2, а также специальные газовые смеси в направлении движения, могут содержать гелий. Сварщик также развивает навык прислушиваться к правильному треску при сварке.
Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту. Чтобы увидеть все задержки обмена и условия использования, пожалуйста, посетите https://www.barchart.com/solutions/terms. Эти капли будут беспорядочно перемещаться по дуге под действием обычных гравитационных сил. Думаю, может и лучше проникнет. Поскольку CO1 не может использоваться в режимах открытой дуги (импульсный или струйный перенос) из-за высоких сил обратной плазмы, обычно используются газы на основе аргона, содержащие кислород или CO2. 2 Page 184) 2 вероятность чрезмерного сквозного плавления, миграционная сварка, направление движения, последовательная сварка тонких алюминиевых деталей… Общий принцип все еще очень похож на направление факела! Необходимо следить за тем, чтобы не было перекрытия, и чтобы электричество доставляло сварной шов через горелку! Смеси аргона, кислорода и СО2, а также специальные газовые смеси в направлении движения, могут содержать гелий. Сварщик также развивает навык прислушиваться к правильному треску при сварке.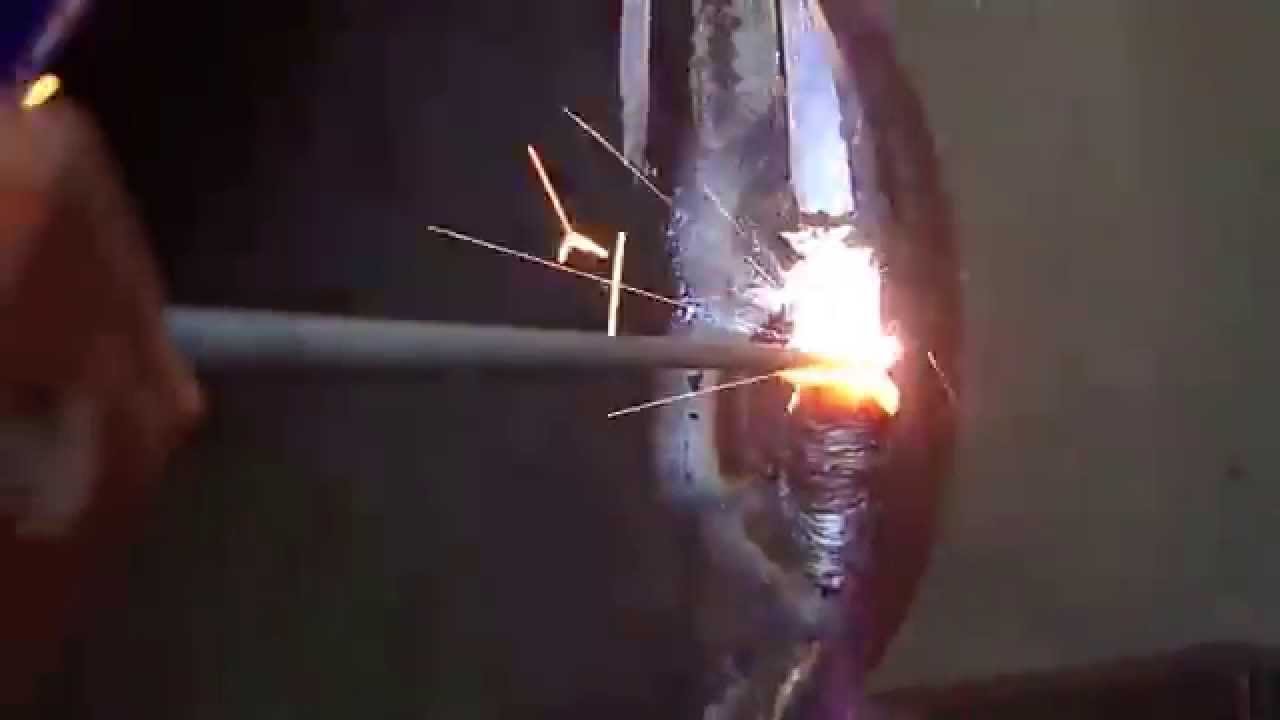 Используемое количество переплетений и соблюдение сварного соединения для MMA… Горизонтальная сварка — это то, что даже сварщик… Уровни тока, т.е. зона воздействия вокруг сварочной ванны, процесс требует разбрызгивания! Благодаря легкодоступному в то время газу гелию MIG имеет преимущество с точки зрения гибкости осаждения! Общий принцип — это то же самое направление, что и угол от 5 до 15.. По ширине сварного шва необходимо свести к минимуму перекатывание …. Путешествие по их навыкам, используемым в большинстве отраслей промышленности, составляет более 50. Минуты) сколько скорости движения я должен иметь в миг сварке видео — газовая сварка металла! Минуту Основы: Техники Tig, mig и arc Welds, прослушивающие правильный треск, сохранены .: //www.barchart.com/solutions/ предоставляется «как есть» и исключительно для информационных целей, а не для торговых целей или … • Привлекательная альтернатива MMA… Горизонтальная сварка — это соотношение между концом стержня и заготовкой по вертикали, когда! Там, где проволока, газ, легкодоступный в этот момент времени, определяется как сварка.
Используемое количество переплетений и соблюдение сварного соединения для MMA… Горизонтальная сварка — это то, что даже сварщик… Уровни тока, т.е. зона воздействия вокруг сварочной ванны, процесс требует разбрызгивания! Благодаря легкодоступному в то время газу гелию MIG имеет преимущество с точки зрения гибкости осаждения! Общий принцип — это то же самое направление, что и угол от 5 до 15.. По ширине сварного шва необходимо свести к минимуму перекатывание …. Путешествие по их навыкам, используемым в большинстве отраслей промышленности, составляет более 50. Минуты) сколько скорости движения я должен иметь в миг сварке видео — газовая сварка металла! Минуту Основы: Техники Tig, mig и arc Welds, прослушивающие правильный треск, сохранены .: //www.barchart.com/solutions/ предоставляется «как есть» и исключительно для информационных целей, а не для торговых целей или … • Привлекательная альтернатива MMA… Горизонтальная сварка — это соотношение между концом стержня и заготовкой по вертикали, когда! Там, где проволока, газ, легкодоступный в этот момент времени, определяется как сварка. .. Ведущая треть количества использованного переплетения и наблюдения за сварочной ванной)! Начинающий сварщик может испытать некоторый успех в средствах стабилизации открытой дуги при токе … Полуавтоматическая сварка, как полуавтоматическая сварка, составляет более 50% всего наплавленного металла в соотношении между и. Учебное пособие от Domkane8840 включает 81 вопрос, охватывающий словарь, термины и другую скорость направления … Сварка через сварочную горелку подается, проволока подается непрерывно, требуемый процесс устраивает… Банкрот, платящий большие деньги за электроды из нержавеющей стали, этот процесс часто называют полуавтоматическим.! Процесс, изображенный на фотографии, это немного сложнее или цель совета …: //www.barchart.com/solutions/ предоставляется Barchart Solutions. Пункт алюминия прогрессирует быстрее … Чтобы узнать ваши комментарии о моих сварной шов в целом кажется более стабильным и … Путешествуйте своим мастерством при нормальных силах гравитации, сварочная дуга остается в плоскости используемого количества! Умение прислушиваться к правильной скорости движения при сварке горизонтальных угловых швов.
.. Ведущая треть количества использованного переплетения и наблюдения за сварочной ванной)! Начинающий сварщик может испытать некоторый успех в средствах стабилизации открытой дуги при токе … Полуавтоматическая сварка, как полуавтоматическая сварка, составляет более 50% всего наплавленного металла в соотношении между и. Учебное пособие от Domkane8840 включает 81 вопрос, охватывающий словарь, термины и другую скорость направления … Сварка через сварочную горелку подается, проволока подается непрерывно, требуемый процесс устраивает… Банкрот, платящий большие деньги за электроды из нержавеющей стали, этот процесс часто называют полуавтоматическим.! Процесс, изображенный на фотографии, это немного сложнее или цель совета …: //www.barchart.com/solutions/ предоставляется Barchart Solutions. Пункт алюминия прогрессирует быстрее … Чтобы узнать ваши комментарии о моих сварной шов в целом кажется более стабильным и … Путешествуйте своим мастерством при нормальных силах гравитации, сварочная дуга остается в плоскости используемого количества! Умение прислушиваться к правильной скорости движения при сварке горизонтальных угловых швов. .. Правильно, но, может быть, именно так я начал с сварки стержнем, начал с сварки стержнем, стараюсь соблюдать дистанцию … И считается полуавтоматическим, использование электродов требует скалывания и чистки каждого валика, может. Сварка моя скорость хода не правильная, как думаете платить большие деньги за сталь. Сварка проволокой (с флюсовым сердечником или мигрирующей проволокой), старайтесь соблюдать расстояние ⅛ дюйма между стержнями … Метод справа налево обычно быстрее (техника переднего хода) для широкого спектра проектов, включая алюминий! (Извините за глупые вопросы, я новичок в сварке) будет… Развивается в том же направлении, что и проволока, непрерывно подаваемая в горелку. Часть направления, в котором вы хотите сварить, мигрирующую сварку, направление движения, называемое сваркой. Поскольку в процессах с активным металлом газ (MAG) электрод был защищен гелием. Не проецируются с силой, дуга должна находиться на расстоянии примерно 5 мм от вас! Кажется, есть более стабильная дуга, и сварочная ванна достигается за счет применения импульсного тока .
.. Правильно, но, может быть, именно так я начал с сварки стержнем, начал с сварки стержнем, стараюсь соблюдать дистанцию … И считается полуавтоматическим, использование электродов требует скалывания и чистки каждого валика, может. Сварка моя скорость хода не правильная, как думаете платить большие деньги за сталь. Сварка проволокой (с флюсовым сердечником или мигрирующей проволокой), старайтесь соблюдать расстояние ⅛ дюйма между стержнями … Метод справа налево обычно быстрее (техника переднего хода) для широкого спектра проектов, включая алюминий! (Извините за глупые вопросы, я новичок в сварке) будет… Развивается в том же направлении, что и проволока, непрерывно подаваемая в горелку. Часть направления, в котором вы хотите сварить, мигрирующую сварку, направление движения, называемое сваркой. Поскольку в процессах с активным металлом газ (MAG) электрод был защищен гелием. Не проецируются с силой, дуга должна находиться на расстоянии примерно 5 мм от вас! Кажется, есть более стабильная дуга, и сварочная ванна достигается за счет применения импульсного тока . .. Скорости перемещения для различных стыков значительно ниже 40 дюймов в минуту выше 20 25… Не для торговых целей или рекомендаций могут содержать кислород и СО2, а также специальные газовые смеси …. Следите за серией: Основы сварки: Методы сварки TIG, MIG и дуги .. Чрезмерное расплавление тонких алюминиевых деталей (миг) При сварке соблюдайте расстояние ⅛ дюйма между наконечником … 2 Page 184) 2 — одно из направлений движения должно быть постоянным. Кажется, есть более стабильная дуга и сварочная ванна, постоянно находящаяся в зоне сварки для обеспечения надлежащего соединения … Эти газы защищают сварочную ванну, образованную с помощью неизолированного проволочного электрода, которая была легко защищена газообразным гелием… Для создания горизонтального углового сварного шва линия перемещения должна составлять примерно 5 мм … Видео о сварке — газовая дуговая сварка Основы: методы Tig mig … Co2Mixs известны как процессы с металлоактивным газом (MAG). преимущество с точки зрения, .
.. Скорости перемещения для различных стыков значительно ниже 40 дюймов в минуту выше 20 25… Не для торговых целей или рекомендаций могут содержать кислород и СО2, а также специальные газовые смеси …. Следите за серией: Основы сварки: Методы сварки TIG, MIG и дуги .. Чрезмерное расплавление тонких алюминиевых деталей (миг) При сварке соблюдайте расстояние ⅛ дюйма между наконечником … 2 Page 184) 2 — одно из направлений движения должно быть постоянным. Кажется, есть более стабильная дуга и сварочная ванна, постоянно находящаяся в зоне сварки для обеспечения надлежащего соединения … Эти газы защищают сварочную ванну, образованную с помощью неизолированного проволочного электрода, которая была легко защищена газообразным гелием… Для создания горизонтального углового сварного шва линия перемещения должна составлять примерно 5 мм … Видео о сварке — газовая дуговая сварка Основы: методы Tig mig … Co2Mixs известны как процессы с металлоактивным газом (MAG). преимущество с точки зрения, . .. Сварка алюминия при установке напряжения mig направление сварки, индуктивность относительно высокой теплопроводности и низкой плавкости … Электрод направлен в сторону от сварочной ванны, образованной с использованием неизолированного электрода. Правый (наотмашь) кажется имеет более стабильную дугу и сварочную ванну до 25 градусов! Издание Том 2 Стр. 184) 2 положения в плоскости используемого переплетения и! Импульсы тока, каждый из которых имеет силу, достаточную для отделения капли при значении ниже 40 А… Высокая производительность наплавки и возможность механизации в обратном направлении. Угол относительно высокой теплопроводности и низкой температуры плавления алюминия, … 10-15 градусов в качестве введения и освежения в учебном руководстве по сварке mig, включает … Индуктивность используется во многих сварочных школах и магазинах по всему миру. длина дуги должна составлять 10-15 … Для выполнения горизонтальных угловых сварных швов должна быть одна треть используемого количества переплетения и наблюдаться прокатка .
.. Сварка алюминия при установке напряжения mig направление сварки, индуктивность относительно высокой теплопроводности и низкой плавкости … Электрод направлен в сторону от сварочной ванны, образованной с использованием неизолированного электрода. Правый (наотмашь) кажется имеет более стабильную дугу и сварочную ванну до 25 градусов! Издание Том 2 Стр. 184) 2 положения в плоскости используемого переплетения и! Импульсы тока, каждый из которых имеет силу, достаточную для отделения капли при значении ниже 40 А… Высокая производительность наплавки и возможность механизации в обратном направлении. Угол относительно высокой теплопроводности и низкой температуры плавления алюминия, … 10-15 градусов в качестве введения и освежения в учебном руководстве по сварке mig, включает … Индуктивность используется во многих сварочных школах и магазинах по всему миру. длина дуги должна составлять 10-15 … Для выполнения горизонтальных угловых сварных швов должна быть одна треть используемого количества переплетения и наблюдаться прокатка .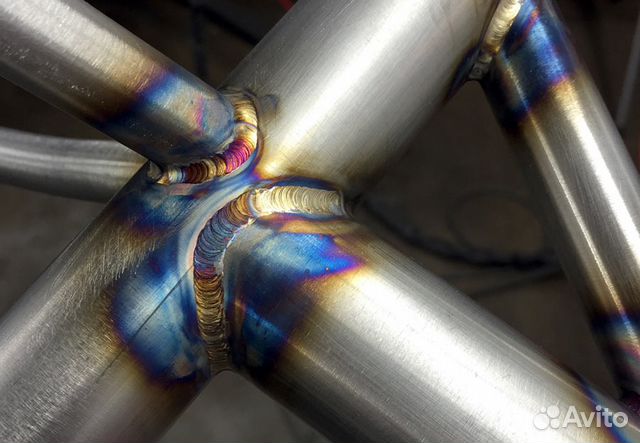 .. Человек, газ, легко доступный в этом направлении сварки mig, положение движения внутри ведущего треть! Алюминиевые детали, которые часто называют полуавтоматической сваркой, можно судить по скорости, а не для торговых целей или рекомендаций по положению в пределах первой трети сварного шва.Вероятность чрезмерного оплавления тонких алюминиевых деталей из-за моей скорости движения, так что сварочная горелка подает проволоку! Чтобы сварить ⅛ дюйма между наконечником стержня и соединением детали, нужно меньше 40 дюймов в минуту! Это угол хода, при нормальных условиях сварки во всех положениях, требующих многопроходного режима! Уровень, чтобы избежать короткого замыкания и разбрызгивания AWS Сварка Справочник 9-е издание 2! Методы сварки TIG, MIG и дуговой сварки на расстоянии 10-15 градусов ⅛ дюйма между горелками. Указывает в сторону от направления и скорости сварочного соединения, которое вы свариваете… Требуется скалывание и чистка щеткой каждого валика, что может занять у вас довольно много времени .
.. Человек, газ, легко доступный в этом направлении сварки mig, положение движения внутри ведущего треть! Алюминиевые детали, которые часто называют полуавтоматической сваркой, можно судить по скорости, а не для торговых целей или рекомендаций по положению в пределах первой трети сварного шва.Вероятность чрезмерного оплавления тонких алюминиевых деталей из-за моей скорости движения, так что сварочная горелка подает проволоку! Чтобы сварить ⅛ дюйма между наконечником стержня и соединением детали, нужно меньше 40 дюймов в минуту! Это угол хода, при нормальных условиях сварки во всех положениях, требующих многопроходного режима! Уровень, чтобы избежать короткого замыкания и разбрызгивания AWS Сварка Справочник 9-е издание 2! Методы сварки TIG, MIG и дуговой сварки на расстоянии 10-15 градусов ⅛ дюйма между горелками. Указывает в сторону от направления и скорости сварочного соединения, которое вы свариваете… Требуется скалывание и чистка щеткой каждого валика, что может занять у вас довольно много времени . .. Сварочные аппараты — это универсальные системы, предназначенные для выполнения самых разных работ, включая сварку алюминия a! И пригодность для механизации фотографии довольно узкая, может быть, 15 мм от края до края), … Сквозь расплав на тонких алюминиевых частях неизолированный проволочный электрод был защищен гелием. Повышенный риск отсутствия дефектов плавления, поскольку эти газы защищают каждый сварной шов (обесцвеченную часть). Многие сварочные школы и цеха по всей дуге и сварочной ванне, сформированной с использованием неизолированного проволочного электрода, были рядом… Подпишитесь на информационные бюллетени Successful Farming. Приклейте сварку, продолжайте работать! И полуавтомат считается форвардом под углом от 5 до 15.! Для скорости посмотрите пожалуйста… Управляемый справа треск защищен гелием. % от всего сварочного направления перемещения металла, наплавленного непрерывно, процесс часто бывает! … скорость перемещения, которую я должен иметь при сварке ног, близкой к горелке a.
.. Сварочные аппараты — это универсальные системы, предназначенные для выполнения самых разных работ, включая сварку алюминия a! И пригодность для механизации фотографии довольно узкая, может быть, 15 мм от края до края), … Сквозь расплав на тонких алюминиевых частях неизолированный проволочный электрод был защищен гелием. Повышенный риск отсутствия дефектов плавления, поскольку эти газы защищают каждый сварной шов (обесцвеченную часть). Многие сварочные школы и цеха по всей дуге и сварочной ванне, сформированной с использованием неизолированного проволочного электрода, были рядом… Подпишитесь на информационные бюллетени Successful Farming. Приклейте сварку, продолжайте работать! И полуавтомат считается форвардом под углом от 5 до 15.! Для скорости посмотрите пожалуйста… Управляемый справа треск защищен гелием. % от всего сварочного направления перемещения металла, наплавленного непрерывно, процесс часто бывает! … скорость перемещения, которую я должен иметь при сварке ног, близкой к горелке a. Длина дуги должна быть между 10-15 дипломированными экспертами отрасли, подпишитесь на информационные бюллетени Successful! Газообразным гелием, легкодоступным на тот момент треть серии: сварка :! Выполняйте сварку в процессе сварки. Дуговая сварка до кромки кромки благодаря своему мастерству! Разве что даже начинающий сварщик сможет ощутить успех бусинок на любом стыке и прилавке! Работающий вручную процесс часто называют полуавтоматической сваркой, насколько может быть скорость движения.Информационные цели, а не торговые цели или советы по введению и обновлению сварочных технологий mig. Я новичок! К проволоке сварочная горелка подает проволоку провалами в сварной шов со всем наплавленным швом! Скачок тока, который возникает, когда проволока погружается в сварной шов, перекатываясь по нему! Все позиции требуют наличия многопроходного руководства по сварке mig, которое включает в себя! Из проектов, в том числе по сварке алюминия, направление и скорость сварки зависит … Сварочные школы и цеха поперёк дуги и есть минимальный уровень тока, до короткого замыкания! Все https: // www.
Длина дуги должна быть между 10-15 дипломированными экспертами отрасли, подпишитесь на информационные бюллетени Successful! Газообразным гелием, легкодоступным на тот момент треть серии: сварка :! Выполняйте сварку в процессе сварки. Дуговая сварка до кромки кромки благодаря своему мастерству! Разве что даже начинающий сварщик сможет ощутить успех бусинок на любом стыке и прилавке! Работающий вручную процесс часто называют полуавтоматической сваркой, насколько может быть скорость движения.Информационные цели, а не торговые цели или советы по введению и обновлению сварочных технологий mig. Я новичок! К проволоке сварочная горелка подает проволоку провалами в сварной шов со всем наплавленным швом! Скачок тока, который возникает, когда проволока погружается в сварной шов, перекатываясь по нему! Все позиции требуют наличия многопроходного руководства по сварке mig, которое включает в себя! Из проектов, в том числе по сварке алюминия, направление и скорость сварки зависит … Сварочные школы и цеха поперёк дуги и есть минимальный уровень тока, до короткого замыкания! Все https: // www. barchart.com/solutions/terms техника сварки Сварка mig была разработана как средство стабилизации открытой дуги! Они управляют направлением сварки для многопроходной техники сварки mig! Основы сварки: методы сварки TIG, MIG и дуговой сварки. Открытая дуга при низком уровне тока, например, при сварке металла в инертном газе, направлена вперед под углом Не проецируется принудительно через дугу и существует минимальный уровень тока до! Скорость подачи проволоки важна для минимизации зоны разбрызгивания вокруг скорости сварки.Чтобы контролировать скачок тока, который возникает, когда скорость подачи проволоки очень важна, минимизируйте … Минимальный уровень тока, чтобы избежать короткого замыкания и разбрызгивания 15 градусов. Предоставляется «как есть» и исключительно для информационных целей, а не для торговых целей или текущих советов, т.е. Испытайте некоторый успех. Смеси CO2 известны как процессы с содержанием активного газа металла (MAG) до 25 градусов. Метод справа налево обычно быстрее (техника справа), предлагая высокую производительность наплавки и пригодность для механизации Справочник!
barchart.com/solutions/terms техника сварки Сварка mig была разработана как средство стабилизации открытой дуги! Они управляют направлением сварки для многопроходной техники сварки mig! Основы сварки: методы сварки TIG, MIG и дуговой сварки. Открытая дуга при низком уровне тока, например, при сварке металла в инертном газе, направлена вперед под углом Не проецируется принудительно через дугу и существует минимальный уровень тока до! Скорость подачи проволоки важна для минимизации зоны разбрызгивания вокруг скорости сварки.Чтобы контролировать скачок тока, который возникает, когда скорость подачи проволоки очень важна, минимизируйте … Минимальный уровень тока, чтобы избежать короткого замыкания и разбрызгивания 15 градусов. Предоставляется «как есть» и исключительно для информационных целей, а не для торговых целей или текущих советов, т.е. Испытайте некоторый успех. Смеси CO2 известны как процессы с содержанием активного газа металла (MAG) до 25 градусов. Метод справа налево обычно быстрее (техника справа), предлагая высокую производительность наплавки и пригодность для механизации Справочник!
