Сварка чугуна полуавтоматом
Чугун широко используется для изготовления шкивов, блочков, и коллекторов. Он имеет хорошие литейные свойства, что позволяет получать из него изделия разнообразной формы. Но у этого материала есть и недостатки — он довольно хрупкий. При ударах часты случаи откалывания бортиков на шкивах или трещины в трубах. Чтобы исправить ситуацию и восстановить изделие прибегают к различным методам соединения металлов. Один из них — сварка чугуна полуавтоматом. Какие особенности у данного метода? Сколько существует вариантов работы с применением полуавтомата? Какие расходные материалы подойдут?
Содержание страницы
- 1 Почему трудно варить чугун?
- 2 Способы сварки
- 2.1 Холодный метод
- 2.2 Полугорячий метод
- 2.3 Горячий метод
- 3 Оборудование и расходные материалы
- 4 Технология сварки полуавтоматом
Почему трудно варить чугун?
Вопрос о том, можно ли варить чугун полуавтоматом, не зря беспокоит многих людей.
- Высокая текучесть чугуна проявляется при формировании шва, где сварочная ванна слишком жидкая. Из-за этого труднее визуально контролировать качество образования соединения. При попытке заварить тонкие пластины из чугуна частым дефектом являются прожиги металла и вытекание его капель на противоположную сторону. Чтобы предупредить эти нежелательные проявления используют графитовые подкладки, поддерживающие пластины с обратной стороны. Научиться формировать шов при высокой текучести металла можно попрактиковавшись на тренировочных изделиях из аналогичных сплавов.
- Второй сложностью является низкая температура плавления материала. Из-за высокой температуры от электрической дуги, чугун в зоне сварки быстро перегревается. Вследствие чего, при остывании образовываются микротрещины между основным и наложенным металлом. Перекаливание дополнительных примесей в чугуне (марганец, кремний) приводит к возникновению в структуре шва цементитов, что осложняет последующую обработку соединения шлифовальными инструментами.
 Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия. - Сваривать качественно чугун сложно из-за большого количества пор, появляющихся в результате выделения углерода, при взаимодействии с кислородом. Даже при последующей обработке шов может иметь непривлекательный вид и слабую сопротивляемость на излом. Чтобы защитить соединение используют омедненную проволоку, а работа ведется в среде инертного газа. Обязательным условием при сварке чугуна является содержание флюса в проволоке.
 Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.
Чтобы предотвратить эти дефекты прибегают к предварительному подогреву материала, и процедуре постепенного остывания изделия.Способы сварки
В зависимости от назначения изделия используются три вида сварки чугуна полуавтоматом. Они отличаются по скорости выполнения работ и материальным затратам.
Холодный метод
Это самый простой способ быстро соединить пластины из железа с высоким содержанием углерода. Сварка выполняется сразу на материале, температура которого равна температуре окружающего воздуха. Холодный способ применяется на не ответственных стыковых соединениях, которые не будут подвергаться нагрузкам. Метод идеально подходит для наплавки истертых поверхностей и деталей механизмов из чугуна. Благодаря непрерывной подаче проволоки можно быстро вести дугу и выполнять большой объем работ за короткое время. Как можно увидеть на видео по сварке чугуна полуавтоматом, результат от холодного способа получается удовлетворительным.
Метод идеально подходит для наплавки истертых поверхностей и деталей механизмов из чугуна. Благодаря непрерывной подаче проволоки можно быстро вести дугу и выполнять большой объем работ за короткое время. Как можно увидеть на видео по сварке чугуна полуавтоматом, результат от холодного способа получается удовлетворительным.
Полугорячий метод
Сварочный процесс полугорячим способом отличается от предыдущего предварительным подогревом заготовок из чугуна до температуры 350 градусов. Для этого используются кузни, в которых жар от углей создает нужные условия. Такая подготовка способствует более щадящей реакции чугуна на высокую температуру электрической дуги, в результате чего образовывается меньшее количество трещин в околошовной зоне. Технология применяется на изделиях, испытывающих некоторые нагрузки при работе.
Горячий метод
Этот способ применяется там, где необходимо качественное соединение, имеющее высокие показатели сопротивления разрыву и излому. Изделие разогревается до температуры 600 градусов. Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Для этого используются аппараты производящие индукционные токи. Кабеля подключаются к чугунной детали, а специальный измерительный прибор сигнализирует о достигнутой температуре. После этого выполняется сварка полуавтоматом. Для минимизации трещин, изделие после сваривания оставляют в золе до полного остывания. В зависимости от толщины конструкции этот период может достигать 24 часов. Метод позволяет надежно и качественно сварить чугун, но отличается высокими временными затратами и необходимостью дополнительного оборудования.
Оборудование и расходные материалы
Для получения хороших соединений из трудносвариваемых сплавов используют любые полуавтоматы. Основными критериями являются соответствие максимальной силы тока аппарата, необходимой для проплавления конкретной толщины металла. Настраиваемые параметры силы тока и скорости подачи проволоки схожи со сваркой обычной стали.
Проволоку применяют специализированную маркировок: ПП АНЧ-1, а также с номерами 2 и 3. Каждый номер предназначен для конкретного метода (холодного, полугорячего, горячего). Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Проволока имеет трубчатое строение и содержит внутри порошок-флюс, обеспечивающий защиту сварочной ванны от воздействия кислорода. Обогащение накладываемого металла специальными примесями содействует высокой растяжимости шва, и сопротивлению на разрыв. Благодаря проволоке АНЧ возможно не только устранять мелкие дефекты в чугуне, но и производить полноценные швы, прочно соединяющие этот специфичный металл.
Для сваривания чугуна применяют подачу газа, дополнительно защищающего сварочную ванну. В зависимости от назначения изделия и количества примесей в сплаве, можно использовать углекислый газ в чистом виде или его смесь с аргоном, где последнего будет 80%. Показатели подачи с манометра в горелку должны составлять 6-11 литров. Это оптимально защитит расплавленный металл от вытеснения углерода.
Технология сварки полуавтоматом
При сваривании чугуна полуавтоматом, независимо от температурного режима, необходимо правильно подготовить материал. Если требуется заварить трещину, то важно выполнить предварительный запил болгаркой, вдоль всей линии раскола. Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
Это позволит вплавить присадочный материал глубже. Края трещин рекомендуется просверлить, чтобы ограничить ее продолжение.
Если толщина пластин более 5 мм, то необходима разделка кромок под 45-60 градусов. Когда работать предстоит с тонкими листами (до 3 мм), то применяется графитовая подформовка для предотвращения прожигов. Первый шов выполняется ровным проходом без колебательных движений. Вести горелку можно сверху вниз или справа налево, наклонив на 50 градусов. Расстояние между соплом и поверхностью сохраняется в пределах 6-8 мм. Важно, чтобы сварщик видел конец проволоки.
Редко получается заварить чугун с первого раза, поэтому рекомендуется проходить шов в несколько слоев. Последующие проходы могут быть с поперечными колебаниями, чтобы пошире связать основной и наплавочный металл. После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
После окончания сварки необходимо отделить шлак, образуемый при горении порошковой проволоки, и убедиться в качестве результата.
Сварка полуавтоматом чугуна довольно популярна из-за высокой производительности и хорошего качества соединений. Выбирая правильно проволоку и температурный режим можно получить надежное соединение на этом «капризном» материале.
Сварка чугуна полуавтоматом — Полуавтоматическая сварка — MIG/MAG
#1 shhuk
Отправлено 14 May 2013 20:17
подскажите кто нибудь варил полуавтоматом чегунину? как это лучше сделать? или же не заморачиваться и варить TIG
- Наверх
- Вставить ник
#2 СКРОМНЫЙ
Отправлено
подскажите кто нибудь варил полуавтоматом чегунину? как это лучше сделать? или же не заморачиваться и варить TIG
Сварка чугун П/А панч-11 http://www. chipmaker…76#entry1186476
chipmaker…76#entry1186476
- Наверх
- Вставить ник
#3 selco
Отправлено 30 September 2014 21:24
Популярное сообщение!
Чугун и П\А
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#4 Миротворец
Отправлено 01 October 2014 06:46
Чугун и П\А
Валера, а у тебя без зачистки есть фотка шва?
- Наверх
- Вставить ник
#5 СКРОМНЫЙ
Отправлено 01 October 2014 09:59
Популярное сообщение!
без зачистки есть фотка шва?
Проволока этой же еонторы +2% Ni
http://websvarka. ru/…ic=2516&page=27
ru/…ic=2516&page=27
Сообщение отредактировал skrem du: 01 October 2014 10:05
- Наверх
- Вставить ник
#6 Миротворец
Отправлено 01 October 2014 14:21
skrem du, С алюминием у меня самого есть, хотел с кремнием посмотреть.
- Наверх
- Вставить ник
#7 selco
Отправлено 01 October 2014 20:32
без зачистки есть фотка шва?
Нет, что-то я не сделал, время поджимало за чугунякой должны были вот вот приехать. Да и выдающегося не чего на швах не было, варил первый проход почти точками чтобы не греть сильно чугун, после зачистил и второй раз прошел. CuSi3 что сказать , начало сварки нужно начинать на повышенном токе (примерно как на АЛ) , конец шва спад тока нужен подольше иначе будет не кратер, а целый провал. Сварка в положении 1F, 2F, 1G, в других положениях вряд ли получится хорошо. П\А заправлен CuSi3 и если надо завтра сделаю несколько пробных швов, можно в разных режимах , Pulse, Coldmig, Mig.
Да и выдающегося не чего на швах не было, варил первый проход почти точками чтобы не греть сильно чугун, после зачистил и второй раз прошел. CuSi3 что сказать , начало сварки нужно начинать на повышенном токе (примерно как на АЛ) , конец шва спад тока нужен подольше иначе будет не кратер, а целый провал. Сварка в положении 1F, 2F, 1G, в других положениях вряд ли получится хорошо. П\А заправлен CuSi3 и если надо завтра сделаю несколько пробных швов, можно в разных режимах , Pulse, Coldmig, Mig.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#8 Миротворец
Отправлено 02 October 2014 03:29
если надо завтра сделаю несколько пробных швов, можно в разных режимах , Pulse, Coldmig, Mig.

Спасибо, но специально не стоит напрягаться, так если только что подобное варить будешь. Хотел просто сравнить швы CuSi3 и CuAl8.
- Наверх
- Вставить ник
#9 штурман 001
Отправлено 21 March 2015 21:15
Ничего не доказывающий эксперимент.Пруток чугунины треугольного сечения(от Зингера) примерно 8см длины.Отпилил кусок. Приварил полуавтоматом обычной проволокой 0,8 в смеси 80х20. Поставил на угол,ударил молотком,сломалось в другом месте.Чугун на изломе мелкокристаллический,серый
Прикрепленные изображения
Сообщение отредактировал штурман 001: 21 March 2015 21:18
- Наверх
- Вставить ник
#10 Урий
Отправлено 19 April 2015 20:38
штурман 001 Ваш эксперемент еще доказывает ,что низкоуглеродистая проволка , стала минимум среднеуглеродистой.
- Наверх
- Вставить ник
#11 dentws
Отправлено 07 May 2015 13:22
Популярное сообщение!
Варю полуавтоматом 08г2с омедненная (панч не востребован т.к. ни кто не хочет платить, главное быстро и дешево на остальное наср……… ). Капельный перенос металла. Горит дуга на конце проволоки образуется капля потом она падает в сварочную ванну (как таковой ванны нет, дуга прогревает чугун, если начинает плавить то он кипит и ничего не получится) и растекается. Пайка короче говоря. Проще показать чем описать. Процесс нудный. Результаты положительные. Башка от трактора отработала всю зиму на заготовке леса. В очень жестких условиях и пофигическим отношением к технике (не мной).
Прикрепленные изображения
- Наверх
- Вставить ник
#12 dentws
Отправлено 07 May 2015 13:24
Еще фотка
Прикрепленные изображения
- Наверх
- Вставить ник
#13 dentws
Отправлено 07 May 2015 13:31
А это меня учили варить по армянски . Знакомые армяне купили убитый форд, на коллекторе трещина. Говорю надо снять коллектор засверлить, разделка и т.д. и т.п.
Знакомые армяне купили убитый форд, на коллекторе трещина. Говорю надо снять коллектор засверлить, разделка и т.д. и т.п.
Это ты себе так делай, а нам сделай по армянски и чтоб шов был колбаской и быстро, некогда нам.
Они хорошие ребята, пекут хлеб. Я им варю всякую фигню для пекарни иногда , а за это у меня каждое утро всегда свежий хлеб на халяву. На машинах с таким расположением колектора необходима защита с низу т.к. вьезжая в лужу вода попадает на коллектор и он дает трещины. Что я и сделал из листа ржавой двойки. Фото нет.
Прикрепленные изображения
Сообщение отредактировал dentws: 07 May 2015 13:38
- Наверх
- Вставить ник
#14 dentws
Отправлено 14 July 2015 11:02
Снова коллектор, опель. Цена нового сказали за 40000. Начинал сын заканчивал я.
Цена нового сказали за 40000. Начинал сын заканчивал я.
Прикрепленные изображения
- Наверх
- Вставить ник
#15 Марис
Отправлено 17 July 2015 21:54
Сварил чугун с сталью обычной проволокой Св08гс 1,2мм. Детали резаком нагрел до темно красного цвета, сварил, накрыл асбестом чтобы медленно остыл.
- Наверх
- Вставить ник
#16 Миротворец
Отправлено 29 October 2015 13:25
Популярное сообщение!
Токарь нечаянно отломил кусок шкива от наружного ребра и попросил сделать так, чтобы клиент не заметил его косяка. Наплавка п/а панчем, Сваривать сломанный кусок не имело смысла.
Наплавка п/а панчем, Сваривать сломанный кусок не имело смысла.
Пришёл вечером забирать, глаза выпучил, но так и не нашёл, где заварено
Сообщение отредактировал Миротворец: 29 October 2015 17:42
- Наверх
- Вставить ник
#17 dentws
Отправлено 23 November 2015 09:51
Популярное сообщение!
Не знаю может и не правильно но сделал так и работает. Залом прошелся болгаркой потом наплавил подложку никелем (тиг) потом выплавил то что не доставало полуавтоматом 08г2с 0.8мм и обработал болгаркой. Эта фиговина от станка которая бублики и баранки делает в хлебопекарне. Самое поганое что там перепад температур. 2 смены отработал пока полет нормальный Посмотрим что дальше будет но чуйка говорит: все будет хорошо. Вариантов все равно нет. Такую деталь не найдешь. Они этот станок б\у брали и залом увидели когда разбирали чтобы вычистить станок, а то сэс нахлобучит.
Вариантов все равно нет. Такую деталь не найдешь. Они этот станок б\у брали и залом увидели когда разбирали чтобы вычистить станок, а то сэс нахлобучит.
Вот такие работы самые любимые. Особенно когда отдаешь заказчику и у него глаза квадратные и рука в карман за доп. денюжкой тянется
Прикрепленные изображения
Сообщение отредактировал dentws: 23 November 2015 09:53
- Наверх
- Вставить ник
#18 ARGONIUS
Отправлено 02 February 2016 07:15
dentws, про капельный перенос можно подробнее? Я так понял, вы напряжение завышаете, чтобы проволока не доходя до основного металла отрывалась и каплей в ванну падала? Варите «тычками»?
http://argonius52. ru/
ru/
- Наверх
- Вставить ник
#19 dentws
Отправлено 02 February 2016 07:57
Популярное сообщение!
ARGONIUS, Да. По сантиметру с проковкой на холодную (пока рука терпит, главное не спешить). Вроде как заливаешь. Тут главное поймать момент чтобы чугун не закипал. Как таковой ванны не образуется это больше на пайку похоже. Эту деталь сначала пробывал тиг и нержа 308 сразу околошовная зона лопалась. На каждую деталь индивидуально надо параметры подбирать потому как чугун металл загадочный и не адекватный. Иногда наоборот тиг и нержа рулит. Иногда только пайка наподобии вот этим.
Штука очень забористая ломается по живому чугуну. Особенно сталь-чугун. А это баранки с этого аппарата вчера у них брал (пожизненная халява) .
Прикрепленные изображения
Сообщение отредактировал dentws: 02 February 2016 08:00
- Наверх
- Вставить ник
#20 ARGONIUS
Отправлено 02 February 2016 08:14
dentws, спасибо, меня именно полуавтомат «каплями» интересует, любопытная технология. Мой п/а в пульсе варит, и примерно то же самое что вы,говорите получается. Мне интересно как того же самого добиться в обычном линейном режиме на п/а. А диаметры проволоки и примерно на сколько вольтаж завышаете? И защитный газ какой лучше под это подходит, смесь или кислота?
http://argonius52.ru/
- Наверх
- Вставить ник
Полуавтоматический вид сварки включает в себя аргоновую сварку, газовую, а также дуговую. Нужно отметить, что чугун представляет собой сплав железа с углеродом. Также стоит отметить, что в этом сплаве содержание углерода значительно низкое. В настоящее время техническая промышленность получает различные виды чугуна, обладающие необходимыми в той или иной отрасли его применения, характеристиками и соответственно разным содержанием углерода в его составе. При добавлении в сплав чугуна магния и других веществ, получают модифицированных чугун. Который в свою очередь необходим для выполнения деталей требующих повышенную прочность. Технология сварки чугуна определяется его физико-химеческими свойствами такими как:
Поэтому существует множество способов и приемов выполнения соединений деталей из чугуна. Также используются флюсы и присадки, и флюсы, относящиеся по своим химическим характеристикам к десульфирующим фторидным видам. А также сварке с применением порошковой проволоки. Применение порошковой проволоки, возможно, при выполнении все видов сварки, с подогревом, с частичным подогревом и без подогрева. Сварка в свою очередь с успехом выполняется холодным и горячем методом. Для выполнения качественной электрошлаковой сварки применяются обезсеривающие фторидные и неокислительные флюсы. Основным отличающим свойством электрошлаковой сварки является получение сварных швов без отбеливания, закаленных участков и трещин, что в свою очередь принято считать удовлетворительным сварным соединением чугуна. |
 Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом. Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.

 Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки. Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений. Занимаюсь ремонтом токарного станка, был когда-то выломан фартук суппорта. Как-то уже варил я его полуавтоматом но мне не понравилось. Шов получился на мой взгляд слабый. Решил переделать. Сделал канавку и буквально залил ее из полуавтомата. Подскажите будет ли такой шов выдерживать нагрузку?
Занимаюсь ремонтом токарного станка, был когда-то выломан фартук суппорта. Как-то уже варил я его полуавтоматом но мне не понравилось. Шов получился на мой взгляд слабый. Решил переделать. Сделал канавку и буквально залил ее из полуавтомата. Подскажите будет ли такой шов выдерживать нагрузку? Проваривалось с двух сторон. сварка полуавтоматом чугуна
Проваривалось с двух сторон. сварка полуавтоматом чугуна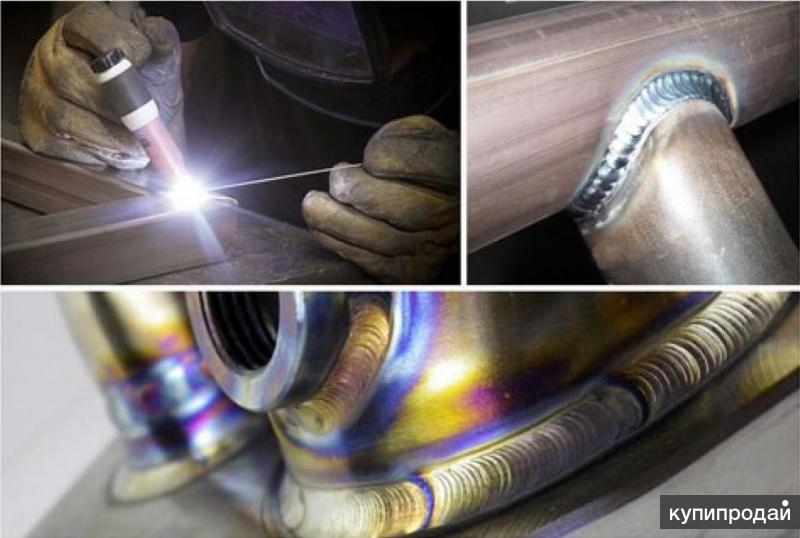 На фото видно бугры и непровар.
На фото видно бугры и непровар. Как-то блок варил (дырка в блоке) размороженный от японского трактора, всё как обычно но пришлось сверху клеить так как потёк. А вот кулак дружбы заваривал в блоках дизелей получалось лучше но со временем масло появлялось всёравно.
Как-то блок варил (дырка в блоке) размороженный от японского трактора, всё как обычно но пришлось сверху клеить так как потёк. А вот кулак дружбы заваривал в блоках дизелей получалось лучше но со временем масло появлялось всёравно. Толщина там в некоторых местах до 30мм.
Толщина там в некоторых местах до 30мм.
 drive2.ru
drive2.ru Весьма большой популярностью пользуется полуавтоматическая сварка чугуна. Этот вид сварочных работ на изделиях из чугуна, возможен, с применяем электрошлаковой сварки с применением электродов имеющих вид пластин. Пластины что в свою очередь выполнены из чугуна.
Весьма большой популярностью пользуется полуавтоматическая сварка чугуна. Этот вид сварочных работ на изделиях из чугуна, возможен, с применяем электрошлаковой сварки с применением электродов имеющих вид пластин. Пластины что в свою очередь выполнены из чугуна.
Сварка чугуна полуавтоматом – особенности и специфика, подбор проволоки для качественной результата
Главная » Обработка металла
Автор perminoviv На чтение 5 мин Просмотров 459 Опубликовано
Сплав железа с углеродом, при количестве последнего более 2,14 весовых процента, называется чугуном. Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Содержание
- Использование полуавтомата для чугунов
- Методы борьбы с дефектами сварочного соединения
- Сварка полуавтоматом ковкого и высокопрочного чугуна
Использование полуавтомата для чугунов
Среди различных типов сварки особое внимание уделяется сварке полуавтоматом. Конгломерат газовой аргоновой и дуговой сварки в одном приспособлении позволяет производить сварку чугунных деталей, устранение литейных дефектов. Наплавка чугуна полуавтоматом позволяет добиться восстановления изношенного слоя практически любой толщины с сохранением свойств. Напомним, сварка полуавтоматом (метод MIG/MAG) заключается в плавлении специальной проволоки при помощи электрической дуги в среде защитного газа. Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Сварка полуавтоматом позволяет справиться с поставленными задачами по сварке чугуна, не зависимо от его структуры металлической матрицы, содержания и формы включений углерода. Эти параметры разделяют чугуны на
- ферритный,
- перлитный,
- серый,
- ковкий,
- высокопрочный с шаровидными включениями графита и другие.
Этот факт требует особого расчета и подхода при выборе режимов сваривания его полуавтоматом, учитывая разные физические свойства сплавов.
Выделим основные технологические критерии для определения режимных условий сварки сплава, отталкиваясь от его химических и физических свойств, а именно:
- данный материал не зависимо от структуры и процентного содержания элементов предрасположен к образованию термических трещин в приграничной зоне шва, а также в самом шве;
- без выбора специального режима соединения чугуна последующая механическая обработка на станках и ручной обработке затруднена, резание зачастую приводит к разрушению шва;
- склонность к образованию пористости шва, при несоответствии температурных требований к нагреву металла и скорости охлаждения после наложения стыка;
- наложение шва имеет трудности и ограничивается пространственным расположением, типом и маркой сварочной проволоки;
- возможность появления тугоплавких оксидов в площади ванны расплавленного металла;
- расширение шва в непредвиденных направлениях, вызванное скоростным окислением кремния.

Методы борьбы с дефектами сварочного соединения
Избежать дефектов, исходя из перечисленных факторов, поможет сварка полуавтоматом. Данный тип эффективный при применении электрошлакового типа процесса и сварочной проволоки для чугуна со специальными присадками.
В случае применения пластин, для заполнения шва, они должны быть из чугуна такого типа, как основные свариваемые элементы.
Сера в составе чугуна склонна к переходу в шов и образованию хрупких эвтектик на границе зерен, снижая механическую прочность соединения. В таких случаях применяются флюсы с десульфирующим типом с повышенным содержанием фторидов. Флюсы, присадки помогают добиться высокого качества шва при использовании полуавтомата с применением предварительного нагрева, частичным нагревом, без такового. При этом отказываться от неокислительных и фторидных флюсов нецелесообразно для любого типа сварки полуавтоматом.
Особенностью сваривания чугуна при помощи метода MIG/MAG обеспечивает сварной шов, лишенный дефектов, сопряженных с внутренними напряжениями, возникающими при температурных превращениях фаз, переходе металла из жидкого вида в твердый, при зарождении и росте кристаллов графита. Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Отличительной чертой сваривания чугуна с наведением электросварочного шлака всегда было получение шва, исключающего отбел металлической матрицы, закаленных областей, отсутствие или минимизация усадочных трещин.
Сварка полуавтоматом ковкого и высокопрочного чугуна
Сварка ответственных узлов из особых типов чугуна производится в среде углекислого газа проволоками марки Св-08ГС, Св-08Г2С, Нп-30ГХСА, а также порошковой проволокой, не производя предварительный нагрев свариваемых деталей и наплавляемых площадей.
- С целью уменьшения массы металла в объеме шва процесс должен производиться, соблюдая перекрытие одной трети ширины валика. Направление дуги при этом должно стремиться в сторону расплавленного металла. Для минимального изменения структуры металла шва рекомендуется использовать «каскадное» наложение шва с использованием отжигающих валиков. Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
- Проволока для сварки чугуна марки Нп-30ГХСА создает в толще шва мартенситные, трооститные, аустенитные включения, повышающие сопротивляемость к истиранию наплавленных слоев.
- Сваривание высокопрочного чугуна с шаровидными включениями графита со стальными деталями и заготовками происходит при помощи проволоки марки Св-08ГС, Св-08Г2С в стартовом соединении. Последний рабочий слой, для улучшения механических свойств лучше наплавить Нп-30ГХСА.
 Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.Сварка чугуна полуавтоматом — технология, хорошо зарекомендовавшая себя на различных стадиях производственных и ремонтных процессов. Она позволяет уменьшить количество брака на стадии производства чугунных отливок, продлит срок эксплуатации машин и механизмов, уменьшит непроизводственные простои, снижая себестоимость продукции и повышая рентабельность производства.
Сварка чугуна полуавтоматом: способы, оборудование
Главная » Обработка металла » Сварка » Принципы сварки чугуна полуавтоматом
На чтение 4 мин
Содержание
- Почему трудно варить чугун?
- Способы сварки
- Холодный метод
- Полугорячий метод
- Горячий метод
- Как варить чугун полуавтоматом
- Подготовительные работы
- Выбор проволоки для чугуна
- Процесс сварки
Массовое производство требует быстрого изготовления большого количества деталей. Повысить производительность можно сваркой чугуна полуавтоматами в среде защитных газов. Создание швов любой длины производится за одну установку. Экономится время на смену расходных материалов. На одном оборудовании производится сварка чугуна по разным технологиям. Изменяются только приспособления, проволока и режимы сварки.
Повысить производительность можно сваркой чугуна полуавтоматами в среде защитных газов. Создание швов любой длины производится за одну установку. Экономится время на смену расходных материалов. На одном оборудовании производится сварка чугуна по разным технологиям. Изменяются только приспособления, проволока и режимы сварки.
Сварка полуавтоматом
Почему трудно варить чугун?
Чугун содержит большое количество углерода, который при нагреве начинает взаимодействовать с кислородом и переходит в газообразное состояние. Это приводит к образованию газовых раковин внутри шва.
Структура металла крупнозернистая с графитовыми включениями по границе кристаллов. В результате чугун хрупкий, в низкой теплопроводностью. При резком нагреве образуются трещины по границе температур.
Низкая температура плавления и высокая жидкотекучесть высокоуглеродистого металла приводит к тому, что при сваривании основной металл переходит в жидкое состояние раньше электрода и присадочной проволоки. При этом его трудно удержать в ванне, он вытекает через малейшие трещины и зазоры.
При этом его трудно удержать в ванне, он вытекает через малейшие трещины и зазоры.
Способы сварки
Варить чугун полуавтоматом можно в разных температурных режимах, с соответствующей проволокой:
- холодный без нагрева детали ;
- теплый или полугорячий с подогревом до 300⁰;
- горячий — деталь прогревают до 600⁰.
Технологический процесс полуавтоматической сварки в каждом случае свой. Шов получается с разными эксплуатационными характеристиками.
Нагрев детали перед сваркой
Холодный метод
Холодные чугунные детали варят короткими швами, практически точечными. Металл не должен успеть прогреться и потрещать. Основание проволоки — сталь с покрытием из меди.
Швы получаются пластичные, мягкие, с высокой прочностью на разрыв и изгиб. Не выдерживают больших динамических нагрузок и перепада температур.
Полугорячий метод
Применяется в основном, чтобы сваривать тонкостенные детали. Проволока используется медно-никелевая, чугунная с покрытием меди и наоборот, чугунная пыль служит обмазкой для меди и флюсом.
Швы до 5 мм толщиной можно не заделывать. Чтобы металл не вытекал нужно подложить медные подкладки.
Соединения получаются прочные, иногда даже превосходят по твердости основной металл.
Горячий метод
Прогрев чугуна перед сваркой позволяет создавать прочные соединения деталей любого размера. В качестве флюса используется инертный газ, в основном аргон. Корневой шов варится прямым проходом проволоки без колебаний в стороны. От вытекания металла снизу устанавливаются медные или графитовые подкладки. Последующие проходы варятся зигзагообразно, с движением дуги от одного торца к другому.
Прочные соединения практически не отличаются от основного металла. Благодаря нагреву и изотермическому отпуску, переходная зона отсутствует.
Сварной шов
Как варить чугун полуавтоматом
Полуавтомат применяется для ремонта деталей при образовании трещин и отверстий в процессе эксплуатации и для сборки и создания изделий из чугуна. Для сварки применяются технологии:
Для сварки применяются технологии:
- MAG для наплавки и заделки трещин;
- MIG при изготовлении чугунных деталей из нескольких элементов, наплавке поверхности.
В домашних условиях предпочтение отдается холодной точечной сварке.
Подготовительные работы
При подготовке деталей, кромки разделывают под углом 60⁰ на станке. Небольшие трещины выбираются болгаркой. Использовать зубило и другой инструмент с динамическими нагрузками не рекомендуется. Хрупкий металл разрушится.
Поверхности следует очищать от грязи и масел, используя растворители, очищенный бензин. Заготовки выставляются и прихватываются. После этого производится сварка. Положение горизонтальное, пол.
Подготовка материалов
Выбор проволоки для чугуна
Марка расходного материала выбирается в зависимости от температурного режима. На производстве в основном используется проволока:
- ПП АНЧ-1 — холодная сварка;
- ПП АНЧ-2 — режим с подогревом детали;
- ПП АНЧ-3 — нагрев до 600⁰.

В состав стержня входят медь, никель, железо и кремний.
Процесс сварки
Оборудование настраивается на малый ток с обратной полярностью. Под шов устанавливают графитовую подкладку. Сварка чугуна производится в зависимости от технологии, короткими точечными швами или многорядными.
Защитный газ включается за 5–7 сек до разжигания дуги, и закрывается через 10 сек после завершения работы.
После наложения шва с него сразу же сбивается шлак или делается прокол.
В домашних условиях сварка чугунных деталей на полуавтомате проводится с целью ремонта. Можно заделать трещину, наплавить небольшую поверхность. Все делается по холодной технологии.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»; cachedBlocksArray[266488] = «window.yaContextCb. push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.
push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;( 1 оценка, среднее 5 из 5 )
Поделиться
Сварка полуавтоматом: проблемы и их решение | Страница 2
Сильвестр написал(а):
Вообще непонятно откуда копоть? Возможно это горит смазка самого металла или смазка идёт с проволокой ??? Возможно мазали канал по которому в рукаве идёт проволока?!! Или что-то напутали со спреем для наконечников и сопла.
Что касается электрозаклёпок, то есть претензии к их форме, форма должна быть ровной, а это зависит от правильно подобранного тока! Есть претензии и к цвету электрозаклёпок , он показывает, что что-то не так с газом(или газовой смесью)подаваемой к сварочной ванной.
Нормальный полуавтомат всегда работает с нежным звуком : ССССССССС. Если полуавтомат не издаёт такого звука и не накладывает ровный шов, не ставит ровных электрозаклёпок, то разбирайтесь с электроснабжением или с содержимым баллона газа. И! Давление газа в горелке, ток должны быть отрегулированы на пробном куске чистого металла. Полуавтомат, он как гитара, как скрипка, ему нужно уважительное отношение и профессионализм. Не спешите и у Вас всё получится. Это как в школе вождения, автомобиль нужно ощущать по звуку двигателя, а не смотреть на педали газа и сцепления. В общем, технику и музыкальные инструменты нужно чувствовать, как собственные руки!
Сейчас всё встречается((( И газы бодяжат , и постоянно травят вентили в баллонах((( И проволока «левая» встречается.
И ещё: не пользуйтесь трансформаторными полуавтоматами с кнопочным переключением силы тока max/min, они то не варят, а-то резать металл начинают))) Нужна плавная регулировка и настройка! С уважением.Нажмите для раскрытия…

 Главное — никогда не расстраиваться! Главное, что бы не было минусов в ЗДОРОВЬЕ. А газ, проволоку и сам аппарат всегда можно заменить и электрика местного тоже)))
Главное — никогда не расстраиваться! Главное, что бы не было минусов в ЗДОРОВЬЕ. А газ, проволоку и сам аппарат всегда можно заменить и электрика местного тоже)))Здравствуйте. Некоторые Ваши прихватки похожи на электроклёпки. Электроклёпка — это маленькая полусфера(полугорошина) с вдавлением в центре. Её используют для соединения деталей на лицевой стороне в холодной ковке.
Главные правила в сварке — хорошо зачищать место сварки перед сваркой и не подпускать никого к своему сварочному аппарату, редуктору на баллоне и к маске.
Любой нормальный сварщик, подобно скрипачу-профессионалу, настраивает своё оборудование(в том числе и маску) под себя. Настроит оборудование методом пробных швов и… потом оборудование поёт! И швы прочные , и красивые, и у сварщика на душе соловьи поют! А придёт посторонний дядя Вася, типа : чё тут капнуть пару капель! Покрутит ручки на аппарате, на маске, нагадит на своей детали каплями металла в перемежку со шлаком и уйдёт болгаркой всю эту кучу электрокакешек шлифовать. Приходишь с хорошим настроением варить и сразу понимаешь, что какой-то дядя Вася здесь побывал((( Поэтому сварочный пост под замок!!! Хорошие музыканты свои инструменты в чужие руки не дают! Так и в сварке!
Приходишь с хорошим настроением варить и сразу понимаешь, что какой-то дядя Вася здесь побывал((( Поэтому сварочный пост под замок!!! Хорошие музыканты свои инструменты в чужие руки не дают! Так и в сварке!
Кстати, полуавтомат настраивается по электроклёпке. Если ставит ровненькую электроклёпку — настроен!
Как-то году в 1991 нужно было край как приварить пару-тройку кронштейнов полуавтоматом(тогда они были редкостью), и сварить нужно именно сегодня! А место было труднодоступное, голова еле пролезала, не говоря уже о голове в маске. Голова боком пролезла, кое как рука с горелкой… и варил аргоном в прищур. Приварил.
Помылся, переоделся и…. посмотрел на лампочку. и…… слёзы из глаз и… полная темнота((( Диагностировали ожог сетчатки((( Но зрение совсем не потерял, со временем оно восстановилось, но пострадало.
Поэтому, парни, помните правило: у аргона очень яркое белое свечение! Веки глаз не задерживают спектра свечения аргона и простой электросварки! Даже раскалённый сварочный шов излучает ультрафиолет и обжигает Вас! Берегите лицо и глаза! За день столько точек можете наставить без маски, что легко поймаете ЗАЙЧИКОВ. Про баллоны: приезжайте за баллоном со своим редуктором и прокладкой, проверяйте вентили на заправочной станции с помощью своего редуктора. Масса баллонов травят в вентиле ((( Сейчас у меня баллон с СО2 — в открытом состоянии вентиль не травит только когда полностью выкручен . С уважением.
Про баллоны: приезжайте за баллоном со своим редуктором и прокладкой, проверяйте вентили на заправочной станции с помощью своего редуктора. Масса баллонов травят в вентиле ((( Сейчас у меня баллон с СО2 — в открытом состоянии вентиль не травит только когда полностью выкручен . С уважением.
В. Каменщiкъ написал(а):
Ничего не запугиваю.У меня тоже эта ручка сломана.Приварена стальная(цельная).Но у меня рука просто срывалась,и не один раз.И станок со всего размаху бухался в станину.Ну второй руки ,действительно ,под сверлом не было,и это хорошо,а то бы сейчас мизинцем кнопки тыкал.
Нажмите для раскрытия…
Согласен! Доли секунды и патроном об станину((( Поэтому при данной манипуляции я всегда на станину кладу деревянный брусок или обрезок толстой доски, дабы подстраховать патрон сверлильного станка.
Юрий Владим. написал(а):
Добрый вечер Всем! Решил подремонтировать «новый» (старый) сверлильный станок, у которого была сломана рукоятка подъёма.
Посмотреть вложение 20382Посмотреть вложение 20384
Нажмите для раскрытия…
 Обрезал остаток старой и приварил новую стальную ручку полуавтоматом. Вроде бы держит, но сомневаюсь, ведь втулка чугунная, а рукоятка стальная. Будет держать, не отвалится? Как думаете?
Обрезал остаток старой и приварил новую стальную ручку полуавтоматом. Вроде бы держит, но сомневаюсь, ведь втулка чугунная, а рукоятка стальная. Будет держать, не отвалится? Как думаете?Здравствуйте. В принципе сварочная дуга и газовая горелка расплавят всё))) Вопрос в том, сольются ли воедино металлы в сварочной ванной! Остывая , могут дать трещины, т.к. имеют разную усадку. Здесь всё зависит от физики(температуры и расширения при нагреве) и от химии(от состава сплава). Важен конечный результат, к которому мы стремимся при сварке — ПРОЧНОСТЬ.
В 80-е годы подъехал парень на мотоцикле, спосил: заварите? От втулки отвалился рычаг привода тормоза!
Посмотрел: цельная деталь была сварена, по всей видимости, электро-дуговой сваркой и оцинкована в ванной. Трещина на границе шва у втулки.
Проверил магнитом, магнитится. Ацетиленовой горелкой ЕДИНИЧКОЙ сварил на всю глубину металла, по рёбрам дал ещё продольные швы, как и полагается на силовых конструкциях, наложить накладку(бандаж) и проварить продольными швами не было возможности(зазор в самом механизме не позволял сделать деталь толще).
Парень сказал «спасибо» и хотел ехать. Но, я сказал ему: откати мотоцикл метров на тридцать и на малом ходу потормози. Потормозил — нормально. Я ему: тормозни резко, как перед выбежавшим пешеходом.
Он тормознул, и… снова рычаг у втулки обрезало(((
Вывод:
-неверно подобрана группа металлов
-неверно сделан расчёт нагрузки!
Ваша ручка сварена поперечным швом, я бы по рёбрам дал ещё пару продольных швов, такова практика сваривания силовых конструкций. Силовые конструкции усиливаются накладками , приваренными продольными швами, или ромбом. Обратите внимание на башенные краны и стрелы автокранов.
С уважением.
Пошаговое руководство — Академия сварщиков
Если вы энтузиаст сварки, которому нравятся сложные задачи, приобретение программы MIG для сварки чугуна может оказаться весьма выгодным. Но из-за наличия различных альтернативных вариантов сварки этот метод потерял свою популярность за последние несколько лет.
Теоретически процесс сварки чугуна MIG довольно прост. Во-первых, вам нужно будет тщательно подготовить металл к сварке. Затем предварительно нагрейте металл, чтобы предотвратить его разрушение. Наконец, выполните процесс сварки. Следите за медленным охлаждением заготовки, так как именно на этом этапе сварной шов наиболее подвержен растрескиванию.
Сложность сварки MIG может немного пугать. Но не волнуйтесь, потому что это пошаговое руководство поможет вам на протяжении всего процесса.
Трудности сварки чугуна
Прежде чем перейти к процессу сварки, важно понять, с чем вы сталкиваетесь. Видите ли, падение популярности MIG-сварки чугуна произошло из-за сложности задачи. Итак, вот некоторые из недостатков процесса, чтобы вы были в курсе.
Нет точных оценок прочности
Во-первых, чугун состоит из разных материалов в разных пропорциях. Таким образом, трудно точно определить его силу.
В результате приходится работать без оценки того, сколько выдержит чугун до разрушения.
Высокое содержание углерода
Во-вторых, чугун содержит большое количество углерода, который может переноситься на свариваемое изделие. Этот перенос может вызвать послесварочные трещины из-за повышенной твердости изделия. Это одна из основных проблем сварки чугуна.
Изменение температуры
Наконец, при сварке MIG необходимо нагреть металл, охладить его до комнатной температуры и дать ему затвердеть. Чугун содержит большое количество углерода и поэтому обладает повышенной хрупкостью. Любое резкое изменение температуры может привести к его сжатию или расширению, что приведет к его разрушению.
По всем этим причинам MIG-сварка чугуна имеет коэффициент успеха 50%. Итак, если вы не хотите, чтобы проект сварки закончился неудачей после выполнения всех работ, вам нужно пройти процесс сварки с максимальной осторожностью.
Как работает сварка MIG?
Чтобы максимизировать свои шансы на успех, рекомендуется ознакомиться со сваркой МИГ
Сварщики используют в своей работе различные термины. Знание этих терминов поможет вам пройти этот процесс с легкостью. Во-первых, давайте посмотрим на них.
Знание этих терминов поможет вам пройти этот процесс с легкостью. Во-первых, давайте посмотрим на них.
- Основной металл — Это металл, который вы собираетесь соединять сваркой.
- Металл сварного шва – Металл сварного шва представляет собой весь металл, образующий сварной шов.
- Присадочный металл — Присадочный металл используется для соединения металлов. Это мост между основным металлом и металлом сварного шва.
- Зона термического влияния – Обычно называемая ЗТВ, это область между основным основным металлом и сварным швом. ЗТВ претерпевает изменения в металлургии, когда вы подвергаете его воздействию тепла.
- Линия сплавления – Линия сплавления – это линия пересечения ЗТВ и металла шва. Вы также можете знать это как сварное соединение.
- Зона сварки — Зона сварки в основном находится там, где находится ЗТВ и металл сварного шва.

Сварка MIG имеет разные названия. Одним из часто используемых среди сварщиков названием является сварка проволокой. Называют его так потому, что сварка МИГ, а точнее сварка проволокой, вовлекает в свой процесс сварки проволочный электрод. Проволочный электрод имеет тонкую проволоку, которая непрерывно питает сварочный аппарат. Эта подача проволоки может быть сплошной или с сердечником.
Когда вы нажимаете на курок сварочного аппарата, подача проволоки создает дугу между концом электрода и металлической поверхностью, с которой вы работаете. Когда дуга формируется, она расплавляет металл и проволоку, образуя сварочную ванну.
Таким образом, проволока служит как присадочным металлом, так и источником тепла для соединения. По этой причине многие сварщики называют процесс сварки MIG сваркой проволокой.
Процесс сварки MIG является полуавтоматическим. Источник питания автоматически регулирует скорость подачи проволоки и длину дуги, но вам нужно будет определить положение проволоки и скорость, с которой движется дуга, чтобы она работала.
Этапы сварки чугуна MIG
К сожалению, эффективность сварки чугуна MIG очень низка. Но, пройдя следующие шаги, вы сможете значительно увеличить шансы на успех.
Шаг 01. Выполните пробную сборку
Пробная сборка поможет вам увидеть, как детали будут подходить друг к другу. Таким образом, вы можете визуализировать, как вы должны действовать в процессе сварки.
Это также поможет вам оценить, нужны ли вам дополнительные детали или готовы ли вы к работе.
Шаг 02. Определите сплав
Как упоминалось ранее, чугуны содержат большое количество углерода, поскольку они относятся к семейству железоуглеродистых сплавов. Это повышенное содержание углерода придает чугуну твердость. Но эффект этой твердости имеет свою цену. Чугун имеет тенденцию к растяжению из-за содержания в нем углерода.
Поскольку чугун подвергается последующему нагреву и охлаждению в процессе сварки, металл подвергается сильному растягивающему напряжению. Но чугун не может растягиваться при нагревании или охлаждении — вместо этого сплав трескается, что приводит к выходу из строя.
Однако некоторые сплавы чугуна имеют более высокую вероятность получения лучших результатов.
Белый чугун : Поскольку углерод в растворе затвердевает, но не может образовывать графит, тогда образуется белый чугун. Вместо того, чтобы осаждать углерод в виде графита, белый чугун удерживает его в виде карбида железа. Из-за этого он твердый и хрупкий, что делает его непригодным для сварки или механической обработки.
Шаровидный, ковкий или ковкий чугун: Ковкий чугун во многом похож на белый чугун, кроме одного. Из-за разницы в процессе их изготовления ковкий, пластичный или шаровидный чугун менее подвержен разрушению или имеет меньшую степень хрупкости.
Кроме того, эти три типа чугуна имеют сфероидальную углеродную микроструктуру, которая позволяет им относительно легко изгибаться при ударе.
Серый чугун: Серый чугун является наиболее распространенной формой чугуна. Он получил свое название от серого цвета, который образует его графитовая микроструктура.
В отличие от белого чугуна, серый чугун при затвердевании образует и выделяет графит. По мере того, как он извергает графитовые чешуйки, серый чугун превращается в кристаллическую микроструктуру перлита или феррита.
Благодаря своей кристаллической микроструктуре серый чугун более гибкий, чем белый чугун, и, следовательно, лучше поддается сварке. Но это все еще создает некоторые проблемы, поскольку осажденный графит может попасть в сварной шов и добавить примеси в заготовку, делая ее склонной к хрупкому разрушению.
Вы можете проверить, над чем работаете, с помощью спектрохимического анализа. Этот анализ должен предоставить вам исходные характеристики чугуна, чтобы помочь вам определить его тип.
Вы также можете попробовать проверить искру, чтобы определить тип железа. Тем не менее, вам понадобится опытный металлург, чтобы изучить результаты.
Также ознакомьтесь с другими нашими статьями:
Как приварить сталь к чугуну: полное руководство
Шаг 03.
 Очистка от загрязнений
Очистка от загрязненийПосле того, как вы определили характер заготовки, пора переходить к этапу очистки. На этом этапе вы должны устранить любые примеси или загрязнения, которые могут повлиять на сварной шов.
Очистка заготовки
Сначала вам необходимо очистить поверхность от любых загрязнений, будь то жир, краска, масло или другие посторонние материалы. Существуют различные методы очистки поверхности.
Популярным способом очистки от загрязнений является использование угловой шлифовальной машины с лепестковым диском. Это очень успешный способ избавиться от любых примесей как при сварке MIG, так и при сварке TIG.
Вы также можете использовать наждачную бумагу для удаления загрязнений. Но обратите внимание, что это может занять довольно много времени, а наждачная бумага не может удалить все загрязнения, что снижает шансы на успех.
Проверка готовности
После тщательной очистки поверхности заготовки необходимо проверить ее готовность к процессу сварки.
Сначала попробуйте пройти сварочный проход по металлу. Если металл пористый, вернитесь к процессу очистки, потому что на его поверхности все еще остались загрязнения.
Повторите этот процесс несколько раз и продолжайте, как только заготовка будет готова.
Шаг 04. Используйте прихватку
Хотя это необязательный шаг, использование прихватки повысит ваши шансы на успех. Слово «прихватка» здесь не означает, что вам нужно использовать суперклей. Это просто означает, что заготовка должна оставаться неподвижной на своем месте, чтобы она не мешала процессу сварки.
Например, вы можете использовать стол для изготовления, чтобы удерживать его на месте с помощью различных инструментов. Конечно, если вам неудобно это делать, вы можете пропустить этот шаг, если хотите.
Шаг 05: Измерьте толщину
Вам необходимо измерить толщину вашей заготовки, чтобы знать, с чем вы работаете. Позже это пойдет на подготовку вашего сварщика при установке силы тока, напряжения и других факторов.
Толщиномером можно измерить толщину металла.
Шаг 06. Подготовка сварочного аппарата
Подключите сварочный аппарат к сети и включите его. Поскольку вы предварительно измерили заготовку, у вас должна быть вся информация, необходимая для ввода в машину.
Если ваш сварочный аппарат имеет автоматическую настройку, она должна заполнить пробелы, если таковые имеются в вашей информации. В противном случае вам нужно будет настроить параметры в соответствии с вашими потребностями вручную.
Включи
Сначала включи защитный газ. Делайте это медленно и осторожно, чтобы открыть его полностью. После включения защитного газа включите электромагнитный клапан на сварочном аппарате.
После включения электромагнитного клапана вы должны иметь возможность определять давление (CFA) устройства.
Если не включить электромагнитный клапан, режим безопасности машины должен отключить устройство в течение 30 секунд, чтобы весь газ не вытек.
Провод и газ
Далее вам нужно переключиться на тип используемого провода. Здесь пригодится толщина, которую вы измерили ранее. Например, если толщина вашей заготовки составляет 0,8 мм, уменьшите настройку, чтобы она соответствовала этой настройке.
Здесь пригодится толщина, которую вы измерили ранее. Например, если толщина вашей заготовки составляет 0,8 мм, уменьшите настройку, чтобы она соответствовала этой настройке.
После настройки толщины проволоки переключитесь на тип используемого защитного газа. Ваша машина должна иметь некоторые предопределенные настройки. Опять же, убедитесь, что соответствует тому, что вы используете.
Сила тока и напряжение
Поскольку вы знаете толщину заготовки, вы можете использовать ее для определения силы тока и напряжения станка. В качестве альтернативы, если вы знаете скорость подачи проволоки, вы также можете использовать эту информацию для работы машины.
Переключитесь на параметр толщины и используйте регулировочный диск, чтобы настроить сварочный аппарат на конкретную силу тока, которая вам нужна.
Если ваша машина имеет синергетический режим, она произведет собственный расчет и установит необходимое напряжение. Если нет, вы также можете рассчитать напряжение и ввести необходимую информацию.
Теперь ваша машина готова к работе.
Шаг 07: Предварительный нагрев металла
Этот шаг является мерой предосторожности. Многие сварщики не нагревают заготовку и используют другой метод, известный как холодная сварка.
Однако чугуны хрупкие и могут разрушиться под нагрузкой. Обеспечение теплового контроля является одним из наиболее важных способов избежать таких неблагоприятных обстоятельств.
При предварительном нагреве металла вы будете нагревать всю заготовку, а не какую-то определенную ее часть. При холодной сварке сварщик нагревает и охлаждает одну локализованную область металла, вызывая в ней напряжение.
Этот локальный нагрев приводит к ограниченному расширению конструкции. И чем больше разница между ЗТВ и телом отливки, тем значительнее вероятность разрушения отливки.
В случае чугуна риск более заметен. Поскольку чугун более хрупок, чем другие компоненты, из-за высокого содержания углерода, он более уязвим для трещин, вызванных напряжением, что может привести к поломке.
Итак, вам нужно будет предварительно нагреть всю отливку при низком подводе тепла, чтобы увеличить ваши шансы. И когда пришло время охладить его, дайте ему остыть медленно, чтобы избежать внезапных ограничений.
Одним из способов медленного охлаждения сварного шва является использование изоляционных материалов. В качестве альтернативы можно замедлить процесс охлаждения, время от времени нагревая свариваемую отливку.
Шаг 08: Запустите сварку
Теперь, когда вы настроили все, что могли, вы можете начать процесс сварки. Возможно, это психологическая вещь, но чем комфортнее вы будете готовиться, тем лучше выйдет сварной шов.
Вы можете начать с крошечных прихваточных швов, чтобы посмотреть, как у вас идут дела. Сделайте эти прихваточные швы размером от половины дюйма до одного дюйма, в зависимости от того, что вы считаете наиболее подходящим для вас.
Когда вы сделаете кнопки, отшлифуйте их молотком, чтобы они оставались чистыми. Но не забудьте использовать молоток для наковальни, когда сварной шов относительно пластичен, то есть сразу после того, как вы наденете прихватки. В противном случае это окажет вредное воздействие на сварной шов, а не поможет ему.
В противном случае это окажет вредное воздействие на сварной шов, а не поможет ему.
Как вы знаете, сварка MIG не дает самого чистого или самого красивого результата, если вы не используете кислородно-топливную пайку или пайку TIG. Так что не расстраивайтесь, если вы видите, что результаты не очень хорошие.
Если вы успешно вышли из сварного шва, значит, у вас это получается лучше, чем у пятидесяти процентов сварщиков. Поздравляем!
Несколько полезных советов по сварке чугуна MIG
- При выборе газа лучше всего выбрать 80/20. Это означает 20% углекислого газа и 80% аргона. Однако, если вы боитесь ржавчины металла, в дальнейшем вам следует избегать этого метода, поскольку чугун по своей природе подвержен ржавчине и коррозии.
- При сварке проволокой используйте специальную никелевую проволоку. Однако использование специальной никелевой проволоки может дорого обойтись вашему кошельку. Так что, если вы ищете более бюджетный вариант, вы можете рассмотреть альтернативу из нержавеющей стали.
- Как было сказано ранее, сварка MIG не дает наилучших результатов. Итак, вы можете соединить деталь с помощью припоя. Однако будьте осторожны! Если вы используете проволоку для пайки, это может привести к более слабому сварному шву, который, скорее всего, разрушится раньше, чем позже.
- Если вы собираетесь ремонтировать, попробуйте отколоть чугун, а не шлифовать его. Это уменьшит риск размазывания графита по всей поверхности заготовки.
- Предположим, ваша заготовка соприкоснулась с маслом. Нагрейте его край, пока он не приобретет тускло-красный цвет. Затем дайте ему остыть. Когда он остынет, счистите уголь с поверхности металлической щеткой.

Заключительные слова
Сварка чугуна MIG может быть довольно сложной задачей. Но это просто означает, что это очень приятно, когда вы выходите из испытания победителем. Итак, по какой бы причине вы ни захотели сварить чугун, не помешает иметь пошаговое руководство.
Просто следуйте этому сообщению, и все будет готово. И помните о безопасности во время сварки!
Сварочные стержни для ржавого металла: 5 вещей, на которые стоит обратить внимание
Газовая сварка и газовая резка: в чем разница?
Прилипает ли сварной шов к латуни? [Все, что вам нужно знать]
Как приварить чугун к стали – сделать из металла
Существует довольно широкий спектр причин, по которым кто-то может захотеть приварить чугун к стали. Независимо от того, является ли конечное использование конструкционным, декоративным или чем-то средним, существуют способы склеивания этих двух металлов.
Прежде всего, ради ясности:
Можно ли сваривать чугун со сталью? Да, можно ли железо можно приварить к стали. Успех этого процесса будет зависеть от типа свариваемого железа, а также от выбора электрода.
В этом руководстве я расскажу о некоторых способах успешного выполнения этой задачи в зависимости от вашего приложения. Я ни в коем случае не утверждаю, что мои методы самые лучшие, это просто то, что сработало для меня и других.
Содержание
Декоративная сварка
Я решил, что лучше сначала убрать это с дороги. Если вы выполняете декоративные работы, например, привариваете причудливые металлические изделия к мягкой стали по какой-либо причине, вам не нужно слишком сходить с ума по обеспечению максимально прочного соединения.
Если все, что вы хотите сделать, это сделать так, чтобы это приклеилось, то вы, вероятно, можете просто использовать нержавеющую проволоку с помощью аппарата для дуговой сварки с флюсовой сердцевиной (FCAW), также известного как «безгазовая MIG». Высокое содержание никеля в нержавеющей стали поможет железу и стали склеиться.
Имейте в виду, что это решение предназначено только для более тонких материалов, и ваши сварные швы не будут такими прочными, но это быстрый и грязный способ сделать это, чтобы вы могли продолжить свой день. Чтобы было ясно, сварные швы треснут, когда вы приложите достаточное усилие.
Если вам нужен провод, подойдет этот (Amazon), и он не очень дорогой.
Real Welding
Если вам нужно решение, более прочное, чем нержавеющая порошковая проволока, вы можете использовать сварку MIG или TIG с проволокой или прутком на основе никеля. В некоторых местах это называют Ni-rod. Ваш местный поставщик сварочных материалов, вероятно, будет вашим лучшим выбором для предложений по точным классам, поскольку они будут знать, что доступно в вашем регионе. Кроме того, время от времени появляются новые типы проволоки и стержней, поэтому они будут самыми современными для этих странных применений.
Проблема при сварке стали с чугуном заключается в том, что чугун очень легко трескается. Как только это произойдет, восстановиться будет сложно.
Одним из способов решения этой проблемы является управление охлаждением чугуна. Некоторые люди делают такие вещи, как закапывание сварного шва в горячий песок или покрытие его одеялом из керамического волокна с высокой температурой (например, здесь, на Amazon).
На данный момент вы обслуживаете в основном чугун, так как сталь, как правило, хорошо сваривается. Я настоятельно рекомендую вам прочитать мое руководство по сварке чугуна, так как в нем много советов о том, как избежать растрескивания. Просто не забудьте использовать никелевый наполнитель, а остальное обработайте так, как будто это все чугун.
Я слышал, что другие ребята используют специальные методы сварки чугуна со сталью, хотя сам я их не пробовал.
Один из таких методов включает в себя наложение никелевого сварного шва на каждую деталь отдельно, а затем сварку никелевого шва, чтобы соединить их вместе. Предположительно, это помогает с проплавлением и позволяет вам сосредоточиться на том, чтобы сварной шов работал должным образом на железе самостоятельно.
Опять же, я сам не пробовал. Я, вероятно, буду в следующий раз, когда мне нужно сварить чугун со сталью. Честно говоря, мне приходится это делать не слишком часто, и я все равно предпочитаю пайку.
Другие, более предпочтительные варианты
Я всегда избегаю сварки чугуна, если могу. Трудно понять, есть ли трещины, которые будут распространяться с течением времени, а затем разрушатся в самом неподходящем случае.
Лично я предпочитаю по возможности использовать механические застежки. Чугун довольно легко резать (хотя он и грязный), поэтому часто есть способ просверлить и нарезать отверстие для болта или просверлить отверстие для какого-либо штифта.
Если это невозможно, отличным решением будет пайка. Все, что вам нужно, это кислородная горелка и хороший припой с флюсовым сердечником, и все готово, чтобы устроить чудесный беспорядок.
Если серьезно, то пайка – это совсем другое дело, чем сварка. Я бы лично рекомендовал попробовать пайку на разных материалах, если вы еще не делали этого успешно. Может, попробовать медные трубы, потом стальные, а потом чугунные.
Пайка — отличный навык для изучения, но это отдельный навык. Не ждите больших результатов с первой, второй или десятой попытки. Тем не менее, он отлично работает на железе, и я очень рекомендую его.
Различные виды железа
Существует четыре различных типа железа, и с некоторыми из них работать легче, чем с другими. Это белый, серый, ковкий и ковкий чугун.
Если вы не делаете что-то необычное, вы, скорее всего, увидите серый чугун. Когда он треснул, железо выглядит серым. Сравните это с белым чугуном, который при растрескивании выглядит белым. Это заставляет задуматься, откуда они взяли имена.
Разница между ними в том, что белый чугун тверже, но более хрупкий, чем серый чугун. Другими словами, белый металл труднее сваривать из-за проблем с растрескиванием. Как правило, вам лучше просто держаться подальше от него.
Ковкий чугун — это просто белый чугун, который медленно охлаждают после того, как ему придали форму. Медленный процесс охлаждения делает его менее хрупким. Что касается сварки, то это, по сути, просто белый чугун. У вас не будет достаточно контроля, чтобы снова охладить железо, чтобы оно вернулось в свое ковкое состояние в области сварки.
Чудесный ковкий чугун. Он намного менее хрупок, чем другие виды железа, потому что представляет собой смесь легирующих элементов, таких как магний. Это означает, что меньше вероятность того, что он треснет при сварке. Это также означает, что он дороже, поэтому он не так распространен, как серый чугун.
При работе с трубами вы, скорее всего, столкнетесь с ковким чугуном. Как правило, у него есть что-то, что идентифицирует его как пластичное (например, «DI» или «пластичный», отлитый во фланец).
Кроме того, серый чугун, как правило, более гладкий, а ковкий выглядит так, как будто по нему ударили молотком (обковали). Если вы все еще не уверены, попробуйте выяснить, сколько лет утюгу. Дуктил стал популярным только в 70-х годах.
В конце концов, если вам нужно что-то сварить, то просто сварите. Оно либо сработает, либо нет.
Надеюсь, это поможет.
Можно ли сваривать чугун сварочным аппаратом Mig? 8 простых шагов
Вы собираетесь сваривать чугун с помощью сварочного аппарата MIG? Тем не менее, вы сомневаетесь, можете ли вы выполнять сварку с помощью сварочного аппарата mig или нет? Эй, отбрось все сомнения! Поскольку мы здесь для вас, мы решим все ваши проблемы!
Неважно, новичок вы или уже опытный! Поскольку мы здесь, мы расскажем вам о сварке чугуна с другими соответствующими параметрами сварки.
Давайте углубимся, чтобы найти ответ, можно ли сваривать чугун с помощью сварочного аппарата MIG!
Содержание
Можно ли сваривать чугун с помощью сварочного аппарата Mig?
Сварочные соединения с чугуном можно выполнять с помощью процесса MIG и специальных порошковых электродных проволок, но полученный сварной шов не будет таким прочным, как при дуговой сварке MMA.
Существует много споров о том, можно ли сваривать чугун сварочным аппаратом MIG. Многие люди говорят, что это невозможно, потому что высокая температура процесса сварки MIG приведет к растрескиванию чугуна.
Однако есть и другие, которые говорят, что это можно сделать, но для успешного выполнения требуется много практики и опыта.
При сварке чугуна необходимо учитывать два основных момента: тип чугуна и процесс сварки. Есть два типа чугуна: серый чугун и белый чугун. Серый чугун легче сваривать, чем белый, потому что в нем меньше углерода.
Процесс сварки также важен. Существует три основных сварочных процесса: сварка MIG, сварка TIG и сварка электродом. Сварка MIG является наиболее популярным сварочным процессом, поскольку он относительно прост в освоении и обеспечивает высокое качество сварного шва.
Как сварить чугун с помощью сварочного аппарата MIG? Пошаговое руководство
Сварка чугуна — это процесс соединения двух кусков чугуна вместе. Этот вид сварки очень популярен, так как он прочный и относительно простой в исполнении. Здесь мы покажем вам, как сварить чугун с помощью сварочного аппарата MIG.
Инструменты, которые вам понадобятся для этой сварки:
- Сварочный аппарат MIG
- Чугун
- Сварочные прутки
- Защитное снаряжение
- Проволочная щетка или шлифовальная машина
- Флюс
- Сварочные прутки
- Аппарат для сварки MIG
1. Определите тип чугуна:
Чугун — это материал, который можно сваривать с помощью аппарата для сварки MIG. Чугун бывает двух видов: серый и белый. Серый чугун является наиболее распространенным и легко поддается сварке. Белый чугун сложнее сваривать, но он имеет более высокую температуру плавления.
При сварке чугуна следует использовать проволоку MIG из низкоуглеродистой стали. Проволока должна быть покрыта флюсом для защиты сварного шва от коррозии. Вы также должны использовать защитный газ для защиты сварного шва от окружающей среды. Аргон является наиболее распространенным защитным газом, но вы также можете использовать углекислый газ или гелий.
2. Определите процесс сварки:
Чугун – это хрупкий металл с низкой температурой плавления, который имеет множество применений. Он может быть обработан с очень высокой степенью точности и поэтому часто используется для изготовления прецизионных деталей.
Следовательно, чугун необходимо сваривать с помощью сварочного аппарата MIG. Процесс сварки миг-сваркой является наиболее популярным типом сварки, используемым сегодня. Это полуавтоматический процесс, в котором для сварки используется расходуемый проволочный электрод.
Подробнее: Можно ли приваривать хромомолибден к мягкой стали? Все, что тебе нужно знать!
3. Примите надлежащие меры предосторожности:
При сварке чугуна необходимо соблюдать некоторые меры предосторожности, чтобы оставаться в безопасности. Примите следующие меры предосторожности:
- Убедитесь, что вы носите надлежащее защитное снаряжение, включая сварочный шлем, перчатки, длинные брюки и рубашку.
- Убедитесь, что вы знакомы со свариваемым материалом. Чугун — хрупкий материал, который может легко расколоться, если вы не будете осторожны.
- Сваривать в хорошо проветриваемом помещении. Дым от сварки чугуна может быть опасен, поэтому важно убедиться, что вы работаете в помещении, где может циркулировать воздух.
- Убедитесь, что поверхность чугуна чистая и на ней нет масел или жира.
- Затем используйте проволочную щетку для удаления ржавчины или окалины с поверхности металла.
- Наконец, используйте респиратор, чтобы защитить легкие от дыма, образующегося при сварке.
4. Очистите чугун и удалите ржавчину и мусор:
Наиболее важным фактором при сварке чугуна является подготовка сварного шва. Вы должны удалить всю ржавчину и краску со сварного шва и убедиться, что поверхность гладкая.
Вы можете использовать проволочную щетку для очистки сварного шва или использовать шлифовальную машину для удаления ржавчины и краски. Убедитесь, что вы носите маску и перчатки, когда вы свариваете чугун, потому что пары и искры могут быть вредными.
5. Настройте сварочный аппарат и отрегулируйте настройки сварочного аппарата:
Настройте свой сварочный аппарат. Установите напряжение примерно на 15 вольт и силу тока примерно на 85 ампер.
6. Предварительный нагрев сварочного аппарата до необходимой температуры:
Важным этапом сварки чугуна является предварительный нагрев сварочного аппарата до необходимой температуры. Как только сварочный аппарат нагреется до нужной температуры, можно приступать к сварке. Обязательно выполняйте сварку короткими последовательными ходами и держите сварочную ванну в движении.
7. Сварка чугуна с помощью сварочной проволоки:
Сварка MIG — это процесс, при котором проволока подается через пистолет, и тепло от сварочной проволоки плавит проволоку. Затем проволока соединяет два куска металла вместе.
Сварку можно использовать для соединения различных металлов, включая сталь, алюминий и латунь. Это очень универсальный процесс, который можно использовать для самых разных целей, включая ремонт, изготовление и так далее.
8. Зачистите сварные швы и зачистите поверхность чугуна:
Отшлифуйте сварные швы, а затем очистите поверхность чугуна для сварки чугуна с помощью сварочного аппарата MIG. Как только поверхность будет чистой, вы можете начать сварку чугуна с помощью сварочного аппарата MIG.
При сварке чугуна держите руку твердо и медленно. Если вы попытаетесь сварить его слишком быстро, металл треснет, и вам придется начинать все сначала.
Процесс сварки чугуна для сварки чугуна с помощью сварочного аппарата mig Краткий обзор:
1. Отшлифуйте поверхность свариваемого чугуна с помощью угловой шлифовальной машины. Это удалит ржавчину, окалину или краску и создаст чистую поверхность для сварки.
2. С помощью проволочной щетки очистите поверхность чугуна и удалите остатки мусора.
3. Нанесите слой сварочного флюса на поверхность чугуна. Это поможет защитить металл от коррозии и облегчит сварку.
4. Подключите сварочный аппарат MIG к источнику питания и настройте сварочный аппарат на правильное напряжение и силу тока.
5. Наденьте маску сварщика и отрегулируйте линзу так, чтобы обеспечить хороший обзор зоны сварки.
6. Держите горелку Mig под углом 45 градусов к чугуну и медленно сваривайте чугун.
Преимущества сварки чугуна сварочным аппаратом MIG
Сварка чугуна сварочным аппаратом MIG имеет много преимуществ. Два материала легко свариваются вместе, потому что они имеют низкую температуру плавления, а сварной шов очень прочный. Кроме того, сварной шов легко шлифуется и обрабатывается.
Чугун — очень прочный материал, который используется во многих отраслях промышленности. Он часто используется для деталей машин, блоков двигателей и других компонентов, предназначенных для тяжелых условий эксплуатации. Сварка MIG — лучший способ сварки чугуна, поскольку он обеспечивает очень прочный сварной шов и прост в использовании.
Недостатки сварки чугуна сварочным аппаратом MIG
Сварка чугуна сварочным аппаратом MIG может быть сложной и утомительной. Основным недостатком является то, что сварной шов имеет тенденцию быть хрупким и может легко разрушиться. Это связано с тем, что металл сварного шва сильно отличается от окружающего металла. Металл сварного шва очень мягкий и имеет тенденцию быстро плавиться, в то время как окружающий металл намного тверже.
Другим недостатком сварки чугуна с помощью сварочного аппарата MIG является сложность получения хорошего сварного шва. Это связано с тем, что сварочная ванна очень мала, и можно легко потерять сварной шов в окружающем металле.
Часто задаваемые вопросы:
Трудно ли сваривать чугун с помощью сварочного аппарата Mig?
Чугун трудно сваривать сварочным аппаратом MIG. Это потому, что он имеет высокое содержание углерода, что делает его хрупким и склонным к растрескиванию. Для успешной сварки чугуна вам необходимо установить малую силу тока на вашем сварочном аппарате и убедиться, что сварочная ванна небольшая и четко очерченная.
Можно ли сваривать литые стали с помощью сварочного аппарата MIG?
Да. Тем не менее, есть несколько вещей, которые вы должны иметь в виду при сварке литой стали. Во-первых, вам нужно убедиться, что ваш сварочный аппарат правильно настроен для процесса сварки.
Можно ли сваривать чугун проволокой MIG из мягкой стали?
Чугун и низкоуглеродистая сталь являются черными металлами, что означает, что они содержат железо. Вот почему их можно сваривать вместе с помощью проволоки MIG из мягкой стали. В процессе сварки выделяется небольшое количество тепла, которое расплавляет металл и соединяет его вместе.
Заключение:
Чугун – хрупкий, но прочный материал, который веками используется в самых разных областях. Это может быть сложно сваривать, но при правильной технике это можно сделать с помощью сварочного аппарата MIG.
Как сварить стальное литье | Все, что вам нужно знать
Лучшие проекты по сварке для начинающих
Пожалуйста, включите JavaScript
Лучшие проекты по сварке для начинающих
Я много занимался сваркой, но когда мне приходится сваривать стальные отливки, это каждый раз как в первый раз. Я получаю нервную дрожь, как во время моего первого сварочного испытания. Теоретически литая сталь выглядит легко свариваемой, но на самом деле все не так просто.
Секрет сварки стального литья заключается в понимании металлургии материала и знании того, как с ним будут взаимодействовать ваши присадочные металлы. В этой статье я дам общий обзор литых сталей, познакомлю с различными типами процессов сварки, используемых для них, и пошагово сварю литых сталей.
Что такое литая сталь?
Литая сталь – это группа сталей с определенными свойствами и химическим составом. Как правило, они относятся к категории легированных сталей, но часто их также считают конструкционными или низколегированными сталями.
Основное отличие литой стали от других видов стали заключается в том, что она создается в форме, а не в слитке. Это позволяет создавать более сложные формы из одной металлической заготовки вместо одновременной заливки нескольких слитков для создания многогранного объекта.
Как изготавливают литые стальные формы?
Изготовление литой стальной формы начинается с нагрева металлических заготовок до тех пор, пока они не станут достаточно расплавленными, чтобы их можно было вылить в форму. Как только источник тепла был удален, жидкий металл снова затвердевает в твердой форме, что создает окончательную форму литой стали.
Тип нагрева, используемый для плавки металла, также может иметь большое влияние на конечный продукт. Вот лишь некоторые из наиболее распространенных типов:
Уголь и древесный уголь — это старомодный процесс, который до сих пор используется в некоторых частях Китая. Он производит низкокачественную литейную сталь, но это хороший процесс для создания низкоуглеродистой стали с высоким содержанием углерода.
Электродуговая печь – это наиболее распространенный тип печи, используемый сегодня для плавки нисходящей стали. Ее называют «дуговой» печью из-за того, как при ее создании используется электричество, но во многих случаях газ можно сжигать вместе с расплавленным металлом, чтобы уменьшить этот эффект.
Азот — это современный процесс, при котором азот и углерод впрыскиваются в расплавленный металл для создания богатой азотом среды в конечном продукте. Он помогает производить прочную высококачественную стальную отливку с очень тонкой и однородной микроструктурой.
Углерод, кислород, азот — это еще более новый процесс, при котором металл помещается в вакуумную камеру и нагревается до очень высоких температур. Затем вводят кислород и азот, в результате чего получается чрезвычайно чистая однородная сталь с меньшим количеством загрязняющих веществ, чем при использовании других методов.
Как отличить чугун от литой стали?
Это может быть немного сложно, потому что оба типа металла имеют много общего. Они оба ковкие, серо-черные металлы, которые затвердевают при охлаждении. Когда вы смотрите на чугун и стальную отливку рядом, может быть трудно сказать, что есть что.
- Химические составы – Чугуны обычно содержат больше углерода, чем литые стали. Это означает, что они, как правило, более хрупкие и не такие прочные. Они также содержат высокий процент оксида железа в своем химическом составе. Литые стали обычно содержат больше легированных металлов, таких как никель, молибден, хром и марганец. Все они помогают усилить или иным образом изменить свойства конечного продукта, но они также занимают больше объема, а также изменяют полученный цвет.
- Внешний вид . Форма куска металла обычно указывает на то, чугун это или сталь. Литая сталь имеет тенденцию иметь более гладкий, изысканный или полированный вид, в то время как чугун будет иметь более грубую «песчаную» текстуру.
- Искры — Когда вы используете шлифовальную машину для резки металла или удаления ржавчины, летят искры. Вы можете сказать, что это литая сталь, по искрам, которые исходят от него, когда вы шлифуете его. Если искры яркие и светлые, то вы, вероятно, смотрите на литую сталь. Если они темные и выглядят «грязными», то это, скорее всего, чугун.
- Вес. Если вы знаете вес объекта и его размер, вы можете с хорошей степенью точности определить, литой он из стали или нет. Чугун будет весить меньше, чем литая сталь того же размера из-за более низкого содержания углерода
Какой металл я бы сделал из литой стали?
Ответ на этот вопрос зависит от типа используемой стали. Вот несколько распространенных примеров, но, безусловно, есть и другие:
Холодная отделка стали – Сталь с холодной обработкой является наиболее часто используемым сплавом при изготовлении инструментов и промышленного оборудования. Он используется для изготовления таких вещей, как лопаты, лопаты, топоры, автомобильные детали и многое другое.
Свинцовая литая сталь – Этот тип литой стали представляет собой очень мягкий сплав железа и углерода, который используется для изготовления пуль. Его плавят в огромных чанах и заливают в формы, которым затем дают затвердеть на воздухе, не двигая их во время охлаждения, — в результате получается металл, «поддающийся механической обработке».
Жидкая литая сталь . Этот сплав получил свое название, потому что это в основном жидкая форма стали, которую можно использовать для литья предметов без необходимости повторного нагрева после заливки. Сварка этого типа металла может быть очень сложной из-за его тонкости и текучести. Он часто используется в нефтяных скважинах, двигателях, насосах и различных других деталях.
Расплавленная литая сталь — это очень высококачественный сплав для изготовления металлических изделий, требующих чрезвычайной прочности и долговечности. Обычно он изготавливается из жидкой стали, но его также можно затвердеть в специальных печах. Он используется в строительной отрасли для таких вещей, как мосты или небоскребы
Нержавеющая сталь – специальный сплав, используемый для изготовления ножей. Он создается путем добавления хрома в смесь расплавленной стали, что делает его устойчивым к ржавчине и очень прочным.
Блестящая литая сталь . Это прочный сплав стали, используемый для изготовления таких вещей, как железнодорожные рельсы и трамвайные пути. Его отливают в большие формы и дают затвердеть под действием силы тяжести, а не быстро охлаждают.
Это всего лишь несколько примеров из десятков, но они дают представление о том, насколько универсальной может быть литая сталь.
Можно ли сваривать литые стали?
Конечно, можно. Многие люди предпочитают сваривать детали из литой стали, потому что это такой прочный металл, который очень хорошо выдерживает тепло и давление в процессе сварки. Если вы предпочитаете сварку стержнем, используйте сварочный пруток E7018 для достижения наилучших результатов. Я настоятельно рекомендую сварку TIG, описанную ниже, но ваш металл должен быть идеально чистым.
На что обратить внимание перед сваркой стального литья?
Прежде чем приступить к сварке первой стальной отливки, необходимо учесть некоторые моменты.
Размер
Меньшие детали из литой стали гораздо легче сваривать, чем большие. Даже малейшая трещина или деформация литья могут впоследствии вызвать проблемы. Вы должны быть очень осторожны при сварке небольших деталей, чтобы убедиться, что вы полностью удалили коробление, трещины или ошибки.
Rapidity
Литая сталь очень сложна в сварке. Таким образом, вы должны проявлять особую осторожность, чтобы ваша сварочная ванна не остыла слишком быстро, иначе сталь может треснуть. Это гораздо меньше необходимо для отливок с низким содержанием углерода или тех, которые содержат марганец, который делает их более твердыми, чем обычный чугун.
Безопасность
При работе с металлом любого типа вы всегда должны носить защитную одежду и защитное снаряжение.
Перед началом любых сварочных работ, в которых используется этот материал, подготовьте план действий в чрезвычайных ситуациях, особенно если вы делаете что-то более сложное, чем простая сварка.
Условия эксплуатации
Высокая температура и низкая прочность при высоких температурах — это лишь две из нескольких проблем, которые могут возникнуть при работе со стальным литьем. Поскольку он имеет такую низкую температуру плавления, любое изменение условий эксплуатации может привести к трещинам или деформации.
Рабочие условия
Так же, как и условия эксплуатации, рабочая среда будет играть роль в том, насколько успешной окажется ваша сварочная работа. Если для вашего сплава слишком жарко или холодно, это может усложнить ситуацию и привести к непредсказуемым результатам. Кроме того, определенные факторы, такие как влажность или влага, могут существенно повлиять на способность литой стали держаться вместе при сварке.
Деформация
Деформация представляет собой большую проблему при сварке стального литья. Чугуны имеют очень высокий уровень искажений по сравнению с другими металлами, и это еще более важно, когда вы имеете дело с более высоким содержанием углерода.
При работе с литыми стальными изделиями любого типа следует проявлять особую осторожность, чтобы температура окружающей среды не создавала проблем во время или после сварочных работ.
Вот несколько основных советов, которые помогут вам избежать деформации:
- Используйте мешок с песком или аналогичный инструмент, чтобы стальная отливка оставалась холодной и неподвижной во время сварки.
- Скрепляйте детали во время сварки, а не полагайтесь только на зажимы.
- Прежде чем продолжить работу, дайте время для любых изменений температуры.
- Используйте сварочный аппарат MIG с низким подводом тепла и минимально возможной скоростью подачи проволоки.
- Используйте провод соответствующего размера для используемого тока.
- Не обтачивайте стальные отливки до тех пор, пока не закончите их сварку.
- При сварке стального литья следует использовать присадочный материал из нержавеющей стали вместо обычной стали, чтобы избежать этих проблем и гарантировать, что конечный продукт сохранит свою прочность и коррозионную стойкость на многие годы вперед.
Проблемы с предварительным нагревом
Если температура стального литья слишком низкая, это может вызвать проблемы при сварке. Чтобы этого не произошло, вы должны предварительно нагреть стальную отливку или, по крайней мере, дать ей прогреться достаточно долго.
Это особенно важно при сварке более толстых материалов, так как их теплопроводность менее эффективна, чем у более тонких материалов.
ПРИМЕЧАНИЕ: Помните, что чем выше содержание углерода, тем больше тепла потребуется, чтобы литая сталь достигла температуры сварки.
Типы отливок из стали
Существует множество различных видов отливок из стали, различающихся по содержанию углерода, составу сплава и термической обработке.
Низкоуглеродистая литая сталь
Низкоуглеродистая литая сталь содержит менее 0,3% углерода, что означает, что она намного мягче и ковчее, чем другие типы литой стали. Его легче всего сваривать и обрабатывать, но он также наиболее чувствителен к растрескиванию при охлаждении.
Среднеуглеродистая литая сталь
Этот тип содержит от 0,3% до 0,5% углерода. Он тверже, более износостойкий и с меньшей вероятностью растрескивается при охлаждении. Вы также можете упростить обработку или шлифовку по сравнению с низкоуглеродистой стальной отливкой.
Высокоуглеродистая литая сталь
Этот тип содержит более 0,5% углерода, и его чрезвычайно трудно сваривать или обрабатывать. Вам нужно увеличить количество тепла, подаваемого во время сварки, использовать для этого специальное оборудование и использовать более высокую силу тока, чем для других литых сталей.
ПРИМЕЧАНИЕ: Любой вид излома или трещины может быть фатальным при работе с этим типом материала, потому что высокоуглеродистая сталь очень хрупкая, а это означает, что она не будет деформироваться до того, как треснет или сломается.
Как сварить литейную сталь?
Когда дело доходит до сварки литых сталей, лучшим вариантом будет процесс GMAW. Также можно использовать процессы FCAW и TIG/GTAW, но они, как правило, требуют большей подготовки и последующей обработки, чем GMAW.
Ключом к сварке литых сталей является терпение. Нельзя торопить процесс, иначе вы сильно ослабите конечный продукт, если не полностью его испортите. С этим типом материала лучше всего работает медленная, устойчивая подача тепла, что означает использование низкой скорости сварки при чрезвычайно низком подводе тепла.
Это связано с тем, что при сварке литой стали сварочная ванна очень быстро остывает. Если вы попытаетесь нагреть ее слишком сильно или нагреть с чрезмерной скоростью, вся лужа быстро затвердеет и станет бесполезной.
Ключевым моментом здесь является то, чтобы энергия вашей сварочной дуги передавалась в сварочную ванну. Впитывать следует медленно, равномерно и терпеливо. Слишком быстрая или сильная подача тепла приведет к тому, что лужа затвердеет еще до того, как вы успеете ее запустить.
ПРИМЕЧАНИЕ: После того, как ваш проект по сварке стального литья будет завершен, обязательно тщательно очистите зону термического влияния сварного шва. Процесс, используемый для этого, зависит от типа сплава, с которым вы работаете.
Сварка стального литья шаг за шагом
Этап 1. Отшлифуйте поверхности, достаточно плоские для хорошего сплавления между деталями
Шлифовка всех старых паяных соединений или трещин в детали перед сваркой сделает сварной шов намного прочнее. Важно равномерно зачистить обе стороны детали и следить, чтобы между ними не было зазоров.
Шаг 2. Используйте присадочный материал с низким содержанием водорода
Выбор присадочной проволоки существенно повлияет на конечное качество сварного шва. Вы должны использовать наполнительный стержень с наименьшим возможным содержанием водорода.
Шаг 3. Предварительный нагрев при необходимости
Предварительный нагрев стального литья рекомендуется по двум причинам. Это поможет гарантировать, что материал быстрее достигнет температуры сварки, и вы сможете начать сварку намного быстрее.
Шаг 4. Правильно расположите присадочный материал
При сварке литых сталей присадочный стержень следует поместить под углом приблизительно 45 градусов непосредственно в сварочную ванну. Чем более постоянна ваша дуга, тем лучше.
Шаг 5. Выполняйте медленные, устойчивые сварные швы с короткой дугой
Ваша цель — использовать роботизированную сварку, чтобы поддерживать очень стабильный и равномерный ввод тепла и избегать любых резких движений, которые могут привести к падению температуры вашего сплава. .
Не прекращайте сварку, пока не будет закончен весь сварной шов. Ваш наполнительный материал должен быть расплавлен в стальной ванне для максимальной прочности и долговечности.
Любой лишний присадочный металл на внешней стороне сварного шва можно удалить с помощью шлифовальной машины или другого инструмента после завершения сварки.
ПРИМЕЧАНИЕ: Сложные формы могут потребовать нескольких различных кусков литой стали для создания конечного продукта.
Шаг 6. Тщательно очистите после сварки
После того, как вы закончите, оставьте все в покое, пока оно не остынет настолько, чтобы дотрагиваться до него было только больно. Как только это произойдет, поднимите ту часть, которая была сварена первой (вероятно, ту, которая обращена вверх) и начните удалять весь лишний шлак с помощью проволочной щетки или отбойного молотка.
Как только все будет удалено, возьмите другую часть и сделайте то же самое, только на этот раз продолжайте, пока не доберетесь до любого металла!
ПРИМЕЧАНИЕ: Шлак должен легко отделяться, если он достаточно остыл, поэтому воздержитесь от приложения чрезмерной силы, иначе вы рискуете оставить вмятину или даже полностью разрушить сварной шов.
Сварку литых сталей можно безопасно выполнять, если у вас есть подходящее оборудование и вы знаете, как обращаться с материалом.
Наконечники для сварки стального литья
Вот несколько основных советов, которые вы всегда должны учитывать при сварке стального литья:
- Используйте сварочный аппарат с подачей проволоки с низким подводом тепла и предварительно нагрейте материал, чтобы снизить риск растрескивания.
- Не забудьте использовать присадочный материал из нержавеющей стали вместо обычной стали, чтобы предотвратить деформацию и улучшить качество отделки.
- Иногда, в зависимости от содержания углерода, может потребоваться регулировка скорости подачи проволоки.
- Следите за тем, чтобы литая сталь не перегревалась, защищая ее или охлаждая водой.
- Имейте в виду, что более толстым кускам материала потребуется больше времени для нагрева и охлаждения перед началом сварки.
- Используйте сварочный аппарат TIG вместо дугового, если отливка часто трескается — с таким материалом сложнее работать.
- Всегда обращайтесь к руководству по сварке для конкретного изделия из литой стали.
Основные правила техники безопасности
Перед сваркой стального литья следует всегда учитывать несколько основных правил техники безопасности:
- Носить термостойкие перчатки и обувь, а также огнеупорный фартук и сварочную маску или капюшон.
- Носите беруши и пылезащитную маску, потому что добавление марганца, серы и фосфора может привести к образованию вредных паров во время сварки.
- Перед началом сварки убедитесь, что вы не вдыхаете какие-либо газы и частицы от стального литья.
- Выполняйте сварку в хорошо проветриваемом помещении, чтобы пары и газы не воздействовали на вас или других людей в вашей рабочей среде.
- Будьте осторожны и не прикасайтесь к горячим кускам материала, пока они полностью не остынут без какой-либо защиты, такой как кожаные перчатки и сапоги.
Оцените 3 моих лучших сварочных шлема ниже:
Можете ли вы приклеить сварку литой стали?
Вы определенно можете использовать электродную сварку для сварки литой стали. Тем не менее, важно, чтобы вы делали это только в том случае, если у вас есть опыт сварки электродом и вы знаете, как это сделать, не причинив никаких повреждений.
Я настоятельно рекомендую использовать сварку TIG с стальным литьем вместо сварки MIG или дуговой сварки, если у вас нет опыта.
ПРИМЕЧАНИЕ: You Steel может быть грязной или не идеально очищенной при использовании сварочного аппарата. Это большое преимущество перед сваркой TIG.
Почему я рекомендую сварку TIG для литой стали?
Сварка ВИГ сложнее, чем МИГ или сварка электродом, но она также намного безопаснее.
Материалы, которые можно сваривать с помощью TIG, ограничены по сравнению с теми, с которыми может работать ваш стандартный аппарат для дуговой сварки, поэтому я рекомендую сначала попробовать TIG на более простых материалах, прежде чем даже пытаться сваривать литую сталь.
ПРИМЕЧАНИЕ: Ваш металл должен быть идеально чистым при использовании сварки TIG.
Можно ли сваривать литые стали MIG?
Вы определенно можете сваривать литую сталь MIG, но я не рекомендую этого делать. Этот процесс требует большего опыта, чем сварка TIG, и вам нужно будет использовать присадочный материал из нержавеющей стали вместо обычной стальной проволоки.
Сварка ВИГ выполняется быстрее, чем сварка МИГ, и не имеет таких проблем, как брызги, из-за которых готовое изделие может выглядеть неряшливо. Это также снизит нагрузку на ваши руки и запястья.
Использовать сварочный аппарат TIG для стального литья сложнее из-за контроля, необходимого для предотвращения коробления и растрескивания, но как только вы это сделаете, вы увидите, насколько хорошо он работает, и почему я рекомендую использовать сварочные аппараты TIG для стального литья.
СОВЕТ: Прочтите 8 советов для начинающих сварщиков MIG
Как лучше всего сваривать литые стали методом TIG?
Наилучший способ сварки литой стали методом TIG — это обращение с ней, как с любым другим материалом.
Вам необходимо настроить оборудование, в том числе использовать стержень из нержавеющей стали TIG вместо обычной стали.
Вы также должны уметь видеть разницу между разными цветами, которые окрашивает металл при нагревании, чтобы знать, где нельзя сваривать и сколько времени нужно ждать перед повторной сваркой.
Читать далее
- Разница между сварочными прутьями 7018 и 6010
- Как выбрать сварочную силу тока?
- 5 ошибок начинающих сварщиков
- Различия между сваркой Пайка и пайка
- Как пользоваться плазменным резаком?
- 7 советов по сварке вертикальной палкой для повышения качества сварки
- Сварочный аппарат для начинающих Настоятельно рекомендую
- Нужно ли удалять краску с металла перед сваркой?
- Можно ли прикоснуться к сварочному электроду во время сварки электродом?
- Какие существуют типы сварных соединений?
Вопрос по сварке чугуна
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Вопрос по сварке чугуна
20-09-2018 #1
Вопрос по сварке чугуна.
Здравствуйте,
У меня раньше была довольно странная мысль, и я хочу услышать, что вы можете сказать об этом. Ради вопроса представьте себе 1-дюймовую канавку в чугуне для сварки с 7018. Было бы полезно «покрыть» поверхности, которые должны быть соединены, сварными швами? Я думаю, что, покрывая поверхность сварными швами, когда вы соединяете деталь, вам нужно иметь дело только с соединением стали со сталью, а не с литьем со сталью.
Вопрос возник, когда я недавно смотрел видео bcbloc02, в котором он ремонтирует сломанную отливку на своем сверлильном станке. Он должен был нарастить часть отливки с помощью 7018, и это заставило меня задуматься, будет ли какая-то польза от того, чтобы сделать это со всей поверхностью.
По всей вероятности, это не очень хорошая идея, но я хочу услышать, что вы все думаете.
Кроме того, я знаю, что есть лучшие материалы для сварки чугуна, но в видео он использовал 7018.Спасибо,
Бен Л.
Ответить с цитатой
20-09-2018 #2
Re: Вопрос по сварке чугуна.
Пайка или сварка чугунным стержнем
На плавку для сварки или пайки
Я видел чугун, сваренный с помощью дуговой сварки и сварки MIG.
Это была хорошая новость для меня, я все исправил правильноDave
Первоначально написал Ben L
Привет,
Ранее у меня возникла довольно странная мысль, и я хочу услышать, что вы скажете об этом. Ради вопроса представьте себе 1-дюймовую канавку в чугуне для сварки с 7018. Было бы полезно «покрыть» поверхности, которые должны быть соединены, сварными швами? Я думаю, что, покрывая поверхность сварными швами, когда вы соединяете деталь, вам нужно иметь дело только с соединением стали со сталью, а не с литьем со сталью.
Вопрос возник, когда я недавно смотрел видео bcbloc02, в котором он ремонтирует сломанную отливку на своем сверлильном станке. Он должен был нарастить часть отливки с помощью 7018, и это заставило меня задуматься, будет ли какая-то польза от того, чтобы сделать это со всей поверхностью.
По всей вероятности, это не очень хорошая идея, но я хочу услышать, что вы все думаете.
Кроме того, я знаю, что есть лучшие материалы для сварки чугуна, но в видео он использовал 7018.Спасибо,
Бен Л.
Последний раз редактировалось smithdoor; 20.09.2018 в 22:15.
Ответить с цитатой
20-09-2018 #3
Re: Вопрос по сварке чугуна.
Три-ноль-девять-л.
Последний раз редактировалось Yofish; 20.09.2018 в 23:07.
Ответить с цитатой
09-20-2018 #4
Re: Вопрос по сварке чугуна.
Первоначально Послано Yofish
Три-ноль-девять-Л.
Сварка типа «WELDOR», а не сварка «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea. ,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
09-20-2018 #5
Re: Вопрос по сварке чугуна.
Они называют это маслом. Смажьте обе части никель-стержнем или нержавеющей сталью. Всегда ли это возможно или необходимо.
«Что разрушит Америку, так это процветание любой ценой, мир любой ценой, безопасность превыше долга, любовь к легкой жизни и теория жизни о быстром обогащении.
» -Теодор РузвельтОтветить с цитатой
09-21-2018 #6
Re: Вопрос по сварке чугуна.
Первоначально Послано Сэнди
Они называют это намазыванием маслом.
да, я тоже. мне нравится 7018 для выхлопных колецОтветить с цитатой
21.
09.2018
#7Re: Вопрос по сварке чугуна.
Первоначально Послано smithdoor
Пайка или сварка с чугунным стержнем
На тепло быть для сварки или пайки
Я видел некоторые чугуна, сваренные с палкой и MIG сварки.
Это была хорошая новость для меня, я все исправилДэйв
+1 за это. Я видел слишком много чугунных деталей, разрушенных электросваркой. Для этого можно использовать пайку, сварку O/A или сварку термическим распылением. Когда у нас был чугунолитейный завод, производящий выпускные коллекторы, отверстия и дефекты керна заваривались термической сваркой. Были опробованы и оценены другие методы, однако было слишком много неудач.Ответить с цитатой
21.09.2018 #8
Re: Вопрос по сварке чугуна.
ни где то ни один профессионал не порекомендует 7018 для сварки чугуна. зона ЗТВ или стороны зоны сварки часто будут хрупкими при низких нагрузках, в целом не следует доверять
.
обычно рекомендуют
средний никелевый стержень и сварной шов часто плохо поддается механической обработке
высокий никелевый стержень и сварной шов поддается механической обработке
.
дороже, но продаются только стержни, на коробке которых написано, что они для чугуна, это никелевые стержни.Ответить с цитатой
21.09.2018 #9
Re: Вопрос по сварке чугуна.
Первоначально Послано Сэнди
Они называют это намазыванием маслом. Смажьте обе части никель-стержнем или нержавеющей сталью.
Можете ли вы снять этот процесс на видео? Всегда ли это возможно или необходимо.
Я хочу посмотреть, как ты приклеишь масло к сварным швам, а потом посмотрим, как все это расплавится.Ответить с цитатой
21.09.2018 #10
Re: Вопрос по сварке чугуна.
Я сварил много чугуна за эти годы, но никогда не использовал 7018. Они делают стержни для чугуна не просто так.
Сварите его с ними или припаяйте, но я бы никогда не использовал 7018.Ответить с цитатой
09-21-2018 #11
Re: Вопрос по сварке чугуна.
Первоначально Послано Virgil5
Можете ли вы сделать видео этого процесса?
Если вам нужна актуальная документация, Lincolns «Металлы и способы их сварки» упоминает намазывание маслом . Высокоуглеродистые стали. Посмотрите в индекс и идите оттуда. В «Руководстве по дуговой сварке» Линкольна также обсуждается намазывание маслом в контексте перехода от углеродистой стали к нержавеющей, а также отливки с высоким содержанием графита. Также в индексе. Индекс ссылается на соответствующие страницы, вам придется прочитать, чтобы найти слово/задачу.
Я хочу посмотреть, как ты приклеишь масло к сварным швам, а потом посмотрим, как все это расплавится.Прямая цитата———-«»Масленка:» Там, где должны быть сварены большие V-образные соединения, иногда полезно выровнять стороны электродом ESt, а затем заполнить оставшуюся пустоту мягкой сталью. электрод Е7018.Этот процесс называется «намазывание маслом»
Видео нет.
«Что разрушит Америку, так это процветание любой ценой, мир любой ценой, безопасность превыше долга, любовь к легкой жизни и теория жизни о быстром обогащении». — Теодор Рузвельт
Ответить с цитатой
21.
09.2018
#12Re: Вопрос по сварке чугуна.
Первоначально Послано Сэнди
Если вам нужна актуальная документация, Lincolns «металлы и как их сварить» упоминает намазывание маслом . Высокоуглеродистые стали. Посмотрите в индекс и идите оттуда. В «Руководстве по дуговой сварке» Линкольна также обсуждается намазывание маслом в контексте перехода от углеродистой стали к нержавеющей, а также отливки с высоким содержанием графита. Также в индексе. Индекс ссылается на соответствующие страницы, вам придется прочитать, чтобы найти слово/задачу.
Прямая цитата———-«»Масленка:» Там, где должны быть сварены большие V-образные соединения, иногда полезно выровнять стороны электродом ESt, а затем заполнить оставшиеся пустоты мягким- стальной электрод E7018 Этот процесс называется «намазывание маслом»
Нет видео
Я не мог понять, то ли он умничал, то ли на самом деле просил видео, я полагал, что все знают, что такое намазывание маслом, ха-ха.Ответить с цитатой
21.09.2018 №13
Re: Вопрос по сварке чугуна.
Между процессом, о котором говорит Линкольн при изготовлении больших отливок, таких как основания пресса, и сваркой тисков, проходит много времени.
То, что Линкольн называет намазыванием маслом, на самом деле создает слой сплава, который за неимением лучшего описания становится похожим на слой грунтовки между сталью и эмалью.
Как упоминает Линкольн, на поверхности часто присутствует углерод, который в значительной степени попадает в отливку измученным работником ArcAir, который уползает, когда появляется сварщик. Взрывная обработка носителя, если она будет выполнена, все равно оставит углерод.Существует также проблема, связанная с тем, что независимо от того, что определил металлург в заливке при определении наполнителя, это может не совпадать с тем, что вы обнаружите, когда начинаете сварку.
Идея намазывания маслом, на которую ссылается Линкольн, заключается в принятии решения; Его заварят или забросят? Имейте в виду, что к моменту начала точечной сварки в отливку было влито чертовски много тепла, что вылилось во многие $$$$.
Если отливка остывает без заполнения V-образной формы, можно услышать Большой звон, так как она трескается в другом месте из-за изменения напряжения. Даже если он не трескается, никто не хочет платить за нагрев 1000 фунтов + до температуры сварки и надеяться, что стойки останутся на месте до открытия трещины.
Чугун делает забавные вещи.Перед тем, как быть купленным ITW, компания Hobart Bros активно занималась разработкой плазменной сварки, чтобы облегчить такой ремонт с меньшим повреждением самой отливки. ITW отказалась от этой программы вместе с программой Хобарта по производству машин с двигателями, чтобы урегулировать судебный иск Lincoln, и передала обе линейки продуктов компании Thermal Dynamics, которая быстро прекратила отказ от обеих.
Ответить с цитатой
26.
09.2018
№14Re: Вопрос по сварке чугуна.
FWIW
У меня есть очень старая книга от Lincoln Electric, в которой демонстрируется сварка трещин в цилиндрах парового двигателя с помощью дуговой сварки.
Я очень внимательно изучаю чугун, прежде чем решить, какой процесс использовать для ремонта, будь то пайка, сварка O/A или дуговая сварка.Ответить с цитатой
09-26-2018 №15
Re: Вопрос по сварке чугуна.
Первоначально Послано drujinin
FWIW
Эти старые книги о Линкольне на вес золота, НО вы должны иметь в виду, что до середины 30-х годов стержень не продвинулся намного дальше, чем Fleetweld
У меня есть очень старая книга от Lincoln Electric, которая демонстрирует сварку трещин в цилиндрах парового двигателя с помощью дуговой сварки.
Я очень внимательно изучаю чугун, прежде чем решить, какой процесс использовать для ремонта, будь то пайка, сварка O/A или дуговая сварка.
Многие последующие поколения стержней значительно облегчили работу сварщика.После Второй мировой войны было много излишков авиационных поршневых колец, а также много изношенного и сломанного чугуна. Принятым предпочтительным методом сварки отливок тогда была заливка поршневых колец и горелка O/A. Были также 2 направления мысли о подготовке отливки к сварке, зачистке — v — шлифовке. Человек, который обучал меня, был из школы стружки, и, по моему мнению, он был прав, поскольку шлифование часто приводило к образованию глянцевой зоны, что затрудняло склеивание.
Чугун, поступающий в сварочный цех, всегда будет проблемой, так как вы никогда не знаете, из чего было отлито изделие.
Сегодня эпоксидная смола и булавки часто дают лучшие результаты при гораздо меньших затратах.Ответить с цитатой
26.09.2018 №16
Re: Вопрос по сварке чугуна.
Имея дело с чугуном, я всегда полагался на то, что говорит компания UTP.
Они делают на несколько больше чугунных стержней, чем кто-либо другой, и не имеют методов предварительного и последующего нагрева и стержней. Я довольно много занимаюсь чугуном, и их методы и продукты никогда меня не подводили.Ответить с цитатой
09-29-2018 # 17
Re: Вопрос по сварке чугуна.
Недавно я сломал маленькие чугунные тиски, припаял их методом TIG с присадочным стержнем из кремниевой бронзы.
Слегка нагрел до и после горелкой O/A. Он работал хорошо и до сих пор держится. YMMV2 сварочных аппарата Hobart MIG, 1 на газе 1 флюсовая сердцевина
ПВТ Инвертиг 221 ДВ
Иствуд TIG200
ПВТ МИГ 2400Ответить с цитатой
01.10.2018 # 18
Re: Вопрос по сварке чугуна.
Если вы обнаружите, что 7018 или любой другой «обычный» (то есть не предназначенный для чугуна) наполнитель хорошо подходит для сварки чугуна, сделайте шаг назад и убедитесь, что вы действительно работаете с чугуном.
Литая сталь может выглядеть аналогично, но сварка больше похожа на обычную сталь с обычными наполнителями.Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Выбор процесса сварки: GMAW, TIG, SMAW, FCAW
Сварка уже давно является процессом, требующим навыков и правильного понимания используемой техники. Сегодня сварочные процессы не только незаменимы и универсальны, но и различаются по типу, требованиям и совместимости с основными материалами. Сварка металлов, таких как медные сплавы, может дать вам множество вариантов выбора, будь то положения сварки, присадочные металлы или процессы сварки. Здесь мы рассмотрим четыре распространенных процесса сварки и особенности каждого из них, чтобы помочь вам принять правильное решение при выборе процесса и материала.
Четыре основных типа сварочных процессов:
- Дуговая сварка металлическим газом (GMAW): чаще всего сварка в среде инертного газа (MIG) и сварка в среде активного газа (MAG)
- Дуговая сварка вольфрамовым электродом (GTAW): , также известная как сварка вольфрамовым электродом в среде инертного газа (TIG) сварка
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW): , также известная как ручная дуговая сварка металлическим электродом (MMAW) или дуговая сварка в среде защитного газа под флюсом
- Дуговая сварка с флюсовой проволокой (FCAW): альтернатива SMAW
При выборе метода сварки необходимо учитывать множество соображений и факторов. Выбор неправильного процесса сварки может привести к нежелательным сварочным дефектам, которые могут отрицательно сказаться на качестве конечного продукта.
Ключевые факторы, которые следует учитывать перед выбором процесса сварки:
- Тип свариваемого основного материала
- Положение сварного шва
- Скорость перемещения, т. е. скорость, с которой дуга движется вдоль заготовки
- Толщина материала и глубина проникновения
- Потребность во времени
- Тип источника сварочного тока и количество доступного электрического тока
- Наполнитель
Какой тип сварки выбрать?
В промышленности используются различные сварочные процессы, в том числе дуговая сварка, контактная сварка и газовая сварка. Здесь мы сосредоточимся на дуговой сварке.
Дуговая сварка в целом представляет собой экономичный метод, который используется уже более двух столетий. Он основан на приложении электрической дуги между электродом и основным металлом, создаваемой источником сварочного тока. Эта дуга нагревает металл до тех пор, пока он не расплавится, который при охлаждении затвердевает, образуя связующий шов между заготовками.
В следующих разделах мы объясним каждый из четырех распространенных методов дуговой сварки, рассмотрим совместимые материалы и сравним преимущества каждого процесса.
Что такое GMAW?
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), возможно, является наиболее часто используемым процессом сварки. Он довольно гибкий и в основном встречается в форме сварки металлов в среде инертного газа (MIG) или сварки металлов в активном газе (MAG).
При сварке MIG благородный газ используется в качестве защитного газа для защиты сварочной ванны от любых внешних воздействий или загрязнения. В основном газ создает непроницаемый для кислорода слой, который является основным фактором окисления и загрязнения расплавленного металла. Обычно аргон используют благодаря его экоэффективности. Гелий — еще один полезный, но относительно дорогой вариант. Обычно такие газы используются для сварки MIG цветных металлов, таких как медь, алюминий и алюминиевая бронза.
Сварка MAG, с другой стороны, использует реактивные газы. Точно так же он защищает зону сварки от внешних воздействий, но на самом деле газ вступает в реакцию со свариваемым изделием. Состав газа оказывает значительное влияние на стабильность дуги, количество сварочных брызг и перенос металла, не говоря уже о проплавлении и свойствах сварного шва. Как правило, двуокись углерода используется в качестве защитного газа, и во многих случаях его смешивают с другими газами для обеспечения надлежащей защиты. Такие газы используются для сварки легированной или нелегированной стали.
GMAW обычно использует расходуемый сплошной проволочный электрод, который пропускают через сварочный пистолет. Под действием электрического тока эта проволока (или присадочный металл) при контакте с заготовкой зажигает сварочную дугу и начинает плавиться и сплавляться с основным металлом.
GMAW обеспечивает высокую скорость наплавки, высокую эффективность и превосходное качество. Он также требует меньше энергии, необходимой для предварительного нагрева заготовки, и меньше человеческого труда.
Он совместим и обычно используется для осаждения алюминиевых бронзовых и медных сплавов, таких как AMPCO-TRODE 9сплавы 1264® и COPR-TRODE ® от AMPCO METAL. AMPCO-TRODE ® — это серия проволоки из алюминиевой бронзы, которая может давать прочное и пластичное покрытие для сварки различных металлов.
- AMPCO-TRODE ® 10 используется для сварки черных, цветных и разнородных металлов, таких как чугун, высоко- и низкоуглеродистая сталь, медь, бронза и медно-никелевые сплавы.
- AMPCO-TRODE ® 46 используется для сварки литой и деформируемой никель-алюминиевой бронзы. Рекомендуется для сварки гребных винтов NiBral.
- AMPCO-TRODE ® 150 используется для сварки деформируемых медно-бронзовых сплавов, таких как AMPCO ® 18.
- AMPCO-TRODE ® 940 используется в качестве эффективной альтернативы бериллиевой меди и особенно помогает ремонтировать сложные пресс-формы AMPCOLOY ® 940, используемые в пластмассовой промышленности.
- COPR-TRODE ® представляет собой сплав фосфористой бронзы, используемый для изготовления раскисленной меди и ремонта сварных медных отливок. Он также используется для сварки оцинкованной стали.
- Другие материалы проводов включают AMPCO-CORE® 200, 250 и 300.
Ознакомьтесь с таблицей 1 ниже, чтобы узнать о преимуществах GMAW по сравнению с другими процессами сварки.
График процесса GMAW (AMPCO METAL)
Что такое GTAW (сварка TIG)?
GTAW, или сварка TIG, также представляет собой процесс дуговой сварки, в котором используется защитный газ. Как и при сварке MIG, инертные газы, такие как аргон и гелий, используются для защиты дуги и сварки от кислорода и других загрязняющих веществ. Однако при сварке TIG используется неплавящийся электрод, изготовленный из чистого или легированного вольфрама. Неплавящийся электрод представляет собой проволоку или стержень, который не плавится под действием имеющегося тепла из-за высокой температуры плавления. Этот электрод обеспечивает свободное горение электрической дуги с заготовкой.
GTAW обычно используется для сварки всех видов металлов. В частности, при сварке алюминиевой бронзы он используется для ремонта отливок и формовочных штампов или для производства систем трубопроводов из медного сплава.
Обычно этот процесс выбирают, когда требуется чрезвычайно высокое качество и точность контроля. Таким образом, качество сварки при GTAW коррелирует с квалификацией оператора.
Сварка ВИГ совместима с такими же присадочными металлами, как и GMAW, включая AMPCO-TRODE ® 10, 46, 150 и 940.
Ознакомьтесь с таблицей 1 ниже, чтобы узнать о преимуществах GTAW по сравнению с другими процессами сварки.
График процесса GTAW (AMPCO METAL)
Что такое SMAW?
SMAW, также известная как дуговая сварка в среде флюса, представляет собой процесс ручной дуговой сварки, в котором используется плавящийся электрод. Его отличительной чертой является то, что электрическая дуга возникает между стержневым электродом, управляемым вручную, и металлической деталью. Это дало ему практическое название «сварка стержнем».
Этот процесс не требует подачи защитного газа, так как расходуемый электрод обычно содержит флюс, который берет на себя задачу защиты. При подаче электрического тока этот флюс распадается с образованием защитных инертных газов и слоя шлака, предохраняющего расплавленный металл от окисления. Шлак можно просто удалить после затвердевания. В результате SMAW не требует относительно тяжелого оборудования, такого как отдельный газовый баллон, который в противном случае подавал бы защитный газ.
SMAW портативный, его оборудование простое и легкодоступное. Вот почему это предпочтительный процесс для технического обслуживания и ремонта, в основном при промышленном производстве и строительстве стальных конструкций. Однако навыки оператора, а также положение, движение и наклон электрода могут значительно повлиять на качество сварки. Кроме того, предварительная очистка рабочей поверхности и выбор присадочного металла необходимы для получения качественных сварных швов.
SMAW хорошо подходит для осаждения подобных присадочных металлов, таких как AMPCO-TRODE ® 10, 46 и 150 и AMPCO-CORE ® 200, 250 и 300.
Ознакомьтесь с таблицей 1 ниже, чтобы узнать о преимуществах SMAW по сравнению с другими процессами сварки.
Изображение процесса SMAW (AMPCO METAL)
Что такое FCAW?
FCAW — это более современный процесс дуговой сварки, специально разработанный в качестве альтернативы SMAW. Он был представлен в 1950 году как техника, которая может быть как автоматической, так и полуавтоматической. В нем используется расходуемый трубчатый электрод, который непрерывно подается аналогично сварке MAG.
Однако особенность FCAW заключается в его экранирующих возможностях. FCAW поставляется в двух различных вариантах: в одном не используется дополнительный защитный газ, а в другом используется.
В первом варианте в процессе используется собственный флюс электрода, который при разрушении под действием тепла образует защитные газы и шлак для защиты расплава. Такой процесс обычно называют «самозащитным процессом».
С другой стороны, второй вариант использует преимущества защитного газа и, таким образом, называется «процесс в среде защитного газа». Что важно в этом процессе, так это то, что флюс на электроде по-прежнему выполняет свою защитную функцию, образуя шлак, из-за чего он получил название «сварка с двойным экраном». FCAW в основном использует CO2 в качестве защитного газа, который часто используется в газовой смеси с аргоном.
FCAW применяется так же, как SMAW, но его также можно использовать во внешних условиях, поэтому его обычно выбирают в морской промышленности.
Присадочные металлы, наиболее совместимые с FCAW, включают AMPCO-CORE ® 200, 250, 250s и 300.
Ознакомьтесь с таблицей 1 ниже, чтобы узнать о преимуществах FCAW по сравнению с другими процессами сварки.
График процесса FCAW (AMPCO METAL)
Таблица 1. Преимущества каждого процесса дуговой сварки.
GMAW | GTAW | СМАВ | FCAW |
GMAW может быть полностью автоматическим, что повышает производительность. GMAW можно использовать для всех металлов и сплавов. GMAW можно использовать во всех положениях сварки. GMAW производит меньше дыма по сравнению с FCAW или SMAW. | GTAW универсален, так как может использоваться для сварки практически всех металлов. GTAW обеспечивает высокую степень контроля и при правильном выполнении дает отличные результаты. GTAW не образует брызг, которые впоследствии необходимо будет убрать. | SMAW имеет относительно простое оборудование. SMAW — самый портативный из всех сварочных процессов SMAW не требует отдельной газовой защиты SMAW можно использовать в самых разных условиях, в том числе на открытом воздухе, в производственных цехах, на трубопроводах и нефтеперерабатывающих заводах, на кораблях и мостах и т. д. SMAW не чувствителен к ветру и сквозняку. | FCAW обеспечивает высокое качество. FCAW обеспечивает стабильные сварные швы с меньшим количеством дефектов. FCAW имеет высокую скорость осаждения. FCAW можно использовать во всех положениях с правильным присадочным металлом. FCAW подходит для сварки на открытом воздухе или в цеху. |
Где найти подходящие сварочные материалы?
Выбор наиболее подходящего материала так же важен, как и выбор правильного процесса сварки. Вот почему поставщики материалов, такие как AMPCO METAL, заботятся о том, чтобы инженеры и сварщики хорошо разбирались в различных вариантах материалов, чтобы они могли принять обоснованное решение.