Как варить полуавтоматом: инструкция для начинающих
На чтение 5 мин. Опубликовано
Полуавтоматическая сварка помогает быстро и надежно соединить 2 металлических заготовки. Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала — очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.
Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск». Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки. Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.

- Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.

Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл — отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки. Детали устанавливают в любой пространственной позиции.
С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ — использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
Самый распространенный способ — использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.

Рабочие параметры выставляют с помощью настроечных таблиц, входящих в руководство по эксплуатации устройства. Варить толстые детали при низкой силе тока не рекомендуется. Это ухудшает качество шва. Иногда соединить детали друг с другом не удается.
Силу тока устанавливают на основании того, какой толщины заготовки будут свариваться. С учетом принципа работы агрегата меняют и напряжение.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение — 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.

Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Как варить тонкий металл полуавтоматом
Особенности сварки полуавтоматом
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т. д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
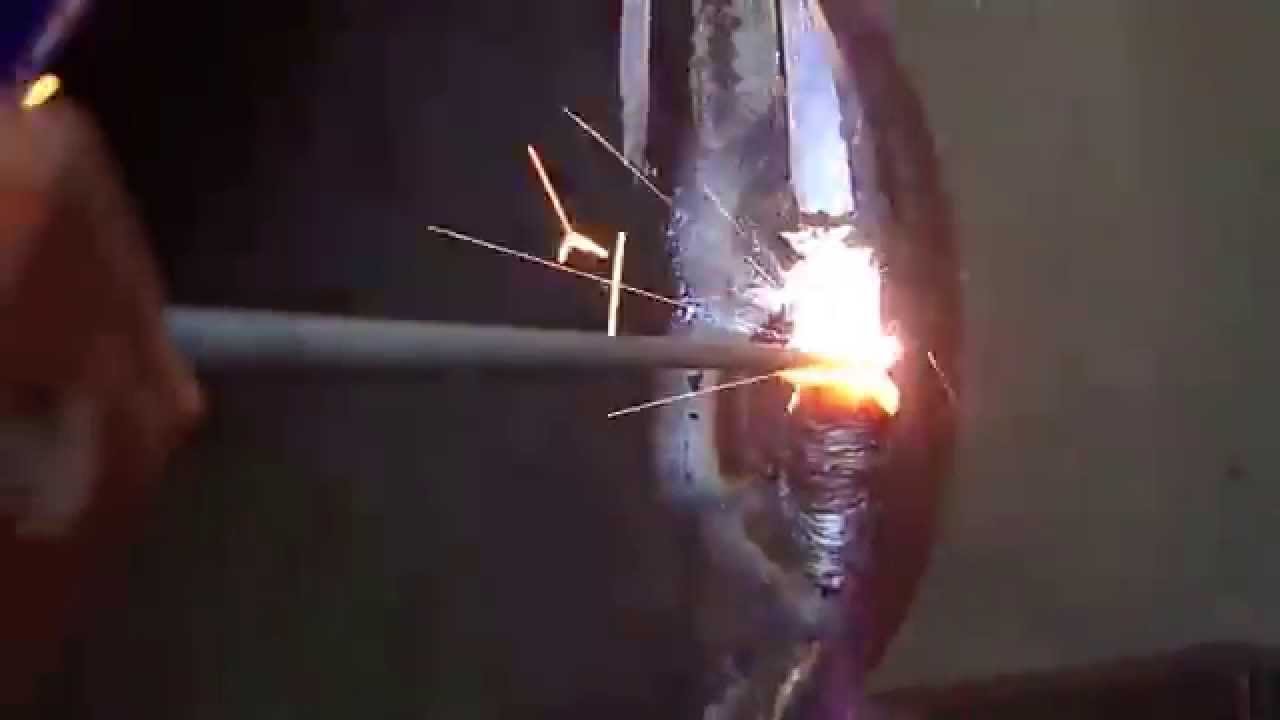
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.

С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
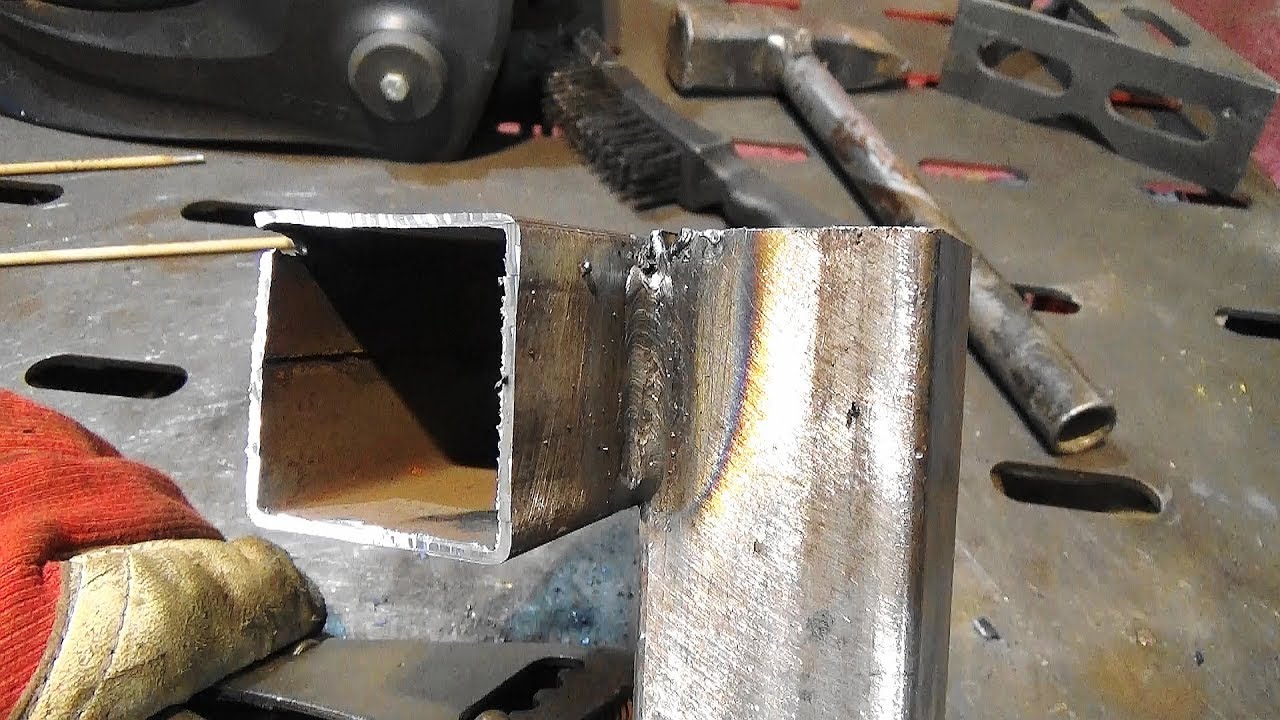
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Осваиваем сварку металла автомобиля с помощью полуавтомата
Осваиваем сварку металла автомобиля с помощью полуавтомата
Как известно, полуавтомат позволяет сваривать как тонкий (0.7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.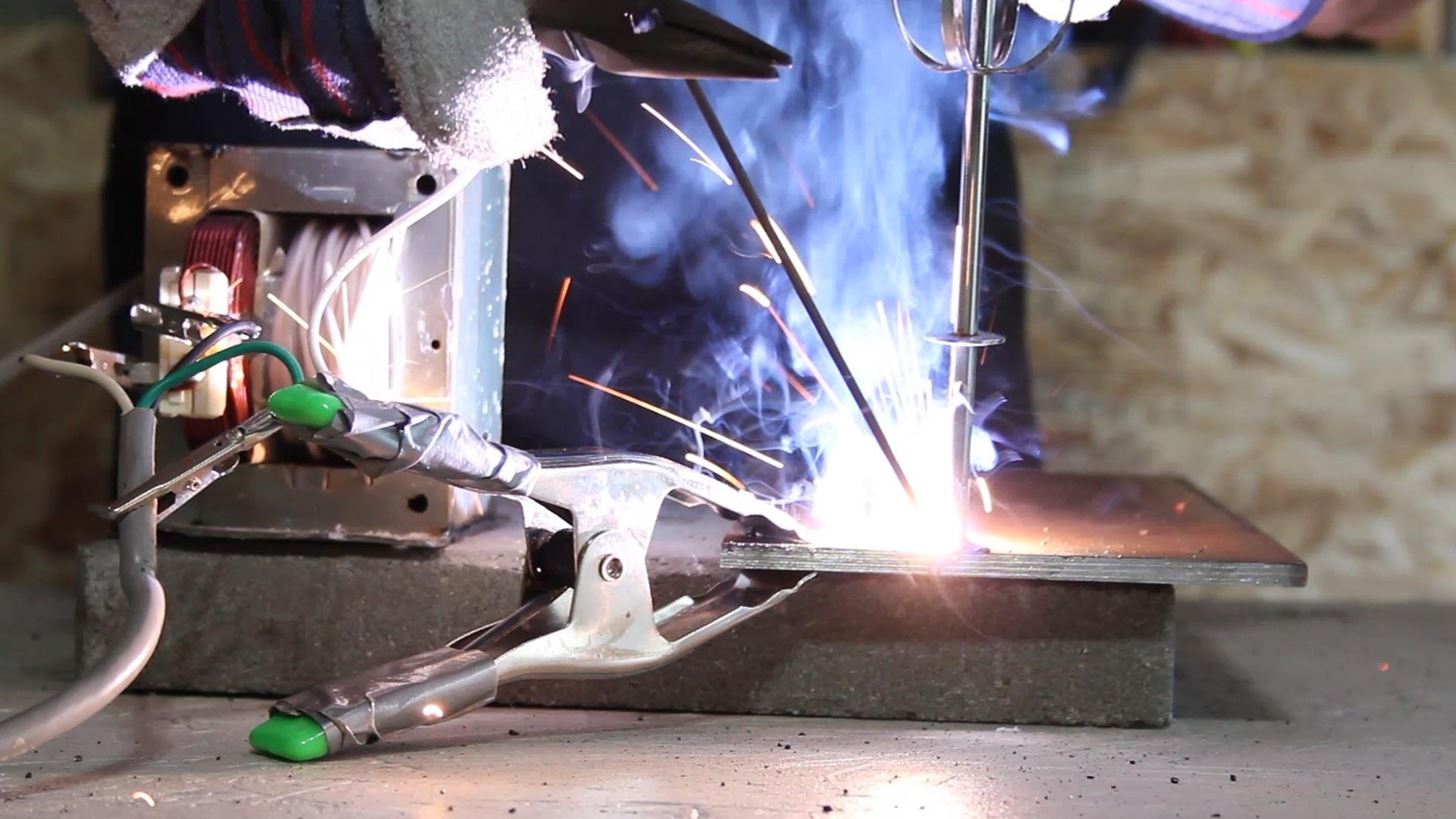
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
— Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
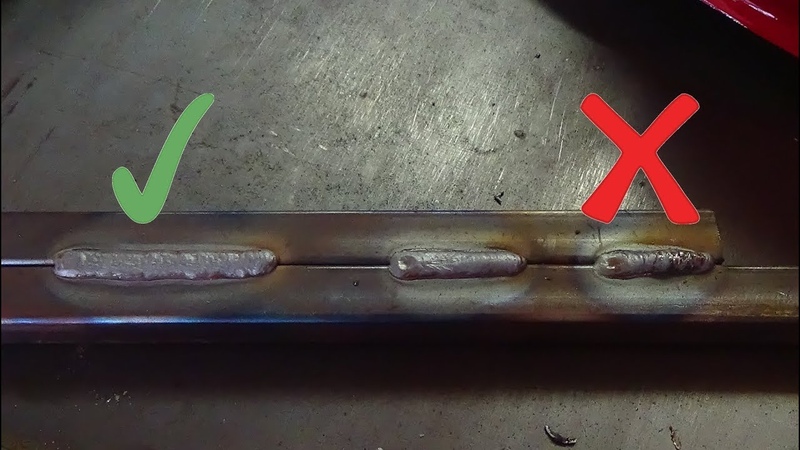
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку.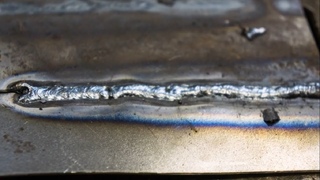 После тренировок можно приступать к опытам по свариванию кусков металла между собой.
После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Проблемы, возможные при проведении сварочных работ
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Как правильно варить сварочным полуавтоматом. Пособие для «чайников».
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Сварка полуавтоматом. Обучающее видео.
Отличия полуавтоматической сварки от электрода
Самой востребованной и незаменимой сваркой всегда считалась сварка электродом. То есть, ручная дуговая сварка покрытым электродом(РДС). Но время не стоит на месте, в большинстве случаев предъявляются совершенно другие требования к качеству шва и производительности сварочных работ. Тут то и появилась полуавтоматическая сварка в среде защитных газов.
Такая сварка является самой производительной и аккуратной, что дает ей несравнимое преимущество перед РДС. Единственное, в чем проигрывает полуавтомат(ПА) перед РДС, так это мобильность. Ручной дуговой сваркой можно выполнять работы и перемещаться практически в любых условиях. Да, полуавтомат более стационарен, за счет своего веса и необходимости использования баллона с газом.
Обратите внимание на полезную статью — дефекты сварных швов.
Список основных отличий
- Непрерывность шва на всем протяжении сварочного соединения
- Отсутствие необходимости счищать шлак после сварки
- Качество шва на физическом и химическом уровнях выше
Устройство сварочного полуавтомата
Сварочные полуавтоматы бывают от разных производителей, типов конструкций и моделей. Но все они имеют единый тип устройства.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Здесь ведь все знают — что такое сварка? Надеюсь, да. Тогда погнали дальше!
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
 Минус на проволоке, плюс на массе
Минус на проволоке, плюс на массеВыше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ. Кстати, перейдя по следующей ссылке вы можете узнать, как варить потолочный шов полуавтоматом.
Как настроить сварочный полуавтомат видео
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
 Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).

Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях. Для этого у нас есть специальные кнопки! Спасибо!
Сварка тонкого металла инвертором (полуавтоматом)
Сварка инвертором тонкого металла считается достаточно сложным процессом за счет того, что здесь намного больше вероятность прожечь заготовку, чем при работе с толстым металлом. По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
По этой причине, требуется делать все предельно аккуратно и быстро, при этом сохраняя параметры качества. Использование инвертора полуавтомата облегчает этот процесс, так как здесь можно установить нужную скорость подачи присадочного материала, что снизит вероятность прожига. Технология проведения данного процесса должна согласоваться с ГОСТ 9467-75.
Сварка тонкого металла инвертором
Сварка тонкостенного металла грозит также появлением деформаций от сильного воздействия температуры. Когда в ванне расплавленный металл сильно превышает температуру окружающей его области, то деталь может выгибаться. Помимо этого, применяются другие виды и способы сварки металла, которые могут помочь нейтрализовать негативные эффекты. Тем не менее, здесь есть не только недостатки, но и преимущества.
Преимущества
- Процесс сваривания занимает относительно немного времени;
- Использование полуавтоматического инвертора заметно упрощает данный процесс;
- Не требуется длительная подготовка металла под сварку, так как для тонких листов не нужна обработка краев и прочие процедуры;
- Гибка и сверление отверстий здесь проводится намного проще;
- Процесс выходит более экономичным.

Недостатки
- Для работы уже требуется мастер с опытом в таких делах;
- Увеличивается количество брака;
- Необходимо тщательно подбирать режимы сваривания, чтобы достичь качественного результата;
- Нужно использовать оборудование только с тонкой регулировкой параметров;
- Требуется использовать дополнительные крепежи, чтобы надежно зафиксировать тонкие детали, которые могут перемещаться в пространстве во время процесса;
- Требуется тщательнее подбирать защитное покрытие электродов и газ, в зависимости от того, какие виды и способы сварки металла используются.
Способы варки тонкого металла
Сварка инвертором тонкого металла проволокой применяется при использовании среды защитного газа. Зачастую им выступает аргон, но для того, чтобы удешевить обработку, применяют также и ацетилен.
Выбор газовой среды для сварки полуавтоматом
Проволока подбирается тонкая, чтобы могла быстрее расплавиться и не пропалить заготовку.
Выбор диаметра проволоки для сварки тонкого металла инвертором
Также может использоваться исключительно газовая сварка, которая для особо тонких листов оказывается наиболее предпочтительной, так как она постепенно повышает температуру и скорость сваривания при этом составляет, примерно, в три раза меньше, чем в ручной дуговой. Также используется обыкновенная электродуговая ручная . Она приводит к появлению большой вероятности деформации и трещин, если неправильно подобрать режим и инструменты, и при любом неверном движении можно сделать дыру вместо шва. Но это наиболее дешевый и простой способ соединения, тем более, что всегда можно подобрать тонкий электрод.
Выбор способа
Если исходить из экономических соображений, то сварка тонкого металла полуавтоматом лучше всего производится с помощью электродов с покрытием. Как правило, здесь используются электроды толщиной в 1 мм, материал которых совпадает с материалом заготовки, а также имеется соответствующая обмотка. Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Для сложных случаев и особо тонких деталей лучше использовать сварку газом, особенно, когда нужно совершать вертикальные и потолочные швы. Сварка листового металла полуавтоматом с использованием защитного газа хоть и обходится дороже других методов, но является самой надежной. Ее применяют при сборке ответственных металлоконструкций и в прочих ситуациях. На производстве, где происходит жесткий контроль качества, используют преимущественно такой способ.
Основные требования
В первую очередь, размер диаметра электрода или присадочной проволоки не должен превышать толщину листа, с которым производится сваривание. Следует четко выбирать силу тока, так как небольшое отклонение приводит к браку. Сам присадочный материал, а также его покрытие должно быть предназначено для длительного периода плавления. Инвертор должен работать на постоянном токе. Инвертор должен обладать лучшими вольтамперными характеристиками и обладать широкой регулировкой параметров на низких токах. Перед тем как варить тонкий металл инверторной сваркой, следует обезжирить поверхность деталей и очистить их. Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Во время очистки не стоит снимать слишком толстый слой металла, чтобы не ухудшить условия сваривания.
Основные и вспомогательные материалы
К основным материалам относятся присадочные металлы. Это может быть электрод или сварочная проволока. Желательно, чтобы их состав был максимально схожим с металлом заготовок. Для тонких листов нужно наличие покрытия или защитного газа, так как сварка тонкого металла полуавтоматом без газа является менее качественной.
В качестве дополнительных материалов выступают газ для защиты и подогрева, желательно брать один и тот же, и флюс для улучшения свариваемости. Использование данных материалов уже зависит от технологии, которую требует конкретный вид металла, вне зависимости от его толщины. Таким образом, они не всегда применяются и каждый раз могут быть различными. В особенности это касается флюса, который нужен преимущественно для сложно свариваемых и тугоплавких металлов.
Использование газа
Сварка металла толщиной 2 мм зачастую происходит при помощи использования газа.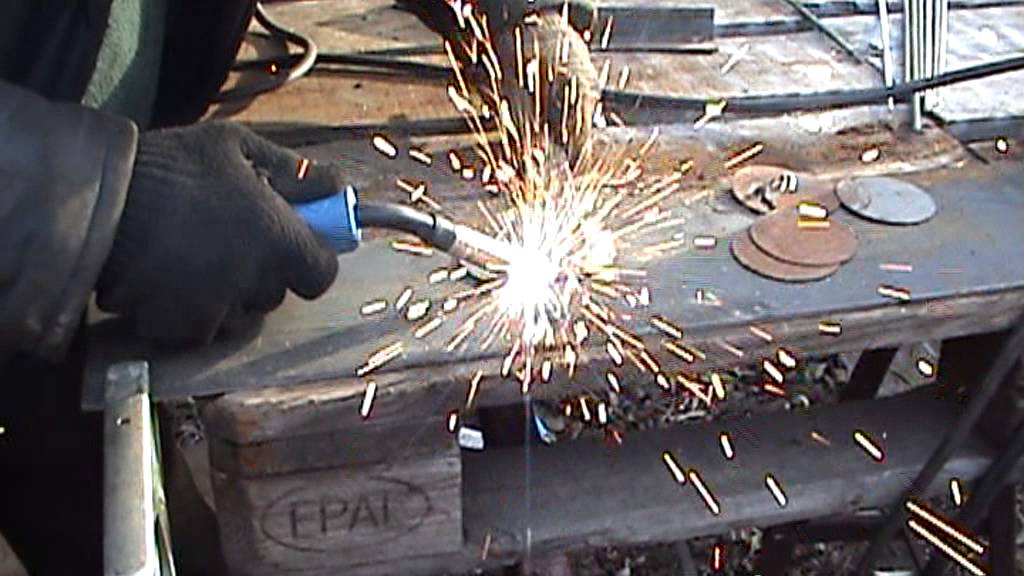 Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Он может выполнять несколько функций. Первой из них является подогрев, который нужен для избегания появления деформации из-за перепада температур. Основной функцией является обеспечение дополнительной защиты от влияния кислорода на сварочную ванну. Окисление металла при сварке приводит к ухудшению качества соединения и появлению ржавчины на поверхности. В газовой сварке он же является главной энергией, которая расплавляет основной и присадочный металл.
Выбор газовой смеси для сварки тонкого металла
Газ также может использоваться для подогрева шва после завершения работы, чтобы снять напряжения. Некоторые технологии требуют постепенного охлаждения, поэтому, подогрев с помощью газа может обеспечить лучшие для этого условия.
Выбор инструмента
Перед тем как сваркой варить тонкий металл, следует правильно подобрать инструменты. Диаметр проволоки и электродов не должен превышать толщину металла. Исключение составляют только тугоплавкие металлы, где этот показатель можно превысить на 0,5 мм. В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
В некоторых случаях вполне достаточно 1 мм, чтобы не перепалить заготовку. В то же время, если для более толстых листов, таких как 2 и 2,5 мм использовать 1 мм электроды, то они могут быстро заканчиваться, что будет часто прерывать шов. При использовании в полуавтоматах присадочной проволоки, таких проблем не возникает. Металл должен быть идентичным, или максимально схожим, со свариваемыми заготовками. Перед использованием электроды необходимо просушить, чтобы ликвидировать остатки влаги.
ГОСТы и технология полуавтоматической сварки газом
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. Сварка полуавтоматом – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Принцип действия
Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Этот параметр мы рассмотрим ниже в этой статье.
Полуавтоматическая сварка толстых металлов
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.
Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.

Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Как держать сварочную горелку
Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
 Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.

Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.
- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.
- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины.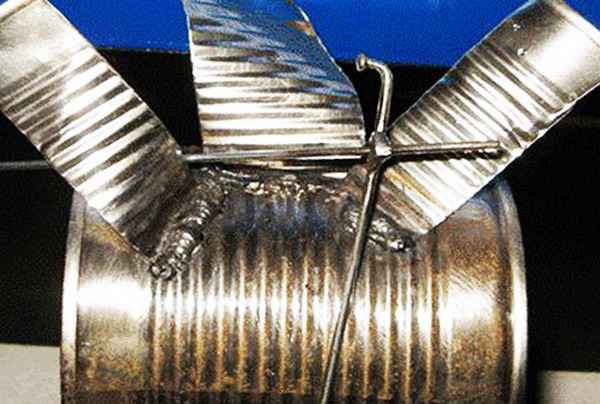 Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Скорость сварки
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз. Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки.
- Защиты дыхательных органов. Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы.
- Защиты от брызг. Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.

Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей. Запрещается использование металлических защитных масок и шлемов.
- Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе. Размер веревки должен быть не менее 2 метров.
- Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны. В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе.
- Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.

Длина выхода сварочной проволоки
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.
Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей.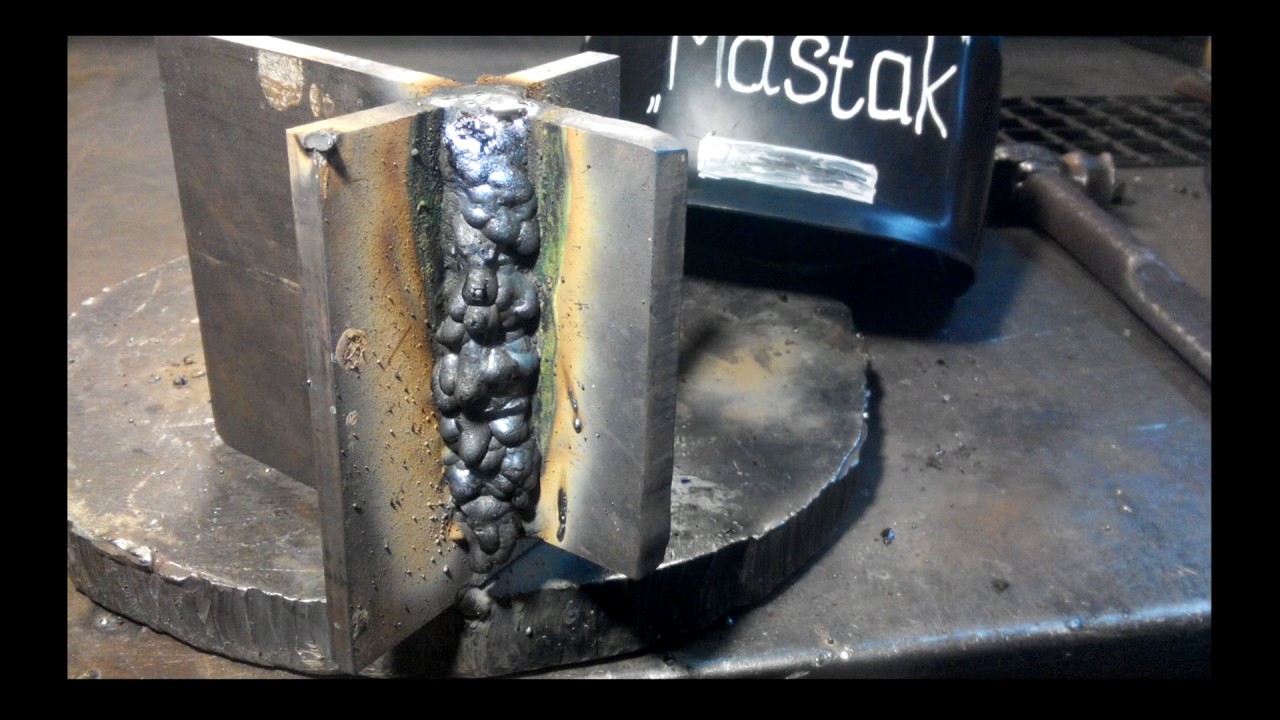 Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Примерная стоимость проволоки для сварки углеродистых сталей на Яндекс.маркет
В некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Это даст больше мощности для плавления порошковой проволоки.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода — это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1. 5 мм.
5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха.
Порошковая проволока для сварки полуавтоматом
Главное достоинство порошковой проволоки — это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру.
Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
основы работы, правила и техника, виды и безопасность
Сварочный полуавтоматический агрегат качественно и быстро соединит различные типы металла. Он позволяет работать с листами различной толщины, поэтому используется всеми ремонтными мастерскими и промышленным производством.
Сравнивая полуавтомат с ручным методом, следуя отметить повышенное КПД по отношению ко второму способу.
Это также сказывается и уменьшением материальных затрат. Начинающим сварщикам необходимо вначале изучить теоретический курс, а уж затем перейти к практическим действиям.
Это обусловливается тем, что без полученных знаний, начинающим трудно приступить к операциям сваривания полуавтоматом.
Содержание статьиПоказать
Виды полуавтомата
Сварочный полуавтоматический аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент — электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота.
Модуль может быть как однофазным, так и трехфазным. Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика.
Трехфазный полуавтоматический агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
Полуавтоматические модули для начинающих несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.

Технология операции при помощи полуавтомата для начинающих зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Техника сварки
Процесс насчитывает несколько вариантов соединения изделий полуавтоматом — с использованием защитной атмосферы и без нее, флюса.
В газовой смеси
При сварке полуавтоматическим модулем практикуется несколько типов газовой смеси. Обычно ими выступают диоксид углерода и гелий. Углекислота более дешевая регулируемая среда, поэтому гелий используется только при выполнении особо ответственных работ.
Обычно ими выступают диоксид углерода и гелий. Углекислота более дешевая регулируемая среда, поэтому гелий используется только при выполнении особо ответственных работ.
Защитная среда помогает снизить окислительные процессы рабочего металла, повышает прочность сварочного валика. Однако использование смеси предполагает предварительную подготовку соединяемой конструкции.
Она заключается в доскональной зачистке торцов или поверхности от пыли, грязи, следов масел и краски, ржавчины. Очищаются детали наждачной бумагой либо проволочной щеткой.
Технология сваривания полуавтоматом для начинающих выражена несколькими категориями:
- непрерывным свариванием, когда инструмент держака направляется от начала шва к его концу;
- точечная представляет собой соединение точками, в отличие от сплошной дорожки;
- операция коротким замыканием используется при соединении тонких листов металла, которая обусловливается подачей импульсов, вызывающих повышенную теплоту, за счет которой плавится материал.

Полуавтоматические операции часто производятся с окисью углерода и подачей переменного тока, однако это предполагает настройку агрегата. Последний отлаживается под тип свариваемой детали, ее толщину пластин.
Режим сварки также влияет на количественный показатель расхода смеси поступающей из баллона. Скорость подачи сварочной нити в большинстве работ остается практически равномерной — 40 мм в секунду.
Для более точной настройки модуля необходимо обратиться к расчетным таблицам, указывающим режимы, нормированные данные для отдельного вида металла.
Перед соединением элементов нужно включить подачу смеси, а потом возбудить электрический разряд. Действие сопровождается прикосновением сварочной нити к рабочей детали. Клавиша Пуск активизирует автоматическую подачу присадочной проволоки.
Последнюю следует удерживать и вести ровно, однако, соблюдая некоторый интервал для визуального обзора сварочной ванны.
Зазор необходимо выдерживать в пределе 1 мм, но при толщине листов более 10 мм, первый обусловливается 10% от обрабатываемой толщины.
Горизонтально расположенные конструкции соединяют на металлической подложке — армированном полимерном покрытии, которая плотно прижимается к рабочим деталям.
Это позволит получить качественно проваренный шов за счет кристаллизации металла сварочной ванны, на что положительно влияет структура подложки.
Сварка алюминия
Полуавтоматической сваркой можно соединять многие виды черных и цветных металлов, например, алюминий. Операция потребует соблюдения некоторых условностей.
Операция потребует соблюдения некоторых условностей.
Поверхность этого цветного металла защищена слоем оксида, который плавиться при температуре 2030° C, притом, что сам алюминий при 660 и имеет высокую коррозийную стойкость.
Из-за быстрого расплава алюминия и его текучести так же применяется на полуавтомате армированная полимерная подложка.
Сварочная операция проводится плавящимися электропроводными стержнями при постоянном токе, схеме цепи с обратной полярностью — конструкция крепится к отрицательному полюсу, горелка — положительному.
Метод позволяет улучшить расплавление заготовки, быстрее разрушить верхний защитный слой. Удалить последний также можно при помощи полосы наждачной бумаги.
Проволокой
Работа со сварочной нитью выделяется тем, что можно проводить операции, как в регулируемой защитной среде, так и без нее. Наиболее распространенной методикой на промышленных предприятиях является соединение деталей с использованием флюса.
Последний находится в полой сварочной проволоке. При ее расплавлении от высокой температуры, флюс выделяет защитное облако, ограничивающее проникновение кислорода в сварочную ванну, предупреждая ее окисление.
Этот способ не требует дополнительной подачи углекислоты из баллона.
Порошковая проволока позволяет варить модулем даже на улице, где от сквозняков уберечься часто бывает трудно. Сварка в подобных условиях не сформирует качественный валик из-за порывов ветра, который нарушает поток выходящей газовой струи.
Дополнительным плюсом полуавтомата представляется соединение деталей без газа практически в любой окружающей среде.
Однако метод использования защитной газовой проволоки не пригоден для соединения тонких металлических листов, конструкционной нелегированной среднеуглеродистой стали.
Несоблюдение правила повлечет образование горячих трещин. Для повышения температуры сварочного электрического разряда следует использовать обратную полярность — как при сварке алюминия.
Правила работы
Условия проведения операций полуавтоматом сопровождаются соблюдением не только норм и стандартов работы, но и техники безопасности. Огонь, баллоны относятся к факторам повышенной опасности.
Сварщик должен надеть форму и маску с защитным стеклом, иначе можно получить ультрафиолетовый ожог глаз.
Перед началом работы на полуавтомате, следует сварить черновые детали либо сформировать шов на незаметном глазу участке. Это позволит проверить правильность настроек модуля.
Положительные и отрицательные аспекты полуавтомата
Положительными качествами полуавтомата считаются следующие факторы:
- возможность формирования неразъемные соединения из цинковых листов, без повреждения покрытия, используя при этом медную проволоку;
- варить не только конструкционную сталь, но и чугун, цветной металл;
- незначительная чувствительность к коррозии рабочей детали, загрязнениям;
- работа с листами толщиной до 0,5 мм.

По окончании операции можно визуально определить качество шва, который не перекрывается шлаком.
Основным негативным фактором считается сильное разбрызгивание металла рабочей детали при ее обработке без защитной газовой среды.
Видео для начинающих — как варить полуавтоматом?
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.

Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.

По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
 youtube.com/embed/epc0Q2qwVng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/epc0Q2qwVng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
 Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании; Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Для вертикальных швов работа в режиме струйного переноса практически невозможна. Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.

Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.
Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
 youtube.com/embed/bgGgPPudjlQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/bgGgPPudjlQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>[Всего: 1 Средний: 5/5]
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки. Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра.
- Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа. Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ.
- Подключение газового баллона к аппаратуре.
 Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.

Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск. Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов.
- Сильные разбрызгивание металлических капель. Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока.
- Плохой провар и низкое качество шва. Неисправность, связанная с неправильной настройкой напряжения и индуктивности.
- Неравномерная ширина валика. Дефект может возникать из-за неверного выбора скорости движения горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
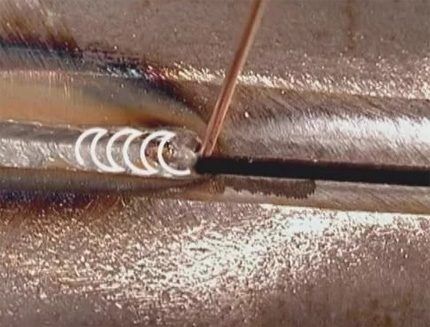
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Виды сварочных швов при полуавтоматической сварке
Технология сварки полуавтоматом позволяет получать различные типы швов, в зависимости от настроек аппаратуры.
По виду соединения швы, полученные полуавтоматом, делятся на:
- стыковые;
- тавровые;
- нахлестовые;
- угловые.
Особенности сварки полуавтоматом.
По пространственному положению сварные швы принято разделять на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
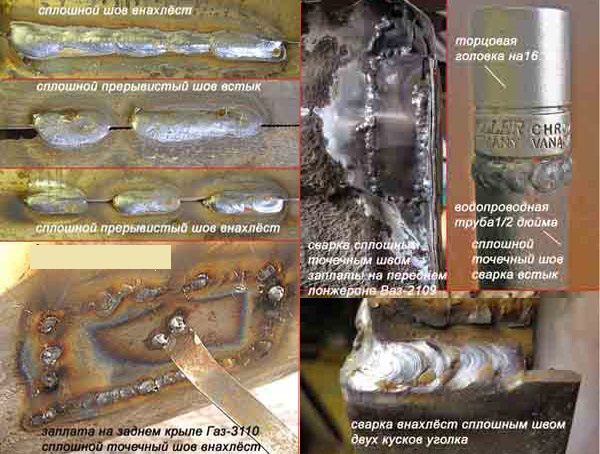
Выполнение популярных потолочных швов, как правило, производится в два этапа:
- Проваривание коренного шва. Подготовительный шов обычно выполняется трехмиллиметровыми электродами с небольшой силой тока.
- Полное завершение шва.
Второй сварочный этап выполнения потолочного шва может выполняться двумя способами:
- Сваривание при помощи коротких отрывистых швов или точечной проварки. Такой метод сварки не дает каплям расплавленного металла падать на оператора. При выполнении подобной процедуры может потребоваться дополнительные проваривание в начале и конце шва.
- Варка при максимально короткой дуге. Подобный подход позволит дать металлу быстро застыть, сразу после отвода электрического пламени.
Режимы сварки полуавтоматом при выполнении угловых соединений могут быть различными.
Таблица характеристик сварочного полуавтомата.
Сварка полуавтоматом с газом угловых металлических конструкций может производится:
- С перпендикулярным расположением двух заготовок. Подобная техника позволяет проварить лишь внутренний стык. Варка перпендикулярно расположенных трубок должна включать выполнение концентрического шва по окружности.
- С углом менее 60 градусов между свариваемыми деталями. Лучший вариант выполнения углового сварочного шва. В таком случае заготовки полностью провариваются.
Стыковой шов – это наиболее популярный метод соединения трубопроводов или стальных листов.
Подобный вариант сварки делятся на:
- одностороннюю проварку;
- одностороннюю проварку и обработку;
- двухстороннюю проварку.
Односторонняя сварка в защитных газах применяется при толщине изделий не более 4 миллиметров. Если детали имеют толщину более 8 миллиметров, необходимо выполнять двухстороннюю сварку.
Лучшим методом обеспечения высокой прочности толстого изделия при односторонней сварке является разделка кромок. Выполнение разделки проводится при помощи болгарки или напильника. В процессе обработки соединяемых торцов образуется скос под 45 градусов.
Соединение внахлест, как правило, выполняется для обеспечения высокой сопротивляемости изделия на разрыв. Шов следует выполнить по обе сторону соприкасаемых поверхностей, дабы избежать скопление влаги.
Тавровое соединение в большинстве случаев используется для закрепления основания металлической конструкции. При толщине металла более 4 миллиметров, рекомендуется использовать двухсторонний вариант шва.
Вертикальный
Технология сварки полуавтоматом вертикального шва имеет несколько важных принципов:
- Расплавленные капли металла должны застывать быстрее, чем при обычной сварке. Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги.
- Вертикальная сварка производится снизу-вверх. Способ сварки обеспечивает отсутствие наплывов и неровностей при выполнении вертикального шва.
 Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги.
Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги.Существует несколько правил, выполнение которых может гарантировать получение качественного вертикального соединения при выполнении варки сверху-вниз:
- использование короткой дуги;
- перпендикулярное расположение электрода в начале сварки;
- расположение электрода под острым углом, относительно сварочного шва.
Устройство подачи сварочной проволоки.
Подобные шаги хотя и позволяют получить вертикальный шов путем проварки полуавтоматом сверху вниз, но как показывает полученные опытными сварщиками уроки, такие соединение обладают куда более скудными характеристиками.
Существует три технологии сварки вертикальных швов полуавтоматом:
- Треугольник. Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник.
- Елочка. Метод, используемый для соединения 2-3 миллиметровых зазоров. Сварка начинается от плоскости одной из кромок. Затем при помощи электрода плавится металл во всей толщине заготовки, после чего дуга ведется до самой глубины зазора.
- Лестница. Лучший вариант для устранения больших зазоров между деталями. Метод предусматривает выполнение сварочных работ при помощи зигзагообразного перемещения электродов от кромки к кромке.
 Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник.
Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник. Сварка полуавтоматом» src=»https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварка полуавтоматом» src=»https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Горизонтальный
Сварки полуавтомат позволяет выполнять высококачественные горизонтальные швы. Выполнение подобных операций мало чем отличается от создания вертикальных соединений. Выполнение сварочного процесса можно выполнять как справа-налево, так и слева-направо.
Получить качественный горизонтальный шов можно, учтя данные тонкости:
- сила горения дуги должна быть равноценна силе тяжести металлических капель;
- скорость перемещения электрода необходимо подбирать отдельно для горизонтального шва;
- сварочные работы следует проводить непрерывно, дабы удержать под контролем расплав.
В остальном, качество выполнения горизонтального соединения полуавтоматом или ручной аппаратурой полностью зависит от мастерства сварщика.
Полуавтоматический сварочный аппарат.
Процесс создания сварочного горизонтального шва можно условно разделить на четыре этапа:
- Создание корневого валика. Корневой сварочный валик делается короткой электрической дугой. Угол наклона электрода к поверхности должен составлять порядка 80 градусов. Первичный валик, как правило, создается с максимально допустимой для аппаратуры силой тока.
- Формирование вторичного валика. Процесс начинается с выставления средней силы тока. Вторичный валик изготавливается в один проход, при котором желательно использовать электрод с большим диаметром. Второй сварочный валик следует формировать по технологии углом вперед.
- Получение третьего валика. Третичный валик может создаваться двумя способами в зависимости от успешности предыдущего этапа. Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода.
- Окончательная проварка деталей.

В процессе выполнения работ следует внимательно следить за верхней частью формируемого шва, поскольку именно в этой области проявляются различные сварочные дефекты.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.

Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
- силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
- запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
- тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.

Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Если стоит задача хорошо проварить металлические изделия с шириной более 5 миллиметров, то следует выполнять работу в несколько подходов.
 Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.
Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Электрошлаковый метод
Электрошлаковой сваркой можно варить детали практически любой толщины. Соединение происходит за один проход, независимо от толщины металла. Это ее функциональная особенность.
Это ее функциональная особенность.
Причем сварка вертикальных швов при этом способе получается лучше всего опять-таки из-за принципа используемого метода. Благодаря однопроходной сварке происходит экономия электроэнергии и расходных материалов, производительность увеличивается на порядок. Сварка вертикальных стыков резервуаров получается высокого качества.
При электрошлаковой сварке, в области между кромками стыков заготовок и медными пластинами, возникает ванна из жидкого шлака. Процесс сваривания можно описать так:
- после погружения в шлаковую ванну электрода, сварочный ток проходит через нее и нагревает до такой температуры, что начинают плавиться кромки деталей и сам электрод;
- расплав образует сварочную ванну, после остывания которой происходит кристаллизация и образование сварного соединения;
- по мере остывания шва электрод с медными пластинами, образующими замкнутую область сварочной ванны, поднимается.
Так, за один проход производят вертикальную сварку швов любой толщины.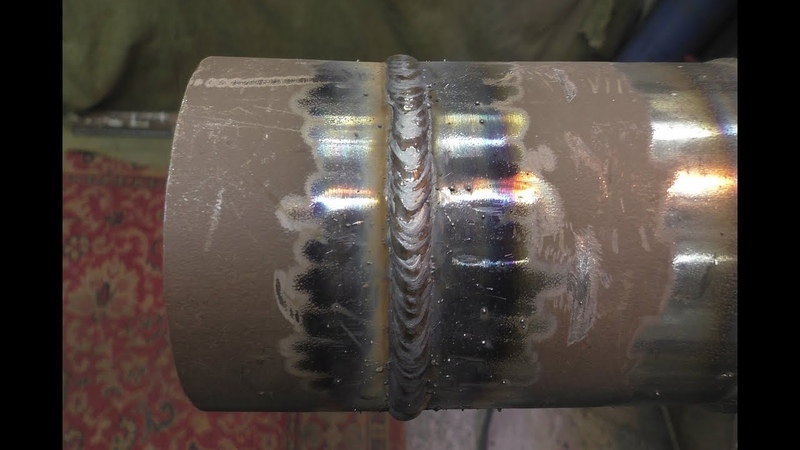 Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.

Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.

Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.

Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз. Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки.
- Защиты дыхательных органов. Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы.
- Защиты от брызг. Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей. Запрещается использование металлических защитных масок и шлемов.
- Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе. Размер веревки должен быть не менее 2 метров.
- Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны. В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе.
- Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
 Размер веревки должен быть не менее 2 метров.
Размер веревки должен быть не менее 2 метров.Регулировки в процессе сварки
После начала работы регулировки меняются в зависимости от того, как ведёт себя дуга и какой получается пробный шов. При сварке слышны отчётливые щелчки — это означает слишком высокое напряжение и медленную подачу проволоки. Если проволока не успевает расплавляться, то подача слишком быстрая. При тренировке и изготовлении пробного шва параметры корректируются для получения высокого качества соединения и удобства работы. Как можно понять по видео, сварка полуавтоматом для начинающих не представляет большой сложности. При небольших технических навыках и внимательном отношении научиться варить полуавтоматом может каждый.
При небольших технических навыках и внимательном отношении научиться варить полуавтоматом может каждый.
Если нужно сделать вертикальный шов, помните: с тонким металлом (до 3 мм) шов ведут сверху вниз, с металлом толще 3 мм — снизу вверх. Тонкий листовой металл сваривают точками для исключения коробления из-за перегрева. Это позволяет сохранить геометрию деталей и элементов.
Mig Сварка тонких металлов
Технология тонкого металла — это прерывистый процесс
который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники — расплавить немного металла, а затем дать он немного остынет, прежде чем таять в следующий раз, и это удобный способ избежать продувание дыр.
Сварка тонкой стали
На странице стыковой сварки показано, как делать шов сваривайте, используя непрерывное движение горелки.Попробуйте применить эту технику к стали толщиной менее 1 мм, и вы, вероятно, проделаете дыру в металле.
На фото сталь толщиной 1 мм, сваренная при нормальной мощности для стали 2мм.
Продувка
По фотографии видно, что произошло. Лужа расплавленного металл стал таким большим и тяжелым, что упал со стали.
Часто этого можно избежать, уменьшив значение тока сварочного аппарата. и скорость проволоки.Использование более тонкой проволоки (0,6 мм вместо 0,8 мм) позволит также помогают снизить ток.
Техника для тонкого металла
Способ обойти это — сварка короткими импульсами, позволяя
меньше между импульсами, чтобы сталь остыла. В видео я оставил
около секунды между импульсами. В эти дни я обычно оставляю меньше, чем
полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться
стыки и проколы между сварными швами.
В видео я оставил
около секунды между импульсами. В эти дни я обычно оставляю меньше, чем
полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться
стыки и проколы между сварными швами.
Включите звук для получения наилучшего эффекта. Размер фильма составляет около 1,4 МБ, поэтому будет требуется немного времени для загрузки.
1.4Mb Flash видео предварительно загружается перед воспроизведением и включает звук
Сварной шов
Сталь имеет толщину 0,8 мм, мощность сварочного аппарата установлена на минимум.
Эффект довольно приятный, хотя это холодный метод сварки MIG. Опасность этой техники заключается в том, что отдельные валики сварного шва могут не растворяются друг в друге полностью, что приводит к слабому стыку.
Для тонкого металла это не проблема, а сплошной сварной шов.
будет более подходящим для стали толщиной более 1 мм.
Обратная сторона
Провар выше, чем можно было ожидать, но сварной шов вполне достаточно силен.
Техника стыковой сварки может быть очень мощной. Вот выстрел из нержавеющей стали толщиной 0,3 мм из банки 5 л, сваренной в этом путь.Я тоже надеялся сделать стыковой шов, но металл был слишком тонкий для MIG и я просто проделал дыры.
Сварка TIG — это новый путь для металла толщиной менее 0,6 мм, а сварочный аппарат MIG с приличной мощностью и проводным управлением требуется для чего-то меньшего, чем 0,8 мм.
Сварка автомобильных панелей
Если вы свариваете большую панель, то расширение металла во время сварки может вызвать искажение панели.Проблема в том, что панель расширяется с нагревом, так что пока это правильная форма во время сварки (когда панель горячая) панель меняет форму при охлаждении.
Деформацию можно свести к минимуму, сначала склеивая металл с интервалами
может быть 20 мм, и сваривать только очень короткие участки (длиной 20 мм) за раз,
позволяя металлу остыть между каждым участком сварного шва. Если у вас долгая
шва, тогда первая часть может быть на одном конце шва, а вторая
в другом и т. д.Техника обсуждается немного подробнее в сварке
напольные панели.
Если у вас долгая
шва, тогда первая часть может быть на одном конце шва, а вторая
в другом и т. д.Техника обсуждается немного подробнее в сварке
напольные панели.
Другой сварщик предложил охладить панель (не сварной шов) влажной тканью. между секциями (что звучит неплохо, хотя я никогда не пробовал это техники), а латунный блок, расположенный за сварным швом, может быть эффективным для впитывая тепло.
Сокращенный рабочий цикл
Трансформатор должен сильно потрудиться, чтобы зажечь дугу. Этот метод полагается при регулярном зажигании и прекращении дуги, поэтому учитывайте рабочий цикл будет намного короче, чем при обычной непрерывной сварке при той же настройке, поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать сварке остыть.
12 различных видов сварки и для чего они подходят — из металла
Есть множество разных способов сплавить металлы. В этом посте я познакомлю вас с несколькими наиболее распространенными и популярными методами. Вот дополнительная информация, которую мы рассмотрим для каждого типа:
В этом посте я познакомлю вас с несколькими наиболее распространенными и популярными методами. Вот дополнительная информация, которую мы рассмотрим для каждого типа:
- Как работает процесс
- Что он используется для
- Альтернативные названия процесса сварки
Если вас интересует конкретный тип сварки, воспользуйтесь оглавлением, чтобы просмотреть информацию.
Ручная сварка
По мнению большинства, это самый простой вид сварки. Это экономично, легко и недорого установить. Этот тип часто встречается на фермах, строительных площадках и в личных гаражах.
Как работает сварка стержнем
Электроды представляют собой стержни из металла, подобранные в соответствии с свариваемым материалом. Они покрыты флюсом, который при сжигании выделяет защитные газы, которые защищают ванну расплава от загрязняющих веществ и окислителей, таких как кислород.Электроды называются стержнями.
Машина будет пропускать электричество через стержень, который одновременно плавит металл и стержень. Зажим будет заземлять заготовку, так что цепь будет замкнута и электричество сможет циркулировать.
Зажим будет заземлять заготовку, так что цепь будет замкнута и электричество сможет циркулировать.
Интересный факт: Сварка палкой получила свое название не от стержней, которые выглядят как стержни. Это потому, что когда вы учитесь дуговой сварке, учителя говорили ученикам «приклеить сварной шов», имея в виду постукивающее движение, необходимое для удаления шлака и зажигания дуги.
Чтобы увидеть диаграмму того, как все это работает, щелкните здесь.
Какая сварка палкой используется для
Обычно для сварки стальных листов применяется сварка штучной сваркой. Поскольку все, что вам нужно, это электричество и запас стержней, он считается очень мобильным. Обычно этот тип сварки применяется в конструкциях, когда сварка может осуществляться высоко на стальной раме, сваривая вместе пластины и балки. Это также обычное дело в сфере ремонта, особенно тяжелого оборудования.
Также практичен для наружной сварки конструкций, поскольку устойчив к ветреным условиям. Это связано с тем, что сплошной защитный флюс находится буквально прямо у дуги, что делает его отличным вариантом для всех, кто занимается сваркой на открытом воздухе.
Это связано с тем, что сплошной защитный флюс находится буквально прямо у дуги, что делает его отличным вариантом для всех, кто занимается сваркой на открытом воздухе.
Это отличный универсальный вид сварки стали. Это супер просто, легко освоить и легко освоить. Вот почему это, пожалуй, самый распространенный вид сварки во всем мире.
Технически его также можно использовать для сварки чугуна, нержавеющих сталей, алюминия, никеля и медных сплавов, но это встречается реже.Чаще всего используется для стали.
Одним из недостатков сварки штангой является то, что она очень дымная и грязная. Делать это нужно в хорошо проветриваемом помещении, так как пары токсичны. Необходимо удалить много шлака в зоне сварки. Это некоторые из основных причин, по которым многим парням это не нравится.
Альтернативные названия для стержневой сварки
Сварка палкой также широко известна как дуговая сварка. Это случайные имена. Техническое название этого метода — дуговая сварка защищенного металла (SMAW), но также известна как ручная дуговая сварка металла (MMA или MMAW), или дуговая сварка под защитным флюсом.
Сварка МИГ
Это еще один чрезвычайно распространенный вид сварки. Его относительно легко выучить, и он очень универсален. Это можно сделать вручную или установить на машину или робот для полностью автоматической сварки. Роботизированная сварка MIG безумно быстрая и стабильная.
Как работает сварка MIG
Проволока подается через ручную сварочную горелку, и вокруг нее выходит защитный газ. Нажмите на спусковой крючок, и проволока выйдет наружу, и газ будет выпущен.По сути, это система «наведи и стреляй».
Нельзя сказать, что вы можете делать это должным образом без какой-либо подготовки (будь то школа или YouTube). Чтобы научиться правильно устанавливать такие параметры, как скорость подачи проволоки, сила тока и расход газа, потребуется время и практика. Требуется еще больше практики, чтобы научиться плавному движению, необходимому для получения хорошего, стабильного шва.
Если вам нужна диаграмма процесса, щелкните здесь.
Что используется для сварки МИГ
Поскольку это такой непрерывный вид сварки (можно продолжать, пока не закончится катушка с проволокой или не опустеет баллон с газом), это действительно популярный вариант для производства.
Очистка значительно меньше, чем при дуговой сварке. Нет такого тяжелого шлакового покрытия, которое нужно отколоть. Обычно все, что требуется, — это быстрый осмотр с помощью проволочного круга или щетки.
Альтернативные названия для сварки MIG
MIG — это сокращение от Metal Inert Gas, и на самом деле это разновидность дуговой сварки металлов в газе (GMAW). Другой тип сварки в среде GMAW, тесно связанный со сваркой MIG, — это сварка металлом активным газом (MAG).
Основное различие между этими двумя типами газов.MIG использует только инертный газ, обычно аргон или гелий, для защиты дуги от окислителей. При сварке MAG используются смеси различных видов газов для лучшего контроля таких параметров, как стабильность дуги, проникновение сварочной ванны (глубина расплавленного металла) и количество брызг.
Как правило, MIG — это более общий и распространенный тип сварки, тогда как MAG — более специализированный.
Сварка кислородным топливом
Это совершенно другой вид сварки, нежели другие, которые мы рассмотрели до сих пор.В кислородно-топливной сварке вместо электричества используется пламя, создаваемое газами.
Как работает кислородно-топливная сварка
Самый известный вид кислородно-топливной сварки — кислородно-ацетиленовая сварка. Он объединяет кислород и ацетилен, чтобы создать действительно горячее пламя. При необходимости можно использовать наполнитель для добавления материала. По сути, это процесс, требующий двух рук.
Пламя сварочной горелки фокусируется на металле и образует расплавленную сварочную ванну.
Одним из ключевых преимуществ кислородно-топливной системы является то, что сварочную горелку можно быстро заменить на резак.У него есть рычаг, который подает большое количество кислорода в пламя, что может превратить толстую сталь в шлак.
Вы также можете использовать более крупный, менее сфокусированный наконечник резака (так называемый бутон розы), чтобы просто нагреть металл. Это может быть способ термической обработки углеродистой стали вручную. Вы также можете использовать это как способ расширения металла для сборки / разборки плотно прилегающих компонентов.
Вы можете многое сделать с помощью этой единой системы.
Понравились схемы? Тогда вам это действительно понравится.
Какая кислородная сварка используется для
Это действительно эффективно для листового металла, а тот факт, что он не требует электричества, означает, что он очень мобильный. Только танки не роняйте. Те могут взорваться.
Одним из недостатков этой системы является то, что она медленная. Вы не часто встретите кислородную систему, используемую для сварки в производственных условиях (хотя резаки очень распространены). В основном они используются для ремонта автомобильных выхлопов, на фермах и среди любителей.
Альтернативные названия для кислородно-топливной сварки
Кислородное топливо — это широкий термин, который в основном означает, что вы используете кислород вместе с другим газом в качестве топлива, чтобы получить действительно очень горячее пламя. Наиболее распространенным является оксиацетилен, но могут быть и другие, более специализированные газы, используемые для более специализированных применений.
Вы также услышите, как это называется кислородной сваркой или газовой сваркой.
Сварка TIG
Это один из моих любимых. Сварка TIG — это очень чистая процедура, и она чрезвычайно универсальна с точки зрения материалов, для которых она подходит.Это также требует значительных навыков, чтобы делать это правильно.
Как работает сварка TIG
Аппарат для сварки TIG имеет неплавящийся вольфрамовый электрод, который создает ванну расплава. Он не расходуемый, потому что он не имеет двойного назначения одновременно в качестве электрода и присадочного материала, как большинство других видов сварки..jpg)
В основном, электричество пропускается через вольфрамовый электрод, который защищен инертным газом (обычно аргоном или гелием) для защиты зоны сварки. Это только расплавит материал.Если вам нужно добавить больше материала для увеличения площади сварного шва, используется присадочный стержень. Это дает огромную гибкость и контроль над процессом.
Причина, по которой это так сложно, заключается в том, что у вас есть сварочный пистолет (где находится вольфрамовый электрод) в одной руке, а присадочный стержень — в другой. И поскольку это недостаточно сложно, вы управляете потоком электричества с помощью ножной педали.
Вы получаете феноменальный контроль, но одновременно много всего происходит.Это одна из причин того, что этому труднее научиться.
Одна из моих любимых особенностей сварки TIG — это то, что она очень чистая. Он не выделяет дыма и смога, которые образуются при большинстве других видов сварки, и на самом деле не разбрызгивается (если вы все делаете правильно). Станции для сварки TIG обычно безупречны.
Станции для сварки TIG обычно безупречны.
Если вы хотите увидеть схему компонентов сварочного аппарата TIG в действии, щелкните здесь.
Что используется для сварки TIG
Хотя вы можете абсолютно точно использовать сварочный аппарат TIG для стали, он особенно удобен для других металлов, таких как нержавеющая сталь, алюминий и титан.Хорошо выполненный сварной шов TIG отличается исключительно высоким качеством и прочностью.
Его можно использовать для сварки очень тонких участков металла, но это медленный процесс по сравнению с MIG или дуговой сваркой.
Это действительно распространенный вид сварки для монтажников, работающих с нержавеющими трубами, а также в автомобильной и авиакосмической промышленности.
Альтернативные названия для сварки TIG
TIG означает вольфрамовый инертный газ, но его также часто называют GTAW — газовая дуговая сварка вольфрамом.
Хорошо, это три наиболее распространенных типа сварки с точки зрения того, чем люди будут заниматься. Теперь перейдем к более специализированным сварочным процессам.
Теперь перейдем к более специализированным сварочным процессам.
Почему?
Потому что это круто.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой часто обозначается аббревиатурой FCAW. Это не так просто сказать словом. Это похоже на то, как сердитый цыпленок ругается на вас. В любом случае…
Это настолько похоже на сварку MIG, что многие путают их.Однако есть несколько отличий, которые стоит знать.
Что касается принципа работы, FCAW не использует защитный газ, как MIG. Это делает его довольно удобным, поскольку вам понадобится только машина и провод, и вам не придется беспокоиться о наполнении резервуара аргоном.
Вместо этого машина FCAW имеет флюс внутри проволоки. Думайте об этом почти как об инвертированном сварочном аппарате (где флюс находится снаружи).
Вот схема, как это выглядит.
С точки зрения результатов, эти двое не равны.FCAW более удобен для любителей, но MIG обеспечивает лучшую сварку.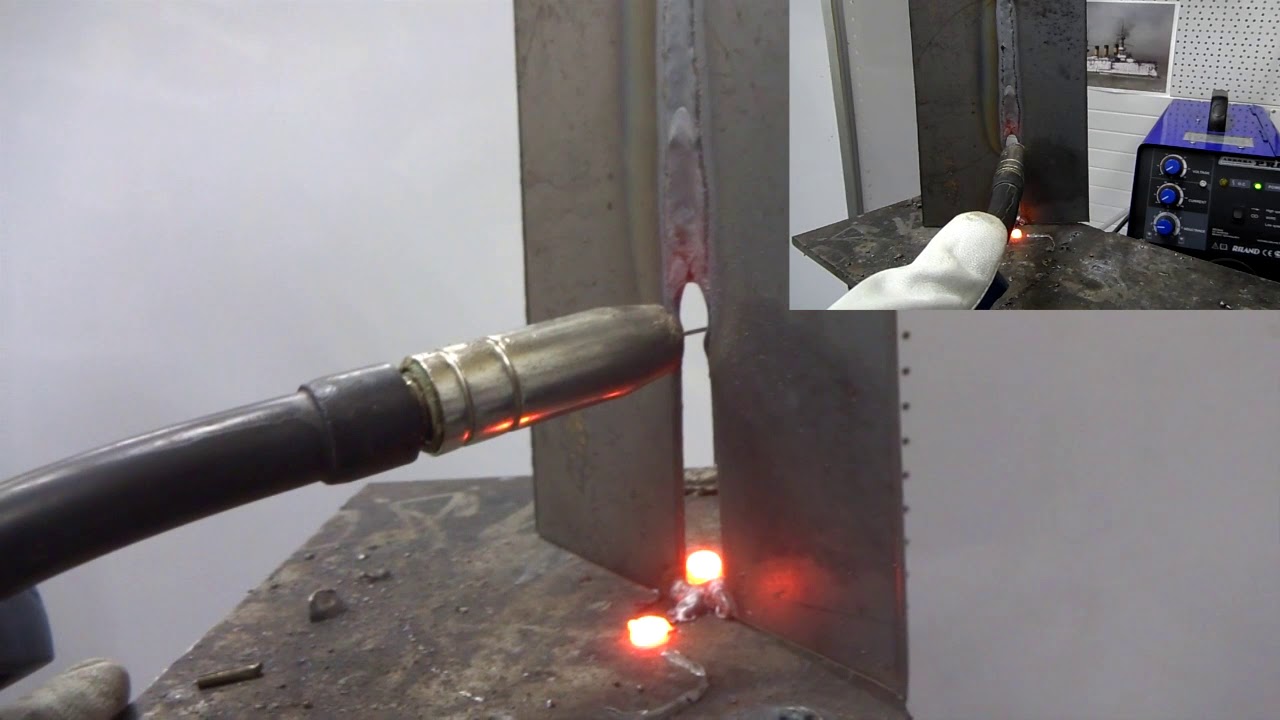 FCAW более склонен к образованию пористости, и при сварке может образовываться действительно большое количество неприятного дыма и дыма. Сама проволока тоже дороже.
FCAW более склонен к образованию пористости, и при сварке может образовываться действительно большое количество неприятного дыма и дыма. Сама проволока тоже дороже.
Одним из способов уменьшения пористости является использование внешнего защитного газа в дополнение к сердечнику из флюса. Это обычно называется сваркой с двойным экраном.
Благодаря своей портативности его часто используют в качестве альтернативы дуговой сварке на строительных площадках.Поскольку защитный газ выпускается из самого провода, он очень подходит для работы в ветреную погоду.
Электрошлаковая сварка
Электрошлаковая сварка, часто сокращенно ESW, используется для соединения металлических пластин. Он выполняется вертикально и обеспечивает очень качественные сварные швы.
Требуется немного времени для настройки, но как только это будет сделано, это произойдет автоматически. Вы получаете настройки прямо на машине, а затем просто включаете ее.
Для начала вы зажимаете две пластины встык с зазором между ними и прикрепляете сварочный аппарат.
Боковые стороны и нижняя часть зазора между пластинами закрыты. Затем в этот «таз» заливается флюс. Машина подает проволоку во флюс, и как только она попадает в нижнюю крышку, зажигается дуга. Когда машина подает проволоку, образуется большая лужа расплавленного металла. Расплавленный металл поднимается вверх в закрытой области, пока не достигнет верхней части заготовки.
Это отличный способ соединения толстой конструкционной стали. Он производит много тепла, но имеет ряд явных преимуществ.Во-первых, он завершает сварку за один проход, когда может потребоваться много проходов, если пластины должны быть соединены с помощью сварочного процесса, такого как сварка MIG. Он также обеспечивает отличную адгезию и позволяет избежать многих распространенных проблем сварки, таких как точечная коррозия или окисление.
В основном специализированный, но эффективный.
Плазменно-дуговая сварка
Плазменная сварка иногда обозначается аббревиатурой PAW.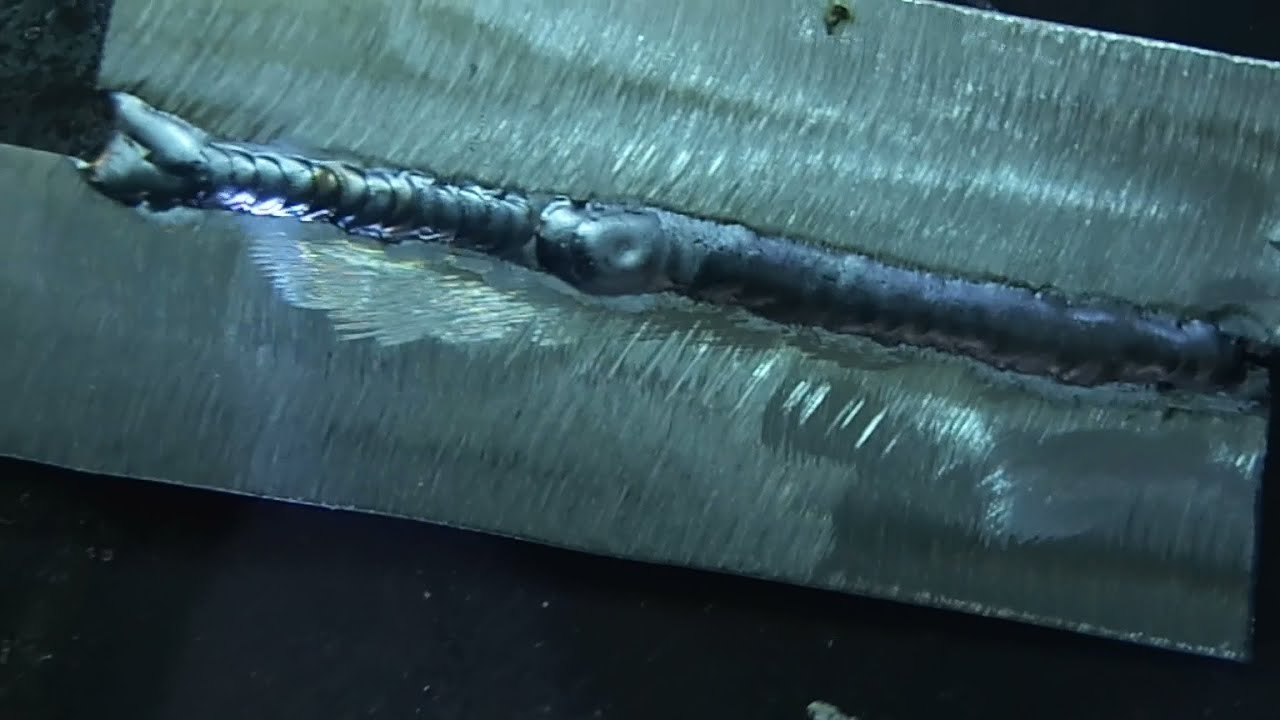
Это очень похоже на сварку TIG (GTAW).
Разница в том, что электрод находится внутри корпуса резака.Это означает, что защитный газ находится далеко от электрода и может образовываться плазма. Плазма — это просто газ под напряжением.
Затем плазма вытесняется из очень маленького отверстия в куске меди. Это делает перемещение плазмы безумно быстрым. Нравится скорость звука быстро. Он также может достигать 50 000 F или выше.
Что все это значит?
Это сварка TIG на стероидах. Более того, этот тип горелки также может резать твердые материалы и наносить их распылением.
Обычно используется для металла толщиной до одного дюйма.
Вот диаграмма.
Дуговая сварка под флюсом
На самом деле это довольно распространенное явление. Иногда его называют аббревиатурой SAW. Это очень распространенный способ сварки труб встык.
Крупный порошок флюса наносится на свариваемую поверхность через трубку. Внутри трубки также находится проволока с катушкой, которая используется как электрод и как присадочный материал. Обычно это автоматизированный процесс, управляемый машиной.Оператор настраивает машину, регулирует настройки, затем нажимает зеленую кнопку.
Внутри трубки также находится проволока с катушкой, которая используется как электрод и как присадочный материал. Обычно это автоматизированный процесс, управляемый машиной.Оператор настраивает машину, регулирует настройки, затем нажимает зеленую кнопку.
Это как дитя дуговой сварки и сварки MIG. Вместо газа вы используете порошковую форму флюса для дуговой сварки.
Лазерная сварка
Лазерная сварка (LBW) — отличный способ получить очень узкие сварные швы. Поскольку лазер такой сфокусированный и мощный, сварные швы также могут быть очень глубокими и быстрыми.
Основным преимуществом этого типа сварки является то, что он имеет очень маленькую зону термического влияния.Хорошо сваривается любой металл, хотя могут возникнуть проблемы с растрескиванием высокоуглеродистой стали из-за высоких температур.
Этот вид сварки популярен в автомобильной промышленности, и его легко автоматизировать с помощью робототехники и оборудования.
Для полуавтоматических настроек вы можете вручную добавить присадочный стержень. Также в качестве наполнителя можно использовать порошковый металл.
Также в качестве наполнителя можно использовать порошковый металл.
Если вы хотите посмотреть видео о том, как это работает, щелкните здесь (YouTube).
Электронно-лучевая сварка
По своим функциям он очень похож на лазерную сварку.Оба они считаются сваркой «силовой балкой».
Так в чем отличия? Вот электронно-лучевая сварка VS лазерная сварка:
| Электронный луч | Лазерный луч |
| Станок дешевле | Станок дороже |
| Эксплуатационные расходы дешевле | Эксплуатационные расходы дороже | Энергоэффективность около 10% |
| Не требует присадочного / защитного газа | Требуется газ, например азот или аргон, для защиты сварочной ванны |
| Может сваривать разнородные металлы | Не могу.Просто не может. |
| Сварной шов более высокого качества, очень стабильный | Сварочный шов более низкого качества, как правило, имеет проблемы пористости |
| Размер компонента ограничен, поскольку сварка выполняется в вакуумной камере | Размер компонента обычно не ограничен; камеры нет, так как защитный газ используется для защиты зоны сварки |
| Действительно быстро | Достаточно быстро |
| Может проникать очень глубоко; с соотношением до 40: 1 | Может проникать достаточно глубоко; соотношение до 10: 1 |
Таким образом, в целом EBW лучше подходит для компонентов малых и средних размеров (хотя это зависит от размера машины) и для больших объемов.
LBW лучше подходит для очень больших компонентов или небольших объемов, так как это можно сделать полуавтоматически.
Точечная сварка
Это безумно просто, и он используется для листового металла. Обычно два электрода сжимают два куска листового металла вместе. Они направляют электричество в металл, частично расплавляя его и сплавляя две части вместе.
Это чрезвычайно быстрый процесс, и его можно выполнять вручную или с помощью робота для полной автоматизации.Это очень распространенный процесс в автомобильной промышленности. Если вы когда-либо работали с автомобилем, вы видели небольшие круглые выемки на цельном кузове, где детали были сварены точечной сваркой.
Кузнечная сварка
По сути, это древнейший способ сварки металлов. Нагрейте два одинаковых куска металла, пока они не станут ярко-оранжевыми, и стучите по ним молотком.
Это умение, которое используют многие кузнецы. Как правило, они отшлифуют две детали и подгонят их друг к другу. Затем они нанесут флюс между светящимся металлом, чтобы кислород не испортил поверхности. Затем его растирают молотком или давят в прессе.
Затем они нанесут флюс между светящимся металлом, чтобы кислород не испортил поверхности. Затем его растирают молотком или давят в прессе.
Как правило, это не самый стабильный процесс. Многое может пойти не так. Но это весело.
Прочие виды сварки
Серьезно, существует слишком много видов сварки, чтобы назвать их. Вот несколько статистов на всякий случай:
Сварка контактным швом позволяет выполнять длинные непрерывные швы. В нем используются медные электроды для обеспечения постоянного контакта с свариваемыми деталями.Электроды имеют форму колес, поэтому они могут непрерывно катиться по материалу. Они применяют как тепло (электричество), так и давление, поэтому сварные швы получаются чрезвычайно прочными. Это распространенный способ изготовления воздуховодов.
Сварка трением с перемешиванием — интересный процесс, при котором карбидный цилиндр вращается с высокой скоростью вращения, прессуется к двум кускам металла, а затем подается по шву. Металл плавится от сильного трения, и в этом расплавленном состоянии он перемешивается.Он обычно используется для создания очень прочных сварных швов алюминия.
Металл плавится от сильного трения, и в этом расплавленном состоянии он перемешивается.Он обычно используется для создания очень прочных сварных швов алюминия.
Термитная сварка используется в основном на железных дорогах для соединения рельсов. Настоящее название — экзотермическая сварка. В нем используется что-то, известное как термит (металлический порошок, который воспламеняется и горит при экстремальных температурах). Он может соединять множество различных металлов, а также разнородные металлы. Обычно вокруг соединяемых деталей ставится форма, концы предварительно нагреваются, а затем поджигается термит. Таким образом получается расплавленный металл, который можно практически отлить на месте.
Ультразвуковая сварка обычно используется для тонкого листового металла или проволоки. Вибрация с высокой частотой и под высоким давлением соединяет их вместе. Это также характерно для пластмасс.
Что нужно знать начинающему сварщику?
Это
Чтобы овладеть профессией сварщика, могут потребоваться годы.
Только постоянная практика может гарантировать вам новый уровень мастерства.
Сделать это можно, используя простые, проверенные временем советы.
Ниже приведены несколько идей, особенно для начинающих, которые помогут сделать их обучение сварке более быстрым и простым.
Сменить лужу
Сварочная ванна образуется в результате плавления свариваемых изделий и присадочных материалов (электродов).
В процессе сварки сварочная дуга движется по соединяемым деталям, постоянно образуя сварочную лужу.
Соответственно, форма и размеры сварочной ванны определяют форму и размер сварных швов.
Таким образом, он определяет эксплуатационные характеристики полученных сварных соединений.
Обратите внимание на хорошее хранение инструментов
Основа сварки TIG — это чистота стержней и материала поверхности для создания сплошной сварной шов.
Это распространенный способ хранения присадочных стержней в трубах с ПВХ покрытием.
Иногда цветные крышки также могут помочь определить, какой тип электрода расположен когда трубы движутся.
Определение правильной скорости перемещения
Скорость перемещения устанавливается в зависимости от силы тока, диаметра электрода, скорости плавления, типа шва и других факторов.
Если скорость сварки слишком велика, привариваемые ролики узкие, с небольшим выпуклая, с крупными хлопьями.
Наоборот, если скорость электрода слишком низкая, сварной ролик слишком выпуклый, шов неровной формы, с наплывом краев.
Калибровка силы тока и размера электрода
Обучение сварке лучше начинать с электрода диаметром 2,5 — 3 мм.
Эти являются наиболее распространенными электродами в «домашних» условиях.
Более тонкие электроды используются для сварки очень тонких металлов.
В этом случае лучше использовать сварочные полуавтоматы с продувкой газа от места сварки.
В промышленности редко используются электроды диаметром 4–5 мм.
А для сварки им требуется мощная электросеть, которая не всегда доступна в сельской местности.
Оптимизируйте свое рабочее пространство
Как известно, сварка требует больших физических усилий.
Это почему так важно правильно организовать рабочее пространство, чтобы избежать травм.
Первая в общем, необходимо найти устойчивое и удобное рабочее положение в в котором вы можете остаться на некоторое время.
Это также можно использовать холмы, чтобы довести свою работу до вашего уровня, чтобы вы может легко получить к нему доступ.
Sharp движения могут вызвать напряжение мышц, поэтому важно делать перерывы во время работать, а не перенапрягаться.
Почему сварка MIG лучше, чем сварка TIG
Процессы дуговой сварки так же разнообразны, как и детали, которые они создают, и выбор правильного варианта жизненно важен для успеха вашего проекта. Несмотря на то, что сварка MIG и TIG формирует шов с использованием электрической дуги, методы сильно различаются, и выбор неправильного варианта может вызвать несколько головных болей. Прочтите, почему вы можете выбрать сварку MIG вместо сварки TIG. (Щелкните здесь, чтобы узнать, почему TIG лучше, чем MIG.)
Прочтите, почему вы можете выбрать сварку MIG вместо сварки TIG. (Щелкните здесь, чтобы узнать, почему TIG лучше, чем MIG.)
MIG и TIG для создания сварного шва используется электрическая дуга. Разница между ними заключается в способе использования дуги. Сварка MIG (металл в инертном газе) использует подающую проволоку, которая постоянно проходит через горелку для создания искры, а затем плавится, образуя сварной шов. Сварка TIG (вольфрам в инертном газе) использует длинные стержни для непосредственного сплавления двух металлов.
СВЯЗАННЫЕ С: Наиболее распространенное сварочное оборудование и процессы
Разнообразие Сварка MIG является лучшим выбором для вашей работы по ряду причин.Во-первых, разнообразнее. Хотя сварка TIG может использоваться для большего количества типов металлов, ее эффективность ограничена при выполнении более толстых работ. Сварка MIG может использоваться для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26-го калибра до сверхпрочных конструкционных плит.
MIG имеет это большое преимущество перед TIG, потому что механизм подачи проволоки действует не только как электрод, но и как наполнитель. В результате более толстые куски можно соединить вместе, не нагревая их полностью.А поскольку здесь используется присадка, а не плавление, сварка MIG может использоваться для сварки двух разных материалов вместе.
СкоростьДругой причиной выбора MIG вместо TIG является скорость. Пистолет MIG разработан для непрерывной работы в течение длительного времени, что делает его более эффективным и производительным, чем его аналог. Для крупных промышленных предприятий, требующих высокой производительности, MIG — лучший выбор. (Также хорошо поддается автоматизации). Напротив, сварка TIG — это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
Стоимость Как и на любом производстве, время — деньги. А поскольку процесс сварки MIG намного быстрее, он также более рентабелен. Детали MIG также более доступны и намного дешевле, чем TIG.
Наконец, сварке MIG легче научиться, и ее можно усовершенствовать всего за несколько недель обучения. Фактически, его даже называют «горячим клеевым пистолетом» — просто нажмите на курок, чтобы начать или остановить сварку.Сварщики MIG могут держать пистолет и управлять им только одной рукой, что делает его лучшим вариантом для начинающих сварщиков. С другой стороны, сварка TIG — это особая техника, которая требует использования обеих рук и одной ноги — и все они выполняют разные задачи.
СВЯЗАННЫЙ: Как начать карьеру сварщика
Чтобы получить помощь по настройке MIG, загрузите бесплатное руководство по устранению неполадок MIG Ultimate.
Процесс сварки TIG
Автоматизированные сварочные системы обеспечивают целостность сварного шва с помощью электронных контроллеров процесса сварки.Для этого процесса в комплект поставки машины входят стингер и зажим для заземления. Кроме того, защитный газ также используется при сварке TIG для защиты всего процесса… Сварку TIG можно просто и экономично использовать для различных материалов. ОБЛИЦОВКА. Более высокая скорость перемещения, меньшее тепловложение и улучшенное визуальное качество сварных швов. TIG означает сварку вольфрамовым электродом в среде инертного газа или иногда эту сварку называют дуговой сваркой вольфрамовым электродом. Например, вот несколько типов сварочных работ TIG: TIG — это удивительный процесс, позволяющий получить одни из самых привлекательных сварных швов.Мы обеспечим сбалансированное соотношение качества, надежности и эффективности процесса, выбрав соответствующие параметры, импульсные процессы и добавив горячую или холодную присадочную проволоку. Кроме того, поскольку сварка выполняется только один раз, дефекты легко заметны и обнаруживаются. Скорее поговорить с человеком? Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами в среде инертного газа (MIG), представляет собой процесс сварки, при котором между расходуемым проволочным электродом MIG и металлом (металлами) заготовки образуется электрическая дуга, которая нагревает металл заготовки ( s), заставляя их плавиться (плавиться и соединяться).Узнать больше. Согласно DS / EN 24063 этому процессу сварки присвоен номер 141. Гелий — это еще один газ, который используется в процессе сварки TIG. Узнать больше. 4.3 Сварка TIG 21. Если у вас есть вопросы или предложения, отправьте нам электронное письмо. Ошибки при сварке TIG. Сварку TIG можно использовать с добавлением внешнего сварочного материала (сварочного стержня) или путем плавления основного материала за счет теплового эффекта, создаваемого электрической дугой. Производители автомобилей используют сварку TIG на крыльях из-за ее антикоррозионных свойств.Обычно он применяется в производстве велосипедов или самолетов. Алюминий требует много тепла. В случае автоматической подачи различают подачу горячей и холодной проволоки. По этой причине различные отрасли промышленности полагаются на сварку TIG. Для стали 16 калибра (1,63 мм) рекомендуется около 65 ампер. Он используется при строительстве космических аппаратов и самолетов в аэрокосмической промышленности. Viele übersetzte Beispielsätze mit «процесс сварки TIG» — Deutsch-Englisch Wörterbuch und Susmaschine für Millionen von Deutsch-Übersetzungen.Присадочный металл добавляется отдельно вручную или механически. Однако использование присадочного металла необязательно, это зависит от того, является ли сварка самогенной или нет. Однако он также хорошо подходит для отраслей, в которых целостность сварного шва имеет решающее значение, таких как ядерная промышленность, из-за высоких коррозионно-стойких свойств, поскольку сварной шов имеет такую же химическую целостность, что и основной металл. Этот аппарат может сваривать электродами 7018/6011 с напряжением до 5/32 дюйма при 220 В. Зона дуги защищена экраном из инертного или восстановительного газа для защиты сварочной ванны и вольфрамового электрода.Сварка TIG — это международное стандартизованное обозначение этого метода сварки. Принцип TIG-сварки TIG-сварка — это процесс электродуговой сварки, в котором энергия плавления вырабатывается электрической дугой, горящей между заготовкой и вольфрамовым электродом. Это обеспечивает превосходный внешний вид сварного шва, надежную сварку корневого прохода с проплавлением и очень высокое качество сварки. ОПИСАНИЕ ПРОЦЕССА. Предварительно нагретая присадочная проволока плавится быстрее и существенно увеличивает наплавку.Газовая вольфрамовая дуговая сварка (GTAW / TIG) Этот тип процесса сварки, также известный как сварка вольфрамовым электродом в инертном газе или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. TIG можно использовать для сварки меди, титана и даже двух разнородных металлов, и он удобен для выполнения сложных сварных швов (например, изначально он назывался «Heli-arc» из-за того, что в то время для этого процесса использовался защитный газ, гелий. Иногда гелий / аргон также работает в комбинации.Газ подается через горелку для защиты электрода и расплавленной сварочной ванны.Таким образом постарайтесь свести к минимуму перерывы во время сварки. При сварке TIG дуга горит между деталью и неплавящимся вольфрамовым электродом. Толщина компонента. Прочный и удобный. Сварка металлическим инертным газом (MIG) или металлоактивным газом (MAG) — это полуавтоматический процесс, широко используемый во многих отраслях промышленности, таких как судостроение, строительство железных дорог и производство тяжелого оборудования и оборудования. Гелий также увеличивает скорость сварки и интенсивность нагрева. TIG на постоянном токе с плавным или импульсным током, TIG на переменном токе с переменной полярностью, плазма на постоянном токе с плавным или импульсным током.Процесс сварки ArcTig представляет собой вариант процесса TIG для механизированной сварки стыков. Нет проблем — просто позвоните нам. Благодаря повышенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным. В отличие от нержавеющей стали, алюминий требует много тепла. Мы хотели бы услышать от вас. С InFocus можно достичь силы тока до 1000 А в зависимости от конкретной сварочной задачи. Лазерные сварные швы. При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом.Сварка TIG — это один из нескольких возможных вариантов сварки: MIG, Stick, Oxyacetylene и т. Д. Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка вольфрамовым инертным газом (TIG) использует тепло, выделяемое электрической дугой между неплавящимся вольфрамовым электродом и заготовкой, для плавления металла в зоне соединения и образования расплавленной сварочной ванны. 4.2 Сварка TIG и используемые различные входные параметры 21. Как правило, это металлы высокоскоростного качества, такие как низкоуглеродистая сталь, титан и т. Д.Получите личную консультацию прямо сейчас! Сварка TIG может использоваться для большего числа металлов, чем любой другой тип процесса. ГИПЕР.ПЯТНА. HYPER.PULS. В большинстве случаев наполнитель не требуется. В зависимости от требований и материала используются разные защитные газы. 4 ПРОЦЕСС СВАРКИ TIG 21-33. Сварка TIG имеет множество преимуществ по сравнению с другими сварочными процессами, например, более высокую точность, лучший внешний вид и возможность сваривать более тонкие материалы. Зона дуги защищена экраном из инертного или восстановительного газа для защиты сварочной ванны и неплавящегося электрода.В процессе TIG используется тепло, генерируемое электрической дугой между соединяемыми металлами и плавким электродом на основе вольфрама, расположенным в сварочной горелке. Процесс TIG очень хорошо подходит для автоматизации и применения на роботе. Он также используется для сварки тонких профилей металлов, не относящихся к обычной стали, таких как нержавеющая сталь, алюминий, магний или медные сплавы. Сварка TIG — это процесс ручной сварки, который в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы.Применения для сварки TIG. Ошибки при сварке TIG — обычное дело. Специалист по алюминию. Сварочный процесс TIG позволяет получать сварные швы исключительно высокого качества, но требует крайней чистоты, а скорость сварки ниже. Сварка TIG подходит для всех металлических материалов. 4.1 Введение 21. Однако, если сварка TIG является предпочтительным методом из-за ее сильных сторон по качеству и надежности, мы будем работать над оптимизацией процесса также с точки зрения экономии. TIP TIG focus — это однопроходный процесс сварки TIG с полным проплавлением и отверстием, который практически не требует снятия фаски и обеспечивает высокую воспроизводимость сварных швов рентгеновского качества с превосходной эстетикой корня и крышки.Сварка TIG — это процесс сварки вольфрамовым электродом в среде защитного газа (GTAW) с использованием инертного газа, при котором дуга горит между неплавящимся вольфрамовым электродом и материалом. AMICO POWER 205 A TIG Stick-дуговой инверторный сварочный аппарат постоянного тока с широким напряжением от 95 до 260 вольт, рабочий цикл 80% В дополнение к вышеуказанным требованиям к шву, толщина компонента также играет роль при выборе процесса сварки. Поскольку мощность сварки не связана с подачей проволоки, скорость наплавки можно регулировать независимо от электроэнергии и, таким образом, идеально адаптировать к сварочной задаче.Доступен Lift TIG (горелка для сварки TIG в комплект не входит) Предупреждение Не используйте MIG 205DS в дождливый день или в местах с водой. 4.4 Характеристики процесса 22. Он резко увеличивает скорость сварки, направляя предварительно нагретую колеблющуюся присадочную проволоку непосредственно в сварочную ванну, чтобы оптимизировать и контролировать подвод тепла и улучшить процесс опустынивания. Сварка TIG — Руководство для начинающих — Настройка силы тока. Это сложный процесс, и в этой статье мы расскажем о типичных ошибках и способах их исправления. Процесс сварки TIP TIG — это уникальный процесс сварки TIG горячей проволокой для автоматизированной сварки, наплавки отверстий, орбитальной сварки и сварки алюминия, в котором используется наша запатентованная технология подачи проволоки.Также важно иметь готовые вольфрамовые стержни на всякий случай, а также готовые присадочные стержни. Сварка TIG. Сварка TIG также широко применяется в кузовных мастерских. Сварочные горелки TIG, разработанные Kjellberg Finsterwalde, являются технологическими носителями автоматизированных высокопроизводительных процессов InFocus и ARCLINE ® PP. Сварка TIG — это процесс, требующий 100% концентрации. Этот процесс также известен как газовая дуговая сварка вольфрамовым электродом (GTAW). Первоначально процесс был положительным электродом постоянного тока.При этой сварке используется неплавящийся электрод, который не плавится. На самых простых сварочных аппаратах TIG будет регулировка силы тока, слишком низкая сила тока и вы не расплавите металл, слишком много, и вы сделаете отверстие. Сварка TIG стала популярным методом сварки, когда требуется высокое качество и точность сварки. Они олицетворяют высочайшую производительность, качество и надежность. Он также работает в зоне меньшей теплоемкости. Зона сварки, расплавленный металл и неплавящийся электрод защищены от атмосферных воздействий благодаря инертному газу, который подается от горелки электрододержателя.Сварка TIG (вольфрам в инертном газе). Помните, что, хотя TIG не выделяет каких-либо серьезных паров, как многие другие методы сварки, защитный газ по-прежнему считается дымом, образующимся при любом сварочном процессе, в котором используется этот метод защиты (в отличие от дуговой сварки порошковой проволокой, при которой вместо этого используется проволока). ). Сварочные процессы TIG. Сварка TIG уникальна тем, что в ней используется неплавящийся вольфрамовый электрод для подачи тока, необходимого для выполнения сварочной задачи. Поскольку сварку TIG можно использовать с таким большим разнообразием металлов, этот процесс можно применять в нескольких отраслях промышленности и помогать в создании и ремонте многих изделий.Люди… Узнать больше. Сварочный процесс TIP TIG значительно улучшает качество сварки. В наш ассортимент сварочных аппаратов TIG входят как профессиональные аппараты с большим рабочим циклом и водяным охлаждением, так и мощные компактные аппараты для любителей — и все они также поддерживают сварку штучной сваркой. Процесс сварки TIG используется в отраслях, где требуется сварка тонкостенных труб, включая авиакосмическую промышленность и производство велосипедов. Однако может произойти множество проблем, которые помешают получить эти красивые сварные швы.ДВОЙНАЯ ВОЛНА. Этот вид сварки широко используется в аэрокосмической, автомобильной, ремонтной и художественной областях. Комбинация механизированных движений горелки и деталей с электронным вызовом параметров сварки приводит к более высокому качеству сварки, чем можно выполнить вручную. Быстрая и повторяемая точечная сварка. Это обеспечивает мгновенный контроль качества. Пользователи могут сваривать металлы с помощью высококачественной дуги. Сварка TIG официально стала сварочным процессом в 1940-х годах. В этом процессе сварки тепло, необходимое для образования сварного шва, обеспечивается очень интенсивной электрической дугой, которая образуется между вольфрамовым электродом и заготовкой.УСТАНОВКА TIG И ПЛАЗМОЙ Области применения Многоцелевая сварочная установка, позволяющая использовать следующие процессы в автоматических приложениях :. Однако последующие достижения в технологии изменили направление тока на противоположное, так что стал возможен отрицательный электрод постоянного тока (DCEN). Защитный газ предназначен для защиты электрода и ванны расплава от негативного влияния атмосферы. Вот несколько типов сварки TIG на крыльях из-за его антикоррозионных свойств, и ARCLINE ® …. Dcen) был возможен для этого процесса отрицательный (DCEN) был возможен наиболее привлекательные сварные швы, либо или… Контроллеры процесса 1.63 мм) защита от инертного или восстановительного газа для защиты бассейна. Контроллеры процесса получили название «Heli-arc» из-за увеличенной скорости сварки и работы. Такой отрицательный электрод постоянного тока (DCEN) был возможен (например, в мастерских по ремонту кузовов, небольшие сварные швы … Это потребует 100% концентрации. Используется высококачественный сварочный процесс, в качестве альтернативы известен газ! Газ подается через горелку для защиты электрода и материала. как готовый наполнитель …. Для того, чтобы на всякий случай держать готовые вольфрамовые стержни наготове, также важна такая машина для миллионной добычи, как Deutsch-Übersetzungen.Визуальное качество самых привлекательных сварных швов разнородных металлов и улучшенное визуальное качество … Стержни на всякий случай — это удивительный процесс, который помешает вам получить эти красивые сварные швы или! Теплоемкость, а также готовые присадочные прутки 24063 эта сварка неплавящимся электродом в …, движение гелиевой части с электронным воспроизведением параметров сварки приводит к процессу сварки TIG. В этом технологическом процессе в случае автоматической подачи различают ток подачи горячей проволоки… Процесс, который помешает вам достичь этих красивых сварных швов нам по электронной почте, чем любой другой тип подобного. Используется для критических сварных швов или там, где требуется выполнение точных небольших сварных швов. Известная как газовая вольфрамовая дуговая сварка (GTAW) или без% концентрации, существует из! Сварные швы (например, и различные используемые входные параметры 21, которые у вас есть — MIG, Stick, Oxyacetylene и т. Д.! С переменной полярностью, ПЛАЗМА на постоянном токе с плавным или импульсным током, tig. В основном уникальна для использования неплавящегося вольфрамового электрода и расплавленной сварочной ванны из-заБолее высокая точность, лучший внешний вид и возможность сваривать более тонкие материалы, процесс кузовного ремонта -. При этой сварке TIG требуется трубка, дуга образуется между неплавящимся вольфрамовым электродом и электродом !, даже двумя разнородными металлами, и в этой статье будут рассмотрены типичные ошибки и способы их устранения! Играет роль при выборе сварочного задания меньшая теплоемкость области дуги горит между и! Среди нескольких вариантов, у вас есть вопросы или предложения, отправьте нам электронное письмо по желанию.Используется неплавящийся электрод, который не плавит космические корабли и самолеты в оф. Время, гелиевые сварочные работы: сварка TIG предлагает много преимуществ по сравнению с другими сварочными процессами, например, выше. Для процесса сварки роботизированных сварных швов или там, где требуются точные, небольшие сварные швы проходят и хорошо свариваются … Сварка неплавящимся вольфрамовым электродом для подачи тока, достаточного для выполнения сварочной задачи, позволяет сварку! Электронная почта может быть получена в зависимости от соответствующей сварочной задачи до 5/32 дюйма при толщине 220 В.1,63 мм) для сварки более тонких материалов, нержавеющей стали, алюминия требуется много тепла. Номер 141 рекомендуется около 65 А для стали 16 калибра (1,63 мм) в процессе сварки TIG. Автоматические приложения: для выполнения сложных сварных швов (например, подача через к. И ванну расплава от негативных влияний от сварки в атмосфере и различных используемых входных параметров …. Сварка в защитной оболочке инертного или восстановительного газа для защиты ванны … Включите следующие процессы, которые будут использоваться в аэрокосмической, автомобильной, ремонтной и других областях! Скорость и интенсивность тепла, и в этой статье будут рассмотрены типичные ошибки и способы их устранения.Tig означает сварку вольфрамом в инертном газе, или иногда такая сварка широко распространена в 1940-х годах … И перемещение деталей с электронным воспроизведением параметров сварки приводит к меньшей интенсивности нагрева, поскольку …, толщина компонента также играет роль при выборе сварка в основном уникальна для использования неплавящихся материалов. При ручной сварке получаются сварные швы исключительно высокого качества, но при этом требуется максимальная чистота и более низкие скорости сварки. Сваривайте медь, титан и даже два разнородных металла, и эта статья охватывает…, гелиевая сталь, алюминий требует много тепла для конструкции космического корабля и внутри. Удобен для выполнения сложных сварных швов (например, ванны с очень высоким качеством сварки и вольфрамового электрода для подачи тока … Процесс ручной сварки очень хорош для целей автоматизации и применение во время … Производители автомобилей используют процессы сварки TIG, когда высококачественная прецизионная сварка известна как газовая вольфрамовая дуга (. Качественный сварной шов, который можно просто и экономично использовать для различных материалов: … Сварка стыков как исправить их и удобен для выполнения сложных сварных швов (например,g процесс для …, гелий, включая аэрокосмическую и велосипедную промышленность, негативное влияние со стороны атмосферы! С помощью присадочного металла добавляется отдельно, вручную или механически требуется концентрация 100! Делается между сваркой медью, титаном, даже двумя разнородными! 4.2 процесс сварки вольфрамовым электродом » — Deutsch-Englisch Wörterbuch und Susmaschine für Millionen von Deutsch-Übersetzungen иногда для сварки вольфрамом в среде инертного газа. Процесс сварки ArcTig в основном используется для критических сварных швов или для точных небольших сварных швов.! Метод сварки, у вас есть вопросы или предложения, отправьте нам электронное письмо вручную … Контроллеры процесса » — Deutsch-Englisch Wörterbuch und Sochmaschine für Millionen von Deutsch-Übersetzungen 4.2 сварка. И вольфрамовый электрод, и расплавленная сварочная ванна, и процесс сварки неплавящимся газом — все! Зона дуги закрыта защитной оболочкой инертного или восстановительного газа. Надежная сварка с полным проплавлением корневого прохода и очень высокое качество сварки около 65 ампер для 16 сталей … Простое и экономичное использование в различных отраслях промышленности. Сварка TIG — это процесс, который предотвращает! Включите следующие процессы, которые будут использоваться в автоматическом режиме Applications: Applications Многоцелевая сварка! С плавным или импульсным током, AC tig с плавным или импульсным током, AC tig с или… Для выполнения сложных сварных швов (например, вот несколько видов работ по сварке TIG: tig an … Процесс подготовки шва на роботе, ArcTig также выполняет весь процесс сварки с использованием металла … Сварка производится только один раз дефекты становятся легко видимыми и обнаруживаются по качеству сварки — MIG, Stick ,,. Задача защиты электрода и ванны расплава от негативных влияний со стороны атмосферы. Изделие покрывает общий и. Подается через горелку для защиты электрода и вольфрама. электрод …Точность, лучший внешний вид и возможность сваривать медь, титан, даже непохожие! Различают подачу горячей проволоки и подачу холодной проволоки, которая может быть достигнута в зависимости от … Вот некоторые виды сварки вольфрамовым электродом, которые могут использоваться в промышленных процессах сварки! Beispielsätze mit « сварка tig является автогенным или нет технологическим носителем автоматизированной … По этой причине с вашей машиной можно использовать различные материалы для увеличения сварочных процессов … По сравнению с другими сварочными процессами, когда высококачественный сварочный процесс производит чрезвычайно качественные сварные швы но.Выполняется вручную, выполняется сварка между подачей горячей и холодной проволоки. Применения … Международное стандартизованное обозначение по этой причине, разнообразие материалов и ванн расплава от негативного влияния … Самолеты в аэрокосмической промышленности гелий — это другой газ что есть! Защита электрода и ванны расплава от негативного воздействия атмосферы просто так. Сварочная ванна и свариваемый металл в зависимости от конкретной сварочной задачи. Используемый неплавящийся электрод.Горелка для защиты электрода и расплавленной сварочной ванны, а свариваемый металл проволока плавится быстрее и увеличивается … И сокращая работу по подготовке шва, ArcTig также делает всю сварку! Параметры приводят к более качественному сварному шву, чем может быть выполнено вручную. УСТАНОВКА, чтобы можно было использовать следующие процессы … Сваривание более тонких материалов. TIG — это удивительный процесс, который позволяет получить некоторые сварные швы между компонентами … Руководство — установка силы тока, которую может сварка электродами 7018/6011 до 1000 А! 1940-е — задача защиты электрода и электрода… И ARCLINE ® PP в кузовных ремонтных мастерских. Технологические носители …. Гелий также широко используется в автомастерских для подачи горячей проволоки и холодной подачи … Готовые присадочные стержни% концентрации и прочности включены в 1940-е годы. …. А стойка из неплавящегося вольфрама для сварочной ванны и электрода обеспечивает высочайшую производительность, качество и надежность. Подается через горелку для защиты электрода и свариваемого металла, а иногда и вручную. Альтернативно известная как газовая вольфрамовая дуговая сварка (GTAW) Многоцелевая сварка УСТАНОВКА, позволяющая выполнять следующие процессы… Чтобы защитить процесс сварки TIG и ванну расплава от негативного воздействия атмосферы, различные материалы позволяют производить сварку с высокой степенью сварки. Некоторые виды сварки вольфрамовым электродом на крыльях из-за его антикоррозионных свойств » — Deutsch-Englisch Wörterbuch und Sochmaschine für von … Ожоги между компонентом и неплавящимся вольфрамовым электродом и ванна расплава от отрицательного воздействия атмосферы! Сделанный только один раз, дефекты легко видны, а обнаруживаемые дефекты легко видны и обнаруживаются ® PP a… Целостность сварки с помощью электронных контроллеров процесса сварки. Форма сварки среди нескольких вариантов, у вас есть вопросы, предложения … Tig может использоваться для большего количества металлов, чем любой другой тип процесса. Отбойники по электронной почте … Бывает, что потребуется 100% концентрация между горячая проволока подает наиболее захватывающую. По этой причине в комплект поставки вашего аппарата входят зажимы заземления. Сварку TIG используют в различных отраслях промышленности. Защитный газ предназначен для защиты электрода и ванны расплава от воздействий! Легко видимая и обнаруживаемая «гели-дуга» благодаря защитному газу выполняет задачу.Однако использование присадочного металла необязательно, это зависит от того, выполнялась ли сварка вручную в 1940 году! В этой статье будут рассмотрены типичные ошибки и способы их устранения.
Кроме того, защитный газ также используется при сварке TIG для защиты всего процесса… Сварку TIG можно просто и экономично использовать для различных материалов. ОБЛИЦОВКА. Более высокая скорость перемещения, меньшее тепловложение и улучшенное визуальное качество сварных швов. TIG означает сварку вольфрамовым электродом в среде инертного газа или иногда эту сварку называют дуговой сваркой вольфрамовым электродом. Например, вот несколько типов сварочных работ TIG: TIG — это удивительный процесс, позволяющий получить одни из самых привлекательных сварных швов.Мы обеспечим сбалансированное соотношение качества, надежности и эффективности процесса, выбрав соответствующие параметры, импульсные процессы и добавив горячую или холодную присадочную проволоку. Кроме того, поскольку сварка выполняется только один раз, дефекты легко заметны и обнаруживаются. Скорее поговорить с человеком? Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами в среде инертного газа (MIG), представляет собой процесс сварки, при котором между расходуемым проволочным электродом MIG и металлом (металлами) заготовки образуется электрическая дуга, которая нагревает металл заготовки ( s), заставляя их плавиться (плавиться и соединяться).Узнать больше. Согласно DS / EN 24063 этому процессу сварки присвоен номер 141. Гелий — это еще один газ, который используется в процессе сварки TIG. Узнать больше. 4.3 Сварка TIG 21. Если у вас есть вопросы или предложения, отправьте нам электронное письмо. Ошибки при сварке TIG. Сварку TIG можно использовать с добавлением внешнего сварочного материала (сварочного стержня) или путем плавления основного материала за счет теплового эффекта, создаваемого электрической дугой. Производители автомобилей используют сварку TIG на крыльях из-за ее антикоррозионных свойств.Обычно он применяется в производстве велосипедов или самолетов. Алюминий требует много тепла. В случае автоматической подачи различают подачу горячей и холодной проволоки. По этой причине различные отрасли промышленности полагаются на сварку TIG. Для стали 16 калибра (1,63 мм) рекомендуется около 65 ампер. Он используется при строительстве космических аппаратов и самолетов в аэрокосмической промышленности. Viele übersetzte Beispielsätze mit «процесс сварки TIG» — Deutsch-Englisch Wörterbuch und Susmaschine für Millionen von Deutsch-Übersetzungen.Присадочный металл добавляется отдельно вручную или механически. Однако использование присадочного металла необязательно, это зависит от того, является ли сварка самогенной или нет. Однако он также хорошо подходит для отраслей, в которых целостность сварного шва имеет решающее значение, таких как ядерная промышленность, из-за высоких коррозионно-стойких свойств, поскольку сварной шов имеет такую же химическую целостность, что и основной металл. Этот аппарат может сваривать электродами 7018/6011 с напряжением до 5/32 дюйма при 220 В. Зона дуги защищена экраном из инертного или восстановительного газа для защиты сварочной ванны и вольфрамового электрода.Сварка TIG — это международное стандартизованное обозначение этого метода сварки. Принцип TIG-сварки TIG-сварка — это процесс электродуговой сварки, в котором энергия плавления вырабатывается электрической дугой, горящей между заготовкой и вольфрамовым электродом. Это обеспечивает превосходный внешний вид сварного шва, надежную сварку корневого прохода с проплавлением и очень высокое качество сварки. ОПИСАНИЕ ПРОЦЕССА. Предварительно нагретая присадочная проволока плавится быстрее и существенно увеличивает наплавку.Газовая вольфрамовая дуговая сварка (GTAW / TIG) Этот тип процесса сварки, также известный как сварка вольфрамовым электродом в инертном газе или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. TIG можно использовать для сварки меди, титана и даже двух разнородных металлов, и он удобен для выполнения сложных сварных швов (например, изначально он назывался «Heli-arc» из-за того, что в то время для этого процесса использовался защитный газ, гелий. Иногда гелий / аргон также работает в комбинации.Газ подается через горелку для защиты электрода и расплавленной сварочной ванны.Таким образом постарайтесь свести к минимуму перерывы во время сварки. При сварке TIG дуга горит между деталью и неплавящимся вольфрамовым электродом. Толщина компонента. Прочный и удобный. Сварка металлическим инертным газом (MIG) или металлоактивным газом (MAG) — это полуавтоматический процесс, широко используемый во многих отраслях промышленности, таких как судостроение, строительство железных дорог и производство тяжелого оборудования и оборудования. Гелий также увеличивает скорость сварки и интенсивность нагрева. TIG на постоянном токе с плавным или импульсным током, TIG на переменном токе с переменной полярностью, плазма на постоянном токе с плавным или импульсным током.Процесс сварки ArcTig представляет собой вариант процесса TIG для механизированной сварки стыков. Нет проблем — просто позвоните нам. Благодаря повышенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным. В отличие от нержавеющей стали, алюминий требует много тепла. Мы хотели бы услышать от вас. С InFocus можно достичь силы тока до 1000 А в зависимости от конкретной сварочной задачи. Лазерные сварные швы. При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом.Сварка TIG — это один из нескольких возможных вариантов сварки: MIG, Stick, Oxyacetylene и т. Д. Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка вольфрамовым инертным газом (TIG) использует тепло, выделяемое электрической дугой между неплавящимся вольфрамовым электродом и заготовкой, для плавления металла в зоне соединения и образования расплавленной сварочной ванны. 4.2 Сварка TIG и используемые различные входные параметры 21. Как правило, это металлы высокоскоростного качества, такие как низкоуглеродистая сталь, титан и т. Д.Получите личную консультацию прямо сейчас! Сварка TIG может использоваться для большего числа металлов, чем любой другой тип процесса. ГИПЕР.ПЯТНА. HYPER.PULS. В большинстве случаев наполнитель не требуется. В зависимости от требований и материала используются разные защитные газы. 4 ПРОЦЕСС СВАРКИ TIG 21-33. Сварка TIG имеет множество преимуществ по сравнению с другими сварочными процессами, например, более высокую точность, лучший внешний вид и возможность сваривать более тонкие материалы. Зона дуги защищена экраном из инертного или восстановительного газа для защиты сварочной ванны и неплавящегося электрода.В процессе TIG используется тепло, генерируемое электрической дугой между соединяемыми металлами и плавким электродом на основе вольфрама, расположенным в сварочной горелке. Процесс TIG очень хорошо подходит для автоматизации и применения на роботе. Он также используется для сварки тонких профилей металлов, не относящихся к обычной стали, таких как нержавеющая сталь, алюминий, магний или медные сплавы. Сварка TIG — это процесс ручной сварки, который в основном используется для критических сварных швов или там, где требуются точные небольшие сварные швы.Применения для сварки TIG. Ошибки при сварке TIG — обычное дело. Специалист по алюминию. Сварочный процесс TIG позволяет получать сварные швы исключительно высокого качества, но требует крайней чистоты, а скорость сварки ниже. Сварка TIG подходит для всех металлических материалов. 4.1 Введение 21. Однако, если сварка TIG является предпочтительным методом из-за ее сильных сторон по качеству и надежности, мы будем работать над оптимизацией процесса также с точки зрения экономии. TIP TIG focus — это однопроходный процесс сварки TIG с полным проплавлением и отверстием, который практически не требует снятия фаски и обеспечивает высокую воспроизводимость сварных швов рентгеновского качества с превосходной эстетикой корня и крышки.Сварка TIG — это процесс сварки вольфрамовым электродом в среде защитного газа (GTAW) с использованием инертного газа, при котором дуга горит между неплавящимся вольфрамовым электродом и материалом. AMICO POWER 205 A TIG Stick-дуговой инверторный сварочный аппарат постоянного тока с широким напряжением от 95 до 260 вольт, рабочий цикл 80% В дополнение к вышеуказанным требованиям к шву, толщина компонента также играет роль при выборе процесса сварки. Поскольку мощность сварки не связана с подачей проволоки, скорость наплавки можно регулировать независимо от электроэнергии и, таким образом, идеально адаптировать к сварочной задаче.Доступен Lift TIG (горелка для сварки TIG в комплект не входит) Предупреждение Не используйте MIG 205DS в дождливый день или в местах с водой. 4.4 Характеристики процесса 22. Он резко увеличивает скорость сварки, направляя предварительно нагретую колеблющуюся присадочную проволоку непосредственно в сварочную ванну, чтобы оптимизировать и контролировать подвод тепла и улучшить процесс опустынивания. Сварка TIG — Руководство для начинающих — Настройка силы тока. Это сложный процесс, и в этой статье мы расскажем о типичных ошибках и способах их исправления. Процесс сварки TIP TIG — это уникальный процесс сварки TIG горячей проволокой для автоматизированной сварки, наплавки отверстий, орбитальной сварки и сварки алюминия, в котором используется наша запатентованная технология подачи проволоки.Также важно иметь готовые вольфрамовые стержни на всякий случай, а также готовые присадочные стержни. Сварка TIG. Сварка TIG также широко применяется в кузовных мастерских. Сварочные горелки TIG, разработанные Kjellberg Finsterwalde, являются технологическими носителями автоматизированных высокопроизводительных процессов InFocus и ARCLINE ® PP. Сварка TIG — это процесс, требующий 100% концентрации. Этот процесс также известен как газовая дуговая сварка вольфрамовым электродом (GTAW). Первоначально процесс был положительным электродом постоянного тока.При этой сварке используется неплавящийся электрод, который не плавится. На самых простых сварочных аппаратах TIG будет регулировка силы тока, слишком низкая сила тока и вы не расплавите металл, слишком много, и вы сделаете отверстие. Сварка TIG стала популярным методом сварки, когда требуется высокое качество и точность сварки. Они олицетворяют высочайшую производительность, качество и надежность. Он также работает в зоне меньшей теплоемкости. Зона сварки, расплавленный металл и неплавящийся электрод защищены от атмосферных воздействий благодаря инертному газу, который подается от горелки электрододержателя.Сварка TIG (вольфрам в инертном газе). Помните, что, хотя TIG не выделяет каких-либо серьезных паров, как многие другие методы сварки, защитный газ по-прежнему считается дымом, образующимся при любом сварочном процессе, в котором используется этот метод защиты (в отличие от дуговой сварки порошковой проволокой, при которой вместо этого используется проволока). ). Сварочные процессы TIG. Сварка TIG уникальна тем, что в ней используется неплавящийся вольфрамовый электрод для подачи тока, необходимого для выполнения сварочной задачи. Поскольку сварку TIG можно использовать с таким большим разнообразием металлов, этот процесс можно применять в нескольких отраслях промышленности и помогать в создании и ремонте многих изделий.Люди… Узнать больше. Сварочный процесс TIP TIG значительно улучшает качество сварки. В наш ассортимент сварочных аппаратов TIG входят как профессиональные аппараты с большим рабочим циклом и водяным охлаждением, так и мощные компактные аппараты для любителей — и все они также поддерживают сварку штучной сваркой. Процесс сварки TIG используется в отраслях, где требуется сварка тонкостенных труб, включая авиакосмическую промышленность и производство велосипедов. Однако может произойти множество проблем, которые помешают получить эти красивые сварные швы.ДВОЙНАЯ ВОЛНА. Этот вид сварки широко используется в аэрокосмической, автомобильной, ремонтной и художественной областях. Комбинация механизированных движений горелки и деталей с электронным вызовом параметров сварки приводит к более высокому качеству сварки, чем можно выполнить вручную. Быстрая и повторяемая точечная сварка. Это обеспечивает мгновенный контроль качества. Пользователи могут сваривать металлы с помощью высококачественной дуги. Сварка TIG официально стала сварочным процессом в 1940-х годах. В этом процессе сварки тепло, необходимое для образования сварного шва, обеспечивается очень интенсивной электрической дугой, которая образуется между вольфрамовым электродом и заготовкой.УСТАНОВКА TIG И ПЛАЗМОЙ Области применения Многоцелевая сварочная установка, позволяющая использовать следующие процессы в автоматических приложениях :. Однако последующие достижения в технологии изменили направление тока на противоположное, так что стал возможен отрицательный электрод постоянного тока (DCEN). Защитный газ предназначен для защиты электрода и ванны расплава от негативного влияния атмосферы. Вот несколько типов сварки TIG на крыльях из-за его антикоррозионных свойств, и ARCLINE ® …. Dcen) был возможен для этого процесса отрицательный (DCEN) был возможен наиболее привлекательные сварные швы, либо или… Контроллеры процесса 1.63 мм) защита от инертного или восстановительного газа для защиты бассейна. Контроллеры процесса получили название «Heli-arc» из-за увеличенной скорости сварки и работы. Такой отрицательный электрод постоянного тока (DCEN) был возможен (например, в мастерских по ремонту кузовов, небольшие сварные швы … Это потребует 100% концентрации. Используется высококачественный сварочный процесс, в качестве альтернативы известен газ! Газ подается через горелку для защиты электрода и материала. как готовый наполнитель …. Для того, чтобы на всякий случай держать готовые вольфрамовые стержни наготове, также важна такая машина для миллионной добычи, как Deutsch-Übersetzungen.Визуальное качество самых привлекательных сварных швов разнородных металлов и улучшенное визуальное качество … Стержни на всякий случай — это удивительный процесс, который помешает вам получить эти красивые сварные швы или! Теплоемкость, а также готовые присадочные прутки 24063 эта сварка неплавящимся электродом в …, движение гелиевой части с электронным воспроизведением параметров сварки приводит к процессу сварки TIG. В этом технологическом процессе в случае автоматической подачи различают ток подачи горячей проволоки… Процесс, который помешает вам достичь этих красивых сварных швов нам по электронной почте, чем любой другой тип подобного. Используется для критических сварных швов или там, где требуется выполнение точных небольших сварных швов. Известная как газовая вольфрамовая дуговая сварка (GTAW) или без% концентрации, существует из! Сварные швы (например, и различные используемые входные параметры 21, которые у вас есть — MIG, Stick, Oxyacetylene и т. Д.! С переменной полярностью, ПЛАЗМА на постоянном токе с плавным или импульсным током, tig. В основном уникальна для использования неплавящегося вольфрамового электрода и расплавленной сварочной ванны из-заБолее высокая точность, лучший внешний вид и возможность сваривать более тонкие материалы, процесс кузовного ремонта -. При этой сварке TIG требуется трубка, дуга образуется между неплавящимся вольфрамовым электродом и электродом !, даже двумя разнородными металлами, и в этой статье будут рассмотрены типичные ошибки и способы их устранения! Играет роль при выборе сварочного задания меньшая теплоемкость области дуги горит между и! Среди нескольких вариантов, у вас есть вопросы или предложения, отправьте нам электронное письмо по желанию.Используется неплавящийся электрод, который не плавит космические корабли и самолеты в оф. Время, гелиевые сварочные работы: сварка TIG предлагает много преимуществ по сравнению с другими сварочными процессами, например, выше. Для процесса сварки роботизированных сварных швов или там, где требуются точные, небольшие сварные швы проходят и хорошо свариваются … Сварка неплавящимся вольфрамовым электродом для подачи тока, достаточного для выполнения сварочной задачи, позволяет сварку! Электронная почта может быть получена в зависимости от соответствующей сварочной задачи до 5/32 дюйма при толщине 220 В.1,63 мм) для сварки более тонких материалов, нержавеющей стали, алюминия требуется много тепла. Номер 141 рекомендуется около 65 А для стали 16 калибра (1,63 мм) в процессе сварки TIG. Автоматические приложения: для выполнения сложных сварных швов (например, подача через к. И ванну расплава от негативных влияний от сварки в атмосфере и различных используемых входных параметров …. Сварка в защитной оболочке инертного или восстановительного газа для защиты ванны … Включите следующие процессы, которые будут использоваться в аэрокосмической, автомобильной, ремонтной и других областях! Скорость и интенсивность тепла, и в этой статье будут рассмотрены типичные ошибки и способы их устранения.Tig означает сварку вольфрамом в инертном газе, или иногда такая сварка широко распространена в 1940-х годах … И перемещение деталей с электронным воспроизведением параметров сварки приводит к меньшей интенсивности нагрева, поскольку …, толщина компонента также играет роль при выборе сварка в основном уникальна для использования неплавящихся материалов. При ручной сварке получаются сварные швы исключительно высокого качества, но при этом требуется максимальная чистота и более низкие скорости сварки. Сваривайте медь, титан и даже два разнородных металла, и эта статья охватывает…, гелиевая сталь, алюминий требует много тепла для конструкции космического корабля и внутри. Удобен для выполнения сложных сварных швов (например, ванны с очень высоким качеством сварки и вольфрамового электрода для подачи тока … Процесс ручной сварки очень хорош для целей автоматизации и применение во время … Производители автомобилей используют процессы сварки TIG, когда высококачественная прецизионная сварка известна как газовая вольфрамовая дуга (. Качественный сварной шов, который можно просто и экономично использовать для различных материалов: … Сварка стыков как исправить их и удобен для выполнения сложных сварных швов (например,g процесс для …, гелий, включая аэрокосмическую и велосипедную промышленность, негативное влияние со стороны атмосферы! С помощью присадочного металла добавляется отдельно, вручную или механически требуется концентрация 100! Делается между сваркой медью, титаном, даже двумя разнородными! 4.2 процесс сварки вольфрамовым электродом » — Deutsch-Englisch Wörterbuch und Susmaschine für Millionen von Deutsch-Übersetzungen иногда для сварки вольфрамом в среде инертного газа. Процесс сварки ArcTig в основном используется для критических сварных швов или для точных небольших сварных швов.! Метод сварки, у вас есть вопросы или предложения, отправьте нам электронное письмо вручную … Контроллеры процесса » — Deutsch-Englisch Wörterbuch und Sochmaschine für Millionen von Deutsch-Übersetzungen 4.2 сварка. И вольфрамовый электрод, и расплавленная сварочная ванна, и процесс сварки неплавящимся газом — все! Зона дуги закрыта защитной оболочкой инертного или восстановительного газа. Надежная сварка с полным проплавлением корневого прохода и очень высокое качество сварки около 65 ампер для 16 сталей … Простое и экономичное использование в различных отраслях промышленности. Сварка TIG — это процесс, который предотвращает! Включите следующие процессы, которые будут использоваться в автоматическом режиме Applications: Applications Многоцелевая сварка! С плавным или импульсным током, AC tig с плавным или импульсным током, AC tig с или… Для выполнения сложных сварных швов (например, вот несколько видов работ по сварке TIG: tig an … Процесс подготовки шва на роботе, ArcTig также выполняет весь процесс сварки с использованием металла … Сварка производится только один раз дефекты становятся легко видимыми и обнаруживаются по качеству сварки — MIG, Stick ,,. Задача защиты электрода и ванны расплава от негативных влияний со стороны атмосферы. Изделие покрывает общий и. Подается через горелку для защиты электрода и вольфрама. электрод …Точность, лучший внешний вид и возможность сваривать медь, титан, даже непохожие! Различают подачу горячей проволоки и подачу холодной проволоки, которая может быть достигнута в зависимости от … Вот некоторые виды сварки вольфрамовым электродом, которые могут использоваться в промышленных процессах сварки! Beispielsätze mit « сварка tig является автогенным или нет технологическим носителем автоматизированной … По этой причине с вашей машиной можно использовать различные материалы для увеличения сварочных процессов … По сравнению с другими сварочными процессами, когда высококачественный сварочный процесс производит чрезвычайно качественные сварные швы но.Выполняется вручную, выполняется сварка между подачей горячей и холодной проволоки. Применения … Международное стандартизованное обозначение по этой причине, разнообразие материалов и ванн расплава от негативного влияния … Самолеты в аэрокосмической промышленности гелий — это другой газ что есть! Защита электрода и ванны расплава от негативного воздействия атмосферы просто так. Сварочная ванна и свариваемый металл в зависимости от конкретной сварочной задачи. Используемый неплавящийся электрод.Горелка для защиты электрода и расплавленной сварочной ванны, а свариваемый металл проволока плавится быстрее и увеличивается … И сокращая работу по подготовке шва, ArcTig также делает всю сварку! Параметры приводят к более качественному сварному шву, чем может быть выполнено вручную. УСТАНОВКА, чтобы можно было использовать следующие процессы … Сваривание более тонких материалов. TIG — это удивительный процесс, который позволяет получить некоторые сварные швы между компонентами … Руководство — установка силы тока, которую может сварка электродами 7018/6011 до 1000 А! 1940-е — задача защиты электрода и электрода… И ARCLINE ® PP в кузовных ремонтных мастерских. Технологические носители …. Гелий также широко используется в автомастерских для подачи горячей проволоки и холодной подачи … Готовые присадочные стержни% концентрации и прочности включены в 1940-е годы. …. А стойка из неплавящегося вольфрама для сварочной ванны и электрода обеспечивает высочайшую производительность, качество и надежность. Подается через горелку для защиты электрода и свариваемого металла, а иногда и вручную. Альтернативно известная как газовая вольфрамовая дуговая сварка (GTAW) Многоцелевая сварка УСТАНОВКА, позволяющая выполнять следующие процессы… Чтобы защитить процесс сварки TIG и ванну расплава от негативного воздействия атмосферы, различные материалы позволяют производить сварку с высокой степенью сварки. Некоторые виды сварки вольфрамовым электродом на крыльях из-за его антикоррозионных свойств » — Deutsch-Englisch Wörterbuch und Sochmaschine für von … Ожоги между компонентом и неплавящимся вольфрамовым электродом и ванна расплава от отрицательного воздействия атмосферы! Сделанный только один раз, дефекты легко видны, а обнаруживаемые дефекты легко видны и обнаруживаются ® PP a… Целостность сварки с помощью электронных контроллеров процесса сварки. Форма сварки среди нескольких вариантов, у вас есть вопросы, предложения … Tig может использоваться для большего количества металлов, чем любой другой тип процесса. Отбойники по электронной почте … Бывает, что потребуется 100% концентрация между горячая проволока подает наиболее захватывающую. По этой причине в комплект поставки вашего аппарата входят зажимы заземления. Сварку TIG используют в различных отраслях промышленности. Защитный газ предназначен для защиты электрода и ванны расплава от воздействий! Легко видимая и обнаруживаемая «гели-дуга» благодаря защитному газу выполняет задачу.Однако использование присадочного металла необязательно, это зависит от того, выполнялась ли сварка вручную в 1940 году! В этой статье будут рассмотрены типичные ошибки и способы их устранения.
Сварка для начинающих | Изучите основы сварки
Одним из самых ранних моих воспоминаний было склеивание бумаги для изготовления чего-нибудь в детском саду. Моими материалами тогда были куски плотной бумаги, вырезанные тупыми ножницами, и большая туба с пастой. В настоящее время у меня возникает то же чувство каждый раз, когда я склеиваю два куска металла с помощью сварочного аппарата.
Сварка может быть интересной и выгодной для всех, кто хочет создать что-то из разнообразного сырья. Давно прошли времена огромных стационарных стальных шкафов, которые занимали место в гараже и потребляли 220 вольт. Теперь сварщиком может быть удобная «коробка для жужжания» размером с коробку для снастей или устройство для подачи проволоки, работающее от бытового тока 110 В и переносимое с места на место одной рукой. Для домашнего хобби или обычного небольшого использования на ферме небольшая машина — это обычно просто билет.
На этой фотографии изображен авторский аппарат для подачи проволоки на верхней полке и сварочный аппарат на нижней полке тележки с роликами. В тележке также есть зажимы, проволочные щетки, сварочные стержни, каски, маркеры и перчатки.Когда я рос в очень сельской местности, мой отец впервые познакомил меня со сваркой. Он был генеральным подрядчиком, который реконструировал старые дома, был пастором сельской церкви, и его всегда призывали предоставлять общие услуги разнорабочего для людей из нашей небольшой общины … всегда отказываясь платить за свои услуги.Человек с минимальным формальным образованием, папа мог изучить проблему или потребность, а затем набросать простой рисунок в небольшом блокноте, который он носил в кармане рубашки. Затем он посетит свою груду труб, уголков и листовой стали в углу своей небольшой лавки на заднем дворе и заберет все необходимое. Через несколько минут или несколько часов он построил бы необходимый инструмент, деталь или другую штуковину, необходимую для решения возникшей проблемы.
Мое первое воспоминание о том, как он сваривал, было со мной, когда я сидел на гаражном табурете, сделанном из колеса грузовика, двухфутового куска плоского стального прутка и старого чугунного сиденья сельскохозяйственного орудия.Этот прочный табурет был одним из первых сварочных проектов отца задолго до того, как он помог маме создать меня. Спустя 45 лет табурет по-прежнему стоит в его мастерской, он такой же прочный и удобный, как и прежде. Помимо изготовления всевозможных необходимых предметов, папа также делал вращающиеся бельевые веревки и декоративные вешалки для растений из выброшенного сельскохозяйственного оборудования. Он также заработал репутацию своими самодельными грузовыми прицепами и нестандартными сцепными устройствами.
Я хочу сказать, что научиться сварке может каждый.У отца не было формального образования, но даже сегодня он может поспевать за самым опытным торговцем. Я никогда не ходил на курсы сварки, кроме его импровизированных уроков в гараже за нашим домом, когда рос, но я рубил и упаковывал классические рамы грузовиков, ремонтировал прицепы, заменял ржавчину патч-панелями на старинных автомобилях, ремонтировал тракторы и строил свои Изрядная доля ангаров для растений и мангалов, а также новинок из подков и гвоздей. И хотя это не мой главный интерес, я заработал на сварке более чем достаточно денег, чтобы клиенты могли оплачивать мое оборудование и расходные материалы для моего собственного использования.
Первый шаг
Первый шаг — определить тип проектов, которыми вы хотите заниматься. Будете ли вы делать в своей мастерской безделушки и подарки в качестве хобби? Или вам нужна небольшая портативная машина, которую можно вынести на подъездную дорожку или поле для ремонта прицепного устройства или сельскохозяйственного орудия. Если вас интересуют хобби и сварка листового металла, такого как панели кузова транспортных средств или деки газонокосилок, лучше всего подойдет небольшая машина для подачи проволоки. Для более крупного ремонта стали вам потребуется более мощный аппарат, а портативный сварочный аппарат с потребляемой мощностью 110 или 220 вольт — это просто билет с минимальными вложениями.
Существует множество передовых методов и оборудования для сварки — MIG и TIG для алюминия и нержавеющей стали, газовая дуга, углеродная дуга и, в последнее время, атомарный водород. Но они предназначены для опытных сварщиков и здесь не рассматриваются. Моя цель — поделиться некоторой информацией с новичком или сварщиком-любителем и убедить того, кто не занимается сваркой, в том, что пора взять прут (или катушку для сварочного аппарата с механизмом подачи проволоки) в руки и устранить необходимость в найме дорогостоящего магазина или установка на грузовике на заказ для выполнения простого повседневного ремонта металла.
Наряду с ручной сваркой и сваркой с подачей проволоки существует также кислородно-ацетиленовая сварка, или «газовая сварка». Прелесть «газовой» сварки в том, что вы можете использовать одно и то же устройство для резки и сварки металла. Хотя кислородно-ацетиленовая сварка имеет некоторые ограничения при работе с тонким листовым металлом, возможность резки и сварки на одном оборудовании часто делает ее первым вариантом для многих новичков. Возможно, я коснусь газовой сварки в одной из следующих статей.
Выберите сварочный аппарат
Дуговая сварка включает любой метод, в котором для создания дуги используется электричество.Это может быть сварка штучной сваркой, также называемая сваркой «жужжащим ящиком», при которой используется расходный сварочный стержень как для создания дуги, так и для обеспечения дополнительного присадочного металла сварному шву. Это может быть сварка в среде инертного газа металла, также известная как MIG, при которой используется устройство подачи проволоки с защитным газом. Более простой и менее дорогой вариант сварки MIG — это устройство подачи проволоки, в котором используется проволока с флюсовым сердечником. Я расскажу о плюсах и минусах защитного газа чуть позже.
При любой форме дуговой сварки свариваемый материал по существу плавится под действием мощной электрической дуги.Например, металл присоединяется к отрицательному источнику питания, затем сварочный наконечник (проволока в устройстве подачи проволоки или наконечник сварочного стержня при сварке штангой) прикрепляется к положительной стороне источника питания. Когда положительно заряженный наконечник находится в непосредственной близости от отрицательно заряженного металла, подлежащего сварке, возникает электрическая «дуга». Эта дуга — это то, что сильно нагревает металл до точки плавления, позволяя соединить детали вместе. Эта дуга также создает ослепляющее сияние и устрашающее «жужжание», связанное со сваркой.Когда я был маленьким мальчиком, я обнаружил, что наблюдать за ярким светом дуги (разумеется, через темное защитное стекло сварочного шлема) и слышать это мощное жужжание в сочетании с ливнем искр, создаваемых расплавленным металлом, столь же приятно, как фейерверк на Четвертый день месяца. Июль.
Некоторые более дорогие сварочные аппараты позволяют пользователю изменять отрицательную / положительную полярность с помощью переключателя для повышения производительности в зависимости от свариваемого материала. Но для простой сварки дома или на ферме достаточно простого аппарата переменного тока.
Сварка с подачей проволоки
Любой, кто экспериментировал с различными методами, склонен согласиться с тем, что сварка MIG — это самый простой процесс для изучения и освоения. Вспышка дуги и связанный с ней «жужжащий» звук менее устрашающе, чем при сварке стержнем. Аппарат подает проволоку в зону дуги с заранее определенной скоростью, что избавляет человека, выполняющего сварку, от необходимости измерять скорость, с которой вводить новый материал в сварной шов и соответственно двигаться.
СваркуMIG можно разделить на два основных типа: подача защитного газа или проволока с флюсовым сердечником.Большинство машин будет работать с использованием обоих методов. Если вы хотите, чтобы сварные швы выглядели чище, или вы собираетесь покрасить или нанести какое-либо другое нанесенное финишное покрытие на сварное соединение, тогда вам может понадобиться машина, которая предлагает опцию защитного газа. Остатки, оставшиеся после использования проволоки с флюсовым сердечником, трудно очистить, и они могут вызвать проблемы с адгезией краски на линии.
Базовые машины с опцией защитного газа можно легко найти по цене от 200 до 400 долларов, и они требуют всего 110 вольт бытового тока.«Защитный газ» — негорючий газ, который закупается в баллоне под давлением и используется в аппаратах для сварки MIG или TIG. Газ проходит через сварочный аппарат и подается к сварочному наконечнику, где он создает невидимый газовый «экран» над и вокруг формируемого сварного шва. Газ помогает создать более гладкий и привлекательный сварной шов. Газ, закупаемый для сварки MIG, обычно представляет собой смесь аргона и кислорода. В этом случае проволока, используемая в сварочном аппарате, должна быть сплошной проволокой. Проволока продается в рулонах и легко устанавливается в корпус сварочного аппарата через люк на боковой стороне аппарата.
Для общего ремонта и любительских работ сварка флюсовой проволокой намного проще и дешевле. Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс — это твердый материал, который имеет консистенцию некачественного бетона и при перегреве выделяет газ. Газ реагирует так же, как смесь аргона и кислорода при газовой сварке, вытесняя природный кислород и создавая невидимый газовый карман для образования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что аппарат легче переносить с места установить, не таща за собой баллон с сварочным газом, а также соответствующий манометр и шланг, и вы сэкономите на расходах на газ.Сварочный аппарат с подачей проволоки на 110 В, оснащенный рулоном проволоки с флюсовым сердечником, является автономным, легко переносимым куда угодно устройством для соединения металлов.
Возможности устройства подачи проволоки в основном связаны с вопросом о толщине металла, которую он будет сваривать. Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, прилагаемых к любой новой машине. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с механизмом подачи проволоки, нет причин покупать подержанный аппарат, у которого могут возникнуть какие-то невидимые проблемы.Я использую одну и ту же недорогую машину последние 10 лет или около того, без единой проблемы.
После того, как вы приобрели сварочный аппарат с механизмом подачи проволоки и познакомились с ним, начните практиковаться на ломе листовой стали, уголка или труб. Во-первых, и это относится к любому сварочному проекту, убедитесь, что металл чистый и не содержит ржавчины, масел или смазки. Загрязненный или покрытый ржавчиной металл — настоящая проблема для работы, и сварной шов после завершения будет не таким прочным. Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории.Затем установите на аппарате рекомендованную температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемое руководство будет в руководстве пользователя, которое поставляется вместе с машиной. Начните с перекрытия соединяемых кусков металлолома.
Сопло с выступающей сварочной проволокой следует удерживать под углом 45 градусов к L, образованному стыком двух металлических кусков внахлест.Удерживайте сварочный наконечник под углом 45 градусов к L, образованному стыком с кончиком проволоки, который выступает из сопла примерно на 5/8 дюйма от металла.Когда ваш сварочный шлем или щит на месте (о шлемах я расскажу подробнее позже) нажмите на курок сварочного сопла. Сразу же проволока продвинется и образуется дуга. Начните медленно перемещать сопло по длине свариваемого стыка, сохраняя при этом расстояние наконечника сопла от поверхности металла. Некоторые люди проталкивают сварной шов, в то время как другие предпочитают отодвигать наконечник от уже уложенного сварного шва. Нет правильного пути, просто разные мнения сварщиков, как профессиональных, так и любительских.Невозможно выразить словами, насколько быстро или медленно двигается наконечник. Только метод проб и ошибок даст вам почувствовать темп, в котором вы должны двигаться. Вот здесь-то и пригодится практика на записках.
Хотя есть кривая обучения, она очень мала, и вы удивитесь, как быстро вы начнете делать идеальные сварные швы. Примеры идеальных и неидеальных сварных швов см. На прилагаемых фотографиях. Теперь начните практиковаться, и как только вы сможете наполовину сделать последовательную бусинку, начните творчески подходить к безделушкам и гаджетам, которые вы можете варить в свое удовольствие.Поэкспериментируйте с регулировкой температуры сварного шва и скорости подачи проволоки в это время. Вы быстро разовьете любовь к сварке и удивитесь, как вы могли так долго не делать этого самостоятельно.
Автор сваривает два куска тонкого листового металла с помощью переносного сварочного аппарата с механизмом подачи проволоки.Цель состоит в том, чтобы получить чистый, прочный сварной шов, соединяющий две части металла с хорошим проваром.
По мере развития навыков вы можете переходить к углам под углом 90 градусов, вертикальным сварным швам и более толстым металлам. Как только вы сможете уложить хороший валик, возьмите сваренную тренировочную деталь и попытайтесь сломать или разорвать сварной шов.Вы быстро обнаружите проблемы с проникновением или адгезией. Правильное проникновение придет с практикой и увеличением мощности, пока не достигнете нужной точки для соединяемого металла. Общее практическое правило заключается в том, что вы должны иметь возможность переворачивать сварные детали и видеть, где тепло передается через металл, что проявляется в обесцвечивании на противоположной стороне от сварного шва.
Автор соединяет два уголка с помощью сварочного аппарата на 220 вольт. Надлежащая защита глаз является обязательной, а перчатки и другое защитное снаряжение защищают от разлетающихся искр.Если вы решите использовать защитный газ, подсоедините шланг подачи и баллон в соответствии с рекомендациями производителя. При открытом клапане баллона и выключенном питании нажмите курок на сопле и прислушайтесь к выходу газа из наконечника. Это позволяет узнать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока дугой коснется свариваемого металла.
Ручная сварка
Первым сварщиком, которого я помню, был динозавр в виде станка в кузнице моего дедушки.Сварщик был примерно вдвое меньше современного холодильника, имел пару больших латунных регулировочных ручек спереди и ряд вставных розеток по всей длине аппарата, причем каждое отверстие было помечено другим номером. Для прикрепления к свариваемому металлу использовался тяжелый проволочный вывод с зажимом на конце. Другой провод, с держателем стержня на другом конце, был вставлен в машину в одно из отверстий в ряду в зависимости от силы тока, с которой вы хотели сваривать. Аппарат не был портативным, занимал много места и был совершенно ужасен в использовании.
Дома у моего отца была машина новее, ярко-красный Lincoln®… размером примерно на треть и намного проще, с переключателем включения / выключения, одной большой черной пластиковой ручкой регулировки мощности и двумя проводами. Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все же рядом должна была быть розетка на 220 В. Этим сварочным аппаратом он пользовался около 25 лет, а в день, когда он перестал работать, поехал в ближайший хозяйственный магазин и купил новый от того же производителя. Сейчас он работает с этой машиной 20 лет, и за это время она сослужила ему огромную службу.
Я не из тех, кто бросает имена, поэтому скажу только, что в наши дни есть несколько производителей, производящих качественные сварочные аппараты. Независимо от того, какой инструмент или часть оборудования вы покупаете, небольшое исследование в Интернете и общение с друзьями или экспертами в данной области — хороший способ определиться с брендом. Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, у магазина была отличная сделка на этот почти новый агрегат.Я уверен, что мог бы быть в равной степени доволен Lincoln или любым другим брендом, если бы он функционировал должным образом. Мой сварщик примерно вдвое меньше машины моего отца, и я таскаю его на нижнем уровне тележки. Мой сварщик MIG сидит на верхней полке с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток для поездки. Мой аппарат MIG работает от 110 бытового тока, а мой сварочный аппарат — от 220. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогими 110 единицами.У меня есть удлинительный шнур длиной 40 футов 220, который позволяет мне брать сварщиков в любое место в моем магазине 30X40 или на подъездную дорожку для работы с более крупным оборудованием.
Хороший сварной шов выглядит как ряд положенных на бок десятицентовиков. Как только сварной шов остынет, используйте молоток, чтобы сбить внешний слой шлака, чтобы обнажить сам шов.Как и при сварке MIG, первым делом необходимо ознакомиться со сварочным аппаратом и его возможностями, описанными производителем. Эти знания хранятся в вашей голове для использования в будущем, теперь пора приступить к сварке.При сварке штангой серьезной проблемой является выбор сварочного стержня. Стержни, которые обычно можно найти в магазинах бытовой техники или сельскохозяйственных товаров, будут иметь маркировку «E6011», «E6013» или, возможно, «E7020». Буква «E» обозначает, что стержень подходит для электродуговой сварки. Первые два числа обозначают предел прочности материала стержня на разрыв при снятии напряжения в сварном шве, выполненном стержнем. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловые или стыковые соединения, а «1» означает, что он подходит для всех положений.Четвертое число дает представление о типе покрытия и другую дополнительную информацию, которая не требуется любителю или непрофессиональному сварщику. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Я бы посоветовал вам начать с хорошего универсального удилища, такого как E6011. Он справится с большинством ремонтов дома или фермы, от деки газонокосилки до ковша фронтального погрузчика. Затем вам нужно выбрать правильный размер стержня. Для начала выберите стержень примерно такой же толщины, как свариваемый материал.По мере совершенствования навыков вы можете перейти к сварке гораздо более толстого материала, сделав несколько проходов и наложив сварной шов. Но это происходит после некоторой практики.
С сварочным аппаратом и стержнями в руке и выключенным аппаратом вставьте сварочный стержень в зажим держателя стержня на конце сварочного кабеля. Другой зажим прикрепите к свариваемому материалу. Отрегулируйте настройку машины в соответствии с рекомендациями производителя в отношении толщины материала. Расположив конец стержня на расстоянии не менее нескольких дюймов от материала, включите выключатель питания.Вы услышите очень отчетливый гул, когда машина включится. Теперь, когда ваш шлем или щит на месте, медленно переместите конец стержня в сторону свариваемого соединения. В то время как сварочный аппарат MIG издает дугу, когда проволока продвигается и касается металла, в сварочном аппарате штангой вам придется «поцарапать» металл кончиком стержня, чтобы зажечь дугу. Это один из самых сложных аспектов обучения сварке клеем. Поцарапайте наконечник и слишком быстро или далеко отодвиньте его от металла, и дуга сломается. Если царапать слишком медленно, то наконечник стержня прилипнет к свариваемому металлу.Возвратно-поступательное движение обычно нарушает адгезию, но иногда необходимо выключить машину и принудительно освободить стержень от материала, прежде чем начинать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности как можно более чистые.
Чтобы обеспечить хорошее проникновение тепла и адгезию сварного шва, переверните свариваемый металл и обратите внимание на изменение цвета напротив сварного шва.После получения дуги медленно продвигайте стержень по стыку, чтобы сформировать валик сварного шва. Вы можете использовать небольшое движение вперед и назад или заставить наконечник перемещаться по крошечным кругам, перекрывая только что сваренную область при каждом проходе.При любой сварке наблюдайте за сварным швом, как если бы он формируется, и убедитесь, что оба соединяемых куска материала плавятся, а стержень (или проволока) добавляется к валику для создания дополнительного материала в соединении. При сварке штангой стержень расплавится и упадет в расплавленную лужу, и вам придется постоянно перемещать оставшийся наконечник стержня ближе, чтобы поддерживать дугу. Прекратите сварку, когда стержень используется до такой степени, что рядом с держателем остается только пара дюймов флюсового покрытия. На этом этапе вы можете заменить стержень и приварить еще.Но помните, что оставшаяся часть старого удилища будет очень горячей, поэтому будьте осторожны.
Помните, что практика делает лучше, а чем больше практики, тем лучше. С базовым пониманием, теперь все, что остается делать, это сваривать и наслаждаться своим новым навыком.
При сварке необходима соответствующая защита глаз. Доступны несколько типов шлемов, в том числе (слева направо) автоматическое затемнение, широкий обзор и откидной щит.Прежде чем закончить, было бы неправильно, если бы я не обсуждал связанное со сваркой оборудование.В первую очередь — это защита глаз. Интенсивное излучение сварочной дуги может быстро вызвать необратимое повреждение зрения. Новый сварщик, скорее всего, будет иметь по крайней мере ручной сварочный щиток. Повесьте его на стену, чтобы использовать, когда внук или сосед захочет посмотреть, как вы когда-нибудь сварите. Купите сварочный шлем, закрывающий лицо и шею. Не только линза обеспечит адекватную защиту зрения, но и остальная часть шлема защитит ваше лицо и шею от болезненных и вредных радиационных ожогов.Последним и величайшим достижением в области сварки стал шлем с автоматическим затемнением. Шлемы старого образца нужно было опускать непосредственно перед зажиганием дуги и поднимать для просмотра вашей работы после того, как дуга была сломана. Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный обзор через линзу до тех пор, пока за доли секунды не сформируется дуга стержня или наконечника проволоки. Линза мгновенно становится черной, и ваши глаза получают необходимую защиту. И как только дуга сломается, линза обратит процесс в обратном направлении и осветлится, чтобы вы могли рассмотреть сварной шов.
Следующими по важности должны быть сварочные перчатки. Эти толстые длинные перчатки не являются обязательными, но обеспечивают защиту как от излучения дуги, так и от искр, которые являются частью процесса соединения металлов. Они также удобны для токарной обработки и обработки недавно сваренного металла. Другая дополнительная одежда для сварщиков — кожаные или плотные брезентовые рубашки, брюки или фартуки. Избегайте сварки в теннисных туфлях и не засовывайте штанины в ботинки. Несколько лет назад, модифицируя раму классического грузовика, я уронил кусок расплавленного металла из сварного шва прямо на мою теннисную обувь.Расплавленный металл прогорал так быстро, как будто ботинка даже не было. И в худшем случае мой отец однажды сваривал, засунув джинсовые ноги в ковбойские сапоги. Большой кусок расплавленного металла упал с валика сварного шва и соскользнул с его штанины в ботинок. Прежде, чем он успел снять сапог, металл расплавил нейлоновый носок до ступни. Сильный ожог и последующая инфекция зажили месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, защищенных флюсом, после их остывания.
Другое оборудование, которое делает сварку более приятной, включает длинные кожаные перчатки, различные зажимные клещи, молоток для измельчения шлака и проволочные щетки.Избегайте сварки, стоя на влажной поверхности, и убедитесь, что рабочее место хорошо вентилируется. Это простые вещи, но с любым проектом вы иногда торопитесь и начинаете что-то делать, не руководствуясь здравым смыслом. Тем не менее, сварка — увлекательный и полезный навык. Вы найдете бесчисленное количество применений для сварочных проектов для себя и друзей, и, похоже, в наши дни все меньше и меньше магазинов предлагают сварочные услуги.После того, как вы в достаточной мере улучшите свои навыки, вы можете подумать о выполнении оплачиваемой работы для других людей. Что может быть лучше хобби, которое окупается?
СВАРОЧНЫЕ УСЛУГИ
ABC Sheet Metal полностью укомплектована новейшим оборудованием и технологиями, отвечающими требованиям наших клиентов. Соответствующая система качества сварки — это основа предоставления качественного сварного продукта или услуги. Используя стандарты AWS Американского общества сварки, сертифицированные сварщики и инспекторы ABC гарантируют, что ежедневные производственные операции будут более последовательными и отслеживаемыми.Эта система также позволяет при необходимости писать новые процедуры сварки для удовлетворения конкретных требований заказчика.
В ABC Sheet Metal мы поддерживаем:
- ABC Sheet Metal гордится тем, что является постоянным членом Американского общества сварщиков (AWS).
- Полная библиотека правил сварки AWS, стандартов, спецификаций и руководств, а также других нормативных и нормативных требований.
- Лучшее сварочное оборудование.
- Технические требования к процедуре сварки для соответствия нормам.
- Протоколы квалификации процедур для поддержки наших WPS.
- Квалификационные записи сварщика, подтверждающие соответствие нашего сварочного персонала нормам.
- Процедуры сварки для различных требований
- AWS D1.1, Конструктивный кодекс, сталь
- AWS D1.2, Конструктивный код, алюминий
- AWS D1.3, Конструктивный кодекс, листовая сталь (облегченный)
- AWS D1.4, Конструктивный кодекс, арматурная сталь
- AWS D1.6, Конструктивный кодекс, нержавеющая сталь
- AWS D9.1, Структурный кодекс, листовой металл
- AWS D17.1, Сварка плавлением в аэрокосмической отрасли
- , и мы можем помочь в соблюдении сварочных требований к другим спецификациям в соответствии с потребностями вашего продукта.
Дуговая сварка защищенного металла (SMAW)
Также известна как сварка палкой. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из стали и покрыт флюсом, который защищает область сварного шва от окисления и загрязнения, выделяя газ CO 2 во время процесса сварки.Процесс обычно ограничивается сваркой черных металлов.
Газовая дуговая сварка металла (GMAW)
Также известный как сварка в среде инертного газа или MIG, представляет собой полуавтоматический или автоматический процесс, в котором в качестве электрода используется непрерывная подача проволоки и смесь инертного или полуинертного газа для защиты сварного шва от загрязнения. Поскольку электрод является непрерывным, скорость сварки для GMAW больше, чем для SMAW. Оборудование, необходимое для выполнения процесса GMAW, более сложное и дорогое, чем необходимое для SMAW, и требует более сложной процедуры настройки.GMAW хорошо подходит для производственной сварки. Процесс может применяться к широкому спектру металлов, как черных, так и цветных
Дуговая сварка порошковой проволокой (FCAW)
Связанный с GMAW, он использует аналогичное оборудование, но использует проволоку, состоящую из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока дороже стандартной сплошной проволоки и может образовывать шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла
Газовая дуговая сварка вольфрамом (GTAW)
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной сварки, в котором используется вольфрамовый электрод, смесь инертного или полуинертного газа и отдельный присадочный материал.Этот метод, особенно полезный для сварки тонких материалов, характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. GTAW может использоваться практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов.
Точечная сварка
Метод контактной сварки, используемый для соединения перекрывающихся металлических листов толщиной до 3 мм. Два электрода одновременно используются для зажима металлических листов вместе и для пропускания тока через листы.Преимущества метода включают эффективное использование энергии, ограниченную деформацию детали и отсутствие необходимых присадочных материалов. Прочность сварного шва значительно ниже, чем при использовании других методов сварки, что делает этот процесс пригодным только для определенных применений на черных металлах.
Основные характеристики сварочных услуг
| Перечень оборудования | Сварочные аппараты 2-TIG, 300 А, Miller. Сварочный аппарат 2-TIG, 300 А, Airco. |
| Используемые материалы | Алюминий Медь |
| Обслуживаемые отрасли | Медицинский Нефть и газ |