Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.

- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Содержание страницы
- 1 Определение характеристик электрической дуги
- 2 Возбуждение дуги: правила и способы поджига
- 3 Положение стержня при оформлении различных видов швов
- 4 Особенности перемещения дуги при выполнении дуговой сварки
- 5 Коротко о схемах сварки и видах соединительных швов
Определение характеристик электрической дуги
Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги.
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.
Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т.д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты. Надо отвести электрод на расстояние не менее 4 мм.
- боковое протягивание стержня по поверхности детали и отвод электрода. Расстояние разделения объектов — 4-4,5 мм.
Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.
Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом». Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
 Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
 Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.

Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).

На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Научите пользоваться полуавтоматом, часть 1 — Страница 50 — Полуавтоматическая сварка — MIG/MAG
#981 nik633
Отправлено 02 January 2017 15:28
Да было где-то, закрыть баллон и ставить давление. Отсоединять не обязательно. Я конечно так не делаю. Да думаю не кто с этим не заморачиваеться .
Отсоединять не обязательно. Я конечно так не делаю. Да думаю не кто с этим не заморачиваеться .
- Наверх
- Вставить ник
#982 c0mrade
Отправлено 02 January 2017 19:10
Горелку почистил. Ну вот и первые швы
Не супер конечно, но намного лучше моих первых какашек, когда учился на ММА. После сплошных швов попробовал варить точками, вроде даже как красивее получается. Пробовал даже на жестянке где-то 0,3мм., прожигов нет, но шов ложится круглой колбаской, очень выпуклый.
Начало есть! Теперь практика, практика и еще раз практика.
- Наверх
- Вставить ник
#983 selco
Отправлено 02 January 2017 20:05
Пробовал даже на жестянке где-то 0,3мм.
 , прожигов нет, но шов ложится круглой колбаской, очень выпуклый.
, прожигов нет, но шов ложится круглой колбаской, очень выпуклый.Научитесь , это первые шаги , да и повадки вашего «зверя» еще не изучили и далее будет лучше .
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#984 Арчер
Отправлено 02 January 2017 20:34
По звуку и на ходу. Я не шучу, одной рукой горелку держим, второй крутим. В теории чем толще метал, тем больше вольтаж дуги и больше подача.
С этой теории и «вырос» мой вопрос. С тонким металлом( профилем) все по фэн-шуй — красивый шов, провар и т.д. Короче говоря, не было предела радости. Далее окрыленный, схватил две пластины 5 мм. настройки «теоретические» — все на максимум. Вместо тц-зззззззз, получилось какое то утробное бурчание, толчков проволоки не ощущал. Шов ни какой, естественно. Уменьшил напряжение дуги, стало получше. Отсюда вопрос: получается, что настройки силы тока и напряжения не линейны, зачем тогда максимальный напряжение дуги в 24 вольта, если аппарат на максимальном токе ( подаче) не работает как надо. В каких случаях тогда необходимо выставлять максимальное напряжение дуги?
настройки «теоретические» — все на максимум. Вместо тц-зззззззз, получилось какое то утробное бурчание, толчков проволоки не ощущал. Шов ни какой, естественно. Уменьшил напряжение дуги, стало получше. Отсюда вопрос: получается, что настройки силы тока и напряжения не линейны, зачем тогда максимальный напряжение дуги в 24 вольта, если аппарат на максимальном токе ( подаче) не работает как надо. В каких случаях тогда необходимо выставлять максимальное напряжение дуги?
Сообщение отредактировал Арчер: 02 January 2017 20:40
- Наверх
- Вставить ник
#985 Арчер
Отправлено 02 January 2017 20:39
В спец.литературе и интернете полно таблиц токов и напряжений,найдите и пробуйте.

Благодарю за совет. Метод «тыка» рулит, буду все режимы пробовать. Но добиться результата, плохо понимая первопричины, мне не нравиться. Таблицы в этом, к сожалению, не помогут.
- Наверх
- Вставить ник
#986 Vovka123
Отправлено 02 January 2017 21:53
С этой теории и «вырос» мой вопрос. С тонким металлом( профилем) все по фэн-шуй — красивый шов, провар и т.д. Короче говоря, не было предела радости. Далее окрыленный, схватил две пластины 5 мм. настройки «теоретические» — все на максимум. Вместо тц-зззззззз, получилось какое то утробное бурчание, толчков проволоки не ощущал. Шов ни какой, естественно. Уменьшил напряжение дуги, стало получше. Отсюда вопрос: получается, что настройки силы тока и напряжения не линейны, зачем тогда максимальный напряжение дуги в 24 вольта, если аппарат на максимальном токе ( подаче) не работает как надо.
 В каких случаях тогда необходимо выставлять максимальное напряжение дуги?
В каких случаях тогда необходимо выставлять максимальное напряжение дуги?
2 одинаковых аппарата, на одинаковых по шкале настройкам могут варить по разному. В таблицах зачастую нет ничего толкового, поэтому я считаю, что метод «научного тыка» — вне конкуренции!=)
С этим аппаратом я в основном работаю(Сварог 250), при вольтаже 21 и подаче 8-9, он прожигает лист тройку и уверено проваривает 50 уголок. Аппараты которыми мужики у нас двери варят, на тех же настройках кое как варят профиля 1.5.
- Наверх
- Вставить ник
#987 Арчер
Отправлено 02 January 2017 22:16
2 одинаковых аппарата, на одинаковых по шкале настройкам могут варить по разному
Кто бы спорил то. … Особливо, два одинаковых китальянских аппарата.
… Особливо, два одинаковых китальянских аппарата.
Тем не менее, мне интересно другое… Я хочу понимать, а не предполагать
- Наверх
- Вставить ник
#988 selco
Отправлено 02 January 2017 22:51
Далее окрыленный, схватил две пластины 5 мм. настройки «теоретические» — все на максимум. Вместо тц-зззззззз, получилось какое то утробное бурчание, толчков проволоки не ощущал. Шов ни какой, естественно. Уменьшил напряжение дуги, стало получше. Отсюда вопрос: получается, что настройки силы тока и напряжения не линейны, зачем тогда максимальный напряжение дуги в 24 вольта, если аппарат на максимальном токе ( подаче) не работает как надо. В каких случаях тогда необходимо выставлять максимальное напряжение дуги?
Напряжение да и подачу производители делают немного с лихвой , иначе может при определенных условиях и не хватить той или иной настройки. Да и газы и смеси разные и настройки тоже разные.
Да и газы и смеси разные и настройки тоже разные.
Вот смотрите видео , ПА настроен но что получилось у великана-боксера и можно сделать вывод , пока не изучишь своего «зверя» в настройках вдоль и поперек то как вы верно заметили не помогут не какие таблицы и теории, ну и конечно поставить руку у боксера она на удар настроена.
Сообщение отредактировал selco: 02 January 2017 22:53
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#989 Арчер
Отправлено 02 January 2017 23:09
у боксера
Получилось гораздо хуже, чем у меня с профилем
Второе видео, смотрел неоднократно, еще до появления у меня п/а. Вообще, я из тех, кто инструкцию читает до того как..
Вообще, я из тех, кто инструкцию читает до того как..
Напряжение да и подачу производители делают немного с лихвой ,
Вроде как, то же понятно.
Но не суть, со временем попробую проволоку потолще. Может все и разрулится.
- Наверх
- Вставить ник
#990 selco
Отправлено 02 January 2017 23:39
Но не суть, со временем попробую проволоку потолще. Может все и разрулится.
Да дело не в толщине проволоки , просто когда изучите и привыкнете к своему ПА и будете настройки делать не глядя на ручки.
Я вот толстые проволоки не люблю , толи дело 06мм и ее хватает с лихвой для металла от 05мм до 2,5мм , проволока 08мм это от 05мм и до 5мм и аппарат «поет» , с проволокой 1мм и 1,2мм аппарат в таких диапазонах намного хуже выдает дугу так как плавление медленнее идет да и капли крупнее .
И в книгах написано что чем толще проволока тем выше вероятность порообразования , но все сказанное конечно для ограниченных токов и напряжений и если они большие то естественно и проволока толще.
Сообщение отредактировал selco: 02 January 2017 23:39
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#991 FvS
Отправлено 02 January 2017 23:39
Попробую. Обязательно отпишусь. Вообще начинал с минимальных значений Вольт/Ампер. Еще попутно вопрос возник: нужно ли после окончания работ каждый раз отсоединять газовый шланг от аппарата? Там вроде бы давление остается, не вредно ли это для газового клапана, что стоит в полуавтомате?
Про стравливание газа — если аппарат свой, то лучше стравливайте, это вредно не столько для клапана, сколько для всех соединений шланга, которые начинают потом травить. Еще при использовании не качественных газовых редукторов это актуально и для любителей подачу газа делать побольше.
Еще при использовании не качественных газовых редукторов это актуально и для любителей подачу газа делать побольше.
- Наверх
- Вставить ник
#992 Арчер
Отправлено 02 January 2017 23:53
дело не в толщине проволоки
Я вроде и не утверждал. По сути, задал вопрос о практическом применении максимального напряжения дуги. Про проволоку большего диаметра, это я так, предположил, типа больше сопротивление, выше ток. Еще одно предположение, увеличивать напряжение при сварке угла. Горелка по наставлению не «влазит», длиной дуги компенсируем. Но это только предположение, надо пробовать, может бы и вопросов у меня, поменьше было бы. Условия не позволяют, пока. Если кого, от моих измышлизмов, коробит, звиняйте, не со зла, а тока ради самообразования
- Наверх
- Вставить ник
#993 selco
Отправлено 03 January 2017 00:01
Еще одно предположение, увеличивать напряжение при сварке угла. Горелка по наставлению не «влазит», длиной дуги компенсируем. Но это только предположение, надо пробовать, может бы и вопросов у меня, поменьше было бы. Условия не позволяют, пока. Если кого, от моих измышлизмов, коробит, звиняйте, не со зла, а тока ради самообразования
Вопросы , не возбраняются и все мы учимся всю жизнь.
Что касается не влазит горелка то поглядите видео вот тут http://websvarka.ru/…puls/?p=254924
и как бы Кемппи вынесло это в отдельную программу и кстати не дешевую но на самом деле в принципе любой ПА повторит главное чтобы он успевал коррекцию подачи проволоки делать то есть чтобы не тугодум был .
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#994 Арчер
Отправлено 03 January 2017 00:17
как бы Кемппи
Ну как то…. в реалии АВРОРА оверманн 160
- Наверх
- Вставить ник
#995 Vovka123
Отправлено 03 January 2017 10:09
Хотелось бы добавить: Очень важно понять так сказать механику ПА сварки, процесс формирования шва, понимать когда ты проварил, а не просто валик наложил(да да это очень частая ошибка). Я когда только начинал осваивать ПА несколько раз наступил на эти грабли, варил внахлест 2 уголка(по сути угловое соединение), аппарат естественно настроил неправильно, в итоге: визуально шов красивый, идеальный. Но на деле один уголок проварен, а на второй просто произошел наплыв металла и как следствие 5 см шва были отломаны руками без особых усилий.
- Наверх
- Вставить ник
#996 supoplex
Отправлено 04 January 2017 01:26
Чтобы наплывы не чистить необходимо хорошо режим подобрать.
Утолщение шва в месте, где стояла прихватка, не компенсировать никакими режимами. Можно сноровистее водить держаком, но полностью решает проблемму только подрезание прихваток. Особенно это актуально при односторонней сварке.
- Наверх
- Вставить ник
#997 FvS
Отправлено 04 January 2017 13:26
Хотелось бы добавить: Очень важно понять так сказать механику ПА сварки, процесс формирования шва, понимать когда ты проварил, а не просто валик наложил(да да это очень частая ошибка). Я когда только начинал осваивать ПА несколько раз наступил на эти грабли, варил внахлест 2 уголка(по сути угловое соединение), аппарат естественно настроил неправильно, в итоге: визуально шов красивый, идеальный. Но на деле один уголок проварен, а на второй просто произошел наплыв металла и как следствие 5 см шва были отломаны руками без особых усилий.
Красота — это самый элементарный показатель качества. Из собственного опыта могу сказать — реально «красивый» валик не может быть отломан руками. Не очень красивые, но качественные швы видел много раз, но красивые и не качественные не встречал, но все в разумных пределах конечно.
- Наверх
- Вставить ник
#998 FvS
Отправлено 04 January 2017 13:28
Утолщение шва в месте, где стояла прихватка, не компенсировать никакими режимами. Можно сноровистее водить держаком, но полностью решает проблемму только подрезание прихваток. Особенно это актуально при односторонней сварке.
Ну, обычно это зачистка прихваток на 2/3 толщины, но на деле этого практически никогда не делают.
- Наверх
- Вставить ник
#999 Vovka123
Отправлено 04 January 2017 14:21
Красота — это самый элементарный показатель качества.
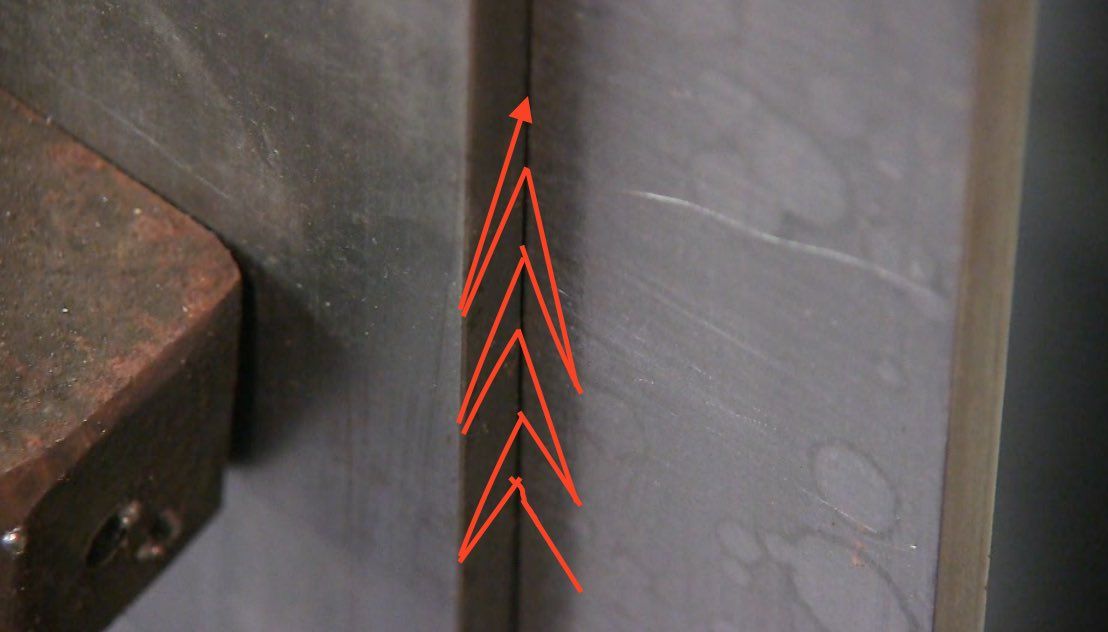
Как праздники закончатся попробую также накосячить и сделать фото отчет, а пока попробую нарисовать:
В итоге имеем, визуально красивый шов, но на деле нижний уголок проварен буквально на 0,1 мм(видимого наплыва нет, но и провара тоже).
- Наверх
- Вставить ник
#1000 supoplex
Отправлено 04 January 2017 20:13
Красота — это самый элементарный показатель качества. Из собственного опыта могу сказать — реально «красивый» валик не может быть отломан руками.
На самом деле оно бывает и так, что внешне красиво, а провара нету. Особенно характерно для вертикальных швов, заваренных сверху вниз. По этому по технологии допускается такой вид сварки до толщины металла 4мм. А бывает как на рисунке:
20170104_141700.jpg
Тоже несплавление, вероятно от неравномерного ведения дуги, нижняя деталь не успевала плавиться, на неё просто натекал металл. Особо усугубляется при неочищенной под сварку поверхности.
- Наверх
- Вставить ник
Полуавтоматическая сварка
Первая сварка создана более 50 лет назад. Принцип ее работы удачно применяется и в современных аппаратах, только в более модернизированном виде. Полуавтоматическая сварка отличается своей универсальностью, простотой и доступностью. Ее используют при кузовном ремонте на СТО, при монтажных работах и иных областях производства. Также огромная популярность использования данного вида сварки обусловлена тем, что обучение, для получения шва высокого качества, не занимает длительного периода времени. Благодаря легкости использования технология дает превосходные результаты.
Что такое полуавтомат
Полуавтоматическая сварка – это сварка с помощью электромеханичесого аппарата электродом, который плавится. Электрод изготовлен из специального металла в виде проволоки, благодаря автоматической подаче его к точке сварки. Темп подачи устанавливает человек на аппарате.
Полуавтоматических сварок существует огромное множество. Все они делятся на несколько видов:
- Полуавтоматическая сварка с порошковой проволокой;
- Сварка в среде защитного газа;
- Полуавтомат с использованием сварочных флюсов.
Последний вариант аппарата относительно недорогой, но высокую стоимость имеет флюсовая проволока, поэтому чаще всего используют второй вариант полуавтомата. Некоторые производители хотят сыграть на том, что сварка с флюсовой проволокой не требует покупки громоздкого баллона. Однако швы при этом выходят хуже, чем в среде защитных газов.
Любой полуавтоматический сварочный аппарат имеет в своем составе блоки. В их число входят:
- Источник тока;
- Горелка и рукав;
- Шланг для подачи газа;
- Редуктор и устройство подачи проволоки;
- Баллон;
- Кабель и зажим замыкания цепи;
- Механизм управления. Определяет работу пуска, установки проволоки.
Согласно исполнению полуавтомат можно поделить на 2 категории:
- Однокорпусные. В таких аппаратах все необходимые механизмы укомплектованы в одном блоке;
- Сложные. Они могут состоять на две либо более элементов. В них подающее устройство и горелка лежат в отдельном блоке, а источник тока и механизм управления уже в другом блоке. При высоких нагрузках полуавтомат необходимо модернизировать – установить горелку со специальным механизмом охлаждения водой с дополнительным блоком циркулирования.
Полуавтомат делится на виды питания:
- Однофазные (220В). Подходящий вариант брать в «поля». Не составит проблем запитать от обычной розетки, сеть которой равняется мощности аппарата. Если они совпадать не будут, то не будет стабильной поддержки мощности дуги, что в конечном итоге даст швы плохого качества;
- Трехфазные (380В). Данные аппараты не везде можно запитать. Однако в свою очередь имеют большую стабильность при работе с разными нагрузками. У такого полуавтомата равномерно распределена нагрузка по 3 фазам, также в меньшей мере нагружена сеть.
Ценовая политика
Полуавтоматические сварочные аппараты можно разделить и на ценовые категории:
- Бытовые. Для кратковременных нагрузок, представляют из себя моноблок. Если их использовать время от времени, то способны оставаться в рабочем состоянии продолжительное количество лет;
- Аппараты, которые выше по цене, являются более долговечными. Имеют неплохие комплектующие. Таким полуавтоматом часто пользуются на станциях технического обслуживания;
- Профессиональные. Их изготавливают для промышленных целей. Механизм таких полуавтоматов более сложный, в наличии более высокий функционал, если сравнивать с вариантами выше. Такие аппараты выделяют долгий эксплуатационный срок.
 Таким полуавтоматом часто пользуются на станциях технического обслуживания;
Таким полуавтоматом часто пользуются на станциях технического обслуживания;Виды подающего механизма
У каждого полуавтомата свое подающее устройство проволоки. Поэтому их можно поделить по данному критерию на разные группы.
- Толкающий вид устройства подачи проволоки. Иногда проволока может выгибаться внутри в рукаве;
- Устройство, которое тянет проволоку, размещено в рукоятке горелки. Катушка может быть установлена в рукоятке, либо на корпусе полуавтомата;
- Комбинированный вид. Установлено два подающих механизма. 1 выталкивает ее из корпуса, 2 тянет к месту сварки. Его используют при работах с цветными и черными металлами.
В свою очередь устройства подачи могут иметь 2 либо 4 ролика.
В первом случае первый ролик подает, а другой прижимает. Если четыре ролика, то они установлены попарно. Первый вариант наиболее популярный и применяются с горелками, у которой длина рукава не более чем 350 см. Чтобы без проблем подавать проволоку в рукав длиною более 400 см, то требуется применять 2 пары роликов.
У любого полуавтоматического сварочного аппарата есть регулятор напряжения, а также скорости, с которой подается проволока. Процесс регулировки может происходить плавно, либо же по ступеням. Некоторые модели имеют скорость подачи проволоки прямо пропорциональную напряжению. В большинстве случаев плавную регулировку сварочного напряжения имеют инверторы.
Проволока
Диаметр проволоки, который зачастую от 0,6 до 2 мм, устанавливают в полуавтомат и она проходит через рукав вместе с газом, который выходит с баллона. На нем устанавливается горелка. Если использовать флюсовую проволоку, в которой есть специальный порошок, то газ не нужен. Он не дает во время сгорания, взаимодействовать расплавленному металлу с кислородом. Если применять такую проволоку при процессе сварки, необходимо изменить полярность подключения горелки. Более новые модели имеют такую функцию – тумблер переключения GAS – NO GAS.
Если применять такую проволоку при процессе сварки, необходимо изменить полярность подключения горелки. Более новые модели имеют такую функцию – тумблер переключения GAS – NO GAS.
Существует несколько основных видов проволоки, которые используют при сварке с полуавтоматом:
- сталь;
- нержавейка;
- алюминий.
Помните, если проволока одного вида, но разной марки, она все равно имеет разный химический состав. Отличным вариантом является стальная проволока с покрытой медной пленкой. В таком случае шов получается более качественным.
Если планируете варить алюминиевые элементы, либо стальные, то необходимо использовать аргон, а также необходимую проволоку.
Техника полуавтоматической сварки
Для того, чтобы шов при сварке оказался высокого качества, нужно соблюдать некоторые правила:
- выбирать ток, постоянный либо переменный, и полярность, прямая либо обратная;
- подобрать необходимый диаметр проволоки. Самой распространенной значится 0,8 мм. Но она не подойдет для сварки деталей более 0,5 см;
- выбрать требуемую величину тока. На современных моделях полуавтомата установлены переключатели положений;
- скорость подачи проволоки. С увеличением скорости ускоряется процесс сварки и увеличивается шов;
- расход газа;
- наклон сопла.
 Самой распространенной значится 0,8 мм. Но она не подойдет для сварки деталей более 0,5 см;
Самой распространенной значится 0,8 мм. Но она не подойдет для сварки деталей более 0,5 см;Перед началом сварочного процесса требуется настроить подачу газа. Самым частым вариантом является углекислый. Но для увеличения качества шва используют смесь – аргон, углекислый газ и кислород. При использовании данной смеси процесс сварки получается более «мягким», а дуга при этом работает более стабильно.
Действия при использовании полуавтоматической сварки не имеют различий с электродуговой. Швы вы накладываете стандартными методами: змейка, спираль, поступательные движения. Способ выбирается от толщины металла и нужного количества слоев.
При восстановлении кузова авто используются поступательные движения. Дистанцию между металлом и мундштуком необходимо держать фиксированную.
Дистанцию между металлом и мундштуком необходимо держать фиксированную.
Многослойный шов делается «спиралью», верхние слои делаются «змейкой».
Ток для полуавтоматической сварки используют, в основном, переменный.
Перед началом работ требуется отрегулировать все элементы подающего механизма. Далее проверить натяжение проволоки, при необходимости исправить недочеты с помощью гайки на катушке. Отрегулируйте ролик и подачу газа. Установите необходимую силу тока. Чтобы не было прожогов, либо поверхность не проварилась, значение тока установить стоит невысокое и понемногу увеличивать во время проведения сварочных работ.
Выбор режима
При сварке определенного металла и его толщины необходимо выбирать правильный режим. Стоит помнить, что чем больше толщина металла, тем выше должны быть рабочие показатели.
При толщине 1,5 мм сечение проволоки достаточно от 0,8 до 1 мм, а скорость ее подачи от 150 до 220 м/ч, напряжение дуги 19-20 Вольт. Сила тока от 95 до 125 Ампер. Если работы происходят в среде защитных газов, то его расход 6-7 литров в минуту. При увеличении толщины металла до 2 мм сечении проволоки уже необходимо 1,2 мм, а скорость подачи потребуется до 250 м/ч. Сила тока 130-170, Напряжение дуги 21-21,5 Вольт.
Если работы происходят в среде защитных газов, то его расход 6-7 литров в минуту. При увеличении толщины металла до 2 мм сечении проволоки уже необходимо 1,2 мм, а скорость подачи потребуется до 250 м/ч. Сила тока 130-170, Напряжение дуги 21-21,5 Вольт.
В профессиональных полуавтоматических сварочных аппаратах все регулировка каждой величины идет отдельно. Т.е. есть переключатель на тот или иной показатель. Таблицы, которые есть в инструкции к пользованию и в интернете, не дают 100 % гарантии оптимальной работы агрегата. Все проверяется опытным путем, сделав пробный шов. Так вы увидите, насколько равномерно ложатся швы, нет ли проваров и т.д. Также, не стоит забывать, какой тип металла используется в работе.
Более подробно с режимами можно ознакомиться в таблицах:
Полуавтомат – это современный и технологичный вариант сварочного оборудования. Данный механизм сварки зарекомендовал себя с лучшей стороны благодаря своей простоте, компактности, удобстве при использовании.
Полуавтоматом можно делать как самый простой сварочный ремонт, до более сложного варианта.
Соблюдая все необходимые требования, научиться пользоваться полуавтоматом не составит труда.
Оцените статью:
Рейтинг: 0/5 — 0 голосов
Сварщики швов | Red-D-Arc Welderentals
- Главная >
- Продажа автоматизации сварки >
- Машины для сварки швов
— это эффективный и последовательный метод производства линейных сварных швов с использованием таких процессов, как дуговая сварка под флюсом, MIG, TIG и плазменная сварка. Red-D-Arc предлагает полную линейку шовных сварочных аппаратов, доступных для продажи и аренды.
Открыть меню посадкиСварочные аппараты продольного шва — внешние, внутренние, плоские и подъемные
Машины для сварки швов производят линейный шов поперек продольного шва, такого как две плоские пластины или трубчатая труба. Используя хромированные медные зажимы с пневматическим управлением для удержания материала толщиной до 3/4 дюйма, сварщик надежно зажимает материал для точного выравнивания заготовки без необходимости выполнения прихватки. Затем сварочная тележка перемещает сварочную головку по всей длине. шва, обеспечивая стабильный и высококачественный сварной шов Опорные стержни с водяным охлаждением доступны с продувкой газом или без нее для использования в различных процессах сварки, таких как дуга под флюсом, MIG, TIG и плазма.
Используя хромированные медные зажимы с пневматическим управлением для удержания материала толщиной до 3/4 дюйма, сварщик надежно зажимает материал для точного выравнивания заготовки без необходимости выполнения прихватки. Затем сварочная тележка перемещает сварочную головку по всей длине. шва, обеспечивая стабильный и высококачественный сварной шов Опорные стержни с водяным охлаждением доступны с продувкой газом или без нее для использования в различных процессах сварки, таких как дуга под флюсом, MIG, TIG и плазма.
Модели по индивидуальному заказу
Red-D-Arc может изготовить модели по индивидуальному заказу в зависимости от ваших требований к емкости и функциональности; включая длину шва, диапазоны диаметров, тип свариваемого материала, минимальную и максимальную толщину материала и тип используемого процесса сварки.
Стандартные модели
Стандартная линейка аппаратов для наружной сварки Red-D-Arc рассчитана на эффективную длину шва от 32 до 144 дюймов.
|
|---|
SW32 |
SW48 |
SW60 |
SW72 |
SW96 |
SW120 |
SW144 |
Макс. | Диапазон толщины зажима материала* — дюймы (мм) | Мин. Диаметр | Макс. Диаметр | Скорость перемещения каретки | Блок питания | Длина | Ширина | Вес |
|---|---|---|---|---|---|---|---|---|
32 (813) | 0,008 — 0,79 (0,2 — 20) | 4 (102) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 70,1 (1800) | 51,2 (1300) | 2072 (940) |
48 (1219) | 0,008 — 0,79 (0,2 — 20) | 5 (127) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 86,6 (2200) | 51,2 (1300) | 2954 (1340) |
60 (1524) | 0,008 — 0,79 (0,2 — 20) | 6 (152) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 102,4 (2600) | 51,2 (1300) | 4056 (1840) |
72 (1829) | 0,008 — 0,79 (0,2 — 20) | 6 (152) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 110,2 (2800) | 51,2 (1300) | 4497 (2040) |
96 (2438) | 0,008 — 0,79 (0,2 — 20) | 8 (203) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 137,8 (3500) | 63 (1600) | 7716 (3500) |
120 (3048) | 0,008 — 0,79 (0,2 — 20) | 8 (203) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 157,5 (4000) | 63 (1600) | 9921 (4500) |
144 (3658) | 0,008 — 0,79 (0,2 — 20) | 10 (254) | 36 (914) | 3 — 59 (75 — 1500) | 220 — 240 В | 196,9 (5000) | 63 (1600) | 14 330 (6500) |
 Зажимная длина
Зажимная длина Прокрутка влевоПрокрутка вправоПрокрутка внизПрокрутка вверх
*Установки поставляются для зажима определенного диапазона материалов размером от 0,008″ до 0,79″ (0,2 мм — 20 мм)
Машина для шовной сварки — повышение рентабельности инвестиций и эффективности
Особенности машины для шовной сварки- 1 Сварочная горелка пневматически перемещается вверх и вниз, заготовка фиксируется, шов ровный.
- 2 Позиционирование и центрирование заготовок с помощью пневматики и нажатие с помощью пневматических клавиш, положение сварки не может быть смещено.
- 3 Сварочная горелка может перемещаться вверх и вниз, влево и вправо, вперед и назад, а также регулировать угол наклона в соответствии с требованиями сварки.
- 4 Управление всей машиной осуществляется с помощью ПЛК, регулировка скорости переменного тока с переменной частотой обеспечивает надежность оборудования.
- 5 Добавлена медная подложка, обеспечивающая формование обратной стороны.
- 6 Форма сварки может быть задана, сохранена и передана. Через человеко-машинный интерфейс можно легко изменить параметр и переход состояния.
Состоит из корпуса, механизма позиционирования заготовки, механизма прижима заготовки, механизма продольного перемещения сварочной горелки, механизма подъема и регулировки горелки, системы охлаждения, источника сварочного тока, пневматической системы и электрическая система управления.
1 Корпус
Сварен из трубы квадратного сечения и листовой стали; внизу рабочий стол, на нем позиционирование заготовки и зажимной механизм. Вверху находится портальная балка, смонтированная с приварным продольно-ходовым механизмом.
2 Механизм позиционирования и центрирования заготовки
Использование пневматического блока для центрирования
3 Механизм зажима заготовки
Используйте оправку и пневматическую прижимную пластину для зажима и прессования заготовки; давление равномерное. Шов и область зажима освещаются, но не повреждают глаза оператора, зажимная пластина гладкая, может предварительно позиционировать зажим толщиной 3 мм. Зажим не требует каких-либо навыков, зажим во избежание несоответствия толщины материала, усилие зажима можно контролировать и регулировать; Прямой зажим со стороны позиционирования, а с другой стороны можно выполнить предварительный зажим и выравнивание сварного шва. Используйте механический блок, чтобы избежать смещения торцевой поверхности; механический блок может двигаться, чтобы сэкономить время на скольжение короткой трубы. Ширина зажимного ключа не более 80 мм.
Используйте механический блок, чтобы избежать смещения торцевой поверхности; механический блок может двигаться, чтобы сэкономить время на скольжение короткой трубы. Ширина зажимного ключа не более 80 мм.
4 Механизм продольного перемещения сварочной горелки
Состоит из серводвигателя переменного тока, редуктора, линейной направляющей качения. Сервопривод переменного тока управляет работой горелки, высокой точностью управления, широким диапазоном скоростей, скоростью и крутящим моментом. Сварочная горелка приводится в движение зубчатой рейкой, линейной направляющей, ходьбой с высокой точностью. Чтобы обеспечить качество сварки, повысить эффективность производства.
5 Зажим сварочной горелки и пневматический подъемный механизм
Горелка приводится в движение цилиндром, который перемещается вверх и вниз, а также переключается со станции подготовки и сварки. Фонарик можно перемещать вверх и вниз, влево и вправо, а также регулировать угол наклона. При регулировке сварочной горелки используется форма «ласточкин хвост», регулировка винтом, точная регулировка, высокая точность позиционирования, после регулировки можно закрепить.
При регулировке сварочной горелки используется форма «ласточкин хвост», регулировка винтом, точная регулировка, высокая точность позиционирования, после регулировки можно закрепить.
6 Электрическая система
Хост использует японский ПЛК Mitsubishi в качестве ядра управления, управляет сварочной горелкой, зажимом и выполнением программы сварки. Система отличается хорошей стабильностью, простой структурой и удобным обслуживанием.
Использование сенсорного экрана в качестве интерфейса ввода и вывода; длина сварного шва, режим сварки, спецификация сварки, время дуги могут быть введены через интерфейс. В случае сбоя в процессе сварки он может подать сигнал тревоги и дать инструкции.
Длина сварки с помощью обнаружения петли поворотным энкодером; определение положения с помощью обнаружения переключателя хорошей марки
Автоматическое определение начальной точки. После сварки автоматический возврат к исходной точке.
Встроенная панель управления; кнопки управления, сенсорный экран, сварочный вольтметр и амперметр, управление сварочными параметрами на одной панели, удобство использования и эксплуатации.
7 Пневматическая система
Триплет, цилиндр, клапан и другие компоненты; управление подъемом горелки и зажимом заготовки.
8 Система охлаждения
Оборудование имеет охлаждающее устройство, в основном используется для охлаждения медной задней пластины.
Машина для шовной сварки Марка основных компонентов| Наименование | Торговая марка |
| ПЛК | 2222222 Mitsubishi 9003|
| Touch Screen | TAIWAN WEINVIEW |
| Servo Motor | Panasonic |
| Electric componets | China Delixi |
Seam welding machines have been востребованный товар в сварочной промышленности. Многие компании в различных секторах используют его для улучшения своего бизнеса.
Сварка и металлообработка — не единственные отрасли, где их можно использовать. Пока вам нужны сложные процедуры сварки металлов, вы можете найти их полезными.
Сегодня мы расскажем вам все о шовной сварке и машинах для шовной сварки.
Что такое шовная сварка?Шовная сварка, в основном, представляет собой процесс сварки, в котором используются мотор-колеса, а не стержни.
Подобно обычному процессу сварки, его целью является сплавление двух (2) или более заготовок вместе.
Что такое процесс шовной сварки?Чаще всего металлические листы и плоские заготовки сплавляются методом шовной сварки.
Процесс начинается с подготовки деталей или компонентов к сварке.
- Заготовка загружается между двумя (2) колесными электродами
- Когда электрический ток проходит по колесам, он сильно нагревает заготовку
- Плавление заготовок происходит и происходит, когда тепло проходит через материал
- В процессе остаются самородки и, таким образом, создается сплав
Самородки — это следы расплавленного металла. Обычно это след, обозначающий сплав двух заготовок или материалов.
Обычно это след, обозначающий сплав двух заготовок или материалов.
Вы можете использовать шовную сварку, если хотите создать жидкие или газообразные соединения; или если листы, с которыми вы работаете, должны выдерживать сильное давление или удар.
Шовная сварка используется из-за ее прочности, стойкости и общей долговечности.
Является ли сварка стежком такой же, как сварка швом?Поскольку оба термина относятся к ткани или текстильной промышленности, многие люди ошибаются.
Шовная сварка и шовная сварка — это два (2) разных процесса. Хотя может показаться, что они одинаковы, на самом деле это не так.
Шовная сварка использует непрерывный шов для формирования соединения по швам. Обычно вам понадобится сварной шов, если вы соединяете или сплавляете пересекающиеся материалы.
Шовная сварка не имеет сплошного шва. Вместо этого он состоит из разбитых пространств в промежутках между сварными швами, создавая таким образом вид «сшитого». Более того, он известен как «тип» шовной сварки.
Вместо этого он состоит из разбитых пространств в промежутках между сварными швами, создавая таким образом вид «сшитого». Более того, он известен как «тип» шовной сварки.
Оба процесса используются для соединений, но они различаются по процедуре сварки.
Различные типы шовной сваркиСуществуют различные типы шовной сварки, которые можно разделить на следующие категории:
Стандартная шовная сваркаЭто тип шовной сварки, который вы можете использовать, если хотите получить герметичные и непрерывные швы.
Это также самый распространенный метод шовной сварки.
Шов с непрерывным движениемЭтот тип сварного шва, также известный как шов, выполняется с помощью вращающихся электродов.
Отличие от стандартного шва заключается в том, что вам нужно сначала определить скорость вращателей, создавая импульсы, которые приводят к сварке внахлест.
Уже по одному термину вы уже знаете, что это такое. Это также широко известно как шовный шов и непостоянные импульсы, которые колеса обеспечивают соединение или сплавление заготовок.
Это может дать шов, похожий на стежок.
Где можно применять шовную сварку?Шовную сварку можно использовать в самых разных областях.
В основном вы можете использовать его в приложениях, где будут использоваться листы, где будут использоваться или содержаться жидкости и газы.
Ниже приведены наиболее распространенные сектора, в которых вы можете применять сварку шва:
- Bewery Barrels
- Трубинг и трубопроводы
- Стальные топливные баки (бензиновые резервуары)
- Радиаторы
- Трансформеры
- Aircraint
- и многие еще много.
Это машины, которые помогут вам в процессе сварки швов.
Наиболее распространенными частями и компонентами этого оборудования являются:
- Колесный электрод (вверх и вниз)
- Горло
- Фрикционное приводное колесо
- Двигатель
- Источник питания
4 90,0003 другие части, которые они добавили. Но это лишь некоторые из основных основных компонентов, которыми оснащены машины для сварки швов.
Автоматические ли машины для шовной сварки?Большинство машин для шовной сварки, производимых сегодня, являются автоматическими. Однако есть и полуавтоматические, а есть и ручные.
Его система управления будет зависеть от производителя, как и сама машина. Вы можете найти широкий спектр машин от производителей сварочных материалов и сварочных компаний.
Что такое машина для сварки продольных швов?Машины для сварки продольных швов – это оборудование, используемое для создания продольных швов. По сути, это сварной шов, идущий сверху заготовки вниз.
Вы захотите выполнить это, если вам нужно сварить два металла вместе, встык.
Что такое аппарат для сварки кольцевых швов?Сварочные аппараты для кольцевых швов — это машины, с помощью которых можно сваривать два круглых объекта.
Вместо сварки на концах вы можете создать сварку по окружности.
Что такое машина для сварки угловых швов?Это машина для шовной сварки, которую можно использовать для сварки краев металлических листов друг с другом.
Где найти лучшую компанию по шовной сварке?Подавляющее большинство сварочных компаний могут помочь вам в процессе сварки швов. Однако найти лучший из них может быть непростой задачей.
Но здесь, в Вальдуне, мы более чем приветствуем вас, чтобы вы стали частью нашего бизнеса. Мы можем помочь вам с широким спектром процедур сварки швов; а также шовно-сварочные машины и оборудование.
Кто может предоставить вам лучшие машины и оборудование для шовной сварки?У нас в Waldun вы можете приобрести самое лучшее и самое функциональное оборудование для сварки швов.
Мы пользуемся наибольшим доверием и самой востребованной компанией, когда речь идет о шовной сварке. Вы никогда не пожалеете, что выбрали сотрудничество с нами!
Если вам нужно оборудование для кольцевой, продольной или любой другой сварки швов, вы можете положиться на нас!
Машина для шовной сварки WALDUN – Увеличение рентабельности инвестиций и эффективностиМашины для шовной сварки специализируются на автоматической кольцевой сварке цилиндров, труб, валов и дисков высокого качества. Процесс сварки можно использовать различными способами, например PAW\TIG\MIG\MAG.
Подходит для сварки углеродистой стали, нержавеющей стали, алюминия и алюминиевых сплавов, титановых сплавов и других материалов.
Он широко используется в автомобилях, мотоциклах, бытовой технике, сосудах под давлением, скобяных изделиях и промышленной перерабатывающей промышленности.Машина для шовной сварки Характеристики
Основной сварочный аппарат имеет горизонтальную структуру. Основание станка, корпус шпинделя и задняя бабка после сварки отожжены и сняты напряжения. Гарантируется, что детали конструкции не будут деформированы в долгосрочной перспективе.
Вращение головки осуществляется тормозным двигателем постоянного или переменного тока. Прецизионные шестерни или червячные передачи, стабильное вращение, стабильная и надежная сварка.
Пневматическая задняя бабка регулируется вдоль направляющей станины, адаптируясь к требованиям сварки заготовок различной длины.
Головку сварочного аппарата можно отрегулировать в соответствии с требованиями, чтобы адаптироваться к автоматической сварке заготовок различной формы, чтобы горелка находилась в наилучшем положении для сварки.
(а) Односторонняя сварка и двусторонняя формовка.
Все газовые трубы и кабели находятся в буксирной цепи — чистые и привлекательные, при этом кабель не обрывается.
Серводвигатель (шаговый) обеспечивает точную и стабильную скорость сварки с полным диапазоном регулировки.
Автоматический подъем пистолета.
Перекрестные вверх-вниз, влево-вправо точная регулировка сварочной горелки, точное выравнивание расстояния между горелкой и заготовкой.
Пистолет можно вращать вокруг неподвижного стержня для легкой замены и регулировки принадлежностей.
Машина для шовной сварки Применение
Машина может сваривать нержавеющую сталь, титановый сплав, алюминиевый сплав, углеродистую сталь, низколегированные и другие материалы. Сварка. Процесс сварки и используемые инструменты варьируются в зависимости от конкретной длины и толщины заготовки.
Заказ машины для шовной сварки по номеру WALDUNВ некоторых случаях мы можем модифицировать машину для шовной сварки, если она не соответствует оригинальной конструкции оборудования.
Если ваше оборудование несколько потеряло эффективность или не выдерживает таких же допусков, как новое, проверьте изношенные детали. Может быть простое и экономичное решение проблемы.Автоматические машины для шовной сварки | Amet Inc.
Решение для шовной сварки точных деталей
Прецизионные настольные аппараты для линейной шовной сварки компании AMET Inc предназначены для выполнения внешней линейной сварки цилиндрических деталей или листов. Используя входящие в комплект центрирующие устройства, свариваемая деталь нагружается и зажимается в центре станины шовной сварки для получения однородных сварных швов.
Сварочное приспособление изготовлено из толстостенных стальных труб. Станина шовного сварочного аппарата может быть установлена на существующей столешнице на объекте заказчика или на дополнительной опорной базовой конструкции, поставляемой АМЕТ.
Многие процессы сварки, такие как GTAW, PAW, включая микро-, а также GMAW, могут использоваться в этих системах шовной сварки
Более 30 лет превосходства в области автоматизации сварки
- Возможности
- Преимущества
3 Элементы управления
4
Прецизионные настольные шовные сварочные аппараты имеют следующие возможности и технические характеристики для выполнения прецизионных линейных шовных швов:00 мм) с дополнительными 2,9 дюйма (75 мм) на каждом конце для выводных и выпускных выступов.
- Толщина стенки: высота оправки регулируется для толщины листа от 0,02 до 0,15 дюйма (от 0,5 до 4,0 мм).
- Минимальный диаметр: в зависимости от длины выбранного сварочного аппарата минимальный диаметр детали составляет от 2,6 до 3,3 дюйма (от 67 до 85 дюймов). Максимальный диаметр
- : Этот сварочный аппарат предназначен для установки на существующей конструкции на объекте заказчика. Из-за этого максимальная пропускная способность диаметра не определена. AMET предлагает опорную конструкцию со стандартной вместимостью 29 человек.0,9 дюйма (760 мм), дополнительная информация доступна в разделе «Дополнительные функции».
- Пневматическое усилие зажима: регулируется до 2419 фунтов/фут (36 кг/см).
- Точность перемещения: Точность следа изменяется всего на +/- 0,01 дюйма (0,15 мм) по всей длине сварного шва.
- Скорость каретки: прецизионный привод с диапазоном скоростей от 2 до 197 дюймов/мин (от 50 до 5000 мм/мин). Грузоподъемность каретки
- : каретка рассчитана на нагрузку до 99 фунтов (45 кг) на расстоянии 5,9 дюйма (150 мм) от лицевой панели каретки.


 Он широко используется в автомобилях, мотоциклах, бытовой технике, сосудах под давлением, скобяных изделиях и промышленной перерабатывающей промышленности.
Он широко используется в автомобилях, мотоциклах, бытовой технике, сосудах под давлением, скобяных изделиях и промышленной перерабатывающей промышленности.
 Если ваше оборудование несколько потеряло эффективность или не выдерживает таких же допусков, как новое, проверьте изношенные детали. Может быть простое и экономичное решение проблемы.
Если ваше оборудование несколько потеряло эффективность или не выдерживает таких же допусков, как новое, проверьте изношенные детали. Может быть простое и экономичное решение проблемы.
 AMET предлагает опорную конструкцию со стандартной вместимостью 29 человек.0,9 дюйма (760 мм), дополнительная информация доступна в разделе «Дополнительные функции».
AMET предлагает опорную конструкцию со стандартной вместимостью 29 человек.0,9 дюйма (760 мм), дополнительная информация доступна в разделе «Дополнительные функции».
Доступны дополнительные функции для расширения возможностей этого точного настольного сварочного аппарата. Дополнительную информацию см. в разделе Дополнительные функции .
Прецизионный настольный шовный сварочный аппарат AMET имеет ряд преимуществ по сравнению со сваркой детали вручную или с использованием простой моторизованной тележки или «тележки», в том числе:
- добиться однородных сварных швов с ровным валиком.
- Прецизионное движение каретки делает позиционирование горелки над центральной линией станины шовной сварки одноразовой операцией. Ручная направляющая с ручным тормозом предназначена для регулировки поперечного шва. Как только желаемое место будет достигнуто, ползунок можно зафиксировать на месте с помощью ручного тормоза, и в будущем потребуется очень мало регулировок.
- В комплект поставки входят два центрирующих устройства с ручным управлением, которые обеспечивают загрузку деталей по центру станины, что помогает поддерживать однородность и согласованность деталей.
- Способность поддерживать точность размеров детали за счет уменьшения деформации и усадки сварного шва, поскольку сварной шов прочно удерживается на месте по всей длине детали.
- Проблемы с качеством, связанные с прихватками, уменьшены или устранены, потому что равномерный зажим сварщика делает прихватки в большинстве случаев ненужными.
- Загрузка деталей и сварка относительно просты, что снижает утомляемость и вовлеченность оператора.
- Сочетание этих преимуществ значительно сокращает время на подготовку детали к сварке и время на чистовую обработку детали после сварки. Время доработки, брак деталей и затраты на расходные материалы сокращаются.


Контроллер XM
Контроллер XM интегрируется во все основные программируемые компоненты сварочного аппарата. В систему интегрированы следующие оси движения и компоненты:
- Движение каретки: XM и модуль линейного перемещения интегрируются с кареткой сварочной головки с серводвигателем для обеспечения программируемого движения с возможностью блокировки по длине станины шовной сварки. Линейное движение можно запрограммировать по расстоянию (абсолютному или пошаговому) или времени в пути.
- Вертикальное перемещение горелки: Сварочную головку можно запрограммировать на втягивание в конце каждого сварного шва для облегчения загрузки и выгрузки детали, а затем возвращение на заданную высоту сварки в начале сварки.
- Сварочный источник питания: XM и модуль источника питания интегрируются с источником сварочного тока для программирования тока и напряжения с экрана XM. Запрограммированные значения также можно изменить во время сварочных операций с экрана XM. Устройство подачи проволоки
- : Прецизионный 4-роликовый механизм подачи проволоки с серводвигателем интегрирован с XM для обеспечения программируемой скорости подачи и втягивания проволоки. Запрограммированную скорость можно изменить во время сварочных работ.
 Запрограммированные значения также можно изменить во время сварочных операций с экрана XM.
Запрограммированные значения также можно изменить во время сварочных операций с экрана XM.Ручное управление
- Ручной ползун для управления движением сварочной головки поперек шва (ось Y).
Элементы управления сварочным аппаратом
- Элементы управления ПЛК для последовательности зажима. Зажим активируется либо ножной педалью, либо ленточным переключателем, установленным на дополнительную опорную конструкцию.
- ПЛК для обеспечения безопасности
- Зажим не может быть инициирован, если защелка оправки не закрыта.
- Зажим нельзя ослабить во время сварки.
Отличный партнер
«Компания AMET была отличным партнером, потому что у них есть все возможности для того, чтобы действовать, когда нам нужно разработать новое решение или обслуживать существующее решение. В конце концов, цена решения незначительна, если оно работает должным образом, и поставщик может поддерживать его в рабочем состоянии благодаря своим усилиям по обслуживанию. AMET знает об этих вещах и соответствующим образом обслуживает своих клиентов».
В конце концов, цена решения незначительна, если оно работает должным образом, и поставщик может поддерживать его в рабочем состоянии благодаря своим усилиям по обслуживанию. AMET знает об этих вещах и соответствующим образом обслуживает своих клиентов».
— Продукты Matrix Drilling
15+ лет
«Уже более 15 лет я имею честь работать с AMET. Я лично видел, как отраслевые знания и инженерный опыт AMET Inc. позволили моему бизнесу повысить качество сварки и производительность, а также наших клиентов, чтобы улучшить прочность и долговечность своей продукции».
— G. Wright’s Welding Ltd.
Исключительная команда
«С командой AMET просто невозможно работать. потребности клиента на протяжении всего проекта. В результате получается надежная система сварки, принятая рабочей силой и отвечающая строгим требованиям, предъявляемым к автомобилям и двигателям Blue Origin. Мы рады работать с AMET над нашим видением миллионов людей, живущих и работа в космосе».
— Blue Origin
- Стандартные функции
- Дополнительные функции
- Конечное применение
1. Передвижная тележка передвигается на четырех (4) прецизионных блоках подшипников для линейных рельсов и приводится в движение системой привода с шарико-винтовой передачей. Шарико-винтовая передача напрямую связана с серводвигателем и благодаря обратной связи с энкодером с обратной связью обеспечивает чрезвычайно высокий уровень точных повторяемых движений. Включены концевые выключатели исходного положения и хода, что дополнительно обеспечивает точность и повторяемость сварных швов. Кабельный лоток и держатель кабеля обеспечивают аккуратную укладку кабелей, а также продлевают срок службы кабелей и шлангов, идущих к каретке сварочного аппарата и сварочной головке.
2. Направляющая сварочного шва снимает напряжение перед обработкой, что обеспечивает жесткие допуски и стабильность размеров в течение всего срока службы оборудования. Гусеница оснащена прецизионными линейными рельсами, которые обеспечивают плавное, повторяемое движение, что приводит к превосходным сварным швам.
Гусеница оснащена прецизионными линейными рельсами, которые обеспечивают плавное, повторяемое движение, что приводит к превосходным сварным швам.
3. Два (2) выдвижных вручную устройства выравнивания деталей облегчают позиционирование сварного соединения по центральной линии шовного сварочного аппарата перед зажимом и сваркой. Эти устройства для выравнивания можно легко перемещать по длине станины для сварки швов, что позволяет размещать их соответствующим образом для деталей различной длины.
4. На защелке шпинделя имеется предохранительный блокировочный выключатель. Интеграция этого переключателя предотвращает зажим шовной сварки, когда защелка шпинделя находится в открытом состоянии. Это также предотвращает разжимание во время сварки.
5. Пневматический шланг с двойными стенками обеспечивает равномерное усилие прижима к каждому зажимному пальцу шовного сварщика по всей длине сварного шва. Предусмотрен регулятор давления, позволяющий регулировать усилие зажима. Алюминиевые зажимные пальцы снабжены медными наконечниками, которые можно перевернуть, что удваивает срок их службы. Медные кончики пальцев обеспечивают отличную теплопроводность и помогают охлаждать зону сварки во время сварки. Наконечники сварщика шва можно заменять по отдельности по мере необходимости.
Алюминиевые зажимные пальцы снабжены медными наконечниками, которые можно перевернуть, что удваивает срок их службы. Медные кончики пальцев обеспечивают отличную теплопроводность и помогают охлаждать зону сварки во время сварки. Наконечники сварщика шва можно заменять по отдельности по мере необходимости.
6. Расстояние между пальцами между передним и задним зажимными пальцами можно регулировать, что позволяет точно настроить приспособление для процесса сварки и свариваемых материалов. Диапазон регулировки позволяет установить расстояние между пальцами от 0,1 до 0,8 дюйма (от 3 до 20 мм).
7. Оправка для шовной сварки с регулируемой высотой подходит для материалов различной толщины. Оправка поставляется с одной (1) стандартной медной вставкой. Канавка вставки обрабатывается в соответствии с типом и толщиной свариваемого материала, как указано клиентом.
8. В машинах для сварки швов AMET используется прочная конструкция из толстостенной конструкционной стали, чтобы свести к минимуму деформацию детали во время зажима. Добавленная масса также обеспечивает превосходное поглощение и рассеивание тепла в процессе сварки, в то же время увеличивая жесткость и продлевая срок службы оборудования.
Добавленная масса также обеспечивает превосходное поглощение и рассеивание тепла в процессе сварки, в то же время увеличивая жесткость и продлевая срок службы оборудования.
АВТОНОМНОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Программы сварки можно создавать, изменять или сохранять на ПК. Эти программы можно перемещать между контроллером и ПК с помощью USB-накопителя или через соединение Ethernet. Это программное обеспечение может повысить производительность, позволяя создавать/редактировать программы, пока контроллер сварки выполняет другую программу сварки.
ПНЕВМАТИЧЕСКИЕ ЦЕНТРИРУЮЩИЕ УСТРОЙСТВА перемещаются в стандартное положение вручную
23 9 Пневматические центрирующие устройства имеют пневматический привод, поэтому они работают в полуавтоматическом режиме. Оператор переключает переключатель, чтобы опустить или поднять эти центрирующие устройства (1 пара). Кроме того, пневматические центрирующие устройства также могут быть активированы как этап автоматизации до или после сварки.
ЧАСТЬ ПЕРЕДАЧА. Тележка или рельсы регулируются для различных диаметров и используют ролики, поэтому положение детали можно регулировать внутрь или наружу, а также поворачивать по часовой стрелке и против часовой стрелки. Включает v-образные направляющие, по которым тележка может двигаться. ПРИМЕЧАНИЕ. Максимальный диаметр уменьшается при использовании этой функции.
ЦЕНТРАЛЬНАЯ ОПОРА ОПРАВКИ
В некоторых случаях требуется оправка меньшего размера. Однако при зажатии оправка будет прогибаться за пределы допустимых допусков. В таких случаях AMET® может предоставить центральную опору оправки или, в некоторых случаях, ряд опор. Опоры являются регулируемыми и обеспечивают оправку дополнительными путями нагрузки, чтобы противодействовать отклонению от зажимных усилий.
ОПОРНАЯ БАЗОВАЯ КОНСТРУКЦИЯ
В своей стандартной конфигурации установка для линейной сварки швов Precision Bench поставляется готовой к привинчиванию к существующему рабочему столу или инструментальной оснастке. Для автономных приложений мы можем предоставить дополнительную опорную базовую структуру. Это обеспечивает опору и опорные ножки. С этой опцией активация зажима может быть определена как ленточные переключатели на опорных ножках или ножные педальные переключатели.
Для автономных приложений мы можем предоставить дополнительную опорную базовую структуру. Это обеспечивает опору и опорные ножки. С этой опцией активация зажима может быть определена как ленточные переключатели на опорных ножках или ножные педальные переключатели.
КАМЕРА НАБЛЮДЕНИЯ ЗА ДУГОЙ
Камеры наблюдения за дугой могут быть добавлены в систему GTAW/PAW, что позволяет оператору видеть сварочную дугу из удаленного места. Это удерживает оператора в безопасном месте и снижает его стресс и усталость. Кроме того, изображение, отображаемое на мониторе, увеличивается и показывает больше деталей, чем то, что можно было бы наблюдать без камеры. Несколько камер могут быть интегрированы для проектов, где требуется обзор передней и задней стороны зоны сварки. Дополнительную информацию см. на странице камеры обзора Arc.
ПНЕВМАТИЧЕСКАЯ ЗАЩЕЛКА
Стандартная защелка требует, чтобы оператор открывал и закрывал ее вручную. Пневматическая защелка, с другой стороны, приводится в действие пневматическим цилиндром и позволяет оператору нажать одну кнопку, чтобы открыть или закрыть защелку. При использовании пневматического соленоида с цифровым управлением работа защелки может быть включена в качестве одного из этапов автоматизации перед сваркой или после сварки. Переключатель блокировки безопасности входит в состав этого дополнительного пакета функций.
Пневматическая защелка, с другой стороны, приводится в действие пневматическим цилиндром и позволяет оператору нажать одну кнопку, чтобы открыть или закрыть защелку. При использовании пневматического соленоида с цифровым управлением работа защелки может быть включена в качестве одного из этапов автоматизации перед сваркой или после сварки. Переключатель блокировки безопасности входит в состав этого дополнительного пакета функций.
ТЕЛЕЖКА ОПРАВКИ
Если сварочный аппарат заказан с несколькими оправками, можно также выбрать дополнительную тележку оправки. Тележка для оправки обеспечивает безопасный способ замены одной оправки на другую путем поворота тележки в нужное положение, подъема регулируемых опор оправки на тележке и последующего отсоединения оправки от опоры. После освобождения от опоры сварочного аппарата тележку можно переместить так, чтобы можно было установить вторичную оправку. Это обеспечивает эффективный метод замены оправок, сохраняя при этом безопасность персонала и ускоряя процесс замены.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ ДЛЯ СБОРА ДАННЫХ И ПРОВЕРКИ ДОПУСКОВ
Данные собираются и анализируются в режиме реального времени, чтобы убедиться, что все модули находятся в пределах установленных допусков. Точки данных могут отображаться графически на дисплее, а также могут быть экспортированы в виде файла .csv и просмотрены в такой программе, как Microsoft Excel. Эти файлы можно экспортировать через один из портов USB или Ethernet на контроллере XM® или XPro.
AVC ДЛЯ СИСТЕМЫ GTAW/PAW
Добавлен модуль AVC (управление напряжением дуги), обеспечивающий сварочную головку функцией автоматического отключения дуги. Модуль обеспечивает автоматическую регулировку высоты для поддержания постоянного напряжения дуги на всем протяжении сварного шва, включая автоматическую регулировку многопроходных сварных швов.
Двойное давление с двойным давлением
Двойное давление позволяет оператору использовать более низкое давление, чтобы засунуть деталь в течение положения в процессе загрузки в детали в детали в детали. шовный сварщик. После того, как деталь установлена правильно, давление зажима и, следовательно, усилие зажима можно увеличить, чтобы предотвратить смещение деталей во время процесса сварки. С опцией двойного зажима давления поставляются отдельные регуляторы давления и манометры. Это позволяет регулировать давление зажима независимо друг от друга.
шовный сварщик. После того, как деталь установлена правильно, давление зажима и, следовательно, усилие зажима можно увеличить, чтобы предотвратить смещение деталей во время процесса сварки. С опцией двойного зажима давления поставляются отдельные регуляторы давления и манометры. Это позволяет регулировать давление зажима независимо друг от друга.
ДОПОЛНИТЕЛЬНЫЕ НАПАЛЬЧИКИ
В некоторых случаях требуются кончики пальцев из стали, нержавеющей стали или хромированные. AMET® может дополнительно предоставить непрерывные зажимные планки из меди. Эти медные полоски рекомендуются при сварке тонких материалов или материалов, для которых важно небольшое количество кислорода.
ВСТАВКИ ОПРАВКИ
Стандартная вставка оправки изготовлена из меди, но для некоторых сварных швов требуется другая вставка для поддержки сварного шва. В других сварочных процессах не допускается контакт меди с материалом при сварке. Для этих сварных швов AMET® может предложить вставки оправки из стали, нержавеющей стали, или вставка оправки может быть даже хромированной.
Для этих сварных швов AMET® может предложить вставки оправки из стали, нержавеющей стали, или вставка оправки может быть даже хромированной.
При сварке таких материалов, как нержавеющая сталь и титан, желательна газовая защита обратной стороны сварного шва. Для таких случаев AMET® предлагает медную вставку с газовым каналом и рядом отверстий, расположенных в шахматном порядке, расположенных через каждые 50 мм (2 дюйма), чтобы обеспечить прохождение защитного газа к обратной стороне сварного соединения и улучшить качество сварки.
МНОЖЕСТВЕННАЯ СВАРОЧНАЯ ГОЛОВКА
Наши усовершенствованные средства управления позволяют нам интегрировать несколько сварочных головок в одну сварочную головку. Каждый процесс может работать независимо или одновременно. Например, сварочная головка TIG и плазменной сварки будет иметь две оси AVC (по одной на каждую горелку), и может работать либо одна горелка, либо они обе могут работать одновременно для плазмы с замочной скважиной и следа TIG. Мы предлагаем сварку TIG и плазмы, TIG и MIG, TIG MIG и плазму, а также SAW и MIG. Любая из этих комбинаций доступна и может быть полностью запрограммирована с ОДНОГО центрального контроллера. Возможны и другие комбинации. Пожалуйста, свяжитесь с нами с любыми запросами.
Мы предлагаем сварку TIG и плазмы, TIG и MIG, TIG MIG и плазму, а также SAW и MIG. Любая из этих комбинаций доступна и может быть полностью запрограммирована с ОДНОГО центрального контроллера. Возможны и другие комбинации. Пожалуйста, свяжитесь с нами с любыми запросами.
ИНДИВИДУАЛЬНЫЕ ОПРАВКИ
Не все способы шовной сварки одинаковы; по этой причине AMET® предлагает специальные оправки, основанные непосредственно на проектных требованиях конечного пользователя. В некоторых проектах требуется возможность сварки деталей меньшего диаметра, чем позволяет оправка стандартного размера. Одним из вариантов для этих сценариев является оправка меньшего размера, позволяющая сваривать детали меньшего диаметра по всей длине закаточной машины. В зависимости от толщины материала может потребоваться поддержка оправки.
В некоторых ситуациях этот меньший диаметр необходим только для деталей, длина которых меньше допустимой длины сварного шва. Для этих проектов может быть доступна ступенчатая оправка, в которой конец оправки с защелкой обрабатывается с меньшим диаметром, который затем значительно увеличивается в диаметре, чтобы противостоять силам зажима.
ОПРАВКА С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
Станок для линейной сварки швов Precision Bench поставляется со стандартной оправкой, но может быть заказан с дополнительной оправкой с водяным охлаждением. Водяное охлаждение оправки обеспечивает дополнительное охлаждение зоны сварки в процессе шовной сварки. Это может быть желательно для приложений с более высокой силой тока или более высокими требованиями к объему производства.
ПОДЪЕМ ОПОРЫ
Для проектов, требующих максимального наружного диаметра, превышающего стандартные 910 мм (36 дюймов), компания AMET® может предоставить дополнительный подступенок опоры. Они доступны с различной высотой, что при установке увеличивает максимальный внешний диаметр сварщика с 1050 мм (42 дюйма) до 1800 мм (72 дюйма). Опорные стояки производятся с шагом 150 мм (6 дюймов).
ПРОИЗВОДСТВО СТАЛЬНЫХ РЛАНГОВ
Компания AMET помогла клиентам автоматизировать сварочные процессы для производства стальных шлангов.