Аргонная сварка полуавтоматом
Аргон – инертный одноатомный газ, который не обладает цветом, запахом и вкусом. После азота и кислорода занимает третье место в составе воздуха. Применяется во время сварки полуавтоматом как защитный газ. Полуавтоматическая аргонная сварка популярна более всех прочих. Как
правило, этим способом сваривают алюминий, так как алюминий при комнатной температуре и температуре нагревания капризничает и при контакте с воздухом образует защитную оксидную пленку. Эта пленка мешает последующему окислению. А благодаря аргону, который удаляет кислород от
поверхности алюминия, создаются благоприятные условия для сварки. Такой способ сварки используют и при соединения других металлов, не поддающихся традиционным методам сварки. Лучший инструмент для работы с алюминием – специальный импульсный аппарат. Качество шва после такой
сварки отменное. Но, как показывает опыт, полуавтоматом алюминий тоже можно сварить..jpg)
Полуавтомат должен:
- Поддерживать стабильную и бесперебойную подачу очень мягкой алюминиевой проволоки.
- Обладать возможностью управления сварочным током в пределах, требуемых для стабильной сварки полуавтоматом алюминия.
- Обладать возможностью всегда выдерживать выбранный режим на продолжении длительного времени.
Тонкости эксплуатации полуавтомата для аргонной сварки алюминия
В случае использования не переделанных полуавтоматов высока вероятность возникновения проблем с бесперебойной подачей проволоки и нехватки мощности (у малых аппаратов). Из-за этого проволока приходит в негодность и остается на базовом металле в виде капель..jpg)
Наименование работ | Цена, руб |
Сварка алюминиевой медной трубки диаметром до 10мм | От 300 |
Сварка алюминиевой медной трубки диаметром более 10мм | От 500 |
Сварочный шов до 100 мм | от 20 за 10мм |
Сварочный шов более 100 мм | Договорная |
Двойной сварочный шов до 100мм | от 20 за 10мм |
Двойной сварочный шов более 100мм | Договорная |
Сварка поддона двигателя | От 1000 |
Сварка коллектора двигателя | От 700 |
Сварка блока двигателя | От 1500 |
От 1700 | |
Сварка крышки ГБЦ | От 500 |
Сварка корпуса КПП | От 1200 |
| Сварка деталей подвески | От 300 |
Сварка радиатора | От 500 |
Сварка любых других деталей | Договорная |
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
Наименование работ | Цена, руб |
Пайка 1 отверстия до 10 мм | 500 |
Пайка радиатора сота 1 повреждение | 500 |
Пайка радиатора сота 1 и более повреждений | 300 за 1 повреждение |
Пайка медный трубок | От 300 |
Пайка деталей бытовой техники | Договорная |
Пайка алюминиевой трубки | От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
Наименование работ | Цена, руб |
Сварочный шов до 100 мм | от 5 |
Сварочный шов более 100 мм | Договорная |
Сварка труб глушителя | От 500 |
Мелкие сварочные работы | Договорная |
Сварка алюминия полуавтоматом гост
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.

- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.

Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
 Лучше использовать химическую обработку металла кислотой с последующей промывкой.
Лучше использовать химическую обработку металла кислотой с последующей промывкой.Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалыГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газыГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3. 1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Сварка алюминия полуавтоматом. Советы. — Все о строительстве
Алюминий это очень распространенный материал, который сваривается при помощи полуавтоматической сварки. Алюминиевая проволока имеет хорошую электропроводность и устойчивая к коррозии, также этот материал очень пластичен и легок. Основные сферы промышленности, в которых часто применяется алюминиевая проволока — сварочные работы (из них изготавливаются электроды), а также в качестве универсального элемента крепежа .Благодаря своей высокой прочности алюминиевая проволока также широко используется в строительстве. При этом ее масса является минимальной. Слабое магнитное свойство также относится к плюсам этих изделий металлопроката, которые со временем утрачивают свой металлический блеск. Не страшны ей и влажность, из-за чего она часто входит в состав конструкций, которые напрямую контактируют с водой. Поэтому и при строительстве людям часто нужно алюминиевую проволоку купить. Если раньше сварщик чаще всего пользовался аргонодуговой сваркой, то сегодня, чтобы увеличить объемы работы, применяются полуавтоматы. TIG — это профессиональная сварка, которая требует определенного опыта работы и мастерства, практиковаться придется постоянно.
Алюминиевая проволока имеет хорошую электропроводность и устойчивая к коррозии, также этот материал очень пластичен и легок. Основные сферы промышленности, в которых часто применяется алюминиевая проволока — сварочные работы (из них изготавливаются электроды), а также в качестве универсального элемента крепежа .Благодаря своей высокой прочности алюминиевая проволока также широко используется в строительстве. При этом ее масса является минимальной. Слабое магнитное свойство также относится к плюсам этих изделий металлопроката, которые со временем утрачивают свой металлический блеск. Не страшны ей и влажность, из-за чего она часто входит в состав конструкций, которые напрямую контактируют с водой. Поэтому и при строительстве людям часто нужно алюминиевую проволоку купить. Если раньше сварщик чаще всего пользовался аргонодуговой сваркой, то сегодня, чтобы увеличить объемы работы, применяются полуавтоматы. TIG — это профессиональная сварка, которая требует определенного опыта работы и мастерства, практиковаться придется постоянно. Справиться с полуавтоматом сможет даже начинающий профессионал. Когда человек в первый раз пробует работать с алюминием, он удивляется, что этот процесс легкий и быстрый, шов получается достаточно прочный.Эти сварочные аппараты очень популярны в нашей стране, именно поэтому на рынке сварочного оборудования можно найти высококачественные агрегаты инверторного типа для полуавтоматической сварки.
Справиться с полуавтоматом сможет даже начинающий профессионал. Когда человек в первый раз пробует работать с алюминием, он удивляется, что этот процесс легкий и быстрый, шов получается достаточно прочный.Эти сварочные аппараты очень популярны в нашей стране, именно поэтому на рынке сварочного оборудования можно найти высококачественные агрегаты инверторного типа для полуавтоматической сварки.
Как сваривается алюминиевый материал
Алюминий очень сильно отличается от стали, если сварщик справляется со сталью, то этот легкосплавные материал не доставит хлопот. Вначале сварки необходимо создать эффект перегрева, после чего на одном месте немного дольше задержаться, сделать ванну и дать алюминию подольше прогреться. Горелка аккуратно нагревается, при этом алюминий греется очень быстро, на одном месте горелку держать нельзя, иначе металл просто проплавится.
Выбор ролика
Подающий механизм оснащается роликом, который пускает по себе проволоку. Для алюминия используется специальный ролик, отличающийся от того, что применяется со стальной проволокой. Для стальной проволоки ролик представлен v-образной канавкой, алюминиевый ролик имеет u –образную канавку. Во время движения проволока не должна царапаться, а просто скользить по поверхности. Если проволока для работы стальная, во время сварки сварщик столкнется с определенными трудностями. Есть горелки, оснащающиеся направляющим каналом, по нему будет двигаться проволока, отличным вариантом станет тефлоновый канал, который гладкий внутри и проволока, двигаясь по нему, не подвергается царапанию.
Для алюминия используется специальный ролик, отличающийся от того, что применяется со стальной проволокой. Для стальной проволоки ролик представлен v-образной канавкой, алюминиевый ролик имеет u –образную канавку. Во время движения проволока не должна царапаться, а просто скользить по поверхности. Если проволока для работы стальная, во время сварки сварщик столкнется с определенными трудностями. Есть горелки, оснащающиеся направляющим каналом, по нему будет двигаться проволока, отличным вариантом станет тефлоновый канал, который гладкий внутри и проволока, двигаясь по нему, не подвергается царапанию.
Токопроводящий наконечник
Отличным вариантом станет медный наконечник, он изготавливается по соответствующей технологии. Это необходимо для того, чтобы проволока не царапалась, наконечники представлены разными изготовителями и работают без нареканий. Диаметр наконечника имеет немаловажное значение, алюминий мгновенно нагревается и при этом расширяется, поэтому наконечник берется на 2-3 мм больше, чем проволока. Ручка механизма не затягивается в отличие от работы со стальной проволокой, достаточно плотно прижать. При высоком давлении алюминий быстро деформируется.
Ручка механизма не затягивается в отличие от работы со стальной проволокой, достаточно плотно прижать. При высоком давлении алюминий быстро деформируется.
Cварочная проволока для сварки алюминия и его сплавов
Сварка алюминия может выполняться различными видами сварки. Однако наиболее распространенные методы — аргонодуговая TIG сварка неплавящимся вольфрамовым электродом и импульсная полуавтоматическая MIG сварка сварочной алюминиевой проволокой.
Считается, что наиболее качественная сварка алюминия может быть только с помощью TIG сварки. Но при грамотном выборе сварочного оборудования, технологии сварки, и когда проволока алюминиевая надлежащего качества, полуавтоматическая сварка не уступает по качеству TIG сварке, и даже превосходит вторую по производительности.
Сварка алюминия и его сплавов. Подготовка поверхностей
Алюминий необходимо тщательно подготовить перед сваркой для того, чтобы получить качественный и красивый сварной шов. На поверхности имеется оксидная пленка, которую обязательно надо снять. Это можно сделать металлической щеткой или другим абразивным материалом. Торцы можно зачистить напильником. Желательно двигать щеткой в одном направлении, чтобы не втирать уже снятую оксидную пленку обратно в материал.
На поверхности имеется оксидная пленка, которую обязательно надо снять. Это можно сделать металлической щеткой или другим абразивным материалом. Торцы можно зачистить напильником. Желательно двигать щеткой в одном направлении, чтобы не втирать уже снятую оксидную пленку обратно в материал.
Сварка алюминия и его сплавов полуавтоматической сваркой MIG. Выбор оборудования
- Необходимо грамотно подобрать сварочную горелку. Во-первых, желательно, чтобы ее длина не превышала 3 метра (проволока алюминиевая очень мягкая, это предотвратит ее залом в канале горелки). Шлейф при сварке должен быть прямым. Если не хватает длины горелки (источник невозможно приблизить к рабочему месту), то необходимо использовать оборудование с отдельным подающим механизмом, и тогда использовать трехметровую горелку.
- Стандартный стальной канал в горелке надо заменить на специальный тефлоновый для алюминиевых проволок – это уменьшит трение проволоки при сварке.
- Для сварки алюминия необходимо использовать специальные токосъемные наконечники, что уменьшит трение проволоки при подаче.
- Также скорость подачи алюминиевой проволокина 15-20% выше, чем для той же толщины стали. Алюминий обладает большой теплопроводностью и это уменьшит нагрев проволоки и предотвратит деформацию, замятие и перегибы во время сварки.

Сварка алюминия и его сплавов полуавтоматической сваркой MIG. Купить Алюминиевую проволоку
Для сварки алюминия применяется проволока алюминиевая сплошного сечения. Очень важно подобрать сварочную горелку с нужным диаметром канала в зависимости от диаметра проволоки. Необходимо помнить о правилах хранения проволоки – она очень чувствительна к кислороду и влажности (приводит к окислению) – качество проволоки значительно ухудшается, что скажется на качестве сварного шва. Соответствующая марка проволоки выбирается в зависимости от марки свариваемого алюминия или алюминиевого сплава, определяемой их химическим составом.
Купить проволоку для полуавтомата в Минске Вы можете, обратившись в наш отдел продаж. Если вы хотите купить проволоку для полуавтомата в других городах Беларуси, то обращайтесь за консультацией в наши представительства, которые есть в каждом областном городе, а также в Барановичах.
Если вы хотите купить проволоку для полуавтомата в других городах Беларуси, то обращайтесь за консультацией в наши представительства, которые есть в каждом областном городе, а также в Барановичах.
Алюминиевая проволока купить можно за наличный и безналичный расчеты. Если Вы хотите купить проволоку для полуавтомата в Минске за наличный расчет, то на Машиностроителей, 29 открыт специализированный магазин сварки. Вам помогут выбрать и купить проволоку для полуавтомата, необходимую непосредственно для ваших видов сварочных работ.
Полезная и справочная информация информация
Сварка алюминиевых сплавов полуавтоматом (MIG/MAG — сварка) осуществляется сварочной проволокой для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон или смесь аргона и углекислоты. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
• значительно увеличивается пористость шва и при этом уменьшается прочность;
• застывший шлак плохо отделяется;
• присутствует сильное разбрызгивание металла.
Основной причиной использования этого метода сварки, это его дешевизна. Поэтому сварка полуавтоматом без защитного газа имеет популярность у «халтурщиков», которым не до эстетики и качестве шва.
Сварка алюминия отличается от сварки стали тем, что алюминий имеет большую теплопроводность, влекущую при сварке массивных конструкций обязательный дополнительный прогрев.
Именно этот метод нашёл широкие применение при сварке в промышленных масштабах. В том числе в автомобильной и авиационной промышленности. Тем более, что в этом случае используются:
• высококачественный инертный газ и присадочная проволока;
• труд высококвалифицированных сварщиков;
• профессиональное оборудование.
В совокупности, эти три фактора обеспечивают высокий результат.
Чем отличается сварка алюминия полуавтоматом от аргонодуговой (TIG)
Основные отличия:
1. Используется различный тип электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
2. Аргонодуговой метод предназначен для ручного вида сварки.
3. Чаще всего аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
4. Сварка вольфрамовым электродом (TIG) требует больше денежных вложений на расходные материалы и комплектующие.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование импульсного режима дает эффект, моментального пробивания оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и сильные стороны сварки полуавтоматом алюминия:
1. Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
2. Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
3. Наличие импульсного режима в аппарате MIG позволяет увеличить эффективность выполнения сварочных работ и качество шва.
4. Обязательно использование высококачественной сварочной проволоки.
5. Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30% напряжения.
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
1. Сварка должна осуществляться на токе обратной полярности, в противном случае оксидная пленка не разрушится.
Сварка должна осуществляться на токе обратной полярности, в противном случае оксидная пленка не разрушится.
2. Желательно чтобы механизм протяжки проволоки имел 4 ролика, так как алюминий мягкий металл и будет сминаться при сопротивлении в момент подачи. Важно, чтобы ролик был U — образный, гладкий и без насечек.
3. Наконечник в горелке должен стоять на размер больше чем используется проволока, так как при нагреве алюминий расширяется сильнее, чем сталь.
4. Желательно использовать сварочную смесь 98/2 в качестве инертного газа, так как в этом случае обеспечивается высокое качество сварного шва, и достаточное охлаждение горелки.
5. Горелка к полуавтомату должна иметь специальный тефлоновый канал для того, чтобы уменьшить трение алюминиевой проволоки.
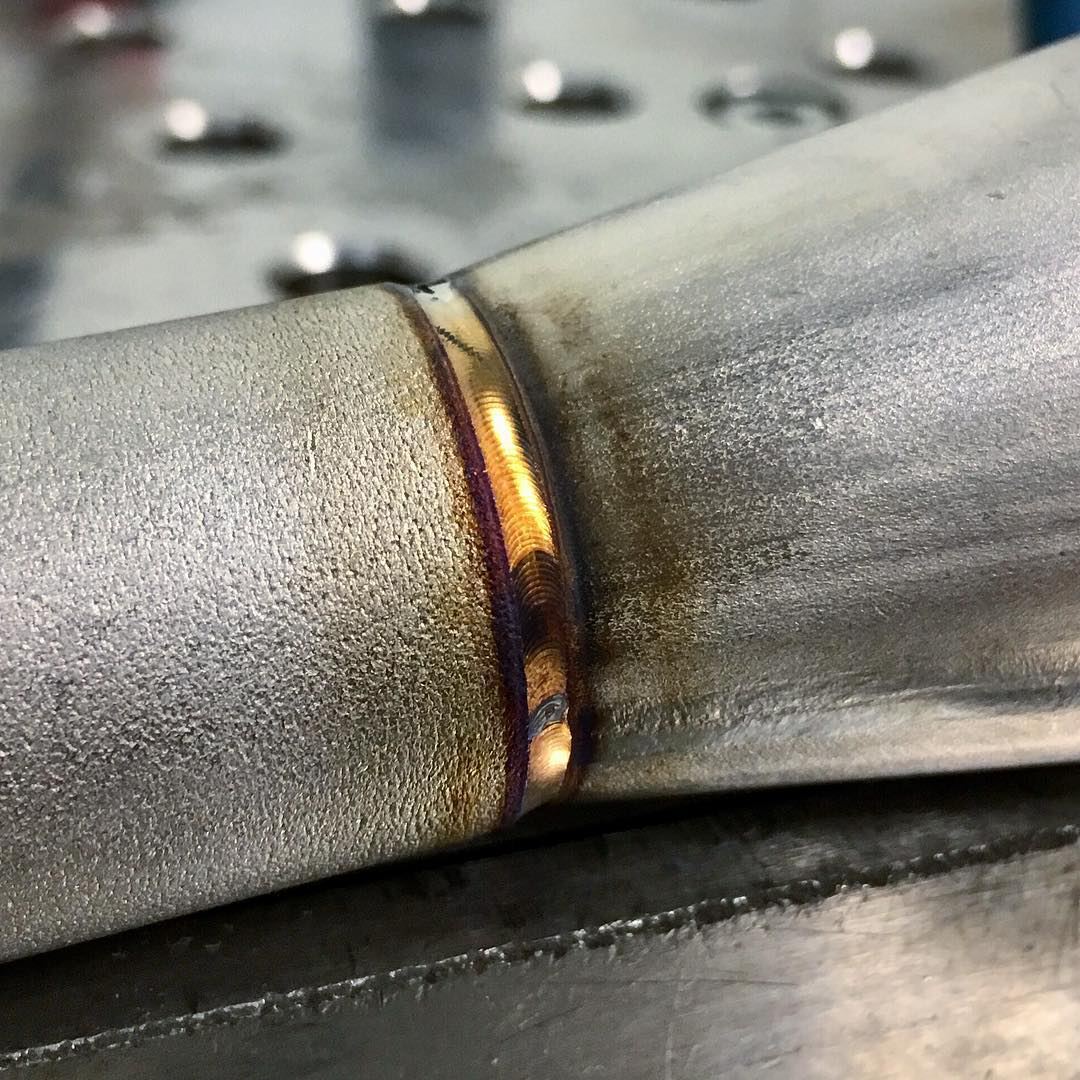
Сварка алюминия полуавтоматом в аргоне
Сварка алюминия – сложный технологический процесс. Здесь есть некоторые особенности не свойственные сварочному процессу других металлов.
Во-первых, на поверхности расплавленного алюминия образуется оксидная пленка не зависимо от наличия защитной среды. В качестве таковой для сварки алюминия используют только аргон. Сложность в том, что температура плавления алюминия 660°С, а оксид алюминия плавится при температуре 2050°С. При температуре 2518°С наступает порог кипения. Поэтому велика вероятность прожога металла.
В качестве таковой для сварки алюминия используют только аргон. Сложность в том, что температура плавления алюминия 660°С, а оксид алюминия плавится при температуре 2050°С. При температуре 2518°С наступает порог кипения. Поэтому велика вероятность прожога металла.
Поскольку оксидная пленка служит барьером, и не дает возможности работать с металлом на малых температурах, возникает необходимость избавиться от этой пленки. За неимением нужных технологий, сварщики пытались делать это механически концом электрода. Современное оборудование позволяет с этим бороться. Секрет кроется в использовании переменного тока высокой частоты. Почему именно переменный ток? Поток электронов возвращаясь в обратном направлении, то есть от металла к электроду сильней прогревает поверхность жидкого металла и оксид алюминия расплавляется.
Во-вторых, алюминий обладает высокой теплопроводностью, как следствие, локально прогреть кромки свариваемых деталей практически невозможно, тепло очень быстро распространяется и улетучивается во внешнюю среду. Массивные детали предварительно прогревают. Для тонкого, листового алюминия большое количество тепла создается за счет мощности дуги. Также необходимо соизмерять это с низкой температурой плавления алюминия и высокой температурой плавления оксидной пленки. Процесс противоречивый, поэтому и применяется переменный ток. Из-за своего возвратного движения, электроны разрушают оксидную пленку.
Массивные детали предварительно прогревают. Для тонкого, листового алюминия большое количество тепла создается за счет мощности дуги. Также необходимо соизмерять это с низкой температурой плавления алюминия и высокой температурой плавления оксидной пленки. Процесс противоречивый, поэтому и применяется переменный ток. Из-за своего возвратного движения, электроны разрушают оксидную пленку.
В-третьих, алюминий очень быстро кристаллизуется и по окончании сварки в конце шва образуется не очень красивый кратер. Многие сварщики полагаются на свое мастерство, но все-таки лучше довериться сварочным аппаратам, которые оснащены функцией снижения сварочного тока в конце сварки. Это позволяет закончить сварочный шов без образования нежелательных кратеров.
Сварка алюминия полуавтоматом в аргоне
Сварка алюминия полуавтоматом в режиме MIG/MAG позволяет преодолеть сопротивление оксидной пленки. Название говорит само за себя MIG (metal, inert gas), то есть происходит присадка металла плавящегося электрода в сварочную ванну, в среде инертного газа. Смысл полуавтоматической сварки заключается в том, что плавящийся электрод или проволока подается толкающими роликами автоматически, а горелку сварщик ведет вручную.
Смысл полуавтоматической сварки заключается в том, что плавящийся электрод или проволока подается толкающими роликами автоматически, а горелку сварщик ведет вручную.
Для сварки алюминия используется однородная проволока высокого качества. Скорость подачи проволоки сварщик регулирует полагаясь на свои способности и уровень мастерства. Профессионалы предпочитают делать это ножной педалью. Можно задавать нужное значение скорости подачи проволоки на самом аппарате. При сварке массивных изделий требуется более глубокий провар, и количество присадочной проволоки увеличивается.
Для достижения отличного результата используют сварочные полуавтоматы с режимом импульсной сварки. На основной сварочный ток накладывается дополнительный ток высокой амплитуды. Этот процесс происходит с заданной частотой (регулировка этого параметра также предусмотрена). Импульсы с легкостью пробивают оксидную пленку.
Основная задача импульсов – мелкокапельный перенос электродного металла и перемешивание его с основным металлом.
Второе происходит за счет ударного вторжения капли в сварочную ванну. Хорошо подобранная частота импульсов обеспечивает эстетически красивый шов.
Сварка алюминия аргонодуговой сваркой
Аргонодуговая сварка отличается тем, что процесс осуществляется неплавящимся электродом с использованием присадочной проволоки в среде защитных газов. Сварка осуществляется аппаратами инверторного типа в режиме TIG (tungsten, inert gas) на переменном токе. В качестве неплавящихся используют вольфрамовые либо графитовые электроды. Этот процесс происходит в три раза медленнее, нежели описанный выше, но результат его значительно лучше.
Предварительно зажигается дуга и острозаточенный вольфрамовый электрод формирует шарик на конце, с этого момента можно приступать к дальнейшей сварке. Дуга хорошо сохраняет свою стабильность. Переноса металла в дуге не происходит. Присадочная проволока подается вручную к цоколю сварочной ванны, к ее передней кромке, легкими прикосновениями, через одинаковые промежутки времени.
Для сварки алюминия подойдут универсальные вольфрамовые электроды, как для постоянного таки для переменного тока. Важно не задевать сварочный шов электродом, чтоб избежать вольфрамовых включений в металл шва. При сварке алюминия требуется устанавливать правильный сварочный ток, управлять скоростью сварки, контролировать формирование сварочной ванны.
Проволока для сварки алюминия
Для сварки алюминия может использоваться алюминиевая проволока, выпускаемая на катушках, либо алюминиевые прутки, продаются в упаковках. Присадочная проволока, также, как и прутки редко изготавливаются из чистого алюминия, в основном это сплав алюминия с кремнием, магнием.
Такой сплав является универсальным для сварки изделий содержащий алюминий в своем составе. Процентное содержание легирующего элемента в проволоке и прутках не слишком велико (к примеру, кремния может содержатся от 0.5% до 5%), поэтому физические характеристики сварочного шва изменяются незначительно, в большей степени это влияет на устойчивость к окислению и предотвращение образования микротрещин.
Осциллятор для сварки алюминия
Основное предназначение осциллятора – создавать большую разницу потенциалов на разнополярных элементах. За счет этого в момент, когда подносим электрод к свариваемому металлу, дуга воспламеняется бесконтактным способом, уже на достаточном расстоянии. Таким образом исключается прикосновение электродом свариваемой детали.
Если представить развернутую диаграмму переменного тока в виде графика синусоидального типа, то при смене полярности график пересекает нулевые значения. При значениях тока близких к нулю сварка алюминия происходить не может. Осциллятор применяется для того, чтобы в эти моменты давать дополнительный высоковольтный импульс заданной амплитуды, тем самым происходит компенсация малых значений тока. Сварочный процесс сохраняет свою стабильность. Процесс генерирования импульсов синхронизируются с основной синусоидой. Современные осцилляторы способны генерировать высокочастотные импульсы в 500кГц.
 8px;width: 550px;» border=»1″ cellpadding=»1″ cellspacing=»1″>
8px;width: 550px;» border=»1″ cellpadding=»1″ cellspacing=»1″>Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах.
ГОСТ 27580-88
Группа В05
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ.
Основные типы, конструктивные элементы и размеры
Arc welding of aluminium and
aluminium alloys in inert gases. Acute and blunt weld joints.
Main types, design elements and dimensions
ОКСТУ 0072
Срок действия с 01.01.89
до 01.01.94*
______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 5-6 1993 г.). — Примечание «КОДЕКС».
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18. 01.88 N 67
01.88 N 67
2. ВВЕДЕН ВПЕРВЫЕ
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
|
|
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно и устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва, выполненных дуговой сваркой в инертных газах.
Стандарт не распространяется на сварные соединения трубопроводов.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИН — ручная неплавящимся электродом с присадочным металлом;
АИН — автоматическая неплавящимся электродом с присадочным металлом;
АИН — автоматическая неплавящимся электродом с присадочным металлом — трехфазная;
АИП — автоматическая плавящимся электродом — однодуговая;
ПИП — полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-19.
Таблица 1
|
|
|
|
|
|
| ||||
РИН | АИН | АИН | ПИП | АИП | нения | |||||
Без скоса кромок | Одно- | 0,8-6,0 | 0,8-6,0 | — | 4-12 | 4-12 | 179°- 122° | У1 | ||
0,8-20,0 | 0,8-20,0 | — | 4-12 | 4-12 | 121°-91°; | |||||
0,8-12,0 | 0,8-12,0 | — | 4-12 | 4-12 | 30°-5° | |||||
Угло- | Одно- | 0,8-5,0 | 0,8-16,0 | 5-25 | 3-12 | 3-12 | 179°- 136° | У2 | ||
Без скоса кромок | Двусто- | 2,0-6,0 | 2,0-10,0 | 10-30 | 4-8 | 4-12 | 179°-91° | У3 | ||
2,0-6,0 | 2,0-6,0 | — | 4-12 | 4-12 | 89°-60° | |||||
Со скосом одной кромки | Одно- | 4,0-20,0 | — | — | 6,0-20,0 | — | 179°-122° | У4 | ||
4,0-20,0 | 4,0-20,0 | — | 4,0-20,0 | 4,0-20,0 | 89°-32° | |||||
Угло- | Двусто- | 4-20 | — | — | 6-20 | — | 179°-122° | У5 | ||
4-20 | 4-20 | — | 4-20 | 4-20 | 89°-60° | |||||
С двумя скосами одной кромки | Двусто- | 12-35 | — | — | 12-35 | — | 179°- 165°; | У6 | ||
Угло- | Со скосом одной кромки | Одно- | 4-20 | — | — | 6-20 | — | 179°- 136° | У7 | |
С двумя скосами одной кромки и одним скосом второй кромки | Двусто- | 12-30 | 12-30 | 32-60 | 12-30 | 12-30 | 179°- 136° | У8 | ||
Со скосом двух кромок | Одно- | 4-20 | 8-20 | — | 10-30 | 10-30 | 179°- 122° | У9 | ||
12-30 | 12-30 | — | 12- 30 | 12-30 | 89°- 61° | |||||
Угло- | Двусто- | 4-20 | 4-40 | 20-40 | 10- 30 | 10-30 | 179°- 122° | У10 | ||
12-30 | 12-30 | — | 12-30 | 12-30 | 89°-61° | |||||
Без скоса кромок | Одно- | 1-20 | 2-20 | 3-20 | 3-20 | 3-20 | 91°-179° | Т1 | ||
Тавро- | Двусто- | 1-20 | 2-30 | 3-20 | 3-20 | 3-20 | 91°-120° | Т2 | ||
Со скосом одной кромки | Одно- | 4-20 | 4-20 | — | 4-20 | 4-20 | 91°-149° | Т3 | ||
Со скосом одной кромки | Двусто- | 4-20 | 4-20 | — | 4-20 | 4-20 | 91°-149° | Т4 | ||
Тавро- | Одно- | 4-20 | 4-20 | — | 4-20 | 4-20 | 89°-59° | Т5 | ||
Двусто- | 4-20 | 4-20 | — | 4-20 | 4-20 | 89°-59° | Т6 | |||
С двумя скосами одной кромки | 12-35 | 12-35 | — | 12-35 | 12-35 | 91°-100° | Т7 | |||
Тавро- | С двумя криво- | Двусто- | 32-60 | — | — | 32-60 | — | 91°-105° | Т9 | |
Таблица 2
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготовленных кромок свариваемых | сварного |
|
|
|
|
| ||||||
ния | деталей | 179°-122° | 121°-91° | 89°-31° | 30°-5° | ||||||||
РИН; | От 0,8 до 2,5 | +0,5 | 0,8 | ||||||||||
Св. | 2s+5 | 1,0 | ±0,5 | ||||||||||
Св. 6,0 до 10,0 | +1,0 | 2s+4 | — | ||||||||||
У1 | Св. 10,0 до 12,0 | 0 | — | 2s+6 | 2s+5 | 2,0 | ±1,0 | ||||||
Св. | +2,0 | — | |||||||||||
АИП; ПИП | От 4,0 до 10,0 | +1,0 | От 0 до 0,5s | ||||||||||
Св. 10,0 до 12,0 | +2,0 | 2s+5 | 2s+4 | 1 | +2,0 | ||||||||

 2,5 до 6,0
2,5 до 6,0 12,0 до 20,0
12,0 до 20,0
Таблица 3
Размеры, мм
|
|
|
|
|
|
| |||||
ние сое- | подготов- | свар- |
|
|
|
|
| ||||
179°-160° | 159°-136° | ||||||||||
От 0,8 до 1,0 | 0 | ±1,5 | 2s+5 | 2s+7 | 0,8 | ||||||
РИН; | Св. | 1 | ±0,5 | ||||||||
Св. 2,0 до 5,0 | 1 | ±1,0 | 1,0 | ||||||||
АИН; АИН | От 5,0 до 16,0 | 3 | ±1,5 | s+6 | 2,0 | ||||||
У2 | Св. | 3,0 | |||||||||
АИН | Св. 18,0 до 22,0 | 1,5 | 4,0 | ±1,0 | |||||||
Св. 22,0 до 25,0 | 4,5 | ||||||||||
АИП; ПИП | От 3,0 до 12,0 | ±1,0 | 2,0 | ||||||||

 1,0 до 2,0
1,0 до 2,0 16,0 до 18,0
16,0 до 18,0
Таблица 4
Размеры, мм
|
|
|
|
|
|
| |||||||
ние сое- | подготов- | сварного |
|
|
|
|
| ||||||
деталей | 179°-150° | 149°-91° | 89°-60° | 179°-91° | 89°-60° | ||||||||
РИН ; | От 2 до 3 | s+3 | s+4 | 5 | |||||||||
Св. | s+6 | s+7 | s+4 | 3 | +1 | 1 | ±0,5 | ||||||
Св. 6 до 8 | +7 | +8 | 10 | ||||||||||
АИН | Св. 8 до 10 | ||||||||||||
От 10 до 14 | s+8 | s+10 | |||||||||||
Св. | s+5 | s+6 | — | 4 | 2 | ±1,0 | |||||||
У3 | АИН | Св. 18 до 20 | 13 | 0 | +2 | ||||||||
Св. 20 до 24 | s+3 | s+4 | |||||||||||
Св. | s | s+2 | 5 | ||||||||||
АИП; ПИП | От 4 до 6 | 1 | ±0,5 | ||||||||||
Св. 6 до 8 | 3 | ||||||||||||
Св. | s+6 | s+8 | s+6 | 10 | 4 | +1 | 2 | ±1,0 | |||||
АИП | Св. 10 до 12 | ||||||||||||
ПИП | От 8 до 12 | — | |||||||||||

 3 до 6
3 до 6 14 до 18
14 до 18 24 до 30
24 до 30 8 до 10
8 до 10Таблица 5
Размеры, мм
|
|
|
|
|
|
| |||||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
| ||||||
деталей | 179°- | 89°- |
|
| |||||||||||
От 4 до 6 | 2 | ||||||||||||||
РИН; | Св. | 1,6s+7 | 1,5s+8 | +1 | 2 | ||||||||||
Св. 10 до 14 | 3 | ±1 | |||||||||||||
Св. 14 до 20 | 1,6s+10 | 1,6s+5 | +2 | 3 | ±1 | ||||||||||
От 4 до 6 | — | ||||||||||||||
Св. | 1,4s+6 | 4 | +1 | 2 | |||||||||||
У4 | Св. 8 до 10 | 1,4s+6 | 0 | 60° | |||||||||||
ПИП | Св. | ±2 | |||||||||||||
Св. 12 до 14 | 1,6s+7 | 1,6s+7 | |||||||||||||
Св. 14 до 20 | 5 | +2 | 4 | ±2 | |||||||||||
От 4 до 10 | 1,5s+8 | ||||||||||||||
АИН; АИП | Св. | — | 1,6s+5 | ||||||||||||

 6 до 10
6 до 10 6 до 8
6 до 8 10 до 12
10 до 12 10 до 20
10 до 20
Таблица 6
Размеры, мм
|
|
| s |
|
|
|
|
| |||||||||
ние соеди- | подготовленных кромок свариваемых | сварного |
|
|
|
|
|
|
| ||||||||
деталей | 179°- | 89°- | Св. 90° | До 90° |
|
| |||||||||||
РИН | От 4 до 6 | 1,5s+6 | 1,5s+8 | 3 | |||||||||||||
Св. | 2 | +1 | 2 | ||||||||||||||
Св. 8 до 10 | 1,5s+8 | 10 | +1 | ||||||||||||||
У5 | Св. 10 до 12 | 1,6s+10 | 1,6s+5 | 4 | |||||||||||||
Св. | 13 | 3 | 0 | +2 | 3 | +1 | 60° | ||||||||||
ПИП | От 4 до 6 | — | 1,4s+6 | 3 | +1 | 2 | |||||||||||
От 6 до 10 | 1,4s+6 | 10 | 4 | ±2 | |||||||||||||
Св. | 1,6s+7 | 4 | |||||||||||||||
Св. 14 до 20 | 1,6s+7 | 13 | 5 | 5 | +2 | 4 | ±2 | ||||||||||
АИН ; | От 4 до 8 | 1,5s+8 | 3 | 2 | +1 | ||||||||||||
АИП | Св. | — | — | ±1 | 2 | ±1 | |||||||||||
Св. 10 до 20 | 1,6s+7 | 4 | 3 | +2 | 3 | ||||||||||||

 6 до 8
6 до 8 12 до 20
12 до 20 10 до 14
10 до 14 8 до 10
8 до 10
Таблица 7
Размеры, мм
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||
ние | не более | при | ||||||||||||||||||||||||||
сое- | подготовлен- | сварного |
|
|
| |||||||||||||||||||||||
деталей | 179°- 175° | 89°- | 174°- 170° | 84°- | 169°- 165° | 79°- | 174°- 170° | 84°- | 169°- 165° | 79°- |
|
| Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | ||||||||||
РИН | От 12 до 14 | 2 | 5 | |||||||||||||||||||||||||
Св. | 2 | 6 | ||||||||||||||||||||||||||
Св. 16 до 18 | s+2 | 5 | ±2 | 7 | ||||||||||||||||||||||||
У6 | Св. | 1,1s+5 | 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 | ° | ° | ° | ° | 3 | ±1 | 0 | +2 | 8 | 60° | ||||||||||||
Св. | 9 | |||||||||||||||||||||||||||
Св. 22 до 24 | s+3 | 4 | 10 | ±3 | 10 | |||||||||||||||||||||||
РИН | Св. | 11 | ||||||||||||||||||||||||||
Св. 26 до 28 | s+3 | 12 | ||||||||||||||||||||||||||
Св. | 1,1s+5 | 0,9s+6 | 0,8s+5 | 0,8s+5 | 0,9s+10 | 1,2s+8 | ° | ° | ° | ° | 4 | ±1 | 10 | 2 | 13 | 60° | ||||||||||||
У6 | Св. | ±3 | 0 | +2 | 14 | |||||||||||||||||||||||
Св. 32 до 35 | s+4 | 15 | ||||||||||||||||||||||||||
ПИП | От 12 до 14 | s+2 | +1 | 6 | 4 | 4 | ||||||||||||||||||||||
Св. | 5 | |||||||||||||||||||||||||||
Св. 16 до 18 | s+2 | 4 | 6 | |||||||||||||||||||||||||
Св. | +1 | 6 | ±3 | 0 | +2 | 4 | 7 | 60° | ||||||||||||||||||||
Св. 20 до 22 | 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 | ° | ° | ° | ° | 8 | |||||||||||||||||||
Св. | s | 9 | ||||||||||||||||||||||||||
Св. 24 до 26 | 5 | 10 | ±4 | 10 | ||||||||||||||||||||||||
ПИП | Св. | 5 | 11 | |||||||||||||||||||||||||
У6 | Св. 28 до 30 | +1 | 10 | +4 | 0 | +2 | 4 | 12 | 60° | |||||||||||||||||||
Св. | s | 0,9s+6 | 0,8s+5 | 0,9s+10 | 1,2s+8 | ° | ° | ° | ° | 13 | ||||||||||||||||||
Св. 32 до 35 | 14 | |||||||||||||||||||||||||||
 90°
90°
 14 до 16
14 до 16 18 до 20
18 до 20 20 до 22
20 до 22 24 до 26
24 до 26 28 до 30
28 до 30 30 до 32
30 до 32 14 до 16
14 до 16 18 до 20
18 до 20 22 до 24
22 до 24 26 до 28
26 до 28 30 до 32
30 до 32
Таблица 8
Размеры, мм
|
|
|
|
|
|
|
| ||||||
ние сое- | подготов- | сварного шва |
|
|
|
|
|
|
| ||||
РИН | От 4 до 10 | 1,6s+7 | 2 | +1 | |||||||||

инструкции по сварке проволоки для полуавтоматической дуговой сварки
ISD Сварка | Добро пожаловать на наш веб-сайт
В число продаваемых расходных материалов входят сплошная сварочная проволока, порошковая проволока, проволока для сварки под флюсом и флюсы, электроды и сварочные стержни. Мы — ISD Welding, Vision 2020 Industrial Supplies Development Co. LTD была основана в 1991 году для обслуживания потребностей в тяжелом оборудовании в Королевстве Саудовская Аравия.
Мы — ISD Welding, Vision 2020 Industrial Supplies Development Co. LTD была основана в 1991 году для обслуживания потребностей в тяжелом оборудовании в Королевстве Саудовская Аравия.
Что такое машинная сварка? — Novarc
Полуавтоматическая сварка — это ручная сварка с использованием оборудования, которое автоматически контролирует один или несколько режимов сварки.Сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу. 3. Станок (Механизированный
Тенденции в сварочной отрасли — Easyfairs
роботов (полуавтомат) для эффективной и качественной сварки деталей, например, для машиностроения, автомобилестроения, строительного сектора и мебельной промышленности. Все это требует хорошо — сварка с обучением…
Класс сварки — Сварочные инструменты и материалы -…
MIG (сварка металла в инертном газе) — это полуавтоматический процесс дуговой сварки, при котором через сварочную горелку подается плавящийся проволочный электрод и защитный газ. известный как факел.Машина вырабатывает мощный электрический ток, который проходит по расходуемой проволоке к вашим деталям, сплавляя и плавя проволоку и основной металл вместе.
известный как факел.Машина вырабатывает мощный электрический ток, который проходит по расходуемой проволоке к вашим деталям, сплавляя и плавя проволоку и основной металл вместе.
Hyperfill — большие и быстрые сварные швы в полуавтоматическом режиме…
Благодаря своей инновационной двухпроволочной конструкции HyperFill может использовать две проволоки меньшего диаметра для получения большей сварочной капли и дугового конуса. В свою очередь, это создает большую сварочную ванну, которой легко управлять и контролировать, что позволяет операторам увеличивать наплавку в среднем на 50% по сравнению с традиционным однопроволочным …
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ — Parweld
Дуговая сварка металла в газе После первоначального руководства Установка силы тока и скорости подачи проволоки, источник питания / подающий блок обеспечивают автоматическое саморегулирование электрических характеристик дуги.Таким образом, сварщику требуется только ручное управление для полуавтомата
Технический центр округа Бедфорд
Дуговая сварка металла, газовая вольфрамовая дуговая сварка, дуговая сварка сердечником под флюсом, пайка, плазменная резка и кислородно-топливная резка. Ручные, полуавтоматические и автоматические сварочные процессы также включены в инструкцию. Студенты изучают безопасность на рабочем месте
Ручные, полуавтоматические и автоматические сварочные процессы также включены в инструкцию. Студенты изучают безопасность на рабочем месте
SAW —
Применение: в основном используется для сварки Т-образных и стыковых вертикальных сварных швов низкоуглеродистой стали, низколегированной стали и среднеуглеродистой стали; Широко используется в стальных конструкциях, мостах, котлах и т. Д.. Основные характеристики 1. С большим мощным серийным источником питания постоянного тока ZD5 и источником прямоугольной волны переменного тока ZDE-1250, эффективность сварки более чем в два раза по сравнению с другими сварочными аппаратами; 2, Anterior DC
Сравнение GMAW и FCAW для новичков: выберите лучший процесс…
Когда вы готовитесь купить свой первый сварочный аппарат с подачей проволоки, вы не хотите тратить деньги на игрушку, которая идет с мусор через несколько недель. Вы, вероятно, захотите использовать вход 115 В для портативности, но, возможно, захотите перейти на машину с входом 230 В для сварки более толстого материала.
WEL 160 — 01h3
Газовая дуговая сварка металлов Введение в полуавтоматические сварочные процессы с упором на практическое применение. Включает в себя изучение присадочной проволоки, флюсов и газов. Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю. Class Nuer 39004 Career Credit
Оборудование для автоматизации сварки, шовный сварщик
Мы продаем автоматическое сварочное оборудование, такое как сварочный шовный трекер, сварочный осциллятор, регулятор высоты ARC, тележка для автосварки, сварочные электрические направляющие.На главную Продукция Сварочные вращатели Самовыравнивающиеся вращатели SAR 10 Самоцентрирующиеся сварочные ролики SAR20 Самоцентрирующийся резервуар
Сварка — Академия сварки Южного побережья
Совместная программа сварки металлов, годичный сертификат по сварке, дает навыки практического применения методов сварки, а также эксплуатации и технического обслуживания соответствующих инструментов в отрасли. Программа включает обучение дуговой сварке, полуавтоматической сварке (MIG) и сварке вольфрамовым электродом в среде инертного газа (TIG). К выпускным требованиям студенты должны сдать минимум 1 пластину…
К выпускным требованиям студенты должны сдать минимум 1 пластину…
AGW | Автоматический аппарат для кольцевой сварки, AGW I, AGW II, AGW LW…
AGW | Аппарат для автоматической кольцевой сварки Аппарат для автоматической кольцевой сварки (AGW) A.К.А. (3:00, 3 O»clock Welder) выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее, чем при использовании стандартных ручных методов, сокращая время сварки резервуаров для хранения до 40%. Операционная
Консультации по автоматизации сварки | Специалист по сварке швов
Автоматические машины для сварки швов стали проще 513.444.6965 Cell — 323.582.7786 Факс Домой · Компания · Контакты Консультации для клиентов металлообрабатывающих и сварочных фабрик более 40 лет. Свяжитесь с нами, чтобы получить помощь по сварке и строганию швов.
OM-BTB-1.1 Лучшая из лучших платформ Руководство для владельца пистолета MIG
1-2 Дуговые лучи и опасности сварки представлены: 1) полуавтоматический сварочный аппарат постоянного напряжения (проволока), 2) ручной сварочный аппарат постоянного тока или 3 ) сварочный аппарат переменного тока с пониженным напряжением холостого хода. В большинстве случаев используется сварочный аппарат постоянного тока с постоянным напряжением
В большинстве случаев используется сварочный аппарат постоянного тока с постоянным напряжением
Дуговая сварка под флюсом — Википедия
Дуговая сварка под флюсом (SAW) — это распространенный процесс дуговой сварки. Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса.Первоначально разработан и запатентован Jones
Сварка — Курсы и описания :: Колледж Ред-Ривер…
MANU-1014 Специальные сварочные приложения — Теория Дополнительная информация Этот курс предоставит студентам базовые теоретические знания о многочисленных приложениях, применениях и различных типах резки и сварки, например, воздушно-дуговой резки и строжки, плазменной резки
Китайский автоматический сварочный аппарат, автоматический…
Китайские производители автоматов для сварки
Ram Products.СВАРОЧНЫЙ ПРОВОД ER70S6 .045 33 LB
Проволока Mig с медным покрытием премиум-класса. Для автоматической / полуавтоматической газовой дуговой сварки металла. Соответствует AWS A5.18: ER760S-6 Net Wt. 33 фунта.
Соответствует AWS A5.18: ER760S-6 Net Wt. 33 фунта.
Трехфазный сварочный аппарат — Все промышленные производители — Видео
Сварочный аппарат MIG-MAG / мобильный / с 4-роликовым механизмом подачи проволоки / полуавтоматический Servifil 553S Contact Сварочный аппарат MIG-MAG Servifil 553S Ток: 30 A — 500 A Servifil 553S Servifil представляет собой серию трехфазных генераторов с пошаговым управлением для полуавтоматической сварки (MIG / MAG
системы сварки Tip Tig, процесс GTAW с горячей проволокой,…
Процесс Tip Tig является полуавтоматическим , вариант ручной газо-вольфрамовой дуговой сварки (GTAW) с горячей проволокой.Постоянно подаваемый предварительно нагретый присадочный металл значительно улучшает скорость наплавки. В систему оборудования входит механизм перемешивания присадочной проволоки
Сварка — Диплом | Программы | NSCC
WEMF 2000 — Процессы полуавтоматической сварки проволокой I Этот курс предназначен для ознакомления учащихся с процессами газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW). Информация о типах электродов, защитных газах и источниках питания будет закрыта.
Информация о типах электродов, защитных газах и источниках питания будет закрыта.
Дуговая сварка под флюсом (SAW): работа, преимущества,…
Дуговая сварка под флюсом была открыта в 1935 году Ротермундом и Джонсом, Кеннеди.Эта сварка может выполняться в полуавтоматическом режиме, в противном случае — в автоматическом режиме, но, как правило, работа этой пилы может выполняться в автоматическом режиме.
Системы для сварки TIG под флюсом | ТипТиг США | Tig Welding
TIP TIG — это полуавтоматический вариант процесса ручной сварки TIG (GTAW) с высокотемпературным переносом металла (HDMT®). В отличие от ручного процесса GTAW, в TIP TIG непрерывная подача материала, а также предварительно нагретый присадочный металл увеличивает скорость наплавки.
Продукция Thai-Kobe Welding Co., Ltd. и Kobe Mig…
Сварка эффективно и быстро переносится в большую печь с помощью полуавтоматической процедуры. При таком же производственном процессе гальванической сварки (SMAW), что и в Японии, получается высокоскоростная технология покрытия медью.
стоимость сварки порошковой проволокой ютуб
Сплошная проволока или порошковая проволока | Fabriing и…
Если учитывать только стоимость проволоки и защитного газа, электроды с металлическими сердечниками выбираются редко, но если учесть общую стоимость фунта наплавленного металла шва, порошковая проволока может действительно сэкономить вам деньги.Джерри Мэтисон из ESAB объясняет, почему.
Tianjin Leigong Welding Alloys CO., LTD. Купить лучшую заводскую продукцию HC-O
Деталь — Hobart Brothers Performance Welding Products
Наконец, компания решила перейти на сварочные горелки с большей силой тока, чтобы лучше согласовать параметры сварки для порошковой проволоки. Даже с учетом затрат на эти обновления, Becker and Crews все же подсчитали — исходя из ставки рабочей силы компании в час — что LeJeune сэкономит в среднем 50 000 долларов в год на 8 500 футов сварки каждый месяц.
Стоимость порошковой проволоки экономит деньги, репутацию: приобретение…
1/7/2006 · Стоимость порошковой проволоки экономит деньги и репутацию: взяв страницу из руководств по закупкам своих клиентов, фабрика по производству тяжелого оборудования игнорирует самая низкая «начальная стоимость», покупка более дорогой сварочной проволоки с металлической сердцевиной и сокращение производственных и гарантийных расходов, а сварка порошковой проволокой
в цехе повышает производительность на 33 процента; …
25/6/2009 · Благодаря добавлению механизма подачи проволоки SuitCase и переключению на сварку порошковой проволокой, Hot Az Hell Welding соединяет трубу за один проход, уменьшает разбрызгивание и устраняет необходимость в чрезмерном шлифовании. Порошковая проволока (E71T-11) обеспечивает более высокую эффективность наплавки, чем стержневые электроды.
Порошковая проволока (E71T-11) обеспечивает более высокую эффективность наплавки, чем стержневые электроды.
Пайка, сварка, пайка и металлизация присадочных металлов | …
Хотя стоимость фунта порошковой проволоки из нержавеющей стали может быть больше, чем стоимость покрытых электродов или сплошной проволоки MIG, ваши затраты на фунт наплавленного металла шва значительно снижаются благодаря более высокой эффективности наплавки и меньшим эксплуатационным расходам.
Калькулятор затрат на сварку — ESAB
QWPA (Quick Weld Productivity Analyzer) — это простой в использовании калькулятор для анализа общих затрат на сварку вашего сварочного производства.Этот инструмент может помочь вам увидеть влияние на стоимость различных аспектов вашего производства, включая увеличение скорости наплавки и времени дуги / рабочих факторов.
Дуговая сварка порошковой проволокой — Wikipedia
Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки. Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и постоянное напряжение или, реже, источник питания для сварки постоянным током.An
Что такое порошковая сварка? (FCAW) с Энгельсом…
Что такое сварка сердечника флюсом? Сердечник из флюса — это процесс дуговой сварки, в котором используется трубчатый проволочный электрод с внутренним сердечником, заполненным флюсом.Американское сварочное общество называет этот процесс дуговой сваркой порошковой проволокой или FC aw. Вся сварка сердечником флюсом выполняется на аналогичном оборудовании.
Преимущества порошковой проволоки при дуговой сварке под флюсом…
24/7/2019 · Порошковая проволока требует большей скорости подачи проволоки для достижения заданной силы тока по сравнению с сплошной проволокой. одинаковый диаметр и расстояние от сварочного контакта до рабочей поверхности. Это связано с повышенной плотностью тока и эффектом резистивного нагрева порошковой проволоки; энергия дуги обычно концентрируется на твердой внешней «оболочке» провода, а не на порошковом сердечнике.
Предотвращение воздействия влаги на флюс…
Как и в случае со всеми типами сварочной проволоки, важно, чтобы пользователи порошковой проволоки проявляли большую осторожность, чтобы она не впитывала влагу. Помимо предотвращения водородного растрескивания, порошковая проволока без содержания влаги будет работать легче и чище.
Проволока Michigan Flux Core без газа 0,9 мм 4,5 кг…
Проволока Michigan Flux Core без газа 0,9 мм 4,5 кг доступна в Интернет-магазине Total Tools с гарантией низкой цены и бесплатной доставкой по заказам на сумму выше 99 долларов.Самовывоз в магазине Если вы не хотите платить за доставку или вам нужно как можно скорее, вы можете забрать его в магазине. Всего
Преимущества HyperFill по сравнению с однопроводной сваркой — Австралия…
HyperFill — это экономичное решение ряда проблем, которые сварка MIG с одной проволокой представляет для производителей в этой отрасли. Для получения дополнительной информации посетите: / p>
Пайка, сварка, пайка и металлизация присадочных металлов | …
Хотя стоимость фунта порошковой проволоки из нержавеющей стали может быть больше, чем стоимость покрытых электродов или сплошной проволоки MIG, ваши затраты на фунт наплавленного металла шва значительно снижаются благодаря более высокой эффективности наплавки и меньшим эксплуатационным расходам.
Что такое сварка сердечником под флюсом для начинающих и всех остальных
Когда вы сравниваете стоимость за фунт, покупка самозащитной сварочной проволоки с флюсовым сердечником, как правило, дороже по сравнению с затратами на покупку сплошной сварочной проволоки, которая используется в MIG сварка. При использовании самозащитной проволоки с флюсовым сердечником следует иметь в виду, что использование баллона с защитным газом не требует затрат и потенциально неудобно.
Сварочные присадочные материалы | Продажа сварочных электродов,…
GMAW — ТВЕРДЫЙ ПРОВОЛОК СМОТРЕТЬ ПРОДУКЦИЮ EGORIES Присадочные материалы GTAW — ДЛИНА TIG-РЕЗКИ СМОТРЕТЬ ПРОДУКЦИЮ EGORIES Присадочные материалы FCAW — CORED WIRES СМ. INDUSTRY CO., ООО -…
Китай Другое Сварочная проволока, а также горячая продажа экономичной проволоки для дуговой сварки под флюсом, проволоки для сварки под флюсом, сварочной проволоки EL12, Em12K, наплавки из нержавеющей стали для твердосплавной наплавки проволоки с порошковой наплавкой под дугу, предоставленные китайским производителем — JINAN LIT INDUSTRY CO. , LTD
, LTD
Solid Vs Flux Порошковая сварка MIG — как и когда -…
3/8/2020 · BRIDGE E71T1 Применение порошковой проволоки в среде защитного газа: для сварки углеродистой и низколегированной стали машин, транспортных средств, стальных строительных конструкций, мостов и т. Д.
Металлическая порошковая проволока увеличивает производительность на 30 процентов…
1/12/2007 · Дуглас Бэнкс признает, что первоначальные затраты на металлическую порошковую проволоку выше, чем на порошковую проволоку, но экономия времени делает ее выгодным выбором. «Процесс сварки порошковой проволокой на 80-100 процентов быстрее, чем сварка порошковой проволокой», — говорит Бэнкс.
Алюминиевые сварочные стержни, Linkhood 20-Pack Универсальный…
Алюминиевые сварочные стержни 0,08 x 13 дюймов Универсальные низкотемпературные сварочные стержни с порошковой проволокой Алюминиевые ремонтные стержни для лакокрасочных материалов для электрических дрелей (30 штук) 3.3 из 5 звезд 32 алюминиевых сварочных стержня Elecxlink за 9,99 долл. США, упаковка из 20 шт. 15,8 дюйма (40 см
США, упаковка из 20 шт. 15,8 дюйма (40 см
Mig Сварочная техника, обученная Old Timer Mig Welding
Порошковая проволока без газа 0,8 мм 4,5 кг — Веллингтон…
Обычно проволока этого типа будет лучше работать при обратной полярности, когда горелка настроена на отрицательное значение. Порошковая проволока без газа 0,8 мм 4,5 кг. В настоящее время в вашей корзине нет товаров.
ПРОВОД С ФЛЮСОВОЙ ПРОВОЛОКОЙ ДЛЯ ДУПЛЕКСНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Естественно, для соответствовать PREN исходных материалов.PREN дуплексных сварных швов обычно регулируется в диапазоне 34-38. 2.5. Подача проволоки Хорошо известно, что работоспособность порошковой проволоки критически важна.
Что такое проволока с сердечником из флюса? Знайте, когда и почему использовать
Вы слышали о проволоке с флюсовым сердечником и, возможно, даже видели на рынке более дешевые сварочные аппараты с флюсовым сердечником. И вы думаете об этом. Но сначала вы хотите узнать, что такое проволока с флюсовым сердечником, узнать, когда ее лучше всего использовать, и почему.
Советы по сварке тонких материалов — ESAB
Этот процесс наиболее выгоден при сварке на стройплощадке, где можно использовать самозащитную порошковую проволоку.Внешний защитный газ не требуется, и большинство проводов проходит через отрицательный электрод постоянного тока, то есть большая часть тепла генерируется в проволоке из присадочного металла, а не в основном материале.
Купить порошковая сварка онлайн — Купить порошковая сварка со скидкой на AliExpress
Отличные новости !!! Вы попали в нужное место для порошковой сварки. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.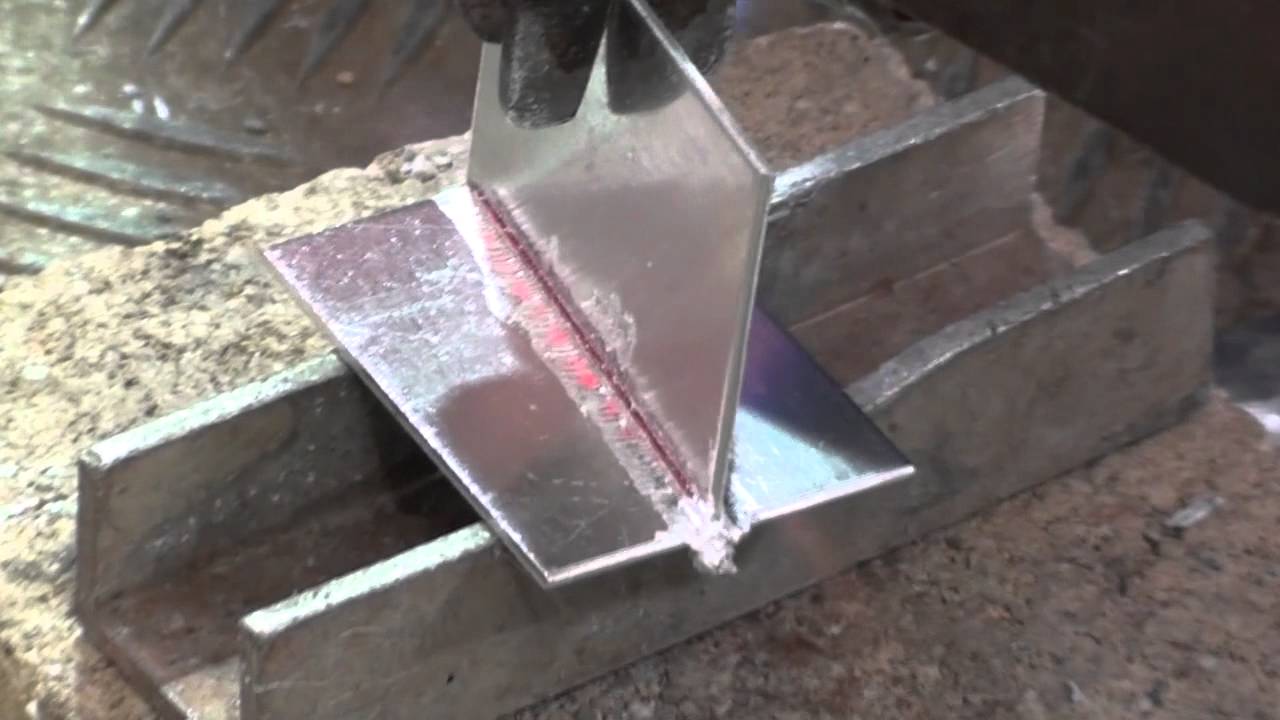
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая порошковая сварка вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели порошковую сварку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в порошковой сварке и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести порошковая сварка по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Сварочная проволока для внутреннего экрана
LINCOLN ELECTRIC 12,5 фунтов Катушка из углеродистой стали MIG…
Ищете LINCOLN ELECTRIC 12,5 фунтов сварочную проволоку MIG из углеродистой стали диаметром 0,035 дюйма и классификацией ER70S-6 AWS (12C093)? Грейнджер готов помочь.Цена 47,25 долларов. Легкий онлайн-заказ для тех, кто делает это вместе с круглосуточным клиентом
Сварочная проволока для низкоуглеродистой стали | MIG и порошковая сварка — Сварка…
Hobart Fabshield® 21B E71T-11 .035 «DIA Внутренняя сварочная проволока 2 фунта Катушка Обычная цена 19,17 $ Цена продажи 15,05 $ Добавить в корзину При распродаже Сэкономьте 24,14 $ SKU: HTE70S6045S3 Hobart Quantum Arc 6 ER70S-6 .045 Сварочная проволока DIA, катушка 1 33 фунта Обычная цена
Стальная сварочная проволока в Ace Hardware
Приобретите сварочную проволоку в онлайн-магазине AceHardware и получите бесплатный самовывоз в магазине Ace по соседству. показатьВсе аппаратное обеспечение Безопасность и защита оборудования Безопасность и защита Безопасность детей Дверной звонок и аксессуары Маркеры на подъездной дорожке Сигнализация безопасности Навесные замки Персональные
показатьВсе аппаратное обеспечение Безопасность и защита оборудования Безопасность и защита Безопасность детей Дверной звонок и аксессуары Маркеры на подъездной дорожке Сигнализация безопасности Навесные замки Персональные
Hobart Fabshield® 21B E71T-11 .045 «DIA Innershield…
Hobart Fabshield® 21B E71T-11 .045″ DIA Innershield Welding Проволока 10 фунтов Катушка 1 Распродажа Сэкономьте 14,68 $ Обычная цена 68,38 $ Цена продажи 53,70 $ Заработайте 106 бонусных баллов Заголовок Количество — + Добавить в корзину [{«id»: 28572025487453, «title»: «Название по умолчанию
Сварочная проволока с флюсовой сердцевиной | Интернет-магазин — Сварочный цех
Hobart Fabshield® 21B E71T-11.Сварочная проволока с внутренним экраном диаметром 035 дюймов Катушка 2 фунта Обычная цена 19,17 $ Цена продажи 15,05 $ Добавить в корзину При распродаже Сэкономить 10,61 $ Артикул: LNNR21104528 Lincoln NR-211-MP E71T-11 .045 «Проволока для сварки с флюсовым сердечником диаметром 10 фунтов 64,00 $
Лучшая проволока с сердечником из флюса 2020 — Лучшие выборы и обзоры
8. 11.2020 · Характеристики быстрой заморозки проволоки с флюсовым сердечником Lincoln Innershield делают ее превосходной для сварки в нестандартных положениях, при вертикальной или потолочной сварке, а также в случаях, когда необходимо сварить швы с плохой подгонкой .Флюсовый сердечник Lincoln Innershield NR-211-MP
11.2020 · Характеристики быстрой заморозки проволоки с флюсовым сердечником Lincoln Innershield делают ее превосходной для сварки в нестандартных положениях, при вертикальной или потолочной сварке, а также в случаях, когда необходимо сварить швы с плохой подгонкой .Флюсовый сердечник Lincoln Innershield NR-211-MP
Lincoln ED030933 Порошковый сердечник 1/16 дюйма Innershield NR-233…
Lincoln ED030933 Самоэкранированный провод Innershield NR-233 с сердечником 1/16 дюйма — катушка 12,5 фунта ( Коробка 50 фунтов) Рейтинг AWS: E71T-8-H8, E71T8-A2-CS3-H8 Основные характеристики Улучшенная подача Новая конструкция увеличивает жесткость проволоки, что способствует ее подаче и способствует плавной дуге. .035 Сварочная проволока с флюсовым сердечником Innershield — 2 # Spool E71TGSF2 Наша цена: $ 11.79 Добавьте Lincoln Electric Innershield .045 Сварочная проволока NR212 — катушка 10 # ED026090 Наша цена: 57,00 $ Добавить Lincoln NR-211MP .035 Сварка сердечником флюсом Innershield . 035
035
Lincoln Electric 1 фунт 0,035 дюйма во всех положениях флюсовая проволока в…
Магазин Lincoln Electric 1 фунт 0,035 дюйма для всех положений флюсовой проволоки в отделе сварочной проволоки компании Lowe’s. Один из самых популярных универсальных проводов для внутреннего экрана Lincoln. Универсальная проволока, подходящая для сварки во всех положениях легкой стали или тонкого листа толщиной до 5/16 дюйма
Разница между внутренним экраном, внешним экраном и флюкскордом? | …
25/9/2007 · При использовании провода внешнего экрана попробуйте использовать смесь газов 75-25.Поверьте, вы заметите разницу в сварке, и никогда не превышайте 21 ампер, вы прожигаете свою деталь, я должен знать. Настройки для Innershield в основном такие же, за исключением того, что нет газа
Преимущества безгазовой сварки Innershield
Простым решением является использование процесса безгазовой сварки порошковой проволокой с проволокой Lincoln Innershield, процесс, который изначально был разработан для замены дуговая сварка стержнем или защитным металлом (SMAW). Как следует из названия, проволока Innershield производит собственный защитный газ…
Как следует из названия, проволока Innershield производит собственный защитный газ…
Сварочная проволока Lincoln Electric Innershield NR233
Сварочная проволока Lincoln Electric Innershield от WeldingMart привносит прочность и качество в ваши проекты по сварке стали.Эта сварочная проволока h26, изготовленная из компонентов премиум-класса, идеально подходит как для сейсмического, так и для общего монтажа и производства конструкционной стали, а также для работы на судах и баржах.
Поставщики сварочного оборудования WA — E71T-8 Innershield…
E71T-8 Innershield NR-233 Mig Wire Купить сейчас Расходные материалы Сварочная проволока MIG Проволока из мягкой стали Проволока из нержавеющей стали Проволока из низколегированной проволоки Порошковая проволока Порошковая порошковая проволока
LINCOLN ELECTRIC 1 фунты Катушка из углеродистой стали MIG…
Поз. Диаметр сварочной проволоки MIG 0.Тип сварочной проволоки 03 «Материал сердечника флюса Углеродистая сталь Классификация AWS E71T-11 Размер контейнера 1 фунт Тип контейнера Метод сварки катушкой Серия FCAW Innershield NR-211-MP
Сварочная проволока Innershield, 0,9 мм, катушка 10 фунтов при…
Сварочная проволока Innershield, 0,9 мм, 10 фунтов Катушка Lincoln Electric (LEWED016354) Другие продукты Lincoln Electric (LEW) Номер детали: LEWED016354 Номер позиции: ED016354 Mfg Цена: 81,93 доллара Наша цена: 64,19 доллара Количество: * В корзину Добавить в список желаний
Innershield — Руководство по сварке | Сварка | Электродуговая сварка |…
Innershield — это процесс дуговой сварки, в котором для подачи присадочного металла в дугу используется непрерывно подаваемая проволока. Проволока не сплошная, а трубчатая. Внутри трубки помещаются агенты, необходимые для защиты дуги от окружающей атмосферы.
Проволока не сплошная, а трубчатая. Внутри трубки помещаются агенты, необходимые для защиты дуги от окружающей атмосферы.
Lincoln Electric — Сварочная проволока Innershield NR-211-MP MIG…
Lincoln Electric — Сварочная проволока Innershield NR-211-MP MIG, деталь № LNCNR211 $ 10,50 — $ 199,00) Текущий запас: Кол-во Уменьшение количества: Увеличение количества: Добавить в корзину Наши эксперты здесь, чтобы помочь! Свяжитесь с нами по любым вопросам о вашем заказе или позвоните по телефону 1
Home — Hobart Brothers Performance Welding Products
Паспорт безопасности при сварке Где купить продукты Алюминий — Порошковая проволока для сварки MIG / TIG (газ) Порошковая проволока (самопорошковая) MEGAFIL® Бесшовная наплавка Проволока с металлическим сердечником (газ) Сплошная проволока Электроды из нержавеющей стали Электроды из сплава под флюсом (U.S
Innershield NR-152
egories / Сварочные материалы / Lincoln / Порошковая проволока / Innershield NR-152 Innershield NR-152 Part Nuer ED012186 Свяжитесь с нами для получения брошюры с ценами Для получения дополнительной информации Диаметр (мм) Номер детали 1,7 ED012186 Ваш Имя Ваш адрес электронной почты Телефон Тема
Самозащитная проволока с сердечником из флюса— сварочное оборудование
Самозащитная проволока с сердечником из флюса Вам нужна самозащитная проволока с флюсовым сердечником? Приобретите наш большой выбор самозащитных проводов Lincoln Electric Flux Core. Если у нас нет того, что вы ищете, свяжитесь с нами. Нужны оптовые цены? Позвоните нам @ 641-201-1352
Если у нас нет того, что вы ищете, свяжитесь с нами. Нужны оптовые цены? Позвоните нам @ 641-201-1352
Lincoln Electric Newsroom | Innershield® NR-440Ni2
Innershield® NR-440Ni2 от Lincoln Electric идеально подходит для морской индустрии, посмотрите видео, чтобы узнать о нем больше. Innershield ® NR-440Ni2 — это новейшая самозащитная сварочная проволока Lincoln Electric с флюсовой сердцевиной.
Lincoln Electric K2528-1 $ 126,55 Комплект внутреннего экрана 0,045 дюйма |…
Комплект внутреннего экрана, размер провода.045 дюймов, для сварки порошковой проволокой 0,045, для использования с Lincoln Electric’s Power MIG 180C, включает самозащитную порошковую проволоку Innershield размером 0,045 дюйма (1,1 мм). Включает…
WeldingSupply
Безгазовая безфлюсовая проволока E71T для сварки во всех положениях и плохой подгонки. Хорошая скорость, очень мало брызг и дыма, сваривает металлы, в том числе оцинкованные, толщиной от 19 до 1/2 дюйма. Сильный ветер и экстремальные температуры не влияют на эту проволоку.
Сварочная проволока Lincoln Innershield (Юба-Сити) 45 долларов — JLA…
ПРОДАЕТСЯ — Юба-Саттер, Калифорния — New 10 Lb.рулон самозащитной проволоки Lincoln .035 Loion: Yuba City Цена: 45 долларов США Сварочная проволока Lincoln Innershield (Юба-Сити) 45 долларов США — JLA FORUMS Сварочная проволока Lincoln Innershield (Yuba City) 45 долларов США
НОВИНКА Lincoln Electric Innershield Сварочная порошковая проволока…
Сварочная проволока Lincoln Electric Innershield NR-212 — катушка 10 фунтов 0,045inDia $ 99,99 доставка: + $ 10,49 доставка 50 шт. Алюминиевый раствор Сварочные стержни с флюсом для пайки проволоки 1,6 мм x 50 см 11,27 долл. США 11,99 долларов США Бесплатная доставка Популярная пайка проволоки 2 * 500 мм
Innershield NR- 212 — ARC-i Welding Industries Pty Ltd
Innershield NR-212 Альтернативная проволока общего назначения Innershield ® NR-211-MP при сварке листов толщиной более 12 мм.Обладает многими превосходными эксплуатационными характеристиками NR-211-MP: полуавтоматическая и автоматическая сварка, однопроходная и многопроходная, низкий уровень разбрызгивания, превосходный внешний вид валика, обработка плохо подогнанной стали и стали с покрытием, роботизированное оборудование.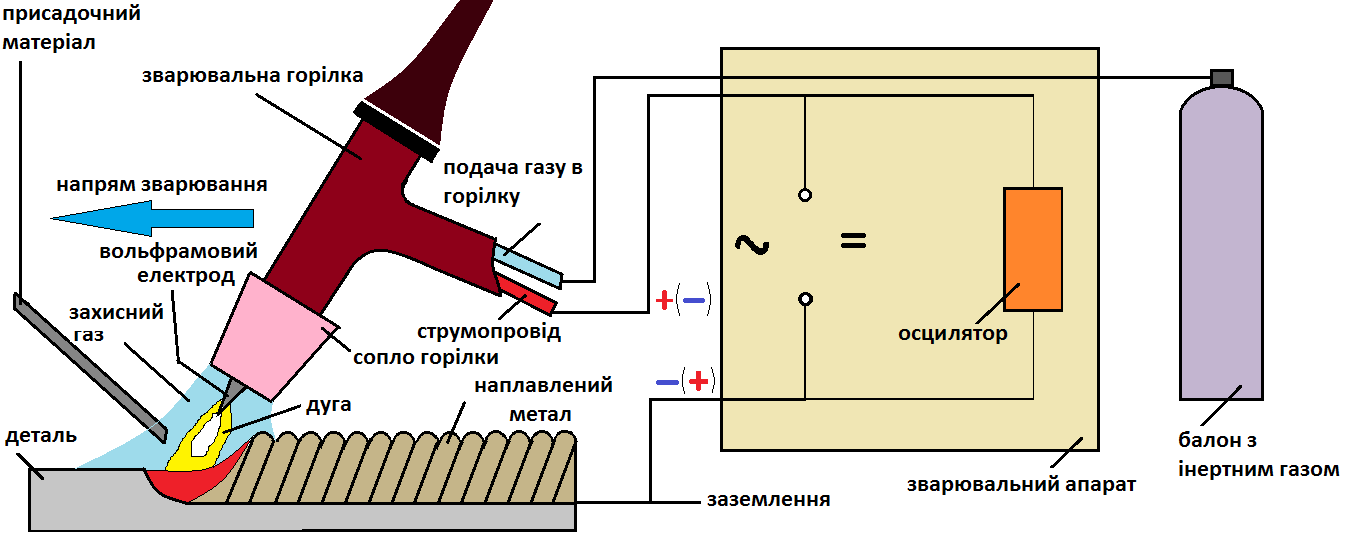
Lincoln ED030934 Порошковая проволока Innershield NR-233 1/16 дюйма…
Приобретите нашу линейку самозащитной проволоки Lincoln ED030934 Innershield NR-233 1/16 с порошковой проволокой (пластиковая катушка 25 фунтов). Позвоните нам по адресу: 641-201 -1352 с любыми вопросами. Рейтинг AWS: E71T-8-H8, E71T8-A2-CS3-H8 Основные особенности Улучшенная подача Новая конструкция увеличивает количество проволоки
проволоки для полуавтоматической дуговой сварки во Франции
СИСТЕМА РОБОТА ДЛЯ СВАРОЧНОЙ СТАЛИ
Время дуги 29.8 (43 %) A Время без сварки Одинарный 59,6 (44 %) Si l 76,4 (56 %) Перерыв на обед Сварка различных зазоров на маршруте Для сварки разных начальных поперечных сечений за одно и то же время сварки, силу тока сварки и напряжение дуги и
AGW | Автоматический аппарат для кольцевой сварки, AGW I, AGW II, AGW LW…
AGW | Аппарат для кольцевой сварки Автоматический аппарат для кольцевой сварки (AGW) A. K.A. (3:00, 3 O»clock Welder) выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее, чем при использовании стандартных ручных методов, сокращая время сварки резервуаров для хранения до 40%.Эксплуатация
K.A. (3:00, 3 O»clock Welder) выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее, чем при использовании стандартных ручных методов, сокращая время сварки резервуаров для хранения до 40%.Эксплуатация
Что такое GMAW? (с иллюстрациями) — WUDGEEK
8 апреля 2020 г. · Дуговая сварка металлическим электродом в газовой среде (GMAW) — это автоматический или полуавтоматический процесс сварки. Защитный газ и непрерывный расходуемый проволочный электрод подают через сварочную горелку. GMAW использует источник постоянного питания, такой как напряжение или постоянный ток…
Автоматизация дуговой сварки — ResearchGate
Дуговая сварка 48 Ручное полуавтоматическое механизированное автоматическое роботизированное адаптивное управление Действия Запуск и обслуживание дуги Человек Машина Машина Машина Машина (с датчиком ) Подача проволоки
Как металлопорошковая проволока снижает скрытые затраты на сварку | …
Сварка порошковой проволокой в вертикальном положении вверх требует источника питания с возможностью импульсного режима и, как правило, медленнее, чем сварка с другими типами проволоки. В большинстве случаев в металлической порошковой проволоке используются смеси защитного газа с высоким содержанием аргона — рекомендуется минимум 75 процентов аргона (смешанный с остальным CO2) и обычно доступен в диаметрах от 0,9 до 2,4 мм.
В большинстве случаев в металлической порошковой проволоке используются смеси защитного газа с высоким содержанием аргона — рекомендуется минимум 75 процентов аргона (смешанный с остальным CO2) и обычно доступен в диаметрах от 0,9 до 2,4 мм.
Автоматическая паяльная машина AUX Архивы — Шэньчжэнь…
Полуавтоматическая паяльная машина Другая паяльная машина по индивидуальному заказу Паяльная станция Аппарат для аргонно-дуговой сварки Аппарат для пайки Автоматическая паяльная машина Полуавтоматическая паяльная сварочная машина Машина для лужения проволоки Машина для крепления винтов Сварщик с застрявшей в сварочном аппарате проволокой Проволока…
18/8/2020 · Сварщик в среде инертного газа (MIG) использует полуавтоматический процесс дуговой сварки, при котором сварочная проволока непрерывного действия проходит через сварочный пистолет, образуя сварной шов .Одна из наиболее распространенных проблем со сварочным аппаратом MIG — это застревание сварочной проволоки в сварочном пистолете. Когда сварочная проволока застревает
Когда сварочная проволока застревает
Процесс дуговой сварки порошковой проволокой (FCAW) — Основные части,…
Введение Дуговая сварка порошковой проволокой (FCAW) представляет собой полуавтоматический или автоматический процесс дуговой сварки. Для этого требуется трубчатый электрод, содержащий флюс, и источник постоянного тока для сварки. То есть FCAW использует трубчатую проволоку, заполненную флюсом.
Историческое развитие сварки :: Total Materia Article
В 1920 году была внедрена автоматическая сварка.В нем использовалась неизолированная электродная проволока, работающая на постоянном токе, и напряжение дуги в качестве основы для регулирования скорости подачи электродной проволоки.
Сварочная автоматика | Сварочные тележки | Сварка…
Автоматическая сварка с использованием сварочных систем KAT®. Сварочные тележки, режущие тележки, станки для снятия фасок, строжки, операции сварки и резки гарантируются компанией Gullco International, признанным лидером в области автоматизации сварки.
Hyperfill — большие и быстрые сварные швы в полуавтоматическом режиме…
Благодаря своей инновационной двухпроволочной конструкции HyperFill может использовать две проволоки меньшего диаметра для получения большей сварочной капли и дугового конуса.В свою очередь, это создает большую сварочную ванну, которой легко управлять и контролировать, что позволяет операторам увеличивать наплавку в среднем на 50% по сравнению с традиционной однопроволочной…
Процесс сварки MIG — металл Fabriion
«Металл в газе» Дуговая сварка металла — это проволока, которая используется для зажигания дуги. Он защищен инертным газом, а подводящая проволока также действует как присадочный стержень. MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки.
Подробная информация о продукте — Hobart Brothers Performance Welding…
Автомобильные рамы или конструкции, сельскохозяйственные орудия, строительное оборудование, сосуды под давлением, трубы и железнодорожные вагоны. Отлично подходит для роботизированных, автоматических и полуавтоматических сварочных аппаратов со скоростью подачи проволоки от умеренно медленной до очень высокой. AWS |
Отлично подходит для роботизированных, автоматических и полуавтоматических сварочных аппаратов со скоростью подачи проволоки от умеренно медленной до очень высокой. AWS |
Сварка | Исследования и разработки | OSAKA FUJI…
Дуговая сварка под флюсом включает метод плавления с соединением, при котором в качестве сварочного материала используется проволока, и метод ленточной дуги, при котором используются обручи. Подобно дуговой сварке защищенным металлом и полуавтоматической сварке, специальные элементы добавляются с использованием флюса, и этот метод используется для всех типов легированной стали.
Полуавтоматические устройства подачи холодной проволоки для сварки TIG и аксессуары…
Полуавтоматические устройства подачи проволоки для сварки TIG идеально подходят для более быстрого выполнения работы, с меньшим количеством ошибок и меньшими затратами. Приобретайте наши устройства подачи холодной проволоки. Рекламные акции и распродажи Закрытые товары Новые товары Специальное предложение Восстановленные товары Бестселлеры Одежда
РУЧНАЯ СВАРКА
Полуавтоматический процесс сварки включает плавление кромки заготовки и материала плавящегося электрода, нагреваемого дугой между электродом в форма сплошной проволоки и свариваемой детали в инертном или активном газе.
Продукты | Deccan Dynamics
Область сварки обычно защищена каким-либо типом защитного газа, пара или шлака. Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Впервые разработанная в конце XIX века, дуговая сварка стала коммерчески важной в
Мировой рынок оборудования для дуговой сварки Обзор К…
По оценкам, к 2028 году рынок оборудования для дуговой сварки достигнет XX миллиардов долларов США. различных первичных и вторичных источников, и анализируется с использованием различных устройств подачи холодной проволоки
CE TIg Цифровой…
28/5/2020 · Сварочная проволока диаметром 0.Можно подавать 8 мм, 1,0 мм, 1,2 мм и 1,6 мм. Надежное расстояние кормления — не менее 2м; При замене проволоки можно использовать катушку с проволокой 7,1 кг, 5 кг или 10 кг…
Сварка MIG — Технология сварки
Дуговая сварка металлическим электродом в газовой среде (GMAW), иногда называемая подтипом сварки в среде инертного газа (MIG) или металла Сварка активным газом (MAG) — это полуавтоматический или автоматический процесс дуговой сварки, при котором непрерывный плавящийся проволочный электрод и защитный газ подают через сварочный пистолет. подаются через сварочный пистолет.
подаются через сварочный пистолет.
История сварки — Миллер
21/4/2020 · Дуговая сварка угольной и металлической дугой была разработана, и контактная сварка стала практическим процессом соединения. 1880 г. Огюст де Меритен, работающий в лаборатории Кабота во Франции, в 1881 г. использовал тепло дуги для соединения свинцовых пластин для аккумуляторных батарей.
Продукция — сварочные материалы Cosmo Group SA 25…
Используется как обычное сварочное оборудование . Может наноситься на низкоуглеродистую сталь, нержавеющую сталь и алюминий.В зависимости от ваших требований к сварке TIG у нас найдется подходящая проволока. Провода MIG, используемые в процессе полуавтоматической или автоматической дуговой сварки. Где
Аренда полуавтоматов проволокоподающих | Red-D-Arc
Аренда полуавтоматических устройств подачи проволоки: Miller, Lincoln, Red-D-Arc Machines. Устройства подачи проволоки промышленного класса. Доступные пакеты. Преимущества полуавтоматических устройств подачи проволоки Не всегда легко или даже невозможно переместить сварочный аппарат MIG или порошковой дуговой сваркой
Bells Welldgen | Прокат и аренда сварочных аппаратов
Полуавтоматический механизм подачи проволоки LN-9 разработан для тяжелых режимов сварки порошковой проволокой, MIG и дуговой сварки под флюсом.