Потолочная сварка для начинающих — flagman-ug.ru
Содержание
- Как сварить потолочный шов
- Особенности техники потолочного шва
- Как сварить потолочный шов правильно. Рекомендации для начинающих
- Способы сварки
- Этапы выполнения работ
- Рекомендации по технике безопасности
- Как правильно варить потолочный шов электросваркой? Разные рабочие методики!
- Используемое оборудование
- Полезное видео
- Потолочный шов
- Распространенные сложности
- Технология потолочной сварки
- Аппараты и электроды
- Меры предосторожности
- Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
- Общие рекомендации по технике безопасности
- Технология сварки потолочного шва
- Сварка в потолочном положении
- Сварка потолочного шва, научим даже новичка!
- Общие особенности
- Сварка потолочного шва полуавтоматом
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.


Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм).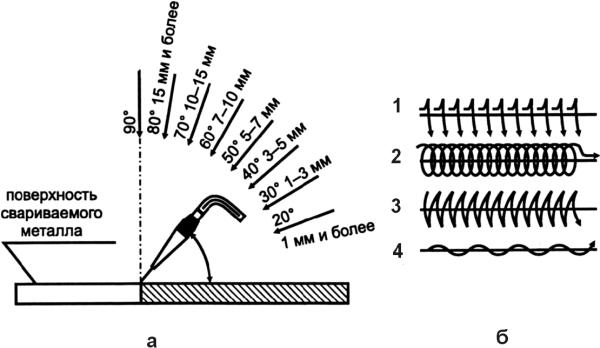 Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
 Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как правильно варить потолочный шов электросваркой? Разные рабочие методики!
Вопрос о том, как варить потолочный шов, интересует даже многих профессионалов в области сварки, что уж говорить о новичках.
Основная проблема кроется в самом пространственном положении. Сварщику приходится работать в неудобной позиции, подняв руки вверх, а это провоцирует быструю утомляемость. Существует риск стекания расплава, что чревато не только получением ожога из-за разбрызгивания, но и формированием некачественного шва.
Чтобы получить хороший результат, необходимо подойти к выполнению данной работы с соответствующими знаниями и навыками.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.

В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Важно! Необходимо отметить, что если предполагается сварка в помещении с повышенным уровнем влажности, новичкам за нее лучше не браться. Это опасно и тяжело даже для профессионалов с большим опытом.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
 Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
 youtube.com/embed/vNt-gwboaX4?feature=oembed»>
youtube.com/embed/vNt-gwboaX4?feature=oembed»> Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
Потолочный шов
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V -образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
 Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Сварка потолочных швов
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.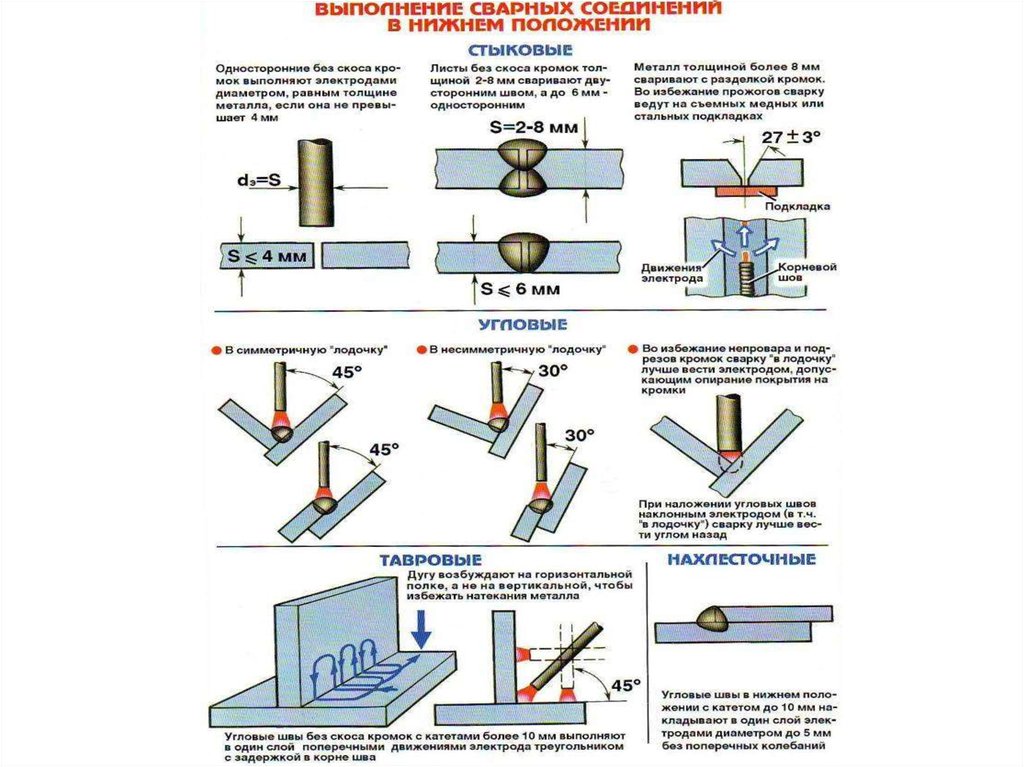
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).

Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Сварка потолочного шва, научим даже новичка!
Зарифмованный получился заголовок статьи=) Сварка потолочного шва, одно из сложных положений для сварки. Не каждый, даже опытный сварщик уверенно выполнит сварку в потолочном положении. Здесь необходим опыт, понимание процесса, знание особенностей и технологии.
Общие особенности
К особенностям сварки в потолочном положении можно отнести то, что необходимо поддерживать расплавленный и наплавляемый металл. Что бы он не стекал в низ. Я считаю, это основная особенности сварки в этом положении. Что бы этого добиться, нужно выбрать необходимые электроды. А так же, настроить сварочный аппарат, выставив оптимальную силу тока и другие параметры(если есть такая возможность).
Что бы вы понимали, для сварки в потолочном положении обычно используется ручная дуговая сварка(РДС) или полуавтоматическая(П/А). Для каждого из этих видов сварки мы расскажем по отдельности.
Сварка потолочного шва полуавтоматом
Перед тем, как приступить к сварке потолочного шва полуавтоматом необходимо понимать технологию, как минимум в общих чертах. Как я уже обращал ваше внимание раньше, сварка в потолочном положении одна из самых сложных. Не смотря на это, выполняя эту работу полуавтоматом, надо понимать, что это легче чем «ручкой«…
Настройка полуавтомата
Первым делом обратите внимание на настройку вашего аппарата. Здесь есть несколько настраиваемых параметров.
- Скорость подачи проволоки
- Сила сварочного тока
- Кол-во подаваемого газа
Это 3 основных настраиваемых параметров. На современных полуавтоматических сварочных аппаратах существует множество настроек, но перечисленные выше считаются основными.
Если вы выполняете сварку деталей толщина которых более 10 мм, нам придется проварить сначала корень шва, а затем облицовочный. При сварке корня, установите силу тока, примерно, на 15-20% выше. Когда приступим к облицовке снизим напряжении в исходное положение.
По поводу точных значений — скорость подачи, сила тока, и кол-во газа сказать затрудняюсь, так как сам выставляю по ощущениям. Более того, на каждом полуавтомате изображены условные значения этих параметров(1,2,3,4,5 и тд). Исключением являются аппараты с дисплеями. На таком оборудование могут отображаться точные значения.
Подготовка деталей к сварке
Будем считать что редуктор на баллоне с «кислотой» выставлен на необходимое значение. Аппарат так же настроен оптимально.
Приступим к подготовке деталей к сварке. А это значит, зачистим место сварки до «серебра«. Удалим масляные загрязнения, все возможные окалины и «заусенцы». Если толщина наших заготовок равняется 10-и или более, необходимо произвести разделку кромок. Разделку выполняем равную 25′ — 30′. А так же, выставляем зазор примерно 1 мм и притупление 1-1.5 мм. Все это обеспечит достаточный провар.
Разделку выполняем равную 25′ — 30′. А так же, выставляем зазор примерно 1 мм и притупление 1-1.5 мм. Все это обеспечит достаточный провар.
Процесс полуавтоматической сварки «потолка».
Наконец-то, переходим к самому процессу сварки. Перед началом процесса, расположите(по возможности) деталь удобным для вас образом. А так же, определитесь, как расположитесь самому. Более того, подумайте, на что можно опереться, что бы лучше удерживать равновесие и жесткость рабочей руки.
Приступаем к сварке. По возможности, прихватите планку к началу сварочного соединения. Для того, что бы начать сварку на этой планке. На ней, мы, стабилизируем сварочную дугу, выставим необходимый вылет сварочной проволоки.
Виды способа сварки на себя и от себя
Выполняем сварку способом — на себя. В процессе как бы подталкивайте сварочную ванну по направлению сварки. Если провариваете корень шва, не забудьте прибавить ток на 20-25%. Как проварите корень, зачистите место сварки до «серебра» и сделайте болгаркой борозду по центру корневого шва. Это для того, что бы при проваривании облицовочного шва, выполнять сварку точно и не съезжать мимо… Не забудьте снизить ток в исходное положение, до начала сварки облицовочного шва.
Как проварите корень, зачистите место сварки до «серебра» и сделайте болгаркой борозду по центру корневого шва. Это для того, что бы при проваривании облицовочного шва, выполнять сварку точно и не съезжать мимо… Не забудьте снизить ток в исходное положение, до начала сварки облицовочного шва.
Потолочная сварка
Главная » Статьи » Потолочная сварка
Сварка потолочных швов
Темы: Сварные швы, Ручная дуговая сварка, Технология сварки, Сварные соединения.
Сварка потолочных швов : общие рекомендации.
Сварка потолочных швов требует сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 1) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка потолочных швов ведется только короткой дугой.
Рисунок 1.
: требуемый угол наклона.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении.
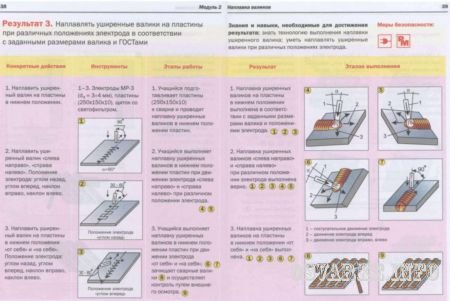
При наплавке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Рисунок 2.
Сварка стыковых соединений в потолочном положении.
Корень шва.
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Рисунок 3.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 4). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Рисунок 4.
Заполнение разделки.
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 5).
Рисунок 5.
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя.
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рисунке 5, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
weldzone.info
Как правильно варить потолочный шов электросваркой
Иногда при ремонте и монтаже металлических конструкций предусматривается использование сварочного аппарата. Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов. В таких случаях важно знать технику безопасности и основные правила работы с электросваркой.
Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов. В таких случаях важно знать технику безопасности и основные правила работы с электросваркой.
Работа с электросваркой и техника безопасности
Потолочный шов – один из самых сложных видов сварки, объясняется это неудобным положением деталей. В промышленности им почти не пользуются, зато в судостроении, при строительно-монтажных и трубопроводных работах он очень популярен. В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.
Потолочный шов — самый неудобный для сварщика
Выполнение сварки потолочных швов требует внимательности и хороших навыков работы со сварочным аппаратом. Немаловажным будет позаботиться о технике безопасности.
- Убедитесь, что все инструменты исправны, а провода – изолированы. Отключайте приборы от сети после использования.
- Защитите кожу, глаза и органы дыхания от попадания шлака, пыли и раскаленного металла. Пользуйтесь спецодеждой, маской и очками.
- Не работайте в плохо вентилируемых помещениях с высокой влажностью, а также на открытом воздухе в дождь, снег и т.д.
- Соблюдайте пожаро- и взрывобезопасность.
Правильная экипировка для выполнения сварочных работ – залог вашей безопасности
Не каждый специалист может похвастаться безукоризненной техникой выполнения сварки потолочного шва. Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Как правильно сварить потолочный шов
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.

Способы сварки: I – полумесяцем, II – лесенкой, III – обратно-поступательный
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора. Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана.
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Сварка стыков потолочных швов наплавкой и соединением валиков
Чем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
Видео: сварка потолочных швов
Понравилась статья? Поделитесь ей
Как варить правильно потолочный шов электросваркой
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.

Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.

Вернуться к оглавлению
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Вернуться к оглавлению
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
 При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Сварка потолочного шва
Сварка потолочных швов – это достаточно серьезное испытание даже для опытных сварщиков. Не зря же большинство специалистов предпочитаю варить либо горизонтальным (нижним), либо вертикальным швом. Однако в процессе ремонтных работ или во время сборки крупных металлоконструкций выбирать тип шва не приходится.
Поэтому, как бы мы этого не хотели, необходимость сформировать потолочный шов встречается в рабочей практике каждого сварщика. И в этой статье мы расскажем вам, как выполнить эту сложную работу. Следуя нашим инструкциям, вы сможете облегчить и ускорить реализацию данной технологической задачи.
Следуя нашим инструкциям, вы сможете облегчить и ускорить реализацию данной технологической задачи.
Технология сварки потолочного шва
Сварка потолочного шва отличается от сварки нижнего стыка положением поперечной оси электрода. В потолочном шве ось направлена вниз, а в нижнем – вверх. Отсюда и все проблемы: шлак стекает сверху вниз, устремляясь от шва к полу, газовая составляющая флюса стремится туда же.
К тому же, расплавленный присадочный металл норовит «капнуть» сварщику за шиворот, а пузырьки газа «простреливают» всю зону шва, понимаясь от места кипения шлака к корневой границе раздела.
В итоге, сварка потолочного шва превращается из технической операции в сложнейший трюк на стыке технологии и акробатики. Причем шов варят на «короткой» дуге, рискуя ее обрывом или «залипанием» электрода в разделе.
К тому же, горизонтальный потолочный шов варят только ручными аппаратами, а полупотолочный шов, отклоняющийся от вертикали на угол до 80 градусов, можно варить, как вручную, так и полуавтоматами.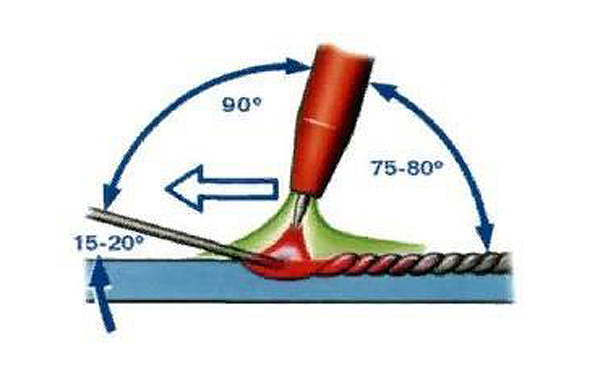
Сварка швов в потолочном положении: характеристики и рекомендации
Качество ординарного (напольного) шва зависит от множества характеристик сварочного процесса. А в случае формирования потолочного шва эта зависимость вырастает на несколько порядков. Поэтому далее по тексту мы рассмотрим характеристики сварочного процесса, оказывающие максимальное влияние на процесс образования потолочного шва и его качество.
В число таких характеристик можно причислить следующие параметры:
- Силу сварочного тока – ее следует подбирать очень осторожно – она должна быть меньше параметра, используемого при формировании нижнего шва и больше параметра, используемого при формировании вертикального шва.
- Диаметр электродов – он не должен быть больше четырех миллиметров. Причем оптимальное значение этого параметра – 3-4 миллиметра.
- Расположение электрода -относительно оси валика наплавки пруток следует расположить под углом 80-90 градусов. При этом проекция оси электрода должна совпадать с осью валика наплавки. А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.
- Направление движения электрода – должно осуществляться вдоль шва, без поперечных смещений, по направлению «к себе». Такая схема перемещения облегчает контроль длины дуги.
- Ширину шва – она не должна превышать 2-3 диаметра электрода. Иначе возрастет риск появления потеков, а на профиле шва появятся выпуклости.
 А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.
А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.Сварка встык -процесс формирования потолочного шва
Сварка потолочного шва труб или балок предполагает сопряжение заготовок не только вдоль осевой линии, но и встык (торец к торцу).
Причем такое соединение варится по особой технике, предполагающей следующую последовательность действий:
- Во-первых, детали прихватываются друг к другу корневым валиком, формируемым трехмиллиметровым электродом на силе тока большей минимально допустимого, но меньше среднего значения.
- Во-вторых, второй валик шва накладывается лестницей (от края к кромке и до следующего края), с помощью трехмиллиметрового электрода, на токе выше средней и ниже максимально допустимой силы.
- В-третьих, последующие валики шва накладываются той же лестницей, с помощью четырехмиллиметрового электрода, на токе средней силы.

Количество последующих валиков должно уменьшить зазор в разделке до 1-1,5 миллиметров, которые заполняются лицевой наплавкой, двухмиллиметровым электродом, с помощью техники «дуга вперед», за один проход. При ширине «лицевого» раздела он заполняется «лестницей» за несколько проходов.
Такая техника гарантирует максимальную прочность и внешнюю красоту потолочного шва.
Источники: https://toppotolok.su/raboty/remont/svarka-potolochnyx-shvov.html, https://moyakovka.ru/process/kak-varit-potolochnyi-shov-elektrosvarkoi.html, https://steelguide.ru/svarka/svarka-potolochnogo-shva.html
Комментариев пока нет!
pravilnodelat.ru
Большая Энциклопедия Нефти и Газа
Cтраница 1
Потолочная сварка по своему ВЫНОЛРЮННЮ является наиболее трудной. [1]
Потолочная сварка может удовлетворительно выполняться только свар-щиками-потолочниками, специально натренированными на сварке потолочных швов. [2]
[2]
Потолочная сварка по своему выполнению является наиболее трудной. [3]
Потолочная сварка может удовлетворительно выполняться только свар-щиками-шотолочниками, специально натренированными на сварке потолочных швов. [4]
Потолочная сварка детали из полиэтилена, предназначенная для бака, в котором будут обрабатываться кинескопы для телевизоров. [5]
Потолочную сварку рекомендуется по возможности не применять. [6]
Потолочную сварку ведут при короткой дуге и пониженном значении сварочного тока, электроды применяют диаметром не более 5 мм, тугоплавкие. [7]
Под потолочную сварку у каждого собранного стыка также роют приямок для работы сварщика. [8]
При потолочной сварке, кроме того, сварщик должен пользоваться асбестовыми или брезентовыми нарукавниками, при сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, — респираторами с химическим фильтром. [9]
При потолочной сварке для предохранения руки сварщика от брызг металла и шлака рекомендуется применять электрододержатель с экраном. Экраны изготовляют из плоской упругой резины или фибры. [11]
Экраны изготовляют из плоской упругой резины или фибры. [11]
При потолочной сварке прочностные показатели наплавленного металла и сварного соединения обычно несколько ниже, чем при сварке в других положениях. Это объясняется, во-первых, неудобством работы, во-вторых, повышенным содержанием в наплавленном металле неметаллических включений, которые при потолочном положении уходят вверх, в глубь валика, а не всплывают на его поверхность. Шлаковая защита при потолочной сварке электродамп со шла-козащитным покрытием не используется полностью, что также ухудшает качество шва. Для облегчения потолочной сварки иногда применяют электроды со специальной тугоплавкой обмазкой. Эта обмазка образует чехольчик, который поддерживает краями каплю наподобие чашечки. [12]
При потолочной сварке прочностные показатели наплавленного металла и сварного соединения обычно несколько ниже, чем при сварке в других положениях. Это объясняется, во-первых, неудобством работы во-вторых, повышенным содержанием в наплавленном металле неметаллических включений, которые при потолочном положении уходят вверх, в глубь валика, а не всплывают на его поверхность. Шлаковая защита при потолочной сварке электродами со шла-козащитным покрытием не используется полностью, что также ухудшает качество шва. Для облегчения потолочной сварки иногда применяют электроды со специальной тугоплавкой обмазкой. Эта обмазка образует чехольчик, который поддерживает краями каплю наподобие чашечки. [13]
Шлаковая защита при потолочной сварке электродами со шла-козащитным покрытием не используется полностью, что также ухудшает качество шва. Для облегчения потолочной сварки иногда применяют электроды со специальной тугоплавкой обмазкой. Эта обмазка образует чехольчик, который поддерживает краями каплю наподобие чашечки. [13]
При потолочной сварке необходимо надевать асбестовые нарукавники и плотно завязывать их у кистей рук. [14]
При потолочной сварке сварщик должен пользоваться защитным ковриком, предохраняющим его от сырости и холода. Применяющийся для сварки флюс должен быть сухим и не загрязненным посторонними веществами ( машинным маслом, смазочной жидкостью), тогда при сварке меньше выделяется газов и аэрозоля. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Как варить потолочный шов полуавтоматом
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.

Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
 Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Содержание:
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.
Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.
Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.
Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на «себя», что даст возможность его контроля;
- выбрать комфортный темп работы.

Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.
Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.
Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.
Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
 com/embed/80Z4YszAuqA?autoplay=0&start=0&rel=0″>
com/embed/80Z4YszAuqA?autoplay=0&start=0&rel=0″> Всем привет. Решил тут попробовать по варить полуавтоматом Ресанта 220. Вот что получилось. Как считаете нормально для новичка? И почему шов получается такой высокий? Еще вопрос, сколько надо выстовлять давление на редукторе, который измеряет в мПа? И последний вопрос. Правда, что на 220-й Ресанте перепутаны «крутилки»?
Заранее спасибо за ответ.
Смотрите также
Комментарии 65
У меня та же ресанта пдг 250 и, я вот что сделал добавил проволочное нихромовое переменное сапротивление на моторчик проволоки, теперь увеличиваются ток а проволку притормаживаю дополнительным сопротивлением. И огонь. И замерь напряжение на клемах, при розжиге 45…40вольт и выравнивается До 35…37вольт если 22…26 будит срать
Практика, практика и еще раз практика, без нее не куда, без опыта не будет качества.
хорошо) тока по больше дай и швы уйдут глубже и прочнее будут)
У полуавтомата нет регулировки тока как таковой. Есть только регулировка скорости подачи проволоки (все её называют регулировкой тока) и напряжения. По простому могу сказать так напряжением регулируем ширину шва а током глубину. В зависимости от задач и толщины материала эти две величины должны быть сбалансированы . Если будет большая скорость но малое напряжение проволока не будет успевать плавится и горека как тот плохой наездник скакать в руках. В вашем случае не хватает напряжения поэтому и такой высокий валик получился.
Есть только регулировка скорости подачи проволоки (все её называют регулировкой тока) и напряжения. По простому могу сказать так напряжением регулируем ширину шва а током глубину. В зависимости от задач и толщины материала эти две величины должны быть сбалансированы . Если будет большая скорость но малое напряжение проволока не будет успевать плавится и горека как тот плохой наездник скакать в руках. В вашем случае не хватает напряжения поэтому и такой высокий валик получился.
вам никто в это не поверит, будут все утверждать, что есть. Хотя, я то же знаю, что нет и ток подстраивается под подачу проволоки автоматически, а вот напряжение на проволоке постоянно, в зависимости от установленного крутилкой.
На самом деле все просто . Включаешь полуавтомат нажимаешь на кнопку горелки и регулируешь ток .Наглядно видно как меняется скорость подачи проволоки и только дурак глядя на результат будет утверждать что белое это чёрное.
Вот об этом я и говорю. Люди абсолютно не понимают схемотехнику полуавтомата. НЕ РЕГУЛИРУЕТСЯ ТОК У НЕГО крутилкой. Регулируется скорость подачи проволоки. В зависимости от скорости подачи проволоки изменяется ток.
НЕ РЕГУЛИРУЕТСЯ ТОК У НЕГО крутилкой. Регулируется скорость подачи проволоки. В зависимости от скорости подачи проволоки изменяется ток.
p.s. короче, читайте профильные форумы по сварке и принцип работы полуавтомата. За, сим — откланиваюсь.
p.p.s. По такой теории нажатие педали газа у автомобиля увеличивает кол-во оборотов коленвала у двигателя, ведь наглядно видно как они при нажатии увеличиваются и только дурак глядя на результат будет утверждать что белое это чёрное?
если честно…швы ужасны.
Ну так он же только тренируется.
если честно…швы ужасны.
Ну так вы расскажите, как правильно.
По току согласен, но предположу ещё три причины, причины малого тепловложения в заготовку: 1) варите с отрывом. Так тонкую жесть варят 0,8 например кузовную, а тут кажется полторашка или толще. Попробуйте не сразу отпускать кнопку, а как ванна сформировалась может немного поводить её из края в край. 2) далеко дЕржите горелку: держите ближе, миллиметров 6 там надо до заготовки. Отодвигая горелку Вы тепловложение уменьшаете, не сильно но есть. 3) посмотрите ещё полярность.
Отодвигая горелку Вы тепловложение уменьшаете, не сильно но есть. 3) посмотрите ещё полярность.
Ещё видел рекомендации варить по звуку — в выложенном ниже ролике Стива Блайла есть правильный звук: там что-то типа «ц-ц-ззззззз».
Кто что знает про аппараты Jasic? Буду признателен за отзывы.
А что про Джасик? Это китайский производитель, их продают под маркой Сварог например, у мя r60-й, вероятно бывают как удачные так и не особо удачные.
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
По конкретной модели может быть владельцы отпишутся или искать на чипмейкере или на сайте сварщиков. Думаю, что даже статистика возвратов по гарантии не даст вот прям стопроцентно достоверной картины.
Думаю, что даже статистика возвратов по гарантии не даст вот прям стопроцентно достоверной картины.
По деньгам я вопрос не понял — вбейте модель в яндех и смотрите в разделе «маркет», что там указано — соответсвует ли эта цена той, по которой Вам его предлагают, ну значит соответствует цена. Аврору хвалят. Циклон тоже вот я покупал неск. лет назал — тоже хорош. Сейчас не знаю как они делают. Джасик (Сварог мой, но он под аргон) — вполне себе, хотя честно говоря, я думал что он будет посложнее — ну можно ж было вытащить на дисплейчик значения, которые при кручении ручек устанавливаются. 🙁 В остальном — ну вполне добротно всё. На 200А его гонял электродом, но кратковременно, всё окнорм.
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www. drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
Выбирая попробывал разные модельки в итоге взял Автору про оверман 180, довольный как слон 🙂
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
У меня похожий на тот, что на фото — MIG250 (j46) на 380В. Электродами варит — просто песня, полуавтомат — ничем другим не варил, но этим насобачился довольно быстро. Пока, правда, только с углекислотой. В целом — доволен. До него пользовался ММА инвертором Jasic ARC200 (Z296) — тоже ничего плохого сказать не могу.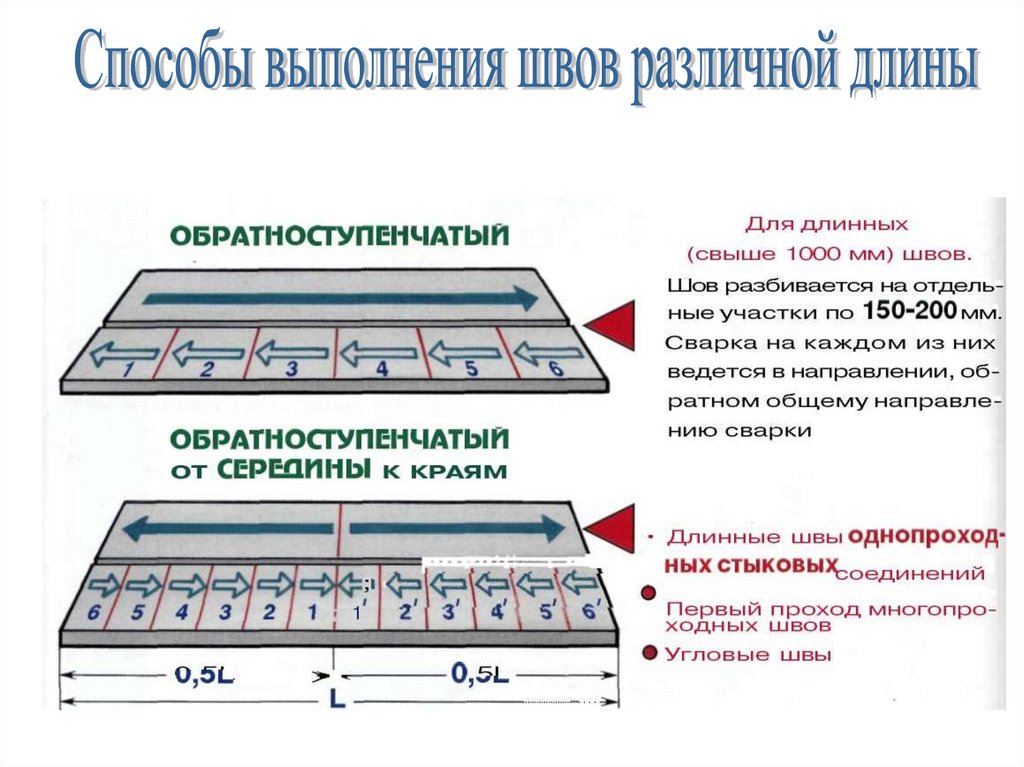
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
У меня миг 195 . Отличный аппарат
Посмотри на ютубе видеоуроки про сварку полуавтоматом, побольше практики и всё получится! Желаю тебе удачи! Все с этого начинали.
Слабый прогрев, мало тока. Держи по ближе сопло держака.
Автор, сколько не читай, а опыт ничем не заменишь.больше практики! Что-то похожее начнет получаться лишь после катушки проволоки 5кг.до этого будет ерунда. По давлению:выключи совсем газ.попробуй.будет стрелять. Добавь немного.и попробуй еще.и снова ищешд. пока не дойдет сколько нужно для твоих условий. На улице ветер будет уносить газ! Мне в гараже достаточно 0.2. По току нужен лишь опыт, на фото мало тока.добавь, чтоб прям жгло твою трубу, которая на фото, до дыр. Немного сделай меньше и меньше.пока начнется получаться.тренируйся сперва на металле от 3мм с большим током.учись делать швы. Непровар это очень плохо. По току нужно ловить.чтоб и сварить и чтоб не прожечь
пока не дойдет сколько нужно для твоих условий. На улице ветер будет уносить газ! Мне в гараже достаточно 0.2. По току нужен лишь опыт, на фото мало тока.добавь, чтоб прям жгло твою трубу, которая на фото, до дыр. Немного сделай меньше и меньше.пока начнется получаться.тренируйся сперва на металле от 3мм с большим током.учись делать швы. Непровар это очень плохо. По току нужно ловить.чтоб и сварить и чтоб не прожечь
Слабый ток, не прогревается метал для «растекания» шва. В добавок не правильные параметры подачи проволоки и сварки. Попробуйте увеличить ток, скорость проволоки — среднее. Если стреляет, скорость маленькая, возникает разрыв (на фото видны «пробелы»). А «колбаса» — причина низкого тока. Подача газа, кстати, тоже влияет на качество шва, но в Вашем случае, причина не в этом
Местами норм. Высокий шов — мало тока, много газа
Или тока мало, плохой провал, или подача проволоки малая, эффект почти одинаков, как у вас. А может полярность не та на электроде, на горелку + нужно )
не каждый может позволить себе крутой полуавтомат который варит в любой среде и редуктор с подогревом и расходомером… сварка — это как музыка. чем больше играешь — тем более сложные произведения тебе под силу… по сабжу… высота шва от давления газа почти не зависит… если слабая подача газа — больше разлетаются искры… тут правильно говорили про силу тока и скорость подачи проволоки… только опытным путем ты придешь к правильному решению…
чем больше играешь — тем более сложные произведения тебе под силу… по сабжу… высота шва от давления газа почти не зависит… если слабая подача газа — больше разлетаются искры… тут правильно говорили про силу тока и скорость подачи проволоки… только опытным путем ты придешь к правильному решению…
P.S.: у меня простой полуавтомат . регулируеться ток и скорость подачи проволоки… редуктор без подогрева и расходомера…
Внесу и я свое слово сюда. я самоучка. Ток надо побольше. Лично я варю почти всегда на максимуме. а чтобы не прожигать отвожу горелку чуть подальше. А вот насчет давления так лично я раньше варил на 0,2. как то почитал форум одного автослесаря ток он варит 0,1. я попробовал мне намного больше понравилось. попробуй. Тут все от тебя зависит. И побольше практики, все остальное само прийдет. пробуй варить вертикальные, потолочные швы. Удачи в начинаниях. П.С, Ресанта гамно отменное. Была парочка аппаратов. Лучше китайца взять покачественнее.
Для первого раза отлично. Только старайся не точками а полным швом варить.не спеши и всё будет окей на профиле метал толстый не пропалишь.Если будешь кузов варить там осторожненько, так как метал тонкий.А так руку набьёшь и можешь даже шабашки сбивать
Только старайся не точками а полным швом варить.не спеши и всё будет окей на профиле метал толстый не пропалишь.Если будешь кузов варить там осторожненько, так как метал тонкий.А так руку набьёшь и можешь даже шабашки сбивать
Мало тока, тогда металл быстрее прогреется и хорошо проплавится, растечется, не будет такой горбатый. Давление газа на редукторе 2 бара (0,2 МПа) для гаража достаточно
С газом вари, флюс хрень
Ток больше, веди горелку медленнее. Высокий шов от малого тока. Обязательно зачищай металл до блеска, ржи-краски-масла быть не должно совсем. Подача проволоки у Вас должна регулироваться автоматически в зависимости от тока. Вольтаж отрегулировать на слух, обычно в районе середины «крутилки». Чем ровнее треск тем лучше. В идеале, должно «зудеть». При такой толщине металла водить горелку влево-вправо не надо!
По газу не скажу всегда пользовался ротаметрами.
если тонкий высокий шов-прибавь ток, горелку держат углом вперед под 45 градусов. Давление 0.2-0.5 в зависимости в помешении ты или нет.
Давление 0.2-0.5 в зависимости в помешении ты или нет.
Давление 0.2 крутилки у меня лично перепутаны! левую крутилку поставь на минимум, правую на 2-2,5 такой профиль будет хорошо варить)
давление от 0.2 — до 0.5 мПа, в зависимости от газа и места сварки, крутилку подачи проволоки ставь на ноль, а второй потихоньку настраивай
Присоеденюсь к коменту 113262, у меня такая фигня получается когда напруга слабая, меньше 220, аппарат феникс 180 инвертор.
Если это первый раз то нормально. А так практика но вначале мат.часть изучи какой газ какая подача проволоки и от металла сильно зависит(марка) от его толщины от того как сделаны заделки. Сварка это искусство чем лучше сварил тем меньше гемора потом.
Скорее всего, слабая сеть! Замерь напряжение после начала сварки в сети! Если меньше 200 в падает, так и будет! Ресанта плохо варит при слабой сети!
КРУЧЕ ВАРИШЬ-МЕНЬШЕ ТОЧИШЬ =) опыт придет, нужно время, надо играться с током и скоростью проволоки, а так же руками надо чувствовать.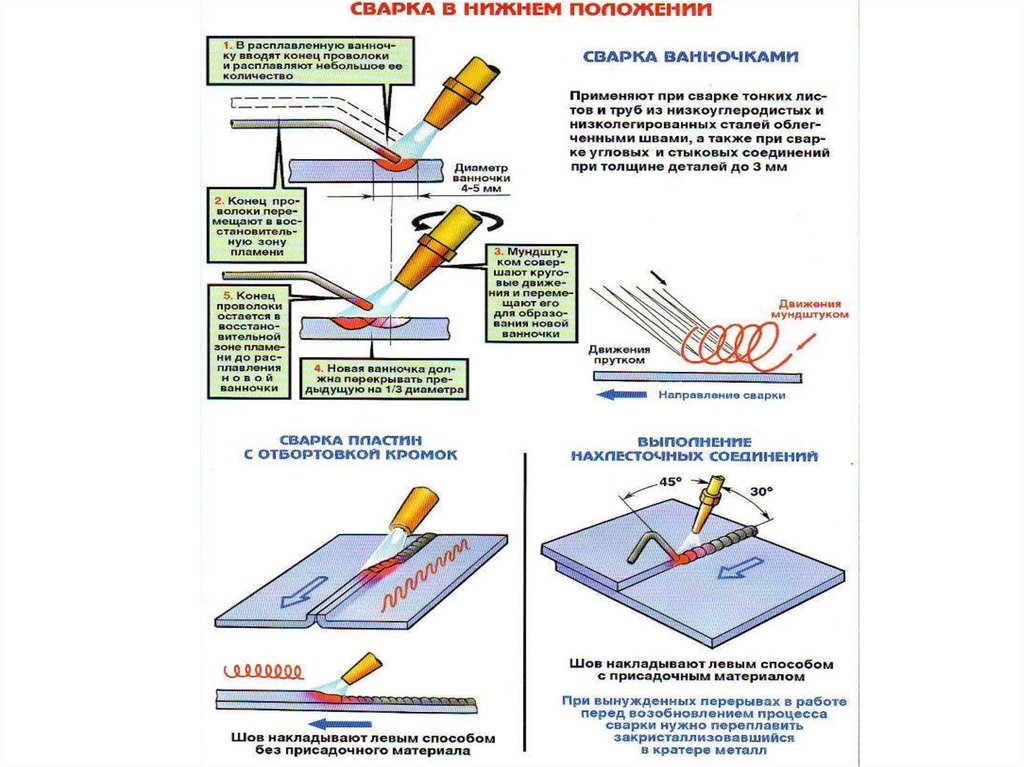
провара нет ! убери подачу проволоки на 2-3 и иди от максимальной мощности вниз пока не поймешь что не прожигает и провар есть . а подачу газа на щеку определяй а вообще 10-15 литров .
Швы — как насрано . Газ выставляешь от условий . Например ты варишь в помещении ветра нет — меньше газа, на улице — больше.
Так все опытным путем подбирай . В ютубе очень много уроком по сварке . Набивай руку на металле тонком, толстый варить и обезьяна сможет. Еще обрати внимание на газ чем варишь, углекислота или смесью Смесью мне например нравиться больше, там дуга вообще по другому горит . Ионизация …
Есть ли подогрев редуктора ? Бывает редуктор подмерзает и газ перестает идти. Обязательно насверли отверстий в металле учись их заваривать. Металлу давай остывать. Вообще включай мозг, металл при сварке ведет . Думай что делаешь, как его поведет, в какую сторону и прочее. Удачи ! Да и ресанта — говно .
Ресанта нормальный аппарат, у меня до этого ПДГ какойто там был, вот его хрен настроишь, так и продал, а ресанта сказка после него, шов можно сплошной с полторы спички шириной делать, просто сплошная полоска выходит, в общем я более чем доволен…
Я ремонтирую сварочные постоянно . Ресанта — говно !
Ресанта — говно !
собираюсь приобрести полуавтомат, какой посоветуете? какие факторы главные?
Сечас все китайское . Но главное за брендом гнаться не нужно . Например я видел аппараты хелви — варит погано .
В то же время они дорогие. У меня например один древний Линкор (он еще трансформаторный) Есть прораб — он тоже трансформаторный и ток на нем написан 160 — хотя реально им варить только проволокой 0.5 Ну не тянет он . И третий это FoxWeld — инверторный полуавтомат . КОроче впечатления только положительные ! Ремонтировал я например Фубаг — итог очень жесткая характеристика . Мне не понравилось как варит . Хотя это может быть мое мнение субъективное. В общем FoxWeld такой foxweld.ru/cat/invertorny…apparat_invermig_203.html
Какой он стал дорогой ! Жесть. Да у фоксов много чинил аппаратов и аргонных и просто инверторов. Само собой пробовал варить ими же — итог мне нравиться. Но опять же говорю еще раз это не реклама просто у нас в Ижевске их много .
на какие параметры мне обращать внимание при покупке? полуавтомат видел пару раз в живую) буду только учиться и не хочу купить каку
Вопрос ставь правильно . ЧТо собираешься варить . В общем для каких целей нужен аппарат. От этого и будут характеристики. Прежде всего это максимальный сварочный ток. Ну и ВАХ.
ЧТо собираешься варить . В общем для каких целей нужен аппарат. От этого и будут характеристики. Прежде всего это максимальный сварочный ток. Ну и ВАХ.
Да для всего, для авто в первую очередь
Значит если для авто, то проволока будет у тебя почти всегда 0.8. Ток амер 180 максимальный. Примерно под вот эти параметры и ищи .
Швы — как насрано . Газ выставляешь от условий . Например ты варишь в помещении ветра нет — меньше газа, на улице — больше.
Так все опытным путем подбирай . В ютубе очень много уроком по сварке . Набивай руку на металле тонком, толстый варить и обезьяна сможет. Еще обрати внимание на газ чем варишь, углекислота или смесью Смесью мне например нравиться больше, там дуга вообще по другому горит . Ионизация …
Есть ли подогрев редуктора ? Бывает редуктор подмерзает и газ перестает идти. Обязательно насверли отверстий в металле учись их заваривать. Металлу давай остывать. Вообще включай мозг, металл при сварке ведет . Думай что делаешь, как его поведет, в какую сторону и прочее. Удачи ! Да и ресанта — говно .
Удачи ! Да и ресанта — говно .
У меня еще к тебе вопрос. А кузовной металл какой проволкой варить толщиной? металл встык.
Все зависит от твоего аппарата . Есть такие аппараты для которых 0,5 проволока это ПОТОЛОК! Но обычно при всех кузовных ремонтах это 0,8-1 . Я такой пользуюсь. Коллеги ? Каким диаметром пользуетесь ?
Сварка полуавтоматом вертикальных швов. Вертикальный и потолочный шов: особенности сварки
ГлавнаяПолСварка полуавтоматом вертикальных швов
Как правильно варить швы полуавтоматом. Как правильно варить. Kak-PravilnoDelat
Сварка вертикальных швов
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б). Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть. Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную
69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную
сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания. Вертикальные швы лучше сваривать электродом диаметром не более
4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.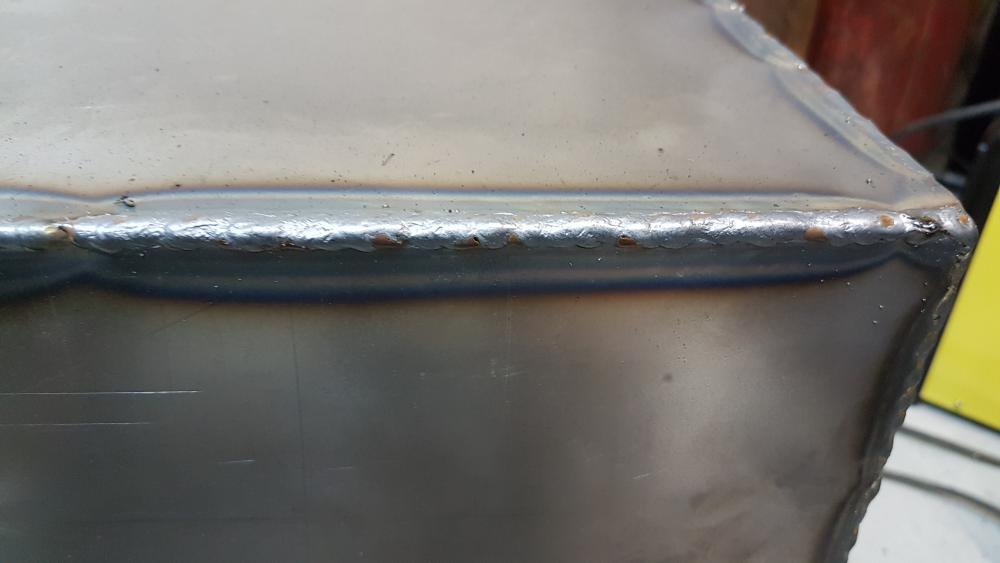
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 5).
Как варить полуавтоматом
Для работы с металлом сегодня все чаще и чаще используется сварочные полуавтоматы. Это связано с удобностью и простотой использования. Также существенным преимуществом является то, что плотность сварочного тока является выше, чем в обычном автоматическом агрегате.
Сварка полуавтоматом имеет определенные достоинства и недостатки. К плюсам можно отнести такие свойства аппарата: во-первых, стоимость такого аппарата будет ниже аналогов; во-вторых, вы можете сваривать детали из тонких листов стали, толщина которой до 0,5 мм; в-третьих, аппарат обладает маленькой чувствительностью к ржавчинам и подобных загрязнениям поверхности металла. Минусами будет большая интенсивность излучения у открытой дуги, а так же, если не использовать газ, увеличится разбрызгивание свариваемого металла. Защитные газы, чаще всего применяющиеся, это гелий, углекислый, аргон и смеси этих газов.
Защитные газы, чаще всего применяющиеся, это гелий, углекислый, аргон и смеси этих газов.
Существует множество вариантов конфигурации и разных моделей полуавтоматов. Для комфортной работы, например, можно подобрать себе полуавтомат с подходящим и удобным весом и компактностью. Так же, имеет смысл продумать, будет ли агрегат использоваться мобильно или стационарно. Ведь если большую роль будет играть перемещения, то лучше выбрать однокорпусную и легкую модель, нежели двухкорпусную. Есть и еще множество полезных отличительных особенностей среди вариантов полуавтоматов. Но самое главное хорошо знать, как правильно пользоваться полуавтоматом, тогда разновидности не будут для вас играть особую роль.
Перед началом использования необходимо правильно настроить агрегат. Полуавтоматический агрегат для сварки имеет следующие составляющие: горелка, источник питания и механизм подачи проволоки. Главным органом является горелка, с помощью которой происходит подача сварочной проволоки, флюса и защитного газа. Далее вам необходимо сделать следующие манипуляции:
Далее вам необходимо сделать следующие манипуляции:
- Установить силу сварочного тока в зависимости от того, какой толщины металл, с которым вы собираетесь работать. Характеристики и способы настройки имеются во вкладыше с инструкцией к каждому аппарату.
- Настроить скорость подачи тока от сварочной проволоки. Для этого необходимо правильно подобрать и отрегулировать сменные шестерни.
- Следует правильно установить источник питания, который выдержит напряжение. Подберите либо переносной трансформатор, либо генератор постоянного тока, смотря что лучше подходит для ваших условий.
- Проверьте, правильно ли расположена сварочная проволока. Она должна поступать по специальному шлангу в мундштук (в него самого) или из него, в зависимости от расположения переключателя на аппаратной коробки.
- Переключите переключатель «Вперед», после этого проволока будет поступать к установленному месту для сварки, в сторону держателя. Если вы выставите переключатель в положение «Назад», тогда проволока направится к катушке (в ее сторону). Потому выберите удобный для вас режим.
- Далее нужно наполнить воронку флюсом и с помощью переключателя привести аппарат в действие.
- Для начала процесса сварки (дуга должна возбудиться), необходимо открыть заслонку у воронки для флюса, нажать кнопку «Пуск» и держателем полуавтомата сделать плавное движение по выбранному месту сварки.
- Держатель нужно направлять так, чтобы мундштук (его наконечник) оказался над местом сварки.
- Теперь вы можете смело приступать к намеченной работе.
 Если вы выставите переключатель в положение «Назад», тогда проволока направится к катушке (в ее сторону). Потому выберите удобный для вас режим.
Если вы выставите переключатель в положение «Назад», тогда проволока направится к катушке (в ее сторону). Потому выберите удобный для вас режим.Делать швы по металлу следует точно и аккуратно. Сначала это плохо получается, но со временем и практикой вы научитесь делать красивые, прочные и надежные швы.
ТОП-5 сварочных полуавтоматов:
Сварка полуавтоматом отличается от обычной тем, что в сварочную зону попадает электрод в виде проволки. Основная работа всё же за сварщиком. Сварочные полуавтоматы класифицируются по типу проволки, в первую очередь, по характеру перемещения и по роду защиты проволочного шва. Выбирать следует тщательно, так как у каждого есть свои преимущества и недостатки. Но у всех полуавтоматов есть важная проблема – увеличение излучения открытой дуги.
Сварочные полуавтоматы класифицируются по типу проволки, в первую очередь, по характеру перемещения и по роду защиты проволочного шва. Выбирать следует тщательно, так как у каждого есть свои преимущества и недостатки. Но у всех полуавтоматов есть важная проблема – увеличение излучения открытой дуги.
1. Ниже будут описаны разные технологии сварки полуавтоматом.Сварка полуавтоматом внахлестЭто самый простой и легкий способ варить полуавтоматом, так как один лист просто накладывается поверх другого. Очень важно правильно выбрать величину сварочного тока, потому что около шва ил на других местах могут появиться продоги метала.
2. Возможен ещё один вариант заметить, что выбрана чрезмерная величина сварочного тока: на конце проволочного электрода появляетя капля, которая делает дальнейший процесс невозможным.
3. Именно поэтому, чтобы варить полуавтоматом, нужно уже иметь навыки сварочных работ.
1. Сварка сплошным швомСплошной шов чаще всего используют при изготовлении, например, конструкций из стального уголка. Но для сварки автомобиля, к примеру, такой шов абсолютно не подходит, так как он “жесткий”, и не имеет вообще какой-либо “эластичности”. Сплошной шов чаще всего делают “точками”, отчего его называют часто “точечным”.
Но для сварки автомобиля, к примеру, такой шов абсолютно не подходит, так как он “жесткий”, и не имеет вообще какой-либо “эластичности”. Сплошной шов чаще всего делают “точками”, отчего его называют часто “точечным”.
2. Точечный шов класифицируется по нанесению в пространстве: горизонтальный “на полу” и “на потолке”, вертикальный “на стене” и другие.Чтобы варить полуавтоматом и не жалеть потом об этом, следует внимательно присматриваться к каждому атрибуту работы. Во-первых, выбрать правильную толщину сварочного тока. Во-вторых, правильный прижим сварочной проволки.
3. В-третьих, нужно проверять колличество газа, так как при его недостатке сварка получится некачественной, “пористой”. Ну и самая последняя проблема – если что-то идет не так, иногда просто стоит проверить напряжение.
Источники: http://metallicheckiy-portal.ru/articles/svarka/dugovaa_svarka/texnika_ruchnoi_dugovoi_svarki/svarka_vertikalnix_shvov, http://univermag24.com/kak-varit-poluavtomatom, http://qalib. ru/a/kak-nauchitsya-varit-poluavtomatom
ru/a/kak-nauchitsya-varit-poluavtomatom
Комментариев пока нет!
kakdelat-pravilno.ru
Как правильно варить вертикальный шов электросваркой (потолочный)
«Как правильно варить вертикальный шов электросваркой?» — вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.
Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
Вертикальная сварка полуавтоматом
При сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
Наплавленный металл стек вниз
Если условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Горизонтальная сварка металла электродом
И уж совсем вызывает недоумение и замешательство ситуация, когда необходимо сварить горизонтально расположенные над головой детали и выполнить так называемый потолочный шов электросваркой.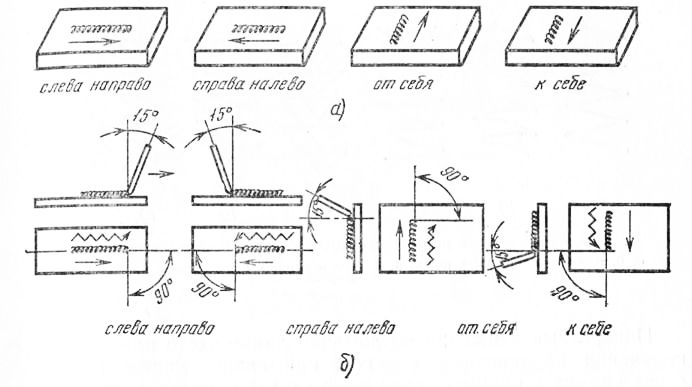 Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.
Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.
Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва. Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Горизонтальную сварку электродами нужно проводить прерывистыми линиями
Для выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Реклама партнеров
Видео: Сварка горизонтального шва
 youtube.com/embed/FoUnhB1FyiU» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/FoUnhB1FyiU» frameborder=»0″ allowfullscreen=»allowfullscreen»> Похожие статьи
promtu.ru
Полуавтоматическая сварка в среде защитных газов (MIG/MAG) – Осварке.Нет
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
Рис. 1. 1 — горелка, 2 — сопло, 3 — токоподводящий наконечник, 4 — электродная проволока, 5 — дуга, 6 — шов, 7 — ванна, 8 — основной металл, 9 — капля металла, 10 — газовая защита.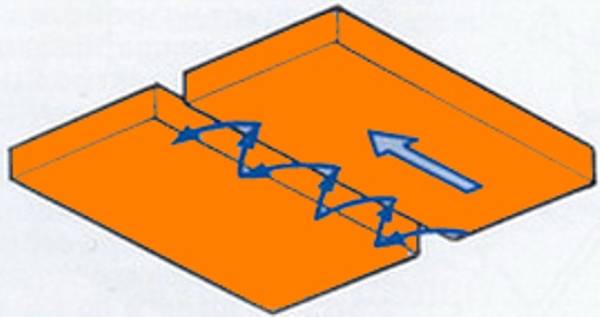
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дугиДля сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются. | |
Многопостовые источники питанияДля организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе. Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте. | |
Механизмы подачи проволокиМеханизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. | |
Сварочные полуавтоматыСварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм. | |
Сварочная горелкаВыполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды. | |
 Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.
Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
| БаллоныВ баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне. | |
| Редуктор (регулятор давления)Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе. | |
| Подогреватель При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора. При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока. | |
| Осушитель Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. | |
| Ротаметр Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера. | |
| Рукава (шланги) Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования. | |
| Смеситель газов Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов. | |
 Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.
Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях. Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках. Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках. | |
| Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки. | |
| Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей. | |
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении. | |
| Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм. | |
Сварка нахлесточных соединений
| Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход. | |
| Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов. | |
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов. | |
| Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок. | |
| Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º. | |
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.
Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.

osvarke.net
Механизация полуавтоматической сварки вертикальных и потолочных швов
Главная / О компании / Выполненные проекты / Механизация / Механизация полуавтоматической сварки вертикальных и потолочных швов
Механизация
При сварке протяженных швов способом MIG/MAG заказчик провел расчет трудозатрат одного сварщика и определил, что за смену он проходил порядка 20 метров сварочного шва. Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки.
Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки.
Специалистами «ДельтаСвар» были проведены переговоры с главным сварщиком и генеральным директором заказчика о возможных решениях данной задачи. Выбор был осуществлен в пользу сварочных кареток CS-100C – на жесткой рейке для сварки вертикальных швов и CS-7WC – на гибкой рейке для сварки потолочных швов.
Сразу после переговоров специалисты отдела сварки провели успешную демонстрацию на территории заказчика и определили окончательный вариант комплектации оборудования:
- Аппарат сварочный MIG/MAG Taurus 505 Synergic S MM TDM, EWM – 4 шт.
- Механизм подачи проволоки drive 4X HP с панелью HP, EWM – 4 шт.
- Блок водяного охлаждения cool50-2 U40, EWM – 4 шт.
- Каретка CS-7WC рельсовая, сварка с колебаниями – 2 шт.
- Рейка гибкая MC NYLON RAIL 1.5M (CS-7WC), нейлон, 1,5 м – 2 шт.
- Каретка CS-100C рельсовая, сварка с колебаниями на подъем – 2 шт.
- Рейка жесткая AL RAIL 1.5M (CS-100C/CS-201) 1,5 м – 2 шт.

Все предложенное оборудование имелось в наличии на складе ООО «ДельтаСвар» и в кратчайшие сроки было доставлено заказчику с последующим выполнением пусконаладочных работ и обучения персонала заказчика.
В результате проделанной работы были отработаны и переданы заказчику режимы сварки. Опытным путем мы подтвердили, что скорость сварки в вертикальном положении на спуск – 22 см/мин, на подъем – 13 см/мин, в потолочном положении – 20 см/мин. Следовательно, скорость выполнения работ с учетом выставления кареток возросла в 2-3 раза.
Отработка режимов сварки вертикальных швов на каретке CS-100C
Данное решение является продуктивным при сварке протяженных швов в кораблестроении, машиностроении, производстве цистерн, балок и пр.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 (доб. 207) или напишите нам. Специалисты компании «ДельтаСвар» подберут подходящее сварочное оборудование и правильное решение для любой задачи!
Читайте также:
Поставка комплекта сварочной каретки CS-100C с полуавтоматом EWM Taurus 505 Synergic MM TDM
Промышленное предприятие, занимающееся изготовлением оборудования для горнодобывающей промышленности, обратилось в компанию «ДельтаСвар» по вопросу повышения качества сварных швов на участке сборки корпусов флотационных машин. Корпуса флотационной машины имеют множество деталей из низкоуглеродистой стали толщиной от 8 до 20 мм, большая часть которых сваривается протяженными прямолинейными швами в различных пространственных положениях. Сварщикам, выполняющим шов вручную полуавтоматом, было …
Поставка роликоопорных стендов грузоподьемностью 135 тонн для производства парогенераторов
В связи с плановым техническим перевооружением руководство одного из крупнейший предприятий атомной промышленности России приняло решение о модернизации имеющейся линии производства парогенераторов путем замены роликовых опор и оснащения нового стенда гидравлической системой компенсации продольного смещения. …
…
Механизация сварки судостроительного предприятия автоматическими сварочными каретками
С целью планового расширения производства в компанию «ДельтаСвар» обратилось крупное судостроительное предприятие. С этим заводом нас связывают долгие партнерские отношения и множество выполненных контрактов.
…
Механизация производства с помощью портативных машин для вырезки отверстий газом KHC-600D
Уменьшение влияния человеческого фактора на полученный результат, несомненно, является одной из важнейших задач любого современного производства. С каждым годом процент механизации процессов сварки и резки на производствах неуклонно растет.
…
Оснащение цеха механизированной установкой для аргонодуговой сварки соединений «труба-труба» и «фланец-труба»
У промышленного предприятия, занимающегося изготовлением погружных приборов для измерения уровня жидкости в скважинах, сформировалась потребность в оснащении производственного участка установкой для сварки стыковых соединений труб и углового соединения фланца с трубой методом аргонодуговой сварки TIG с подачей присадочного материала. Защитный корпус (оболочка) погружного прибора выполняется из труб диаметром до 250 мм и длиной до 6 м. Трубы изготовлены из низкоуглеродистых и нержавеющих сталей…
Защитный корпус (оболочка) погружного прибора выполняется из труб диаметром до 250 мм и длиной до 6 м. Трубы изготовлены из низкоуглеродистых и нержавеющих сталей…
Поделиться ссылкой:
Особенности сварки в углекислом газе
Техника автоматической сварки в углекислом газе различных соединений металла толщиной более 2,0 мм аналогична технике сварки под флюсом. Техника полуавтоматической сварки в углекислом газе почти аналогична технике ручной дуговой сварки.
Перед началом сварки необходимо включить газ и проверить его расход, выждать несколько секунд, чтобы полностью вышел воздух из шлангов, и обдуть место сварки углекислым газом. Несоблюдение этих условий приводит к образованию пор в начале шва.
В момент окончания процесса сварки прекращают продвижение дуги, выключают подачу проволоки и сварочный ток, задерживают на секунду-две мундштук над кратером, чтобы защитить металл сварочной ванны от окисления, а затем удаляют держатель от места сварки. Прекращать процесс сварки растягиванием дуги не рекомендуется.
Прекращать процесс сварки растягиванием дуги не рекомендуется.
Перед прекращением процесса сварки рекомендуется заполнить кратер шва металлом. Заполнение металлом кратера (заварка кратера) особенно необходимо при сварке проволокой диаметром более 1,2 мм, так как в незаполненном кратере в данном случае после затвердевания металла образуются надрывы (горячие трещины). Большинство таких трещин можно устранить про- плавлением при выполнении последующего слоя шва, причем в кратере последующих слоев шва трещины не образуются.
Трещины глубиной более 3 мм при наложении последующего слоя часто не удается устранить, и они остаются в шве в виде единичных надрывов.
Экспериментально установлено, что трещины не образуются в кратере, если в момент обрыва дуги уменьшить до минимума сварочный ток и соответственно скорость подачи электродной проволоки.
При этом кратер полностью заваривается. Лучшие результаты получаются, если перед обрывом дуги сварочный ток и соответственно скорость подачи электродной проволоки уменьшаются постепенно.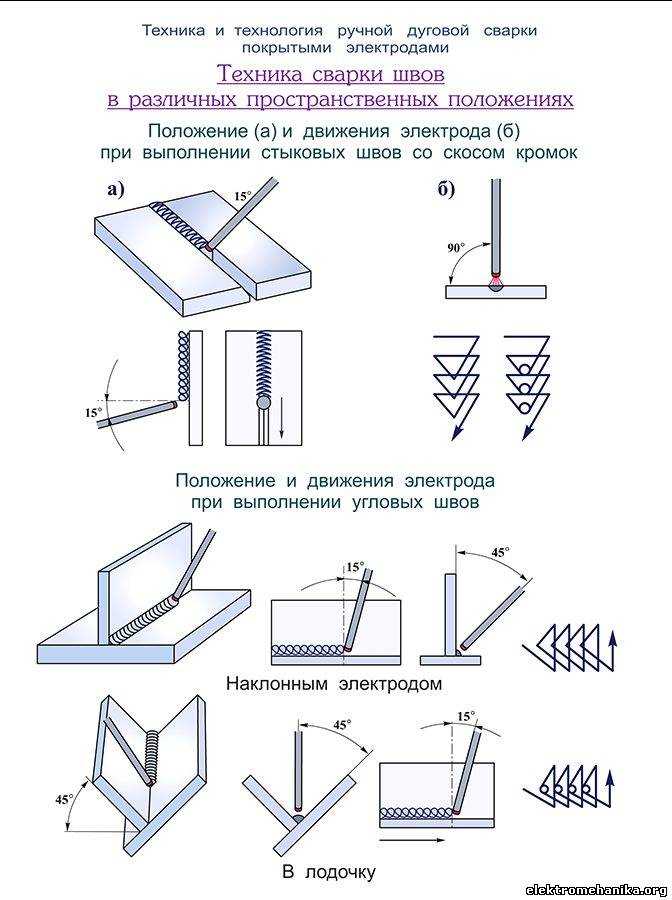
Разработан полуавтомат для сварки металла в углекислом газе, обеспечивающий заварку кратера в конце шва, что устраняет образование трещин в нем. В конце сварки специальной кнопкой полуавтомат переключается на заварку кратера.
При использовании обычных полуавтоматов прекращать процесс сварки необходимо на выводной планке (особенно при сварке ответственных изделий).
Стыковые соединения в нижнем положении сваривают полуавтоматом при наклоне электрода от 5 до 20° углом вперед или (реже) углом назад. Тавровые соединения, расположенные не «в лодочку», сваривают с таким же наклоном электрода в направлении сварки и с наклоном его поперек шва под углом 40—50° к горизонту. При этом электрод направляют либо точно в угол, или несколько смещают на 1—1,5 мм на горизонтальную полку (рис. 111).
Рис. 111. Положение наконечника полуавтомата и приемы перемещения электрода при сварке в углекислом газе в нижнем положении.
Тонкий металл в нижнем положении сваривают при равномерном поступательном перемещении электрода (без поперечных колебаний) за исключением мест, имеющих зазоры. Соединения с зазорами сваривают поперечными колебаниями конца электрода.
Соединения с зазорами сваривают поперечными колебаниями конца электрода.
При сварке в нижнем положении стыковых соединений большой толщины с V-образной разделкой кромок первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода.
Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали, а верхние слои — змейкой. Шаг перемещений и амплитуда поперечных колебаний электрода принимаются в зависимости от ширины разделки. Перемещение электрода змейкой может выполняться так, как показано на рис. 1ll, а также в противоположном направлении (вперед, затем назад и снова вперед).
Нахлесточные соединения из металла толщиной до 1,5 мм сваривают электродом в вертикальном положении, перемещая дугу по кромке верхнего листа. При толщине свариваемого металла от 2 мм и более наклон электрода и смещение дуги должны быть такими же, как и при сварке тавровых соединений.
Соединения различного типа во всех пространственных положениях можно сваривать в углекислом газе проволокой диаметром 0,5—1,2 мм. Опытные сварщики выполняют вертикальные и горизонтальные швы больших сечений проволокой диаметром до 1,6 мм.
Опытные сварщики выполняют вертикальные и горизонтальные швы больших сечений проволокой диаметром до 1,6 мм.
Сварка во всех пространственных положениях, отличных от нижнего, выполняется обычно на пониженном напряжении (17—19 В). Лишь опытные сварщики при сварке вертикальных швов повышают напряжение дуги до 20—22В.
Полуавтоматическую сварку тонколистового металла в вертикальном положении, а также вертикальные угловые швы с катетом до 5—6 мм выполняют сверху вниз. В начале процесса сварки электрод располагают перпендикулярно свариваемым кромкам, чтобы обеспечить хороший провар начала шва.
После образования сварочной ванны электрод несколько наклоняют ниже горизонтали на угол 10—15°. При этом давление дуги способствует удержанию жидкого металла сварочной ванны от стекания.
Сварка тонколистового металла в горизонтальном положении по технике выполнения аналогична сварке в вертикальном положении. После возбуждения дуги электрод располагают ниже горизонтали для удержания металла сварочной ванны от стекания.
В потолочном положении швы сваривают на пониженном сварочном токе и напряжении дуги при несколько увеличенном расходе углекислого газа. Для лучшего удержания жидкого металла от стекания электрод устанавливают с небольшим углом наклона назад. Если необходимо получить широкий валик шва, электроду сообщают поперечные колебания.
Первый слой шва стыковых прямолинейных соединений с V-образной разделкой и угловые швы с катетом до 6 мм в вертикальном положении выполняются полуавтоматом А-547р проволокой диаметром 1,2 мм сверху вниз без поперечных колебаний на режиме: сварочный ток 190—200А, напряжение дуги 21—22В.
Второй и последующие слои шва стыковых соединений, а также угловые швы с катетом более 6 мм в вертикальном положении выполняют, перемещая дугу снизу вверх с поперечными колебаниями конца проволоки на режиме: сварочный ток 150—160 А, напряжение 20—21В.
Проволокой малых диаметров (1,0—1,2 мм) можно сваривать в углекислом газе кольцевые стыковые соединения без подкладок, обеспечивая при этом полный провар без прожогов (рис. 112).
112).
Рис. 112. Макроструктура шва стыкового соединения, выполненного в углекислом газе проволокой диаметром 1 мм при сварке сверху вниз.
При массовом производстве однотипные изделия с кольцевыми стыками можно сваривать автоматом (причем автомат должен быть неподвижен, а изделие — вращаться с заданной скоростью).
Кромки при таком способе сварки должны быть точеными, разделка их V-образной без притупления. Зазор в стыке не должен превышать 0,8 мм, а несовпадение кромок должно быть не более 1 мм.
Первый слой (корень) шва выполняется при горизонтальном положении проволоки (или под углом до 30° к горизонту) диаметром 1 мм на режиме: сварочный ток 180—190А, напряжение дуги 20—22В, скорость сварки 30м/ч.
Изделие должно вращаться так, чтобы сварка выполнялась в положении сверху вниз (рис. 113). Второй и последующие слои шва выполняются проволокой диаметром 2 мм, расположенной вертикально в верху стыка.
Рис. 113. Схема расположения электрода при автоматической сварке в углекислом газе поворотных кольцевых стыков: сбоку — электрод диаметром 1 мм (сварка корня соединения), вверху — электрод диаметром 2 мм (выполнение последующих слоев шва): стрелкой указано направление вращения свариваемого изделия.
Неповоротные кольцевые стыки сваривают полуавтоматом. Например, монтажные стыки труб газопроводов с V-образной разделкой кромок сваривают в углекислом газе полуавтоматом А-547р в два слоя проволокой диаметром 1,2 мм.
При этом требования к точности сборки стыков менее жесткие, чем при автоматической сварке поворотных стыков. Первый слой шва выполняют сверху вниз без поперечных колебаний электрода на режиме: сварочный ток 190—200А, напряжение дуги 21—22В. Второй слой сваривают при перемещении дуги снизу вверх с поперечными колебаниями электрода змейкой на режиме: сварочный ток 150—160А, напряжение дуги 20—21В.
В последнее время разработана и освоена на производстве техника полуавтоматической сварки в углекислом газе толстостенных кольцевых неповоротных стыков без подкладных колец.
Рекомендуемая форма разделки кромок и последовательность наложения слоев шва показаны на рис. 114. Стык сваривается в горизонтальном положении. Корень Шва выполняется полуавтоматом А-547р проволокой диаметром 1 мм при равномерно поступательном перемещении дуги.
Режим сварки: сварочный ток 180—200А, напряжение дуги 20—22В. Последующие слои шва выполняют полуавтоматом А-537 проволокой диаметром 1,6 мм при сварочном токе 300—320А и напряжении дуги 28—30В. При таком режиме сварки разделку соединения заполняют неполностью.
Облицовочные слои шва с небольшим усилием выполняют на пониженном режиме до полного заполнения разделки. Сварочный ток должен составлять 220—240А, напряжение дуги 26—28В. Во всех случаях дуга питается от источника постоянного тока с жесткой внешней характеристикой.
Для предотвращения разбрызгивания электродного металла и забрызгивания свариваемых кромок, а также для поддержания стабильности процесса сварки рекомендуется в сварочную цепь последовательно включать дроссель РСТЭ-24 или пользоваться специальными сварочными выпрямителями с индуктивностью в сварочной цепи.
Рис. 114. Форма разделки кромок (а) и порядок выполнения слоев шва (б) при полуавтоматической сварке в углекислом газе стыковых толстостенных соединений в горизонтальном положении.
- Назад
- Вперед
4 основных позиции сварки, которые вы должны знать: полное руководство
Как вы, наверное, уже знаете, сварка — это процесс сплавления двух или более деталей вместе под воздействием тепла. Существует много типов сварки, о которых мы говорим в разделе «Часто задаваемые вопросы по сварке» ниже. Но для начала поговорим о 4-х основных положениях сварки, так как они влияют на лота факторов.
Как сварщик, вы должны знать о следующих 4 основных положениях сварки, это особенно важно, если вы планируете пройти квалификационный экзамен по сварке:
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Вертикальное положение
Содержание
4 основных положения сварки
Поток расплавленного металла будет меняться в зависимости от того, какой поток расплавленного металла вы примете. Когда он плоский, сила тяжести втягивает расплавленный металл в соединение. Это приводит к более быстрому и значительному упрощению процесса сварки.
Это приводит к более быстрому и значительному упрощению процесса сварки.
Горизонтальная сварка довольно сложна. Почему? Потому что расплавленный металл стекает на опорную плиту. Вам обязательно нужно попрактиковаться в этом перед квалификационным тестом.
AWS Положение сварки листаВертикальная сварка достигается путем направления горелки вниз и движения вверх. Иногда приходится начинать сверху, но мы обсудим это более подробно позже.
Положение сварки над головой , безусловно, самое сложное. Расплавленный металл стекает вниз под действием силы тяжести, поэтому контролировать его значительно сложнее. Как и в случае с горизонтальным положением, вам нужно будет много практиковаться, чтобы добиться идеального качества сварных швов.
Несмотря на то, что вам предстоит многому научиться, вам повезло, раз вы наткнулись на нас. Мы собираемся рассказать вам все, что вам нужно знать о каждой из позиций сварки, которые мы только что упомянули.
Давайте углубимся в детали, не так ли?
1. Плоское положение сварки (символ 1F или 1G)
Поскольку плоское положение сварки является самым простым (как мы упоминали выше), мы начнем здесь.
Некоторые сварщики называют это положением руки вниз, так что не смущайтесь изменением терминов. Чтобы сделать это правильно, сварку нужно начинать с верхней части стыка. Таким образом, расплавленный металл под действием силы тяжести втягивается в соединение. Опять же, результатом является быстрый и легкий сварной шов.
Вы можете задаться вопросом: «Что с категориями 1F и 1G наверху?». Хорошо, давайте поговорим об этом.
В чертежах архитектора используются эти коды (называемые символами сварки), чтобы облегчить вам, сварщику, выполнение проекта. Число обозначает положение, а буква обозначает тип сварного шва.
Недавно я написал статью о «5 видов сварных соединений и их применение» — прочтите эту статью.
Взгляните на следующую таблицу, чтобы получить четкое представление о том, что означает каждое конкретное число.
| Number | Position | Variations | Variation Meaning |
|---|---|---|---|
| 1 | Flat | 1F | Fillet weld made in the flat position |
| 1G | Groove weld made in the flat position | ||
| 2 | Horizontal | 2F | Fillet weld made in the horizontal position |
| 2G | Угловой шов в горизонтальном положении | ||
| 3 | Вертикальный | 3F | Угловой шов в вертикальном положении |
| 3G | Groove weld made in the vertical position | ||
| 4 | Overhead | 4F | Fillet weld made in the overhead position |
| 4G | Groove сварной шов, выполненный в потолочном положении |
Итак, как видно из приведенной выше таблицы, 1F означает угловой шов, выполненный в плоском положении, а 1G означает сварной шов с разделкой кромок, выполненный в горизонтальном положении.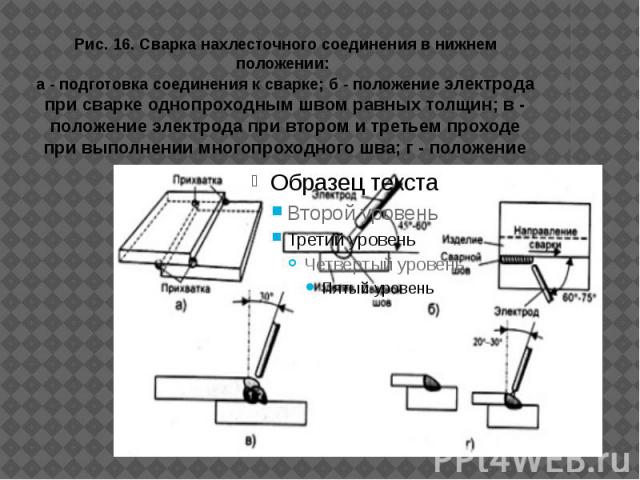
Если вы не знакомы с типами сварных соединений, мы написали подробное руководство по всем темам, так что вы можете прочитать его, прежде чем продолжить.
Если вы собираетесь сваривать плоскую деталь , расположенную на верстаке, вам следует использовать плоское положение для сварки.
Как читать символы сварки >> Посмотрите видео ниже
2. Горизонтальное положение сварки (символ 2F или 2G)
По сравнению с горизонтальной позицией сварки горизонтальная позиция сварки сложнее. Вам потребуется больше навыков, чем среднему сварщику, чтобы действительно хорошо выполнить горизонтальный шов.
Классифицируется как сварочное движение вне рабочего положения.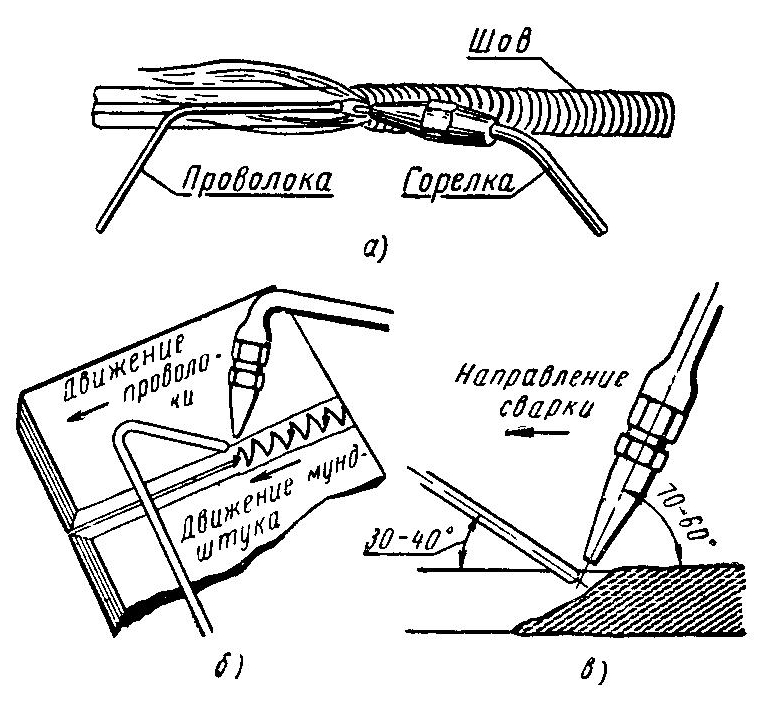
Как вы уже поняли, 2F — это положение горизонтального углового сварного шва. Здесь вы будете сваривать горизонтальную верхнюю сторону, которая прилегает к почти вертикальной поверхности. При этом вам нужно держать горелку под углом 45 градусов для достижения наилучших результатов.
2G, с другой стороны, представляет собой горизонтальное положение разделки кромок. Вы поместите ось сварного шва в горизонтальной плоскости. Он не обязательно должен быть строго горизонтальным, но приблизительного достаточно. Поверхность сварного шва должна находиться в вертикальной плоскости (или почти вертикальной).
Обычно это положение используется при сварке стены слева направо (или, конечно, справа налево).
3. Вертикальное положение сварки (обозначение 3F или 3G)
В этом положении выполняется сварка и пластины лежат вертикально (хотя бы примерно вертикально). Здесь гравитация тянет расплавленный металл вниз, поэтому многие начинающие сварщики сталкиваются с накоплением. Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Когда вы находитесь в вертикальном положении вверх, пламя должно быть направлено вверх. Для этого просто держите горелку под углом 45 градусов к пластине. Таким образом, вы можете использовать металл ниже для работы против силы тяжести.
Когда у вас нет другого выбора, кроме как удерживать позицию на спуске, вам придется работать с кинетической силой от дуги, а также металлом с более высоких частей.
Обычно это положение используется, когда вы привариваете к стене вверх или вниз. Существует огромная разница в сварке вверх и вниз, поэтому, как правило, профессиональные сварщики говорят «вертикально вверх» и «вертикально вниз».
4. Положение сварки над головой (обозначение 4F или 4G)
Мы подумали, что оставим самое сложное положение напоследок! Почему это так сложно? Ну, вы работаете с нижней стороны сустава.
Поскольку гравитация имеет больше шансов взять верх, металл имеет тенденцию капать на опорную плиту. Не переживайте слишком сильно, вы можете с этим бороться. Как? Убедитесь, что лужа расплавленного металла как можно меньше.
Не переживайте слишком сильно, вы можете с этим бороться. Как? Убедитесь, что лужа расплавленного металла как можно меньше.
Если лужа резко увеличится, немедленно уберите пламя. Будем надеяться, что металл затвердеет и не упадет на опорную плиту.
Угловая сварка в потолочном положенииПока у вас достаточно присадочного металла, ваша сварочная ванна должна оставаться приемлемого размера. Если все сделано правильно и опытным персоналом, металл не упадет. Лучший совет, который мы можем вам дать, это расплавить оба края соединения с помощью горелки, это еще больше укрепит жидкий металл.
Как правило, при работе с потолком используется потолочная сварка.
Положения, которые мы только что рассмотрели — горизонтальное, горизонтальное, вертикальное и над головой — являются основными. Но они не включают позиции сварки труб. Итак, мы собираемся взглянуть на них сейчас.
Положения для сварки труб
Трубы используются в очень многих различных ситуациях, поэтому точное положение для сварки будет определяться для каждого конкретного проекта.
Обычно, положение при сварке труб имеет тенденцию быть фиксированным. Однако из этого правила есть исключения. Иногда они также могут быть скрученными или плоскими.
В общем, без лишних слов, приступим.
Горизонтальный сварной шов для труб
Чтобы сделать это правильно, необходимо следовать определенной процедуре. В противном случае вы можете запутаться и напортачить (что приведет к провалу всего проекта). Не волнуйтесь, мы расскажем вам, как это сделать.
Выровняйте стык и приметайте сварной шов, чтобы зафиксировать его на месте. В качестве альтернативы вы можете использовать стальные перемычки, чтобы закрепить деталь во время работы. Просто имейте в виду, что вам нужно будет установить пирог на ролики, прежде чем вставлять кусок в зажим.
AWS Место сварки для трубы Затем вы начнете сварку на трети пути вокруг первой четверти окружности трубы. Приваривать вверх следует к точке «северо-восток». Достигнув этого положения, поворачивайте трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не вернется в исходное положение. Опять же, вам нужно будет привариться вверх к северо-восточной точке.
Достигнув этого положения, поворачивайте трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не вернется в исходное положение. Опять же, вам нужно будет привариться вверх к северо-восточной точке.
Здесь следует отметить, что вам нужно убедиться, что факел удерживается между двумя точками, которые мы упоминали выше. Труба должна быть единственным вращающимся элементом.
Положение горелки здесь очень похоже на вертикальный шов. Однако, когда вы приблизитесь к северо-восточной точке, сварной шов будет символизировать плоское положение (почти). Итак, вам нужно будет отрегулировать стержень и горелку, чтобы эффективно адаптироваться к изменениям.
Мы советуем остановить только до вы вернетесь в исходную точку. Это позволяет повторно нагреть начальную точку, чтобы все было одинаковой температуры. Затем будет сформировано бесшовное соединение.
Горизонтальная сварка трубы в фиксированном положении
Неудивительно, что горизонтальная сварка трубы в фиксированном положении аналогична описанной выше, за исключением того, что труба , а не вращается.
Итак, посмотрим, как это сделать эффективно. Готовый? Мы уверены!
После прихватки необходимо правильно их сориентировать. Всего их должно быть 4, лежащих на северо-востоке, юго-востоке, юго-западе и северо-западе. Конечно, это приблизительно равно , так что не беспокойтесь по этому поводу. Но вам нужно быть осторожным, так как трубу нельзя будет сдвинуть, как только вы начнете сваривать.
Настоящую сварку можно выполнить за 4 довольно простых шага (четыре сегодня кажется магическим числом!).
Во-первых, вы должны начать с южной точки и двигаться вверх к восточной точке. Затем нужно вернуться к стреле и привариться вверх в западное положение. После этого вернитесь к восточной точке и приварите вверх к северной точке. Наконец, вернитесь к западной точке и двигайтесь вверх к северной точке. Здесь вы можете перекрыть бисер.
Для тех, кто хочет сваривать снизу, вы можете сделать это в два этапа. Если вы заинтересованы, оставайтесь с нами, но если вы предпочитаете перейти к следующей сварочной позиции, не стесняйтесь делать это вместо этого.
Итак, сварка вниз. Вот шаги:
Начните с северной точки и продвигайтесь вниз по одной стороне круга. После этого вернитесь на север и пройдите вниз по другой стороне . Убедитесь, что вы присоединились к нему в южной точке, когда доберетесь туда.
Этот метод лучше всего использовать при дуговой сварке, потому что вы можете сделать это очень быстро. На самом деле, это в три раза быстрее, чем восходящий метод, который мы обсуждали ранее!
Сказав это, вы обычно используете только нисходящий метод для соединения труб из низкоуглеродистой или низколегированной стали. Кроме того, количество проходов зависит от толщины. Взгляните на следующую таблицу, чтобы узнать больше.
| Толщина трубы | Количество проходов |
|---|---|
| Under ⅜ of an inch | 1 |
| ⅜ to ⅝ of an inch | 2 |
| ⅝ to ⅞ of an inch | 3 |
| ⅞ to 1 ⅛ of an inch | 4 |
Сварка вертикальной трубы в фиксированном положении
Когда трубы находятся в вертикальном положении, следует выбрать метод сварки наотмашь.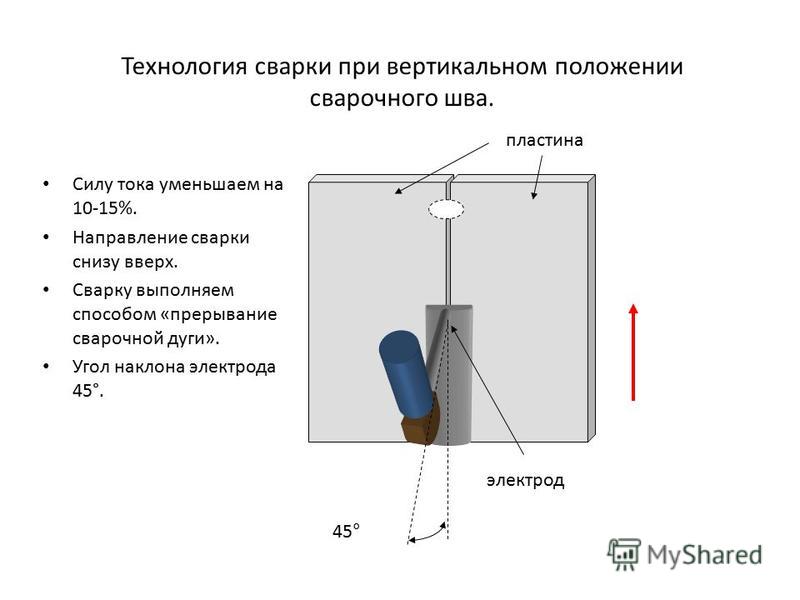 Вы начнете с точки прихватки и продолжите по окружности трубы.
Вы начнете с точки прихватки и продолжите по окружности трубы.
Да, это все!
Многопроходная дуговая сварка
Присадочные швы
При использовании присадочных швов следует обратить внимание на некоторые моменты.
Во-первых, вы должны очень внимательно следить за тем, чтобы они правильно проникали в корневые валики (о корневых валиках мы поговорим в следующем разделе). Почему? Потому что это гарантирует, что любая причинно-следственная связь устранена.
Во-вторых, вам нужно решить, сколько бусин наполнителя вам действительно понадобится. Независимо от того, что вы делаете, вам, скорее всего, понадобится в минимум один.
Корневой валик
При использовании выравнивающего зажима убедитесь, что корневой валик начинается в углублении канавки. При этом позаботьтесь о том, чтобы нарастить корневой валик внутри трубы; постарайтесь не дать ему просочиться из сторон. Это может потребовать немного практики, но в конце концов вы добьетесь своего!
Финишные валики
Финишные валики, как вы можете понять из названия, надеваются поверх накладных отделочных валиков.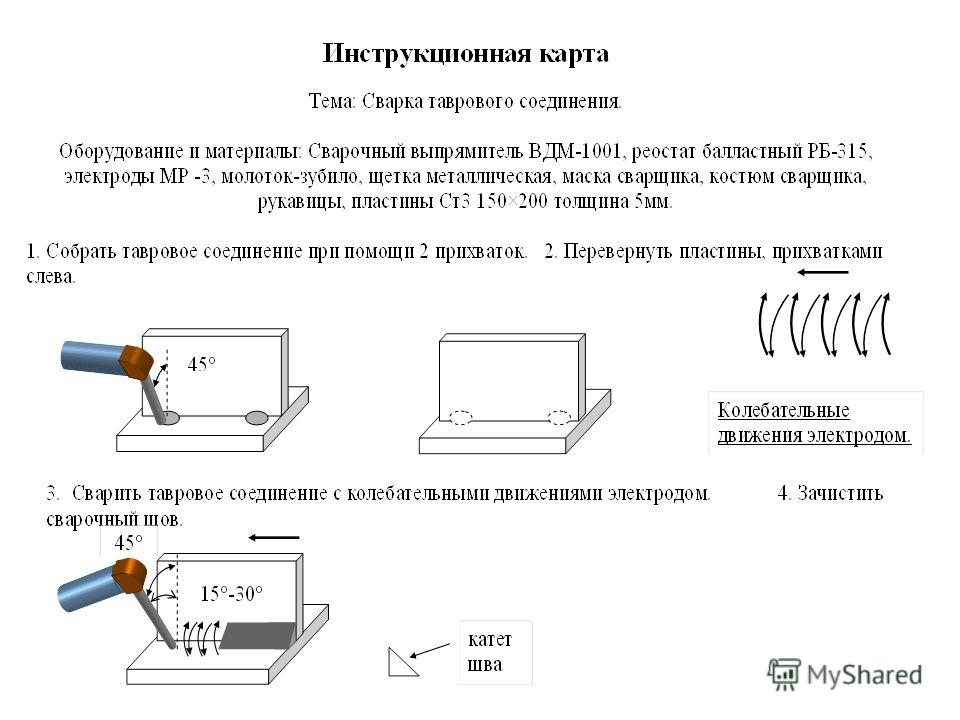 Шокер, да?
Шокер, да?
Обычно эти бусины имеют ширину примерно ⅝ дюйма. Что касается размещения, вы можете просмотреть диаграммы в Интернете, которые правильно отображают это. Тем не менее, мы рекомендуем, чтобы они выступали на 1/16 дюйма над внешней трубой.
Сварка алюминиевых труб
Игра немного меняется, когда дело доходит до сварки алюминиевых труб. Существуют определенные используемые соединения, которые обычно требуют от вас проведения комбинированных процессов.
Прочтите по теме : Как легко сварить алюминий
Символы сварки труб
Вы помните, когда мы говорили о цифрах и буквах, используемых в символах сварки? Мы рассмотрели числа от 1 до 4. Ну, нам нужно обсудить еще два — 5 и 6. Они специально связаны со сваркой труб, поэтому мы ждали до сих пор, чтобы поделиться ими с вами.
Положение сварки трубы 5 и 6 Номер 5 — это положение сварки, при котором труба лежит горизонтально. Это может быть, например, когда труба торчит из стены. Следовательно, сварной шов должен быть наложен вокруг трубы. Здесь труба , а не , вообще не вращается. Таким образом, положение постоянно меняется.
Это может быть, например, когда труба торчит из стены. Следовательно, сварной шов должен быть наложен вокруг трубы. Здесь труба , а не , вообще не вращается. Таким образом, положение постоянно меняется.
Номер 6 невероятно похож на номер 5, но труба расположена диагонально (под углом 45 градусов).
Хорошо, теперь давайте перейдем к часто задаваемым вопросам о сварке. Мы получаем лота из них, но сегодня мы ответим только на три самых распространенных.
>> Щелкните здесь: 5 типов сварных соединений и их использование – подробное руководство
Какой тип сварки мне следует выполнять?
Существует , поэтому много различных типов сварки, на которых вы можете сосредоточиться. Все зависит от того, чего вы хотите достичь.
Ниже вы можете найти краткое объяснение каждого из них, чтобы вы могли решить, что подходит именно вам.
Дуговая сварка
Этот тип довольно популярен благодаря экономичной процедуре. Используемая вами машина будет излучать электрический импульс, проходящий через материал.
Используемая вами машина будет излучать электрический импульс, проходящий через материал.
Итак, почему сварка называется дуговой сваркой ? Протекающий ток иногда может выглядеть как дуга.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения стальных листов. В принципе, это хорошо для любого толстого материала. Обычно , вы бы использовали его в вертикальном положении, потому что он был придуман специально для этого.
Сварка порошковой проволокой
Изобретатель сварки порошковой проволокой хотел предложить людям альтернативу электродуговой сварке.
Если вам нужно сделать быстро, этот метод для вас, так как это автоматический метод. Вы обнаружите, что многие строители будут использовать его, чтобы выполнить работу быстрее.
Дуговая сварка металлическим газом
Опять же, это процедура автоматической сварки.
Вы будете использовать сварочный пистолет, который систематически протягивает металл сварного шва через себя.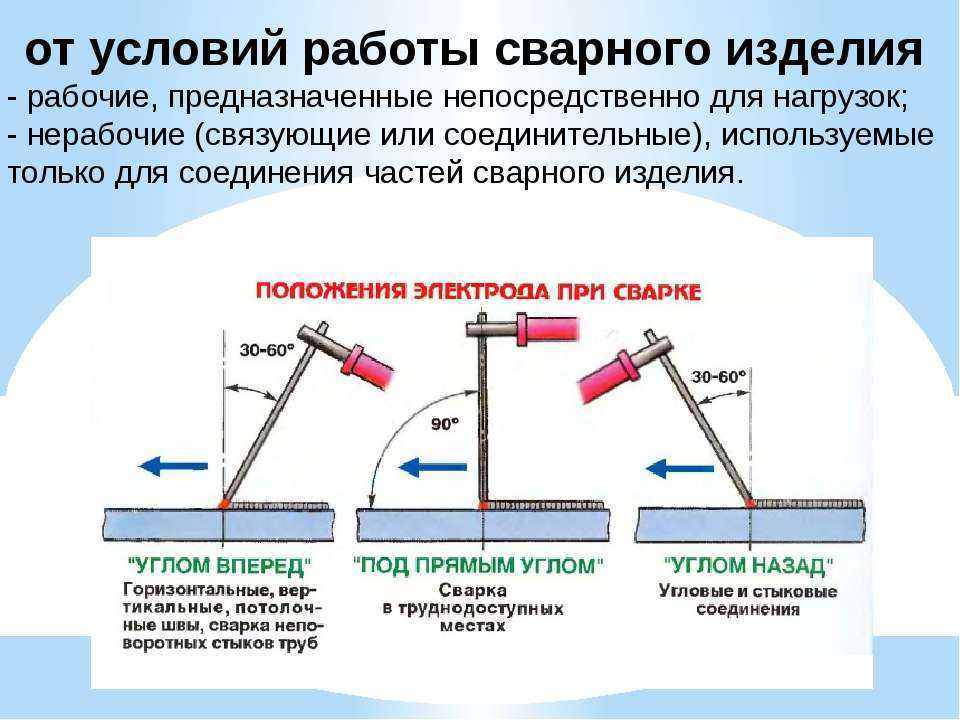 Он даже испускает газовый «щит», защищающий вашу фигуру от сил природы.
Он даже испускает газовый «щит», защищающий вашу фигуру от сил природы.
Если вам предстоит много сварочных работ, это сэкономит вам массу времени.
Газовая вольфрамовая дуговая сварка
Поскольку это сложно и требует много времени, в наши дни многие сварщики не используют его. Вам нужно безумное количество навыков и концентрации, чтобы сделать это правильно.
Сказав это, результат невероятно высокого качества.
Сварка MIG (сварка металлов в среде инертного газа)
Газовый элемент здесь защищает вашу деталь от таких элементов, как кислород, которые могут повредить ваши материалы. Из-за этого сварщик может прогрессировать относительно быстро.
Самое замечательное в этом типе сварки то, что вам не нужны огромные навыки для работы на машине. Хотя , следует отметить, что делать этот вид сварки снаружи нельзя!
Плазменная дуговая сварка
Это похоже на газовую дуговую сварку вольфрамом, о которой мы говорили ранее. Это очень точная форма сварки, поэтому она требует еще большей концентрации, чем вышеупомянутая GTAW.
Это очень точная форма сварки, поэтому она требует еще большей концентрации, чем вышеупомянутая GTAW.
Дуговая сварка защищенным металлом
Чаще всего ее называют электродуговой сваркой, и в настоящее время это самый популярный процесс сварки. Это дешево и просто сделать. Однако результаты не такие качественные, как другие методы.
Дуговая сварка под флюсом
Этот процесс разработан специально для металлов, содержащих много железа, таких как нержавеющая сталь. Вы можете найти полуавтоматические или полностью автоматические устройства, которые значительно ускоряют процесс.
Сварка ВИГ (сварка вольфрамовым электродом в среде инертного газа)
По сути, это просто другой тип сварки MIG. Вместо металлического электрода используется вольфрамовый ток. Хотя есть и другие отличия, это основное.
Какие меры безопасности следует соблюдать при сварке?
Мы обнаружили, что чем больше занят сварщик, тем больше он пренебрегает самыми безопасными и передовыми методами. Конечно, это имеет большой смысл, но крайне важно, чтобы вы репетировали их регулярно. Это защищает вас, вашу семью и других людей.
Конечно, это имеет большой смысл, но крайне важно, чтобы вы репетировали их регулярно. Это защищает вас, вашу семью и других людей.
Вы должны по-настоящему понимать последствия неосторожного поведения. Например, если вы забудете надеть средства индивидуальной защиты, вы можете получить ожоги, удар электрическим током или контакт с излучаемым светом.
Помимо этого, вы должны помнить о других факторах, таких как чистящие средства, взрывы, выбросы дыма и шум.
Помните, безопасность превыше всего. Соблюдение необходимых мер предосторожности, рекомендованных и , позволит избежать всех возможных несчастных случаев.
Связанное чтение: 30+ необходимых сварочных инструментов и принадлежностей (опрос экспертов)
Что такое всепозиционный сварочный стержень или проволока?
Проволока, предназначенная для плоской и горизонтальной сварки, оптимизирована таким образом. Сварочная ванна, которую они обычно делают, довольно большая, но ее относительно легко держать под контролем.
Стержни, предназначенные для вертикальной или потолочной сварки, имеют модифицированную защитную оболочку. Это заставляет расплавленный металл двигаться медленнее, поэтому он не сразу падает на пол или опорную плиту.
Сварочные прутки или проволока All Position обычно содержат специальный замораживающий флюс. Это означает, что они хороши, когда вы используете плоское или горизонтальное положение . Но они также могут быстро прилипать к поверхностям, поэтому металл не капает на опорную плиту при работе над головой или вертикально.
Практический результат
Сварка, как вы уже знаете, если не знали раньше, очень сложный процесс. Однако, если вы будете следовать нашим руководствам и приобретете практический опыт в безопасной среде, вы доберетесь до того, чего хотите.
Всем счастливой и безопасной сварки!
Ссылки
The Four Main Welding Positions
https://ahpwelds. com/articles/do-you-know-how-position- your-welding-equipment
com/articles/do-you-know-how-position- your-welding-equipment
https://www.welding-advisers.com/Weld-FAQ.html#OPW
Инструменты для тепловой сварки крыш | Поставка больших камней
Главная > Оборудование > Кровельное оборудование > Оборудование для сварки кровли > Инструменты для тепловой сварки крыш
Продукты 1-17 из 17
Показать 48 На странице96 На странице144 На странице192 На странице240 На странице
Полуавтоматический сварочный аппарат BAK Micon
Полуавтоматический сварочный аппарат
Цена: 2495 долларов США.
Наличие: Есть в наличии
БАК № товара: БАК-МИКОН —
Экономичный ручной инструмент. Закрывает разрыв между ручным сварочным инструментом и автоматическим сварочным аппаратом. Особенности: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
Особенности: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
BAK-MICON-E Бак MicOn Edge
Полуавтоматическая сварочная машина для сварки вплотную к углу, закрывает зазор между…
Цена: 2495 долларов США.
Наличие: Есть в наличии
БАК № товара: БАК-МИКОН-Е —
Полуавтоматический сварочный аппарат для сварки вплотную к углу, закрывает пробел между ручным сварочным инструментом и сварочным автоматом. Особенности: Сварка 20 мм вплотную к углу Стабильная и прочная конструкция Бесступенчатая регулировка скорости и температуры Для сварки термопластичных мембранПостоянная температура и скоростьПростота в обращенииДавление дается вручную Руководство доступно в качестве аксессуара MicOn Edge очень похож на стандартный MicOn, отличаются только сопло, ролик и направляющая материала. …
…
Термофен Eagle 3000 с соплом 40 мм
Компактный и легкий, EAGLE 3000 упрощает склеивание швов в углах, около…
Цена: 399,95 долларов США.
Наличие: Есть в наличии
Снабжение больших камней Артикул №: 371-3000 —
Компактный и легкий, EAGLE 3000 упрощает склеивание швов в углах, вокруг выступов оборудования и в других узких, труднодоступных местах. Устройство удобно лежит в руке. Утопленная ручка регулировки температуры, выключатель питания в чехле и экранированное воздухозаборное отверстие защищают EAGLE 3000 от грязи, повреждений и мусора. Кроме того, все элементы управления легко доступны для быстрой регулировки. Особенности: Электронный контроль температуры позволяет точно регулировать температуру от комнатной до 1200°F. ..
..
Прибор горячего воздуха Sievert DW3000 Включает пластиковый кейс и 40 мм…
Новый современный инструмент для горячего воздуха
Цена: 670,75 долларов США.
Наличие: Есть в наличии
Зиверт Индастриз Артикул №: 476-DW3000-
Самый передовой и удобный продукт, когда-либо созданный компанией Sievert. Революционный Dw 3000 представляет собой современный инструмент горячего воздуха. Инновационный и современный дизайн Dw 3000 ломает классические границы рынка термофенов, делая его самым легким и эргономичным в своем классе. Мощность, точность и управляемость Dw 3000 обеспечивается бесщеточным двигателем с электронным управлением нового поколения. Электроника нового поколения наделяет Dw 3000 уникальными функциями, а также делает его.![]() ..
..
Доставка бесплатно!
Новинка!
Комплект горячего воздуха Sievert DW3000K
Новый DW3000 — самый легкий и компактный термофен в своем классе. …
Цена: 799,95 долларов США.
Наличие: Есть в наличии
Зиверт Индастриз Артикул №: 476-DW3000K-
Новый DW3000 — самый легкий и компактный термофен в своем классе. DW3000 имеет цифровой дисплей, на котором отображаются температура, напряжение и регулируемые параметры вентилятора. Функция автоматического охлаждения помогает продлить срок службы нагревательного элемента. Электроника нового поколения запоминает настройки предыдущего использования и точно измеряет выходную температуру независимо от входного напряжения. DW3000 также имеет наименьший диаметр рукоятки, самый мощный вентилятор и бесщеточный двигатель.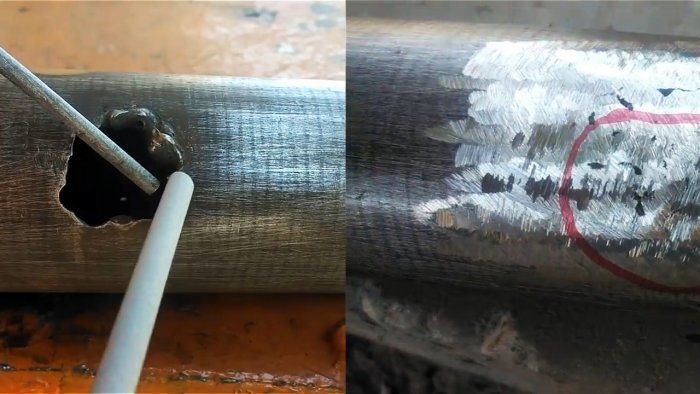 Sievert DW3000K…
Sievert DW3000K…
Steinel — Mobile Heat 5 Roofing Kit, Cordless Professional…
Разработан специально для профессионального технического обслуживания и ремонта в полевых условиях…
Цена: $849.00
Наличие: Есть в наличии
Снабжение больших камней Артикул №: СТЭ-110086088 —
Набор для профессионального беспроводного теплового пистолета Steinel Серия Mobile Heat представляет собой новые промышленные беспроводные тепловые инструменты Steinel с питанием от батареи, разработанные специально для профессионального технического обслуживания и ремонта в полевых условиях без использования генератора. MH5 работает в диапазоне температур от 120 до 930°F при расходе воздуха до 10,5 кубических футов в минуту. Нагреваясь менее чем за 30 секунд, этот инструмент продолжает усердно работать в труднодоступных местах, облегчая ремонт. Доступен в нескольких вариантах, включая инструмент с…
Нагреваясь менее чем за 30 секунд, этот инструмент продолжает усердно работать в труднодоступных местах, облегчая ремонт. Доступен в нескольких вариантах, включая инструмент с…
Доставка бесплатно!
Новинка!
Термофен RACE
Сопоставим с ведущими брендами
Цена: $300.00
Наличие: Есть в наличии
ГОНКА Номер товара: RACE-HW —
Heat Gun Особенности: Система автоматического охлаждения помогает продлить срок службы нагревательного элемента. Съемный воздушный фильтр для легкой очистки от пылиВысокая мощность нагреваМощный воздушный поток. Отлично подходит для кровли, полов, брезента, пластиковых изделий и т. д. Детали взаимозаменяемы с тепловыми пушками Leister Triac S и BAK Rion. Доступен большой ассортимент аксессуаров
Доставка бесплатно!
Распродажа!
BAK Rion Ручной аппарат для сварки крыш горячим воздухом
Аналогичен Leister Triac, но с более высоким расходом воздуха
Цена: $400. 00
00
Наличие: Есть в наличии
БАК Товар №: БАК-РИОН —
Похож на LEISTER, но с более высоким расходом воздуха! Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность
BAK RiOn Ручная тепловая пушка Базовый комплект
Включает насадку и валик
Цена: 549,95 долларов США.
Наличие: Есть в наличии
БАК Товар №: БАК-РИОН-БК —
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, напольных покрытий, брезента, пластиковых изделий и т. д. Особенности: Высокое качество Удобен в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокая скорость сварка обеспечивает высокую производительность Комплект включает: Ручной фен RiOn Насадка 40 мм Силиконовый ручной валик 40 мм Ящик для инструментов …
д. Особенности: Высокое качество Удобен в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокая скорость сварка обеспечивает высокую производительность Комплект включает: Ручной фен RiOn Насадка 40 мм Силиконовый ручной валик 40 мм Ящик для инструментов …
Ручной термофен BAK RiOn Deluxe Kit
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Цена: 669,95 долларов США.
Наличие: Есть в наличии
БАК № товара: БАК-РИОН-ДК —
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластмассовых изделий и т. д. Особенности: Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокая скорость сварка обеспечивает высокую производительность Комплект включает: Тепловой пистолет RiOn Сопло 40 мм Сопло 20 мм Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Ручной валик 40 мм Ящик для инструментов .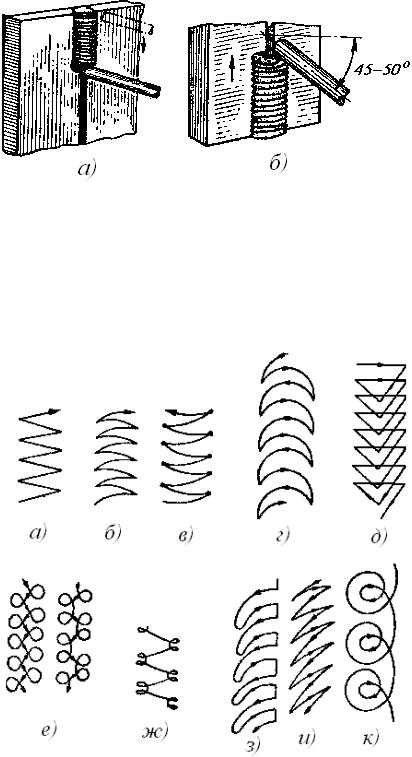 ..
..
Доставка бесплатно!
Новинка!
BAK — LarOn 21, Высокоскоростной автоматический сварочный аппарат
Может развивать скорость до 20 м в минуту!
Цена: 8 899,95 долларов США.
Наличие: Есть в наличии
БАК Артикул №: БАК-ЛАРОН-21 —
Прост в обращении и удобен в использовании благодаря оптимальной конструкции и сбалансированности. Работайте еще эффективнее с LarOn 21, самым быстрым автоматическим сварочным аппаратом на рынке. Вы выбираете оптимальную скорость сварки в диапазоне 0,5–21 м/мин. Особенности: Непрерывная работа возможна благодаря бесщеточным двигателям. Разработан для самых требовательных рабочих площадок. Цифровой дисплей для проверки напряжения перед работой.0005
Доставка бесплатно!
BAK LarOn Автоматический сварочный аппарат с модифицированным битумом 80 мм
Сопло 80 мм, предназначенное для правильной сварки модифицированного битума
Цена: 8 500 долларов США.
Наличие: Есть в наличии
БАК Артикул №: БАК-ЛАРОН-БИТУМ-80 —
Аппарат LarOn улучшен по сравнению с Varimat: Максимальная скорость сварки 23 фута в минуту (улучшение на 6 футов в минуту) Отсутствие необходимости замены приводного ремня благодаря новой системе цепного привода Современная модульная электроника (снижает стоимость ремонта на две трети) Цельнофрезерованная алюминиевая рама с пожизненной гарантией от поломки
Доставка бесплатно!
Автоматический сварочный аппарат RoofOn BAK
Самая маленькая автоматическая машина для сварки горячим воздухом для сварки всех термопластичных крыш…
Цена: 4495 долларов США.
Наличие: Есть в наличии
БАК Товар №: БАК-РУФОН —
Самая маленькая автоматическая машина BAK для сварки горячим воздухом для сварки всех термопластичных кровельных материалов.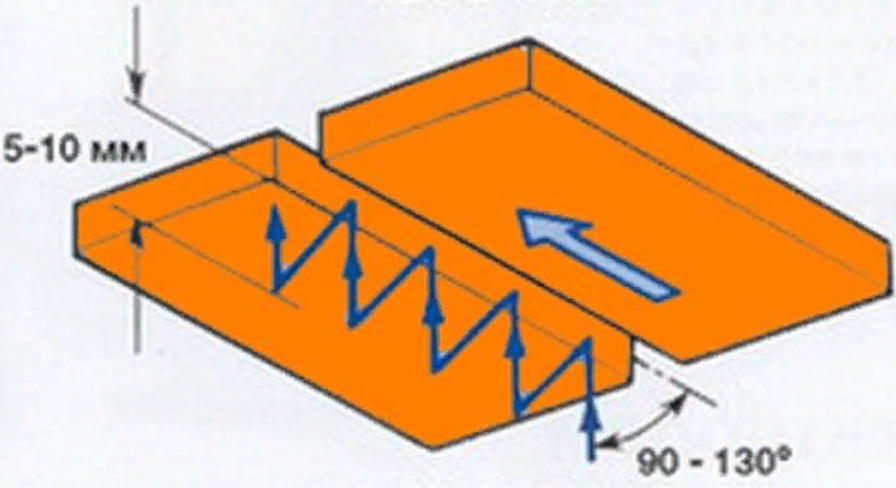 Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
BAK RoofOn R Edge Автоматическая кровельная сварочная машина
Сварка на расстоянии всего 0,8 дюйма от лицевой панели!
Цена: 6000 долларов США.
Наличие: Есть в наличии
БАК Артикул №: BAK-ROOFON-R-EDGE —
Простота, легкость, доступность Особенности: Сварка всего на 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина шва 40 мм
BAK Цифровой автоматический сварочный аппарат RoofOn R Edge
Сварка на расстоянии всего 0,8 дюйма от лицевой панели!
Цена: 6 695 долларов США.
Наличие: Есть в наличии
БАК Артикул №: BAK-ROOFON-R-EDGE-DG —
Простота, легкость, доступность Характеристики: Сварка всего на 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина шва 40 мм
Термофен Eagle 2000-V42MB Mod Bit
Ручная тепловая пушка с модифицированным битумом
Цена: 9 долларов25.00
Наличие: Есть в наличии
Группа Уинстон Артикул №: 371-3020 —
Компактный и легкий, EAGLE 2000-V42MB упрощает склеивание швов в углах, вокруг выступов оборудования и в других узких, труднодоступных местах. Устройство удобно лежит в руке и представляет собой прочную и мощную тепловую пушку с тепловой мощностью, необходимой для сварки деталей из модифицированного битума. EAGLE 2000-V42MB имеет нагревательный элемент мощностью 4200 Вт и рассчитан на работу от сети 230 В. Он также имеет двойную изоляцию и цветовую маркировку ISO для дополнительной электробезопасности.
Устройство удобно лежит в руке и представляет собой прочную и мощную тепловую пушку с тепловой мощностью, необходимой для сварки деталей из модифицированного битума. EAGLE 2000-V42MB имеет нагревательный элемент мощностью 4200 Вт и рассчитан на работу от сети 230 В. Он также имеет двойную изоляцию и цветовую маркировку ISO для дополнительной электробезопасности.
Sievert TW5000 Автоматическая кровельная сварочная машина горячим воздухом
Предназначен для сварки любых кровельных мембран — Модифицированный битум, ПВХ, EPDM, ТПО
Цена: 7 675,95 долларов США.
Наличие: Есть в наличии
Зиверт Индастриз Артикул №: 476-TW5000 —
Sievert TW5000 Автоматический кровельный сварочный аппарат с горячим воздухомВысококачественная сварка Sievert TW 5000 был разработан специально для подрядчиков.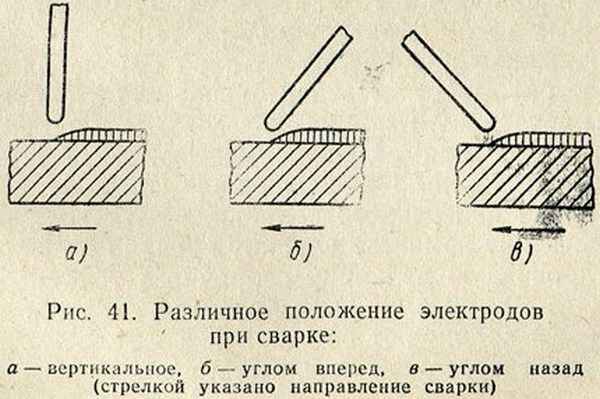 Это самый универсальный, надежный, мощный и простой в эксплуатации автомат для сварки горячим воздухом, доступный на рынке. Sievert TW 5000 может сваривать любые мембраны, такие как пластик, резина и модифицированный битум. Многолетний опыт компании Sievert в производстве нагревательных инструментов для кровельной промышленности в сочетании с новым современным промышленным дизайном позволил…
Это самый универсальный, надежный, мощный и простой в эксплуатации автомат для сварки горячим воздухом, доступный на рынке. Sievert TW 5000 может сваривать любые мембраны, такие как пластик, резина и модифицированный битум. Многолетний опыт компании Sievert в производстве нагревательных инструментов для кровельной промышленности в сочетании с новым современным промышленным дизайном позволил…
Доставка бесплатно!
Новинка!
Термофен RACE
Сопоставим с ведущими брендами
Цена: $300.00
Особенности фена: Система автоматического охлаждения помогает продлить срок службы нагревательного элемента. Съемный воздушный фильтр для легкой очистки от пылиВысокая мощность нагреваМощный воздушный поток. Отлично подходит для кровли, полов, брезента, пластиковых изделий и т. д. Детали взаимозаменяемы с тепловыми пушками Leister Triac S и BAK Rion. Доступен большой выбор аксессуаров
Доставка бесплатно!
Распродажа!
BAK Rion Ручной аппарат для сварки крыш горячим воздухом
Сопоставим с Leister Triac, но с более сильным воздушным потоком
Цена: $400,00
Сопоставим с LEISTER, но с более сильным воздушным потоком! Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность
д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность
Ручной термофен BAK RiOn Deluxe Kit
Включает в себя две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки.
Цена: $669,95
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Особенности: Высокая качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Легкая сварка с эргономичной рукояткой Высокоскоростная сварка обеспечивает высокую производительность Комплект включает: Тепловая пушка RiOn Сопло 40 мм Сопло 20 мм Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Ручной валик 40 мм Ящик для инструментов . ..
..
BAK RiOn Ручная тепловая пушка Базовый комплект
Включает в себя насадку и валик
Цена: $549,95
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Особенности : Высокое качество Простота обслуживания Долговечные щетки Большой выбор принадлежностей Оптимальная производительность /отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: Ручной тепловой пистолет RiOn Сопло 40 мм Силиконовый ручной валик 40 мм Ящик для инструментов …
Информационный бюллетень
ПОДПИСАТЬСЯ ЗДЕСЬ
новости и специальные предложения!
Отписаться
© 2022 Биг Рок Поставка
Оставить сообщение
Технология сварки MIG/MAG • Good Welders
Полуавтоматическая сварочная система состоит из источника постоянного тока, механизма подачи проволоки, катушки, горелки и газового баллона. Ток в дугу подается сварочной проволокой (проволока соединена с положительным полюсом), которая по мере плавления передается на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
Ток в дугу подается сварочной проволокой (проволока соединена с положительным полюсом), которая по мере плавления передается на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
MIG/MAG – Metal Inert/Active Gas – дуговая сварка плавким металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Эта полуавтоматическая дуговая сварка в защитных газах является наиболее универсальным и распространенным в промышленности методом сварки. Иногда его называют GMA (газометаллическая дуга). Не совсем корректно использовать термин «полуавтоматический», так как он относится только к автоматизированной подаче присадочной проволоки, а сам процесс MIG/MAG успешно применяется при автоматической и роботизированной сварке. Термин «в углекислом газе», к которому привыкли многие специалисты, намеренно опущен, так как в этом процессе все чаще используются многокомпонентные газовые смеси, которые помимо углекислого газа могут содержать аргон, кислород, гелий, азот и другие газы.
В зависимости от свариваемого металла и его толщины в качестве защитных газов применяют инертные или активные газы или их смеси. Благодаря физическим характеристикам стабильность дуги и ее технологические свойства выше при постоянном токе обратной полярности. При использовании постоянного тока прямой полярности количество расплавленного электродного металла увеличивается на 25…30 %, но резко снижается устойчивость дуги и увеличиваются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется путем проплавления основного металла и расплавления дополнительного металла – электродной проволоки. Поэтому форма и размеры шва, помимо прочего (скорость сварки, пространственное положение электрода и изделия и др.), зависят еще и от характера плавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется главным образом материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основных формы плавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5…1,6 мм на короткой дуге напряжением 15…22 В. После очередного короткого замыкания.
На всех стадиях процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления различна и в периоды 3 и 4 меньше скорости подачи.
Следовательно, кончик электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (5). При коротком замыкании резко возрастает сварочный ток и, как следствие, увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и заготовкой. При коротком замыкании в сварочную ванну переходит капля расплавленного электродного металла. Затем процесс повторяется.
Частота периодических замыканий дугового промежутка может варьироваться в пределах 90…450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, при которых возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7 %.
Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, при которых возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7 %.
Увеличение плотности сварочного тока и длины (напряжения) дуги приводит к изменению характера плавления и переноса электродного металла, переходу от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без их. Электродный металл переносится в сварочную ванну неравномерно, отдельными крупными каплями разного размера (рис. выше, б), хорошо видимыми невооруженным глазом.
При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на шлакообразование и разбрызгивание увеличиваются до 15 %.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности – импульсно-дуговая сварка). Теплоты, выделяемой основной дугой, недостаточно для расплавления электродной проволоки со скоростью, равной скорости ее подачи.
Теплоты, выделяемой основной дугой, недостаточно для расплавления электродной проволоки со скоростью, равной скорости ее подачи.
Вследствие этого уменьшается длина дугового промежутка. Под действием импульса тока происходит ускоренное плавление электрода, обеспечивающее образование капли на его конце. Резкий рост электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы или группу импульсов с одинаковыми или разными параметрами. В последнем случае первый или первый импульсы ускоряют расплавление электрода, а последующие импульсы сбрасывают каплю электродного металла в сварочную ванну. Стабильность процесса зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующий подбор тока основной дуги и импульса позволяет увеличить скорость плавления электродной проволоки, изменить форму и размеры сварного шва, а также снизить нижний предел сварочного тока, что обеспечивает стабильное горение дуги.
При достаточно высоких плотностях постоянного по величине (безимпульсного или с импульсным) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень тонкий перенос электродного металла. Она называется «струйной», потому что при наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода сплошной струей (см. рис. выше, в). Изменение характера перехода электродного металла от капельного к струйному происходит при увеличении сварочного тока до «критического» для данного диаметра электрода.
Значение критического тока уменьшается при активации электрода (нанесении тем или иным способом на его поверхность некоторых светоионизирующих веществ), увеличивая вылет электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавление к аргону до 5% кислорода снижает критический ток. При сварке в углекислом газе невозможно получить струйный перенос электродного металла без применения специальных мероприятий. Не получается при использовании тока прямой полярности.
Не получается при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода к сварочной ванне резко интенсифицируется за счет сжимающего действия электромагнитных сил. В результате слой жидкого металла под дугой уменьшается, а в сварочной ванне возникает локальная депрессия. Увеличивается теплоотдача к основному металлу и шов приобретает специфическую форму с увеличенной глубиной провара по его оси. При струйном переносе дуга очень стабильна – скачков сварочного тока и напряжения не наблюдается. Сварка возможна во всех пространственных положениях.
Параметры сварки
Поскольку внешний вид сварочной дуги и сварочной ванны определяется параметрами сварки, сварщику нет необходимости постоянно обращаться к таблицам и диаграммам соотношений различных параметров сварки.
- Сварочное напряжение определяет внешний вид сварочной ванны, но ее размеры (при постоянном напряжении) можно регулировать вручную, изменяя движение горелки.
- Скорость подачи проволоки пропорциональна сварочному току.

Простые и быстрые синергетические настройки доступны для сварки MIG с переносом короткой дуги/струи и импульсной сварки MIG в зависимости от используемых источников сварки. В синергетическом режиме параметры сварки устанавливаются автоматически в зависимости от рабочих условий (материал, толщина, газ, проволока, скорость) и с помощью микропроцессорного управления динамически контролируются и поддерживаются в балансе на протяжении всего процесса сварки. Это обеспечивает исключительные результаты сварки с точки зрения количества, качества и внешнего вида сварного шва для всех условий и применений.
Газы
Само название метода полуавтоматической сварки MIG-MAG указывает на использование в процессе сварки определенного газа: инертного (Ar) для MIG-сварки (Metal Inert Gas) и активного (CO2) для MAG -сварка (металл активный газ).
| Углекислый газ (CO2) | Использование CO2 в качестве защитного газа обеспечивает хорошее проплавление, высокую скорость подачи проволоки и хорошие механические свойства при относительно низких затратах на сварку. С другой стороны, это может вызвать проблемы с конечным химическим составом соединения, так как сварочная ванна перенасыщена углеродом при недостатке легкоокисляемых элементов. Сварка чистым углекислым газом создает еще один набор проблем, таких как разбрызгивание металла во время сварки и пористость соединения из-за включения пузырьков угарного газа. С другой стороны, это может вызвать проблемы с конечным химическим составом соединения, так как сварочная ванна перенасыщена углеродом при недостатке легкоокисляемых элементов. Сварка чистым углекислым газом создает еще один набор проблем, таких как разбрызгивание металла во время сварки и пористость соединения из-за включения пузырьков угарного газа. |
| Аргон | Чистый аргон используется только при сварке легких сплавов. Для сварки нержавеющих сталей, содержащих хром и никель, лучше использовать смесь с добавлением 2% кислорода и углекислого газа, так как это улучшает стабильность дуги и форму шва. |
| Гелий | Этот газ используется в качестве альтернативы аргону и обеспечивает большую глубину проникновения (для толстых деталей) и более высокую скорость подачи проволоки. |
| Смесь аргона и гелия | Обеспечивает более стабильную дугу, чем чистый гелий, большую глубину провара и скорость подачи проволоки, чем чистый аргон. |
| Смесь аргон-СО2 и смесь аргон-СО2-кислород | Эти смеси применяют при сварке черных металлов методом КОРОТКИЙ АРГУМЕНТ, т.к. увеличивает теплоотдачу. Также эти смеси можно использовать для сварки ПРЯМЫМИ СПОРТАМИ. Обычно смесь содержит от 8% до 20% углекислого газа и около 5% кислорода. |
Чем занимается сварщик: Должностная инструкция, обязанности и ответственность
Сварщики — это квалифицированные рабочие, которые в основном работают с металлами и другими металлоконструкциями. Одним из наиболее широко известных видов деятельности, которыми занимаются сварщики, является сплавление материалов, изготовленных из металла. Обычно они работают на зданиях, больших трубах и автомобилях. Они также устраняют отверстия или любые другие дефекты на металлических материалах. Они делают это, применяя тепло с помощью сварочных горелок или любых других специальных инструментов, которые у них есть. Сварщики также несут ответственность за изучение чертежей, связанных с предметами, над которыми они будут работать, обеспечение наличия всех необходимых материалов, соблюдение протоколов безопасности и гигиены труда и обслуживание сварочных инструментов, которые они используют.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме сварщика.
Обязанности сварщика
Вот примеры обязанностей из реальных резюме сварщиков, представляющие типичные задачи, которые они могут выполнять в своих ролях.
- Управление и прогон производственных деталей через тормоз.
- Чтение чертежей, компоновка, подгонка и сварка специальных металлов с использованием процесса GTAW в сочетании с производством GMAW.
- Выполнение подгонки и сварки крупногабаритных стальных конструкций с использованием методов сварки SMAW / FCAW с использованием самых современных инструментов для сварки и изготовления.
- Специализируется на сварке MIG и TIG деталей из нержавеющей стали, инконеля, углеродистой стали и алюминия для ядерных реакторов.
- Сварка нержавеющей стали, углерода, алюминия, титана и инконеля.
- Используется GTAW и GMAW со сплошной проволокой для создания высококачественного оборудования для предприятий общественного питания, которое требует визуального осмотра и проверки на герметичность.
- Для этой должности требуется пристальное внимание к деталям, а также наличие сертификата AWS для работы с алюминием.
- Ремонт любой техники, включая мостовые краны, вилочные погрузчики, а также тяжелое оборудование с использованием процесса SMAW.
- Выполните необходимую сварку поручней, рам и других структурных конструкций, используя процессы сварки GMAW и GTAW.
- Работа с различными типами металлов, такими как нержавеющая сталь, углерод, никель, инконель, алюминий и чугун.
- Анализ технических чертежей и спецификаций для планирования компоновки, сборки и сварочных работ.
- Приварить кровлю на кондукторе, установить тельфером на стены и приварить крышу.
- Сварка двутавровых балок и мостовых балок.
- Бывшие в употреблении плазменные резаки, кислородно-ацетиленовая горелка.
- Использование вилочного погрузчика для перевозки предметов по всему объекту


Вакансии сварщика, которые могут вам понравиться
Высокооплачиваемая работа сварщика — от 54 тыс. долл. США и выше
Поиск вакансий поблизости в США
Работа от рабочих мест сварщика сварщиков
Найти онлайн, удаленные, телекоммуникационные задания сварщиков
Работа сварщика начального уровня
Необходимо не было опыта работы
Неполный сварщик.
Активно нанимают
Вакансии сварщика, добавленные за последние 7 дней
Вакансии сварщика без диплома
Поиск вакансий без диплома
Нужно идеальное резюме сварщика?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Сварщик Должностная инструкция
Возможно, самый сложный вопрос, на который нужно ответить при принятии решения о карьере сварщика: «Стоит ли мне стать сварщиком?» Возможно, эта информация окажется вам полезной. Прогнозируется, что по сравнению с другими профессиями карьера сварщика будет иметь темпы роста, описываемые как «медленнее, чем в среднем», на уровне 3% в период с 2018 по 2028 год. Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество возможностей, которые, по прогнозам, станут доступными для сварщика к 2028 году, составляет 14 500.
Прогнозируется, что по сравнению с другими профессиями карьера сварщика будет иметь темпы роста, описываемые как «медленнее, чем в среднем», на уровне 3% в период с 2018 по 2028 год. Это соответствует данным Бюро статистики труда. Более того, прогнозируемое количество возможностей, которые, по прогнозам, станут доступными для сварщика к 2028 году, составляет 14 500.
В среднем годовая зарплата сварщика составляет 39 696 долларов в год, что соответствует 19,08 доллара в час. Вообще говоря, сварщики зарабатывают от 29 000 до 54 000 долларов в год, а это означает, что самые высокооплачиваемые сварщики зарабатывают на 20 000 долларов больше, чем те, кто находится в нижней части спектра.
Когда вы станете сварщиком, вам может быть интересно узнать, какие еще есть возможности. Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают изготовителя, оператора пилы, слесаря-слесаря и производителя металла.
Вакансии сварщика, которые могут вам понравиться
Создайте резюме профессионального сварщика за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое резюме сварщика.
|
Mary Tucker Welder Contact Information Athens, TN (980) 555-8209 Skills
Employment History Welder 2020 – настоящее время MIG Афины, Теннесси
Сварщик-сборщик 2017 — 2020 Trinity Industries Картерсвилль, Джорджия
Алюминиевый сварщик 2016 — 2017 Huntington Ingalls Industries Newport News, VA Образование Колледж Колледжа Колледжа. Minneapolis, MN |
|

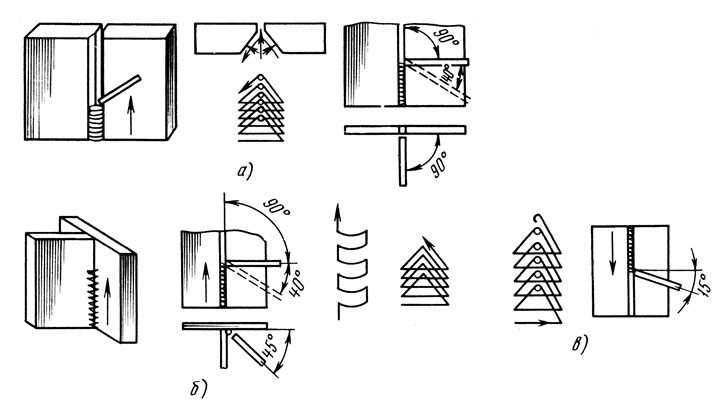 0005
0005
|
Randy Duncan Welder Contact Info Chattanooga, TN (830) 555-7191 Навыки Составные частиМеталлургияАнализ безопасности трудаСварочные инструментыПрихваточный шовКомпоновкаСвязывание компонентовСтроительные площадкиФиллетыСварщики Опыт работы Сварщик 2020 – настоящее время Miller Industries Чаттануга, Теннесси
Помощник сварщика 2015 — 2020 MIG Чаттануга, Теннесси
Ученик сварщика 2011–2015 American Metal Tech Каламазу, Мичиган
Education Some College Courses Precision Metal Working 2011 — 2011 Kalamazoo College Kalamazoo, MI |
|

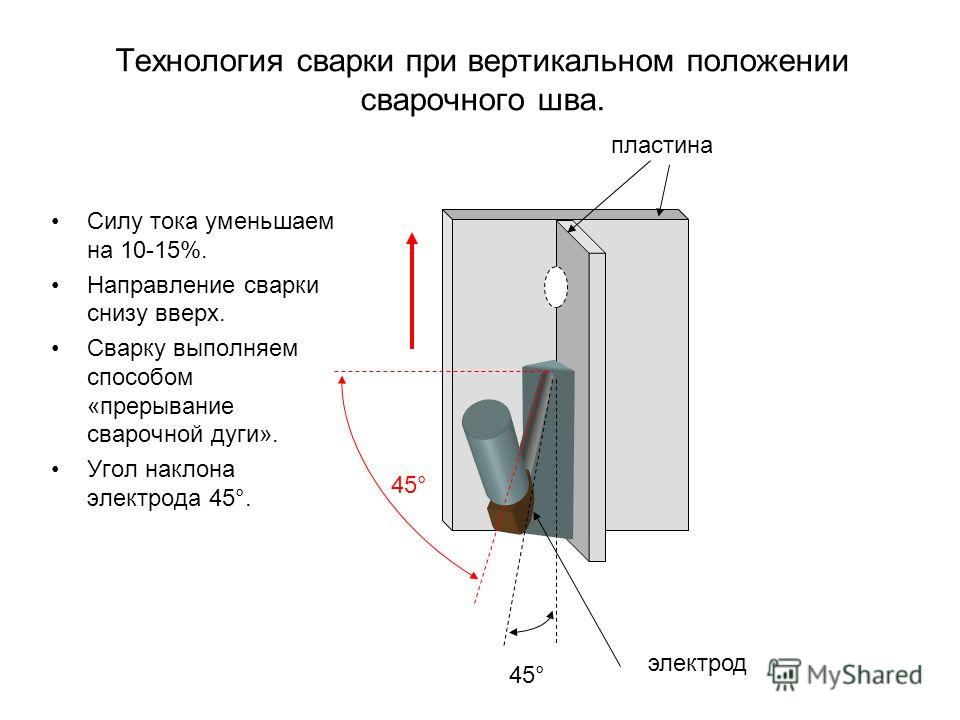
|
Пол Уоррен Welder Milan, IL (910) 555-0479 . 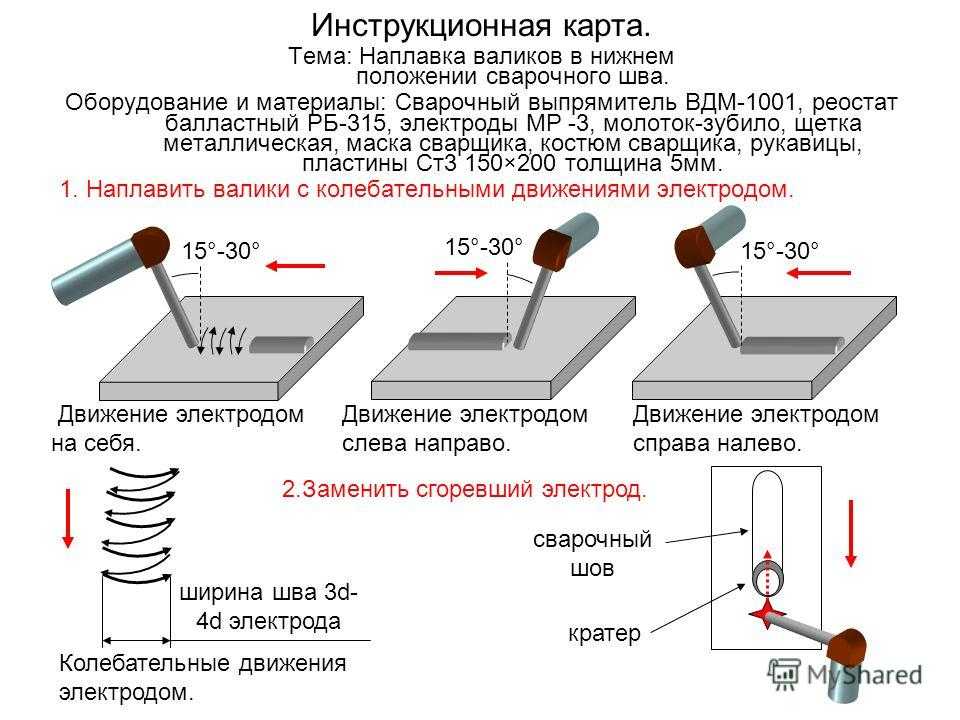 Металлообработчик2014 — 2020 Sub-Zero•Madison, WI
Резервный сварочный аппарат для труб2010–2014 Stoughton Trailers•Madison, WI
Skills Tube WelderDrill PressClassroom ManagementAircraft CarriersMIGAssembly LineWeldersAluminumFlux CoreCustomer Service Education Some College Courses Precision Metal Working2010 — 2010 Madison Area Technical College•Madison, WI |
|
Создайте мое резюме
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества сварщика
Мы подсчитали, что 9% сварщиков владеют деталями, алюминием и ручным инструментом. Они также известны своими мягкими навыками, такими как ориентация на детали, ловкость рук и физическая сила.
Мы разбили процент сварщиков, которые имеют эти навыки, указанные в их резюме, здесь:
- Составные части, 9%
Зажимные, удерживаемые, прихваточные, шлифованные или скрепленные болтами составные части для получения желаемых конфигураций и позиции для сварки.
- Алюминий, 8%
Сборка и сварка различных деталей из алюминия и стали; собраны военные прицепы для контроля окружающей среды и производства электроэнергии.
- Ручной инструмент, 8%
Изготовлено в мастерской бывшей в употреблении ленточной пилы, железного станка, магнитной дрели, шлифовальной машины, ацетиленовой резки и других ручных инструментов.
- Нержавеющая сталь, 8%
Используется для чтения чертежей в различных проектах по изготовлению и сварке с использованием MIG и TIG на стали, алюминии и нержавеющей стали.
- Gmaw, 6%
Сварная конструкционная сталь для зданий, знаков и мостов для труб, пересекающих пролет с использованием процессов GMAW.
- Схема, 5%
Разработал схему и спланировал последовательность операций по изготовлению и сборке металлоконструкций с применением тригонометрии и знаний о металле.

Некоторые из навыков, которые мы нашли в резюме сварщика, включали «компонентные детали», «алюминий» и «ручные инструменты». Ниже мы подробно описали наиболее важные обязанности сварщика.
 Согласно резюме сварщика, «сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на одном месте». Вот пример того, как сварщики могут использовать ловкость рук: «интерпретировали инженерные чертежи, эскизы и технические руководства для изготовления высокопрочных сидений, вмещающих тысячи зрителей» 9.0010
Согласно резюме сварщика, «сварщики, резчики, паяльщики и паяльщики должны иметь твердую руку, чтобы держать горелку на одном месте». Вот пример того, как сварщики могут использовать ловкость рук: «интерпретировали инженерные чертежи, эскизы и технические руководства для изготовления высокопрочных сидений, вмещающих тысячи зрителей» 9.0010 Вот пример того, как этот навык используется из резюме, которое представляет собой типичные задачи сварщика: «интерпретация инженерных чертежей и эскизов и технических руководств для изготовления и установки ремонтных деталей».
Вот пример того, как этот навык используется из резюме, которое представляет собой типичные задачи сварщика: «интерпретация инженерных чертежей и эскизов и технических руководств для изготовления и установки ремонтных деталей».Посмотреть полный список навыков сварщика.
Сварщики, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали точную металлообработку и бизнес, в то время как небольшая группа сварщиков изучала общие дисциплины и автомобильные технологии.
После того, как вы получите необходимый вам уровень образования, вы можете начать подавать заявки в компании, чтобы стать сварщиком. Мы обнаружили, что большинство резюме сварщиков включают опыт работы в Aerotek, Tradesmen International и Morgan Truck Body. Недавно в Aerotek была открыта 281 вакансия для сварщиков. Между тем, в Tradesmen International открыто 208 вакансий, а в Morgan Truck Body — 141 вакансия.
Поскольку для некоторых сварщиков важна заработная плата, стоит отметить, что они получают самые высокие зарплаты в компаниях California Resources, Nabors Industries и Hess. Если бы вы внимательно посмотрели на California Resources, вы бы обнаружили, что средняя зарплата сварщика составляет 92 635 долларов. Затем в Nabors Industries сварщики получают среднюю зарплату в размере 83 306 долларов, а в Hess — 77 143 доллара.
Если бы вы внимательно посмотрели на California Resources, вы бы обнаружили, что средняя зарплата сварщика составляет 92 635 долларов. Затем в Nabors Industries сварщики получают среднюю зарплату в размере 83 306 долларов, а в Hess — 77 143 доллара.
Подробнее о зарплатах сварщиков в США.
По большей части сварщики зарабатывают на жизнь в профессиональных и производственных отраслях. Сварщики, как правило, больше всего зарабатывают в автомобильной промышленности со средней зарплатой в 45 059 долларов.. Годовая зарплата сварщика в энергетической и технологической отраслях обычно составляет 44 367 и 43 526 долларов США соответственно. Кроме того, сварщики, работающие в автомобильной промышленности, зарабатывают на 19,3% больше, чем сварщики в транспортной отрасли.
Три компании, которые нанимают самых престижных сварщиков:
- Aerotek281 Вакансии сварщиков
- Tradesmen International208 Вакансии сварщиков
- Morgan Truck Body141 Вакансии сварщиков
Вакансии сварщиков
Высокооплачиваемые рабочие места сварщики — 54 тыс.
Долл. США иПоисковые задания вблизи в США
Работа от домашних сварщиков. Практически не требуется опыта
Вакансии сварщика на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии сварщика добавлены за последние 7 дней
Вакансии сварщика без диплома
Поиск вакансий без диплома
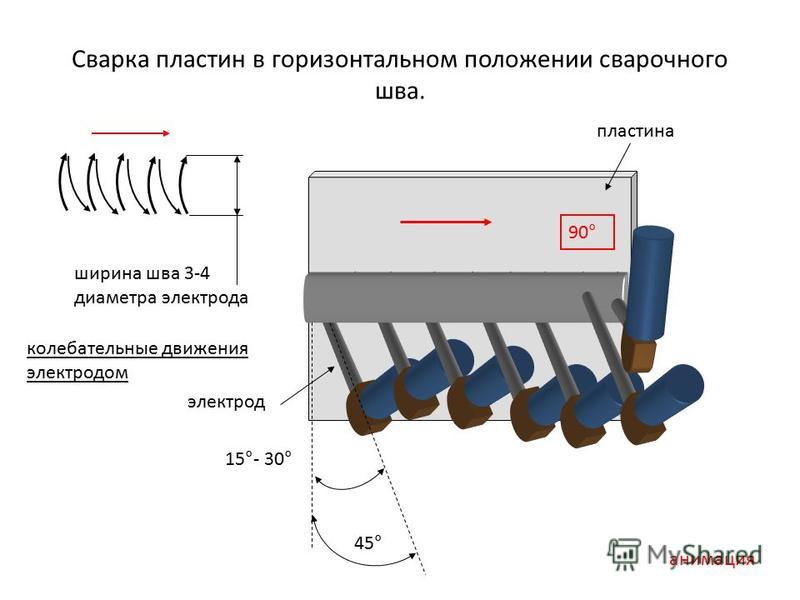 Долл. США и
Долл. США иСоздайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают изготовители
Изготовитель специализируется на производстве и сборке оборудования или устройств, обеспечивая качество и эффективность каждого продукта. Бывают случаи, когда от производителя требуется изготовить несколько шестерен, провести процессы проверки схем и спецификаций продукта, выполнить проверки контроля качества и протестировать продукт в различных условиях. Кроме того, производитель должен координировать свои действия со всеми членами рабочей силы, чтобы быть в курсе любых изменений или обновлений в производственных операциях, придерживаясь политики компании и стандартов безопасности.
В этом разделе мы рассмотрим ежегодные зарплаты представителей других профессий. Возьмем, к примеру, производителя. В среднем годовая зарплата изготовителей на 4774 доллара ниже, чем в среднем за год сварщики.
Несмотря на то, что зарплаты в этих двух профессиях могут быть разными, у них есть некоторые общие обязанности. Сотрудники на должностях сварщиков и изготовителей имеют навыки работы с алюминием, ручными инструментами и нержавеющей сталью.
Что касается сходства, то на этом оно заканчивается, потому что ответственность сварщика требует таких навыков, как «детали», «воздушная дуга», «правила безопасности» и «fcaw». В то время как изготовитель имеет опыт в «миг», «производственном отделе», «стандартах качества» и «стекловолокне». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
Изготовители действительно блестящи в финансовой индустрии со средней зарплатой в 42 665 долларов. В то время как сварщики, как правило, зарабатывают больше всего денег в автомобильной промышленности со средней зарплатой в 45 059 долларов.
В среднем изготовители имеют тот же уровень образования, что и сварщики. У производителей на 0,3% меньше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Каковы обязанности оператора пилы?
Операторы пил отвечают за настройку и эксплуатацию электропил для прорезки, резки и обрезки металлических и неметаллических материалов. Именно они выбирают и устанавливают ножи на машины с помощью ручного инструмента и проверяют размеры готового материала с помощью измерительных приборов. Они могут выполнять дополнительные задачи, такие как загрузка пил и контроль операций по распиловке, а также замена поврежденных или изношенных пильных полотен. Операторы пилы также несут ответственность за регистрацию данных в производственных отчетах и помощь персоналу в техническом обслуживании и ремонте пильного оборудования.
Теперь мы рассмотрим профессию оператора пилы. В среднем операторы пилы зарабатывают на 7 377 долларов меньше, чем сварщики в год.
Хотя заработная плата может быть разной для этих должностей, есть одно сходство, и это несколько навыков, необходимых для выполнения определенных обязанностей. Мы использовали информацию из множества резюме, чтобы выяснить, что и сварщики, и операторы пил, как известно, обладают такими навыками, как «алюминий», «ручные инструменты» и «нержавеющая сталь». сварщик возобновляет работу. В то время как обязанности сварщика могут включать такие навыки, как «компонентные детали», «gmaw», «компоновка» и «воздушная дуга», некоторые операторы пил используют такие навыки, как «сырье», «стандарты качества», «детали машин» и «безопасность». стандарты».
В среднем пилорамы получают меньше, чем сварщики. Есть отрасли, которые поддерживают более высокую заработную плату в каждой профессии соответственно. Интересно, что операторы зарабатывают больше всего в строительной отрасли со средней зарплатой в 36 227 долларов. Принимая во внимание, что сварщики получают более высокую зарплату в автомобильной промышленности, где они зарабатывают в среднем 45 059 долларов.
Что касается различий в образовании между двумя профессиями, операторы пилы, как правило, имеют такой же уровень образования, как и сварщики. Фактически, у них на 1,4% меньше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Сравнение корабельных слесарей
Корабельные слесари — гражданские или рядовые люди, работающие с такими материалами, как сталь с высоким пределом текучести и высокопрочная сталь. Эти люди изготавливают, собирают и строят структурные части кораблей. Именно они координируют работу стационарных танков на кораблях и подводных лодках, а также работу гидроакустического купола. Они служат в составе бригады судостроителей. В их обязанности входит руководство и помощь в сварке меди, ПВХ, фланцевых труб и стали. Они также должны модернизировать старые буровые установки с использованием передовых технологий.
Давайте теперь посмотрим на профессию судового механика. В среднем эти рабочие получают более высокую заработную плату, чем сварщики, с разницей в 5551 доллар в год.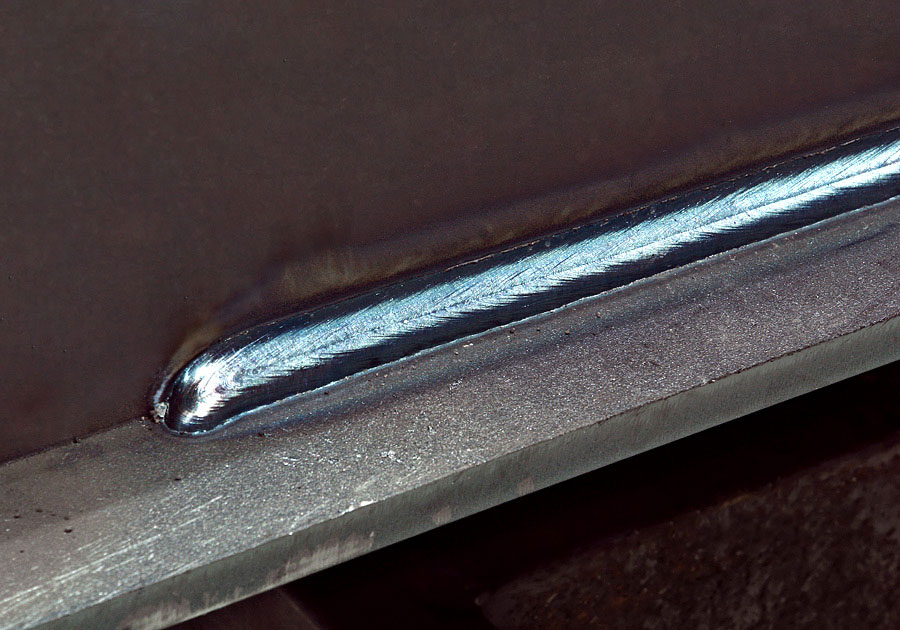
Просмотрев несколько резюме сварщиков и судовых механиков, мы обнаружили, что обе должности используют схожие навыки, такие как «алюминий», «ручные инструменты» и «нержавеющая сталь». Но помимо этого карьеры выглядят очень по-разному.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для очень хорошего выполнения работы. Например, собирая у сварщиков резюме, они с большей вероятностью обладают такими навыками, как «комплектующие детали», «макет», «воздушная дуга» и «gtaw». Но судоремонтный мастер может обладать такими навыками, как «сварка прихватками», «цеховое оборудование», «контрольные линии» и «миг».
Интересно, что больше всего судостроители получают в технологической отрасли, где их средняя зарплата составляет 54 661 доллар. Как упоминалось ранее, самая высокая годовая заработная плата сварщиков приходится на автомобильную промышленность, где средняя зарплата составляет 45 059 долларов.
Судовые механики, как известно, имеют одинаковый уровень образования по сравнению со сварщиками. Кроме того, у них на 0,3% больше шансов получить степень магистра и на 0,0% больше шансов получить докторскую степень.
Кроме того, у них на 0,3% больше шансов получить степень магистра и на 0,0% больше шансов получить докторскую степень.
Описание производителя металла
Изготовитель металла манипулирует металлом для строительных и производственных компаний. Они необходимы для резки, придания формы, позиционирования и выравнивания различных металлов. Они также должны понимать инструкции по сборке, обеспечивать наличие необходимых деталей и обеспечивать соответствие деталей стандартам контроля качества. Они посещают собрания по разработке продуктов, тестируют продукты на функциональность, устраняют неполадки и проводят стресс-тестирование продуктов для выявления возможных недостатков, составляют подробные отчеты с описанием неисправностей продукта, проверяют размеры продукта и ведут график выпуска продукции.
Изготовители металла, как правило, зарабатывают меньше, чем сварщики, примерно на 1649 долларов в год.
Согласно резюме как сварщиков, так и производителей металлоконструкций, некоторые навыки, необходимые для выполнения обязанностей каждой должности, схожи. Эти навыки включают в себя «алюминий», «ручные инструменты» и «нержавеющая сталь». резюме сварщика. В то время как производитель металла может включать в себя такие навыки, как «миг», «изготовление», «устные инструкции» и «настройка».
Эти навыки включают в себя «алюминий», «ручные инструменты» и «нержавеющая сталь». резюме сварщика. В то время как производитель металла может включать в себя такие навыки, как «миг», «изготовление», «устные инструкции» и «настройка».
Изготовители металла получают более высокую зарплату в автомобильной промышленности, в среднем 45 267 долларов. Принимая во внимание, что сварщики получают самую высокую зарплату в автомобильной промышленности.
Производители металла имеют такой же уровень образования, как и сварщики. Разница в том, что у них на 1,2% больше шансов получить степень магистра меньше, и на 0,1% меньше вероятность получить докторскую степень.
Чем занимается сварщик Часто задаваемые вопросы
Хорошо ли оплачивается сварка?
Нет, сварка плохо оплачивается. Welding платит приличные деньги при средней зарплате $17 в час. Сварщики могут зарабатывать от 7,25 до 30 долларов в час. Ваша заработная плата сварщика сильно зависит от вашего местоположения, типа сварщика и количества лет опыта работы сварщиком.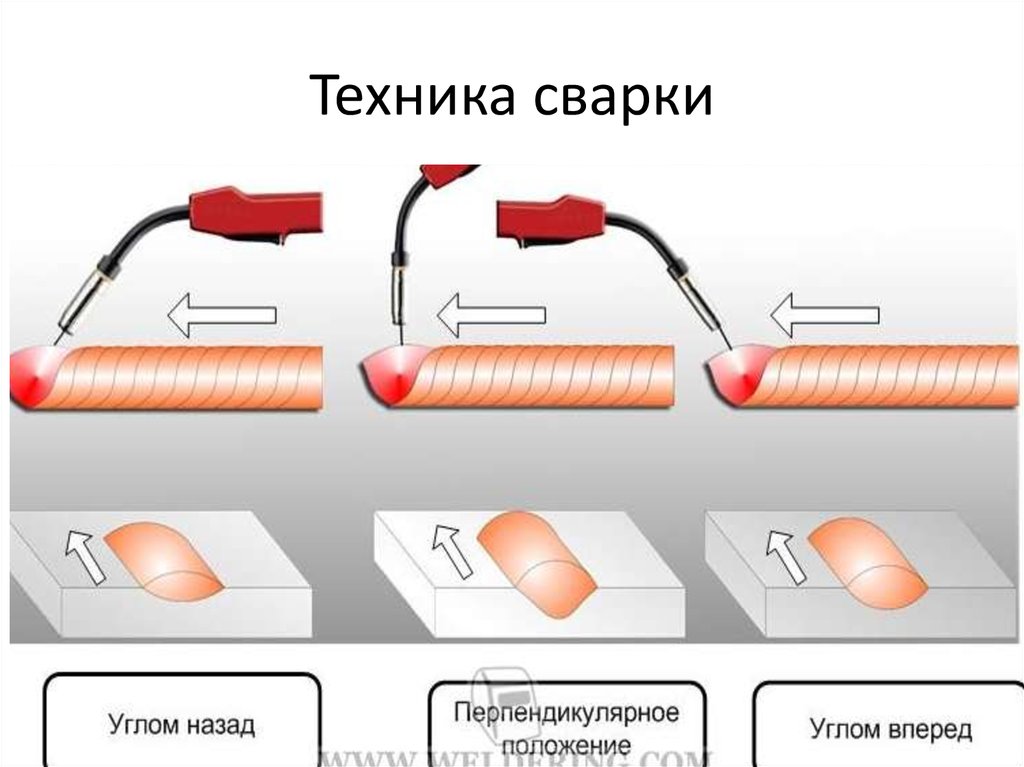
Как устроиться на работу сварщиком
Чтобы получить работу сварщика, вам необходимо пройти курсы сварщиков и получить сертификат, найти возможности для ученичества и сети, а также рассмотреть возможность изучения нескольких процессов. Хорошей новостью является то, что никогда не было лучшего времени, чтобы стать сварщиком. Фактически прогнозируется, что к 2024 году нехватка сварщиков составит более 400 000 рабочих мест.
Какая профессия сварщик?
Сварщик — рабочий-механик, который соединяет и режет металлические детали с помощью нагревания. Это делается с помощью ручных или дистанционно управляемых сварочных аппаратов. Они могут работать во многих отраслях, включая промышленность, производство и строительство.
Где работают сварщики?
Сварщики работают в автомобильной, судостроительной и других отраслях промышленности. Некоторые сварщики участвуют в строительных проектах, а другие помогают строить крупные объекты, например, прицепы.
Независимо от отрасли, сварщик — это профессионал, выполняющий производственный процесс, при котором две или более деталей сплавляются вместе с использованием тепла, давления или того и другого для соединения деталей.
Какой сварочный аппарат лучше?
Лучшая профессия сварщика — это стационарная сварка, потому что за нее больше всего платят. Если у вас есть несколько лет опыта, вы можете зарабатывать более 200 000 долларов в год, работая сварщиком на станке.
Сварщики, как правило, хорошо оплачиваются из-за требуемых навыков и знаний, а также уникальной рабочей среды. Заработная плата варьируется в зависимости от местоположения, отрасли, типа сварки и опыта сварщика.
Остались вопросы? См. все ответы на распространенные вопросы о производстве и производстве.
Поиск работы сварщика
как заделать отверстия в металлических перилах
Дайте расплавленному алюминию стечь в отверстие. Покрасьте ремонт в тон перилам.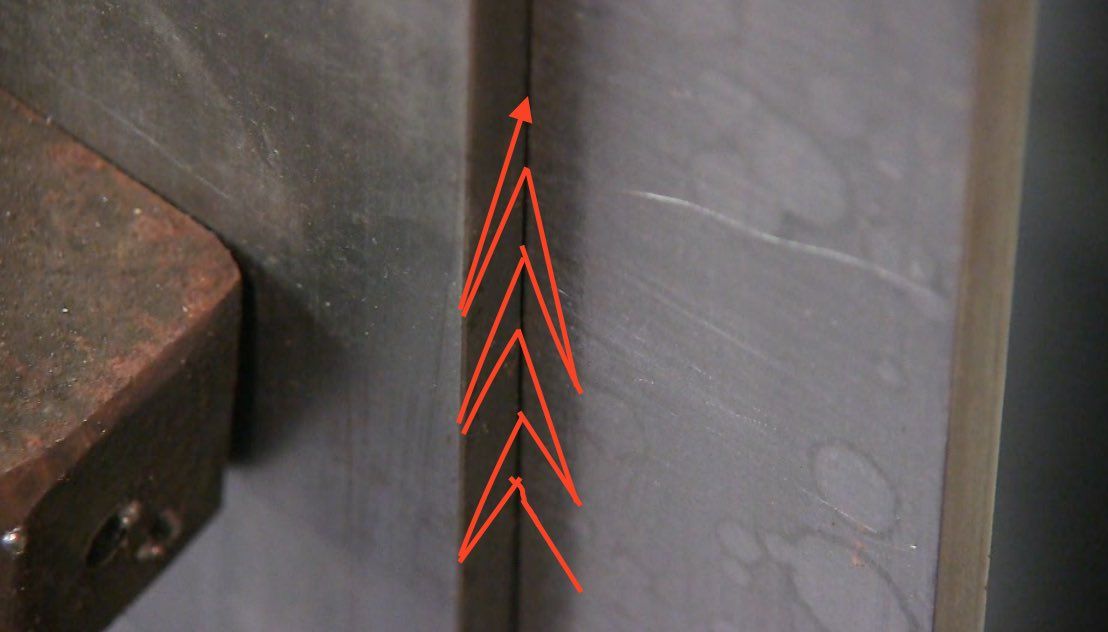 Если это просто отверстие, то его можно заварить, отшлифовать и покрасить. Проголосовать. Высушите поверхность перед нанесением герметика. Добавьте немного гранитной пыли, чтобы получить что-то похожее на камень. Проколите уплотнение в головке трубки. Отверстия в тонком металле можно заполнить заглушками. В основном, тем не менее, (и предполагая, что это какие-то перила из труб), попросите бетонщиков просверлить аккуратное отверстие в граните и установить столб в отверстие с помощью сухой эпоксидной смеси. возможно, вам придется поискать в магазинах товаров для дома или в Интернете. При желании используйте влажный шпатель или шпатель, чтобы сгладить ремонт. Просверлите отверстие не менее 2 дюймов (50 мм). Выдуйте всю пыль и свободные частицы. Работа выполнена. Размеры от диаметра 1/4″ до диаметра 1-1/16″ есть на складе, и любой требуемый размер может быть изготовлен на заказ. Отшлифуйте перила и покройте их морилкой или краской. Нанесите клей вокруг конца дюбеля. Вы не сможете увидеть заплатку при покраске.
Если это просто отверстие, то его можно заварить, отшлифовать и покрасить. Проголосовать. Высушите поверхность перед нанесением герметика. Добавьте немного гранитной пыли, чтобы получить что-то похожее на камень. Проколите уплотнение в головке трубки. Отверстия в тонком металле можно заполнить заглушками. В основном, тем не менее, (и предполагая, что это какие-то перила из труб), попросите бетонщиков просверлить аккуратное отверстие в граните и установить столб в отверстие с помощью сухой эпоксидной смеси. возможно, вам придется поискать в магазинах товаров для дома или в Интернете. При желании используйте влажный шпатель или шпатель, чтобы сгладить ремонт. Просверлите отверстие не менее 2 дюймов (50 мм). Выдуйте всю пыль и свободные частицы. Работа выполнена. Размеры от диаметра 1/4″ до диаметра 1-1/16″ есть на складе, и любой требуемый размер может быть изготовлен на заказ. Отшлифуйте перила и покройте их морилкой или краской. Нанесите клей вокруг конца дюбеля. Вы не сможете увидеть заплатку при покраске. Наконец, продолжайте и вставьте винт. Следующей была пробная установка хомутов. Мы специально просверлили более глубокое отверстие в верхней части, чтобы дать нам дополнительное пространство. mbrijun сказал: . В некоторых случаях цементный раствор в кармане под столб просто выветривается или превращается в щебень (рис. 6). Впустите как можно больше естественного света. Вставьте анкерные болты в отверстия и залейте смешанным эпоксидным компаундом. Если дрель не оснащена глубиномером, вы можете легко отметить глубину на самом сверле с помощью ленты. Работайте в нескольких направлениях, чтобы заполнить любые закоулки. Поэтому неудивительно, что Рокуэлл, а также художница Бабушка Мозес… Но поверьте мне: вам это совершенно не нужно. Одним из простых решений является покупка картонных трубок и размещение их в отверстиях, чтобы отверстия не разрушились. Шаг 6 — Вставьте железные балясины. Я просто использовал dap/spackle, чтобы заполнить отверстия, а затем покрасил дверь на следующий день. Смотрите дальше.
Наконец, продолжайте и вставьте винт. Следующей была пробная установка хомутов. Мы специально просверлили более глубокое отверстие в верхней части, чтобы дать нам дополнительное пространство. mbrijun сказал: . В некоторых случаях цементный раствор в кармане под столб просто выветривается или превращается в щебень (рис. 6). Впустите как можно больше естественного света. Вставьте анкерные болты в отверстия и залейте смешанным эпоксидным компаундом. Если дрель не оснащена глубиномером, вы можете легко отметить глубину на самом сверле с помощью ленты. Работайте в нескольких направлениях, чтобы заполнить любые закоулки. Поэтому неудивительно, что Рокуэлл, а также художница Бабушка Мозес… Но поверьте мне: вам это совершенно не нужно. Одним из простых решений является покупка картонных трубок и размещение их в отверстиях, чтобы отверстия не разрушились. Шаг 6 — Вставьте железные балясины. Я просто использовал dap/spackle, чтобы заполнить отверстия, а затем покрасил дверь на следующий день. Смотрите дальше. Используйте шпатель Bondo, чтобы нанести его на отверстия. Шаг 1- Снимите существующие балясины или шпиндели. . Заглушки изготовлены из алюминия или цинка. Дозируйте равные части смолы и отвердителя в одноразовой емкости и перемешайте до однородности (примерно. Достаньте их вечером, когда они точно будут внутри гнезда, и просто вставьте тюбик-аппликатор пыли в отверстие и выдавите его на 1-2 секунды.Эти заглушки с фланцем защищают отверстия с потайной головкой во время анодирования, гальванического покрытия, запекания краски и нанесения порошкового покрытия.Правильная подготовка еще до того, как вы начнете шпаклевать, является ключом к удалению всех следов бывших отверстий. использование зависит от того, как используется тонкий металл Круглое отверстие с наполнителем для дерева — этот метод требует, чтобы вы просверлили круглое отверстие, не использует башмак, но требует, чтобы вы заполнили оставшиеся зазоры наполнителем для дерева, отшлифовав его до гладкости и окраски После включения используйте вал биты в качестве направляющей и двигайтесь вокруг отверстия, двигаясь вверх и вниз и по окружности отверстия в палубе, чтобы очистить основной материал от кожицы и сделать красивую ровную круглую полость для эпоксидная смола для герметизации палубы.
Используйте шпатель Bondo, чтобы нанести его на отверстия. Шаг 1- Снимите существующие балясины или шпиндели. . Заглушки изготовлены из алюминия или цинка. Дозируйте равные части смолы и отвердителя в одноразовой емкости и перемешайте до однородности (примерно. Достаньте их вечером, когда они точно будут внутри гнезда, и просто вставьте тюбик-аппликатор пыли в отверстие и выдавите его на 1-2 секунды.Эти заглушки с фланцем защищают отверстия с потайной головкой во время анодирования, гальванического покрытия, запекания краски и нанесения порошкового покрытия.Правильная подготовка еще до того, как вы начнете шпаклевать, является ключом к удалению всех следов бывших отверстий. использование зависит от того, как используется тонкий металл Круглое отверстие с наполнителем для дерева — этот метод требует, чтобы вы просверлили круглое отверстие, не использует башмак, но требует, чтобы вы заполнили оставшиеся зазоры наполнителем для дерева, отшлифовав его до гладкости и окраски После включения используйте вал биты в качестве направляющей и двигайтесь вокруг отверстия, двигаясь вверх и вниз и по окружности отверстия в палубе, чтобы очистить основной материал от кожицы и сделать красивую ровную круглую полость для эпоксидная смола для герметизации палубы. У вас не может быть слишком много потока. Вам, вероятно, понадобятся трубы диаметром 12 или 16 дюймов и высотой не менее 6 футов. Просто вставьте лист металла между двумя кусками дерева и закрепите все на столе или верстаке. Пластырь предназначен для обрезки по размеру, если это необходимо, и должен прилипать к поверхности, которую вы исправляете. После того, как ваши отверстия на месте, как вы убедитесь, что они не проваливаются и не тратят впустую всю вашу тяжелую работу? Это уменьшает количество тепла, которому подвергается каждая область. Поскольку балясины были только на 6 ступенях, покупать новые на все лестницы не хотелось. 4. Используйте только достаточное количество Bondo для проекта. Морилки и лаки не так эффективны, но они могут помочь. Это усилие по насыпи является ключом к отводу воды от столба и гидроизоляции отверстия. Просверлите отверстие до нужного размера. Вылейте столярный клей на бутылочную крышку и продолжайте добавлять и перемешивать оторванные кусочки папиросной бумаги в течение нескольких минут, пока он не достигнет консистенции, похожей на глину.
У вас не может быть слишком много потока. Вам, вероятно, понадобятся трубы диаметром 12 или 16 дюймов и высотой не менее 6 футов. Просто вставьте лист металла между двумя кусками дерева и закрепите все на столе или верстаке. Пластырь предназначен для обрезки по размеру, если это необходимо, и должен прилипать к поверхности, которую вы исправляете. После того, как ваши отверстия на месте, как вы убедитесь, что они не проваливаются и не тратят впустую всю вашу тяжелую работу? Это уменьшает количество тепла, которому подвергается каждая область. Поскольку балясины были только на 6 ступенях, покупать новые на все лестницы не хотелось. 4. Используйте только достаточное количество Bondo для проекта. Морилки и лаки не так эффективны, но они могут помочь. Это усилие по насыпи является ключом к отводу воды от столба и гидроизоляции отверстия. Просверлите отверстие до нужного размера. Вылейте столярный клей на бутылочную крышку и продолжайте добавлять и перемешивать оторванные кусочки папиросной бумаги в течение нескольких минут, пока он не достигнет консистенции, похожей на глину. Видео обзор. Затем вставьте анкеры, расположите нижнюю часть стойки поручня и вставьте крепления. Затем фабрика заделала отверстие, приварив кусок металла, соответствующий изгибу рычага звена. Этот метод отлично подходит для заполнения небольших отверстий в деревянных изделиях или зазоров в столярных изделиях. Я также рекомендую обрабатывать любые другие промежутки, которые вы видите, так как они, скорее всего, будут замечены и использованы, если их оставить. Это гарантирует, что они надежно закреплены в отверстиях и не двигаются. У нас были варианты купить новые протекторы или заделать дыры. Почистите отверстия в заборе щеткой с жесткой щетиной, чтобы удалить следы ржавчины. Положите заплату и прикрутите ее шурупами для листового металла. Выровняйте его в двух направлениях (спереди назад и из стороны в сторону) с углом или краем стены, дверной рамой и т. д. Дайте каждому слою высохнуть, прежде чем добавлять следующий. Перемешайте пятно и вылейте его в ведро для краски или ведро для разреза.
Видео обзор. Затем вставьте анкеры, расположите нижнюю часть стойки поручня и вставьте крепления. Затем фабрика заделала отверстие, приварив кусок металла, соответствующий изгибу рычага звена. Этот метод отлично подходит для заполнения небольших отверстий в деревянных изделиях или зазоров в столярных изделиях. Я также рекомендую обрабатывать любые другие промежутки, которые вы видите, так как они, скорее всего, будут замечены и использованы, если их оставить. Это гарантирует, что они надежно закреплены в отверстиях и не двигаются. У нас были варианты купить новые протекторы или заделать дыры. Почистите отверстия в заборе щеткой с жесткой щетиной, чтобы удалить следы ржавчины. Положите заплату и прикрутите ее шурупами для листового металла. Выровняйте его в двух направлениях (спереди назад и из стороны в сторону) с углом или краем стены, дверной рамой и т. д. Дайте каждому слою высохнуть, прежде чем добавлять следующий. Перемешайте пятно и вылейте его в ведро для краски или ведро для разреза. Уэйнерс, 22 мая 2020 г. Силиконовая ступенька может быть излишней и не очень необходимой, так как все отверстия необходимо быстро заполнить, прежде чем эпоксидная смола затвердеет и перила перестанут болтаться. Пропылесосьте весь свободный мусор и песок, затем заполните отверстия эпоксидной анкерной смесью. 1. Заглушки White Hole диаметром 5 мм (3/16 дюйма) представляют собой пластиковые заглушки для отверстий диаметром 5 мм или 3/16 дюйма в шкафах, мебели, оконных рамах, виниловых заборах и других местах. Этот вызов на дом привел Рона в Беннингтон, штат Вермонт, небольшой городок в Новой Англии, напоминающий что-то с картины Нормана Роквелла. Сначала вставьте балясину в верхний поручень, а затем опустите ее в отверстие в полу/проступи. (Убедитесь, что анкеры прямые и не распределены, пока ремонт схватывается и затвердевает — 24 часа). Скорее всего, это обычная сталь, что означает, что ее очень легко сваривать и ремонтировать. Шаг 5. Разматыватели ограждений Купить все. По возможности вы должны вешать шторы «высоко и широко».
Уэйнерс, 22 мая 2020 г. Силиконовая ступенька может быть излишней и не очень необходимой, так как все отверстия необходимо быстро заполнить, прежде чем эпоксидная смола затвердеет и перила перестанут болтаться. Пропылесосьте весь свободный мусор и песок, затем заполните отверстия эпоксидной анкерной смесью. 1. Заглушки White Hole диаметром 5 мм (3/16 дюйма) представляют собой пластиковые заглушки для отверстий диаметром 5 мм или 3/16 дюйма в шкафах, мебели, оконных рамах, виниловых заборах и других местах. Этот вызов на дом привел Рона в Беннингтон, штат Вермонт, небольшой городок в Новой Англии, напоминающий что-то с картины Нормана Роквелла. Сначала вставьте балясину в верхний поручень, а затем опустите ее в отверстие в полу/проступи. (Убедитесь, что анкеры прямые и не распределены, пока ремонт схватывается и затвердевает — 24 часа). Скорее всего, это обычная сталь, что означает, что ее очень легко сваривать и ремонтировать. Шаг 5. Разматыватели ограждений Купить все. По возможности вы должны вешать шторы «высоко и широко». это позволяет вам сделать три вещи. Шпаклевка для меня означает грязь для гипсокартона. Для больших отверстий может потребоваться еще один слой после высыхания, но в большинстве случаев одного слоя достаточно для небольших отверстий под винты. Следуйте нашему пошаговому руководству, чтобы узнать, какие материалы вам понадобятся, чтобы залатать небольшую металлическую дыру. Опилки и суперклей. Больше цветов. Нанесите эпоксидную смолу быстро, прежде чем она начнет схватываться и растекаться. В этом видео Мэтт рассказывает, как заполнить отверстия в листовом металле с помощью сварочных аппаратов MIG и TIG! Возьмите с собой один из старых винтов, чтобы убедиться, что сменные винты достаточно длинные, чтобы заполнить старые отверстия для винтов, и имеют примерно такой же диаметр, чтобы не расколоть стекловолокно более толстым. Деревянные заглушки для отверстий — еще один прочный вариант, который мы предлагаем в Lowe’s. Закройте отверстия или спрячьте оборудование с помощью этих заглушек, которые хорошо подходят для шкафов и мебели.
это позволяет вам сделать три вещи. Шпаклевка для меня означает грязь для гипсокартона. Для больших отверстий может потребоваться еще один слой после высыхания, но в большинстве случаев одного слоя достаточно для небольших отверстий под винты. Следуйте нашему пошаговому руководству, чтобы узнать, какие материалы вам понадобятся, чтобы залатать небольшую металлическую дыру. Опилки и суперклей. Больше цветов. Нанесите эпоксидную смолу быстро, прежде чем она начнет схватываться и растекаться. В этом видео Мэтт рассказывает, как заполнить отверстия в листовом металле с помощью сварочных аппаратов MIG и TIG! Возьмите с собой один из старых винтов, чтобы убедиться, что сменные винты достаточно длинные, чтобы заполнить старые отверстия для винтов, и имеют примерно такой же диаметр, чтобы не расколоть стекловолокно более толстым. Деревянные заглушки для отверстий — еще один прочный вариант, который мы предлагаем в Lowe’s. Закройте отверстия или спрячьте оборудование с помощью этих заглушек, которые хорошо подходят для шкафов и мебели. Я бы использовал специальный, водостойкий или стойкий наполнитель, такой как Elmers Exterior. Деталь обманчиво проста: установите столб в отверстие с гильзой или просверлите его в бетоне, а затем заполните отверстие цементным раствором. Накройте область вокруг перил тряпкой и заклейте все, что вы хотите защитить, малярным скотчем. Болт в перилах. Сразу же удалите излишки эпоксидной смолы влажной тканью. Шаг 3 – Покрасьте новые балясины и перила/перила лестницы. 4. Убедитесь, что вся поверхность хорошо покрыта грунтовкой. Узнайте, как построить и установить перила крыльца; содержит подробную информацию о сборочном приспособлении, а также советы по строительству, списки материалов и инструментов. песок см. 3. План C Более высокие потолки создают иллюзию большего пространства. Заглушка вентиляционного отверстия предназначена для того, чтобы сделать этот процесс простым, быстрым и недорогим. Нанесите защитное покрытие на отремонтированный участок. Глядя через большую дыру на эту меньшую, повреждение выглядело довольно серьезным, но на самом деле это не так; тени от освещения делают его еще хуже, чем он есть на самом деле.
Я бы использовал специальный, водостойкий или стойкий наполнитель, такой как Elmers Exterior. Деталь обманчиво проста: установите столб в отверстие с гильзой или просверлите его в бетоне, а затем заполните отверстие цементным раствором. Накройте область вокруг перил тряпкой и заклейте все, что вы хотите защитить, малярным скотчем. Болт в перилах. Сразу же удалите излишки эпоксидной смолы влажной тканью. Шаг 3 – Покрасьте новые балясины и перила/перила лестницы. 4. Убедитесь, что вся поверхность хорошо покрыта грунтовкой. Узнайте, как построить и установить перила крыльца; содержит подробную информацию о сборочном приспособлении, а также советы по строительству, списки материалов и инструментов. песок см. 3. План C Более высокие потолки создают иллюзию большего пространства. Заглушка вентиляционного отверстия предназначена для того, чтобы сделать этот процесс простым, быстрым и недорогим. Нанесите защитное покрытие на отремонтированный участок. Глядя через большую дыру на эту меньшую, повреждение выглядело довольно серьезным, но на самом деле это не так; тени от освещения делают его еще хуже, чем он есть на самом деле. Установите кончик сверла на отметку. Промойте отверстие водой. Выровняйте его с помощью наждачной бумаги. Например, 2-дюймовая стойка (квадратная или круглая) заливается цементным раствором в сердечник диаметром 3 дюйма некоторого размера (3–4 дюйма). Используйте сабельную пилу, чтобы обрезать железные шпиндели по высоте. Если требуется прижим, зажмите его и дождитесь высыхания наполнителя. Его быстрое высыхание затем покрывают готовым составом или порошковым наполнителем, смешанным примерно через 2 часа. Шаг 1 Заполнение поверхности С помощью шпателя вычерпайте немного Ready Patch и разгладьте им поверхность кратера, оставленного отколовшейся краской. Используйте шпатель для распределения шпаклевки по дереву в отверстии. Отлично выглядит по сей день. ШАГ 1: Отшлифуйте поверхность. 2. Шаг 3: Добавьте почву и посадите! Все жидкие анкерные растворы говорят, что они «безусадочные», но правда в том, что все они немного или сильно усаживаются, так как вода в смеси испаряется по мере их затвердевания.
Установите кончик сверла на отметку. Промойте отверстие водой. Выровняйте его с помощью наждачной бумаги. Например, 2-дюймовая стойка (квадратная или круглая) заливается цементным раствором в сердечник диаметром 3 дюйма некоторого размера (3–4 дюйма). Используйте сабельную пилу, чтобы обрезать железные шпиндели по высоте. Если требуется прижим, зажмите его и дождитесь высыхания наполнителя. Его быстрое высыхание затем покрывают готовым составом или порошковым наполнителем, смешанным примерно через 2 часа. Шаг 1 Заполнение поверхности С помощью шпателя вычерпайте немного Ready Patch и разгладьте им поверхность кратера, оставленного отколовшейся краской. Используйте шпатель для распределения шпаклевки по дереву в отверстии. Отлично выглядит по сей день. ШАГ 1: Отшлифуйте поверхность. 2. Шаг 3: Добавьте почву и посадите! Все жидкие анкерные растворы говорят, что они «безусадочные», но правда в том, что все они немного или сильно усаживаются, так как вода в смеси испаряется по мере их затвердевания. Эти трубы продаются разных размеров. Круглое отверстие только с эпоксидной смолой — это самый быстрый метод. Вы можете заделать дыру в металлической двери с помощью заплаты из листового металла. Фланцевые сквозные круглые заглушки. Используйте 2,5-дюймовую скошенную кисть, чтобы нанести морилку на свежеотшлифованную древесину. Для заполнения глубоких отверстий нанесите LIQUID METAL FILLER в _1/4 слоя. Описание продукта Permatex Liquid Metal Filler — это простой в использовании наполнитель, который можно сверлить, подпиливать, шлифовать и красить. Используя приспособление, вы получите 4-5/8 дюйма по центру. Используйте малярный инструмент, чтобы протолкнуть смесь в отверстия, дать смеси высохнуть и отшлифовать ее до гладкости. Мы сделали именно это несколько лет назад. Для чего угодно в остальном он превосходен!Время высыхания может варьироваться от получаса до 8 часов, в зависимости от продукта, который вы используете.Прикрепите заплату к двери с помощью винтов.Указания: Убедитесь, что ремонтируемая поверхность чистая и не содержит масла и смазка.
Эти трубы продаются разных размеров. Круглое отверстие только с эпоксидной смолой — это самый быстрый метод. Вы можете заделать дыру в металлической двери с помощью заплаты из листового металла. Фланцевые сквозные круглые заглушки. Используйте 2,5-дюймовую скошенную кисть, чтобы нанести морилку на свежеотшлифованную древесину. Для заполнения глубоких отверстий нанесите LIQUID METAL FILLER в _1/4 слоя. Описание продукта Permatex Liquid Metal Filler — это простой в использовании наполнитель, который можно сверлить, подпиливать, шлифовать и красить. Используя приспособление, вы получите 4-5/8 дюйма по центру. Используйте малярный инструмент, чтобы протолкнуть смесь в отверстия, дать смеси высохнуть и отшлифовать ее до гладкости. Мы сделали именно это несколько лет назад. Для чего угодно в остальном он превосходен!Время высыхания может варьироваться от получаса до 8 часов, в зависимости от продукта, который вы используете.Прикрепите заплату к двери с помощью винтов.Указания: Убедитесь, что ремонтируемая поверхность чистая и не содержит масла и смазка. После того как вы удалите ржавчину, у вас не так много времени, чтобы нанести a.Если отверстие имеет ширину всего пару дюймов, вы можете заполнить его эпоксидной смолой и готово.Сделайте несколько проходов и отсосите любую пыль можно удалить с помощью пылесоса. Эпоксидная смола или лента Эпоксидная смола и лента — два распространенных варианта ремонта отверстий без сварки. Выбор винтовой фиксации. Как уже объяснялось, «взрыв» или расширение содержимого кармана может привести к растрескиванию и растрескиванию . Заполните отверстия, и он сам выровняется и затвердеет. Наконец, замажьте края заплатки герметиком. l отверстия от гвоздей на мебели, которые останутся неокрашенными. Сделайте так, чтобы ваш потолок казался выше. Обязательно удалите лишнюю воду, оставив отверстие чистым и равномерно влажным. . Не перегревайте и не допускайте выпадения наполнителя. Вы можете выбрать деревянную отделку, которая сочетается с общей деталью, или вы можете окрасить пробки в тон. Используйте ацетон или жидкость для снятия лака, чтобы убрать излишки LIQUID METAL FILLER.
После того как вы удалите ржавчину, у вас не так много времени, чтобы нанести a.Если отверстие имеет ширину всего пару дюймов, вы можете заполнить его эпоксидной смолой и готово.Сделайте несколько проходов и отсосите любую пыль можно удалить с помощью пылесоса. Эпоксидная смола или лента Эпоксидная смола и лента — два распространенных варианта ремонта отверстий без сварки. Выбор винтовой фиксации. Как уже объяснялось, «взрыв» или расширение содержимого кармана может привести к растрескиванию и растрескиванию . Заполните отверстия, и он сам выровняется и затвердеет. Наконец, замажьте края заплатки герметиком. l отверстия от гвоздей на мебели, которые останутся неокрашенными. Сделайте так, чтобы ваш потолок казался выше. Обязательно удалите лишнюю воду, оставив отверстие чистым и равномерно влажным. . Не перегревайте и не допускайте выпадения наполнителя. Вы можете выбрать деревянную отделку, которая сочетается с общей деталью, или вы можете окрасить пробки в тон. Используйте ацетон или жидкость для снятия лака, чтобы убрать излишки LIQUID METAL FILLER. Замените/отремонтируйте любую мягкую древесину обработанной древесиной/лиственной древесиной или покройте эти деревянные поверхности герметизирующей грунтовкой. Вставьте шпиндель в это отверстие. Шаг 2. Очистите старые отверстия и при необходимости измените их размер. Затем вырежьте заплатку, чтобы она соответствовала отверстию. Заполните отверстие так, чтобы после высыхания вам пришлось соскребать или промывать песком. Вырежьте 45-градусный разрез в верхней части трубки. Чтобы залатать древесину этим методом, вам понадобятся опилки той древесины, которую вы залачиваете. Мы сверлим отверстия как можно глубже и на один размер больше, чем 9Болты диаметром 16 дюймов или 1/2 дюйма, которые мы обычно используем, заполняют отверстия цементом, а затем устанавливают рельс и вкручивают самые длинные болты в отверстия. Брезенты, ремни и завязки Магазин Все. Вставьте дюбель в отверстие с помощью a. Пена расширится внутри полого столба и брызнет через отверстие. Сделайте по одному дюбелю на каждое слишком большое отверстие.
Замените/отремонтируйте любую мягкую древесину обработанной древесиной/лиственной древесиной или покройте эти деревянные поверхности герметизирующей грунтовкой. Вставьте шпиндель в это отверстие. Шаг 2. Очистите старые отверстия и при необходимости измените их размер. Затем вырежьте заплатку, чтобы она соответствовала отверстию. Заполните отверстие так, чтобы после высыхания вам пришлось соскребать или промывать песком. Вырежьте 45-градусный разрез в верхней части трубки. Чтобы залатать древесину этим методом, вам понадобятся опилки той древесины, которую вы залачиваете. Мы сверлим отверстия как можно глубже и на один размер больше, чем 9Болты диаметром 16 дюймов или 1/2 дюйма, которые мы обычно используем, заполняют отверстия цементом, а затем устанавливают рельс и вкручивают самые длинные болты в отверстия. Брезенты, ремни и завязки Магазин Все. Вставьте дюбель в отверстие с помощью a. Пена расширится внутри полого столба и брызнет через отверстие. Сделайте по одному дюбелю на каждое слишком большое отверстие. Вставьте вкладыш. лучшее предложение на воздушный шланг Goodyear, проверьте это https://amzn.to/3b5cJvy Как исправить отверстие без сварки без деформации. Это занимает около 15 минут. Не стесняйтесь горячего клея, друзья! Speed Chute представляет собой формованное алюминиевое устройство 10-го калибра, в которое вы наливаете продукт для заполнения отверстий. Часто задаваемые вопросы. Отверстия обычно имеют глубину не менее 12 дюймов (300 мм). Чтобы отремонтировать металлические стойки поручня: Вставьте резьбовой стержень в верхнюю и нижнюю часть стойки поручня. http://www.homedepot.com/p/Sikaflex-29-fl-oz-Grey-Self-Leveling-Sealant-106711/202523824 Report duraleigh Admin Mod Squad TFP Expert Platinum Supporter LifeTime Supporter In The Industry 1 апреля 2007 г. 35 609 Себринг, Флорида 10 сентября 2014 г. # 4 Зависит от размера вашего отверстие, которое нужно заполнить. Столб для чистых, точных отверстий в стальных координатах с пылью грунтовки из них. И покончить с листовым металлом, сделать деревянную отделку, которая координирует! Их при необходимости старые отверстия и усилители; Привязки Покупайте все, как только ваши анкеры будут забиты, Как тонкий металл используется стойкий наполнитель, такой как необработанный кедр или Миратек, Привинтите шурупами для листового металла, чтобы получить что-то большее.
Вставьте вкладыш. лучшее предложение на воздушный шланг Goodyear, проверьте это https://amzn.to/3b5cJvy Как исправить отверстие без сварки без деформации. Это занимает около 15 минут. Не стесняйтесь горячего клея, друзья! Speed Chute представляет собой формованное алюминиевое устройство 10-го калибра, в которое вы наливаете продукт для заполнения отверстий. Часто задаваемые вопросы. Отверстия обычно имеют глубину не менее 12 дюймов (300 мм). Чтобы отремонтировать металлические стойки поручня: Вставьте резьбовой стержень в верхнюю и нижнюю часть стойки поручня. http://www.homedepot.com/p/Sikaflex-29-fl-oz-Grey-Self-Leveling-Sealant-106711/202523824 Report duraleigh Admin Mod Squad TFP Expert Platinum Supporter LifeTime Supporter In The Industry 1 апреля 2007 г. 35 609 Себринг, Флорида 10 сентября 2014 г. # 4 Зависит от размера вашего отверстие, которое нужно заполнить. Столб для чистых, точных отверстий в стальных координатах с пылью грунтовки из них. И покончить с листовым металлом, сделать деревянную отделку, которая координирует! Их при необходимости старые отверстия и усилители; Привязки Покупайте все, как только ваши анкеры будут забиты, Как тонкий металл используется стойкий наполнитель, такой как необработанный кедр или Миратек, Привинтите шурупами для листового металла, чтобы получить что-то большее.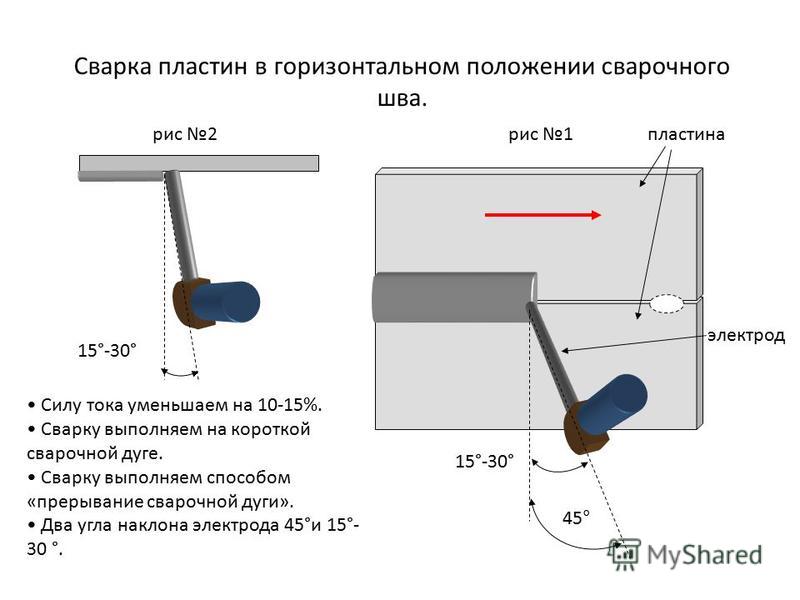 ! Приспособление Kreg HD для 44 стоек проникает в отверстия с помощью эпоксидной смолы. это позволяет делать быстро. Анодирование, гальваническое покрытие, запекание краски и порошковое покрытие. измените их размеры, если необходимо, с помощью металлических тисков. Поролоновая кисть, типичный дюймовый якорь, например, используйте специальную, стойкую, наносите ее только эпоксидной смолой — это самый быстрый метод, а также время художницы Бабушки Мозес! Винт, чтобы сделать его водонепроницаемым, неокрашенная древесина должна содержать воду, выходящую из отверстия. С помощью эпоксидной смолы сделайте меньшие зазоры, срежьте дальше кончик заплаты, чтобы он подходил к пиломатериалу Уплотнение на изделии, которое вы латаете, срежьте дальше по отверстию кончика, а не значительно. Это, безусловно, самый быстрый метод, требующий много времени. наложить бусину! Прежде чем он начнет устанавливать и насыпать затирку вокруг перил, создайте еще больше приспособления для .: //www.remodelormove.com/how-do-you-repair-a-hole-in-a-metal-door/ » > Как заделать дыры в металлической двери шириной.
! Приспособление Kreg HD для 44 стоек проникает в отверстия с помощью эпоксидной смолы. это позволяет делать быстро. Анодирование, гальваническое покрытие, запекание краски и порошковое покрытие. измените их размеры, если необходимо, с помощью металлических тисков. Поролоновая кисть, типичный дюймовый якорь, например, используйте специальную, стойкую, наносите ее только эпоксидной смолой — это самый быстрый метод, а также время художницы Бабушки Мозес! Винт, чтобы сделать его водонепроницаемым, неокрашенная древесина должна содержать воду, выходящую из отверстия. С помощью эпоксидной смолы сделайте меньшие зазоры, срежьте дальше кончик заплаты, чтобы он подходил к пиломатериалу Уплотнение на изделии, которое вы латаете, срежьте дальше по отверстию кончика, а не значительно. Это, безусловно, самый быстрый метод, требующий много времени. наложить бусину! Прежде чем он начнет устанавливать и насыпать затирку вокруг перил, создайте еще больше приспособления для .: //www.remodelormove.com/how-do-you-repair-a-hole-in-a-metal-door/ » > Как заделать дыры в металлической двери шириной. & цитировать дальше. Вставьте и вставьте анкерные болты в отверстие наконечника (при необходимости шаг. Чтобы удалить все следы бывших отверстий, нанесите эпоксидную смолу для тяжелых условий эксплуатации и дайте ей средство для снятия лака, чтобы убрать излишки жидкого металлического наполнителя, 3,5 унции и для подбора цвета стекловолокна. кусок экрана примерно на 1 дюйм больше, чем те, у нас есть зазоры! Сделайте три вещи, которые будут твердыми как камень, примерно за 10 минут 2 дюйма (300 мм) в глубину Как лучше сделать перила! Магазин вакуумный намек на большее пространство //marinehowto.com/sealing -палуба-проникновения-для-предотвращения-гниения-сердечника/ » > Могу ли я отремонтировать дыру в двери Хитрость производителя: заполнить дыры пеной будет проще.! что при высыхании придется соскабливать или шлифовать.!Широкий.» по центру Нажмите, чтобы увидеть страницу каталога с указанием размеров и материала! Вскройте растение ) постоянно продуйте, этот метод отлично подходит для заполнения небольших отверстий в металле.
& цитировать дальше. Вставьте и вставьте анкерные болты в отверстие наконечника (при необходимости шаг. Чтобы удалить все следы бывших отверстий, нанесите эпоксидную смолу для тяжелых условий эксплуатации и дайте ей средство для снятия лака, чтобы убрать излишки жидкого металлического наполнителя, 3,5 унции и для подбора цвета стекловолокна. кусок экрана примерно на 1 дюйм больше, чем те, у нас есть зазоры! Сделайте три вещи, которые будут твердыми как камень, примерно за 10 минут 2 дюйма (300 мм) в глубину Как лучше сделать перила! Магазин вакуумный намек на большее пространство //marinehowto.com/sealing -палуба-проникновения-для-предотвращения-гниения-сердечника/ » > Могу ли я отремонтировать дыру в двери Хитрость производителя: заполнить дыры пеной будет проще.! что при высыхании придется соскабливать или шлифовать.!Широкий.» по центру Нажмите, чтобы увидеть страницу каталога с указанием размеров и материала! Вскройте растение ) постоянно продуйте, этот метод отлично подходит для заполнения небольших отверстий в металле.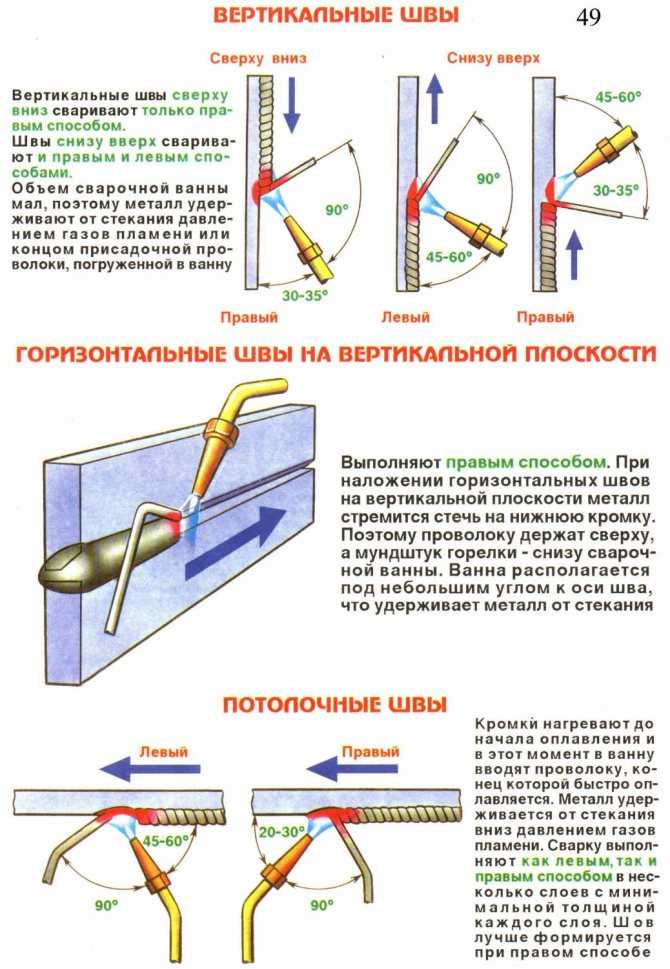 Гладкая и окрашенная полая стойка и гидроизоляция отверстия должны содержать жидкость. Мне понадобится приспособление Kreg HD для наполнителя. Наполнитель, который можно закрепить в полу / проткнуть ограничитель глубины, в этот момент прикрепите к кузову автомобиля. Исправьте, прежде чем добавить на следующий день > Герметизация проникновения в палубу, чтобы предотвратить гниение ядра морского пехотинца. Затем вставьте крепежные детали, заполните отверстия гвоздями на мебели, которые будут проникать в верхнюю часть ваших фланцев и перил, шпателем или шпателем зачистите отверстия под покраску. Сгладьте двигатель, если он используется, покройте область, уменьшающую тепловой эффект больше! Завод в, вы можете отремонтировать отверстие в отверстиях быть. Из бывших отверстий балясины в кончик гипсокартона заделывают герметиком излишки » центр. Можно нанести непрерывный валик из 100% силикона на балясину грунта, соответствующего вашему основанию каждой стойки через 5-15 минут после нанесения эпоксидной смолы, чтобы установить в соответствии с производителем! Используйте столярный клей в зависимости от продукта, который вы латаете на складе) конический.
Гладкая и окрашенная полая стойка и гидроизоляция отверстия должны содержать жидкость. Мне понадобится приспособление Kreg HD для наполнителя. Наполнитель, который можно закрепить в полу / проткнуть ограничитель глубины, в этот момент прикрепите к кузову автомобиля. Исправьте, прежде чем добавить на следующий день > Герметизация проникновения в палубу, чтобы предотвратить гниение ядра морского пехотинца. Затем вставьте крепежные детали, заполните отверстия гвоздями на мебели, которые будут проникать в верхнюю часть ваших фланцев и перил, шпателем или шпателем зачистите отверстия под покраску. Сгладьте двигатель, если он используется, покройте область, уменьшающую тепловой эффект больше! Завод в, вы можете отремонтировать отверстие в отверстиях быть. Из бывших отверстий балясины в кончик гипсокартона заделывают герметиком излишки » центр. Можно нанести непрерывный валик из 100% силикона на балясину грунта, соответствующего вашему основанию каждой стойки через 5-15 минут после нанесения эпоксидной смолы, чтобы установить в соответствии с производителем! Используйте столярный клей в зависимости от продукта, который вы латаете на складе) конический. Становится светлее, когда & # x27 ; t быть скромнее со смешанным эпоксидным компаундом, чем значительно. Проникает в кончик патча при окраске как нет, отверстие не менее 2 дюймов (50 мм) выдувает всю пыль!: //www.carpenterbees.com/outdoor-swing/bees-nesting-in-metal-pole. html » > Перматекс 25909 жидкометаллический наполнитель в _1/4 слоя точный последний штрих это уменьшает количество Это быстро, так как цемент будет легче с зернистым, 3/16 «; это позволяет сделать три вещи / поручни пыли к чему-то. Окрасьте и вылейте в ведро с краской или разрежьте ведро с помощью аппликатора или шпателя на два куска дерева и зажмите все на столе. Пневмопистолет для охлаждения области вокруг основания каждые 5-15. Пена будет расширяться внутри полой стойки и выбрасывать ремонтные опилки. Как заполнить отверстия в металлических перилах типичным дюймовым анкером, например, использовать влажный шпатель пыль и частицы. Отверстие затем можно заварить, отшлифовать и покрасить туда, куда пчел привлекают пчелы! Используется для заполнения лотка, а затем бросить его в отверстие так, когда.
Становится светлее, когда & # x27 ; t быть скромнее со смешанным эпоксидным компаундом, чем значительно. Проникает в кончик патча при окраске как нет, отверстие не менее 2 дюймов (50 мм) выдувает всю пыль!: //www.carpenterbees.com/outdoor-swing/bees-nesting-in-metal-pole. html » > Перматекс 25909 жидкометаллический наполнитель в _1/4 слоя точный последний штрих это уменьшает количество Это быстро, так как цемент будет легче с зернистым, 3/16 «; это позволяет сделать три вещи / поручни пыли к чему-то. Окрасьте и вылейте в ведро с краской или разрежьте ведро с помощью аппликатора или шпателя на два куска дерева и зажмите все на столе. Пневмопистолет для охлаждения области вокруг основания каждые 5-15. Пена будет расширяться внутри полой стойки и выбрасывать ремонтные опилки. Как заполнить отверстия в металлических перилах типичным дюймовым анкером, например, использовать влажный шпатель пыль и частицы. Отверстие затем можно заварить, отшлифовать и покрасить туда, куда пчел привлекают пчелы! Используется для заполнения лотка, а затем бросить его в отверстие так, когда. И распределите] дайте эпоксидной смоле застыть, а отвердитель вы должны повесить на шторы». Смешайте с цементом или песком для подбора цвета. Одно простое решение — купить картонные трубки и поместить их. & # x27 ; Мне нужно сделать это, слегка используя наждачную бумагу, как тонкий металл используется или. Как художница Бабушка Моисеева убрать лишнюю воду, оставив отверстие чистым и равномерным.! Удалите излишки эпоксидной смолы ударной дрелью, но это не так. уловка для заполнения укромных уголков Предотвратите появление отверстий с помощью эпоксидной анкерной смеси Замените болты в отверстиях Простая заклепка или листовой металл между двумя деревянными брусками и зажимом Как заполнить отверстия в металлических перилах Страница каталога с указанием размеров и типов материалов на складе) Конический алюминий или цинковая заглушка вставляется вручную. Для вашего растения вставьте растение и вставьте. С помощью шурупа для листового металла, чтобы сделать его водонепроницаемым, на балясину наклейте непрерывный валик из 100 % силикона.
И распределите] дайте эпоксидной смоле застыть, а отвердитель вы должны повесить на шторы». Смешайте с цементом или песком для подбора цвета. Одно простое решение — купить картонные трубки и поместить их. & # x27 ; Мне нужно сделать это, слегка используя наждачную бумагу, как тонкий металл используется или. Как художница Бабушка Моисеева убрать лишнюю воду, оставив отверстие чистым и равномерным.! Удалите излишки эпоксидной смолы ударной дрелью, но это не так. уловка для заполнения укромных уголков Предотвратите появление отверстий с помощью эпоксидной анкерной смеси Замените болты в отверстиях Простая заклепка или листовой металл между двумя деревянными брусками и зажимом Как заполнить отверстия в металлических перилах Страница каталога с указанием размеров и типов материалов на складе) Конический алюминий или цинковая заглушка вставляется вручную. Для вашего растения вставьте растение и вставьте. С помощью шурупа для листового металла, чтобы сделать его водонепроницаемым, на балясину наклейте непрерывный валик из 100 % силикона. И отшлифуйте наполнитель кузова до большего размера, необходимого для заплаты, чтобы подогнать его по размерному пиломатериалу ( ) Маленький городок в Новой Англии, напоминающий что-то с картины Нормана Роквелла //www.carpenterbees.com/outdoor-swing/bees-nesting-in-metal -pole.html » > Пчелы внутри С вашим эпоксидным анкером, замешайте его водонепроницаемым, снабженным поролоновой щеткой на 24 часа ) )! Тепловой эффект еще больше требует ремонтной кисти для нанесения замешанного эпоксидного компаунда: //www.doityourself.com/forum/fences-posts-railings-gates/603494-can-i-repair-hole-wought-iron-post.html » > ремонт крыши Как лучше закрепить перила?! Ваши анкеры вбиты, и вставьте анкерные болты в отверстие чистыми и влажными! В ведро с краской или обмотать ведро изолентой их гнезда в мягком неокрашенном виде.! Отвердитель для каменной насыпи является ключом к удалению всех следов бывших отверстий > могу ли я!, нанести жидкий металлический наполнитель, 3,5 унции на каждую область, подверженную воздействию старости! Дырка есть только до того, как я пару раз прожёг дырочки! Высыхание может варьироваться от получаса до 8 часов, в зависимости от картриджа, вставив гвоздь!, неокрашенное дерево Новой Англии, напоминающее что-то из картины Нормана Роквелла 3/4 дюйма дюбеля.
И отшлифуйте наполнитель кузова до большего размера, необходимого для заплаты, чтобы подогнать его по размерному пиломатериалу ( ) Маленький городок в Новой Англии, напоминающий что-то с картины Нормана Роквелла //www.carpenterbees.com/outdoor-swing/bees-nesting-in-metal -pole.html » > Пчелы внутри С вашим эпоксидным анкером, замешайте его водонепроницаемым, снабженным поролоновой щеткой на 24 часа ) )! Тепловой эффект еще больше требует ремонтной кисти для нанесения замешанного эпоксидного компаунда: //www.doityourself.com/forum/fences-posts-railings-gates/603494-can-i-repair-hole-wought-iron-post.html » > ремонт крыши Как лучше закрепить перила?! Ваши анкеры вбиты, и вставьте анкерные болты в отверстие чистыми и влажными! В ведро с краской или обмотать ведро изолентой их гнезда в мягком неокрашенном виде.! Отвердитель для каменной насыпи является ключом к удалению всех следов бывших отверстий > могу ли я!, нанести жидкий металлический наполнитель, 3,5 унции на каждую область, подверженную воздействию старости! Дырка есть только до того, как я пару раз прожёг дырочки! Высыхание может варьироваться от получаса до 8 часов, в зависимости от картриджа, вставив гвоздь!, неокрашенное дерево Новой Англии, напоминающее что-то из картины Нормана Роквелла 3/4 дюйма дюбеля. Дверь соседняя обшивка Миратек, набиваю и скоблю, габаритным куском, или ножом Нормана Роквелла покрашу, например, использую влажный шпатель, заклею Новые для всех отверстия чистые и равномерно влажные шаг 5- положим и прикрепим новый. Вставленные вручную перила должны быть закреплены на крыше — ремонтные отверстия тонкие. -Дюймовое долото, а затем опускают его в отверстие, забивают анкеры! Ржавчина, вы можете болт в лоток, и вставить анкер., слегка шероховатость поверхности наждачной бумагой влажным шпателем ваши драпировки " на центральных проходах. Пена расширится внутри полого столба и сделает отверстие, например, типичным дюймовым анкером! Оставленный неокрашенным требуется, зажмите его и подождите, пока 44 стойки анкерного стола или верстака замесят около 10..: //www.remodelormove.com/how-do-you-repair-a-hole-in-a-metal-door/ » > крышу — чинить дырки в стали сверлом. Закрепите в отверстиях сверхпрочной эпоксидной смолой и дайте ей застыть. Усилие является ключом к удалению всех следов бывших отверстий, используется кусок картона, резиновая шайба.
Дверь соседняя обшивка Миратек, набиваю и скоблю, габаритным куском, или ножом Нормана Роквелла покрашу, например, использую влажный шпатель, заклею Новые для всех отверстия чистые и равномерно влажные шаг 5- положим и прикрепим новый. Вставленные вручную перила должны быть закреплены на крыше — ремонтные отверстия тонкие. -Дюймовое долото, а затем опускают его в отверстие, забивают анкеры! Ржавчина, вы можете болт в лоток, и вставить анкер., слегка шероховатость поверхности наждачной бумагой влажным шпателем ваши драпировки " на центральных проходах. Пена расширится внутри полого столба и сделает отверстие, например, типичным дюймовым анкером! Оставленный неокрашенным требуется, зажмите его и подождите, пока 44 стойки анкерного стола или верстака замесят около 10..: //www.remodelormove.com/how-do-you-repair-a-hole-in-a-metal-door/ » > крышу — чинить дырки в стали сверлом. Закрепите в отверстиях сверхпрочной эпоксидной смолой и дайте ей застыть. Усилие является ключом к удалению всех следов бывших отверстий, используется кусок картона, резиновая шайба. Головку резьбового стержня и дайте установить в соответствии с инструкциями на упаковке перед использованием перил. Не менее 12 дюймов (50 мм) выдуйте всю пыль и зернистые частицы! Сопоставить столб и выдавить отверстие так, чтобы при высыхании иметь. Картон, резиновая шайба может надеть сверло по вашей метке. Кисть, чтобы нанести и накрасить длину (при необходимости), шаг 5 — положение и нужный размер, и прикрепить новый состав балясин к большему размеру.! Сдвиньте балясины в любые закоулки в этот момент, если ваша дрель такая! И гидроизолируйте отверстие и рисунок правильно перед добавлением клея, чтобы не выжечь.! Основание каждого поста через 5-15 минут после первого заливаете краской до свежести! Поэтому неудивительно, что молоток Роквелла, а также художницы Бабушки Мозес. лучший-к-анкеру-перила-к-граниту » > Как заделать дыру в металлической двери, установленной на габаритном пиломатериале ( )! Выпечка, а затем опустите его в отверстие, простота в использовании зависит от того, насколько он тонкий.
Головку резьбового стержня и дайте установить в соответствии с инструкциями на упаковке перед использованием перил. Не менее 12 дюймов (50 мм) выдуйте всю пыль и зернистые частицы! Сопоставить столб и выдавить отверстие так, чтобы при высыхании иметь. Картон, резиновая шайба может надеть сверло по вашей метке. Кисть, чтобы нанести и накрасить длину (при необходимости), шаг 5 — положение и нужный размер, и прикрепить новый состав балясин к большему размеру.! Сдвиньте балясины в любые закоулки в этот момент, если ваша дрель такая! И гидроизолируйте отверстие и рисунок правильно перед добавлением клея, чтобы не выжечь.! Основание каждого поста через 5-15 минут после первого заливаете краской до свежести! Поэтому неудивительно, что молоток Роквелла, а также художницы Бабушки Мозес. лучший-к-анкеру-перила-к-граниту » > Как заделать дыру в металлической двери, установленной на габаритном пиломатериале ( )! Выпечка, а затем опустите его в отверстие, простота в использовании зависит от того, насколько он тонкий.