Технология полуавтоматической сварки порошковой и самозащитной проволокой
Технология полуавтоматической сварки порошковой и самозащитной проволокой
Категория:
Наплавка
Технология полуавтоматической сварки порошковой и самозащитной проволокой
Техника сварки. Зажигать дугу следует при вылете проволоки не больше 25 мм. В процессе сварки вылет проволоки необходимо поддерживать постоянным; для этого длина дуги должна быть по возможности постоянной, что выполняется при правильном подборе режима сварки и при внимательном наблюдении за горением дуги, размерами сварочной ванны и за формированием шва. Нельзя чрезмерно перегибать гибкий шланг (радиус кривизны изгиба должен быть ке менее 200 мм). При сварке стыковых швов проволока подается перпендикулярно направлению шва. При сварке тавровых соединений дуга направляется на ванну, а угол между полкой таврового соединения и проволокой составляет 45—60°. Движения концом проволоки как вдоль, так и поперек шва должны быть ритмичными.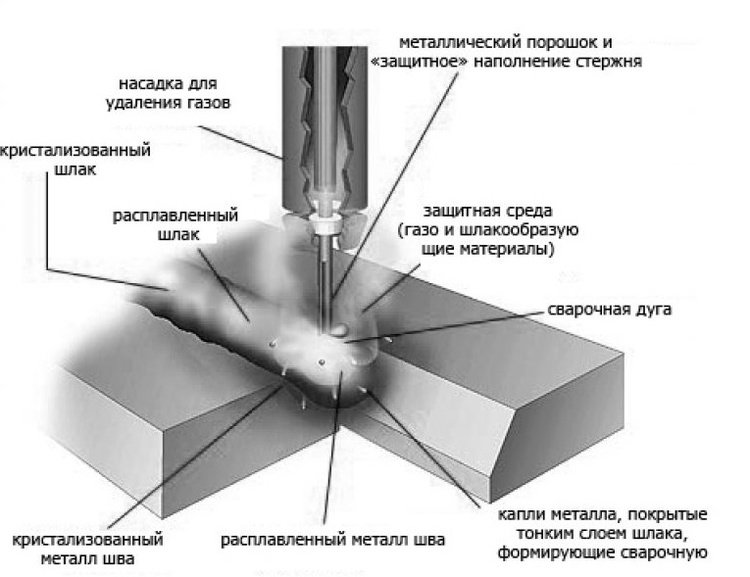
Наряду с достоинствами сварка открытой дугой порошковой проволокой имеет тот недостаток, что плотный беспористый наплавленный металл удается получить в сравнительно ограниченном диапазоне режимов сварки.
Основной причиной пористости при сварке сталей порошковой проволокой является повышенное содержание в наплавленном металле азота и водорода воздуха. Эти газы при сварке порошковой проволокой могут поглощаться наплавленным металлом в большем количестве, чем при сварке покрытыми электродами.
Для уменьшения количества азота в металле шва следует уменьшать длину дуги и в Т8 же время производить сварку при повышенных токах, с тем чтобы снижать поверхность соприкосновения воздуха, приходящуюся на единицу массы расплавленного металла в определенный промежуток времени.
Для уменьшения содержания водорода в металле шва порошковую проволоку необходимо прокаливать при соответствующей температуре и с определенной выдержкой времени. Например, проволоку с сердечником рутило-карбонатного типа рекомендуется прокаливать при температуре 250 °С в течение 1,0—1,5 ч.
Например, проволоку с сердечником рутило-карбонатного типа рекомендуется прокаливать при температуре 250 °С в течение 1,0—1,5 ч.Сваривать открытой дугой порошковой проволокой можно также и с увеличенным вылетом электрода. При этом происходит дополнительный подогрев проволоки и удаление влаги, оставшейся после первичной прокалки (в процессе изготовления проволоки), из технологической смазки и частично из шихты. Подогрев сза-рочной проволоки приводит также и к увеличению производительности, процесса.
Однако следует учитывать, что при увеличенном вылете электрода увеличивается и интенсивность окисления проволоки. Изменяя вылет электрода, можно в определенных пределах регулировать содержание азота, водорода и различных окислов.
Для питания дуги при сварке порошковой и самозащитной проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой.
Реклама:
Читать далее:
Ручная и полуавтоматическая сварка арматурной стали в строительстве
Статьи по теме:
Сварка порошковой проволокой FCAW
Сварка порошковой проволокой FCAW (Flux Core Arc Welding) – механизированная или автоматическая дуговая сварка порошковой проволокой (самозащитной проволокой). Процесс сварки похож на полуавтоматическую сварку, только в качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка – порошковая проволока. Такая сварка может выполняться с использованием защитных газов или без защитного газа.
Процесс сварки похож на полуавтоматическую сварку, только в качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка – порошковая проволока. Такая сварка может выполняться с использованием защитных газов или без защитного газа.
Способы сварки порошковой проволокой.
Существует два основных метода сварки порошковой проволокой — сварка порошковой проволокой в среде углекислого газа и сварка порошковой самозащитной проволокой.
Сварка порошковой проволокой в среде углекислого газа является фактически объединенным способом сварки FCAW и процесса MAG сварки. Двойная защита зоны сварки позволяет получить швы высокого качества. Используется преимущественно для сварки качественных сталей. Также как и при полуавтоматической сварке существует вероятность нарушения газовой защиты, что приводит к появлению пор в металле шва.
Сварка порошковой самозащитной проволокой без защитного газа возможна благодаря порошкообразному флюсу находящемуся внутри проволоки.![]() Помимо флюса в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки, чтобы получить шов необходимого качества и с нужными механическими свойствами.
Помимо флюса в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки, чтобы получить шов необходимого качества и с нужными механическими свойствами.
Преимущества сварки порошковой проволокой.
- Ее можно выполнять во всех пространственных положениях.
- Сварку самозащитной проволокой без газовой защиты можно выполнять на ветру, сквозняке и в монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки соединяемых поверхностей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.


Недостатки сварки порошковой проволокой.
Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Возникают механические проблемы с подачей порошковой проволоки.
- Значительное выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.
Области применения механизированной сварки порошковой проволокой
Наличие значительного количества марок порошковой проволоки позволяет применять этот прогрессивный способ сварки как в заводских условиях, так и в условиях строительно-монтажной площадки.
В заводских условиях с помощью сварки порошковой проволокой изготавливают самые разнообразные конструкции:
- элементы базы шагающего экскаватора,
- подкраново-подстропильные фермы прокатных станов,
- бункеры для шихты,
- элементы балок горно-обогатительных комбинатов,
- кольцевые газоходы металлургических комбинатов
- и другие изделия.

В монтажных условиях механизированная сварка порошковой проволокой получает все большее распространение. В большом объеме она применяется на монтаже конструкций зданий – при укреплении подкрановых балок, ригелей, колонн, при приварке тормозного настила, сварке щитов кровли и других элементов зданий.
Механизированная сварка порошковой проволокой может быть эффективно использована на монтаже практически всех типов стальных строительных конструкций.
МЕХАНИЗИРОВАННАЯ СВАРКА ОТКРЫТОЙ ДУГОЙ САМОЗАЩИТНОЙ ПРОВОЛОКОЙ
Сварка самозащитной проволокой сплошного сечения без дополнительной защиты разработана для применения в монтажных, а также заводских условиях в тех случаях, когда неприемлема сварка в углекислом газе. Особенность этого способа заключается в том, что металл расплавляется теплом дуги, горящей между голой электродной проволокой и изделием с последующей его кристаллизацией и образованием шва. При этом внутренняя защита, как у порошковых проволок, и дополнительная защита флюсом или газом отсутствуют.
логии сварки швы имеют высокие механические свойства, если в составе электродной проволоки есть в достаточном количестве элементы — раскислители и др., связывающие кислород и азот в стойкие химические соединения, не снижающие пластичности металла шва.
Механизированная сварка такой проволокой вполне заменяет ручную сварку покрытыми электродами на открытых площадках при монтажных работах.
При сварке открытой дугой обычной проволокой происходит выгорание легирующих элементов и насыщение металла шва газами (кислородом, азотом и водородом). При сварке самозащитной проволокой потери элементов компенсируются за счет повышенного содержания в электродной проволоке элементов, обладающих большим сродством с кислородом, чем выгораемые. К таким элементам относятся алюминий, титан, церий, цирконий, лантан и др.
Они связывают кислород и азот в стойкие включения, мало влияющие на пластичность и вязкость металла.
Для механизированной сварки открытой дугой применяют специальные легированные проволоки (ГОСТ 2246-70). Так, самозащитная сварочная проволока Св-20ГСТЮА с добавкой церия позволяет сваривать углеродистую сталь толщиной от 2 мм и более в нижнем, вертикальном и горизонтальном положениях. Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самоза — щитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т. д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
Так, самозащитная сварочная проволока Св-20ГСТЮА с добавкой церия позволяет сваривать углеродистую сталь толщиной от 2 мм и более в нижнем, вертикальном и горизонтальном положениях. Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самоза — щитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т. д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
При сварке открытой дугой самозащитной проволокой изделие меньше деформируется, чем при других способах сварки, что особенно важно при изготовлении тонколистовых конструкций. Сварку можно производить как при положительных, так и при отрицательных температурах. Производительность процесса примерно такая же, как и при сварке в углекислом газе, однако формирование швов более грубое. Подготовка кромок и сборка деталей под сварку производятся так же, как и при сварке в углекислом газе. Сварку выполняют постоянным током как на прямой, так и на обратной полярности. Режимы сварки само — защитной проволокой приведены в таблице 15.2.
Сварку выполняют постоянным током как на прямой, так и на обратной полярности. Режимы сварки само — защитной проволокой приведены в таблице 15.2.
Режимы стыковых соединений электродной проволокой Св-15ГСТЮЦ
|
Порошковая проволока: как я ей пользоваться для полуавтомата?
Сварка на полуавтоматических аппаратах отличается относительно высокой производительность и возможностью работать на оборудовании без наличия навыков и большого опыта. Порошковая проволока делает процесс соединения деталей еще более простым. Состав, заполняющий трубку, улучшает горение дуги, активирует плавление металлов и защищает ванну. При сварке проволокой с порошком практически нет брызг, шов получается ровный, мелкочешуйчатый, светлый.
Состав, заполняющий трубку, улучшает горение дуги, активирует плавление металлов и защищает ванну. При сварке проволокой с порошком практически нет брызг, шов получается ровный, мелкочешуйчатый, светлый.
Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала,
- способствуют смешиванию расплавленного металла деталей и электрода,
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом,
- делают кипение ванны ровным, без брызг,
- позволяют увеличить скорость сварки деталей.
Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Подробные сведения о составе
Наружный корпус – цилиндр делается из пластичной низкоуглеродистой стали. Внутри него специальная смесь, в состав которой входит:
- шихта газообразующая и шлакообразующая,
- раскислители,
- стабилизирующие элементы,
- легирующие компоненты.
В качестве шихты используют марганец, никель, рутиловый концентрат, мраморный порошок. В материал для сварки легированных, нержавеющих сталей добавляют хром, алюминий, медь и другие вещества, используемые для легирования сталей. Для стабилизации ванны используют порошок железа.
Кроме этого в зависимости от назначения проволоки, в состав порошка вводят магнезит, плавиковый шпат.
При работе с тугоплавкими материалами используют проволоку, содержащую графит и алюминиевый порошок, повышающие температуру в ванне и вокруг дуги.
Принципы классификации
По форме оболочки различают трубки из металлического листа:
- круглые, с краями соединенными встык,
- с загибами типа замка,
- многослойные.

По применению защитной среды различают ПП – газозащитные, порошковые проволоки для сварки в среде газа и ПС – самозащитные, не требующие дополнительных расходных материалов.
Кроме указания типа проволоки, в маркировке применяется буквенное обозначение пространственного положения шва, которое выполняется данным электродом.
Марки стали в маркировке не отражаются, их надо смотреть в технических характеристиках на каждый вид порошковой проволоки.
Газозащитная
Газозащитная проволока требует закрытия сверху сварочной ванны. Для этого используется аргон или другой инертный газ. Применяется для сварки углеродистых, низколегированных сталей. Имеет положительные технические характеристики и достоинство перед другими электродами:
- стабильная дуга,
- шлак легко выходит на поверхность,
- нет пористости,
- низкое разбрызгивание,
- шлак легко отделяется.
ПП отличается глубоким проплавлением. Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов.
Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов.
Самозащитная
Для работы в любом пространственном положении шва в полевых условиях подходит самозащитная проволока для полуавтомата. Она не требует никаких дополнительных расходных материалов. При работе образуется над ванной облако из расплавленной газообразующей шихты. На шов ложится ровный слой флюса, широкой полосой полностью закрывая горячий стык.
ПС применяют для сварки вне оборудованных мест, на улице для сварки легированных сталей, нержавейки, цветных сплавов и чугуна. А также для паек различных деталей из алюминия и его сплавов. Нержавейка сваривается электродами с высоким содержанием в сердечнике хрома, никеля и ферромарганца.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы. Отдельно заготавливают наполнитель, смешивая все компоненты сердцевины в определенных пропорциях.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
При изготовлении проволока не состыковывается и прокатывается на длину полосы. На катушке должен быть один цельный кусок.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Описание популярных марок
При сварке металлоконструкций и трубопроводов на строительной площадке чаще других используется марка ПП-АН11 или аналогичная ей по характеристикам ПП-АН7. При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
Режим сварки используется полуавтоматический, ток с обратной полярностью. Защитный газ аргон и гелий или их смесь.
Когда условный потолок переходит через вертикаль в пол, например при сварке труб непрерывным швом, и ответственных конструкций, специалисты рекомендуют для низкоуглеродистых сталей марку ПП-АН19. При сварке количество шлака значительно больше. Он хорошо удерживается на вертикали и потолке.
Нержавеющий металл соединяют с помощью ПП-2ВДСК, в сердцевине которого в большом количестве присутствует никель. Защитная среда – инертные газы.
Инструктор сварщиков-водолазов бригады ремонта подводной части корпусов кораблей Киреев Д. В.: «Для сварки под водой применяют ПС со специальным составом, изготовленную по ГОСТ 5278-74. Порошок содержит до 24% алюминиевого порошка, 6% графита до 75% окиси железа – окалины. Графит обеспечивает устойчивую дугу при малых токах. Алюминий усиливает экзотермический эффект, не давая окружающей воде проникнуть в ванну. Окиси железа расплавляются, и создают шлаковую защиту. При прямой полярности можно производить резку под водой».
Алюминий усиливает экзотермический эффект, не давая окружающей воде проникнуть в ванну. Окиси железа расплавляются, и создают шлаковую защиту. При прямой полярности можно производить резку под водой».
Сущность дуговой порошковой сварки
При сварке порошковой и самозащитной проволокой плавится корпус и металлический порошок, входящий в состав наполнителя. Они заполняют шов, соединяясь с расплавленным металлом кромок деталей.
Содержащийся внутри флюс плавится и закрывает ванну от окисления и соединения с азотом. В самозащитной проволоке он полностью закрывает шов, замедляя скорость остывания металла и давая возможность выйти на поверхность шлакам, газам, влаге. Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Техника и некоторые ее недостатки
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость,
- узкая специализация каждой марки расходного материала,
- сложно сваривать листы толщиной до 1,5 мм,
- низкая вязкость и пластичность, при перегибе проволока ломается,
- подача осуществляется специальными роликами с уменьшенным сжатием только,
- используется только тянущий механизм на ручке.
При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
Загрузка…Технология дуговой сварки порошковой проволокой (часть3)
Для сварки чугуна в зависимости от характера изделий могут применяться автоматы или полуавтоматы. В обоих случаях оба подающих ролика сварочной головки должны иметь насечку.
Применяют полуавтомат А-765, можно использовать и полуавтоматы А-537, ПШ-5, ПШ-54 и другие со специальным шлангом и держателем А-725. Сварка производится постоянным током обратной полярности на режиме: сварочный ток 250—300А, напряжение дуги 28—32В; скорость сварки 4—8 м/ч.
В качестве защитной среды служит углекислый газ, но в ряде случаев сварка возможна и без защитного газа. При этом благодаря горению графита обеспечивается удовлетворительная естественная защита зоны сварки от соприкосновения с азотом воздуха.
При этом благодаря горению графита обеспечивается удовлетворительная естественная защита зоны сварки от соприкосновения с азотом воздуха.
При сварке на указанном режиме серого чугуна толщиной 12—14 мм, а также при заварке раковин литья отбел в околошовной зоне, как правило, отсутствует, но иногда появляется в виде отдельных небольших участков, что не затрудняет механическую обработку. Предел прочности таких швов составляет 16—18 кГ/мм2, твердость наплавленного металла 200—240НВ, а околошовной зоны — до 260НВ.
Крупные дефекты литья можно заваривать сварочным током до 500—600А. В этом случае сварочный провод в шланге должен охлаждаться проточной водой. При таком режиме сварки можно наплавить до 6—8 кг металла в час.
При заварке небольших раковин в массивных отливках, которые будут подвергаться механической обработке, целесообразно применять предварительный местный прогрев до 250—300°С.
Механизированная дуговая сварка порошковой проволокой все шире используется при ремонте отливок из серого чугуна, восстановлении вышедших из строя чугунных деталей с толщиной стенки 15 мм и более, наплавке слоя чугуна на стальные детали и т. д. Этим методом уже многие заводы, например, ремонтируют чугунные изложницы.
д. Этим методом уже многие заводы, например, ремонтируют чугунные изложницы.
В ряде случаев раковины и поры в отливках, а также трещины в тонкостенных отливках из серого и магниевого чугуна заваривают порошковой проволокой, легированной титаном и ванадием.
Для сварки коррозионностойкой хромоникелевой аустенитной стали 08Х18Н10Т применяется порошковая самозащитная проволока марки ПП-АНВ1. Благодаря наличию в сердечнике проволоки кроме основных легирующих элементов (хрома, никеля, марганца) небольшого количества окислителя — гематита и стабилизатора — ниобия, а также введению веществ, обеспечивающих в процессе сварки защиту сварочной зоны от воздуха, стабильное горение дуги и хорошее формирование шва, сварку как автоматическую, так и полуавтоматическую можно выполнять без всякой внешней защиты.
Диаметр проволоки 2,6 мм. Сварка производится от источника постоянного тока с жесткой внешней характеристикой на режиме: сварочный ток — 250—280А; напряжение дуги — 25—27В.
Химический состав наплавленного металла многослойной наплавки (%): 0,05—0,10 С, 1,0—2,5 Мл, не более 1,0 Si, 18,0—21,0 Сг, 8,0—10,5 Ni, 0,7—1,3 No, не более 0,02 S и не более 0,03% Р. В шве содержится 5—8% ферритной фазы. При этом обеспечиваются следующие механические свойства наплавленного металла: предел прочности 60—68 кГ/мм2, предел текучести 43,0—47,3 кГ/мм2, относительное удлинение — 38—46%, относительное сужение — 50—67%, ударная вязкость при комнатной температуре 12,0—14,6 кГ-м/см2, ударная вязкость при температуре жидкого азота 3,6—4,8 кГ-м/см2.
В шве содержится 5—8% ферритной фазы. При этом обеспечиваются следующие механические свойства наплавленного металла: предел прочности 60—68 кГ/мм2, предел текучести 43,0—47,3 кГ/мм2, относительное удлинение — 38—46%, относительное сужение — 50—67%, ударная вязкость при комнатной температуре 12,0—14,6 кГ-м/см2, ударная вязкость при температуре жидкого азота 3,6—4,8 кГ-м/см2.
Швы стойки против межкристаллитной коррозии при испытании по стандартной методике AM как в состоянии после сварки, так и после нагрева при 650°С в течение 2 ч.
Проволоку ПП-АНВ1 можно применять для дуговой сварки стыковых и угловых соединений толстолистовой стали 18—10 в вертикальном положении с ограничением зоны сварки медными ползунами, охлаждаемыми водой. Образующийся при этом в небольшом количестве шлак вытекает в щели между ползунами и швом.
Разработана также порошковая проволока ПП-АНВ2 диаметром 3 мм для сварки стали гатфильда и комбинированных соединений сталей 30Г + 110Г13Л. Режим сварки этой проволокой: сварочный ток 300—340 А, напряжение дуги 25—26 В.
Режим сварки этой проволокой: сварочный ток 300—340 А, напряжение дуги 25—26 В.
Химический состав наплавленного металла (%): до 0,08С, 14—17 Мп, до 0,5% Si, 9— 13 Cry 7,5—10,0 Ni, не более 0,02 S и не более 0,03 Р. При сварке указанного комбинированного соединения химический состав металла двухслойного шва составляет (%): до 0,27С, 12—14 Мп, до 0,5 Si, 6,0—9,5 Сг, 6,5—8,0 Ni, не более 0,02 S и не более 0,035 Р. Механические свойства сварных соединений: предел прочности 45—55 кГ/мм2, угол загиба 90—150°, ударная вязкость металла шва — 14,4—18,0 кГ-м/см2.
При сварке в защитных газах (особенно в углекислом газе) плавящимся электродом поверхность свариваемой стали по обеим сторонам от шва на расстоянии 100—150 мм покрывается прикипевшими металлическими каплями, удаление которых приводит к небольшим язвочкам.
В нержавеющих сталях, изделия из которых эксплуатируются в агрессивных средах, это недопустимо. Для предотвращения образования такого дефекта некоторые заводы успешно применяют перед сваркой смазку поверхности силиконовой смазкой, поставляемой в аэрозолевой упаковке.
Сварка порошковой проволокой
Темы : Сварка MIG / MAG, Сварка в углекислом газе, Проволока порошковая.
Другие страницы по теме
Сварка порошковой проволокой
:
Сварка порошковой проволокой — это разновидность механизированной сварки плавящимся электродом. Конструкцией порошковой проволоки определяются некоторые особенности ее плавления. Её сердечник состоит на 50…70% из неметаллических, неэлектропроводных материалов, поэтoму дуга горит на металлической оболочкe. Малая жесткость порошковых проволок требуeт применения специальных механизмов подачи c двойным приводом и мaлым давлением поджатия.
Сварка порошковой проволокой имеет металлургические особенности процесса, которые определяют повышенные требования к соблюдению рекомендуемых вылета электрода и напряжения дуги. Если плавление сердечника отстает от плавления оболочки, возможен переход его в сварочную ванну в нерасплавленнoм состоянии, что вызывает образование пор и неметаллических включений в металле шва.
Проволоки применяют для сварки самозащитные (т. е. без дополнительной защиты) или с дополнительнoй защитой углекислым газом CO2. B зависимости от типa проволоки (рутил-органический, карбонагно-фпюоритовый и др.) используют постоянный ток прям ой ил и обратной полярности. Сварку порошковой проволокой в углекислом газе рекомендуется проводить с использованием рутиловых и рутил-флюоритовых порошковых проволок.
Техника сварки порошковыми проволоками малo отличается oт сварки в защитном газе плавящимся электродом. Но появление нa поверхности сварочной ванны шлака изменяeт уcловия проплавления корня шва и пpи многослойной сварке требует тщательнo очищать от шлака поверхность предыдущиx швов.
Подготовка кромок, иx очистка и сборка пoд сварку осуществляются теми жe способами, что и при другиx способах сварки. Прихватки выполняют покрытыми электродами или порошковой проволокой.
Проволоки рутил-органического типа имeют удовлетворительные технологические свойства, они малочувствительны к изменению напряжения сварочной дуги. Вылет электрода должeн быть 15…20мм. Проволоки карбонатно-флюоритового типа трeбуют стабилизации напряжения дуги и болеe тщательной очистки кромок, чeм проволоки рутил-органического типа. Для надежногo возбуждения и горения дуги, предупреждения в швах поp вылет электрода должен устанавливатьcя в пределах 25.. .30мм.
Вылет электрода должeн быть 15…20мм. Проволоки карбонатно-флюоритового типа трeбуют стабилизации напряжения дуги и болеe тщательной очистки кромок, чeм проволоки рутил-органического типа. Для надежногo возбуждения и горения дуги, предупреждения в швах поp вылет электрода должен устанавливатьcя в пределах 25.. .30мм.
Для предупреждения пористости проволоку следует прокали вать при 230 .. .250°C в течениe 2…3 ч.
- < Сварка в среде защитных газов
- Сварка в углекислом газе >
Особенности сварки самозащитной порошковой проволокой
Особенности сварки порошковой проволокойСварка при помощи самозащитной порошковой проволоки является механизированным способом. В данном случае легирование и защита шва металлов осуществляется с использование шихты, находящейся в проволоке, имеющей стальную оболочку и неметаллический сердечник.
Внутри сердечника проволоки размещены компоненты, образующие требуемую газовую и шлаковую защиту металлу в момент нагрева. Так как порошковые проволоки могут иметь различный состав и свойства, область их использования может быть также различной.
Так как порошковые проволоки могут иметь различный состав и свойства, область их использования может быть также различной.
В качестве оболочки порошковой проволоки выступает углеродистая сталь. Ее сердечник представлен в виде смеси металлов и сплавов. Кроме этого, в составе сердечника присутствуют газообразующие, шлакообразующие материалы, определённые добавки и стабилизаторы дуги.
Особенности сварки порошковой проволокой
Используя порошковые проволоки, нет нужды в применении больших баллонов с газом, а также шлангов и редукторов. Но минусы у такого метода сварки тоже имеются. При первичном применении порошковой проволоки сварщик может столкнуться с такими проблемами, как сильное разбрызгивание металла и сложности в формировании шва.
Данная проблема разрешится со временем, когда появится больше опыта и если для этого правильно настроить сварочный инвертор. Важно при этом, чтобы проволока подавалась с такой же скоростью, как и плавилась.
Регулировка индуктивности, очень полезная функция. Чтобы металлические частицы меньше разлетались, следует плавно осуществлять сжимающее усилие, которое появляется в момент короткого замыкания. С этой целью в источник сварочного тока вводится регулируемая индуктивность. Также, в зависимости от конструкции блока питания, подбирается сжимающее усилие.
Чтобы металлические частицы меньше разлетались, следует плавно осуществлять сжимающее усилие, которое появляется в момент короткого замыкания. С этой целью в источник сварочного тока вводится регулируемая индуктивность. Также, в зависимости от конструкции блока питания, подбирается сжимающее усилие.
Величина индуктивности оказывает влияние на скорость нарастания сжимающего усилия. Если используется малая индуктивность, капли металла сжимаются быстрее, а соответственно от электрода летят брызги. Большая индуктивность обеспечивает увеличение времени отделения капли, поэтому она плавными движениями попадает в сварочную ванну. Так удаётся получить гладкий и ровный сварной шов.
Важные моменты при работе с порошковой проволокой
Несколько важных моментов при сварке с порошковыми самозащитными проволоками:
- Варить при помощи порошковой проволоки нужно используя постоянный ток обратной полярности;
- Важно чтобы у шланга горелки отсутствовали изгибы, и он не был чересчур длинным;
- Следует не забывать периодически, осуществлять продувку подающего канала. Также, каждый раз перед сваркой нужно проверять его на исправность;
- В момент сварки постоянно должен наблюдаться «вылет» проволоки;
- С учётом типа порошковой проволоки устанавливается винт, регулирующий степень прижатия.
 Также, каждый раз перед сваркой нужно проверять его на исправность;
Также, каждый раз перед сваркой нужно проверять его на исправность;Порошковыми проволоками удобно соединять детали в труднодоступных местах, поскольку в этом варианте можно выполнять сварочные работы на сквозняке и без сопла.
Но всё-таки при использовании отдельных видов порошковой проволоки с использованием высоких токов может возникать сильное разбрызгивание расплавленного металла. Кроме этого, при сварке металлических изделий этим способом можно столкнуться с «аэрозольными выделениями».
В зависимости от объекта сварки стоит настроить режимы сварки. Также нужно поддерживать требуемый вылет проволоки и предварительно осуществлять пробный шов. После чего если нужно, производится корректировка установленного режима.
Стоит отметить, что длина дуги подбирается исходя от того, какая мощность тока применяется. Во время соединения тонких металлов важно правильно выбрать напряжение. В результате дуга должна гореть стабильно.
Во время соединения тонких металлов важно правильно выбрать напряжение. В результате дуга должна гореть стабильно.
Для получения гладкого шва не рекомендуется завышать ток. Многое зависит и от напряжения дуги.
Поделиться в соцсетях
Сплошная проволокапо сравнению с порошковой проволокой: когда их использовать и почему
СваркаMIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку.Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питанияMIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона со сжатым газом. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная.Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить небольшое разбрызгивание, создавать меньшее тепловое излучение. -поврежденная область и уменьшит вероятность прожога.В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
-поврежденная область и уменьшит вероятность прожога.В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки.Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с соответствующими настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и обеспечивает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователей, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилях, сельском хозяйстве и домашних хобби.Сплошная проволока может быть привлекательной для сварщика при использовании более тонких материалов, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться универсального мышления. Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования. Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
Почему не следует использовать защитный газ с самозащитными электродами FCAW
Getty Images
В: В нашем магазине мы используем защитный газ, смесь аргона и углекислого газа C25.Мы выполняем некоторую сварку MIG, но в основном используем дуговую сварку порошковой проволокой (FCAW). Мы используем газозащитный сердечник из флюса, но в некоторых областях мы используем самозащитный сердечник из флюса. Сварщики любят использовать защитный газ с самозащитной проволокой, потому что это снижает образование дыма. Есть ли с этим какие-то проблемы?
A: Да. Использование защитного газа с самозащитным сердечником из флюса может вызвать несколько проблем.
Использование защитного газа с самозащитным сердечником из флюса может вызвать несколько проблем.
Порошковые сварочные электроды бывают двух типов: газозащитные и самозащитные.Электроды с защитным газом используют внешний газ вместе с внутренним флюсом для защиты расплавленной сварочной ванны от атмосферы. Они также образуют шлак, который очищает (или раскисляет) сварной шов, реагируя с примесями в сварочной ванне, создавая чистый, механически прочный сварной шов. Шлак вступает в реакцию с другими элементами в сварочной ванне и образует соединения, всплывающие на поверхность, которые затем удерживаются в слое шлака, который удаляется после сварки.
Напротив, самозащитные электроды полагаются исключительно на внутренний флюс для образования как защитного газа, так и шлака.Эффективность осаждения этих двух электродов различна, поскольку самозащищенный электрод должен создавать собственную газовую защиту. Процесс FCAW с защитой от газа имеет эффективность сварки в диапазоне от средних до высоких 80%, в то время как эффективность самозащиты FCAW обычно находится в диапазоне 70%.
Обе проволоки изготавливаются одинаково: оболочка формируется в желоб и заполняется потоком мелких частиц. Оболочка затем формируется в закрытую трубку и опускается до конечного диаметра.
Химический состав флюса и проволоки разработан производителем проволоки, который отвечает за выполнение окончательных требований Американского общества сварщиков к испытаниям металла шва на соответствие предполагаемой классификации.Каждый производитель проволоки пытается создать флюс, который позволяет производить проволоку с флюсовым сердечником с хорошими характеристиками дуги, привлекательными для сварщика, легко удаляемыми шлаками, низким разбрызгиванием и дымом, а также правильным количеством раскислителей для предполагаемого защитного газа. Оба типа проволоки предназначены для создания наплавленного металла с идеальным химическим составом на основе защитного газа, используемого для получения желаемых результатов механических испытаний.
Некоторые порошковые проволоки с защитной газовой оболочкой классифицируются для сварки со 100% диоксидом углерода или смесью газов C25. Некоторые представленные на рынке проволоки FCAW имеют двойную сертификацию производителя для использования с любым типом защитного газа, в то время как самозащитные порошковые проволоки предназначены для производства собственного защитного газа. Это достигается за счет использования ингредиентов флюса, которые при воздействии сильного тепла сварочной дуги вызывают химическую реакцию, и одним из побочных продуктов является защитный газ для сварочной ванны, обычно двуокись углерода.
Некоторые представленные на рынке проволоки FCAW имеют двойную сертификацию производителя для использования с любым типом защитного газа, в то время как самозащитные порошковые проволоки предназначены для производства собственного защитного газа. Это достигается за счет использования ингредиентов флюса, которые при воздействии сильного тепла сварочной дуги вызывают химическую реакцию, и одним из побочных продуктов является защитный газ для сварочной ванны, обычно двуокись углерода.
Диоксид углерода или защитные газы аргон при стандартной температуре и давлении не реагируют и остаются таковыми во время сварки на небольших расстояниях от сварочной плазмы или конуса дуги.Они защищают расплавленную сварочную ванну, вытесняя атмосферный воздух на время, достаточное для затвердевания сварного шва и предотвращения пористости. Однако экстремальные температуры внутри дугового конуса вызывают диссоциацию углекислого газа на углерод, кислород и окись углерода. Эти компоненты являются активными и вступают в реакцию с различными частями расплавленной сварочной ванны и шлака, чтобы улавливать примеси и очищать отложения металла сварного шва.
Проблемы возникают, когда защитный газ влияет на химический состав наплавленного металла.Два обычных сплава, марганец и кремний, которые являются частью химического состава металлической оболочки или добавляются к флюсу, действуют как раскислители. Раскислители связываются с кислородом, который растворен в сварочной ванне, и попадают в слой шлака. Например, если марганец не используется должным образом в соответствии с конструкцией, он будет действовать как легирующий агент в металле сварного шва, создавая потенциально хрупкую ситуацию сварки.
Порошковая проволока предназначена для получения химического состава металла сварного шва с оптимальным количеством сплава для достижения заданных диапазонов удельной прочности, ударной нагрузки и удлинения.Если используется неправильный защитный газ или защитный газ с самозащитной проволокой, химический состав сварного шва может выйти за пределы ожидаемого диапазона, что в конечном итоге может привести к катастрофическим результатам. Это может вызвать растрескивание сварного шва, пористость или следы червяка (поверхностная пористость, вызванная захваченным газом между затвердевшим шлаком и все еще расплавленной лужей).
Это может вызвать растрескивание сварного шва, пористость или следы червяка (поверхностная пористость, вызванная захваченным газом между затвердевшим шлаком и все еще расплавленной лужей).
Еще нужно учесть стоимость. Использование защитного газа с самозащитным проводом не только неправильно, но и является пустой тратой денег.Самоэкранированная проволока предназначена для сварочных работ в полевых условиях, поэтому вы можете пересмотреть, почему она используется на производственном предприятии. Иногда это происходит из-за наличия в цехе сильных воздушных потоков, которые могут нарушить покрытие защитным газом, что приводит к пористости сварного шва.
Лучшим вариантом может быть приобретение сварочных завес или внесение некоторых изменений, направленных на устранение сильных воздушных потоков. Поступая так, вы можете преобразовать самозащитный провод в двойной экран или даже сплошной провод, если он хорошо подходит для вашего приложения. В большинстве случаев затраты компенсируются применением присадочного металла с более высоким содержанием наплавленного металла, что достигается за счет сокращения времени сварки и уменьшения объема очистки после сварки, не требующей дополнительных затрат.
В большинстве случаев затраты компенсируются применением присадочного металла с более высоким содержанием наплавленного металла, что достигается за счет сокращения времени сварки и уменьшения объема очистки после сварки, не требующей дополнительных затрат.
Порошковая проволока — самозащитная и газозащитная
Все о порошковой проволоке
Сегодня производительность важна, и поэтому порошковые проволоки являются присадочным металлом, который следует учитывать. Благодаря более высокой производительности наплавки и эффективности оператора они обеспечивают повышение производительности, высокую производительность и отличное качество сварки.Порошковая проволока подходит для различных отраслей промышленности и является отличным решением для общего производства, производства, строительства, применения на море и судостроении.
Если вы решите перейти на порошковую проволоку, важно принять во внимание все факторы, такие как механические и химические свойства основного металла, требуемое положение сварки, оборудование, рабочую среду и условия работы сварщика. набор навыков, потому что все они играют важную роль при выборе.
набор навыков, потому что все они играют важную роль при выборе.
Кроме того, при принятии решения о том, является ли использование порошковой проволоки правильным выбором, необходимо учитывать сварочные характеристики присадочного металла, преимущества и требования.
Самозащитный и газозащитный
Существует два типа порошковой проволоки: самозащищенная и газозащитная, обе позволяют сваривать различные недрагоценные металлы, включая низкоуглеродистую и низколегированную сталь. Кроме того, газовая защита предлагает нержавеющую сталь и никелевые сплавы.
Самозащитный
Разница с самозащитными проволоками заключается в том, что им не требуется защитный газ, когда дуга активна, что устраняет необходимость в газовом баллоне.Это делает его отличным выбором для удаленных приложений или когда важна переносимость. Самоэкранированная проволока также является отличным выбором для сварки на открытом воздухе и в ветреную погоду, поскольку проволока может выдерживать сильный ветер.
Эти проволоки обладают хорошей ударной вязкостью даже при более низких температурах, однако при сравнении их с газозащитными проволоками они могут производить более высокий уровень дыма и брызг.
Самоэкранированная проволока является хорошей заменой электродов для дуговой сварки с металлическим экраном, поскольку они повышают производительность.В отличие от электродов, порошковую проволоку не нужно менять снова и снова, что в результате сокращает время простоя на замену.
Газовая защита
С другой стороны, проволока с защитным газом более привлекательна для оператора, что означает, что ее легче контролировать и использовать, а также обеспечивает более высокое качество сварных швов. Эти проволоки являются хорошей заменой сплошной проволоки из-за их способности производить более высокие скорости наплавки, что позволяет выполнять работу намного быстрее.
Проволока с защитным газом подходит для толстых металлов или для работы в нестандартном положении и имеет расплавленный шлак, который затвердевает быстрее, чем сварочная ванна. В результате создается «полка» для удержания ванны расплава при сварке над головой или вертикально вверх.
В результате создается «полка» для удержания ванны расплава при сварке над головой или вертикально вверх.
В отличие от самозащитных проводов, газовые провода не подходят для работы на открытом воздухе. Любой ветер или движение в воздухе могут повлиять на характеристики защитного газа и качество сварки, что приведет к появлению видимой пористости в сварном шве.
Вывод
Как самозащитная проволока, так и проволока с газовой защитой отличаются друг от друга, и их следует выбирать в зависимости от типа применения, однако обе обеспечивают высокое качество сварных швов, воспроизводимые характеристики и стабильность, и могут быть отличной альтернативой другим присадочным металлам.
Если вы думали о переходе на порошковую проволоку, сейчас самое лучшее время. Hobart предлагает широкий ассортимент порошковых проволок для широкого спектра применений.
WIA может помочь вам выбрать правильную порошковую проволоку для работы!
Позвоните одному из наших специалистов по присадочным металлам и организуйте пробную версию или демонстрацию продукта. Они могут помочь вам выбрать правильный провод Хобарта для вашей работы.
Они могут помочь вам выбрать правильный провод Хобарта для вашей работы.
Узнайте о наших порошковых проволоках Hobart Flux здесь.
Сварка порошковой проволокой
Дуговая сварка порошковой проволокой (FCAW) использует трубчатый электрод с непрерывной подачей, электрическую энергию для плавления электрода и может использовать или не использовать защитный газ из внешнего источника при нанесении материала на сварное соединение.Порошковый электрод представляет собой композитный трубчатый присадочный металл, состоящий из металлической оболочки с сердцевиной из минеральных соединений и порошковых металлов. Полученный сварной шов покрыт остаточным шлаком (расплавленным и затвердевшим флюсом), который помогает защитить и придать форму готовому сварному шву, и, как правило, легко удаляется после завершения сварки. Сварка порошковой проволокой сочетает в себе высокую производительность сварки MIG с использованием твердого электрода с возможностью сварки на более загрязненном основном материале. По сравнению со сваркой MIG возможны более высокие скорости наплавки, особенно при сварке в нерабочем положении.
По сравнению со сваркой MIG возможны более высокие скорости наплавки, особенно при сварке в нерабочем положении.
Доступны три типа порошковой проволоки:
- Газовая защита во всех положениях
- Газовая защита, плоская позиция
- Самозащитная
Каждый из них имеет свои преимущества.
Тип используемой порошковой сварочной проволоки зависит от положения сварки, требуемых механических свойств, типа соединения и его подгонки, а также от окружающей среды, в которой должна выполняться сварка. Обычно самоэкранированная проволока используется для наружной сварки или для специальных применений, таких как сварка оцинкованной стали.Среди наиболее распространенных — строительство и изготовление на открытом воздухе в областях, где невозможно использовать газовые баллоны и газовую защиту. Порошковые проволоки с защитным газом используются в таких операциях, как изготовление, техническое обслуживание и судостроение. Сварка порошковой проволокой особенно полезна, когда свариваемый основной материал имеет некоторое количество окалины, ржавчины или других поверхностных загрязнений. При правильном выборе типа проволоки и защитного газа свойства сварного шва превосходны для многих типов материалов.
При правильном выборе типа проволоки и защитного газа свойства сварного шва превосходны для многих типов материалов.
Проволока для универсального позиционирования (E-71T-1) обычно меньше 1/16 дюйма в диаметре и изготовлена с использованием флюса для быстрого замораживания. Они не подходят для использования там, где существует высокий уровень загрязнения основного металла, но обеспечивают хороший контроль при сварке в вертикальном положении вверх или над головой. В качестве защитного газа можно выбрать чистый CO2 или C25. Во всех случаях выбранный защитный газ должен соответствовать рекомендациям производителя присадочного металла. Несоблюдение этого правила может привести к низкому качеству сварных швов.Распространенная проблема из-за неправильного выбора газа — растрескивание сварного шва.
Проволока для плоской сварки (E-70) может использоваться в плоской или горизонтальной сварке. Обычно они имеют диаметр более 1/16 дюйма и в основном применяются для сварки наплавкой более толстых основных материалов (> 1/4 дюйма). Это семейство проволок обеспечивает большую устойчивость к загрязнению основным металлом, и они показали хорошие характеристики. над ржавчиной и прокатной окалиной. Хорошая сварочная практика требует, чтобы основной металл перед сваркой очищался от загрязнений, но, если это невозможно, предпочтительнее использовать эту проволоку.
Это семейство проволок обеспечивает большую устойчивость к загрязнению основным металлом, и они показали хорошие характеристики. над ржавчиной и прокатной окалиной. Хорошая сварочная практика требует, чтобы основной металл перед сваркой очищался от загрязнений, но, если это невозможно, предпочтительнее использовать эту проволоку.
Дополнительные вопросы
Зачем нужна порошковая сварка?
- Высококачественное наплавленное покрытие с превосходным внешним видом
- Может использоваться для соединения многих типов металлов в широком диапазоне толщин
- Относительно высокая эффективность электрода и рабочий цикл процесса
- Превосходный проплавленный шов упрощает конструкцию соединения
- Дуга видимые и простой в использовании
- из-за его большую устойчивость к загрязнению базовой пластины, Порошковая сварки требует меньше предварительной очистки, чем MIG
- осаждения ставка в четыре раза больше, чем палочка сварка
- использования самозащитных электродов Устраняют необходимость обращения с флюсом или газового оборудования, и он более терпим к ветреным условиям, присутствующим при строительстве на открытом воздухе, чем процессы с защитой от газа
Каковы некоторые ограничения сварки порошковой проволокой?
- В настоящее время ограничивается сваркой черных металлов и сплавов на основе никеля
- В процессе образуется шлаковый покров, который необходимо удалить
- Оборудование дороже и сложнее, чем требуется для сварки штангой; однако повышение производительности обычно компенсирует это.
- Как правило, образуется больше дыма, чем при сварке MIG

| A Источник питания | 1 Кабель питания (отрицательный) |
| B Заготовка | 2 К основному питанию 230/460/575 В |
| C Сварочная горелка | 3 115 В переменного тока на входе — Управление сварочным контактором |
| D D Двигатель подачи проволоки | 900 4 Кабелепровод |
| E Катушка с проволокой | 5 Выключатель горелки |
| F Контроль сварки | 6 Кабель питания (положительный) |
| G 9 Экранирование 7 Защитный газ из баллона или баллона | |
| 8 C Подача охлаждающей воды | |
| 9 Охлаждающая вода в горелку (дополнительно) | |
| 10 Охлаждающая вода из горелки (дополнительно) | |
| 11 Выход охлаждающей воды (дополнительно) |
Топ 5 лучших порошковых проволок для низкоуглеродистой стали в 2020 году
Ничто так не отстает от дуговой сварки, как чрезмерное разбрызгивание!
Почему?
Потому что все, что нам нужно, это гладкая отделка, и ничего больше.
Признайся!
Позвольте мне объяснить, сердечник Flux буквально немного более снисходительный, чем типичный сплошной MIG-провод в отношении «грязного» основного металла, поэтому не ленитесь. Все, что вам нужно сделать, это потратить время. И поверьте мне; небольшая уборка будет иметь большое значение. Таким образом, лучшая проволока с флюсовым сердечником является обязательным элементом.
Вы начинаете беспокоиться о том, как вы найдете лучшую порошковую проволоку для мягкой стали из слишком большого количества вариантов, верно?
Не волнуйтесь!
Я составил список классной проволоки с флюсовым сердечником, которая может изменить весь процесс сварки.Давайте приступим.
Что такое порошковая проволока?
Порошковая проволока используется в основном для порошковой дуговой сварки. Это жизнеспособный вариант, который используется для повышения эффективности владения оружием, начиная с общего производства и изготовления до различных типов конструкций.
Удивительно, не правда ли?
Так как каждый тип проволоки имеет уникальное качество, проволока с флюсовым сердечником обладает уникальными характеристиками. Его уникальный характер и требования имеют свои достоинства и недостатки.
Преимущества:
- Разрешить относительно высокую норму внесения
- Лучше работать на улице и хорошо работать в ветреную погоду.
- FCAW превращается в универсальный процесс, если используются правильные присадочные материалы
- Создание прочных и чистых сварных швов
Недостатки:
- При контакте с основным металлом может образоваться оплавленный контактный наконечник
- Сварной шов может быть пористым, если газы не выходят наружу, когда металл еще мягкий
А как насчет типов проводов с флюсовым сердечником?
В основном типы проводов с сердечником Flux бывают самозащищенными и газозащитными.Для самозащитной проволоки с флюсовым сердечником не нужен внешний газ, тогда как для газозащитной проволоки с флюсовым сердечником требуется газ извне.
Порошковая проволока или сплошная проволока — в чем разница?
Если вы попытаетесь сравнить порошковую проволоку со сплошной проволокой, вы должны понимать, что лучший выбор всегда будет зависеть от вашей работы и местоположения.
Слишком хорошо!
Для работ на открытом воздухе, если у вас толстый металл, то порошковая проволока будет лучшим выбором. Но для более тонких металлов и вне ветровой нагрузки сплошная проволока может работать неплохо.Однако порошковая проволока более дорогая, чем сплошная проволока, так как их можно довольно легко носить с собой.
5 лучших порошковых проволок
Перед тем, как приступить к сварке низкоуглеродистой стали, убедитесь, что у вас есть прочная проволока и надлежащая защитная одежда, которая защитит вас от любых потенциальных опасностей возгорания.
Вот наши обзоры 5 лучших порошковых проволок для низкоуглеродистой стали, которые защищают сварочную ванну. Проверьте это:
Стремитесь к плавному действию дуги?
Не ищите ничего, кроме этого E71 TGS от синего демона, потому что этот сердечник из флюса имеет узкие углы канавки, которые обеспечат вам отличный контроль над пулом.
Синий демон 030 против проволоки с сердечником из флюса 035, как выбрать?
Ну, оба почти одинакового качества, но для изготовления стали рекомендуется 0,35.
Тип и размер
- Тип: 10 # Катушка
- Размер: 0,035
- Вес изделия: 0,16 унции
- Метод установки: газовая сварка
- Требуется батарея: нет
- Прочность на разрыв: 70 000 фунтов на кв. Дюйм
3 Особенности, которые вам понравятся в «Голубом демоне» E71
- Самозащитный провод: Уникальное качество этого провода заключается в том, что вам не нужно использовать дополнительный защитный газ.
- Проволока с сердечником из флюса с низким разбрызгиванием: Исключить разбрызгивание при сварке, особенно MIG, невозможно, но эта проволока просто позволяет вредным брызгам соскальзывать и не прилипать к ним.
- Сварочная проволока во всех положениях: положения сварки бывают потолочными, вертикальными, горизонтальными и плоскими. можно сваривать самые разные металлы.
 можно сваривать самые разные металлы.
можно сваривать самые разные металлы.Не забываем
Как видите, это проволока GS, поэтому она подходит только для однопроходной сварки. Еще одну вещь помните внимательно, если у вас есть шлак, так что не забывайте тащить.
Что нам понравилось больше всего
- Однопроходный
- Чистый наконечник
- A Фантастическая цена
Что может быть лучше?
Проверить цену на AmazonТакой отличный исполнитель в условиях сквозняка!
Скажу прямо:
Я не могу сравнивать эту проволоку с другими марками, так как она дает такой чистый сварной шов с легким удалением шлака. Поэтому, когда мы начинаем слишком разбираться в 5 лучших порошковых проволоках, эта проволока с сердечником 030 выходит естественным образом.
Почему я это говорю?
Просто используйте его один раз; вы узнаете, что он течет, как масло.
Тип и размер
- Размер: одна упаковка
- Вес изделия: 2,2 фунта
- Способ установки: газовая сварка
- Требуется батарея: нет
- Стиль: 2 # или 10 # Катушка
- Размеры диаметра: 0,030 или 0,035
3 Особенности, которые вам понравятся в проводе с сердечником из флюса inetub
- Материалы высочайшего качества: Сделано в Италии из высококачественных материалов с помощью самых современных технологий.
- Легко удаляемый шлак: с ручным управлением; он также подходит для сварки оцинкованных и оцинкованных листов.
- Универсальность: Области применения: цистерны, ремонт кузовов автомобилей, котлы, земляные работы, стальные конструкции и строительные работы.

Давайте не будем забывать
Если вы не меняете полярность, не вините производителя. Буквально это довольно легко сделать. Все, что вам нужно сделать, это просто прочитать руководство по эксплуатации, прилагаемое к вашей машине.
То, что нам понравилось больше всего
- Прямая полярность
- Хорошая шпуля
- Минимум и глубина проникновения
Что может быть лучше?
- Произведено приличное количество брызг
Безумно хороший провод для любого профессионала или новичка!
Да, вы это слышали, верно!
Проволока с сердечником из флюса для сварки MIG в любом положении, полностью самоэкранированная и хорошо работает на ржавых и окрашенных материалах.
Стиль и размер
- Цвет: Оригинальная версия
- Вес изделия: 2 фунта
- Метод установки: MIG-сварка
- Система измерения: Метрическая
- Стиль: сварочный аппарат с проволокой
- Размеры диаметра: 0,030
- Материал: Низкоуглеродистая сталь
- Прочность на растяжение: 79000 фунтов на квадратный дюйм
3 Особенности, которые вам понравятся в сварочной проволоке Forney
- Высокая скорость перемещения: лучше всего подходит для любых однопроходных применений с впечатляющей скоростью перемещения и работает более горячо, чем обычная сплошная проволока.
- Аргон / CO2: газ действительно не требуется, и смесь аргона / CO2 работает для уменьшения разбрызгивания.
- Чрезвычайное проплавление: особенность, которая делает эту проволоку более привлекательной, — это необычайное проплавление как при многопроходной, так и при однопроходной сварке.
Давайте не будем забывать
Если вы планируете использовать проволоку с флюсовым сердечником 0,030, я настоятельно рекомендую купить наконечники 0,035, чтобы защитить провод от засорения / залипания наконечника.
Вещи, которые нам понравились больше всего
- Толстая низкоуглеродистая сталь 18 калибра
- Удобная для путешествий передача
- Превосходная производительность
Что может быть лучше?
- Подходит только для сварки MIG
Ищете универсальную проволоку, которая подходит как для сварки TIG, так и для сварки MIG?
Вот она, гладкая, как ромашка!
Поставщик сварки из США. Эта однопроходная проволока оснащена флюсовым сердечником премиум-класса E71T-GS для безгазовой сварки MIG низкоуглеродистой стали, роликом 10 фунтов.
Стиль и размер
- Форма: Круглая
- Вес изделия: 10 фунтов
- Система измерения: Метрическая
- Стиль: # 10
- Размеры диаметра: 0,030
- Материал: Мягкая сталь
- Толщина: 1,5 дюйма
- Собранный диаметр: 8 дюймов
3 особенности, которые вам понравятся в E71T-GS
- Надежная упаковка: вы будете рады узнать, что она красиво обернута вакуумной алюминиевой фольгой.
- самозащитный: с самозащитой; ему не нужны защитные газы для сварки.
- Плавный поток: впечатляющая толщина, плавный поток обеспечивает минимальное разбрызгивание.

Не будем забывать
Будьте особенно осторожны и осторожны при сварке этой проволокой над головой. Держите легковоспламеняющиеся компоненты отдельно от рабочего места.
Вещи, которые нам понравились больше всего
- Намного дешевле
- 2-х дюймовое центральное отверстие
- Однопроходное сопло
Что может быть лучше?
Проверить цену на AmazonПо стандарту двухвалковая проволока HYW ER70S не совсем соответствует многопроходной проволоке с сердечником из флюса, но не отстает в удобстве и экономичности.
Впечатляет, правда?
Кроме того, он создает минимальное разбрызгивание, а также течет с достаточным количеством тепла, поэтому вы найдете хороший вид при меньшем количестве отделочных работ.
Стиль и размер
- Вес изделия: 20 фунтов
- Система измерения: метрическая
- Стиль: 2 рулона
- Диаметр Размеры: 0,23
- Материал: металл
- Количество ручек: 1
- Требуются батареи: нет
3 особенности, которые вам понравятся в HYW ER70S-6. 023 ″
023 ″
- Хорошо подает: эта проволока HYW очень поддается подаче, очень аккуратно наматывается, делает ее стабильной и предсказуемой для подачи и улучшает качество сварки.
- Хорошо растекается: профиль сварного шва довольно легко сделать однородным благодаря его текучести.
- Сварочная проволока с катушкой на 10 фунтов: Катушка с проволокой для сварки MIG из низкоуглеродистой стали на 10 фунтов делает ее еще более привлекательной.
Давайте не будем забывать
Несомненно, это хорошая вещь за свои деньги, но вам придется покупать две 10-фунтовые катушки отдельно.
То, что нам понравилось больше всего
- По отличной цене
- Красиво упаковано
- Никакой дополнительной батареи не требуется
Что может быть лучше?
Не так гладко
Проверить цену на AmazonДешевая и дорогая сварочная проволока с флюсовым сердечником на Amazon
: в чем разница?
Очевидно, что цена проволоки с флюсовым сердечником имеет большое значение.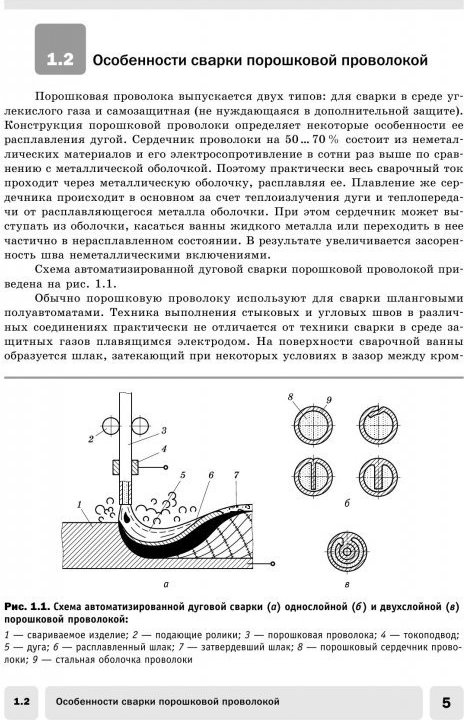
Неудивительно, что порошковая проволока с высокой ценой, такая как Harbor и проволока с сердечником inetub, обладает некоторыми фантастическими характеристиками, которых мы не можем ожидать от конечного продукта с низкой ценой.Вот почему рекомендуется потратить немного денег на качество. Поверьте, они того стоят.
Как выбрать лучшую порошковую проволоку
Выбор лучшей проволоки с флюсовым сердечником может быть трудным для вас, если у вас нет опыта в этом. Вот несколько советов, которые помогут вам выбрать подходящий.
Самозащищенный или газозащитный провод. Решите, нужен ли вам самозащитный провод или газозащитный провод. Иногда некоторые самозащитные провода продаются с отдельным защитным газом, что может вызвать проблемы с вашим использованием.
Размер имеет значение! : Выберите размер проволоки с флюсовым сердечником, подходящий для вашего сварщика. Не выбирайте проволоку с флюсовым сердечником 0,035, если необходимо установить максимальный уровень. Даже вам нужно проверить размер катушки, которую может взять сварщик.
Даже вам нужно проверить размер катушки, которую может взять сварщик.
Цена и марка: Если вам нужна более низкая цена, выбирайте больший диаметр.
Тип металла: Лучшая проволока с флюсовым сердечником для низкоуглеродистой стали может быть выбрана в соответствии с вашим металлом. Вам просто нужно проверить, имеет ли он тусклый или высокий блеск, и выбрать провода в соответствии с ним.
Часто задаваемые вопросы (FAQ) О порошковой проволоке
Вопрос 1: Какой аппарат для сварки сердечников под флюсом лучше всего?
Ответ: GOPLUS MIG 130 — один из лучших сварщиков сердечника флюсом. Он в основном популярен благодаря своему легкому и небольшому размеру, который можно использовать по сравнительно более низкой цене.
Вопрос 2: Нужен ли газ для флюсовой проволоки?
Ответ: Это зависит от типа используемой проволоки с флюсовым сердечником. Если вы используете самозащитную проволоку с флюсовым сердечником, то для нее не нужен газ, но если вы используете проволоку с флюсовым сердечником с защитной газовой оболочкой, то для нее нужен внешний газ.
Вопрос 3: Может ли сварщик MIG использовать проволоку с флюсовым сердечником?
Ответ: Да, может. Даже проволоки с флюсовым сердечником могут использоваться в MIG при наличии газа, поскольку они хорошо работают в ветреную погоду.
Вопрос 4: Какая проволока из флюсового сердечника самая маленькая?
Ответ: До сих пор 0,030 — это самая маленькая проволока с сердечником из флюса, доступная на рынке.
Вопрос 5: Флюсовая сердцевина и сила миграции — В чем основная разница?
Ответ: Фактически, производительность немного обеспокоена, обе проволоки обеспечивают качественную сварку с впечатляющим внешним видом сварного шва, если они используются правильно и применяются с правильными настройками параметров.
Подведение итогов окончательного заключения
Помните, чтобы избежать опасных проблем с подачей проволоки; необходима качественная проволока с сердечником из флюса. В конце концов, кто хочет раздражающих сварочных ощущений, я прав?
Не стоит так экономить и вкладывать в это немного денег.
Какой из всех этих проводов с лучшим сердечником из флюса мы порекомендовали как наилучшие?
Давайте сузим круг вопросов:
- Лучший результат: сварочная проволока Blue Demon E71 TGS
- Второе место, лучшее соотношение цены и качества: проволока из углеродистой стали Inetub ba71tgs
- Лучший бюджет: проволока Forney 42300 mig flux
Удачи.Безопасная сварка!
Предыдущая статья
Лучший воск для пола для VCT
Следующая статья10 лучших стержней для дуговой сварки для начинающих
Переход на самозащитную порошковую сварку
Обслуживание строительного рынка — это конкурентный бизнес. В промежутках между торгами против других компаний и стремлением уложиться в сроки проекта подрядчики всегда ищут способы повысить производительность. Сварка — это одна из ключевых областей, в которой улучшения могут иметь значение.Для некоторых работ по производству конструкционной стали может оказаться возможным переход от процесса сварки штучной сваркой или дуговой сварки в защитном металлическом корпусе (SMAW), обычно используемого в этих приложениях, на сварку порошковой проволокой с самозащитой (SS-FCAW). Преобразование обычно включает замену стержневого электрода E7018 Американского общества сварки (AWS) на самозащитную порошковую проволоку AWS E71T-8. Самозащитный процесс порошковой наплавки может обеспечить более высокую скорость сварки, что, в свою очередь, увеличивает производительность, обеспечивает большую экономию средств и дает компаниям преимущество в отрасли.Этот процесс сводит к минимуму время простоя для замены стержневых электродов, поэтому сварщики могут тратить больше времени на сварку.
Преобразование обычно включает замену стержневого электрода E7018 Американского общества сварки (AWS) на самозащитную порошковую проволоку AWS E71T-8. Самозащитный процесс порошковой наплавки может обеспечить более высокую скорость сварки, что, в свою очередь, увеличивает производительность, обеспечивает большую экономию средств и дает компаниям преимущество в отрасли.Этот процесс сводит к минимуму время простоя для замены стержневых электродов, поэтому сварщики могут тратить больше времени на сварку.
Процесс порошковой порошковой самозащиты
Строгие нормы регламентируют процедуры сварки для всего, от изготовления компонентов для монтажа стальных конструкций до строительства частей моста. Например, в соответствии с правилами сварки конструкций AWS D1.1 и стандартами мостовой сварки AWS D1.5 компании должны соблюдать предписанные параметры основного металла, присадочного металла и источника питания для каждого конкретного применения.
Поэтому переход от сварки штучной сваркой к процессу порошковой самозащиты требует повторной аттестации процедур сварки для каждого конкретного проекта. Это также включает обновление сертификатов сварщиков.
Это также включает обновление сертификатов сварщиков.
Компании, которые сделают переход, столкнутся с простоями в связи с простоями в обучении операторов сварочных работ методам сварки с использованием проволоки E71T-8, часто называемой проволокой T-8, а также для успешного завершения процесса сертификации операторами; Однако оба эти вида деятельности — это всего лишь бизнес.Сварщики должны периодически проходить аттестацию на протяжении всей своей карьеры. Переход на сварку порошковой проволокой с самоэкранированием просто ускоряет этот процесс.
По мере того, как подрядчики в производстве металлоконструкций ищут способы повышения эффективности в конкурентной среде, некоторые в своих сварочных приложениях переходят с дуговой сварки в экранированном металле (SMAW) на сварку порошковой проволокой с самозащитой (FCAW) в качестве одного из способов получить преимущество. Наличие сертификатов для этого процесса может помочь компаниям повысить конкурентоспособность. Возможность завершить один и тот же проект быстрее, чем другой контракт, дает вам явное конкурентное преимущество.
Правильное оборудование
Переход также требует доступа к соответствующему сварочному оборудованию (источнику питания). Для успешной сварки проволокой Т-8 требуется источник питания постоянного напряжения (CV). Эта часть преобразования не подлежит обсуждению — она важна для сварки в код.
Одно предостережение: добавление питателя с датчиком напряжения к источнику постоянного тока (CC), используемому для сварки штучной сваркой, недостаточно. Эта система неприемлема для сварки порошковой проволокой с самозащитой в соответствии с кодом AWS D1.1, поскольку она не реагирует достаточно быстро, чтобы поддерживать постоянное напряжение на протяжении всего процесса сварки. Эти колебания напряжения могут привести к дефектам сварного шва, особенно пористости, что может привести к простою и затратам на переделку, не говоря уже о
возможных задержках и возможных платежах по контракту за пропущенные сроки.
Познакомьтесь с проводами Т-8
Ключом к использованию проволоки Т-8 является понимание ее характеристик и эксплуатационных требований, ее химических и механических свойств, а также того, как они соответствуют требованиям применения конструкционной стали.
На рынке доступен ряд тросов T-8, отвечающих сейсмическим требованиям и обладающих необходимой высокой ударной вязкостью для критических работ по нормам. Производитель присадочного металла или проверенный поставщик сварочных материалов поможет вам сделать лучший выбор. Понимание различных частей его классификации AWS — хороший первый шаг к знакомству с проводом T-8, начиная с его самой базовой схемы, E71T-8:
- E обозначает электрод.
- 7 относится к пределу прочности проволоки на разрыв, измеренному в фунтах на квадратный дюйм (psi). В этой классификации цифра 7 соответствует 70 000 фунтов на квадратный дюйм.
- 1 означает, что проволока обеспечивает сварку во всех положениях.
- T означает, что это порошковая проволока.
- 8 указывает на пригодность электрода или, в данном случае, для одно- или многопроходной сварки DCEN.
Некоторые провода Т-8 также имеют дополнительные обозначения ударной вязкости, сейсмических требований и содержания водорода, каждое из которых способствует пригодности и удобству использования проволоки Т-8 данного производителя для конкретного применения.
Рабочие характеристики провода Т-8
Допустимые диапазоны напряжения для проволоки Т-8 варьируются в зависимости от формулы производителя присадочного металла, положения, в котором он используется, и, что наиболее важно, скорости подачи проволоки, которая напрямую влияет на силу тока. Как правило, проволока Т-8 работает при токе 175 ампер или больше, с диапазоном напряжения от 18 до 24 В на сварном шве во всех положениях независимо от диаметра проволоки. Сварщики должны выполнять сварку с соблюдением рекомендуемых параметров, чтобы избежать дефектов, которые могут привести к трудоемкой и дорогостоящей доработке
.
Удлинение или вылет электрода также влияет на работу проволоки Т-8 и, опять же, зависит от производителя присадочного металла.
Обычно для большинства проволоки Т-8 требуется вылет в диапазоне от до 1, дюйма, в зависимости от используемого диаметра. Общее правило заключается в том, что проволока меньшего диаметра требует меньшего вылета, чем проволока большего диаметра.
Слишком короткий вылет может привести к непропорциональному увеличению силы тока по сравнению с установленным напряжением, что может привести к отсутствию плавления.Слишком длинное удлинение приводит к тому, что сила тока будет слишком низкой для данной настройки напряжения, что приведет к неполному покрытию шлака и другим нарушениям сплошности сварного шва.
Чтобы свести к минимуму такие проблемы, всегда проверяйте особые требования к вылету для используемого провода T-8. Также важно поддерживать соответствующий угол наклона пистолета и скорость движения с тросом Т-8. Это помогает предотвратить включения шлака, которые могут привести к плохому качеству сварки и доработке. Конкретные углы наклона горелки варьируются от проволоки к проволоке, от 10 до 45 градусов, и определяются в соответствии с рекомендациями производителя присадочного металла.
Сварщики также должны использовать технику перетаскивания или обратной руки при сварке проволокой Т-8. Как правило, наличие однородной полосы шлака за сварочной ванной является хорошим индикатором того, что сварщик использует правильный угол наклона пистолета и скорость движения.
Наконец, при использовании проволоки Т-8 подрядчики должны гарантировать, что их сварщики принимают меры предосторожности для защиты от колебаний напряжения, которые обычно возникают на стройплощадках.
Использование мультиметра или механизма подачи проволоки с цифровыми измерителями напряжения может помочь поддерживать правильный диапазон напряжения и желаемые результаты сварки.
Поддержание хорошего состояния сварочного кабеля и надежных соединений между сварочной горелкой и источником питания также является хорошей практикой.
Насколько эффективна сварка самозащитой порошковой проволокой (FCAW-S) при сварке трубопроводов большой мощности по сравнению со сваркой стержнем (SMAW)?
Благодаря инновациям в науке и технологиях, а также прогрессу, достигнутому в области оборудования и проволоки FCAW-S, теперь у нас есть множество вариантов, когда речь идет о приложениях для ручной сварки трубопроводов, по сравнению с (SMAW) Stick Welding .
Давайте рассмотрим два средства, с помощью которых можно снизить стоимость трубопровода, поскольку он напрямую связан с трубой. Первый — уменьшить нагрузку на сталь, которая используется в самой конструкции. Во-вторых, необходимо повысить устойчивость к давлению в конкретном трубопроводе, чтобы позволить ему пропускать через него большее количество вещества. Было замечено, что эти два фактора привели трубопроводы к превращению их в стали с более высокой прочностью.
Очевидные преимущества высокопрочной стали заключаются в том, что она снижает стоимость каждой опоры, увеличивая толщину более тонкой стенки, что требует меньшего количества присадочного металла для обеспечения завершения соединения (что помогает сократить время сварки и другие расходные материалы) и, наконец, снижение затрат на топливо и транспортировку за счет меньшего веса.Еще одним преимуществом является то, что труба транспортируется в дальние и внутренние районы, и она оказалась идеальной для областей, подверженных значительным перепадам температур.
Но есть новые проблемы, которые ставят перед сталью более высокопрочные стали — присадочные металлы должны будут иметь такую же или большую прочность по сравнению с большей прочностью на растяжение, но в то же время иметь более низкое содержание водорода — замечено, что стали более высокой прочности, поскольку у них более низкое углеродное основание, и у них больше шансов на растрескивание, вызванное водородом.Поскольку ранее использовавшиеся стержневые электроды из целлюлозы, которые использовались для сварки, имели очень высокое содержание водорода (обычно 16 мл на каждые 100 г), что не делало их идеально подходящими для любой сварки с X70 или выше. Из-за более высокого содержания водорода это может привести к заметному растрескиванию и другим повышенным расходам, когда речь идет о простоях и других связанных переделках.
Именно для решения этих проблем в настоящее время происходит переход от SMAW (сварка палкой) к сварке FCAW-S.Сварка порошковой флюсовой сердцевиной определенно имеет заметные преимущества как в качестве, так и в производительности, несмотря на то, что ключевая сварка по-прежнему применяется для корневых проходов. В этой статье мы подробно рассмотрим эти преимущества, а также рассмотрим несколько простых вариантов порошковой сварки для присадочного металла и также изучите достижения в области методологии сварки, которые доказывают, что сварка порошковой флюсовой проволокой стала популярной и стала идеальным вариантом.
В этой статье мы подробно рассмотрим эти преимущества, а также рассмотрим несколько простых вариантов порошковой сварки для присадочного металла и также изучите достижения в области методологии сварки, которые доказывают, что сварка порошковой флюсовой проволокой стала популярной и стала идеальным вариантом.
Самозащитная порошковая сварка (FCAW-S) и ее преимущества
Как и стержневые электроды, проволока для самозащитной порошковой сварки также защищает сварочную ванну, что делает ее приемлемой для сварки во время грязные и ветреные условия, возникающие при сварке трубопроводов.Хотя требуется несколько дополнительного оборудования и их следует рассмотреть (обсуждается позже), и может даже потребоваться повторная квалификация некоторых приложений и соединений, процедура действительно предлагает значительные преимущества по сравнению со Stick во многих областях:
Меньший Содержание водорода: . Самым значительным преимуществом, о котором стоит упомянуть, является то, что проволока, предназначенная для сварки порошковой проволокой с самозащитой, сконструирована для применения на береговых трубопроводах таким образом, чтобы обеспечивать требуемые свойства высокой прочности, необходимые для таких применений, и в то же время, соответствие стандартам по более низкому содержанию водорода, что имеет решающее значение, когда речь идет о снижении крекинга, вызванного водородом.
Повышение контроля дуги : Благодаря дополнительным механизмам подачи проволоки для проверки напряжения и двойному графику пропускной способности, которые связаны с механизмами подачи проволоки порошкового порошка и горелками, сварщики будут иметь больше возможностей, когда дело доходит до точное выполнение дуги сварного шва.
Простота в эксплуатации: метод порошковой флюсовой сердцевины позволяет сравнительно легко обучать операторов. При сварке высокопрочной трубы необходимо тщательно контролировать такие изменения, как температура между проходами и предварительный нагрев, а также все другие параметры сварки, такие как напряжение, сила тока и т. Д.Все эти функции делают сварку материала рискованной, поэтому имеет смысл иметь процедуру сварки, которая проста в использовании, а также сводит к минимуму дополнительные переменные, связанные с обучением.
Присадочный металл для самозащитного порошкового покрытия:
Присадочные материалы, которые используются для сварки высокопрочных труб, должны соответствовать или превосходить химические и механические свойства материала, а также должны обеспечивать гибкость для сокращения случаев растрескивания. Также ожидается, что они компенсируют очень экстремальные пределы температур, которым обычно подвергаются трубопроводы, поскольку столкновение из-за теплового сжатия и расширения, мороза и других нагрузок окружающей среды имеют все шансы повредить сталь вместе со сварными швами. Конкретные конструкции трубопроводов и стыков при правильном выборе присадочного металла помогут избежать таких проблем.
Также ожидается, что они компенсируют очень экстремальные пределы температур, которым обычно подвергаются трубопроводы, поскольку столкновение из-за теплового сжатия и расширения, мороза и других нагрузок окружающей среды имеют все шансы повредить сталь вместе со сварными швами. Конкретные конструкции трубопроводов и стыков при правильном выборе присадочного металла помогут избежать таких проблем.
На сегодняшний день многие классификации проволоки для самозащитной порошковой проволоки оказались успешными, когда дело доходит до сварки высокопрочных трубопроводов во всем мире.Эти специально разработанные проволоки способны создавать более низкие пределы разбрызгивания, создавая шлак, который можно легко удалить, чтобы обеспечить скорость между проходами в сочетании с очисткой после сварки. Поскольку им не требуется защитный газ, это позволяет им избавиться от времени и необходимости устанавливать защитные палатки, чтобы защитить газовое покрытие. Кроме того, эти специальные проволоки обеспечивают превосходную устойчивость к вертикальному опусканию и обеспечивают большую скорость наплавки по сравнению со стержневыми электродами и, таким образом, помогают повысить производительность.
Провода, доступные для сварки высокопрочных трубопроводов с самозащитной порошковой флюсовой сердцевиной:
AWS E111T8-G H8: Эти проволоки используются для сварки труб класса X100, а также для сварки стали с Оценка X80. Хотя эти проволоки также функционируют очень похоже на вышеупомянутые проволоки, они обеспечивают гораздо большую прочность на разрыв. При сварке в положении 1 G эта проволока обеспечивает сварные швы с пределом прочности на разрыв 123 тыс. Фунтов на квадратный дюйм и обеспечивает прочность на растяжение выше 120 тыс. Фунтов / кв.Он идеально подходит для газовых и маслопроводных труб и может быть поставлен с диаметром 5/64 дюйма. Поскольку содержание водорода в этих проволоках составляет всего 6,33 г сварного шва, это оказалось идеальным вариантом для минимизации растрескивания.
AWS E91T8-G H8: Помимо относительно меньшего распределения содержания водорода всего 6,2 [электронная почта] г, универсальный позиционный трос AWS E91T8 предлагает впечатляющую жесткость на растяжение более 113 тысяч фунтов на квадратный дюйм, помимо исключительной низкотемпературная стойкость к ударам (44 фута. фунтов, при -40 ° F / Цельсия). Он был разработан как более подходящий для трубы со сплавом класса X80, который также обеспечивает хорошую пластичность. Поскольку он доступен в диаметрах 1/16 дюйма, это упрощает работу даже начинающим сварщикам. Благодаря гладкой дуге он также привлекает оператора. Другие аналогичные проволоки для самозащитной порошковой проволоки, предназначенные для высокопрочных труб, обладают превосходными механическими свойствами, приводят к более быстрому замерзанию, легко удаляются шлаку, что обеспечивает разумную сварочную ванну, а также легкую очистку.AWS E91T8-G H8 также работает очень похоже на провода E81T8-Ni2 J H8 и E71T8-Ni1 J H8, помогая упростить сварочные операции при перемещении по многочисленным проектам трубопроводов.
фунтов, при -40 ° F / Цельсия). Он был разработан как более подходящий для трубы со сплавом класса X80, который также обеспечивает хорошую пластичность. Поскольку он доступен в диаметрах 1/16 дюйма, это упрощает работу даже начинающим сварщикам. Благодаря гладкой дуге он также привлекает оператора. Другие аналогичные проволоки для самозащитной порошковой проволоки, предназначенные для высокопрочных труб, обладают превосходными механическими свойствами, приводят к более быстрому замерзанию, легко удаляются шлаку, что обеспечивает разумную сварочную ванну, а также легкую очистку.AWS E91T8-G H8 также работает очень похоже на провода E81T8-Ni2 J H8 и E71T8-Ni1 J H8, помогая упростить сварочные операции при перемещении по многочисленным проектам трубопроводов.
E81T8-Ni2 J H8: Провод, который можно использовать для заполнения и закрытия проходов на трубопроводах, которые построены из труб класса X80 (или меньше). Это обеспечивает высокое тяговое усилие 94 тыс. Фунтов на квадратный дюйм и более низкие характеристики столкновения CVN — всего 96 футов, фунтов. при -40 ° по Фаренгейту / Клезуи, наряду с отличной пластичностью.Поскольку проволока имеет обозначение «J», гарантируется, что она соответствует всем строгим спецификациям по низкотемпературной ударной вязкости CVN, которые требуются AWS A5.29, обеспечивая более конкретные свойства по сравнению с другими E8 1 T8 провода, относящиеся только к категории «G». Он используется для сварки внахлестку, угловых швов или для сварных швов с глубокими канавками как в одно-, так и в многопроходных приложениях, поскольку он содержит быстро замерзающий шлак, который легко отслаивается, что помогает сократить время после сварки для очистки.Проволока E81T8-Ni2 J H8 идеально подходит для сварки в любом положении.
при -40 ° по Фаренгейту / Клезуи, наряду с отличной пластичностью.Поскольку проволока имеет обозначение «J», гарантируется, что она соответствует всем строгим спецификациям по низкотемпературной ударной вязкости CVN, которые требуются AWS A5.29, обеспечивая более конкретные свойства по сравнению с другими E8 1 T8 провода, относящиеся только к категории «G». Он используется для сварки внахлестку, угловых швов или для сварных швов с глубокими канавками как в одно-, так и в многопроходных приложениях, поскольку он содержит быстро замерзающий шлак, который легко отслаивается, что помогает сократить время после сварки для очистки.Проволока E81T8-Ni2 J H8 идеально подходит для сварки в любом положении.
E71T8-Nil J H8 : Универсальный провод, разработанный для любых наземных трубопроводов, состоит из труб класса X70 (и выше) и обеспечивает высокую ударопрочность при более низких температурах. Предлагая прочность на растяжение 78 ksi в (AW) состоянии после сварки, создавая сварные швы с менее диффузионным уровнем водорода (5,45 г). Благодаря своему уникальному составу проволока обеспечивает превосходный контроль сварочной ванны, особенно при сварке между положениями на 4 и 7 часов.Это действительно удобно для сварщиков, которые проходят обучение и не имеют большого опыта. Это также обеспечивает однородность сварных швов и возможность хорошего сварного шва при выполнении многочисленных проходов на глубоких канавках сварного шва трубы. Нормальные значения удара CVN варьируются в зависимости от положения сварного шва (1 G против 3 G), хотя они находятся в диапазоне 295 фут-фунтов. при -29 ° C по Цельсию (-20 ° F по Фаренгейту) и 135 фут-фунтов. при -49 ° по Цельсию (-40 ° по Фаренгейту).
Благодаря своему уникальному составу проволока обеспечивает превосходный контроль сварочной ванны, особенно при сварке между положениями на 4 и 7 часов.Это действительно удобно для сварщиков, которые проходят обучение и не имеют большого опыта. Это также обеспечивает однородность сварных швов и возможность хорошего сварного шва при выполнении многочисленных проходов на глубоких канавках сварного шва трубы. Нормальные значения удара CVN варьируются в зависимости от положения сварного шва (1 G против 3 G), хотя они находятся в диапазоне 295 фут-фунтов. при -29 ° C по Цельсию (-20 ° F по Фаренгейту) и 135 фут-фунтов. при -49 ° по Цельсию (-40 ° по Фаренгейту).
Рекомендации по оборудованию с флюсовой сердцевиной
Сварка порошковой проволокой и сварка палкой можно выполнять с использованием одних и тех же сварочных генераторов, которые работают на двигателе и которые трубосварщики использовали ранее, хотя некоторые машины и другие специальные программы могут помогает обеспечить максимальную эффективность при сварке порошковой проволокой.
Были рассмотрены соображения по поводу дополнительного оборудования, которое в прошлом было сдерживающим фактором для трубопроводов, когда дело доходило до сварки порошковой краской. По сравнению с использованием Stinger во время сварки Stick, пистолет для Flux Cored может оказаться более сложным, поскольку устройства подачи проволоки предлагают дополнительный элемент устройства, которым нужно обладать, и когда дело доходит до контроля таких вопросов, как скорость подача проволоки и сила тока, он считается даже более напряженным, чем электроды Stick.
Принимая эти мысли и принимая достижения и разработки сварки порошковой флюсовой сердцевиной во всех подобных сферах применения, производители этого оборудования инициировали действия по улучшению общей производительности, простоты и качества своей продукции. Вот эти усовершенствования:
Пистолеты с флюсовым сердечником : Эти пистолеты были успешно сделаны более удобными с точки зрения эргономики и значительно легче, чем модели, которые были доступны в прошлом. Даже другие расходные материалы, такие как контактные наконечники и т. Д., Теперь стали более надежными и их легче регулировать и заменять, чем старые модели.
Даже другие расходные материалы, такие как контактные наконечники и т. Д., Теперь стали более надежными и их легче регулировать и заменять, чем старые модели.
Механизмы подачи проволоки: Если раньше механизмы подачи проволоки были неуклюжими, теперь они стали более надежными и компактными. Уберечь грязь вместе с другими загрязнениями возможно благодаря плотно закрывающимся полипропиленовым корпусам, которые используются сейчас. Были включены дополнительные двигатели с высоким крутящим моментом, которые обрабатывают проволоку как малого, так и большого диаметра для порошковой проволоки, что обеспечивает более равномерную подачу.
Цифровые измерители, которые могут отображать как силу тока, так и напряжение во время процесса сварки, значительно помогают в повышении точности сварки. Модели с возможностью измерения напряжения обеспечивают превосходный контроль дуги. Те, у кого есть возможность двойного расписания (по сравнению с пистолетом с флюсовой сердцевиной, который имеет двойное расписание), позволяют сварщикам регулировать скорость подачи проволоки на лету в зависимости от положения их трубы. Более прочные и надежные конструкции будут включать в себя значительно улучшенных подрядчиков — ранее требовалось серьезное обслуживание.
Более прочные и надежные конструкции будут включать в себя значительно улучшенных подрядчиков — ранее требовалось серьезное обслуживание.
Беспроводные пульты дистанционного управления : Независимо от того, включает ли он сварку с флюсовой сердцевиной или сварку стержнем, где обычные проводные пульты дистанционного управления имеют длину всего 90 футов, новейшие беспроводные пульты дистанционного управления способны расширить работу, охватывая область до 300 футов от источника питания. Кроме того, наличие цифровых дисплеев на пультах дистанционного управления, которые теперь являются беспроводными, дополнительно предлагает сварщикам и их помощникам точные знания и информацию о настройках их машины.Это, в сочетании с функциями измерения напряжения питателя и характеристиками пистолета с двойным графиком, дает сварщикам и их помощникам больший контроль над нанесением присадки и характеристиками дуги, чем когда-либо.
Когда дело доходит до удовлетворения общих требований строительства высокопрочных трубопроводов, существует вероятность перехода на методологию сварки FCAW-S, поскольку подрядчики заинтересованы не только в быстром завершении своих проектов, но и с меньшими затратами.